P 8232:2006 ISO 15360-1:2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
5 装置及び設備 ··················································································································· 2
5.1 標準離解機 ··················································································································· 2
5.2 実験用スクリーン装置 ···································································································· 2
5.3 ろ紙 ···························································································································· 2
5.4 ピンセット ··················································································································· 2
5.5 照明装置 ······················································································································ 3
5.6 照明台 ························································································································· 3
5.7 卓上拡大鏡又は顕微鏡 ···································································································· 3
5.8 有柄針 ························································································································· 3
5.9 ヒートプレス ················································································································ 3
5.10 比較チャート ··············································································································· 3
5.11 吸取紙 ························································································································ 3
5.12 乾燥機 ························································································································ 3
6 試料採取方法 ··················································································································· 3
7 手順······························································································································· 3
7.1 温度 ···························································································································· 3
7.2 試料の前処理方法 ·········································································································· 3
7.3 スクリーン装置による試料処理 ························································································ 3
7.4 スクリーン板上の残さの捕集 ··························································································· 3
7.5 スクリーン板上に残った粘着物及びプラスチックの測定 ························································ 4
8 計算······························································································································· 4
8.1 粘着物及びプラスチックの数 ··························································································· 4
8.2 粘着物及びプラスチックの面積 ························································································ 5
9 精度······························································································································· 5
10 報告 ····························································································································· 5
附属書A(規定)実験用スクリーン装置 ··················································································· 7
附属書B(規定)比較チャートのコピー···················································································· 8
P 8232:2006 ISO 15360-1:2000
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,紙パルプ技術協会(JAPAN TAPPI)及び財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標
準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8232:2006
(ISO 15360-1:2000)
古紙パルプ−粘着物及びプラスチックの評価方法−
第1部:目視法
Recycled pulps-Estimation of Stickies and Plastics-Part 1: Visual method
序文
この規格は,2000年に第1版として発行されたISO 15360-1,Recycled pulps−Estimation of Stickies and
Plastics−Part1: Visual methodを基に,技術的内容及び対応国際規格の構成を変更することなく作成した日
本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,あらゆる種類の古紙パルプ中の粘着物及びプラスチックの評価方法について規定する。ISO
5350シリーズで規定するちり及び結束繊維の評価方法,並びにJIS P 8230で規定する古紙パルプ中の異物
には適用しない。
この評価方法は,使用したスリット間げきのスクリーン板上に残る粘着物及びプラスチックを評価する
ものであり,試料中の粘着物及びプラスチックの総量を測定するものではない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15360-1:2000,Recycled pulps−Estimation of Stickies and Plastics−Part 1: Visual method (IDT)
なお,対応の程度を表す記号(IDT)は,ISO/IEC Guide 21に基づき,一致していることを
示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらは,
その最新版(追補を含む。)を適用する。
JIS P 8201 製紙用パルプの試料採取方法
注記 対応国際規格:ISO 7213,Pulps−Sampling for testing (MOD)
JIS P 8203 パルプ−絶乾率の試験方法
注記 対応国際規格:ISO 638,Pulps−Determination of dry matter content (MOD)
JIS P 8220 パルプ−離解方法
注記 対応国際規格:ISO 5263:1995,Pulps−Laboratory wet disintegration (MOD)
JIS P 8222 パルプ−試験用手すき紙の調製方法
注記 対応国際規格:ISO 5269-1,Pulps−Preparation of laboratory sheets for physical testing−Part 1:
Conventional sheet-former method (MOD)
JIS P 8225 パルプ−紙料の固形分濃度測定方法
2
P 8232:2006 ISO 15360-1:2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 4119,Pulps−Determination of stock concentration (MOD)
ISO 5350-1,Pulps−Estimation of dirt and shives−Part 1: Inspection of laboratory sheets
ISO 5350-2,Pulps−Estimation of dirt and shives−Part 2: Inspection of mill sheeted pulp
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
粘着物 (Stickies)
規定のスリット間げき(100 μm又は150 μm)の実験用スクリーン板(5.2)上に残り,かつ,他の物体と
接触すると接着する種々の物質。粘着物は,通常の温度で接着性をもつか,又は,加熱,加圧若しくはpH
の変化によって接着性を示す。
注記1 粘着物の例を,次に示す。
粘着物は,インキ,タール,ホットメルト,ワックス,及び多価金属石けんのような材料の
残留物に由来する生成物,又は種々のタイプの粘着剤である。
注記2 粘着物の粒子は,粘着性物質の複合体であり,非接着性プラスチック片及びセルロース繊維
と接着性物質との複合体の場合もある。
3.2
プラスチック (Plastics)
規定のスリット間げきの実験用スクリーン板(5.2)上に残った非接着性高分子。ただし,セルロース系物
質は除く。
注記 プラスチックには,ポリエチレン,ポリプロピレン,ポリエステル,紫外線(UV)硬化塗料類,
ポリスチレンなどに由来する高分子物質がある。
3.3
スクリーン板 (screen)
実験用スクリーン装置の一部で,セルロース繊維から粘着物及びプラスチックを分離するもの。
4
原理
離解したパルプ試料を,規定のスリット間げきをもつ実験用スクリーンにかけ,洗浄液が清澄になるま
で処理する。スクリーン板上の残さを,ろ紙上に移す。粘着物及びプラスチックを識別し,その総数及び
総面積をそれぞれ評価する。
5
装置及び設備
5.1 標準離解機 JIS P 8220に規定するもの。
5.2 実験用スクリーン装置 附属書Aに規定するスクリーン板(3.3)を装着したもの。
注記 各種の実験用スクリーン装置では,分離部分の記述に様々な用語を用いている(例えば“スリ
ット”の代わりに“スロット”)。
5.3 ろ紙 定性用の中速又は高速ろ過速度グレードが望ましい。
注記 例えば,JIS P 3801に規定した,1種又は2種ろ紙を使用するのが望ましい。
5.4 ピンセット
5.5 照明装置 ろ紙上の粘着物及びプラスチックの粒子を反射光で評価するのに適した光源。その光は,
3
P 8232:2006 ISO 15360-1:2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定が必要な最小面積を評価するために十分な強さでなければならない。
5.6 照明台 ISO 5350-1及びISO 5350-2に規定するもの。粘着物及びプラスチックを加熱・加圧条件下で
評価する場合だけ必要とする(7.5.3)。
5.7 卓上拡大鏡又は顕微鏡 倍率2倍〜4倍の卓上拡大鏡,又は倍率10倍〜40倍の実体顕微鏡(使用は任
意)。
5.8 有柄針
5.9 ヒートプレス 温度150 ℃±10 ℃で,690 kPa±20 kPaの圧力を適用可能なもの。
5.10 比較チャート 附属書Bに,示すようなもの。
5.11 吸取紙 JIS P 8222に規定した,試験用手すき紙の調製に用いるもの。
5.12 乾燥機 温度105 ℃±2 ℃に維持できるもの。
6
試料採取方法
ロットのパルプの粘着物及びプラスチックを評価する場合には,試料の数及び選定はJIS P 8201による。
その他の採取方法で試験を行う場合は,試料が試験パルプを代表するものであることを確認する。
7
手順
7.1
温度
7.5.3(加熱条件下での粘着物)を除くすべての操作は,室温(20 ℃〜25 ℃)で行う。
7.2
試料の前処理方法
JIS P 8203に規定する手順に従って絶乾率を測定する。
風乾パルプ試料は,水(水道水を使用してもよい)に少なくとも4時間浸せきする。ウェットのラップ
パルプは,そのままJIS P 8220によって離解してもよい(5.1)。固形分濃度10%以下のパルプ試料は,離解
処理をしない。
JIS P 8220に従って,使用するスクリーン装置に適した量及び濃度のパルプ試料を離解する(7.2の第2
段落を参照)。離解条件を箇条10に従って報告する。
注記 JIS P 8230に規定する古紙中の異物における方法を用いてもよい。この測定法では,絶乾パル
プ50 g〜60 gを2 700 mLの水で,パルプ試料中の結束繊維がなくなるまで離解する。
必要な場合,JIS P 8225に従って,固形分濃度を測定する。
7.3
スクリーン装置による試料処理
スクリーン装置の取扱説明書に従って(5.2),前処理したパルプ試料の一部をスクリーン(3.3)に投入する。
清澄なろ液が得られるまで処理する。
最初に,絶乾100 gのパルプ試料をスクリーン処理することが望ましい。粘着物及びプラスチックの含
有量によっては,100 gのパルプ量を変更することができる。
7.4
スクリーン板上の残さの捕集
スクリーン装置からスクリーン板を取り外し,適切な容器に垂直に立てる。スクリーン板のスリットを
まず裏側から,その後にスクリーン板の表側から高圧の冷水で洗浄する。必要最少量の水によって,スク
リーン板上のすべての残さを容器に回収するように注意深く行う。後で確認するため,スクリーン板はそ
のままの状態にしておく。
粘着物及びプラスチックを含む洗浄液を,ろ紙(5.3)上に粘着物及びプラスチックが均一に分散するよう
に注意して注ぎ,吸引ろ過する。使用するろ紙の枚数は,スクリーン板上に残った粒子の量に応じて決め
4
P 8232:2006 ISO 15360-1:2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
る。
注記 分離した粘着物及びプラスチックを自動的に捕集し,ろ紙へ移すことが可能な実験室スクリー
ン装置がある。
すべての懸濁液をろ過した後,スクリーン板に粘着物及びプラスチックが残っていないかを確認する。
もし,何か残っていればそれらをピンセットを用いて,ろ紙に移す。
すべてのろ紙を別々の吸取紙(5.11)上に置き,105 ℃の乾燥機(5.12)で1時間乾燥する。
7.5
スクリーン板上に残った粘着物及びプラスチックの測定
ろ紙上の粘着物及びプラスチックの粒子を,反射光で目視によって識別し,それらの数を記録する。ま
た,それぞれの粒子面積も測定し,その合計面積を算出する。
拡大鏡又は実体顕微鏡(5.7)を,粘着物及びプラスチックの識別に用いてもよいが,これらの粒子の数を
数えたり,面積を測定したりするために用いてはならない。
7.5.1
常温での粘着物の識別及び大きさの評価
粘着物は不透明で丸みを帯びており,トナー,インキ及び染料の粒子と集塊している場合があり,その
集塊物は,着色している場合もある。最も大きな粒子から,有柄針(5.8)で触る。粒子がろ紙に付着するか
埋め込まれていれば,比較チャート(5.10)を用いて大きさを測定する。個々の識別した粘着物は,丸印で囲
む。すべての大きさの粒子について,測定を繰り返す。粒子の総数を記録し,粘着物の総面積(mm2)を算
出する。
7.5.2
プラスチックの識別及び大きさの評価
プラスチックは,通常薄片又はひも状になっており,結束繊維を伴うことが多い。それらは透明又は着
色している場合が多いが,まれに黒色の場合もある。粘着物として識別されなかった最も大きな粒子から,
それぞれの非粘着性粒子を拡大鏡又は顕微鏡(5.7)及びピンセットを用いて,検査する。粒子が伸び,かつ,
外観基準を満たしていれば,比較チャート(5.10)を用いて測定する。プラスチックとして識別された粒子を
丸印で囲み,面積を測定する。粒子の総数を記録し,プラスチックの総面積(mm2)を算出する。
7.5.3
加熱・加圧下での粘着物の識別及び大きさの評価
ホットメルト接着剤などに由来する粘着物は,加熱・加圧条件下でだけ明確になり,温度が室温まで下
がると再び粘着性を示さなくなる。軟化する温度及び圧力に範囲があるので,それらの粘着物の測定は,
必要に応じて行う。この測定は,古紙原料が背のり接着剤を含んでいると思われる場合に用いる。
ろ紙をヒートプレス(5.9)に置き,690 kPa±20 kPa及び150 ℃±10 ℃で10分間±2 分間処理する。
これらの粘着物は,ろ紙上で半透明なスポットとして現れる。ろ紙を照明台(5.6)に置く。半透明な領域
を丸印で囲み,比較チャートを用いて測定する。半透明なスポットの総数を記録し,それらの粘着物の総
面積(mm2)を算出する。これらの値は,室温での粘着物の値とは分けて記録する。箇条10に従って,それ
らの粘着物を加熱・加圧した温度及び圧力を記録する。
8
計算
8.1
粘着物及びプラスチックの数
室温での粘着物及びプラスチックの数,並びに加熱・加圧下で試験した場合には,その粘着物の数をそ
れぞれ記録する。
パルプ1 kg当たりの粘着物及びプラスチックの総数を,次の式によって個々に計算する。
m
a
Y=
5
P 8232:2006 ISO 15360-1:2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Y: パルプ1 kg当たりの粘着物又はプラスチックの総数(個/kg)
a: 測定した粘着物又はプラスチックの総数(個)
m: スクリーン処理に供した絶乾パルプ質量 (kg)
8.2
粘着物及びプラスチックの面積
パルプ1 kg当たりの粘着物及びプラスチックの総面積を,次の式によって個々に計算する。
m
A
X=
ここに,
X: パルプ1 kg当たりの粘着物又はプラスチックの総面積
(mm2/kg)
A: 測定した粘着物又はプラスチックの総面積 (mm2)
m: スクリーン処理に供した絶乾パルプ質量 (kg)
9
精度
ソマビル フラクショネーター(Somerville Fractionator)1)又はパルマック マスタースクリーン(Pulmac
Master Screen)1) を用いて,五つの研究機関が,1バッチの古紙について,ホットメルトを含む粘着物及び
プラスチックの測定を行った。それらの測定結果を,表1に示す。
注1) ソマビル フラクショネーター(Somerville Fractionator)及びパルマック マスタースクリーン
(Pulmac Master Screen)は,市販のスクリーン装置の適切な機種の例である。この情報は,この
規格利用者の便宜のために示すもので,これらの機種を推奨するものではない。
表1
変数
絶乾パルプ1 kg当たりの数
粘着物
プラスチック
測定個数の範囲
30〜70
30〜100
変動係数 %
35〜68
15〜45
このばらつきは,操作のばらつきに加えて,検査に用いたバッチ内での不均一さ及びスクリーン装置の
違いを含んでいる。
10 報告
報告書には,次の事項を記録する。
a) この規格名称又は規格番号
b) 試料に関するすべての情報
c) 室温での絶乾パルプ1 kg当たりの粘着物及びプラスチックの数(個/kg),並びにそれらの総面積
(mm2/kg)。加熱・加圧下で測定した場合には,そのときの絶乾パルプ1 kg当たりの粘着物の数(個/kg),
及びそれらの総面積(mm2/kg)
d) 試験したパルプの質量
e) パルプの離解に用いたすべての詳細条件(パルプ試料濃度及び離解機の回転数)
f)
用いたスクリーン装置の詳細(製造業者名,形式,スクリーン板のスリットの数,スリットの間げき
及びスリットの形状)
g) スクリーン処理の時間
h) 粘着物(ホットメルト)を加熱・加圧して測定した場合は,そのときの温度及び圧力
i)
試験中に観測した特徴的な事項
6
P 8232:2006 ISO 15360-1:2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
j)
この規格と異なる条件及び方法で試験した場合は,その内容
7
P 8232:2006 ISO 15360-1:2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
実験用スクリーン装置
序文
この附属書は,実験用スクリーン装置について規定する。
実験用スクリーン装置は,スリット間げきが100 μm又は150 μmのスクリーン板を備えたものとする。
スリット間げきの平均値は,規定のスリット間げきの±5 μm以内であり,その平均値よりも15 μm以上広
いスリットがあってはならない。
場合によっては,80 μm,200 μmなどスリット間げきの異なるスクリーン板を用いてもよいが,使用し
たスリット間げきを,結果とともに報告する必要がある。
二つのよく知られたスクリーン装置,ソマビル フラクショネーター(Somerville Fractionator)1) 及びパル
マック マスタースクリーン(Pulmac Master Screen)1) については,参考文献([4]及び[5])に記載する。こ
れらの文献には,装置のスクリーン板の仕様及び許容値の詳細を記載している。必要な許容条件を満たし
ていることを実証できるのであれば,その他のスクリーンを用いてもよい。
スリット間げきが規定の許容差内にあることに対する保証責任は,通常は,スクリーン装置の製造業者
にあり,製造業者は,その検査実施記録の提示を行うこととする。スクリーン板は,定期的に製造業者に
よる検査を受け,スリット間げきが規定の許容差内にあることを確認する。
スクリーン板のスリット間げきは,この評価方法の重要な部分である。スクリーン板は清浄に保ち,か
つ,スリットのエッジが変形していないか,又はスリットの拡大につながる損傷がないか,拡大鏡を用い
て定期的に検査を行う。
使用する実験用スクリーン装置の機種が異なれば,結果が異なる場合がある。さらには,附属書Aに準
拠したスクリーン板を,同じ機種のスクリーン装置に用いても,スクリーン板が異なれば,スクリーン板
内のスリット間げきの分布に差異があるため,結果が異なる場合もある。
8
P 8232:2006 ISO 15360-1:2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
比較チャートのコピー
序文
この附属書は,比較チャートのコピーについて規定する。
このチャートは,JIS P 8230に附属するチャートと同一である。
ここに示すチャートは,比較チャートのコピーである。
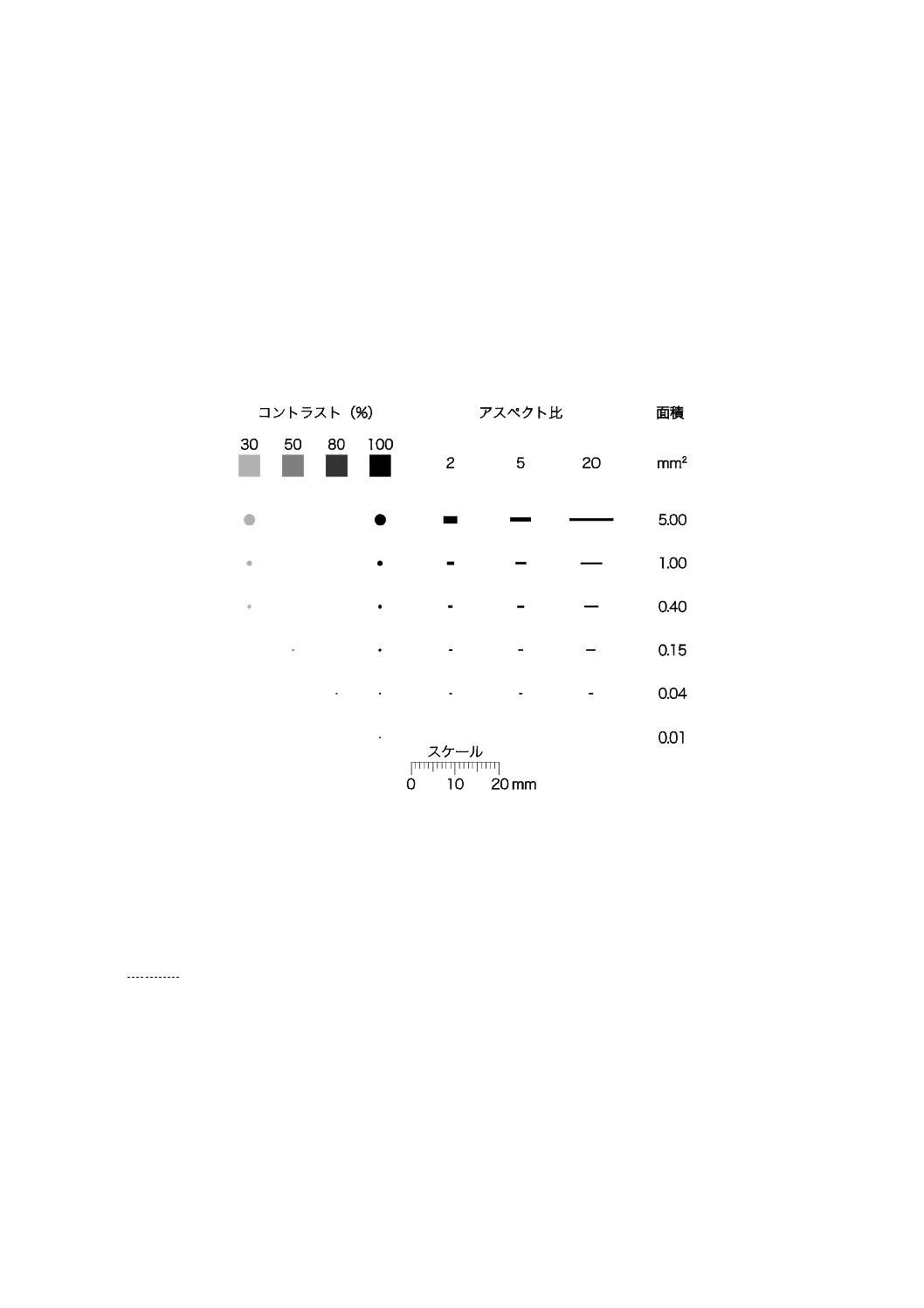
図B.1−粒子サイズの測定−比較チャートのコピー
スポットの大きさ及びコントラストが変わってしまうため,比較チャートを複写して用いてはならない。
比較チャートの左側は,装置のチェックのためのものであり,この規格では使用しない。右側のスポッ
トは,種々のアスペクト比(縦横比)を示し,異物の大きさのクラス分けの手段として用いる。コントラ
スト比は100%である。
注記1 実際に用いる比較チャートは,透明フィルムに図B.1のパターンを設けたものである。
注記2 比較チャートは,財団法人日本規格協会で入手できる。
9
P 8232:2006 ISO 15360-1:2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 [1] JIS P 8230 古紙パルプ−反射光を用いた計測器による異物の評価方法
注記 対応国際規格:ISO 15319:1999,Recycled pulps−Estimation of visible contraries by
instrumental means using reflected light (MOD)
[2] ISO 15755:1999, Paper and board−Estimation of contraries
[3] ISO 5350-3:1997, Pulps−Estimation of dirt and shives−Part 3: Inspection by reflected light
[4] PAPTAC standard C.11P July 1997, Shive Content of Mechanical Pulps (Somerville Fractionator
method)
[5] TAPPI Standard T 247 sp-97, Laboratory screening of pulp (Master Screen-type instrument)
[6] Brittner, M.J.: Stickies Collection and Quantification within a Production Environment. Proc.
TAPPI Pulping Conference Part 2, pp.445-449, 1994
[7] Methods for the detection of Stickies in Pulp. Compiled by William Forester, Department of Paper
and Printing Science and Engineering, Western Michigan University, Kalamazoo, USA 1987
[8] JIS P 0001 紙・板紙及びパルプ用語
[9] JIS P 3801 ろ紙(化学分析用)