5
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
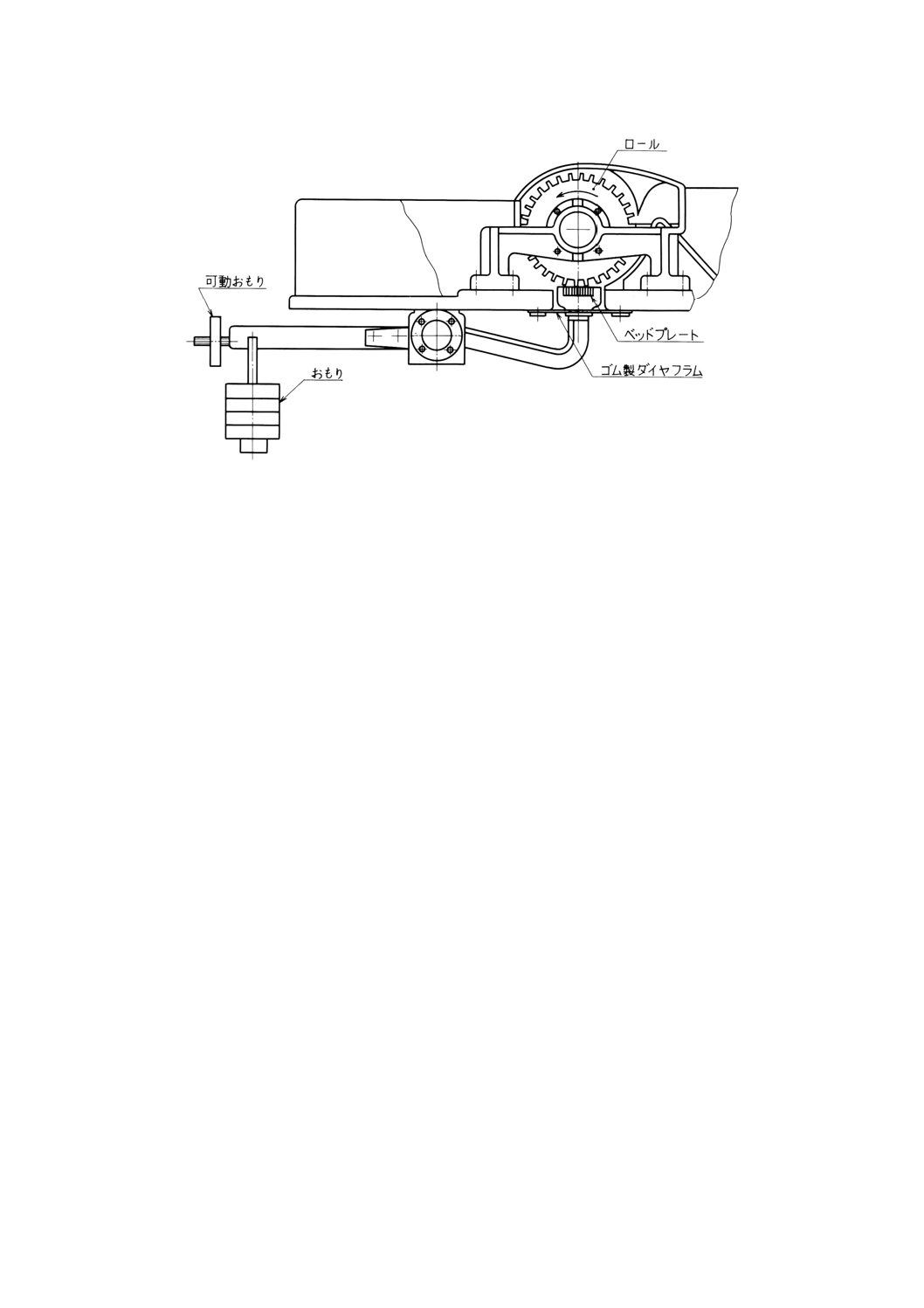
附属書A図1 ビーターの概略図
P 8221-1 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
JIS P 8221-1には,次に示す附属書がある。
附属書A(規定) ビーター
附属書B(規定) ビーターの校正
JIS P 8221は,次に示す部編成となっている。
第1部:ビーター法
第2部:PFIミル法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8221-1 : 1998
パルプ−こう解方法−
第1部:ビーター法
Pulps-Laboratory beating−Part 1 : Beater method
序文 この規格は,1979年に第1版として発行されたISO 5264-1, Pulps−Laboratory beating−Part 1 : Valley
beater methodを基に,対応する部分については技術的内容を変更することなく作成した日本工業規格であ
るが,対応国際規格には規定されていない規定項目(定義,ろ水度試験器及び特定パルプの試料の採取)
を日本工業規格として追加した。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にない事項である。
1. 適用範囲 この規格は,パルプの物性試験のための,ビーターによるパルプのこう解方法について規
定する。
備考1. この方法は,原則としてすべての種類のパルプに適用できるが,実際にはリンターパルプの
ような極めて長い繊維のパルプでは満足な結果は得られない。
2. この規格の対応国際規格を,次に示す。
ISO 5264-1 : 1979 Pulps−Laboratory beating−Part 1 : Valley beater method
3. この規格の中で { } をつけて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8121 パルプのろ水度試験方法
JIS P 8201 製紙用パルプの試料採取方法
備考 ISO 7213 : 1981, Pulps−Sampling for testingが,この規格と対応している。
JIS P 8203 パルプ−絶乾率の試験方法
備考 ISO 638 : 1978, Pulps−Determination of dry matter contentが,この規格と対応している。
JIS P 8220 パルプ−離解方法
備考 ISO 5263 : 1995, Pulps−Laboratory wet disintegrationが,この規格と対応している。
ISO 4119 Pulps−Determination of stock concentration
3. 定義 この規格で用いる主な用語の定義は,JIS P 0001によるほか,次による。
a) ベールパルプ シート状のパルプを荷造り機で圧縮して縛ったパルプの包み。
2
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) ラップパルプ ウェットマシンですいて,折り畳んだパルプ。
4. 原理 規定濃度のパルプの適切量を,ビーターのロールとベッドプレートのバーの間でこう解する。
こう解の過程で,こう解されたパルプを採取する。
5. 装置
5.1
ビーター 附属書Aに規定した装置を用いる。
5.2
ろ水度試験器 JIS P 8121に規定されている装置を用いる。
5.3
タイマ
5.4
天びん 1g以内の精度でひょう量できるもの。
5.5
水 蒸留水,イオン交換水又はそれに類する水。
6. 試料 試料の採取は,次による。
a) 製紙用のベールパルプ又はラップパルプの場合には,試料の採取は,JIS P 8201に従って行い,他の
形態のパルプの場合にも,できるだけそのロットを代表するようにして,適切量のパルプを採取する。
b) シートパルプの場合は,JIS P 8203に従って絶乾率を測定し,スラッシュパルプの場合には,ISO 4119
に従って紙料濃度を測定する。
c) 絶乾パルプ量で360±5gを採取する。シートパルプの場合,パルプをカッターなどで切断しないで,
ちぎって採取する。また,切断された部分を避けて採取する。
d) ドライパルプの場合は,5lの水に少なくとも4時間以上浸せき(漬)後,25mm×25mm程度の大きさ
にちぎる。予備離解時のこう解の影響を最低限にするために,浸せきによってパルプを完全に膨潤さ
せておく。
なお,ウェットパルプは,浸せきしないで離解してもよい。
7. 操作
7.1
離解 離解は,次による。
なお,予備離解も,ビーターで行う。
a) ロールとベッドプレートの間が10mm以上開くように,ベッドプレートを下げて止める。
b) 循環槽の出口を閉じ,20±5℃の水を15〜18l満たす。
c) ロールを回転させながら,パルプと(浸せき)水を3〜5分間かけてゆっくりと加え,最終的に23.0
±0.2リットルとなるように水を加える。
参考 結果的に,パルプ濃度は,約1.57%となる。
d) 標準的な離解時間は,試料固形分が20%以上の場合は30分間,20%未満の場合は5分間とする。パル
プの種類によっては離解しにくいものもあるので,必ず離解状態を確認し,不十分な場合には,更に
離解する。
なお,離解中,ときどき,てこを素早く1〜2度上下させて,ロール及びカバーの背後に付着したパ
ルプを落とす。
参考 以上の操作によって離解したパルプは,JIS P 8220に従って離解したパルプと同じにならない
かもしれない。
7.2
こう解 こう解は,次による。
3
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 離解終了後,てこにおもりをかけ,てこの止めを外して,こう解を始める。同時にタイマをスタート
する。
こう解条件
てこの腕の荷重:54±1N {5.5±0.1kgf}
ロールの回転数:8.3±0.2s−1 {500±10rpm}
b) 所要ろ水度で,約1200ml(絶乾で18.8g)ずつパルプ液を採取する。このとき,ビーターを止めたり
荷重を外したりしない。この所要ろ水度に達するこう解時間は,予備こう解や過去のデータから予測
するが,こう解中にろ水度試験器でときどきろ水度を測定すると,より正確となる。
c) 試料の採取スケジュールは,目的に応じて任意であるが,こう解程度と物性の関係を把握するために
は,ろ水度全般にわたって5点ほど採取するとよい。次に,こう解時間の例を示す。
例 広葉樹アルカリパルプ,亜硫酸パルプ,わらパルプ :5,10,15,20,30min
さらし針葉樹アルカリパルプ
:5,15,30,45,60min
未ざらし針葉樹アルカリパルプ又は難こう解パルプ :5,15,30,60,90min
備考1. 採取量が変わると,こう解効率が変化するおそれがあるので,できるだけ同一量の試料を採
取する。
2. こう解が終了したら,ビーターをきれいに洗浄する。必要に応じてピッチ溶剤を用いるが,
ダイヤフラム(ゴム)を考慮した溶剤を用いる。
3. カナダ標準ろ水度300CSF以下又はショッパーろ水度40°SR以上にこう解した場合には,ビ
ーターの校正(附属書B)を頻繁に行う。
4. ろ水度試験は,こう解後数分以内に行う。
8. 報告 報告には,必要に応じて次の事項を記録する。
a) 規格名称又は規格番号
b) 試料の種類及び名称
c) 試験年月日及び試験場所
d) 離解時間
e) こう解時間
f)
ろ水度試験結果
g) 観察された異常現象
h) この規格及び関連規格にない操作で,結果に影響したと考えられる操作
i)
その他必要とする事項
4
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) ビーター
1. 適用範囲 この附属書は,実験室こう解に用いるビーターについて規定する。
2. 装置 ビーターは,附属書A図1に示すように,ベッドプレート,ロール及びこう解圧を加えるため
のてこを備えているものとする。
a) ベッドプレート及びロールバーの材質は,ステンレス鋼製(例えば,SUS304, SUS410)とする。ベッド
プレートバーのブリネル硬度は,170〜375HB,ロールのフライバーの硬度は,170〜400HBとする。
b) ロールは,直径168mm,面長152mmとし,厚さ4.7±0.1mmのフライバーを32個,等間隔に備えて
おり,フライバーまで含めた外径は,190〜194mmとする。
c) ベッドプレートは,厚さ3.2mmのバーを7本,2.4mm間隔に備えており,バーの間には鉛又は木材を
埋め込んでバーを固定する。バーの間に木材を充てんする場合には,最初のバーの高さ及びバーの間
の溝の深さを1.0±0.2mmとする。
d) ベッドプレートのバーは,ロール軸に対して5°の角度になるようにV字形に湾曲させる。V字の頂
点は,原料の流れ方向を向いており,バーの投影長は159mm,ベッドプレートの幅は43mmとする。
ベッドプレートのバーは,ロールとよくかみ合うように,ロールと同じ曲率に研磨されているものと
する。
e) ベッドプレートは,厚さ1.5〜2.0mmのゴム製のダイヤフラムによって循環槽の底に取り付け,ベッ
ドプレートとロールが接触したときに張力がかからないように設置する。
f)
ベッドプレートは,こう解圧を加えるためのてこにつながっており,てこの腕の長さの比を1.94 : 1
とし,長い方の腕に5.5kgのおもりを掛けることによって54Nの荷重を掛け,ベッドプレートとロー
ルの間に105±5Nの力を掛ける。
g) ロールは,回転速度8.3±0.2s−1 {500±10rpm} で回転するように,モータ(例えば400W)でベルト
駆動する。
h) ビーター槽には,研磨のときにてこを固定するためのクランプを取り付ける。
i)
てこには,可動おもりを取り付ける。
備考 ビーターに23lの水を入れてロールを回転させた状態で,ベッドプレートとロールがかすかに
接触するように,てこの可動おもりを移動して調節する。
j)
さらに,再現性のあるこう解をするため,以下の条件を満たすようにする。
1) ロールに異常な振動がなく,滑らかに回転する。
2) ロールのフライバーとベッドプレートのバーが,全幅にわたって均一に接触する。
3) フライバーの先端の角が,0.2〜0.3mmに丸められている。
4) すべてのバーに,傷,付着物及び腐食がないようにする。
5) バーの間に木材を埋め込んだビーターの場合には,最初のバーの高さ及びバーの間の溝の深さを1.0
±0.2mmとする。
5
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A図1 ビーターの概略図
6
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定) ビーターの校正
1. 適用範囲 この附属書は,繰り返し使用しても,こう解時間に対して再現性のある実験シートが安定
して得られるように,ビーターを校正する方法について規定する。
なお,この調整と安定化の操作は,以下のような場合に実施しなければならない。
1) 新規のビーターを用いるとき。
2) カーボン紙の刻印テストの結果,ベッドプレートとロールのか(噛)み合せがひどく悪い場合。
3) ベッドプレート,ダイヤフラム,ロール又はロールのベアリングを交換したとき。
2. 補助材料
2.1
パルプ 研磨の目的に合ったもの。
2.2
炭化けい素粉末 125μm及び45μmのもの。
2.3
カーボン紙 2枚の紙で挟んで,全体を0.15mmの厚さにする。
2.4
といし(砥石) 例えば,No.149の金剛砂 (carborundum) のといし。
2.5
機械油
2.6
参照用パルプ 十分長い期間保存しておいたもの(1)で,通常,こう解するパルプと同じタイプであ
ることが望ましい。
注(1) 製造直後のパルプは,こう解特性が時間とともに変化する。
3. 調整研磨 調整研磨は,次による。
a) 校正の前に,ロールやフライバーが緩んでいないことを確認する。ロールがゆが(歪)んでいる場合
には,グラインダ又は旋盤にかける。フライバーは,2mm以上摩耗した場合,すなわちロールの径が
190mm以下になった場合に,取り替える。
b) バーの間に木材を埋め込んだビーターの場合,新規のベッドプレートのバーを組み込んだり,ビータ
ーが乾燥してしまっているときには,前もって24時間以上水に浸して,スペーサーである木材を膨潤
させておく。ベッドプレートのバーは,3.2mm以上摩耗したら取り替える。
c) 校正の前に,ベッドプレート及びダイヤフラムを取り外して点検する。
バーの間に木材を埋め込んだビーターの場合には,最初のバーの高さ及びバーの間の溝の深さが1.0
±0.2mmになるように,ベッドプレートの先端部分の埋込み用金属及びバーの間の木片を,ベッドプ
レート全幅にわたって水平に削り落とす。
ベッドプレートのバーのばりを研磨する。また,バーの両端の盛り上がった部分(2)は,接触部分の
水準以下に研磨するか,ヤスリで削り落とす。
注(2) バーの両端部分は,ベッドプレートの幅がロールより広いため,ロールと接触せず,研磨され
ない。
d) てこのクランプを用いて,ベッドプレートとロールが接触しないように調節する。
e) 通常の方法で,360g(絶乾量)の参照用パルプをビーターに入れる。荷重を掛けずに数分間ビーター
を回した後,125μmの炭化けい素粉末を120g(約80ml)均一に混ざるように加える。
f)
ビーターを運転しながら,てこのクランプのねじを調節して,ベッドプレートをロールに接触させる。
滑らかで振動がなくなるまで,ベッドプレートの接触を維持するようにときどきねじを調節しながら
7
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
研磨を続けると,ロールのフライバー全体が研磨される。新しいベッドプレートのバー及びロールの
場合は30分程度研磨したほうがよいが,使用中のものの再研磨であれば数分間研磨すればよい。
g) パルプと研磨剤をビーターから取り出し,再研磨用に取っておく。ビーターを完全に水洗し,ベッド
プレートの周りの水を吸取紙で吸い取る。
h) カーボン紙を用いて,以下の要領でベッドプレートの状態を調べる。
カーボン紙を2枚の紙の間に挟んで全体の厚さが0.15mmになるようにして,160mm×250mmの大
きさに切る。このカーボン紙をベッドプレートとロールの間に入れ,てこに荷重を掛ける。カーボン
紙が滑らないようにしっかりと固定してロールを手で回す。ベッドプレートの完全な押し印が得られ
るまで,ロールの位置を数か所変えて繰り返す。
参考 全体の厚さが0.15mmになるように紙にアルミフォイルを挟んだものでも,同様の押し印が得
られる。
i)
カーボン紙の押し印がベッドプレートのバーとロールが完全に接触したことを示すまで,パルプ及び
研磨剤で研磨を続ける。
j)
完全な接触が得られたら,ビーターを空にする。パルプと研磨剤の混合物は取っておく。バーの間に
木材を埋め込んだビーターの場合には,ベッドプレートとダイヤフラムを1セットとして取り外し,
埋込み用金属を削って,ベッドプレートの最初のバーの高さを1.0±0.2mmとする。
k) ベッドプレートのバーのばりを研磨し,バーの間をきれいにする。ベッドプレートの端の盛り上がっ
た部分はグラインダ又はヤスリで削る。ベッドプレートを戻す。
l)
ビーターにパルプと研磨剤を注入し,てこに標準の荷重 (54N) を掛けて約5分間研磨し,ベッドプレ
ートを取り外したために生じたずれを修正する。
m) ビーターを空にして,ベッドプレートの周りを乾燥させ,ベッドプレートの接触をカーボン紙の押し
印によってチェックする。接触が完全であれば,ロールのカバーを取り外す。ロールを手で回して,
正確な直定規で,各フライバーが真っすぐになっていることをチェックする。といしと機械油を用い
て,注意深くフライバーのばりを取る。
n) 注意深く,各フライバーの前側のエッジを,半径0.2〜0.3mmまで丸みをもたせる。この段階で,フ
ライバーの表面を修正しないようにする。
o) 参照用パルプをこう解して,ビーターの性能をチェックする。広葉樹材の参照用パルプの場合,通常
ショッパーろ水度50°SR,又はカナダ標準ろ水度200CSFとなるような時間こう解すると,ショッパ
ーろ水度で約10%高い値,カナダ標準ろ水度で約10%低い値が得られるはずである。針葉樹材の参照
用パルプでは,通常のろ水値が得られるはずである。
そうならなかった場合は,以下の操作を行う。
1) ろ水が遅すぎる場合には,よくこう解したパルプに45μmの炭化けい素粉末を420g(約300ml)加
え,標準の荷重をてこに掛けて,15〜30秒間処理を行う。その後,安定化を行ってから,参照用パ
ルプでチェックする。
2) ろ水が早すぎる場合には,調整研磨を低い荷重 (5〜10N) で行う。この処理は,必要に応じて,10
〜30分間行う。この場合にも,安定化を行ってから参照用パルプでチェックする。
4. 安定化 この処理は,ロールバー及びベッドプレートのバーの状態を安定化させるために行う。
a) てこのクランプを外し,通常の方法で,ビーターに360gの参照用パルプを入れる。
b) 45μmの炭化けい素粉末50g(約35ml)をビーター内に加え,均一に混ざるまで荷重を掛けずに運転
8
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。
c) てこに標準の荷重 (54N) を掛けて,パルプと研磨剤の混合物で2〜3分間研磨する。パルプと研磨剤
の混合物を取り除き,ビーターを水洗する。ダイヤフラムのボルトを緩め,ダイヤフラムの周りから
残った研磨剤を洗い落とす。
d) 標準の方法で3回以上,参照用パルプを,カナダ標準ろ水度200CSF又はショッパーろ水度50°SR
までこう解する。もし,ろ水性のチェックをしないならば,パルプを捨てる。
e) 安定化を効果的に行うためには,難こう解パルプのこう解を繰り返すのがよい。
f)
参照用パルプをこう解して,ビーターの校正を確認する。
g) ろ水値が,参照用パルプの通常値の±5%以内となれば,そのビーターは使用できる。
5. 修正研磨 修正研磨は,次による。
a) 修正研磨は,次の場合に行う。
1) こう解の後半で,ベッドプレートが甚だしく振動したとき。
2) こう解の結果が通常の範囲から外れたとき。
b) ベッドプレートのバー及びロールが,ゆがんだり緩んだりしていないか調べる。もし,ベッドプレー
トのバーが3.2mm以上摩耗していれば取り替える。また,ロールのフライバーが2.0mm以上摩耗し
ているときも,フライバーを取り替える。バーの間に木材を埋め込んだビーターの場合には,ベッド
プレートの端とバーの端の間隔を1.0mmになるように調整する。
c) もし,ろ水が遅すぎる場合には,よくこう解したパルプに45μmの炭化けい素粉末を420g(約300ml)
加えて,標準の荷重 (54N) をてこに掛け,15〜30秒間処理する。その後,安定化を行ってから,参
照用パルプでチェックする。
d) もし,ろ水が早すぎる場合には,調整研磨を低い荷重 (5〜10N) で行う。この処理は,必要に応じて,
10〜30分間行う。この場合にも,安定化を行ってから,参照用パルプでチェックする。
9
P 8221-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
尾 鍋 史 彦
東京大学
(副委員長)
飯 田 清 昭
紙パルプ技術協会
(委員)
生 田 章 一
通商産業省生活産業局
○ 宮 崎 正 浩
工業技術院標準部
○ 橋 本 繁 晴
財団法人日本規格協会
○ 岡 山 隆 之
東京農工大学
堀 定 男
日本製紙連合会
吉 田 芳 夫
王子製紙株式会社
内 藤 勉
日本製紙株式会社
高 柳 充 夫
王子製紙株式会社
原 啓 志
三島製紙株式会社
外 山 孝 治
三菱製紙株式会社
○ 佐久間 雅 義
北越製紙株式会社
大豆生田 章
大日本印刷株式会社
細 村 弘 義
富士ゼロックス株式会社
○ 熊 谷 健
熊谷理機工業株式会社
○ 水 谷 壽
株式会社東洋精機製作所
○ 内 田 久*
十條リサーチ株式会社
○ 大 石 哲 久*
紙パルプ技術協会
紙パルプ試験規格委員会第3分科会 構成表
氏名
所属
(第3分科会長)
高 柳 充 夫
王子製紙株式会社
(委員)
品 川 俊 一
通商産業省物質工学工業技術研究所
長 田 高 穂
王子製紙株式会社
茂 木 一 真
株式会社巴川製紙所(平成9年3月31日まで)
上 山 雅 文
株式会社巴川製紙所(平成9年4月1日から)
田 口 秀 敏
日本板紙株式会社
折 坂 滋
大昭和製紙株式会社
安 田 強
日本製紙株式会社
船 江 晴 芳
三菱製紙株式会社
JIS原案作成委員会の○印の委員
(*印は,事務局兼務を示す。)