Q 9024:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
Q 9024:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
0. 序文 ······························································································································ 1
1. 適用範囲 ························································································································ 2
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
4. 基本概念 ························································································································ 3
4.1 継続的改善の原則 ·········································································································· 3
4.2 トップマネジメントの役割······························································································· 4
4.3 継続的改善のプロセス ···································································································· 4
5. 継続的改善の運営管理 ······································································································ 5
5.1 継続的改善の課題 ·········································································································· 5
5.2 継続的改善のための組織化······························································································· 6
5.3 継続的改善のための環境 ································································································· 6
6. 継続的改善の手順 ············································································································ 7
6.1 一般 ···························································································································· 7
6.2 手順 ···························································································································· 8
7. 継続的改善のための技法 ·································································································· 13
7.1 数値データに対する技法 ································································································ 13
7.2 言語データに対する技法 ································································································ 21
7.3 プロセスマッピング ······································································································ 28
7.4 ベンチマーキング ········································································································· 30
JIS C 0068:1995
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Q 9024:2003
マネジメントシステムのパフォーマンス改善−
継続的改善の手順及び技法の指針
Performance improvement of management systems−
Guidelines for procedures and methodology for continual improvement
0. 序文
0.1
一般 組織がその使命を果たし,競争優位を維持して持続可能な成長を実現するためには,組織の
提供する製品の価値に対して顧客及びその他の利害関係者の満足を得ることによって,存在意義を高める
ことが不可欠である。そのために,組織は,環境の変化に俊敏に適応し,効果的かつ効率的に組織の総合
的なパフォーマンスを改善し,顧客及びその他の利害関係者のニーズ及び及び期待に応えて,高い顧客価
値を創造していくことが必要である。
環境の変化,顧客要求の多様化によりよって,要求事項を満たす能力を不断に高めることは,極めて重
要である。差別化された製品開発の増大は,必然的にそれを実現する能力を高めておくことを要求する。
したがって,その能力を高める方法論の重要性が増大している。
環境の変化に俊敏に適応し,顧客及びその他の利害関係者のニーズと及び期待を満たす能力を高めてい
く方法論は,次のような事項に影響を与える。
− 顧客満足
− 品質,コスト,サイクルタイムの同時改善
− 収益,市場占有率のようななどのパフォーマンス改善
0.2
他の規格との一貫性 この規格は,JIS Q 9023(マネジメントシステムのパフォーマンス改善−方針
によるマネジメントの指針)及びJIS Q 9025(マネジメントシステムのパフォーマンス改善−品質機能展
開の指針)と独立して使用することを意図して作成されているが,整合性のある規格として相互に補完し
て使用することもできる。また,この規格は,TR Q 0005(クォリティマネジメントシステム−持続可能
な成長の指針)及びTR Q 0006(クォリティマネジメントシステム−自己評価の指針)に記述された事項
にかかわる支援技法としても使用されることを考慮して作成されている。
0.3
JIS Q 9000ファミリーとの関係 この規格は,組織がJIS Q 9001(品質マネジメントシステム−要
求事項)及びJIS Q 9004(品質マネジメントシステム−パフォーマンス改善の指針)に基づくマネジメン
トシステムを効果的,かつ,効率的に運営管理するための支援技法として使用されることを考慮している。
0.4
他のマネジメントシステムとの両立性 この規格は,環境マネジメント,労働安全衛生マネジメン
ト,財務マネジメント,リスクマネジメントなどのマネジメントシステムに関する固有な支援技法として
開発されてはいないが,関連するマネジメントシステムのパフォーマンス改善を支援する技法として組織
が使用することも可能である。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1. 適用範囲 この規格は,組織のマネジメントシステムのパフォーマンスを効果的かつ効率的に改善し
ていくための支援技法として,継続的改善のための手順及び技法に関する指針を定めた規格であり,効果
的かつ効率的に問題解決し,課題を達成する方法を提供している。この規格は,次のような事項を必要と
する組織が利用できることを意図している。
− 顧客に提供する製品の問題を明確化し,一貫した手順で解決する。
− 現存するプロセスの変更,又は新規プロセスの実施を必要とするブレークスループロジェクトを実施
するにあたり当たり,日常の業務運営から離れた運営をする。
− 将来必要になるリソースを,日常の業務運営から離れて開発する。
この規格は,業種,形態及び規模,並びに提供する製品を問わず,組織のマネジメントシステムにおけ
るパフォーマンス改善を目指して,継続的改善を効果的で効率よく実施しようとしている,あらゆる組織
に適用することを意図している。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらのこの引用規格は,記載の年の版だけがこの規格を構成するものであって,その後の改正版・
追補には適用しない。
JIS Q 9000:2000 品質マネジメントシステム−基本及び用語
3. 定義 この規格で用いる主な用語の定義は,■■JIS X XXXX:0000の0(定義)■■によるほか,次
による。この規格にはJIS Q 9000に規定されている定義及び用語,並びに次の定義及び用語を適用する。
しかし,JIS Q 9000 : 2000 と違う異なる定義が与えられている場合は,この規格で規定されている定
義を適用する。
定義又は参考の中で用いた用語で,この規格の3.に定義されている用語は太字で示した。JIS Q 9000に
定義されている用語は太字で示し,その後の丸括弧内にJIS Q 9000と示した。この太字で示した用語は,
その用語の定義の全文と置き換えることができる。
この規格の全体にわたって,“製品”という用語が使われた場合には,“サービス”のこともあわせて意
味する。
3.1
継続的改善(continual improvement) 問題又は課題を特定し,問題解決又は課題達成を繰り返し
行う改善。
3.2
問題(problem) 設定してある目標と現実との,対策して克服する必要のあるギャップ。
3.3
要因(cause) ある現象を引きき起こす可能性のあるもの。
3.4
原因(root cause) 要因のうち,ある現象を引きき起こしているとして特定されたもの。
3.5
問題解決(problem solving) 問題に対して,原因を特定し,対策し,確認し,所要の処置をとる
活動。
3.6
課題(issue) 設定しようとする目標と現実との,対処を必要とするギャップ。
参考 課題は,方針においては,重要課題,重点実施事項,重要実施事項,挑戦課題などと呼ばれる
ことがある。
3.7
課題達成(issue achieving) 課題に対して,努力,技能をもって達成する活動。
3.8
仮説(hypothesis) 原因を特定するために設定された仮定。
3.9
再発防止(recurrence prevention) 問題の原因又は原因の影響を除去して,再発しないようにする
処置。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 再発防止には是正処置,予防処置が含まれる。
3.10 部門横断チーム(cross-functional team) 部門単独では解決が困難な課題に対処するために,異な
った部門から,活用できるすべての関連知識及び技能を結集し編成されたチーム。
参考 部門横断チームには,組織の設計,製造,技術,品質,生産,及び他の該当する要員を含む。
また,顧客(JIS Q 9000),又はパートナーを含めてもよい。
3.11 小集団(small group) 第一線の職場で働く人々による,製品(JIS Q 9000)又はプロセス(JIS Q 9000)
の改善を行う小グループ。
参考 この小集団は,QCサークルと呼ばれることがある。
3.12 改善機会(improvement opportunities) より効果的又は効率的な,製品(JIS Q 9000)又はプロセ
ス(JIS Q 9000)を生成するように変革可能な状態。
3.13 方針(policy) トップマネジメント(JIS Q 9000)によって正式に表明された,組織(JIS Q 9000)
の使命,理念及びビジョン,又は中長期経営計画の達成に関する,組織(JIS Q 9000)の全体的な意図及
び方向付け。
参考1. 方針は,重点課題,目標及び方策を設定する枠組みを提供する。
2. 組織(JIS Q 9000)によっては,方針に次の事項を含める場合がある。
a) 重点課題
b) 目標及び方策
c) 重点課題,目標及び方策
3. トップマネジメント(JIS Q 9000)の方針を受けて,組織内の責任者が表明した方向付けを
方針と呼ぶことがある。
例 事業部長方針,支店長方針,所長方針
4. 特定のマネジメント領域の方針であることを示すために,修飾語を用いることがある。
例 品質方針,環境方針
5. 方針の策定,展開及び運営管理を総称して“方針管理”と呼ぶことがある。
3.14 目標(objectives) 方針又は重点課題の達成に向けた取り組みにおいて,追求し,目指す到達点。
参考 目標は,測定可能な形で示されることが多い。
3.15 方策(means) 目標を達成するために,選ばれる手段。
3.16 管理項目(monitoring item) 目標の達成を管理するために評価尺度として選定した項目。
参考1. 方策の達成度を管理するために,評価尺度として選定した項目は,点検項目又は要因系管理
項目と呼ばれることがある。
2. 管理項目は,部門又は個人の担当する業務について,目標又は計画どおりに実施されている
かを判断し,必要な処置をとるために定められることもある。
4. 基本概念
4.1
継続的改善の原則 組織の目標は,提供する製品の価値によって顧客及びその他の利害関係者の満
足を得て,持続的に発展していくことである。そのために,組織は,製品,及びそれらを生み出すシステ
ムのパフォーマンスを継続的に改善する必要がある。この規格が提供している継続的改善に対する指針は,
次の原則に基づいている。
a) 製品,プロセス及びシステムへのアプロ−チ 継続的改善の対象は,組織の中のあらゆる活動の結果
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
である製品,並びにその結果を生み出すプロセス及びシステムである。
b) 事実に基づくアプローチ 改善活動では,経験又は勘だけに頼るのではなく,現状を的確に把握して,
事実をデータで定量化し,主観的判断を客観化する。
c) 論理的思考の一貫性 改善活動を効果的かつ効率的に進めるためには,次のように科学的で合理的な
一貫した論理的思考をとる。
1) 現状把握
2) 問題点,原因の抽出
3) 対策の立案
4) 実行
5) 評価
d) 改善機会の探求 問題が顕在化して改善機会が生じるのを待つのではなく,より高いパフォーマンス
実現の機会を探るよう努力する。
e) 漸進的な改善及び現状打破 漸進的な改善の基礎の上に,従来の延長上ではなく,環境変化に対応し
て,次のような事項において現状を打破する。
1) 新製品及び新技術の開発
2) 新たなプロセスの構築
3) 新事業への進出
4.2
トップマネジメントの役割 トップマネジメントは,継続的改善の運営管理を効果的かつ効率的に
実施するために,深く関与することの意志を,次の事項を確実にすることによって示すことが望ましい。
a) 継続的改善のための環境の提供
b) 将来の事業環境を見据えた方針の策定
c) 事業環境に基づいた事業方針及び目標の設定
d) 事業方針及び目標の,正確かつ確実な展開
e) 進ちょく(捗)の定期的レビュー
f)
レビューに基づく処置
4.3
継続的改善のプロセス
4.3.1
計画 組織は,継続的改善の計画にあたって当たって,次の事項を確実に定める規定することが望
ましい。
a) 課題
− 方針によって展開された課題
− 日常業務の中で発生した問題で,組織の主要な目標に影響を与えるもの
b) 目標
− 組織の総体的な方針と関係をもち,組織のパフォーマンス改善に貢献する。
− 測定可能な定量値をもつ。
− ベンチマーキングなどによって,ストレッチなその達成には現状を上まわる取組みが必要なレベ
ルとする。
c) 方策 組織は,目標の達成にのために,次の手順で方策を明確にすることが望ましい。
− 目標を達成するためのプロセスを明確にする。
− プロセスとしては,製品実現プロセス,総務・人事・経理などの支援プロセス,及び技術開発,
人材育成などの組織の発展に重要なプロセスを対象とする。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 管理項目
− 目標の達成状況を示す項目
例 製品品質,納期,売上高
− 方策の実施状況を示す項目
例 設備点検回数,教育受講回数
参考 方策の達成度を管理するために,評価尺度として選定した項目は,点検項目又は要因系管
理項目と呼ばれることがある。
4.3.2
実施 組織は,継続的改善活動を実施するにあたって当たって,次の事項を確実にすることが望ま
しい。
a) 日,週,月,年等などの必要な区間を定めてスケジュールを決定する。
b) 問題又は課題,プロセス及びスケジュールからみて適切な担当者を決定する。
c) 実施結果が計画と異なる場合には,早い段階に当該部門の計画に対して責任を持っている管理責任者
と共に計画の見直しを行う。
4.3.3
実施状況の確認 組織は,継続的改善活動が実施されているかどうかを,次の手順によって確認す
ることが望ましい。
a) 実施計画に基づいて目標の達成状況,方策の実施状況を評価する。
b) 評価は計画段階に設定した評価基準に従う。
c) 計画通りどおりの成果及びプロセスの管理が達成されたかどうかを分析し,問題点を明らかにする。
d) 事実,データを解析する際には,適切な技法を活用する(7.参照)。
4.3.4
処置 組織は,実施状況の確認結果によって,次の処置をとることが望ましい。
a) 計画に対する異常があれば,直ちに応急処置をとる。
b) プロセスの異常を改善することによりよって,製品の品質が改善されることを確認する。
c) 改善活動によって所定の計画が達成できない場合には,新たな計画に移行する。
d) 計画通りどおりの成果が得られなかった場合には,その原因及び問題点を明確にする。
4.3.5
標準化 組織は,計画通りどおりの成果が得られた場合には,そのプロセスを標準化し,組織全体
に展開することが望ましい。標準化は,組織の人々が便益を公正に得るために,統一化・単純化を意図し
て,次の事項に関する標準的な内容を規定することである。
− 物体・性能・能力・配置・状態・動作・手順・方法・手続・責任・権限・考え方・概念など
− 測定に普遍性を与えるために定めた基準として用いる量の大きさを表す方法又は(量の大きさを表す)
もの
組織は,継続的改善活動の結果の便益が公正に得られるように標準を文書化し,維持することが望まし
い。その手順は次による。
a) 再発防止 改善活動を通じて明らかになった問題の原因を除去する,又は原因の影響を除去する手段
を明確にし,標準を改正又は新設する。
b) 標準類の発行 改正された標準又は新設された標準を組織全体に発行する。
5. 継続的改善の運営管理
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1
継続的改善の課題 組織は,問題の発生によって改善機会が現れるのを待つよりも,効果的かつ効
率的な改善を継続的に追求することが望ましい。改善には,たゆまぬ漸進的な活動からブレークスルーに
よる戦略的な改善プロジェクトまでがあり得る。組織は,改善活動を明確にし,運営管理するためのプロ
セスを備えておくことが望ましい。また,現状が最適であると判断された場合は,その状態を維持すると
よい。
これらの改善は,製品及び製品実現のプロセスの変更に留まらず,マネジメントシステム又は組織にか
かわる変更という結果をもたらすことがある。それは結果として組織の体質を改善することになる。
課題の対象となる製品及びプロセスには,次の事項がある。
a) 製品
− 顧客のニーズに応え,組織の存在価値の核となる。
− 顧客のニーズを先取りして,組織の競争優位の源となる。
b) プロセス
− 顧客に対して,製品の品質を保証する。
− 組織の方針,方策を立案,実施する。
− 組織を支える人材を教育・訓練する。
− 組織を支えるコアコンピタンスを構築し,新たな技術・製品を開発する。
5.2
継続的改善のための組織化 トップマネジメントは,組織の人々が継続的改善活動に参加できるよ
うに,活動の範囲及び重要性を明確に定め,十分な資源を配分することが望ましい。そのために,組織の
すべての部門を対象として,継続的改善活動を推進する部門,実施する部門を設置するとよい。その部門
の例は,次による。
a) 推進する部門
− 組織のトップマネジメントがリーダーとなり,組織全体を統括する部門
例 機能別管理を実施する機能別委員会
b) 実施する部門(JIS Q 9023方針によるマネジメントの指針 附属書3.参照)
− 部門横断チーム 部門単独では達成できない場合には,既存の組織の部門及び階層にとらわれる
ことなく,取りり組む課の内容に適した関連知識及び技能をもつ人々を結集した,部門横断チー
ムを編成して,組織的に取りり組む必要がある。
− 部門 組織の方針を受けて,具体的に活動することは,部門の役割である。従来日常的に行って
きた活動の単なる延長では乗り越えられない短期的又は中長期的な課題については,部門は,組
織的に取りり組む計画を立案し,現存するプロセスの変更又は改善を行うことが望ましい。
− 職場の第一線の小集団 職制に基づく改善活動とは別に,職場の第一線でも小集団によって継続
的改善を進めることが重要である。
5.3
継続的改善のための環境
5.3.1
コミュニケーション トップマネジメントは,事業方針及び目標を,組織の人々に効果的,かつ,
効率的なコミユニケーション手段によって,周知させることが望ましい。
これらの情報提供によって,目標の達成に組織の人々の参加を促すことができ,組織のパフォーマンス
改善を支援することもできる。事業方針及び目標に結び付いた大きなパフォーマンス改善のためには,サ
プライチェーンの全体に及ぶ,組織の枠を越えた組織横断チームによる活動も必要であり,更にチームワ
ークに裏打ちされた相互信頼が不可欠である。
トップマネジメントは,活動経過及び成果を共有化する効果的で効率的なコミュニケーションを積極的
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に実践することが望ましい。これらの情報提供によって,参加者の創造性発揮の機会を提供することがで
きる。
5.3.2
評価 トップマネジメントは,継続的改善の目標達成に対する組織の人々の動機付け,満足度向上
にも貢献できるよう,パフォーマンス改善の結果に対して,報奨する制度などによって評価することが望
ましい。
報奨する制度は,効果的かつ効率的に運営するために,業務分担及び役割に応じたパフォーマンスレ
ベル及び評価を明示した,公正性,透明性を持った仕組みとするとよい。
5.3.3
提案制度 トップマネジメントは,継続的改善に対する組織の人々の動機付け,及び問題に対する
改善提案を進めるために提案制度を作ることが望ましい。
提案制度は,提案件数及び提案内容の質を確保するために,報奨する制度を取り入れ,提案に対する効
果の大きさ及び件数に応じて評価する仕組みとするとよい。また,優秀な提案は公開し,組織内で成果の
共有化を図るとよい。
5.3.4
教育・訓練 組織は,組織の人々全員のレベル向上を目指した教育制度を設けることが望ましい。
更さらに,継続的改善の環境を整え維持するために,問題解決能力向上の教育・訓練プログラムなどの,
必要な教育・訓練の機会を,組織の人々に対して提供することが望ましい。また,組織は,問題解決能力
向上の教育・訓練プログラムに対して,それが十分機能し目的を果しているかどうかを,継続的改善の結
果によって見直すことが望ましい。
教育・訓練には,次の事項を考慮するとよい。
− 管理層,監督層,実務層などの階層別教育
− 作業標準,技術標準などの業務の基礎
− 現場における業務を通じて行う指導
− 体系的アプローチ,継続的改善の技法
5.3.5
情報技術の活用 組織は,継続的改善の環境を整え維持するために,情報技術活用による改善支援
の環境を,組織の人々に対して提供することが望ましい。例えば,7.にあるような“継続的改善のための
技法”の多くは,パッケージソフトになっているので,効率的なデータ処理のために導入するとよい。ま
た,改善の結果および及び事例は,知識化して,組織の人々が学習できるデータベースを構築するとよい。
6. 継続的改善の手順
6.1
一般
6.1.1
目的 あらゆる業務は,“問題を解決する”,又は“課題を達成する”ことである。したがって,そ
の“解決の仕方”,“達成の仕方”は,効果的かつ効率的であるとよい。これらを継続的に改善することが,
顧客に提供する製品の価値を高めることを通じて組織の持続的発展を可能とする。
問題解決,課題達成への体系的アプローチを用いることによって,初期認識,実施計画の立案,実施か
ら成果の展開までの一連の業務を効果的かつ効率的に実施することができる。
6.1.2
問題解決及び課題達成 問題は,“設定してある目標と現実とのギャップ”であり,課題は“設定
しようとする目標と現実とのギャップ”である。
組織がどちらいずれのアプローチをとっても,継続的改善のコンセプト,基本的手順は変わらない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Help Box実践の手引き 問題解決型及び課題達成型プロセス
問題解決型が目前で火を噴いている問題(顕在化した問題)に対処するのに対し,課題達成型は,現
在は問題となっていないが放置しておけば将来大きな対応が必要になるであろう問題(潜在化している
問題)を扱うケースが多い。この点で両者は目標を設定するプランの段階でその設定技法や目標の捕ら
え方が異なる。課題達成型の課題は,組織の上位方針からトップダウン的に与えられる場合が多く,問
題解決型の問題は,現場の直面している問題を解決するボトムアップ的なものと対照的である。
また,実際の対策実施においても,問題解決型が現存プロセスの一つ一つを改善していく活動が主と
なる場合が多いのに対し(小変革の積み重ね),課題達成型では新規プロセスの設計・導入といったプロ
セスの全面変更を伴う場合が多い(大変革の実施)。
問題解決型 課題達成型
問題の在処 顕在化した問題 潜在的な問題
問題提起 ボトムアップ型 トップダウン型
解決法 現存するプロセスの中で行われる, 現存するプロセスの変更と改善,又は
たゆまぬ改善活動 新規プロセスの実施
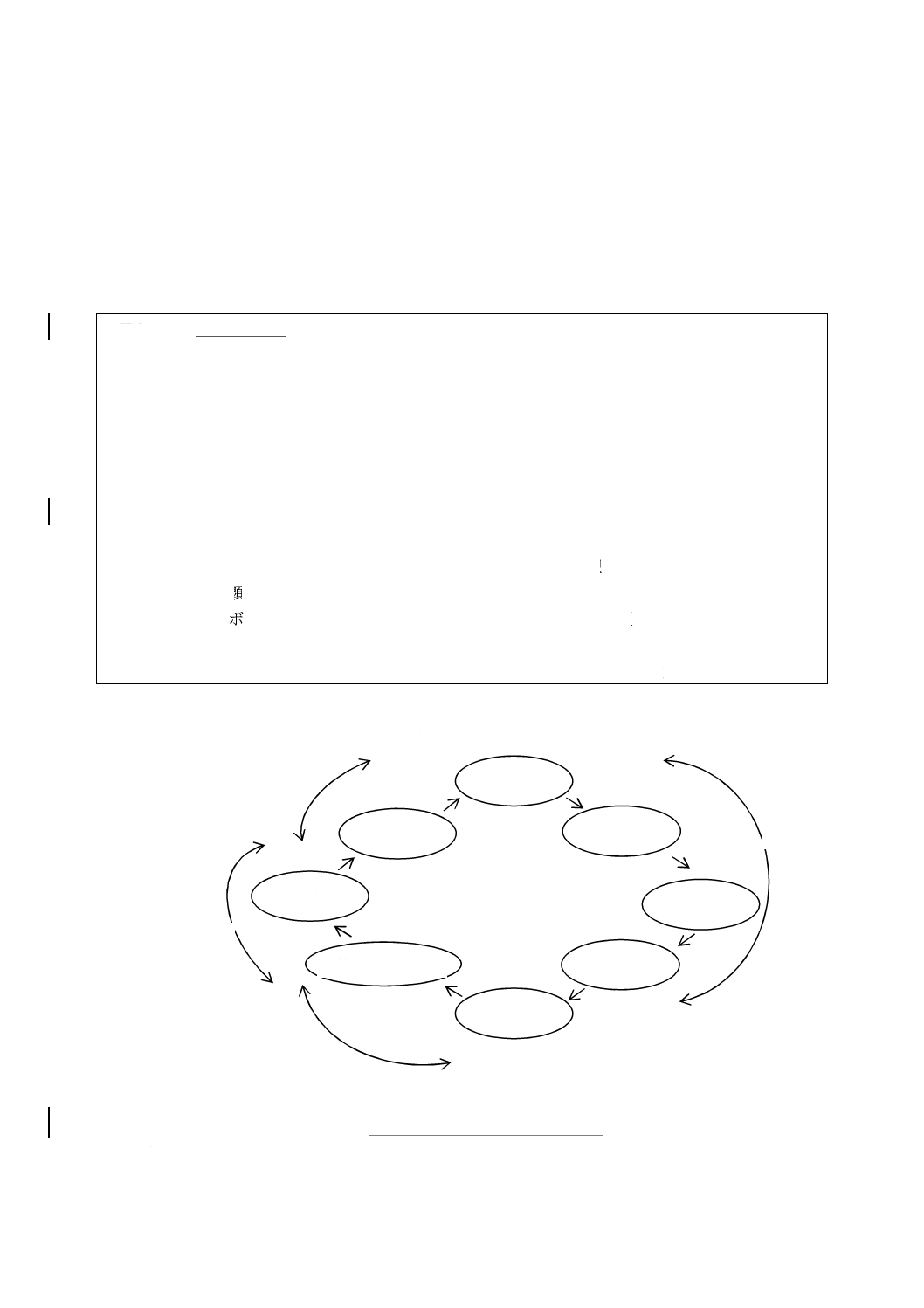
次のシークェンスは循環型であり,どこから始めてもかまわない。PDCA(Plan,Do,Check,Act)
のサイクルはまたCAPD(Check,Act,Plan,Do)でもある。
図 1 問題解決及び課題達成のプロセス
6.2
手順
PLAN
DO
CHECK
ACT
テーマ選定
現状把握
目標設定
計画の策定
要因解析
対策の検討と実施
効果の確認
標準化と
管理の定着
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.1
テーマ選定 問題又は課題は,顧客の要求と現実とのギャップでもある。顧客の不満が現実にある
場合は,問題であり,将来,不満が発生する可能性があれば課題である。つまり,顧客が満足していない
からこそ問題が存在するのだという認識が重要である。したがって,顧客の満足度向上に最も影響のある
改善から始めることが重要である。
テーマは,問題及び課題のうち,改善活動として特定したものであり,テーマ選定は,次の事項を考慮
して,問題を認識し,焦点を絞り込むことによって,効果的かつ効率的に実施するとよい。
テーマ選定にあたり当たり,次の事項を考慮するとよい。
a) 顧客の要求重視 テーマは,常に顧客の要求に従っているかどうかを検証する。顧客の要求とは関係
のない改善もあり得るが,第一優先は顧客要求事項とする。
b) トップマネジメントの関与 経営に直結したテーマを取り上げるために,トップマネジメントが関与
し,コミットメントすることが重要である。
c) 組織の目標重視 自部署の都合ではなく,組織の目標に近づくテーマとする。部分最適が必ずしも全
体最適となり,組織に貢献するとは限らないので,常に組織の利害を考慮することが重要である。
d) 無理のない項目数 ブレークスルーの取り組みには,網羅的な取り組みは避ける。従来の延長上には
ない活動であり,その実施には多くの困難を伴うのが普通である。重点を絞り,総力を結集しないと
成功は望めない。
e) 範囲の限定 抽象的なテーマは改善に繋つながらない。具体的で,管理可能なものとする。
テーマ選定を支援する技法の例には,次がある。
− マトリックス図(7.2.5参照)
− ブレーンストーミング
− マルチボーティング
− パレート図(7.1.2参照)
6.2.2
現状の把握 選定されたテーマに対して,事実に基づいて定量的に現状を把握するために,データ
を収集するとよい。現状の把握は,問題に関するデータの種類,収集方法,分析方法を明確にし,収集し
たデータを一定期間蓄積して分析することに基づいて実施するとよい。
問題に関するデータは,次の事項を考慮し,効果的かつ効率的に収集するとよい。
− 何が発生しているのか(WHAT)
− いつ発生したのか,日時(WHEN)
− どこで発生したのか(WHERE)
− 発生した時誰がいたか,誰が処理していたか(WHO)
− なぜ発生したのか(WHY)
− どのようにして発生したか(HOW)
現状の把握を支援する技法の例には,次がある。
− パレート図(7.1.2参照)
− ヒストグラム(7.1.5参照)
− 層別(7.1.9参照)
− グラフ(7.1.3参照)
− 管理図(7.1.7参照)
− チェックシート(7.1.4参照)
− 特性要因図(7.2.2参照)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− プロセスマッピング(7.3参照)
6.2.3
目標の設定 現状が把握された時点で,目標が設定される。目標設定には,次の事項を考慮すると
よい。
− 使用可能なコスト,時間,人的資源等などの制約
− 目標達成を計る評価指標
− 同業他社,異業種他社又は社内他部署に対するベンチマーキング
− 実施の責任及び動機付けを導く,目標に対するコミットメント
参考 目標は,必ずしもあるべき姿そのものとは限らない。あるべき姿とのギャップが大きすぎる場
合には,目標が絵に描いた餅となってしまう場合があるからである。チャレンジブル挑戦的な
目標設定は必要であるが,非現実的な目標設定を避けるとよい。
具体的な目標設定の手順として,次の事項を考慮するとよい。
− 不適合欠品数の改善,顧客満足度の向上のような,項目(WHAT)
− 期末,年度末のような,達成時期(WHEN)
− 半減,10%向上のような,狙い値(WHERE)
− 部門横断チーム,小集団のような,実施する主体(WHO)
− 活動の意義付け(WHY)
− 達成手段の大枠(HOW)
参考 目標の例として次のような例を示すものがある。
− A工程の処理工数を,A工程の作業員及び技術者のチームで,本年度末までに,10%削減
する。
− 問い合わせ顧客の回答待ち時間を,顧客担当係及びシステムエンジニアのチームで,来期
は,半減させる。
− 仕掛材料欠品発生率を,生産管理,購買及び仕入先のチームで,次期四半期は,50(ppm)
以下にする。
目標の設定を支援する技法の例には,次がある。
− ベンチマーキング(7.4参照)
− ブレーンストーミング
− グラフ(7.1.3参照)
6.2.4
実施計画の策定 目標を達成するための実施計画は,具体的な解決策の実施ではなく,目標達成ま
でに行う大まかな作業をタイムスケジュールとともに示すものとして策定するとよい。
実施計画には,次の事項を含めるとよい。
− 作業手順まで分解された活動内容
− 一里塚,五里塚,十里塚ポイントなどのマイルストーン
− 責任者の割り当て
実施計画の策定を支援する技法の例には,次がある。
− アローダイアグラム(7.2.7参照)
− ガントチャート(7.1.3参照)
− グラフ(7.1.3参照)
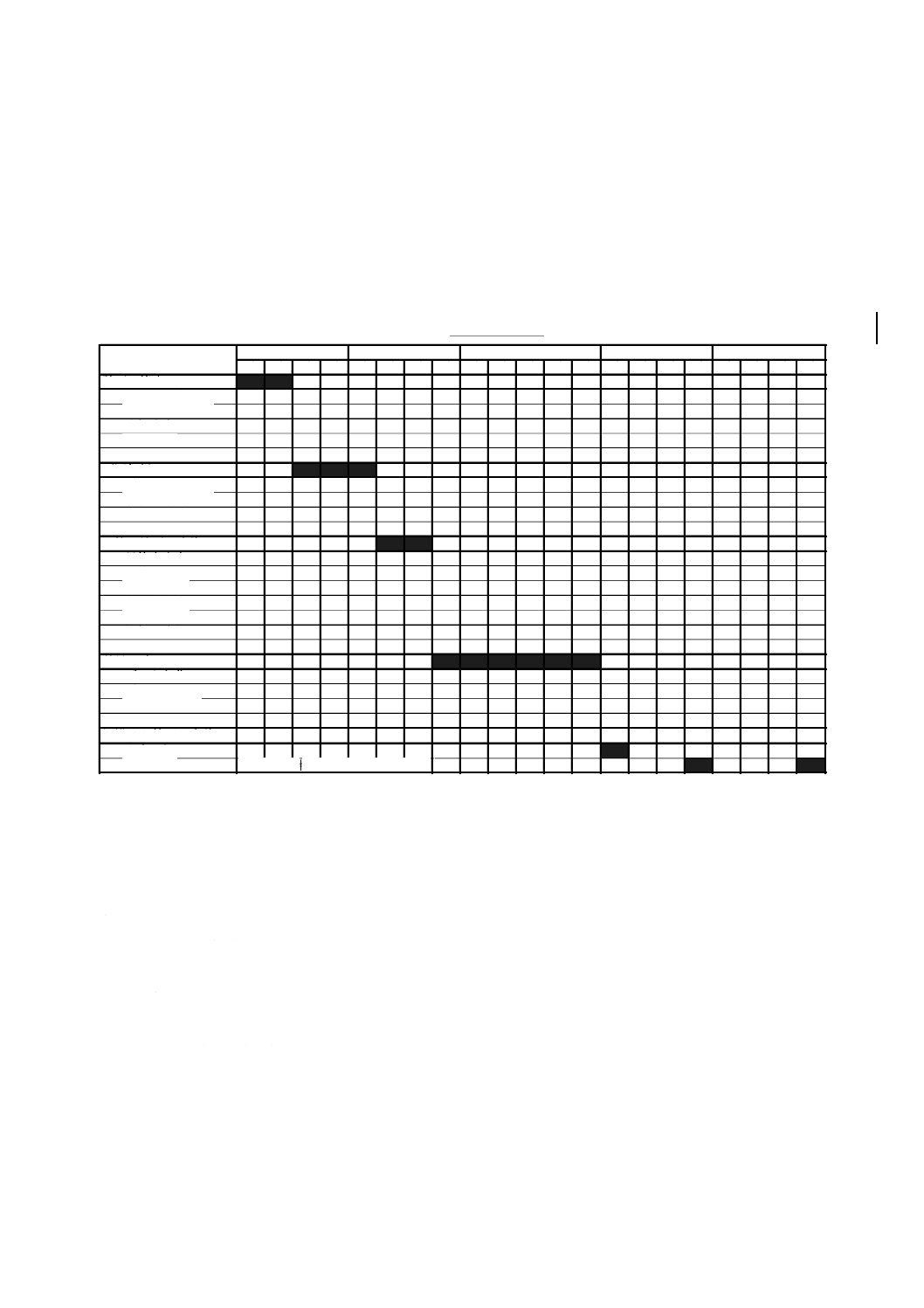
活動計画によって,どの時期に,誰が(人的資源),どの程度(負荷率,コスト)参画しなければならな
いかなどを,見積ることができる。表6.11に活動計画の例を示す。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 6.1活動計画の例
6.2.5
要因の解析 この段階では,目標と現実とのギャップの要因を探し出す。要因の解析は,見方を変
えれば仮説の設定,検証のプロセスである。仮説に対して,より多くの証拠を探し出し,仮説を検証し,
真の要因を特定することが重要である。
要因の解析は,次の手順で実施するとよい。
a) データ,プロセスの分析 市場,組織内部などから収集済のもの,又は新たに収集するものを分析す
る。また業務遂行上の問題を分析して,可能性のある要因を列挙する。可能性のある要因の検討は,
できるかぎり客観的に,しかも,予防,修正処置などの先入観なしに,事実に基づいて行う。
データ,プロセスの分析を支援する技法の例には,次がある。
− FTA(Fault Tree Analysis)
− 層別(7.1.9参照)
− グラフ(7.1.3参照)
− プロセスマッピング(7.3参照)
− 管理図(7.1.7参照)
− ヒストグラム(7.1.5参照)
1週 2週 3週 4週 5週 6週 7週 8週 9週10週11週12週13週14週15週16週17週18週19週20週21週
計画の策定
チーム構成
キックオフ会議
分担決定
上司承認
要因解析
データ分析
不足データ入手
実験・試験
対策の検討と実施
対策案立案
対策案検討
事前テスト
仮文書作成
関係者訓練
周知・広報
効果の確認
データ収集
データ分析
副作用の検討
標準化と管理の定着
文書登録
作業確認
5月
6月以降は半年間毎月最終週に行う
1月
2月
3月
4月
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 要因に関する仮説設定 可能性のある要因から,その問題を生んでいる仮設を設定する。
要因に関する仮説設定を支援する技法の例には,次がある。
− 特性要因図(7.2.2参照)
− 連関図(7.2.3参照)
c) 仮説の検証 因果関係を定める判定するために,データを分析する。データとの整合性が高いと思わ
れる関係については,更に収集したデータを基に試験する必要がある。こうした関係を確認するため
に,新しいデータを収集する必要もある。
支援する技法の例には,次がある。
− 散布図(7.1.6参照)
− 相関分析
− 多変量解析
d) 仮説の採用,又は棄却 因果関係が検証されたなら,更に“極めて重要な少数の要因を選択する”プ
ロセスに移り,仮説を精ち(緻)化する。因果関係が検証されない場合は,a)に戻り,再びデータ,
プロセスを分析する。
仮説の採用,又は棄却を支援する技法の例には,次がある。
− 検定・推定・検定
6.2.6
対策の検討及び実施 前項6.2.5で解析し探し出した要因を取り除く,又は要因が取り除けない場
合は,その影響を取り除く対策を講ずる。修理,手直し,また又は選別のような,プロセスの産出物への
修正だけだけに頼ると,品質の損失を永続させることになる。そのために,源流に遡さかのぼって要因を
取り除くことが重要である。
対策の検討及び実施は,次の手順で実施するとよい。
a) 要因を取り除く対策案の列挙 様々な条件を考慮して,取り得る対策案を列挙する。列挙に当たって
は,採用困難などの先入観を持もたずに行う。
要因を取り除く対策案の列挙を支援する技法の例には,次がある。
− 系統図(7.2.4参照)
− 親和図(7.2.6参照)
b) 対策案の決定 条件に合わせて,可能な対策案を決定する。決定に当たっては,効果,コスト,採用
のスピードなどを考慮する。
対策案の決定を支援する技法の例には,次がある。
− 実験計画法
− 品質工学(タグチメソッド)
− 特性要因図(7.2.2参照)
− マトリックス図(7.2.5参照)
c) 採用時リスクの検討 製品への設計変更,プロセス変更,組織のマネジメントシステムの変更には思
わぬ副作用の可能性がある。この場合のリスクマネジメントを講じておく。
採用時リスクの検討を支援する技法の例には,次がある。
− FMEA(Fault/Failure Mode and Effects Analysis)
− PDPC(Process Decision Program Chart)(7.2.8参照)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.7
効果の確認 対策を実施した後に,適切なデータを収集して分析し,その効果を確認する。確認デ
ータは,先に調査して因果関係を確認するために収集した時ときと同一の基準にのっとって収集するとよ
い。また,副作用についての調査も実施するとよい。
対策を実施した結果,解決策の基準を達成したがかどうかを見極め,達成できていなければ6.2.5“要因
の解析”のステップで収集したデータに偏り等などがあり,要因の解析が不十分であったか,6.2.6“対策
の検討及び実施”のステップで因果関係の弱い対策案を採用したかになる。いずれも6.2.5“要因の解析”
に戻ることになる。また,これによりよって時間計画の遅れやずれ込みを生ずる生じることになる場合に
は,“活動計画の策定”に戻り計画の見直しも必要になることがあり得る。
効果の確認は,初期に設定した基準値との比較であることはもちろんであるが,それを定められた手順
によって金額換算するなどの別次元での効果に置きき換えるとよい場合がある。これは効果の大小を組織
横断的に評価するのに役に立つ。
効果の確認を支援する技法の例には,次がある。
− 管理図(7.1.7参照)
− チェックシート(7.1.4参照)
− パレート図(7.1.2参照)
− ヒストグラム(7.1.5参照)
− 品質工学(タグチメソッド)
Help Box実践の手引き 金額換算による評価
金額換算による評価に当たっては,あらかじめ経理部門を中心に標準化した金額換算計算式を用意し
ておくことが大切である。さもなければ,A部署とB部署がそれぞれ個別に金額評価を行ったとしても,
それぞれが,例えばたとえば,単位時間当たりの工賃を異なる賃率を使用し用いたりしているとすると,
それを直接的に比較することが意味の無いないことになってしまうことが考えられるからである。ま
た,標準化された計算式を使用することで,第三者が独自に効果を再確認することも可能である。
6.2.8 標準化及び管理の定着 改善効果を確認した後には,それを維持し再発防止することが重要である。
その維持は,通常,標準化又は必要な教育・訓練の変更とかかわっている。これらの変更は,関係者それ
ぞれの職務内容に反映させるとよい。
標準化及び管理の定着は,次の手順で実施するとよい。
a) 他の人たちが成果を学べるように解決策のプロセス又は問題の原因を除去する手段を文書化する。
b) 成果を他の分野の関係者仲間に発表する。
c) 標準化する,つまり標準作業手順書,スペック,トレーニング計画に反映し,標準化する。
作業手順書は,文書として残るので継続性の基本となる。したがって,変更があった場合には必ず再訓
練を伴う変更が公表され,作業手順書が容易に閲覧できるとよい。
標準化及び管理の定着を支援する技法の例には,次がある。
− チェックシート(7.1.4参照)
− 管理図(7.1.7参照)
6.2.9
改善処置が完了したプロセスの有効性及び効率の評価 組織は,望まれた改善に成功した場合,そ
の改善プロセスの有効性及び効率を評価し,新しい改善活動を実施する際に役立てることが望ましい。
組織が有してもっている報奨する制度等などを活用し,チームと組織に対して感謝と評価を与えること
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
が次の継続的改善の原動力となり得る。
7. 継続的改善のための技法 組織は,製品,プロセス又はシステムについて,有効性と効率との両面で
の継続的改善を実施し,その結果として,組織のパフォーマンス改善を目指すことが望ましい。継続的改
善の実施にあたって当たって,正確な状態を把握するためにデータ収集が必要となる。これらデータを,
数値データ及び言語データに分類し,効果的かつ効率的な技法を,選定して使用するとよい。
7.1
数値データに対する技法
7.1.1
一般 7.1では,継続的改善の実施にあたって当たって,数値データに基づき,差異,傾向及び変
化に対する適切な統計的解釈を行う技法を示す。
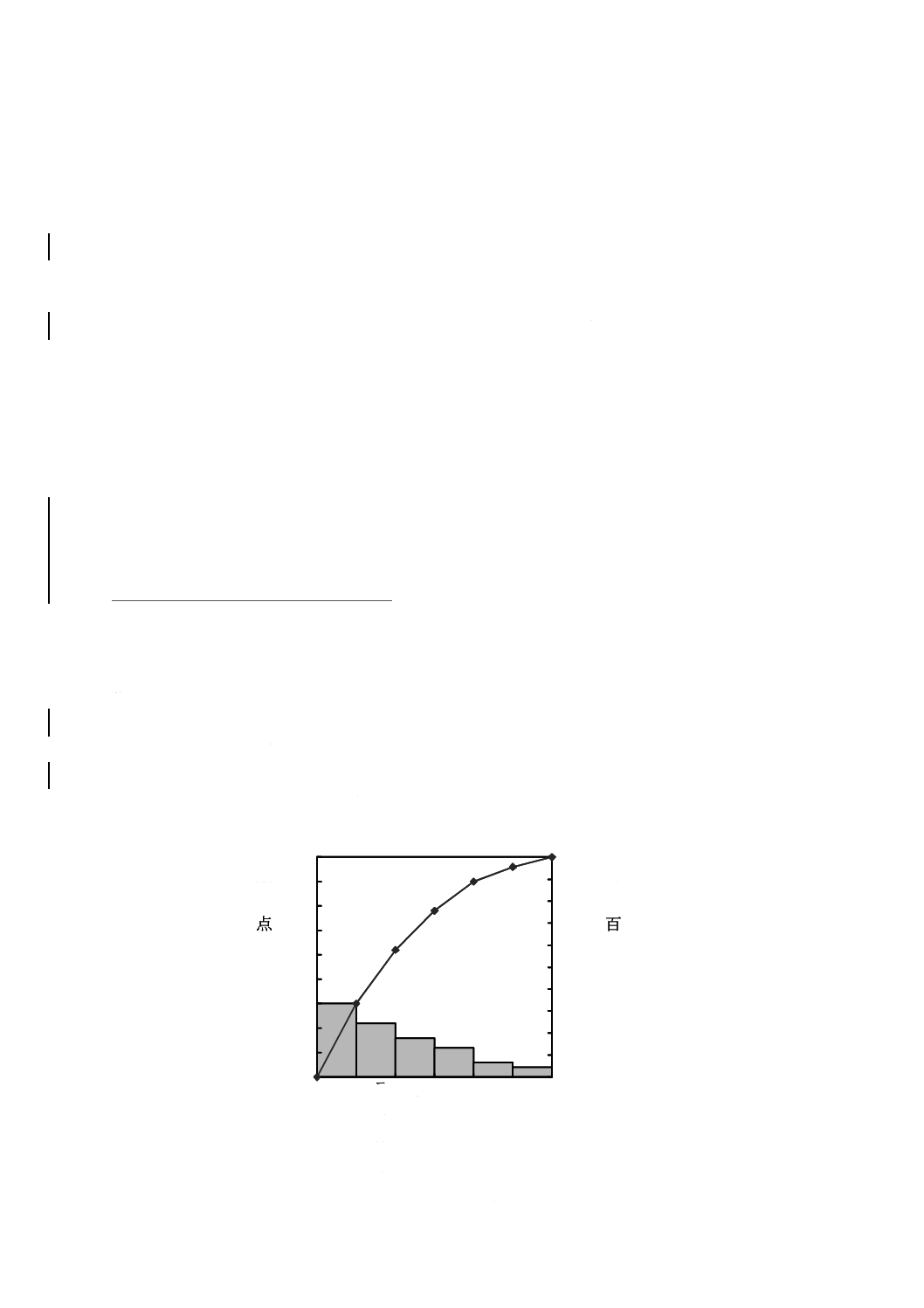
7.1.2
パレート図 パレート図は,項目別に層別して,出現頻度の大きさの順に並べるとともに,累積和
を示した図である。
パレート図は,改善すべき事項(問題)の全体に及ぼす影響の確認,及び改善による効果の確認に使用
する。この技法によって,“多数の些細な事項”ではなく“少数の重要な事項”が明確になり,対策を集中
することができる。パレート図による分析を実施する前に,問題の状況に関連するデータを収集するため
の最も一般的な技法として,後述のチェックシートがある(7.1.4参照)。また,パレート図によって,実
際に解決すべき“少数の重要な事項”を示した後,後述の特性要因図によって原因を見いだすことができ
る(7.2.2参照)。
パレート図の作成手順と例を次に示す。
a) 作成手順
1) データの分類項目を決定する(不適合項目,欠点項目,材料,機械,作業者など)。
2) 期間を定め,データを収集する。
3) 分類項目別にデータを集計する。
4) 分類項目ごとに累積数を求め,全体のデータ数に対する%百分率を計算する。
5) 項目を大きい順に棒グラフにする。
6) 項目の累積%百分率を折れ線グラフにする。
7) 必要事項を記入する(目的,データ数,期間,作成者など)。
0
5
10
15
20
25
30
35
40
45
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
そ
の
他
リ
|
ダ
|
シ
ッ
プ
の
取
り
方
手
法
の
使
い
方
会
合
の
進
め
方
テ
|
マ
の
見
つ
け
方
全
員
参
加
の
や
り
方
n=45(件)
期間:3月1日〜30日
作成者:鈴木
問
題点
件
数
(
件
)
累
積百
分
率
(
%
)
0
5
10
15
20
25
30
35
40
45
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
そ
の
他
リ
|
ダ
|
シ
ッ
プ
の
取
り
方
手
法
の
使
い
方
会
合
の
進
め
方
テ
|
マ
の
見
つ
け
方
全
員
参
加
の
や
り
方
n=45(件)
期間:3月1日〜30日
作成者:鈴木
問
題点
件
数
(
件
)
累
積百
分
率
(
%
)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 “QCサークル活動の問題点”のパレート図の例
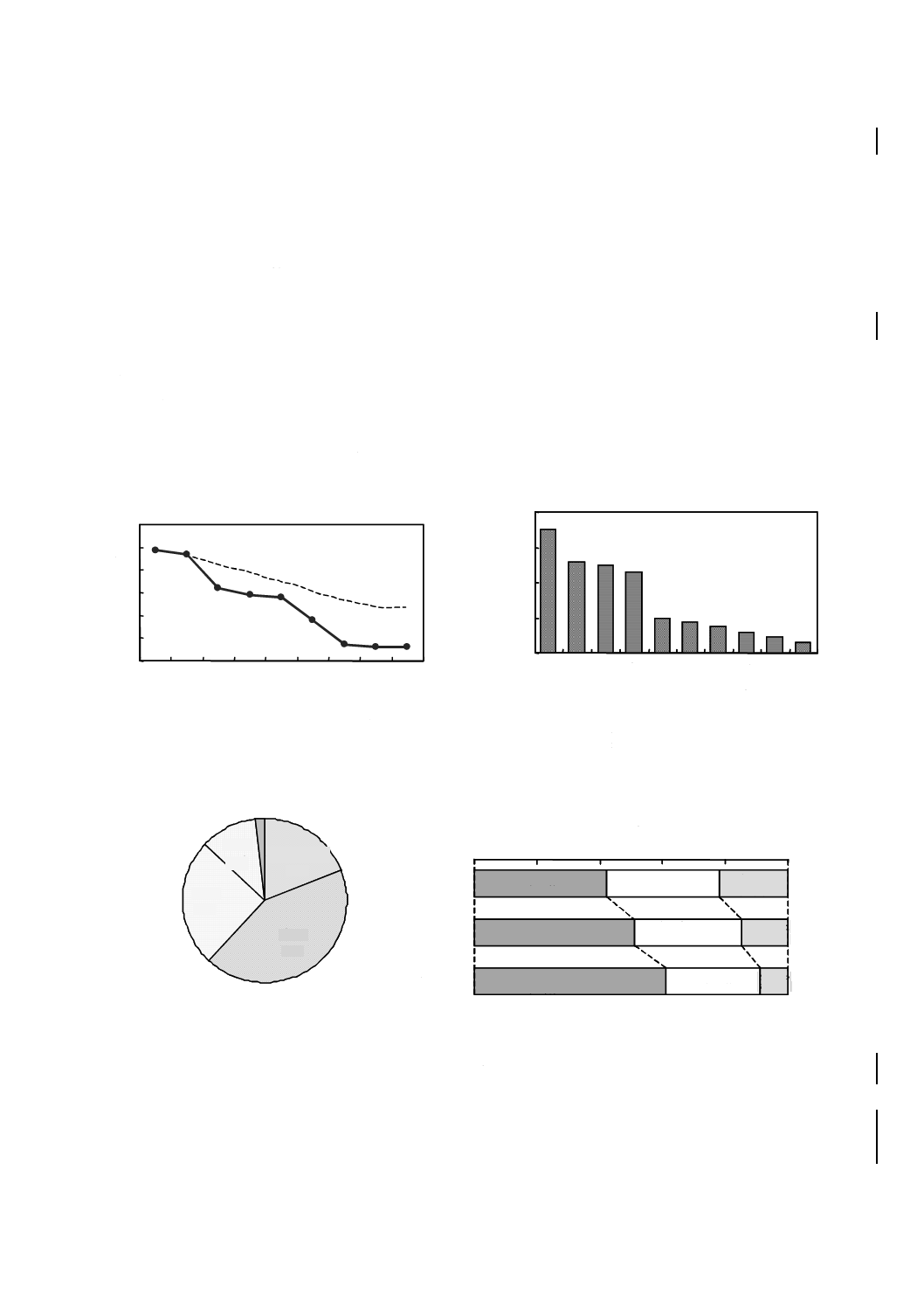
7.1.3
グラフ グラフは,データの大きさを図形で表し,視覚に訴えたり,データの大きさの変化を示し
たりして理解しやすくした図である。
グラフは,数多くの種類がある。使用目的別に代表的なグラフには,次の例がある。
− 内訳を表す 円グラフ,帯グラフ
− 大小比較を表す 棒グラフ
− 推移を表す 折れ線グラフ,レーダーチャート,Zグラフ,ガントチャート
グラフの作成手順と例を次に示す。
a) 作成手順
1) 期間を定め,データを収集する。
2) 理解しやすいグラフを選定する。
3) グラフを作成する。
4) 必要事項を記入する(目的,データ数,期間,作成者など)。
図 3 様々なグラフの例
7.1.4
チェックシート チェックシートは,計数データを収集する際に,分類項目のどこに集中してい
るかを見やすくした表又はまたは図である。
チェックシートは,層別データの記録用紙として使用して用いて,パレート図や及び特性要因図のよう
0
1
2
3
4
5
6
1
2
3
4
5
6
7
8
9
(月)
(%)
巻
線
不
適
合
品
率
目
標
0
1
2
3
4
5
6
1
2
3
4
5
6
7
8
9
(月)
(%)
巻
線
不
適
合
品
率
目
標
0
20
40
60
80
(人)
回
答
人
数
(
一
〇
〇
人
当
り
)
仕
事
異
性
ス
ポ
ー
ツ
や
趣
味
友
人
・
知
人
政
治
や
社
会
家
族
住
宅
フ
ァ
ッ
シ
ョ
ン
健
康
・
美
容
老
後
0
20
40
60
80
(人)
回
答
人
数
(
一
〇
〇
人
当
り
)
仕
事
異
性
ス
ポ
ー
ツ
や
趣
味
友
人
・
知
人
政
治
や
社
会
家
族
住
宅
フ
ァ
ッ
シ
ョ
ン
健
康
・
美
容
老
後
a)“コイル巻線不適合”の折れ線グラフの例
b)“友達との話題”の棒グラフの例
c)“電話応対評価”の円グラフの例
d)“QCサークル大会プログラム評価”の帯グラフの例
非常に劣る
2%
劣る
11%
普通
25%
非常に良い
19%
良い
43%
非常に劣る
2%
劣る
11%
普通
25%
非常に良い
19%
良い
43%
0%
20%
40%
60%
80%
100%
基調講演
公開討論会
体験談発表
割 合
大変あった
(42%)
大変あった
(51%)
大変あった
(60%)
少しあった
(36%)
少なかった
(22%)
少しあった
(34%)
少しあった
(30%)
少なかった
(15%)
少なかっ
た(9%)
QCサークル大会で得るところがあったか
0%
20%
40%
60%
80%
100%
基調講演
公開討論会
体験談発表
割 合
大変あった
(42%)
大変あった
(51%)
大変あった
(60%)
少しあった
(36%)
少なかった
(22%)
少しあった
(34%)
少しあった
(30%)
少なかった
(15%)
少なかっ
た(9%)
QCサークル大会で得るところがあったか
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
な技法に使用できるデータを提供することもできる。また,チェックシートは作業の点検漏れを防止する
ためにも使用できる。
チェックシートの作成手順と例を次に示す。
a) 作成手順
1) データの分類項目を決定する。
2) 記録ヒストグラム用紙の形式を決定する。
3) 期間を定めてデータを収集する。
4) データ用紙にマーキングをする。
5) 必要事項を記入する(目的,データ数,期間,作成者など)。
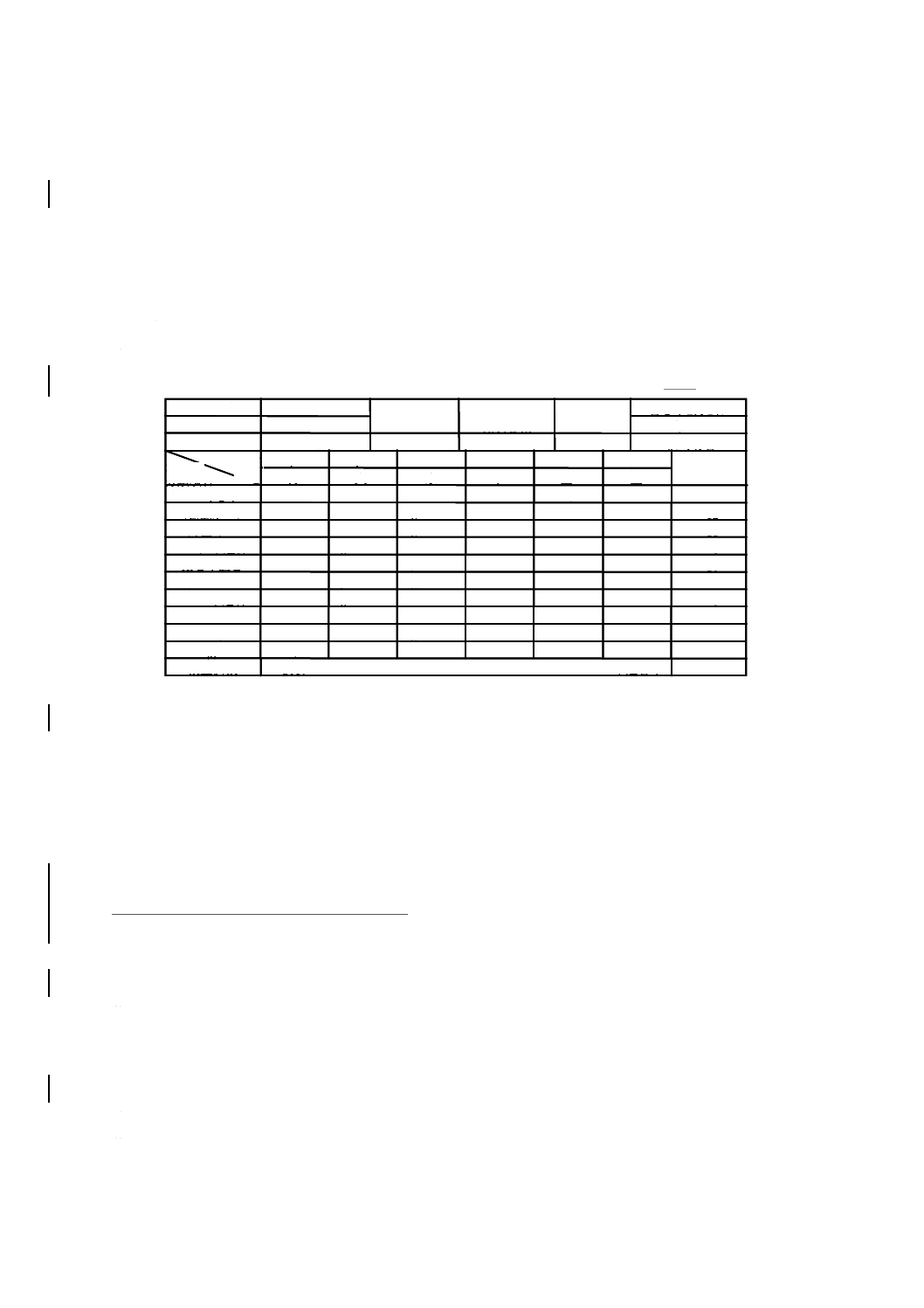
表 2 “カメラ組立工程”の不適合項目調査用チェックシートの例
7.1.5
ヒストグラム ヒストグラムは,計測値の存在する範囲を幾ついくつかの区間に分けた場合,各区
間を底辺とし,その区間に属する測定値の度数に比例する面積をもつ長方形を並べた図である。
ヒストグラムは,計量値データを統計的に解析して,中心傾向(平均値,メジアン,モード),出現度数
の幅,範囲,及び形状を表すことができる。したがって,次の事項などに使用できる。
− 分布形によって,工程の異常を認知する。
− 中心傾向によって,規格,標準値の適合状態を確認する。
− 層別したヒストグラムによって,かたよ偏り,バラツキばらつきを認知する。
ヒストグラムの作成手順と例を次に示す。
a) 作成の手順
1) 期間を定め,データを収集する。
2) データのより最大値と最小値を求める。
3) 級(柱)の数を決定する。
4) 級の幅を決定する。
5) 級の中心値を決定する。
6) データを級によりよって分類する。
7) ヒストグラムに表す。
8) 必要事項を記入する(目的,データ数,期間,平均値,標準偏差など)。
測定方法
CS20−5D
組立3Dライン
全数目視・作動
ロット番号
測定機器
LN1238
LN1239
LN1240
日付
自○年2月1日
山崎有香
日付
曜日
不適合
分類項目
計
////
////
///
//
/
//
//
//
/
///
//
////
//
///
//
/
///
/
/
//
////
/
/
2037
不適合率
33
12
18
5
10
5
3
3
2
91
4.5%
工 程 名
製 品 名
記録者
至○年2月6日
2/1
2/2
2/3
2/4
2/5
2/6
月
火
水
木
金
土
////
18
20
20
17
16
ビスゆるみ
距離計ゴミ
ハンダ不適合
外面キズ
接着不適合
作動不適合
スキマ不適合
部品落ち
外面汚れ
計
検査個数
////
////
////////
////
////
////
測定方法
CS20−5D
組立3Dライン
全数目視・作動
ロット番号
測定機器
LN1238
LN1239
LN1240
日付
自○年2月1日
山崎有香
日付
曜日
不適合
分類項目
計
////
////
///
//
/
//
//
//
/
///
//
////
//
///
//
/
///
/
/
//
////
/
/
2037
不適合率
33
12
18
5
10
5
3
3
2
91
4.5%
工 程 名
製 品 名
記録者
至○年2月6日
2/1
2/2
2/3
2/4
2/5
2/6
月
火
水
木
金
土
////
18
20
20
17
16
ビスゆるみ
距離計ゴミ
ハンダ不適合
外面キズ
接着不適合
作動不適合
スキマ不適合
部品落ち
外面汚れ
計
検査個数
////
////
////////
////
////
////
2/1
2/2
2/3
2/4
2/5
2/6
月
火
水
木
金
土
////
18
20
20
17
16
ビスゆるみ
距離計ゴミ
ハンダ不適合
外面キズ
接着不適合
作動不適合
スキマ不適合
部品落ち
外面汚れ
計
検査個数
////
////
////////
////
////
////
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 4 “温度ヒューズ溶解温度”のヒストグラムの例
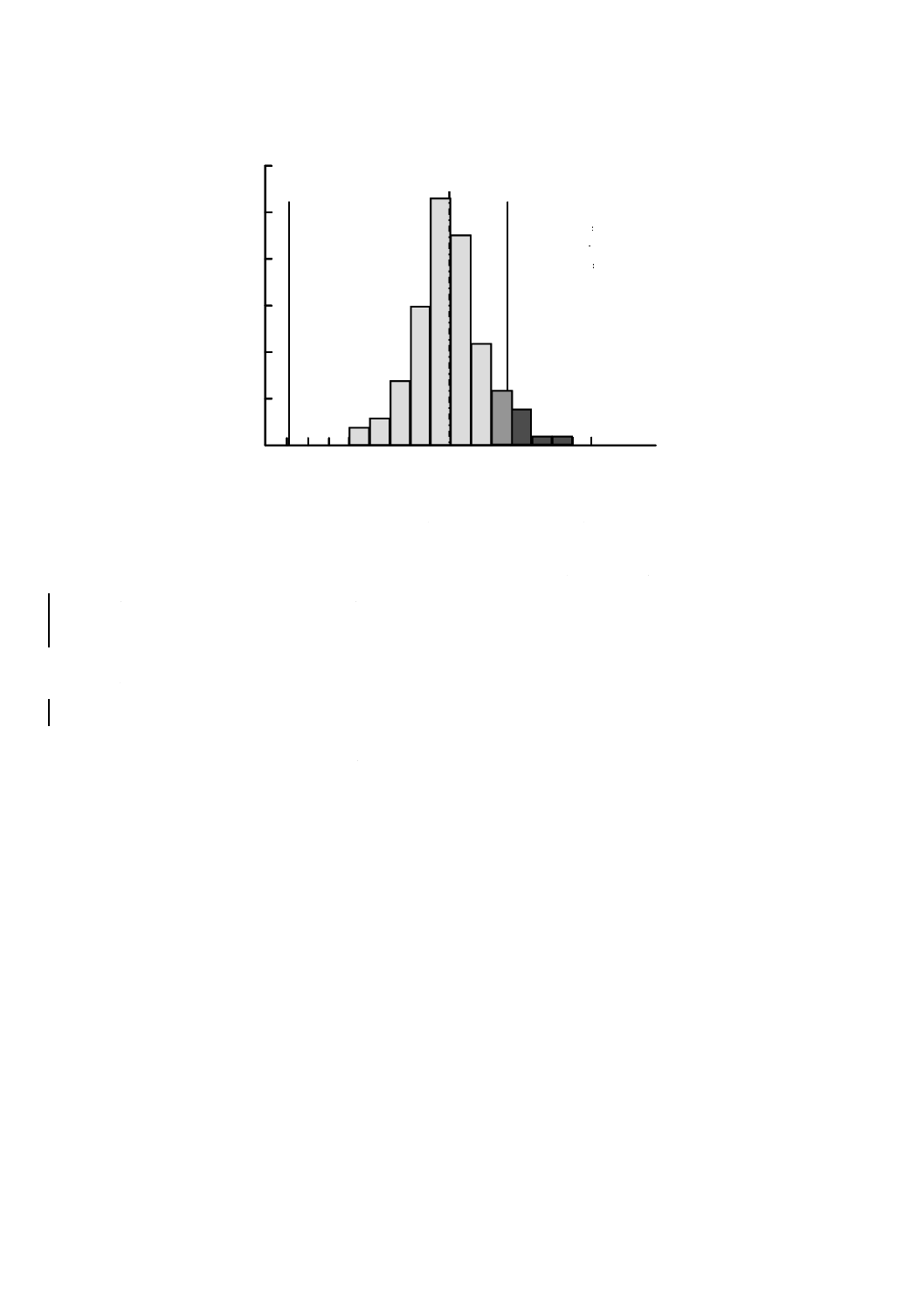
7.1.6
散布図 散布図は,二つの特性を横軸と縦軸とし,観測値を打点して作るグラフである。
散布図は,二つの特性の相関関係を見るために使用する。また,無相関の場合でも,層別した散布図を
作成することで,更なる相関分析が進められることもある。
散布図の作成手順と例を次に示す。
a) 作成手順
1) 期間を定め,データをとる。
2) 縦軸,横軸に目盛りを入れる。
3) 対のデータを打点する。
4) 必要事項を記入する(目的,データ数,期間,作成者など)。
0
5
10
15
20
25
30
溶解温度
度
数
(℃)
x
−
規格下限
規格上限
n= 100
x= 300.76
s= 7.29
期間:3/1〜3/31
−
282
286
290
294
298
302
306
310
314
318
322
326
330
278
274
270
0
5
10
15
20
25
30
溶解温度
度
数
(℃)
x
−
規格下限
規格上限
n= 100
x= 300.76
s= 7.29
期間:3/1〜3/31
−
282
286
290
294
298
302
306
310
314
318
322
326
330
278
274
270
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 5 “溶解径と強度”の散布図の例
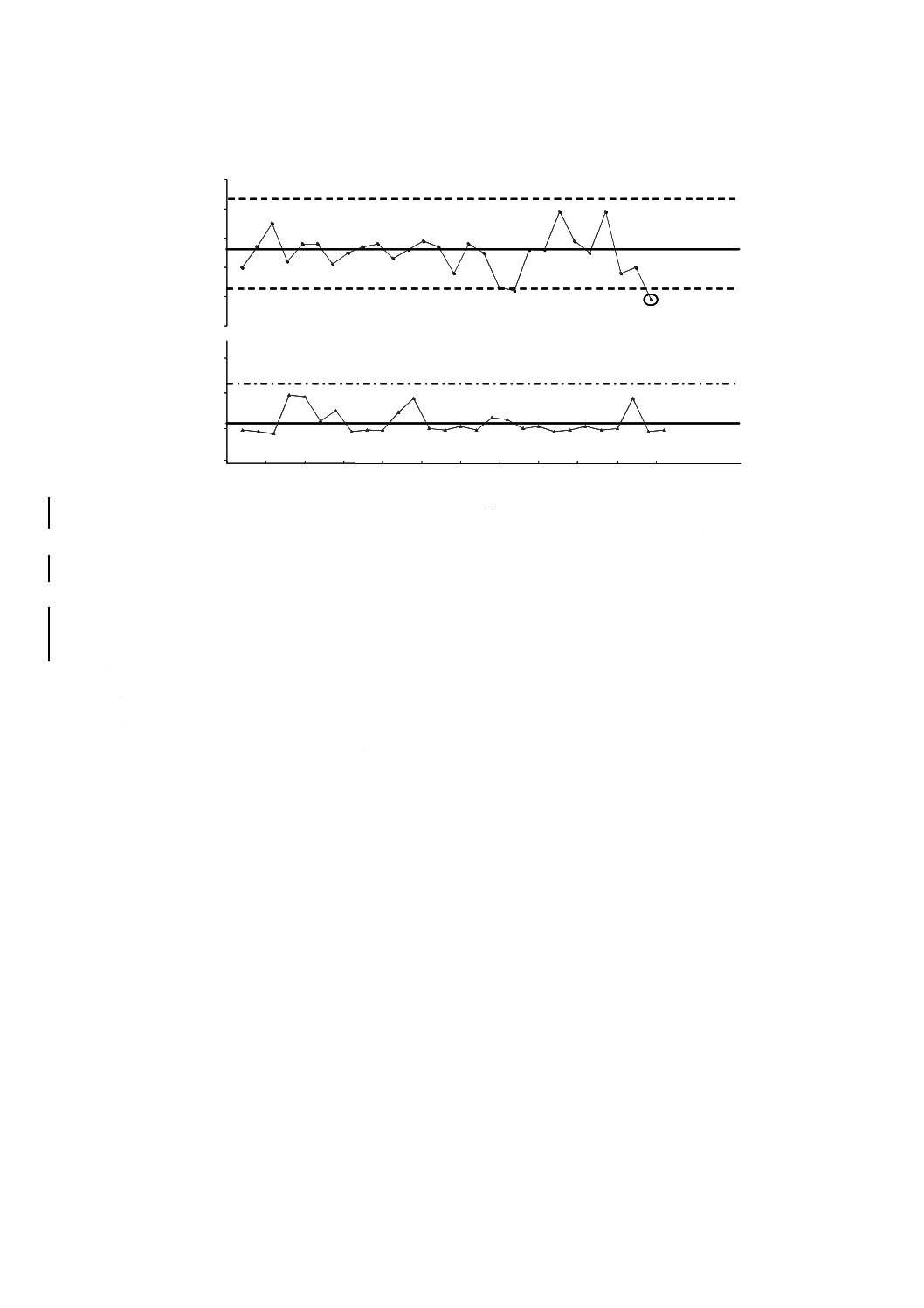
7.1.7
管理図 管理図は,連続した観測値又は群にある統計量の値を,通常は時間順又はまたはサンプル
番号順に打点した,上側管理限界線,及び/又は,下側管理限界線をもつ図である。
管理図は,次の事項に用いる。
− 工程の異常を発見し,安定状態を維持する。
− 層別によりよって改善点を明確にする。
− 改善効果を確認する。
管理図は,チェックシートとは異なり,標準的なプロセスにおいて時間の経過とともに変動する量を測
定するために使用する。また,ヒストグラムとも異なり,制御不能事象の精密な発生時刻,又あるいはあ
る期間にわたるプロセスの傾向を示すものである。管理図は,統計的プロセス管理に密接に関連している
ので,製造又はプロセス管理が主な用途である。
管理図には次の種類がある。
− 計量値データの管理図
R
x−管理図,x管理図
− 計数値データ管理図
s管理図,p管理図,pnnp管理図,c管理図,u管理図
管理図の作成手順と例を次に示す。
a) 作成手順
1) 期間を定め,データをとる。
2) データの平均値を算出する。
3) 管理限界を算出する。
4) データを時間順,又はサンプル番号順に打点しグラフを作成する。
5) 平均値線,管理限界線を記載する。
6) 必要事項を記入する(目的,データ数,作成日,作成者,平均値,管理限界線など)。
20
19
18
17
16
15
14
13
12
11
10
(kgf)
n=31
r=0.702
(測定日:4月1日)
(測定者:山本)
Y=0.8184X+11.554(回帰式)
1
2 3
7 8
10 (mm)
溶解径(X)
強
度
4
9
(Y)
5 6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 6 “外径寸法”の
−R
x
管理図の例
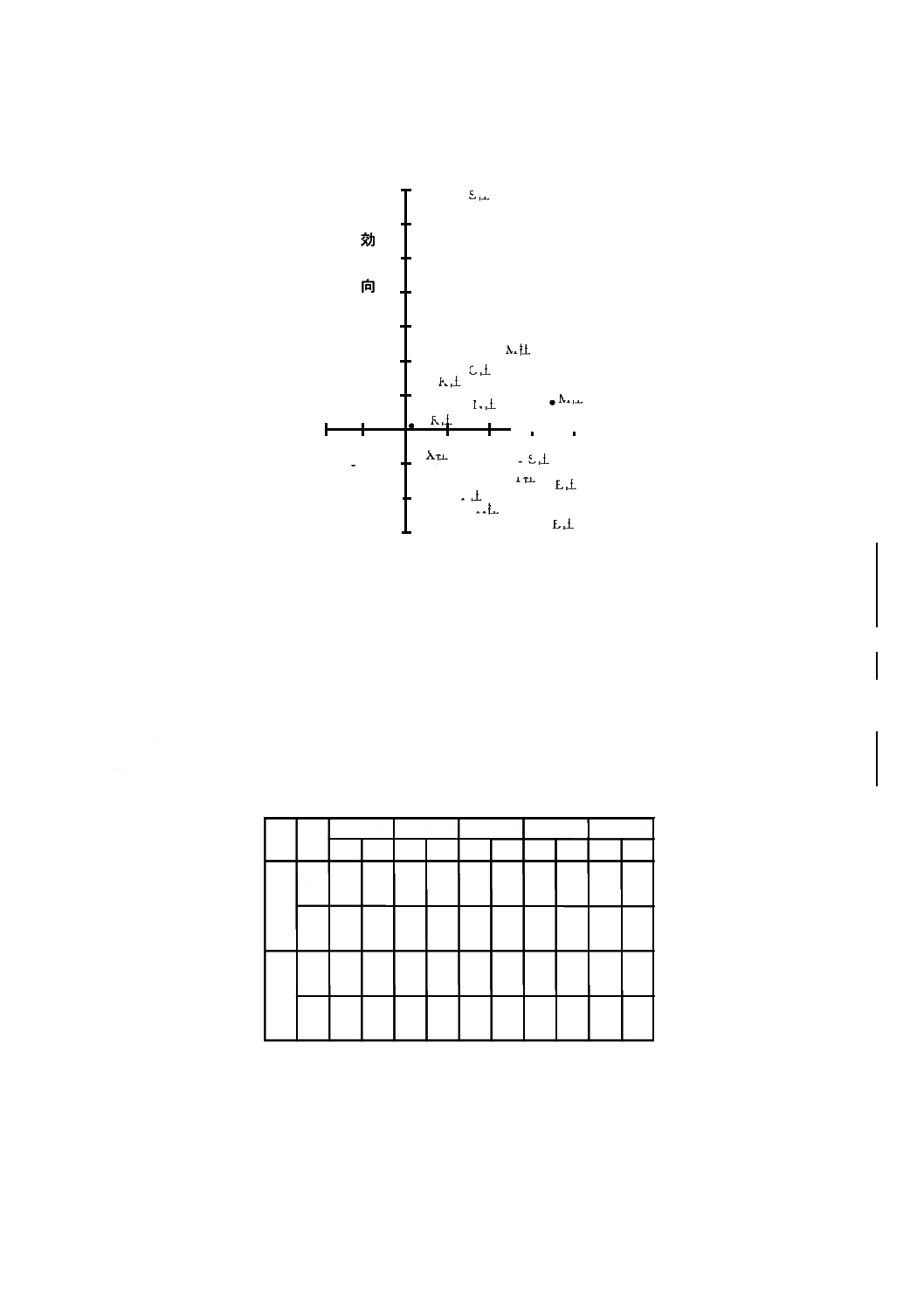
7.1.8
マトリックス・データ解析 マトリックス・データ解析は,行列に配置した数値データを解析する,
多変量解析の一手法であり,主成分分析とも呼ばれることがある。
マトリックス・データ解析は,通常,大量にある数値データを解析して,項目を集約し,評価項目間の
差を明確に表すために使用する。
マトリックス・データ解析の解析手順と例を次に示す。
a) 解析手順
1) データをマトリックスに整理する。
2) 平均値及び標準偏差を計算する。
3) マトリックス間の相関係数を計算する。
4) 固有値を計算する。
5) 固有ベクトル及び因子負荷量を計算する。
6) 主成分得点の計算をする。
7) 主成分得点の散布状態をグラフにする。
−x
50
51
52
53
54
55
n=4
CL=52.627
UCL=54.117
LCL=51.137
CL=2.04
UCL=4.66
0
2
4
6
01
5
10
15
20
25
30
群番号
(mm)
R
(測定日:4月1日)
(作成者:佐藤)
−x
50
51
52
53
54
55
n=4
CL=52.627
UCL=54.117
LCL=51.137
CL=2.04
UCL=4.66
0
2
4
6
01
5
10
15
20
25
30
群番号
(mm)
R
(測定日:4月1日)
(作成者:佐藤)
50
51
52
53
54
55
n=4
CL=52.627
UCL=54.117
LCL=51.137
CL=2.04
UCL=4.66
0
2
4
6
01
5
10
15
20
25
30
群番号
(mm)
R
(測定日:4月1日)
(作成者:佐藤)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 7 “企業の生産力”のマトリックス・データ解析法の例
7.1.9
層別 層別は,収集したデータを,共通点をもついくつ幾つかのグループに分類する技法である。
層別は,グループ間の特性発生の違いを見つけて,バラツキばらつきの原因系を分析するために使用す
る。特に,パレート図,ヒストグラム,散布図などの技法と合わせて活用すると効果的である。
層別の作成手順と例を次に示す。
a) 作成手順
1) データを収集する。
2) データのバラツキばらつきの原因と思われる要因ごとに再集計する。
3) 要因毎ごとのデータ分布,変化の比較をする。
表 3 データシートの事例
企業の総合生産力と生産効率志向性
5
10
15
20
−10−5
総合生産力
生
産効
率
志向
性
● S社
● N社
● O社
● M社
6
4
2
14
−6
−2
12
10
8
−4
● R社
● K社
● E社
●T社
● S社
●H社
● M社
●P社
●
Y社
●
L社
● X社
● B社
●
●
●
●
●
●
●
●
●
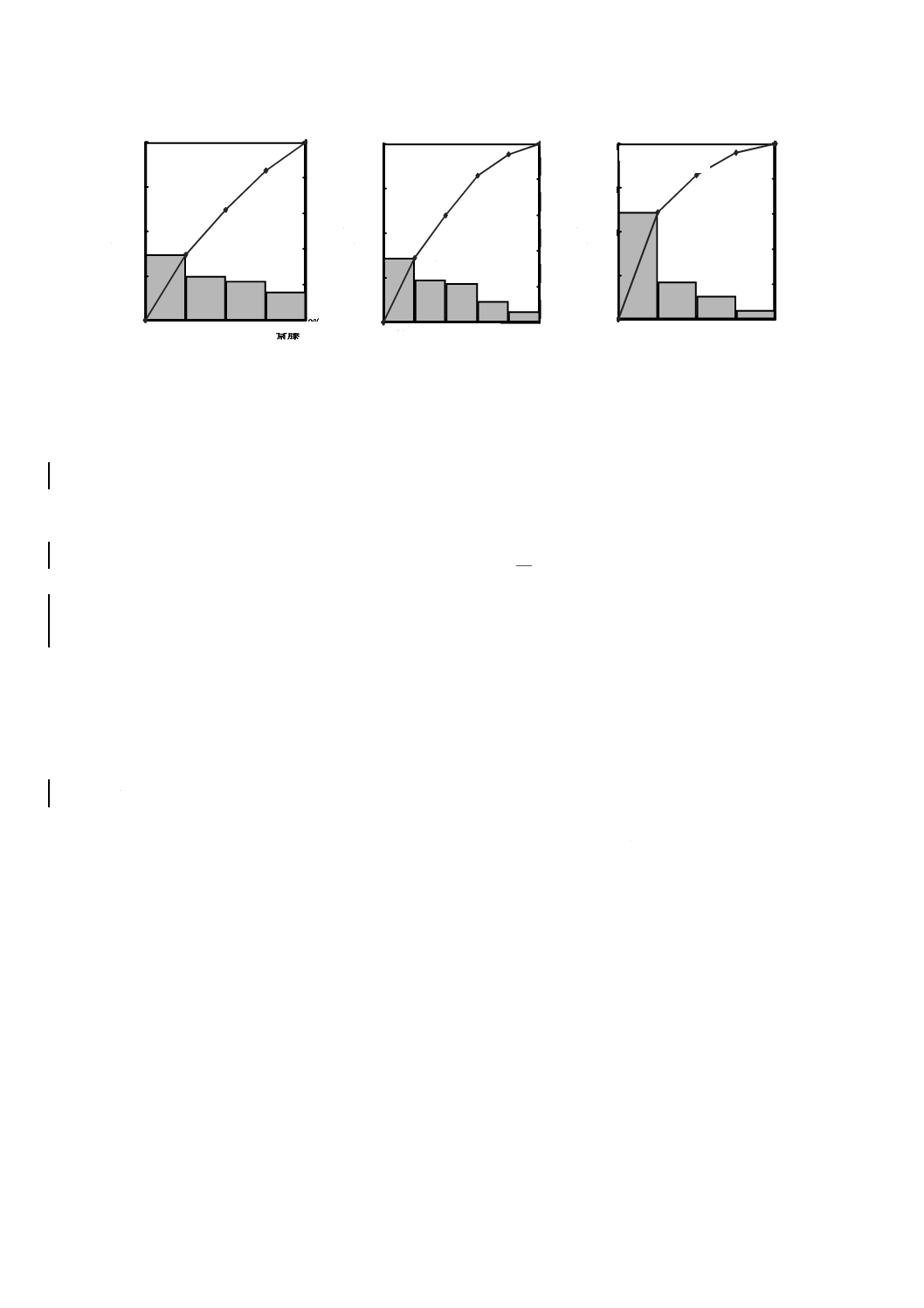
●
●
●
●●●
●
●
企業の総合生産力と生産効率志向性
5
10
15
20
−10−5
総合生産力
生
産効
率
志向
性
● S社
● N社
● O社
● M社
6
4
2
14
−6
−2
12
10
8
−4
● R社
● K社
● E社
●T社
● S社
●H社
● M社
●P社
●
Y社
●
L社
● X社
● B社
●
●
●
●
●
●
●
●
●
●
●
●
●●●
●
●
[記号]
○キズ、●材料不適合、△仕上げ不適合
機
械
A
型
機
B
型
機
作
業
者
山
田
鈴
木
斎
藤
上
田
午前午後午前午後午前午後午前午後午前午後
月(7/4)
火(7/5)
水(7/6)
木(7/7)
金(7/8)
○
○
○
●
○
○
○
●
△
○
●
○
○
[記号]
○キズ、●材料不適合、△仕上げ不適合
機
械
A
型
機
B
型
機
作
業
者
山
田
鈴
木
斎
藤
上
田
午前午後午前午後午前午後午前午後午前午後
月(7/4)
火(7/5)
水(7/6)
木(7/7)
金(7/8)
○
○
○
●
○
○
○
●
△
○
●
○
○
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 8 層別の項目を①作業者,②曜日,③不適合内容の三つについてパレート図にした事例
7.2
言語データに対する技法
7.2.1
一般 継続的改善の実施に当たって,言語データに基づき,問題の形成,原因の探索,最適手段の
追求,施策の評価,及び対策立案,実行計画,等などを適切に解析する技法を示す。
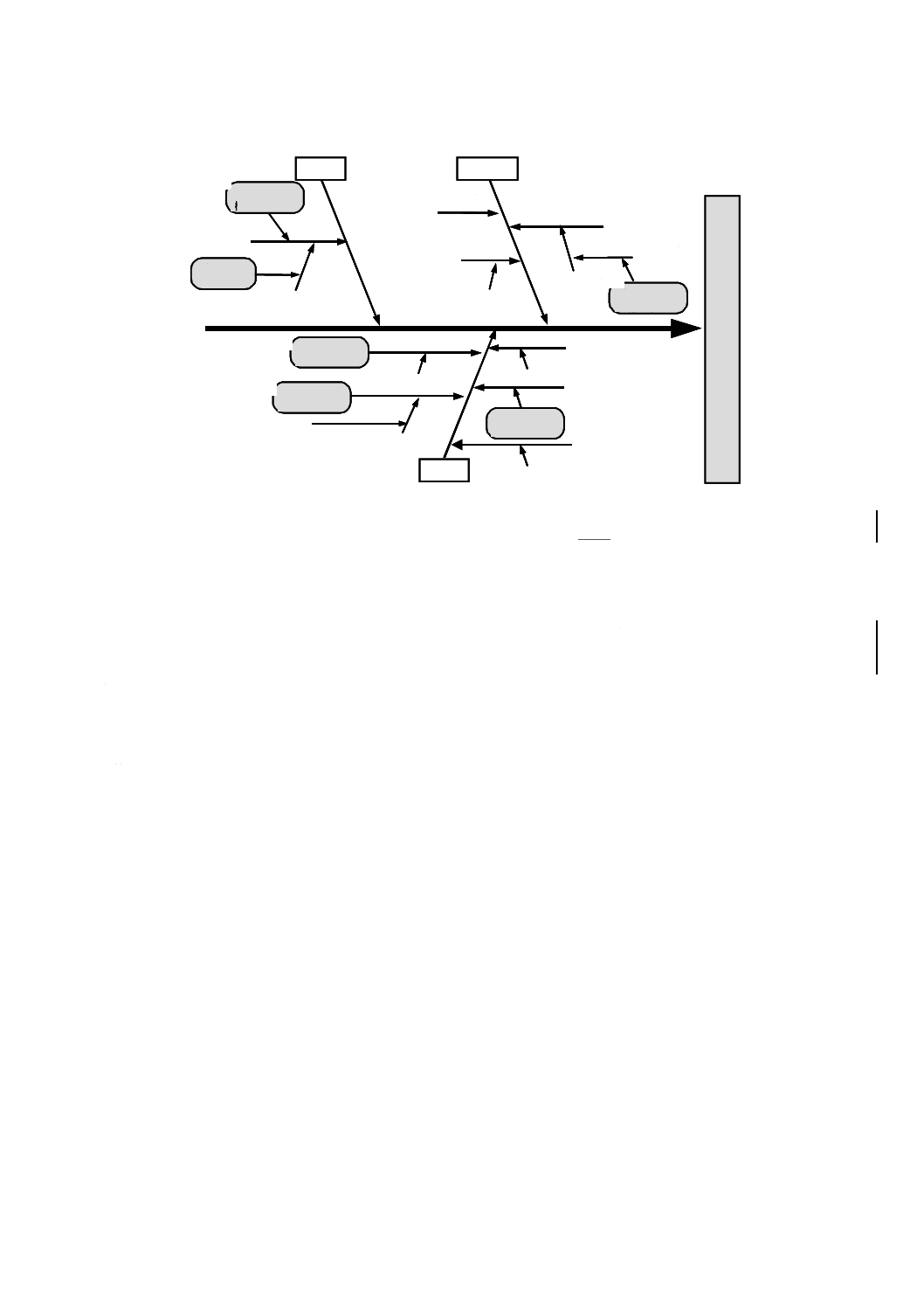
7.2.2
特性要因図 特性要因図は,特定の結果(特性)と要因との関係を系統的に表した図である。
特性要因図は,問題の因果関係を整理し原因を追究することに使用する。また,問題に対する解決策を
実施するために採用する必要のある基本要素の根本原因を見いだすために使用する。特性要因図を使用す
るには,解決すべき問題(特性)を横線の右端に書き込む。この横線の両側に斜め方向の線を描き,その
各々がその問題に関連する要因を表し,その要因について,根本原因を見いだすまで続ける。
特性要因図の作成手順と例を次に示す。
a) 作成手順
1) 品質特性を決定する。
2) 主軸を右方向矢印で書き,その先端に品質特性を記入する。
3) 要因を大枝で書き,四角で囲む。
4) 要因のグループごとに更に要因を小枝で書き込む。
5) 根本原因を絞込み,色づけなどによってより識別する。
6) 必要事項を記入する(目的,作成日,作成場所,作成者など)。
参考 パレート図,グラフ,チェックシート,ヒストグラム,散布図,管理図,特性要因図は,“QC
七つ道具”と呼ばれることがある。
0
50
100
150
200
山田
上田
鈴木
斎藤0%
20%
40%
60%
80%
100%
37%
n=200
期間:7月4日〜8日
不
適
合
品
数
累
積
百
分
率
a)作業者別不適合品数
0
50
100
150
200
月
火
水
木
金
0%
20%
40%
60%
80%
100%
36%
n=200
期間:7月4日〜8日
不
適
合
品
数
累
積
百
分
率
b) 曜日別不適合品数
不
適
合
品
数
0
50
100
150
200
○キズ×寸法●材料△仕上
0%
20%
40%
60%
80%
100%
61%
n=200
期間:7月4日〜8日
累
積
百
分
率
c) 不適合内容別不適合品数
0
50
100
150
200
山田
上田
鈴木
斎藤0%
20%
40%
60%
80%
100%
37%
n=200
期間:7月4日〜8日
不
適
合
品
数
累
積
百
分
率
a)作業者別不適合品数
0
50
100
150
200
山田
上田
鈴木
斎藤0%
20%
40%
60%
80%
100%
37%
n=200
期間:7月4日〜8日
不
適
合
品
数
累
積
百
分
率
a)作業者別不適合品数
0
50
100
150
200
月
火
水
木
金
0%
20%
40%
60%
80%
100%
36%
n=200
期間:7月4日〜8日
不
適
合
品
数
累
積
百
分
率
b) 曜日別不適合品数
0
50
100
150
200
月
火
水
木
金
0%
20%
40%
60%
80%
100%
36%
n=200
期間:7月4日〜8日
不
適
合
品
数
累
積
百
分
率
b) 曜日別不適合品数
不
適
合
品
数
0
50
100
150
200
○キズ×寸法●材料△仕上
0%
20%
40%
60%
80%
100%
61%
n=200
期間:7月4日〜8日
累
積
百
分
率
c) 不適合内容別不適合品数
不
適
合
品
数
0
50
100
150
200
○キズ×寸法●材料△仕上
0%
20%
40%
60%
80%
100%
61%
n=200
期間:7月4日〜8日
累
積
百
分
率
c) 不適合内容別不適合品数
0
50
100
150
200
○キズ×寸法●材料△仕上
0%
20%
40%
60%
80%
100%
61%
n=200
期間:7月4日〜8日
累
積
百
分
率
c) 不適合内容別不適合品数
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 9 “樹木灌水時間”の特性要因図の例
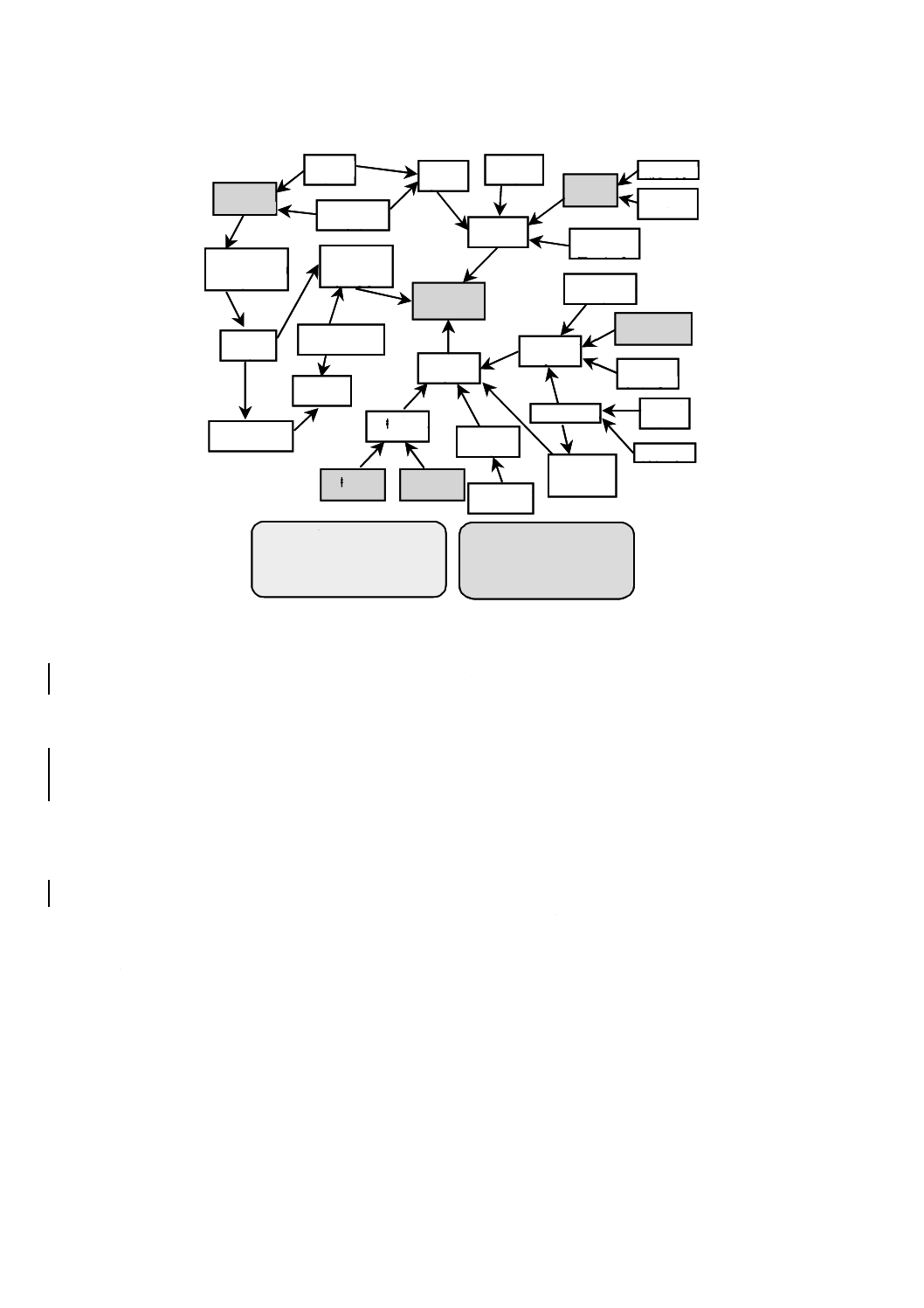
7.2.3
連関図 連関図は,複雑な原因の絡み合う問題について,その因果関係を論理的につないだ図であ
る。
連関図は,問題の因果関係を解明し,解決の糸口を見いだすことに使用する。連関図を使用するには,
原因を抽出し,更に,その原因を抽出することを繰り返し,因果関係を一覧できるように図示する。
連関図の作成手順と例を次に示す。
a) 作成手順
1) 問題を設定し,用紙の中央に記載する。
2) 問題の1次原因を設定し,問題の周辺に配置する。
3) 2次原因,3次原因と順次原因を掘り下げて,因果関係を矢印で結ぶ。
4) 因果関係を確認し,原因の追加,修正をする。
5) 主要原因を絞り込み,色づけなどによって識別する。
6) 連関図より読み取った結論を記載する。
7) 必要事項を記入する(目的,作成日,作成場所,作成者など)。
⑤
方
法
設備
作業者
樹木の特性が
わからない
散水基準
がない
散水栓と木の
距離が長い
無駄な散水
をしている
散水する条件
がわからない
重労働のため能率が
低下する
疲れる
炎天下の
作業である
ホースが
長い
ホースが
重い
女子2人作業
が必要になる
ホースの運搬
距離が長い
1本しか散水
できない
散水栓の種類
が不統一
散水栓が少ない
配管が細い
水圧が下がる
距離が長い
保管場所が遠い
ホースを接続しな
ければならない
散水栓への接続
に時間がかかる
運搬に時間が
かかる
樹
木
灌
水
時
間
が
長
い
①
②
③
④
⑥
作成日:8月10日
作成場所:ミーティングルーム
作成者:柳谷、薬師寺、細谷
⑤
方
法
設備
作業者
樹木の特性が
わからない
樹木の特性が
わからない
散水基準
がない
散水基準
がない
散水栓と木の
距離が長い
散水栓と木の
距離が長い
無駄な散水
をしている
散水する条件
がわからない
重労働のため能率が
低下する
疲れる
炎天下の
作業である
ホースが
長い
ホースが
重い
女子2人作業
が必要になる
ホースの運搬
距離が長い
ホースの運搬
距離が長い
1本しか散水
できない
1本しか散水
できない
散水栓の種類
が不統一
散水栓の種類
が不統一
散水栓が少ない
配管が細い
水圧が下がる
距離が長い
保管場所が遠い
ホースを接続しな
ければならない
散水栓への接続
に時間がかかる
運搬に時間が
かかる
樹
木
灌
水
時
間
が
長
い
①
②
③
④
⑥
作成日:8月10日
作成場所:ミーティングルーム
作成者:柳谷、薬師寺、細谷
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 10 “お客様の来店が少ない”の連関図の例
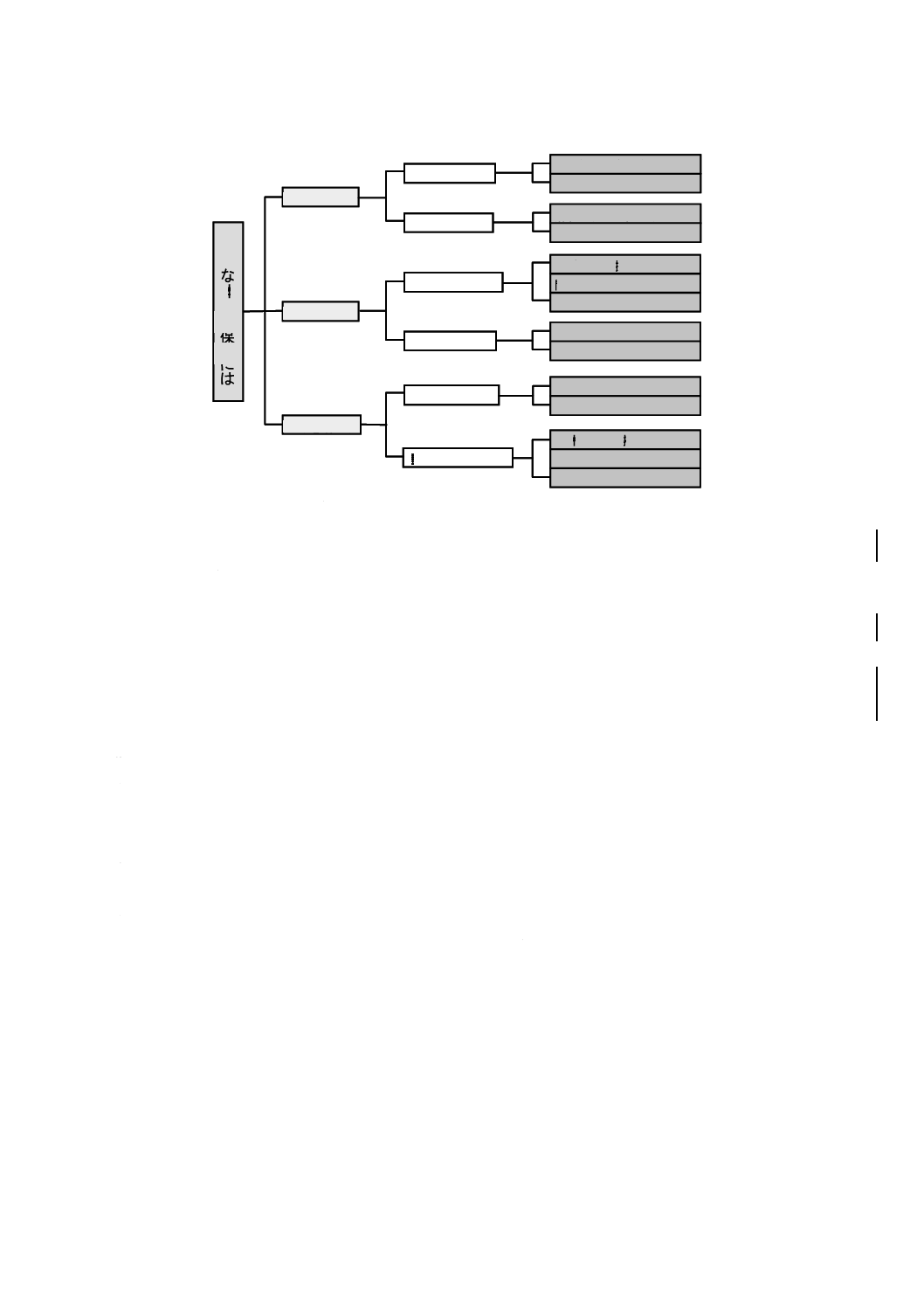
7.2.4
系統図 系統図は,目的を設定し,この目的に到達する手段を系統的に展開した図である。
系統図は,問題に影響している要因間の関係を整理し,目的を果たす最適手段を系統的に追求するため
に使用する。後述のマトリックス図と組み合わせて,問題解決の手段のウェート付けに使うこともある。
系統図の作成手順と例を次に示す。
a) 作成手順
1) 問題を設定して,用紙の左端中央に書く。
2) 問題を解決するための第1次手段をその右に列挙する。
3) 更にさらに,第1次手段を第2次目的として,第2次手段をその右に列挙する。
4) 以下多段階に展開し,具体的な実行可能手段を得るまで実施する。
5) 上位目的と手段との関係を見直し,その関係及び抜け落ちの有無を確認する。
6) 必要事項を記入する(目的,作成日,作成場所,作成者など)。
なぜお客が
こないのか
メニューに
工夫がない
お客を
待たせる
きちんとあいさ
つをしていない
看板の位置
が悪い
看板の文字
が小さい
単品しか
ない
メニューに
バリエーションが
ない
セットメニュー
が少ない
目玉商品
がない
チラシを配って
いない
品数が
少ない
食べたい
ものの有無が
わからない
メニューの看板を
外に出していない
宣伝をして
いない
看板が目立
たない
店が目立た
ない
外装が地味
である
店のつくりが
古い
出前をして
いない
メニューの
貼り方に
工夫がない
音楽が流
れていない
照明が
暗い
飾りがない
サービスが
悪い
動きが鈍い
料理を作る
のが遅い
雑誌等を
置いていない
お客に不愛想
である
店に活気が
ない
殺風景である
前提条件:①夫婦で店を開いている
②味は、決して悪くない
③値段は普通
④立地条件は良い
結論:①メニューに工夫がない
②あいさつをしていない
③看板の位置が悪い
④看板の字が小さい
⑤お客を待たせる
作成日:11月10日
作成場所:第2会議室
参加者:柳谷,石田,細谷
なぜお客が
こないのか
メニューに
工夫がない
お客を
待たせる
きちんとあいさ
つをしていない
看板の位置
が悪い
看板の文字
が小さい
単品しか
ない
メニューに
バリエーションが
ない
セットメニュー
が少ない
目玉商品
がない
チラシを配って
いない
品数が
少ない
食べたい
ものの有無が
わからない
メニューの看板を
外に出していない
宣伝をして
いない
看板が目立
たない
店が目立た
ない
外装が地味
である
店のつくりが
古い
出前をして
いない
メニューの
貼り方に
工夫がない
音楽が流
れていない
照明が
暗い
飾りがない
サービスが
悪い
動きが鈍い
料理を作る
のが遅い
雑誌等を
置いていない
お客に不愛想
である
店に活気が
ない
殺風景である
前提条件:①夫婦で店を開いている
②味は、決して悪くない
③値段は普通
④立地条件は良い
結論:①メニューに工夫がない
②あいさつをしていない
③看板の位置が悪い
④看板の字が小さい
⑤お客を待たせる
作成日:11月10日
作成場所:第2会議室
参加者:柳谷,石田,細谷
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 11 “適正な体重を保つには”の系統図(方策展開型)の例
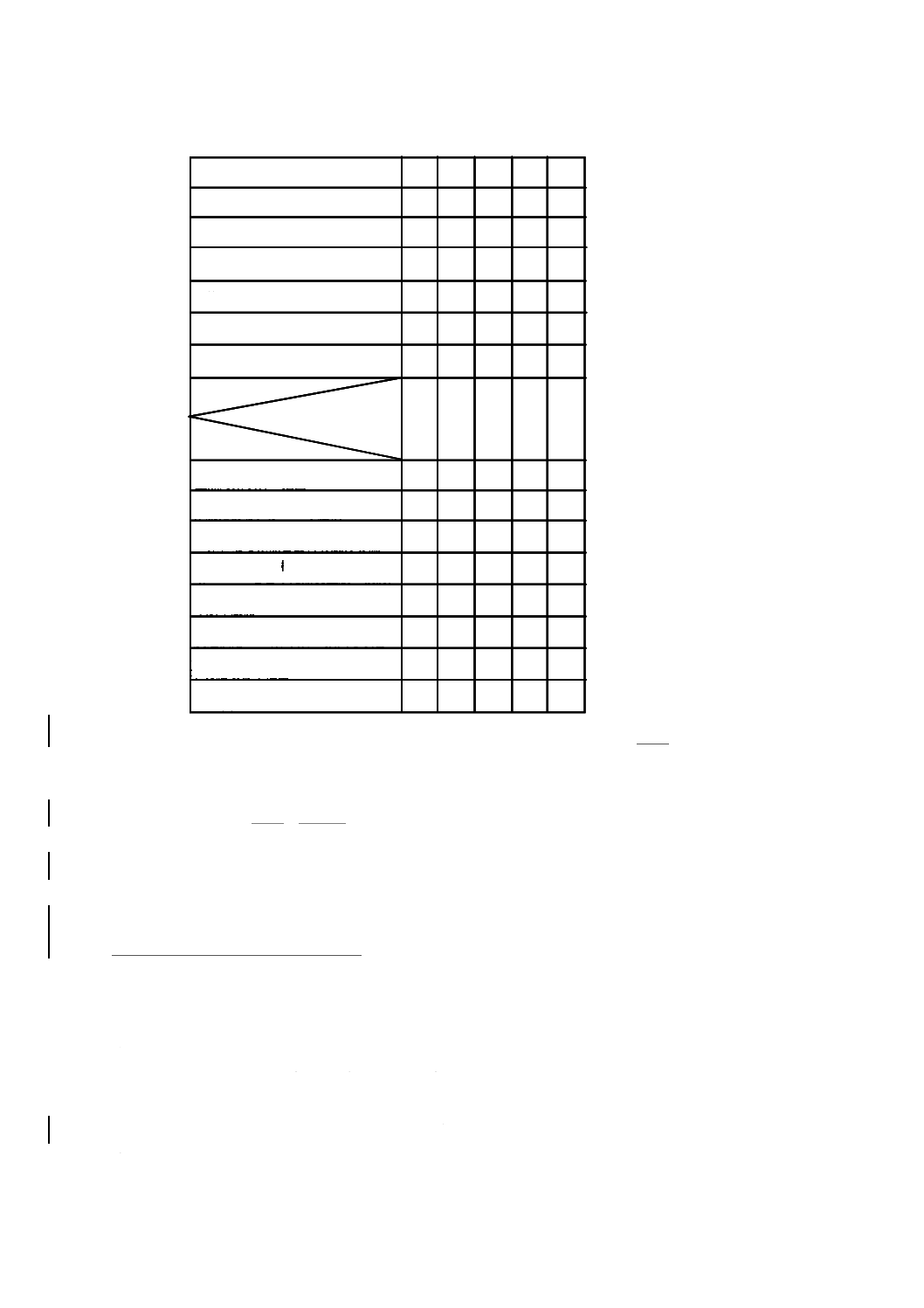
7.2.5
マトリックス図 マトリックス図は,行に属する要素と列に属する要素によって二元的配置にした
図である。
マトリックス図は,多元的思考によってより問題点を明確にしていくために使用する。特に二元的配置
の中から,問題の所在又は形態を探索したり,二元的関係の中から問題解決への着想を得たりする。また,
要因と結果,要因と他の要因など,複数の要素間の関係を整理するために使用する。
マトリックス図の作成手順と例を次に示す。
a) 作成手順
1) 課題を設定する。
2) 検討すべき事象を決めて,行・列に配置する要素を決める。
3) マトリックスの型を選ぶ。
4) 各軸に配置する要素を決め,各要素を分解して記入する。
5) 各要素項目間の関連の有無・度合いを交点に表示する。
6) 着眼点を得る。
7) 得られた着眼点から結論を得る。
8) 必要事項を記入する(目的,作成日,作成場所,作成者など)。
適
正な
体
重
を保
つには
食事を変える
生活を変える
運動を増やす
お酒を減らす
早く寝る
食事時間を決める
カロリーを減らす
よく身体を動かす
運動する時間を作る
夜10時を過ぎたら食べない
間食をとらない
麻雀は月に1回にする
夜10時以降はテレビを消す
小ピンに変える
作成日:10月1日
作成場所:ミーティングルーム
作成者 :鈴木、武田
朝ごはんを抜かない
早起きしてジョギングする
昼休みに卓球をする
スポーツジムに通う
エレベーターに乗らない
昼休みに屋外を歩く
野菜を増やす
コーヒーに砂糖を入れない
飲まない日をつくる
適
正な
体
重
を保
つには
食事を変える
生活を変える
運動を増やす
お酒を減らす
早く寝る
食事時間を決める
カロリーを減らす
よく身体を動かす
運動する時間を作る
夜10時を過ぎたら食べない
間食をとらない
麻雀は月に1回にする
夜10時以降はテレビを消す
小ピンに変える
作成日:10月1日
作成場所:ミーティングルーム
作成者 :鈴木、武田
朝ごはんを抜かない
早起きしてジョギングする
昼休みに卓球をする
スポーツジムに通う
エレベーターに乗らない
昼休みに屋外を歩く
野菜を増やす
コーヒーに砂糖を入れない
飲まない日をつくる
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 12 “製品クレーム削減対策”の マトリックス図の例
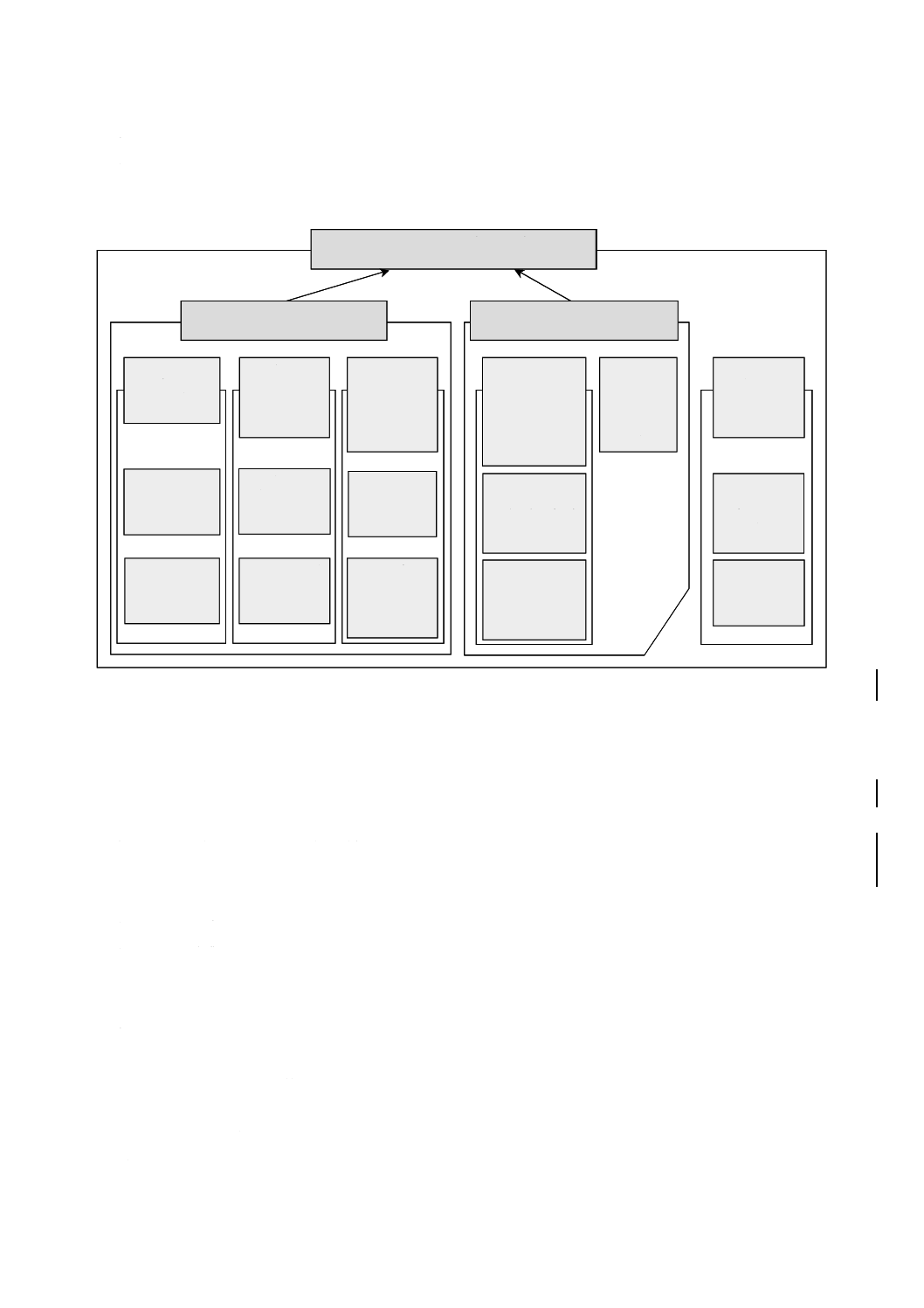
7.2.6
親和図 親和図は,混沌とした問題について,事実,意見,発想を言語データでとらえ,それら
の相互の親和性によって統合して解決すべき問題を明確に表した図である。
親和図は,問題が錯そう綜(綜)していて,いかに取りり組むかについて混乱している場合に,多数の
事実及び発想などの項目間の類似性を整理し,あるべき姿及び問題の構造を明らかにする際に用いられる。
この技法の使用にあたり当たり,個々の発想又は項目の類似したものを統合し,最もよく要約又は統合し
た共通の表題の下にまとめていく。この方法では,多数の項目を,少数の関連グループに整理することが
できる。
親和図の作成手順と例を次に示す。
a) 作成手順
1) 課題を設定する。
2) 原始情報を収集する。
3) 原始情報を吟味して言語データ化する。
4) 類似した二つの言語データを新たな言語データに作りかえる。
5) 類似性のない言語データはそのままにしておく。
6) 更にさらに,4),5)の手順を類似の言語データがなくなるまで繰りかえす。
7) 言語データをつくり変えた過程を図で表す。
作成日:10月1日
作成場所:第2会議室
作成者:斎藤
品質の判定基準がない
製造段階でのネック項目が不明確
クレーム対応の質が悪い
クレーム現象と要因が十分つかめて
いない
対策がその場限りになっている
クレームに対する情報交換が悪い
クレーム削減の推進体制が弱い
要因
具体的実施事項
○
◎
◎
◎
◎
◎
◎
◎
○
○
○
○
○
○
○
○
○
○
○
○
◎
◎
◎
◎
◎
◎
◎
未対策クレームをターゲットにした
重点対策項目の抽出
<重点対策フォローアップシート>
作成によるフォローの強化
製造部門を混じえた製、販、技、サービス
一体となった品質改善会議の実施
品質改善会議の機能強化
(クレームを含めた品質全般の検討)
<クレーム展開表>作成による対策
の水平展開
<つくりにくさ改善シート>作戦による
製造段階でのネック項目の抽出と改善
<品質基準不明確項目>作戦による
不明確項目の抽出
<品質特性表>作成による品質基準
の明確化
対策
再
発
防
止
対
策
の
充
実
再
発
防
止
対
策
の
フ
ォ
ロ
ー
の
強
化
品
質
改
善
会
議
の
充
実
製
造
段
階
で
の
品
質
改
善
強
化
品
質
基
準
の
明
確
化
作成日:10月1日
作成場所:第2会議室
作成者:斎藤
品質の判定基準がない
製造段階でのネック項目が不明確
クレーム対応の質が悪い
クレーム現象と要因が十分つかめて
いない
対策がその場限りになっている
クレームに対する情報交換が悪い
クレーム削減の推進体制が弱い
要因
具体的実施事項
○
◎
◎
◎
◎
◎
◎
◎
○
○
○
○
○
○
○
○
○
○
○
○
◎
◎
◎
◎
◎
◎
◎
未対策クレームをターゲットにした
重点対策項目の抽出
<重点対策フォローアップシート>
作成によるフォローの強化
製造部門を混じえた製、販、技、サービス
一体となった品質改善会議の実施
品質改善会議の機能強化
(クレームを含めた品質全般の検討)
<クレーム展開表>作成による対策
の水平展開
<つくりにくさ改善シート>作戦による
製造段階でのネック項目の抽出と改善
<品質基準不明確項目>作戦による
不明確項目の抽出
<品質特性表>作成による品質基準
の明確化
対策
再
発
防
止
対
策
の
充
実
再
発
防
止
対
策
の
フ
ォ
ロ
ー
の
強
化
品
質
改
善
会
議
の
充
実
製
造
段
階
で
の
品
質
改
善
強
化
品
質
基
準
の
明
確
化
品質の判定基準がない
製造段階でのネック項目が不明確
クレーム対応の質が悪い
クレーム現象と要因が十分つかめて
いない
対策がその場限りになっている
クレームに対する情報交換が悪い
クレーム削減の推進体制が弱い
要因
具体的実施事項
○
◎
◎
◎
◎
◎
◎
◎
○
○
○
○
○
○
○
○
○
○
○
○
◎
◎
◎
◎
◎
◎
◎
未対策クレームをターゲットにした
重点対策項目の抽出
<重点対策フォローアップシート>
作成によるフォローの強化
製造部門を混じえた製、販、技、サービス
一体となった品質改善会議の実施
品質改善会議の機能強化
(クレームを含めた品質全般の検討)
<クレーム展開表>作成による対策
の水平展開
<つくりにくさ改善シート>作戦による
製造段階でのネック項目の抽出と改善
<品質基準不明確項目>作戦による
不明確項目の抽出
<品質特性表>作成による品質基準
の明確化
対策
再
発
防
止
対
策
の
充
実
再
発
防
止
対
策
の
フ
ォ
ロ
ー
の
強
化
品
質
改
善
会
議
の
充
実
製
造
段
階
で
の
品
質
改
善
強
化
品
質
基
準
の
明
確
化
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8) 相互の関係を矢印で結ぶ。
9) 必要事項を記入する(目的,作成日,作成場所,作成者など)。
図 13 “これからのQAはどうなるか”の親和図の例
7.2.7
アローダイアグラム アローダイアグラムは,日程計画を表すために矢線を用いた図である。
アローダイアグラムは,PERT(Program Evaluation and Review Technique)と呼ばれる日程計画及び管理
の技法で使用され,特定の計画を進めていくために必要な作業の関連をネットワークで表現し,最適な日
程計画をたて効率よく進捗ちょく(捗)を管理するために使用される。具体的には,目標を達成する手段
の実行手順,所要日程(工期,工数)及びその短縮の方策を検討する際に使用する。日程管理に利用する
場合,グラフ(ガントチャート)と併用して使用することがある。
アローダイアグラムの作成手順と例を次に示す。
a) 作成手順
1) 課題を設定する。
2) 必要な作業を列挙する。
3) 作業名をカードに記入する。
4) 作業の順序関係をつけて,カードを左から右に配置する。
5) 結合点を書き,矢印を引き,結合点の番号を記入する。
6) 各作業の所要日程(工期,工数)を見積る。
7) 最早結合点日程を計算する。
8) 最遅結合点日程を計算する。
9) 余裕時間を計算する。
10) クリティカル・パスを表示する。
国際的にも国内的にも真の意味で
のQAの展開が迫られてくるだろう
先進国・開発途
上国に対する優
位性はいつまで
も続かず、他国に
まねのできない
QA展開が必要と
なっている
欧米メーカーの
追い上げが厳しく
現在の優位性が
うすれてくるであ
ろう
開発途上国にま
ねできないQA展
開が必要になっ
てくる
資源小国の
日本では、
ますます
QAの必要
性が高まっ
てくる
機能本位の製
品が多くなり、
人間性を無視
する傾向が出
てきそうである
機能本位の製
品が多くなり人
間性に欠けた
製品が増えて
くる
機能を無視し
た製品が売ら
れていくだろう
製品に要求される品質は多様化し、
さらに拡大していくだろう
製品が製造さ
れ廃棄されるま
でのQAが要求
されてくる
ゆりかごから墓
場までのQAが
要求されてくる
だろう
製品が廃棄さ
れたときの状態
が考慮されね
ばならなくなる
アフターサー
ビスが不要な
保証期間の明
確な製品が売
れていく
品質保証期間
が明確にされ
てくるだろう
アフターサービ
スの少ない製
品が好まれる
だろう
ユトリがあり不
測事故防止を
考慮した冗長
性のある製品
が要求されてく
る
不測の事故を
見込んだ品質
設計が必要と
なる
機能にプラス
してユトリのあ
る製品が要求
されてくるだろ
う
QA展開は内的にも外的にも
必要になってくるだろう
作成日 :10月1日
作成場所:第一会議室
作成者 :佐々木
国際的にも国内的にも真の意味で
のQAの展開が迫られてくるだろう
先進国・開発途
上国に対する優
位性はいつまで
も続かず、他国に
まねのできない
QA展開が必要と
なっている
欧米メーカーの
追い上げが厳しく
現在の優位性が
うすれてくるであ
ろう
開発途上国にま
ねできないQA展
開が必要になっ
てくる
資源小国の
日本では、
ますます
QAの必要
性が高まっ
てくる
機能本位の製
品が多くなり、
人間性を無視
する傾向が出
てきそうである
機能本位の製
品が多くなり人
間性に欠けた
製品が増えて
くる
機能を無視し
た製品が売ら
れていくだろう
製品に要求される品質は多様化し、
さらに拡大していくだろう
製品が製造さ
れ廃棄されるま
でのQAが要求
されてくる
ゆりかごから墓
場までのQAが
要求されてくる
だろう
製品が廃棄さ
れたときの状態
が考慮されね
ばならなくなる
アフターサー
ビスが不要な
保証期間の明
確な製品が売
れていく
品質保証期間
が明確にされ
てくるだろう
アフターサービ
スの少ない製
品が好まれる
だろう
ユトリがあり不
測事故防止を
考慮した冗長
性のある製品
が要求されてく
る
不測の事故を
見込んだ品質
設計が必要と
なる
機能にプラス
してユトリのあ
る製品が要求
されてくるだろ
う
QA展開は内的にも外的にも
必要になってくるだろう
作成日 :10月1日
作成場所:第一会議室
作成者 :佐々木
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11) 必要事項を記入する(目的,作成日,作成場所,作成者など)。
図 14 “住宅建築”のアローダイアグラムの例
7.2.8
PDPC(Process Decision Program Chart) PDPCは,プロセス決定計画図(Process Decision Program
Chart)であり,目標達成のための実施計画が,想定されるリスクを回避して目標に至るまでのプロセスを
フロー化した図である。
PDPCは,事態の進展とともに,各種の結果が想定される問題について,望ましい結果に至るプロセス
を定める決めるために使用される用いられる。具体的には,問題の最終的な解決までの一連の手段を表し,
予想される障害を事前に想定し,適切な対策を講じる場合に使用される用いられる。
PDPCの作成手順と例を次に示す。
a) 作成手順
1) 課題を設定する。
2) 前提条件及び制約条件を確認する。
3) 出発点と達成目標のゴールを決める。
4) 出発点からゴールまでの大まかな手段を列挙する。
5) 各段階で予想される状態を想定し,その対策を記載する。
6) 計画を逐次実施する。
7) 作成日,作成場所及び作成者を記入する。
参考 マトリックス・データ解析,連関図,系統図,マトリックス図,親和図,アローダイアグラム,
PDPCは,“新QC七つ道具”と呼ばれることがある。
①
②
④
⑦
⑫
⑬
⑤
⑥
⑩
⑪
⑧
基礎工事
柱加工
建具取付け
外装仕上げ
2日
5日
内部仕上げ
検査,引渡し
2日
5日
7日
5日
5日
2日
5日
7日
5日
⑨
壁紙貼り
配管
内板打ち
配線
作成日 :10月1日
作成場所:ミーティングルーム
作成者 :鈴木、高橋
外板打ち
③柱組立
3日
0
0
5
5
12
12
15
15
20
25
22
27
22
22
27
27
20
22
20
22
17
22
25
27
29
29
①
②
④
⑦
⑫
⑬
⑤
⑥
⑩
⑪
⑧
基礎工事
柱加工
建具取付け
外装仕上げ
2日
5日
内部仕上げ
検査,引渡し
2日
5日
7日
5日
5日
2日
5日
7日
5日
⑨
壁紙貼り
配管
内板打ち
配線
作成日 :10月1日
作成場所:ミーティングルーム
作成者 :鈴木、高橋
外板打ち
③柱組立
3日
0
0
5
5
12
12
15
15
20
25
22
27
22
22
27
27
20
22
20
22
17
22
25
27
29
29
①
②
④
⑦
⑫
⑬
⑤
⑥
⑩
⑪
⑧
基礎工事
柱加工
建具取付け
外装仕上げ
2日
5日
内部仕上げ
検査,引渡し
2日
5日
7日
5日
5日
2日
5日
7日
5日
⑨
壁紙貼り
配管
内板打ち
配線
作成日 :10月1日
作成場所:ミーティングルーム
作成者 :鈴木、高橋
外板打ち
③柱組立
3日
0
0
5
5
12
12
15
15
20
25
22
27
22
22
27
27
20
22
20
22
17
22
25
27
29
29
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 15 “機械停止時間を短縮する”の PDPCの例
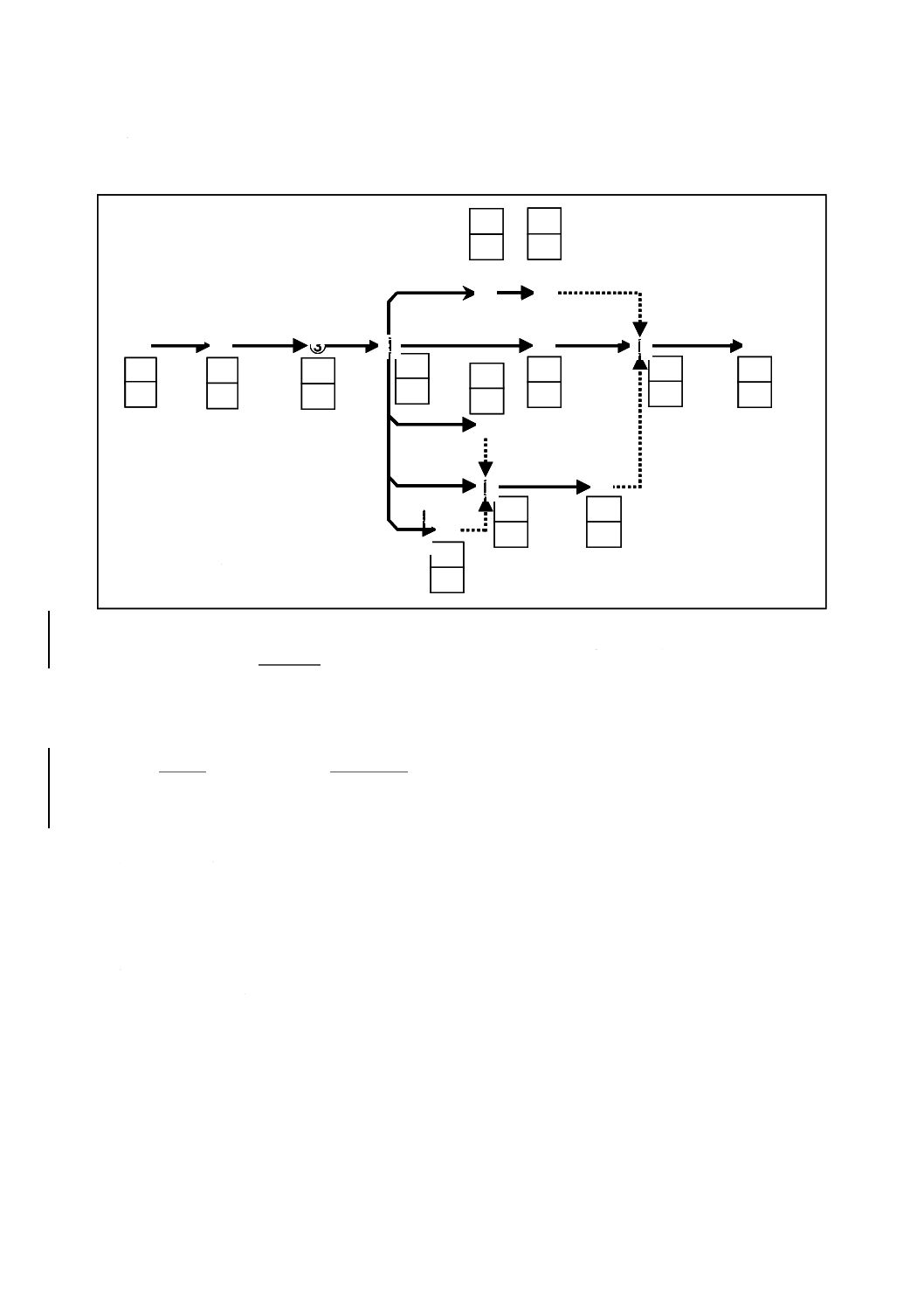
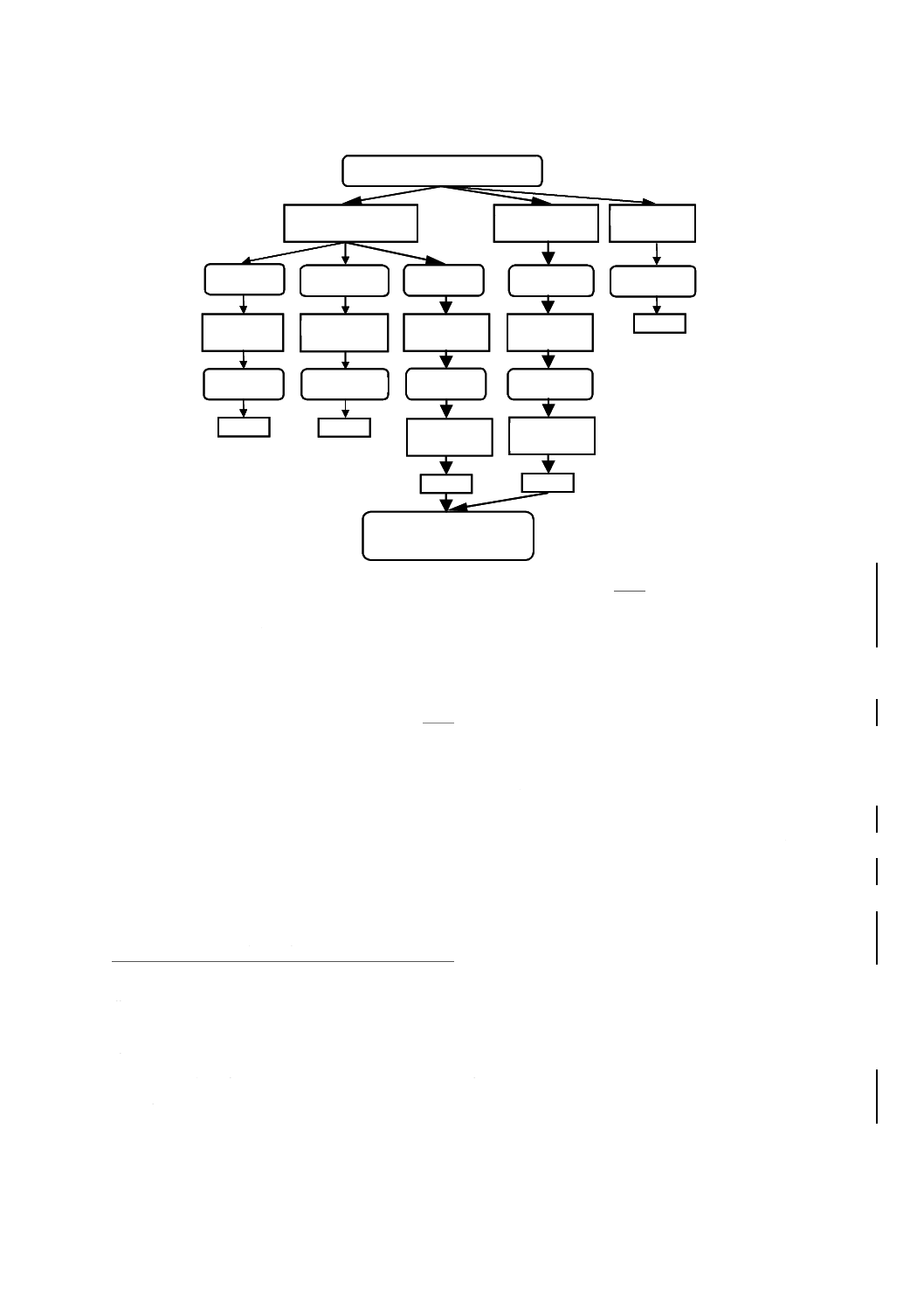
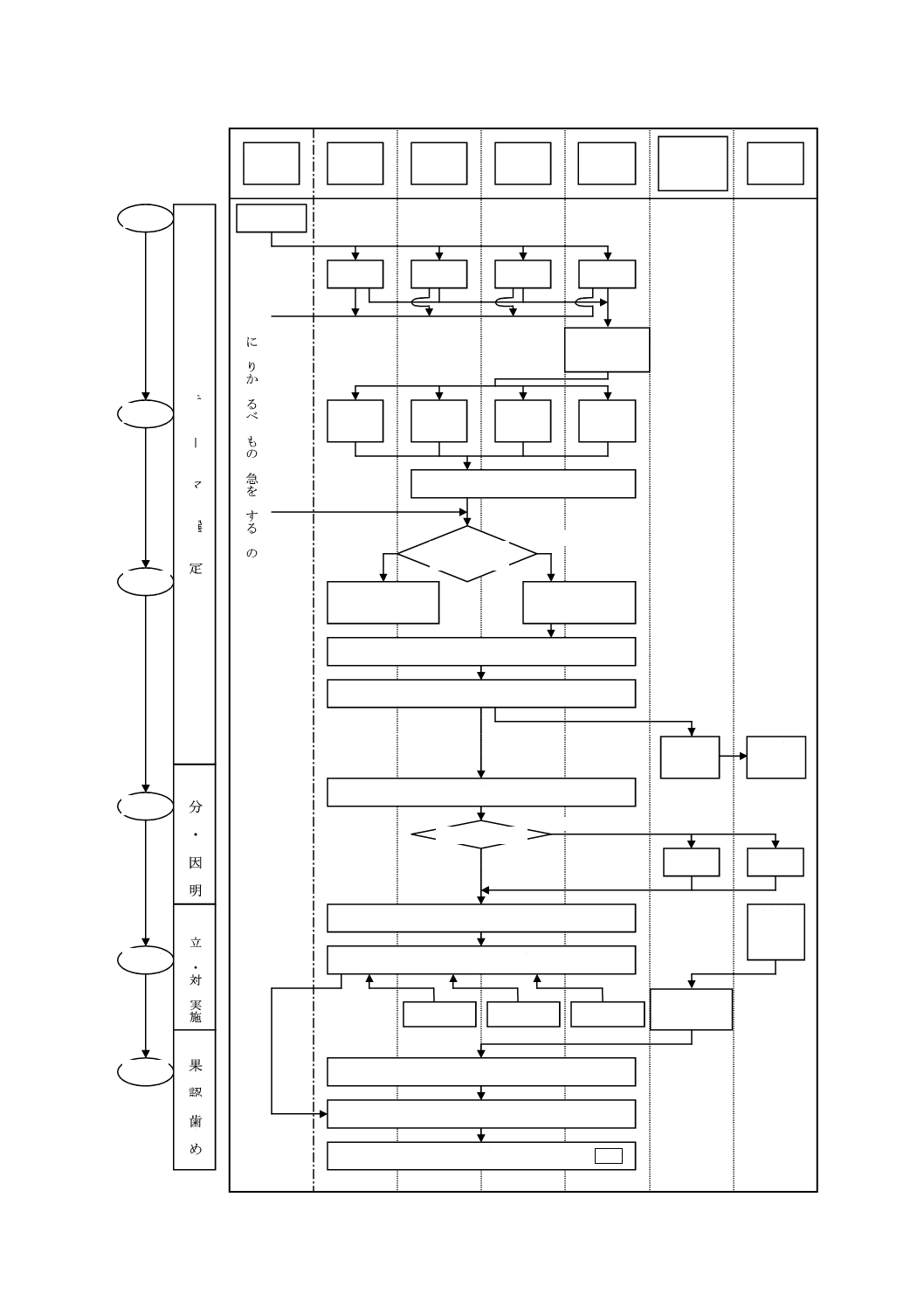
7.3
プロセスマッピング プロセスマッピングは,プロセスにおける主要な活動,入力及び,出力,並
びに意思決定などの業務プロセスを,関係づけて表示した図である。
プロセスマッピングは,プロセス全体を示して高度の認識性があり,次の事項などに使用する。
− 製品,情報,帳票など一連の流れを明確にする。
− 重複している業務,情報,帳票あるいは又は欠落している業務,情報,帳票を確認する。
− 予想される障害を事前に想定して,改善及び効率化をはかる。
参考 プロセスマッピングの例には,次がある。
− クロスファンクショナル・マップ(Cross Functional Map) 複数の部門間の業務の流れが,
開始から終了まで時系列的に,逐一一つ一つ順を追って分かる。
− 関係図(Relation Map) 部署の間を製品の流れ,情報の流れ,帳票の流れを示す矢印を
付けたもの。ただ但し,部門間の関係は分かるが時系列的な関係は分からない。
− リニア・プロセス・マップ(Linear Process Map) 一部署内で複数の処理を多数行って
業務課題,目標を達成する業務に,主として用いる。
プロセスマッピングの作成手順と例を次に示す。
a) 作成手順
1) 課題を設定する。
2) 必要な業務を列挙する。
3) 作業手順を関係づける。
4) 左から右へ時系列に且つかつ項目別に作業を記載する。
5) 補足情報や及びコメントを記入する。
6) 各作業を矢印で結ぶ。
停止時間を短縮する
作業者がドリル加工中に
エアーで切粉を吹き飛ばす
ペーストの塗布方法,塗
布量の基準を設ける
クランプ時の動作
回数を減らす
危険作業になる
多台持ちできない
穴の中に切粉
が残る
スプリングを追加
する場所がない
×
×
×
吹き飛ばしノズル
を使用する
バキュームで吸い
出す
ノズルで吹き出す
ペーストガンを
使用する
コストがかかる
タンク容量が小さい
作業者が多台
持ちできない
時間がかかる
吹き出しノズル
を使用する
ペーストから切削
液に変える
対策①
対策②
停止時間が半減した
作成日:10月1日
作成場所:ミーティングルーム
作成者:鈴木、高橋
作業者が多台
持ちできない
停止時間を短縮する
作業者がドリル加工中に
エアーで切粉を吹き飛ばす
ペーストの塗布方法,塗
布量の基準を設ける
クランプ時の動作
回数を減らす
危険作業になる
多台持ちできない
穴の中に切粉
が残る
スプリングを追加
する場所がない
×
×
×
吹き飛ばしノズル
を使用する
バキュームで吸い
出す
ノズルで吹き出す
ペーストガンを
使用する
コストがかかる
タンク容量が小さい
作業者が多台
持ちできない
時間がかかる
吹き出しノズル
を使用する
ペーストから切削
液に変える
対策①
対策②
停止時間が半減した
作成日:10月1日
作成場所:ミーティングルーム
作成者:鈴木、高橋
作業者が多台
持ちできない
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Step 6
Step 2
Step 5
声をかける
声をかける
声をかける
事業部/本部
大会日程決定
サポート必要?
Step 1
Step 3
Step 4
NO
お客
様
一般
社員
主任
課長
部長/
GM
各事業部
/本部コー
ディネータ
ご要求
検討
最重要課題
の抽出/方針
の設定
ゴール
設定
テ
ー
マ
選
定
検討
検討
検討
ゴール
設定
ゴール
設定
ゴール
設定
大プロジェクト決定
YES
NO
他部署とのネゴ
改善実施報告書
にて報告する
チーム結成
具体プロジェクト決定
プロジェ
クト登録
プロジェ
クト登録
チーム活動スタート
YES
サポート
サポート
チーム活動中
フィードバックを受ける
全社大
会日程
発表
大会日程NOTICE
プロジェクト完結
発表 審査
現
状分
析・
原因
究明
対
策立
案・対
策実施
効果
確認
・歯
止め
す
ぐに
取りか
かるべ
きもの
/急を
要する
もの
事務
局
他部署の協力
がいるのか?
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4
ベンチマーキング ベンチマーキングは,顧客及びその他の利害関係者の価値を創造し組織の業績
をあげるために,業界内外の優れた業務方法(ベストプラクティス)を探索し,自組織の業務方法と比較
して,ギャップを分析し,自組織に適切なベストプラクティス及び実施方法を導入することによって現行
の業務プロセスを飛躍的に改善/革新する,体系的な方法である。
ベンチマーキングは,問題又は課題に対する目標設定,更には,組織の戦略策定のために使用する。
a) 実施手順 ベンチマーキングは,次の手順で実施する。
1) 計画(Plan) 自社(自部門)の業務プロセスを把握する。
2) 情報収集(Do) トップ企業,競合企業のベストプラクティス情報(最適行動の事例)を収集する。
より有効な情報収集のためには,入手先とのギブ・アンド・テイクの精神,及び互いにメリットが
生みだすウィン・ウィンの精神で実施する。
3) 分析(Check) 自社(自部門)との違いやギャップを分析する。
4) 適応(Act) ベストプラクティスを取り入れ,更なるレベルを目指し活動する。