P 8231:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,紙パルプ技術協会(JAPAN TAPPI)/財団法人
日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 15360-2:2001,Recycled pulps−
Estimation of Stickies and Plastics−Part 2: Image analysis methodを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS P 8231には,次に示す附属書がある。
附属書A(規定)実験用スクリーン装置
附属書B(規定)比較チャート
附属書1(参考)粘着物及びプラスチックの測定手順の概略
附属書2(参考)JISと対応する国際規格との対比表
P 8231:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 原理 ······························································································································ 2
5. 装置及び設備 ·················································································································· 2
5.1 標準離解機 ··················································································································· 2
5.2 実験用スクリーン装置 ···································································································· 2
5.3 画像解析システム ·········································································································· 3
5.4 校正チャート ················································································································ 3
5.5 ブフナ漏斗 ··················································································································· 3
5.6 白色又は黒色のろ紙 ······································································································· 3
5.7 はく離紙 ······················································································································ 3
5.8 乾燥機 ························································································································· 3
5.9 ヒートプレス ················································································································ 3
5.10 ガラス製シャーレ ········································································································· 4
5.11 金属板 ························································································································ 4
5.12 ろ紙洗浄装置 ··············································································································· 4
5.13 耐水性黒色フェルトペン ································································································ 4
6. 試薬及び材料 ·················································································································· 4
6.1 金属粉による粘着物のマーキング(A法) ·········································································· 4
6.2 塗工紙の顔料粉による粘着物のマーキング(B法) ······························································ 4
7. 試料採取方法 ·················································································································· 4
8. 画像解析システムの調整及び校正 ······················································································· 4
9. 試料の前処理方法 ············································································································ 5
10. 手順 ···························································································································· 5
10.1 スクリーン装置による試料処理 ······················································································· 5
10.2 粘着物又はプラスチックのろ紙上への捕集 ········································································ 5
10.3 金属粉による粘着物の測定(A法) ················································································· 5
10.4 白色塗工顔料による粘着物の測定(B法) ········································································ 6
10.5 プラスチックの測定 ······································································································ 7
10.6 粘着物及びプラスチックの測定 ······················································································· 7
11. 計算 ···························································································································· 7
11.1 粘着物及びプラスチックの数 ·························································································· 7
11.2 粘着物及びプラスチックの面積 ······················································································· 7
P 8231:2005
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12. 精度 ···························································································································· 8
13. 報告 ···························································································································· 9
参考文献 ···························································································································· 10
附属書A(規定)実験用スクリーン装置 ·················································································· 11
附属書B(規定)比較チャートのコピー··················································································· 12
附属書1(参考)粘着物及びプラスチックの測定手順の概略 ························································ 13
附属書2(参考)JISと対応する国際規格との対比表 ·································································· 16
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8231:2005
古紙パルプ−粘着物及びプラスチックの評価方法−
画像解析法
Recycled pulps-Estimation of Stickies and Plastics-
Image analysis method
序文 この規格は,2001年に第1版として発行されたISO 15360-2,Recycled pulps−Estimation of Stickies and
Plastics−Part 2: Image analysis methodを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書2(参考)に示す。
1. 適用範囲 この規格は,古紙パルプ中の粘着物及びプラスチックの評価方法について規定する。この
規格による方法を適用する場合,種々の間げきのスクリーン板だけでなく,各種の実験用スクリーン装置
を用いてもよい。古紙パルプは,多様な粘着物及びプラスチックを含み,かつ,この評価に使用できる各
種の装置があるため,スクリーンの形式又はスクリーン間げきを,これ以上詳細に規定することはできな
い。
備考1. この評価方法は,規定した温度及び圧力の条件下で粘着性をもち,かつ,用いたスリット間
げきのスクリーン上に残る粘着物及びプラスチックを測定するものであり,試料中の粘着物
及びプラスチックの総量を測定するものではない。
2. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 15360-2:2001,Recycled pulps−Estimation of Stickies and Plastics−Part 2: Image analysis
method (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年又は発行年を付記していない引用規
格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8201 製紙用パルプの試料採取方法
備考 ISO 7213,Pulps−Sampling for testingからの引用事項は,この規格の該当事項と同等である。
JIS P 8203 パルプ−絶乾率の試験方法
備考 ISO 638,Pulps−Determination of dry matter contentからの引用事項は,この規格の該当事項と
同等である。
2
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS P 8220 パルプ−離解方法
参考 ISO 5263の最新版は内容に大きな変更があり,この規格への適用は不適切である。したがっ
てこの規格では,1995年発行の第2版を適用し対応する1998年版JIS P 8220を引用規格と
した。
JIS P 8225 パルプ−紙料の固形分濃度測定方法
備考 ISO 4119,Pulps−Determination of stock concentrationからの引用事項は,この規格の該当事項
と同等である。
JIS R 6001 研削といし用研磨材の粒度
備考 ISO 8486-1,Bonded abrasives−Determination and designation of grain size distribution−Part
1:Macrogrits F4 to F220からの引用事項は,この規格の該当事項と同等である。
ISO 5269-2,Pulps−Preparation of laboratory sheets for physical testing−Part 2:Rapid-Köthen method
DIN 54516:1985,Testing of paper and board−Determination of plybond resistance
TAPPI T 541 om-89,Internal bond strength of paperboard(z-direction tensile)
3. 定義 この規格で用いる主な用語の定義は,JIS P 0001によるほか次による。
3.1
粘着物(Stickies) 規定のスリット間げき(100 μm又は150 μm)の実験用スクリーン上に残り,かつ,
他の物体と接触すると接着する種々の物質。
備考1. 粘着物は,通常の状態で接着性をもつか,又は加温,加圧,若しくはpH変化によって接着
性を示す。
2. 粘着物には,インキ,タール,ホットメルト,ワックス,及び多価金属石けん,又は種々の
タイプの粘着剤(テープ類)などの残留物に由来するものがある。
3. 粘着物の粒子は,非接着性プラスチック片及びセルロース繊維と接着性物質との複合体の場
合がある。
3.2
プラスチック(Plastics) 規定のスリット間げき(100 μm又は150 μm)の実験用スクリーン上に残っ
た非接着性高分子。ただし,セルロース系物質は除く。
備考 プラスチックには,ポリエチレン,ポリプロピレン,ポリエステル,UV硬化塗料類,ポリス
チレンなどに由来する高分子物質がある。
4. 原理 離解したパルプ試料を,規定のスリット間げきをもつ実験用スクリーンにかけ,洗浄液が清澄
になるまで処理する。スクリーン上の残さを,ろ紙上に移す。粘着物は,白色の酸化アルミニウム粉又は
指定の塗工紙からはく離する顔料を付着することによってマーキングする。プラスチックは,ろ紙を黒色
に染色し,かつ,粘着物を黒色の炭化けい素粉によって被覆することで明るく浮き立つようにする。画像
解析装置を用い,粘着物及びプラスチックの総数を測定し報告する。面積範囲ごとの粘着物及びプラスチ
ックの数,又は面積分布のヒストグラムを含む様式の報告でもよい。
5. 装置及び設備
5.1
標準離解機 JIS P 8220に規定するもの。
5.2
実験用スクリーン装置 附属書Aの規定に従ったスクリーン板を装着したもの。
備考 この評価方法では,実験用スクリーン装置のスクリーン板を,セルロース繊維から粘着物及び
プラスチックを分離する目的で用いる。各種の実験用スクリーン装置では,分離方法の記述に
3
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
様々な用語を用いている(例えば“スリット”の代わりに“スロット”)。
5.3
画像解析システム 照明,観察及び画像検出機能をもつシステム。画像解析システムは,粘着物又
はプラスチックを集めたろ紙上の全範囲(直径20 cm以上)を走査するか,又は視野に収めることができ
なければならない。画像解析システムは,次に示す機器によって構成する。
5.3.1
試料台 通常,照明光及び画像検出器を設置した平板からなり,周囲の光の影響を防止するよう遮
光しなければならない。上面に粘着物及びプラスチックを集めて前処理したろ紙を試料とし,粘着物及び
プラスチックを集めた側を照明光及び画像検出器に向ける。用いる画像検出器の種類によって,試料台の
正確な配置が定まる。
5.3.2
画像検出器 少なくとも256階調の感度があり,隣接する4画素の合計面積が0.01 mm2又はそれ
以下となるような50 μm/画素以下の物理的分解能をもつスキャナ又はカメラを基本とする。画像検出器は,
試料に正対しなければならない。
5.3.3
照明光 白色面の反射光の95 %が380 nmから750 nmの間にあるような,スペクトルの可視領域
に集中した波長をもつ非偏光の光とする。試料台上の照度は,ソフトウェアによる補正の前で±4 %以内
となるよう均一でなければならない。カメラの場合には,少なくとも照明光の照射角度が45゜±5゜とな
る二つの光源が角度180゜で相対していなければならない。さらには,照射角度45゜±5゜の四つの光源を,
互いに90゜の角度で向かい合うように配置することが望ましく,拡散照明光又は軸対象の照明光が最も望
ましい。
5.3.4
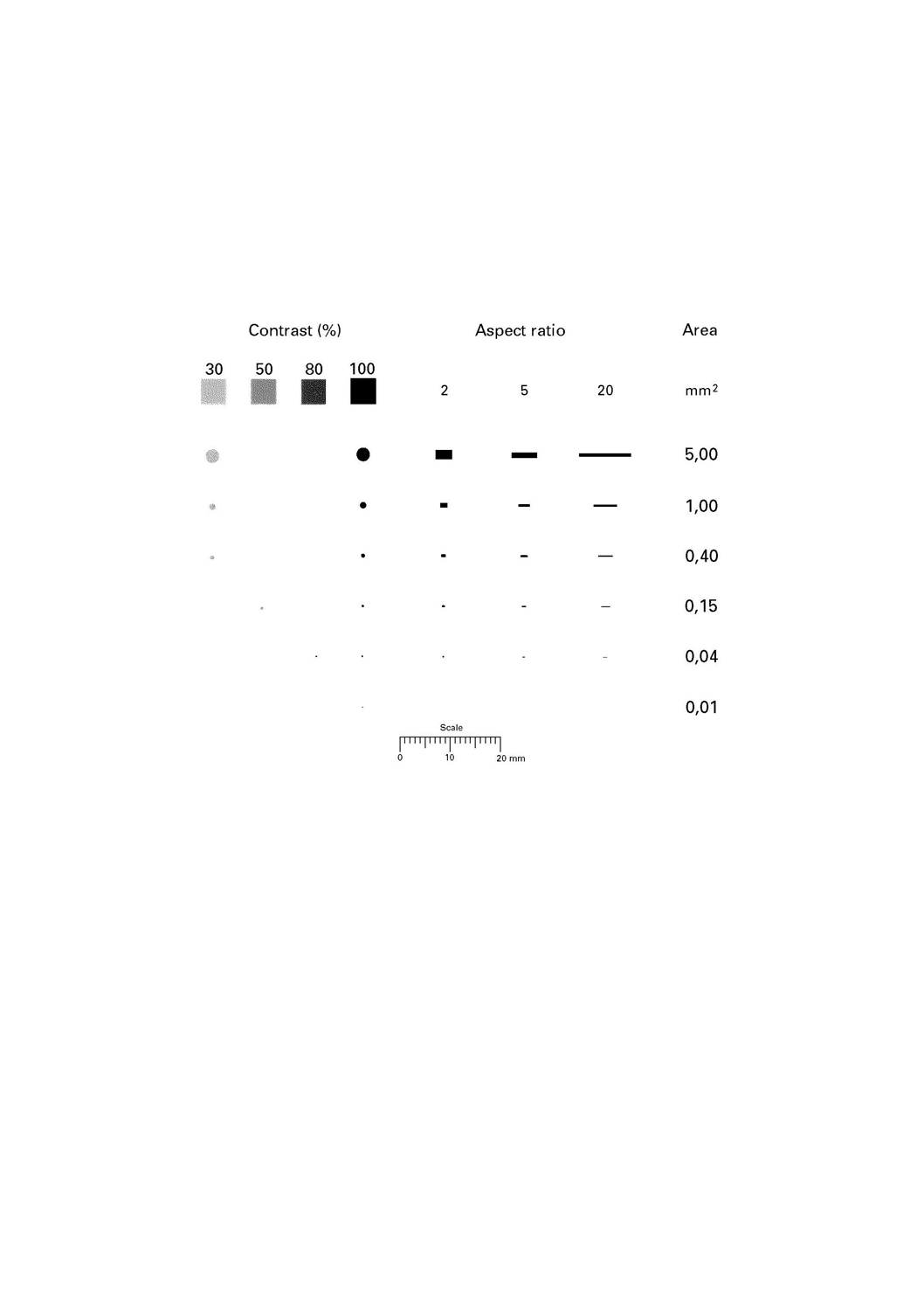
画像解析ソフトウェア 粘着物又はプラスチックの検出画像の平均強度(グレイレベル)及びその
周囲の平均バックグラウンド強度を測定できるものとし,検出のしきい値は比較チャート(附属書B)の
100 %コントラストスケールの10 %濃度とする。検出のしきい値は,異物と輪郭強調フィルタによって
設定した平均バックグランド強度との間の値となる。デジタル化した画像の画素を“輪郭強調”フィルタ手
法(参考文献[1]〜[4])によって解析する場合には,標準の大きさが面積1.0 mm2のソフトウェアフィルタ
を粘着物又はプラスチックに適用する。ソフトウェアは,粘着物又はプラスチックの検出画像を完全に捕
捉できるように,この面積が調整できなければならない。
5.4
校正チャート 附属書Bに示すもの。このチャートは,種々の形状,面積,及びコントラストをも
つ一連の黒及びグレイのスポットを記載したフィルムで,このチャートを画像解析システムの校正に用い
る。
5.5
ブフナ漏斗 底面が直径20 cm以上のもの。ブフナ漏斗の代わりに,ラピッド−ケエセン
(Rapid-Köthen)手すき機(ISO 5269-2参照)を用いてもよい。
5.6
白色又は黒色のろ紙 100 %セルロース繊維製,定性及び中間ろ過速度グレードのろ紙で,ブフナ
漏斗又はラピッド−ケエセン手すき機(5.5)に適合する寸法のもの。
5.6.1
白色ろ紙 金属粉による粘着物のマーキング(A法)に用いる。
参考 白色ろ紙はプラスチックの測定にも使用する。
5.6.2
黒色ろ紙 塗工紙の顔料粉による粘着物のマーキング(B法)に用いる。
参考 市販の墨汁などによって白色ろ紙を事前に染色して用いてもよい。
5.7
はく離紙 シリコーン塗工したもの。
5.8
乾燥機 温度を105 ℃±2 ℃に保持できるもの。
5.9
ヒートプレス 温度94 ℃±4 ℃で10分間,95 kPa±5 kPaの圧力を適用可能なもの。この条件によ
るラピッド−ケエセンシート乾燥機の操作が適当である。
参考 ラピッド−ケエセンシート乾燥機のほかに,合成樹脂のサンプル圧縮成形などに用いるラボ用
4
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
小形加熱プレス機が適用できる。
5.10 ガラス製シャーレ おおよそ25 cm×20 cmのもの。正確な寸法である必要はなく,短辺がろ紙の直
径よりも大きいもの。
5.11 金属板 上板が直径28 cm±1 cmの円形で,質量が6.0 kg±0.1 kgのもので,かつ,底板が上板と同
一寸法又はそれよりも大きいもの。底板は適当な形状でよく,例えば,円形であれば直径が最低28 cm,
四角形であれば短辺が最低28 cmのもの。
5.12 ろ紙洗浄装置 圧力約0.1 MPa,流量約10 L/min,かつ,フラットスプレーノズル先端とろ紙との距
離を約180 mmとして穏やかな水流によってろ紙を洗浄するもの(10.4.2参照)。
5.13 耐水性黒色フェルトペン
6. 試薬及び材料
6.1
金属粉による粘着物のマーキング(A法)
6.1.1
酸化アルミニウム(Al2O3)の白色粉 JIS R 6001に規定する粒度分布F220の酸化アルミニウムの
白色粉。
6.1.2
黒色染料の水溶液 セルロースに対して直接性のもの。市販の黒インクが適用できる。
参考 黒インクの代わりに墨汁を用いてもよい。
6.1.3
炭化けい素(SiC)の黒色粉 JIS R 6001に規定する粒度分布F220の炭化けい素の黒色粉。
6.2
塗工紙の顔料粉による粘着物のマーキング(B法)
6.2.1
塗工紙 サイズ処理を施した坪量約70 g/m2の上質塗工原紙に,炭酸カルシウム及び合成バインダ
からなる塗料を片面50 g/m2〜55 g/m2塗工し,ISO白色度85 %±3 %,DIN 54516の規定に従った塗工層
のはく(剥)離強度が2.0 kN/m±0.5 kN/m,又はTAPPI T541の規定に従った試験で,5.5 kPa±1.5 kPaで
ある坪量120 g/m2〜125 g/m2の片面塗工紙。塗工紙の大きさは,粘着物を保持した黒色ろ紙を十分完全に
覆うものとする。ヒートプレス(5.9)に規定した温度及び圧力の下で粘着物と接触させたとき,粘着物粒
子は塗工層が付着して白色を呈する。塗工層の強度を確認するため,ろ紙上に粘着物が全くない状態で塗
工紙をヒートセット(10.4.1)するが,この場合には,塗工紙から転写する白色の粒子があってはならない。
同様に,粘着物を含んだ試料を処理し,黒色ろ紙上で粘着物による白色はん点として十分に確認できなけ
ればならない。
参考 ISO白色度については,JIS P 8212のパルプ−拡散青色光反射率(ISO白色度)の測定方法が
ある。
参考 市販の試験用塗工紙の入手方法については,紙パルプ技術協会へ問合せできる。
7. 試料採取方法 ロットのパルプ中にある粘着物及びプラスチックを評価する場合には,試料の数及び
その選定は,JIS P 8201の規定に従って行う。その他の場合は,試料の出所及び可能ならばサンプリング
手順を報告する。
入手試料から,その試料を代表するような抜取り試料を選定する。
8. 画像解析システムの調整及び校正 装置の取扱説明書に従って画像解析装置(5.3)を起動する。
校正チャート(5.4)及びソフトウェアの取扱説明書によって,画像解析システムソフトウェアを校正す
る。校正チャートを用い,コントラスト100 %スポットの面積が±5 %以内で正確に測定できることを確
認する。この基準に満たない場合,再校正する。
5
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定面積に従って粒子を等級分けするよう,画像解析システムソフトウェアを設定する。用いたスクリ
ーンの間げきによって,最小の等級の下限値を決定する。等級分けの数は,必要に応じて変わる。最大の
等級に上限値は定めず,測定した粒子をすべて報告する。ソフトウェアは,例えば,粘着物総数及び総面
積の算出機能,並びにヒストグラム及び頻度分布の作図機能をもつものとする。
9. 試料の前処理方法 JIS P 8203の規定に従って絶乾率を求める。
風乾パルプ試料は,水(水道水を用いてよい。)に少なくとも4時間浸せきした後に,ウェットのラップ
パルプは直接,それぞれJIS P 8220の規定に従って離解処理する。固形分濃度10 %以下の試料は,離解
処理が不要である。
処理するパルプ量は,粘着物及びプラスチックの含まれる量によって変更する。脱インキパルプのよう
に粘着物及びプラスチックの量が少ない古紙パルプの場合,絶乾パルプ50 gを用いる。粘着物又はプラス
チックの量が多いパルプでは,絶乾パルプ10 gとする。
必要な場合,JIS P 8225の規定に従って,固形分濃度を測定する。
この試験は3回実施する。そのため,通常,この評価方法では,おおよそ150 gのパルプが必要である。
10. 手順 (附属書1(参考)の図1,図2及び図3参照)。
10.1 スクリーン装置による試料処理 スクリーン装置の取扱説明書に従って,前処理(9.)した試料を清
澄なろ液が得られるまで処理する。処理時間を記録する。
10.2 粘着物又はプラスチックのろ紙上への捕集 分離した粘着物及びプラスチックを自動的に捕集し,
ろ紙へ移すことが可能な実験室スクリーン装置を用いる場合,この手順は不要である。
分離した粘着物及びプラスチックが,スクリーン上に残ったままとなる実験用スクリーン装置を用いる
場合は,次の手順による。
スクリーン装置からスクリーン板を取り外し,適当な容器に垂直に立てる。スクリーン板のスリットを
まず裏側から,その後にスクリーン板の表側から高圧の水流で洗浄する。必要最少量の水によって,スク
リーン板上のすべての残さを容器に回収するよう注意深く行う。
後で確認のため,スクリーン板はそのままの状態にしておく。
ろ紙をブフナ漏斗(5.5)に載せ,粘着物及びプラスチックを含む洗浄液を吸引ろ過する。ろ紙上の粘着
物及びプラスチックを均一に分散するよう注意して注ぐ。集めた粒子がろ紙上で接触するか又は重なるほ
ど多い場合は,何枚かのろ紙に分けるか,又はパルプ量を減らす。集めた粒子を何枚かのろ紙に分けた場
合,画像解析システムによる評価では,すべてのろ紙の全範囲を測定する。
備考 ブフナ漏斗に代えて,ラピッド−ケエセン手すき機を用いてもよい。
参考 金属粉マーキングによる粘着物の測定(A法)又はプラスチックの測定では白色ろ紙を,白色
塗工顔料による粘着物の測定(B法)では黒色ろ紙を用いる。
すべての懸濁液をろ過した後,スクリーン板に粘着物及びプラスチックが残っていないかを確認する。
もし何か残っていれば,それらをろ紙に移す。
10.3 金属粉による粘着物の測定(A法)
10.3.1 ヒートセット ろ紙をブフナ漏斗から取り外し,粘着物及びプラスチックが分散した面をシリコー
ン塗布はく離紙(5.7)のシリコーン塗布面で覆う。ろ紙を下にして,ろ紙及びシリコーン塗布シートを圧
力95 kPa±5 kPa,94 ℃±4 ℃の条件で10.0分±0.5分間ヒートプレス(5.9)を用いてヒートセットを行
う。
6
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3.2 染色 ろ紙上の粘着物及びプラスチックを保持したままはく離紙をはがし,集めた粒子を目視確認
する。金属くず又は定義(3)した粘着物及びプラスチックとは明らかに異なる,その他の非繊維物質を取
り除く。それらを取り除く場合,粘着物又はプラスチックの粒子を含有するか確かめ,含有していれば残
しておく。結束繊維及び木材繊維は,黒色に染まり妨害とはならないため,取り除く必要はない。
セルロースを染める黒色染料の水溶液(6.1.2)を,ガラス製シャーレ(5.10)に約15 mmの深さとなる
ように満たす。
ろ紙全面がぬれるよう染料を十分に浸した後に引き上げ,プラスチック及び粘着物を染めることなく,
ろ紙中のセルロース繊維を黒色に染める。
粒子と共にぬ(濡)れて黒色に染まったろ紙を,1枚の化学パルプ又は吸取紙の上に載せる。過剰の染
料が流れ去った後,黒色に染まったろ紙を新しい吸取紙上に置き,ろ紙の上面に再び1枚のはく離紙を載
せる。乾燥装置が染料で汚れないよう保護するため,はく離紙の上には,吸取紙又はろ紙を載せる。
ヒートセット処理(10.3.1)を再度行う。
10.3.3 粘着物の測定 乾燥処理の後,吸取紙及びはく離紙を取り除く。酸化アルミニウムの白色粉(6.1.1)
を十分,かつ,均一な厚みの層となるよう,ろ紙に注意深く振りかける。はく離紙及び2枚の吸取紙を交
換し,105 ℃±2 ℃の乾燥機(5.8)中で,圧力条件を約950 Paとして,10.0分±0.5分間乾燥する。この
圧力は,金属プレート(5.11)の間にろ紙を置くことで達成する。これら金属プレートは,あらかじめ乾
燥機内に入れておき,規定する乾燥時間をとおして要求の温度を維持できるようにする。
吸取紙を取り除く。過剰の酸化アルミニウム粉は,ろ紙を垂直に保ち,圧力をかけることなく小さく柔
らかなブラシ(化粧用)を使って取り除く。
シートを目視確認する。酸化アルミニウムによって被覆した粘着物は,黒色の背景上に白色の塊として
識別できる。非粘着性の物質は,ピンセットを使って取り除く。小さな白色のプラスチック片が存在する
場合には,画像解析装置が検出しないよう取り除くか,又は黒色フェルトペン(5.13)によって黒色に染
める。
粘着物を白色に被覆処理したろ紙を,画像解析装置(5.3)の試料台に置く。装置は,製造業者による取
扱説明書に従って操作する。粘着物を集めたろ紙の全範囲を測定する。データを打ち出す。
10.4 白色塗工顔料による粘着物の測定(B法)
10.4.1 ヒートセット ろ過の後,湿った黒色ろ紙(10.2)の上に塗工紙(6.2.1)を載せ,更に2枚の吸取
紙の間に挟み込む。この試料をヒートプレス(5.9)の加熱板に挟み込み,又はラピッド−ケエセンシート
乾燥機(5.9)によって乾燥する。
10.4.2 ろ紙の洗浄 粘着物をヒートセットした後,黒色ろ紙から塗工紙を引きはがす。繊維並びに薄片,
結束繊維,小砂及びその他の非粘着性の物質を,フラットスプレーノズルをもつ洗浄装置(5.12)によっ
て20秒〜25秒間洗い流す。流量約10 L/minにおける水圧を約0.1 MPaとする。ノズルとろ紙との距離を
約180 mmとする。
10.4.3 乾燥 洗浄した黒色ろ紙をはく離紙(5.7)で覆い,ヒートプレス(5.9)又はラピッド−ケエセン
シート乾燥機(5.9)によって,圧力95 kPa,温度94 ℃±4 ℃として約5分間乾燥する。
10.4.4 粘着物の測定 はく離紙を引きはがす。粘着物は,黒色ろ紙を背景として,白色の塗工顔料によっ
て識別できる。ろ紙を確認し,明色の非粘着性の残さ(繊維,プラスチックなど)が黒色ろ紙上に残って
いれば,それらを取り除くか,又は黒色フェルトペン(5.13)を使って黒色に染める。
前処理したろ紙を画像解析装置の試料台に置く。装置は,製造業者による取扱説明書に従って操作する。
粘着物を集めたろ紙の全範囲を測定する。データを打ち出す。
7
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.5 プラスチックの測定 プラスチックの測定は,ヒートセット(10.3.1)及び染色(10.3.2)から処理
を始める。
2回目の乾燥処理が完了した後,吸取紙及びはく離紙を取り除く。炭化けい素粉(6.1.3)を十分,かつ,
均一な厚みの層となるよう,ろ紙に注意深く振りかける。はく離紙及び2枚の吸取紙を交換し,105 ℃±
2 ℃の乾燥機中で圧力条件を約950 Paとして10.0分±0.5分間乾燥する。この圧力は,金属プレート(5.11)
の間にろ紙を置くことで達成する。これら金属プレートは,あらかじめ乾燥機内に入れておき,規定する
乾燥時間をとおして要求の温度を維持できるようにする。
吸取紙を取り除く。過剰の炭化けい素粉は,ろ紙を垂直に保ち,圧力をかけることなく小さく柔らかな
ブラシ(化粧用)を使って取り除く。
粘着物は,黒色に被覆するため,黒色に染めたろ紙上では見えない。炭化けい素によって被覆しなかっ
た粒子は,黒色の背景上に白色の塊として識別できる。
前処理したろ紙を画像解析装置の試料台に置く。装置は,製造業者による取扱説明書に従って操作する。
プラスチックを集めたろ紙の全範囲を測定する。データを打ち出す。
10.6 粘着物及びプラスチックの測定 粘着物及びプラスチックを同一のろ紙試料で評価する必要がある
場合は,次による。
a) 10.5の方法に従ってプラスチックを評価する。
b) 白いプラスチック片を取り除かず,又は黒く色付けすることなく,10.3.3の方法に従って粘着物を評
価する。これを,粘着物及びプラスチックの両者の評価結果とする。
c) b)の結果からa)の結果を差し引いて,粘着物の結果を求める。
11. 計算
11.1 粘着物及びプラスチックの数 粘着物及びプラスチック(10.3.3及び10.5,又は10.6)の数を分けて
記録する。
パルプ1 kg当たりの粘着物及びプラスチックの総数を,次の式によって個々に計算する。
m
a
Y=
ここに,
Y: パルプ1 kg当たりの粘着物又はプラスチックの総数
(個/kg)
a: 測定した粘着物又はプラスチックの総数(個)
m: スクリーン処理した絶乾パルプ質量(kg)
3回の評価の平均値を計算し,それらの標準偏差を求める。
11.2 粘着物及びプラスチックの面積 パルプ1 kg当たりの粘着物及びプラスチックの総面積を,次の式
によって個々に計算する。
m
A
X=
ここに,
X: パルプ1 kg当たりの粘着物又はプラスチックの総面
積(mm2/kg)
A: 測定した粘着物又はプラスチックの総面積(mm2)
m: スクリーン処理した絶乾パルプ質量(kg)
3回の評価の平均値を計算し,それらの標準偏差を求める。
8
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12. 精度 この規格によって得た評価結果の精度は,用いた分離方法及び可視化技術だけでなく,存在す
る粘着物又はプラスチックの種類,数,大きさ及び形状にも依存する。評価に用いる絶乾パルプの質量は,
粘着物及びプラスチックの含有量が比較的少ない再生脱インキパルプのような古紙パルプ,又は粘着物含
有量の多いパルプについて,試料の前処理方法(9.)に定めている。一定の信頼限界内で評価結果を得る
ための必要最低量の絶乾パルプ質量は,一般的な統計手法によって決めることができる。この詳細につい
ては,参考文献[5]及び[6]を参照するのがよい。
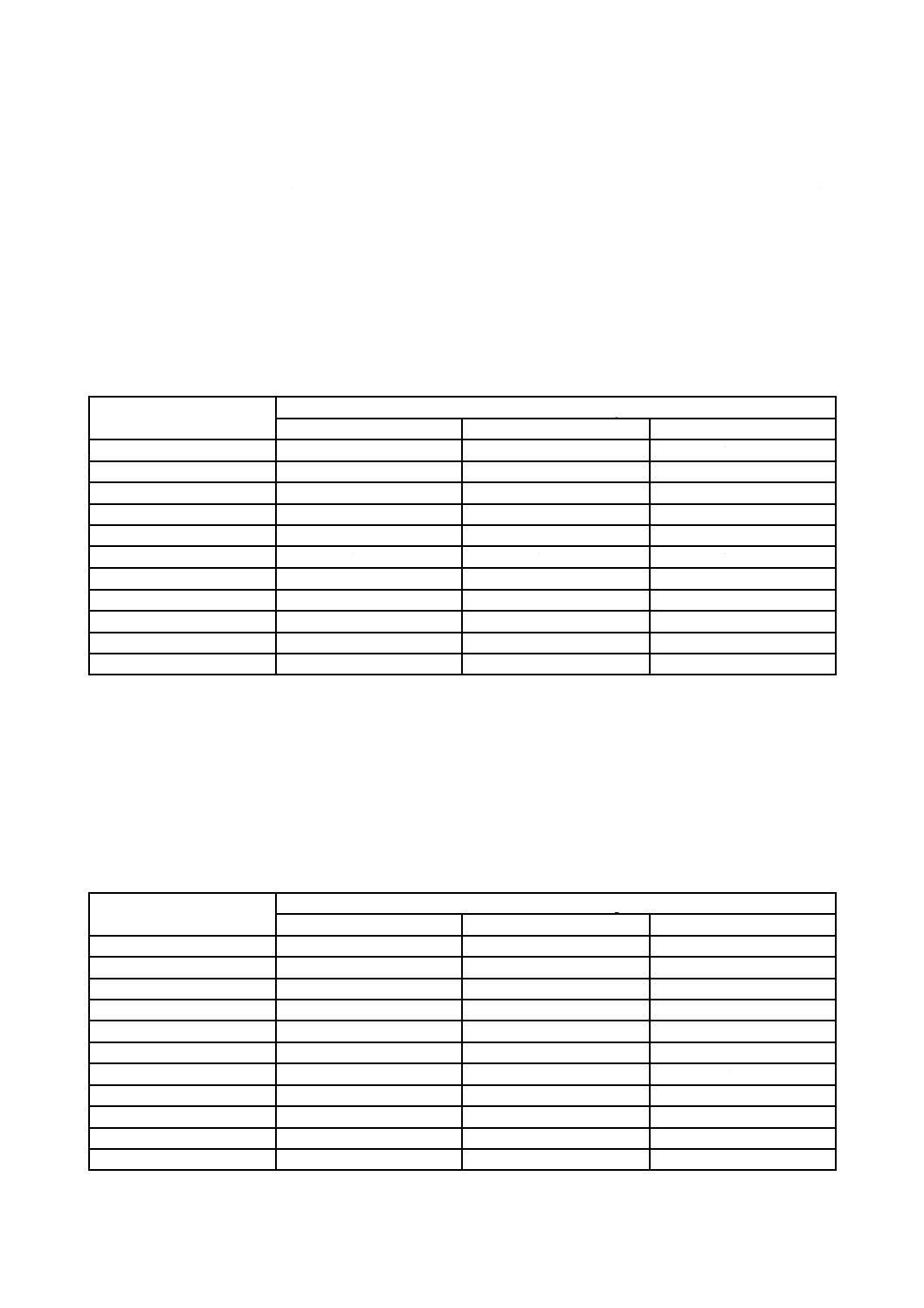
表1は,二つの混合オフィス古紙(MOW)試料(A,B)及び段ボール古紙(OCC)試料(C)につい
て,同一の試験所で,白色塗工顔料による粘着物の測定(B法)(10.4)の手順を適用して得た結果である。
表 1 白色塗工顔料による粘着物の測定結果
テストNo.
粘着物面積 mm2/kg
試料A
試料B
試料C
1
1 518.0
1 537.4
3 466.2
2
837.8
1 889.6
3 346.0
3
1 489.8
2 146.4
3 810.8
4
1 162.8
2 373.8
3 218.8
5
1 106.6
1 918.2
2 572.4
6
1 411.6
1 677.6
3 723.8
7
1 381.2
1 693.8
2 924.0
8
―
―
3 392.6
平均
1 272.5
1 891.0
3 306.8
標準偏差
247.4
291.1
406.3
変動係数 %
19
15
12
表2は,三つの異なる古紙パルプの試料について,同一の試験所で,金属粉マーキングによる粘着物の
測定(A法)(10.3)の手順を適用して得た結果である。
評価するパルプ質量を増加させた場合,参考文献[5]及び[6]によれば,一般的に評価結果の精度は向上す
る。しかし,古紙パルプ中の粘着物及びプラスチックは,種類,大きさ及び形状が多様であるため,精度
に関して表2よりも明確に規定はできない。
表 2 金属粉マーキングによる古紙パルプ中の粘着物の測定結果
テストNo.
粘着物面積 mm2/kg
試料A
試料B
試料C
1
29 054
23 057
963
2
26 156
22 567
1 109
3
28 100
16 211
822
4
27 321
23 114
658
5
30 054
25 030
773
6
26 776
24 148
725
7
28 599
18 846
1 040
8
29 033
22 997
826
平均
28 137
21 996
865
標準偏差
1 306
2 950
158
変動係数 %
4.6
13.4
18.2
9
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13. 報告 報告書には,次の事項を記載する。
a) 試料の種類及び名称
b) 規格名称又は規格番号(粘着物の評価ではA法又はB法)
c) 試験年月日及び試験場所
d) 粘着物及び/又はプラスチックの,絶乾パルプ1 kg当たりの平均の個数(個/kg)及び標準偏差。粘
着物及び/又はプラスチックの,絶乾パルプ1 kg当たりの平均の面積(mm2/kg)及び標準偏差
e) 利害関係者間で合意した,粘着物等級の分類に関するその他の情報
f)
試験したパルプの質量
g) 用いた市販のスクリーン装置の詳細(製造業者,形式,スクリーンのスリットの数,スリット間げき
及びスリットの形状,並びに附属書Aの規定に従った許容差),粘着物のマーキングに用いた試薬の
種類,用いた画像解析装置及び計算に用いたソフトウェア
h) スクリーン処理の時間
i)
試験中に観測した特徴的な事項
j)
この規格と異なる条件及び方法で試験した場合,その結果に影響する事項,及びその他の必要とする
事項
10
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] JORDAN, B. D. and NGUYEN, N. G., Emulating the TAPPI Dirt Count with a Microcomputer, JPPS, 14(1),
J16-19(1988)
[2] JORDAN, B. D., NGUYEN, N. G., and BIDMADE, M., Dirt Counting with Image Analysis, JPPS,
9(2) TR60-64(1983)
[3] JORDAN, B. D., and NGUYEN, N. G., Dirt Counting with Microcomputers, JPPS, 11(3), J73-78 (1985)
[4] OVERINGTON, I., Vision and Acquisition, Pentech Press, p. 49, London (1976)
[5] TAPPI T 277 pm-99, Macro Stickies content in pulp: the “pick-up” method
[6] HEISE,O. et al, A new Stickies test method - statistically sound and user friendly, TAPPI Journal, Vol 82:
No. 2, pp. 143-151 (1999)
11
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)実験用スクリーン装置
実験用スクリーン装置は,スリット間げきが100 μm又は150 μmのスクリーン板を備えたものでなけれ
ばならない。スリット間げきの平均値が規定スリット間げきの±5 μm以内であり,その平均値よりも15 μm
以上広いスリットがあってはならない。
場合によっては,80 μm,200 μmなど,スリット間げきの異なるスクリーン板を用いてもよいが,この
規格の規定とは一致しない。
スクリーン間げきが規定の公差内にあることを保証するのは,通常,スクリーン装置の製造業者の責任
であり,その証拠を示さなければならない。スクリーン板は,定期的に製造業者による検査を受け,スリ
ット間げきが規定の公差内にあることを確認しなければならない。
スクリーン板のスリット間げきは,この評価方法の重要な部分である。スクリーン板は清浄に保ち,か
つ,スリットのエッジが変形していないか,又はスリットの拡大につながる損傷がないか,拡大鏡を用い
て定期的に検査しなければならない。
使用する実験用スクリーン装置の機種が異なれば,結果が異なることに注意が必要である。さらには同
じ機種のスクリーン装置に,附属書Aの規定とは異なる仕様のスクリーン板を組み合わせた場合もまた,
スクリーン板内のスリット間げきの分布に差異があるため異なった結果となる。
備考 ISO 15360-2では,市販のスクリーン装置で適当なものとしてSomervill Fractionator及びPulmac
Masterscreenを例示している。しかしながら,この情報はISO 15360-2使用者の便宜のためのも
ので,ISOがこれらの機器を保証するものではない。規定が必要とする公差を満足することを
示せるならば,その他の実験用スクリーン装置を用いてもよい。
12
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定)比較チャート
このチャートはJIS P 8230に附属するチャートと同一である。
ここに示すチャートは、比較チャートのコピーである。
この規格では,附属書B図1に示す比較チャートのコントラスト100 %のスポットだけを用いる。
附属書B図 1 粒子サイズの測定 比較チャート
複写によってスポットの大きさ及びコントラストが変わってしまうため,このチャートを複写して用い
てはならない。
参考1実際に用いる比較チャートは、透明フィルムに附属書B図1のパターンを設けたものである。
参考2比較チャートは,財団法人日本規格協会で入手できる。
13
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)粘着物及びプラスチックの測定手順の概略
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を補足するもので,規定の一部ではな
い。
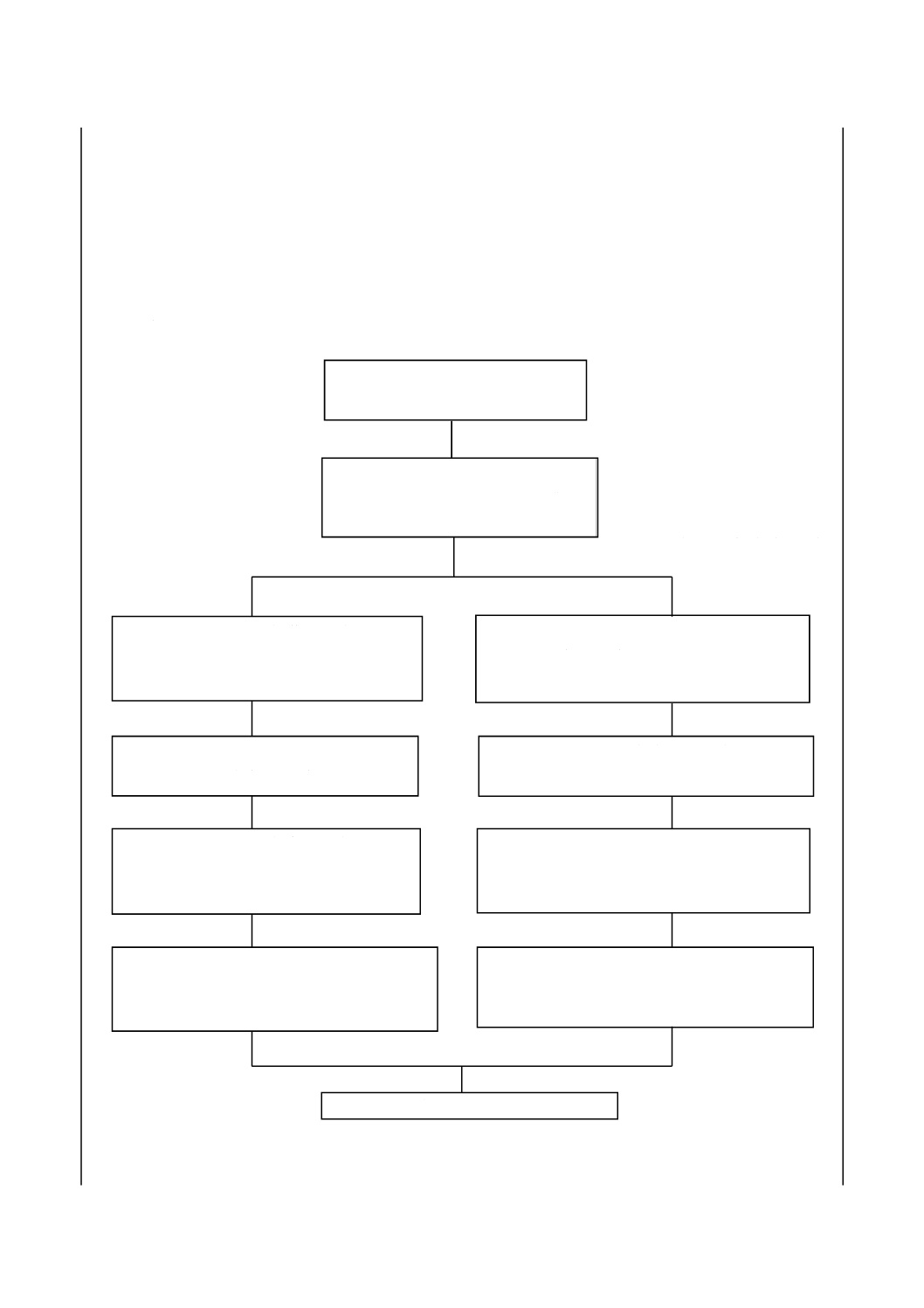
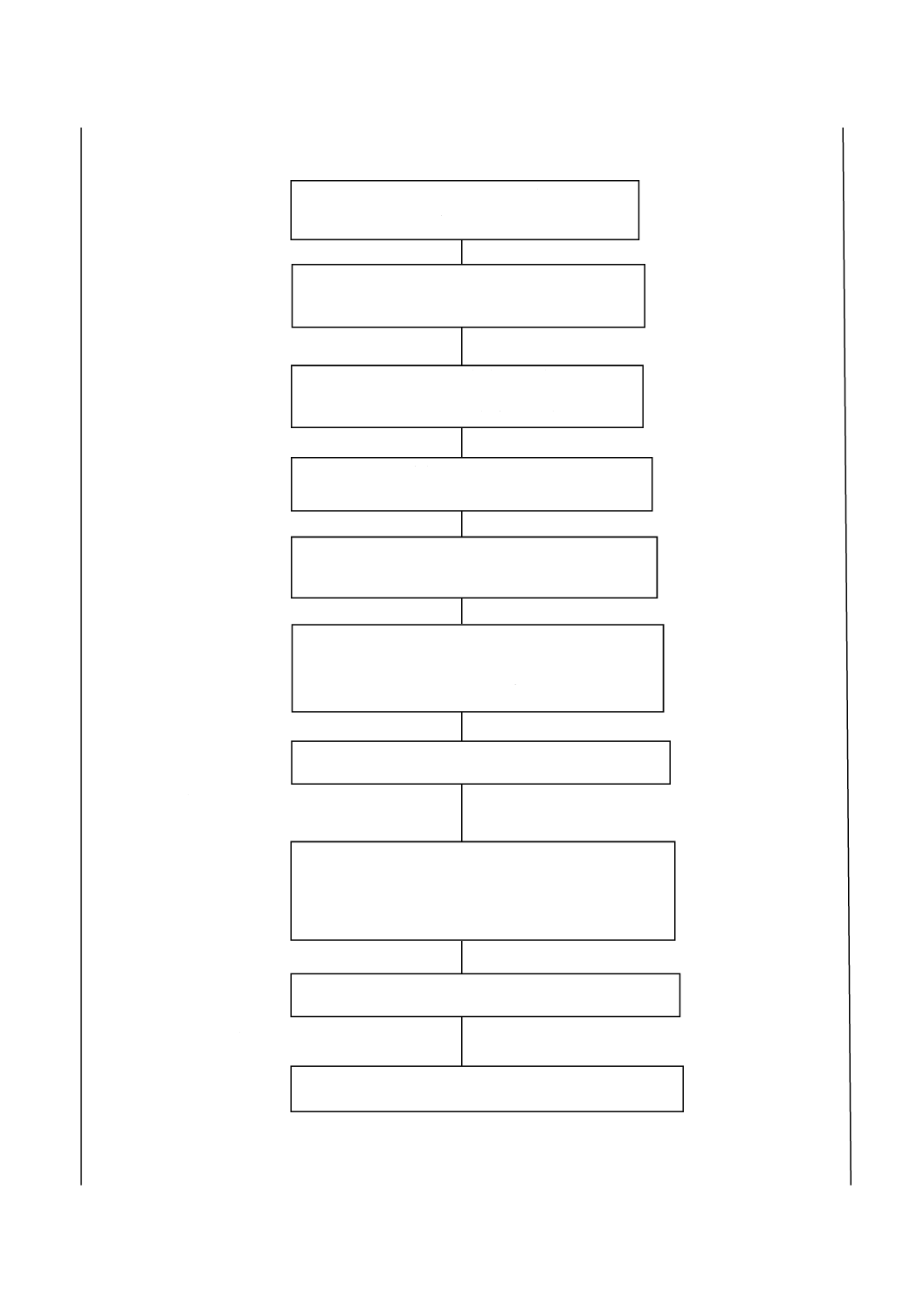
1. 粘着物の測定手順 附属書1図1は,粘着物の測定手順(本体10.3参照)の概略を示す。
附属書1図 1 粘着物の測定手順
スクリーン装置による処理(本体10.1)
・スリット間げき100 μm又は150 μm
粘着物の捕集(本体10.2)
・スクリーン残さをろ紙上に捕集
A法は白色ろ紙,B法は黒色ろ紙を使用
ヒートセット(本体10.3.1)
・ヒートプレス95 kPa±5 kPa,94 ℃±4 ℃,
10分±0.5分
ヒートセット(本体10.4.1)
・塗工紙を載せてヒートプレス
95 kPa±5 kPa,94 ℃±4 ℃,10分±0.5分
[A法:金属粉による
粘着物の測定(本体10.3)]
[B法:白色塗工顔料による
粘着物の測定(本体10.4)]
染色(本体の10.3.2)
・黒色染料の水溶液
ろ紙の洗浄(本体の10.4.2)
・洗浄装置 0.1 MPa,10 L/min,20〜25秒
ヒートセット(本体10.3.1)
・ヒートプレス95 kPa±5 kPa,94 ℃±4 ℃,
10分±0.5分
乾燥(本体10.4.3)
・ヒートプレス95 kPa±5 kPa,94 ℃±4 ℃,
約5分間
粘着物の測定(本体10.3.3)
・酸化アルミニウム粉の振りかけ
・乾燥機105 ℃±2 ℃,約950 Pa,10分±0.5分
・過剰な酸化アルミニウム粉を除去
粘着物の測定(本体10.4.4)
・はく離紙を引きはがす
・明色の非粘着性残さを除去又は黒色に染める
画像解析装置による測定
14
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
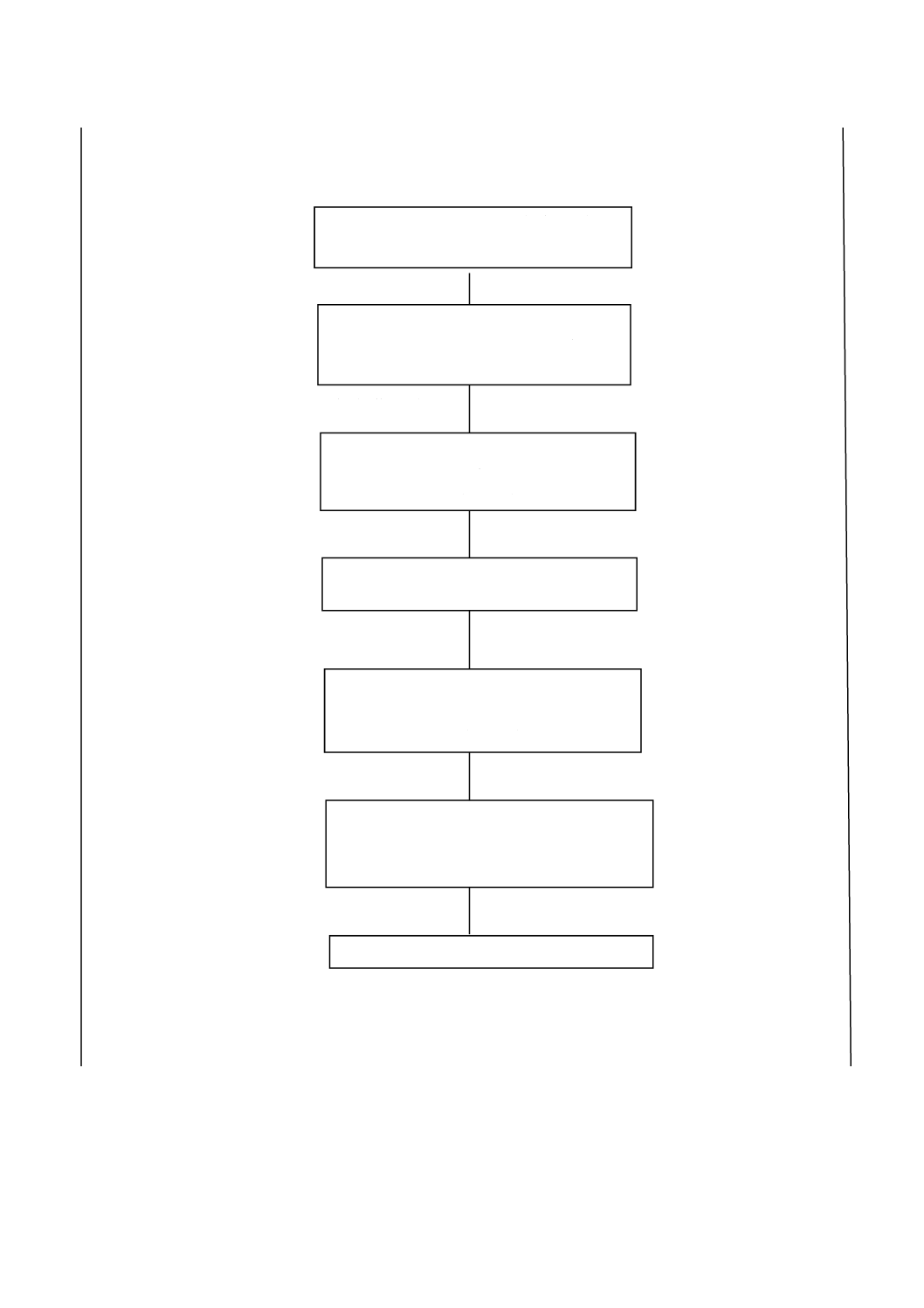
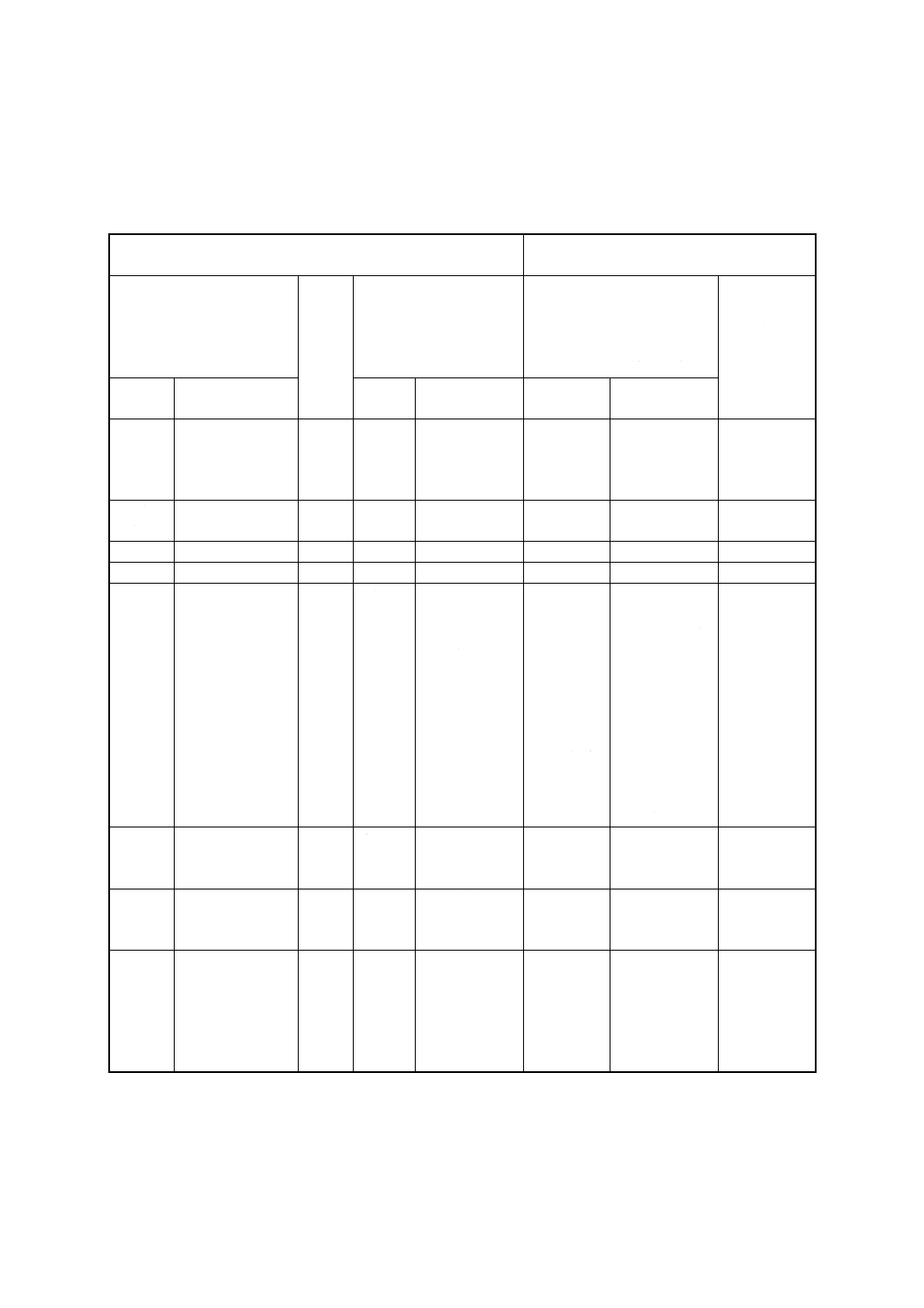
2. プラスチックの測定手順 附属書1図2は,プラスチックの測定手順(本体10.4参照)の概略を示す。
附属書1図 2 プラスチックの測定手順
スクリーン装置による処理(本体10.1)
・スリット間げき100 μm又は150 μm
粘着物の捕集(本体10.2)
・スクリーン残さをろ紙上に捕集
白色ろ紙を使用。
ヒートセット(本体10.3.1)
・ヒートプレス95 kPa±5 kPa,94 ℃±4 ℃,
10分±0.5分
染色(本体10.3.1)
・黒色染料の水溶液
ヒートセット(本体10.3.1)
・ヒートプレス95 kPa±5 kPa,94 ℃±4 ℃,
10分±0.5分
プラスチックの測定
・炭化けい素粉の振りかけ
・乾燥機105 ℃±2 ℃,約950 Pa,10分±0.5分
・過剰な炭化けい素粉の除去
画像解析装置による測定
[プラスチックの測定(本体10.5)]
15
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
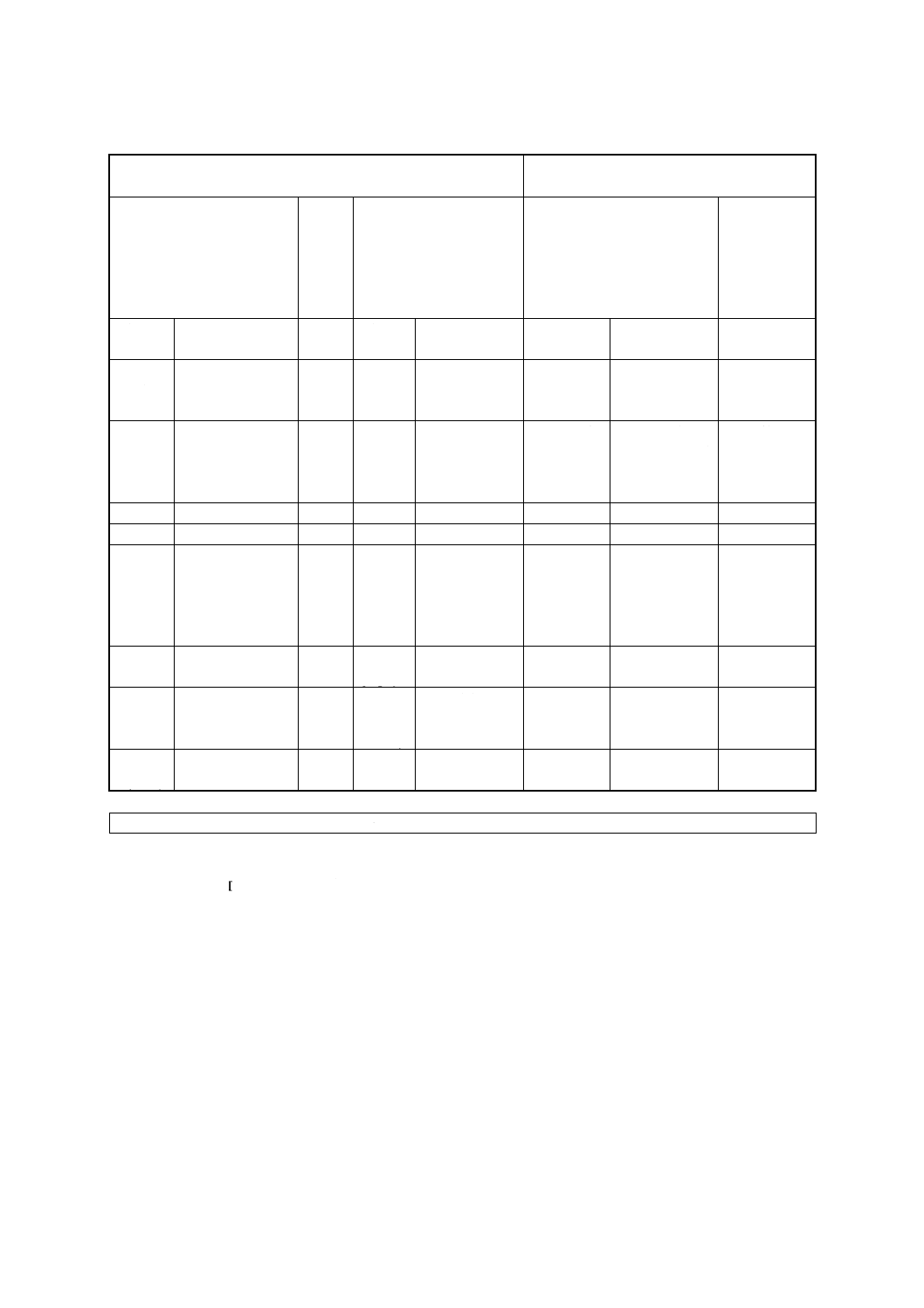
3. 同一ろ紙による粘着物及びプラスチックの測定手順 附属書1図3は,同一のろ紙上にある粘着物及
びプラスチックを測定する手順(本体10.5参照)の概略を示す。
附属書1図 3 同一ろ紙による粘着物及びプラスチックの測定手順
スクリーン装置による処理(本体10.1)
・スリット間げき100 μm又は150 μm
粘着物の捕集(本体10.2)
・スクリーン残さをろ紙上に捕集
白色ろ紙を使用
[プラスチックの測定(本体10.5)]
ヒートセット(本体10.3.1)
・ヒートプレス95 kPa±5 kPa,94 ℃±4 ℃,
10ヒートセット(本体10.3.1)
染色(本体10.3.1)
・黒色染料の水溶液
ヒートセット(本体10.3.1)
・ヒートプレス95 kPa±5 kPa,94 ℃±4 ℃,
10分±0.5分
プラスチックの測定
・炭化けい素粉の振りかけ
・乾燥機 105 ℃±2 ℃,約950 Pa,10分±0.5分
・過剰な炭化けい素粉の除去
画像解析装置による測定 a)
(プラスチックの測定結果)
[粘着物及びプラスチックの測定]
粘着物及びプラスチックの測定(本体10.3.3)
・プラスチックは未除去又は未着色とする
・酸化アルミニウム粉の振りかけ
・乾燥機 105 ℃±2 ℃,約950 Pa,10分±0.5分
・過剰な酸化アルミニウム粉の除去
画像解析装置による測定 b)
(粘着物及びプラスチックの測定結果)
[粘着物の算出]
測定b)と測定a)の差分
(粘着物の測定結果)
16
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考)JISと対応する国際規格との対比表
JIS P 8231 : 2005 古紙パルプ−粘着物及びプラスチックの評価
方法−画像解析法
ISO 15360-2 : 古紙パルプ−粘着物及びプラ
スチックの評価方法−第2部 画像解析法
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技
術的差異の項目ごとの評価
及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ)JISと
国際規格と
の技術的差
異の理由及
び今後の対
策
項目番
号
内容
項目番
号
内容
項目ごとの
評価
技術的差異の
内容
1.適用
範囲
古紙パルプ中の
粘着物及びプラ
スチックの評価
方法。
ISO
15360
-2
1
JISに同じ
IDT
−
2.引用
規格
JIS P 8201ほか
2
ISO 638ほか
MOD/追加
用語のJISな
どを追加
実質的な差
異は,ない。
3.定義
3
JISに同じ
IDT
−
4.原理
4
JISに同じ
IDT
−
5.装置
及び設
備
5.1〜5.3.2
5.3.3 照明光
5.3.4,5.4〜5.13
5.1
〜
5.3.2
5.3.3
5.3.4,
5.4
〜
5.13
JISに同じ
ISOは照明光
の照射角度及
び配置を規定。
JISに同じ
IDT
MOD/追加
MOD/削除
−
照明光の照射
角度及び配置
をカメラの場
合とした。
5.12の単位で
barは,国際単
位系でないた
め削除した。
検出器と照
明光との関
係を明確に
するよう
ISOに提案
する。
実質的な差
異は,ない。
6.試薬
及び材
料
6
JISに同じ
IDT
−
7.試料
採取方
法
7
JISに同じ
IDT
−
8.画像
解析シ
ステム
の調整
及び構
成
8
JISに同じ
IDT
−
17
P 8231:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS P 8231 : 2005 古紙パルプ−粘着物及びプラスチックの評価
方法−画像解析法
ISO 15360-2 : 古紙パルプ−粘着物及びプラ
スチックの評価方法−第2部 画像解析法
(Ⅰ)JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技
術的差異の項目ごとの評価
及びその内容
表示個所:本体
表示方法:点線の下線
(Ⅴ)JISと
国際規格と
の技術的差
異の理由及
び今後の対
策
項目番
号
内容
項目番
号
内容
項目ごとの
評価
技術的差異の
内容
9.試料
の前処
理方法
9
JISに同じ
IDT
−
10.手順
10
JISにほぼ同じ MOD/削除
10.4.2の単位で
barは,国際単
位系でないた
め削除した。
実質的な差
異は,ない。
11.計算
11
JISに同じ
IDT
−
12.精度
12
JISに同じ
IDT
−
13.試験
報告
b)規格名称又は
規格番号
13
ISOはなし
MOD/追加
JISでは“粘着
物の測定方法
の記録”を追加
した。
測定方法を
明確に報告
するよう
ISOに提案
する。
参考文
献
Biblio-
graphy
JISに同じ
IDT
−
附属書
A(規定)
Annex
B(nor-
mative)
JISに同じ
IDT
−
附属書
B(規定)
JISに同じ
IDT
−
JISと国際規格との対応程度の全体評価 : MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ……………技術的差異はない
− MOD/追加………国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ……………国際規格を修正している。