P 8220-2:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 装置······························································································································· 2
5 試料の調製 ······················································································································ 2
6 操作······························································································································· 3
7 報告書···························································································································· 3
附属書A(規定)標準離解機の構成 ························································································· 4
附属書B(規定)標準離解機の点検 ························································································· 7
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 8
P 8220-2:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,紙パルプ技術協会(JAPAN TAPPI)及び財団
法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS P 8220:1998は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS P 8220の規格群には,次に示す部編成がある。
JIS P 8220-1 第1部:化学パルプの離解
JIS P 8220-2 第2部:機械パルプの離解(20 ℃)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
P 8220-2:2012
パルプ−離解方法−
第2部:機械パルプの離解(20 ℃)
Pulps-Laboratory wet disintegration-
Part 2: Disintegration of mechanical pulps at 20 °C
序文
この規格は,2004年に第1版として発行されたISO 5263-2を基に,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。変更の一覧
表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,レーテンシィを示さない機械パルプ及びレーテンシィを既に取り除いた機械パルプの離解
のための装置及び操作について規定する。この装置及び操作は,パルプを扱う他の多くの規格における試
料の調製に使用できる。
通常,この方法は,レーテンシィを示さない全ての機械パルプの他,セミケミカルパルプ及びケミグラ
ウンドパルプの半化学パルプ,及び機械パルプ由来の古紙繊維にも適用する。この方法は,レーテンシィ
を示す機械パルプには適用しない。
この規格は,白色度の測定を行う全ての機械パルプの離解に用いてもよい。
注記1 白色度は,レーテンシィの存在によって著しくは変化しない。しかし,機械パルプの熱離解
は,白色度の著しい低下を招く。
注記2 レーテンシィを示す機械パルプには,ISO 5263-3に規定した離解(レーテンシィ除去手順)
を用いる。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5263-2:2004,Pulps−Laboratory wet disintegration−Part 2: Disintegration of mechanical pulps
at 20 °C(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8203 紙,板紙及びパルプ−絶乾率の測定方法−乾燥器による方法
2
P 8220-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 638,Paper, board and pulps−Determination of dry matter content−
Oven-drying method(IDT)
JIS P 8225 パルプ−紙料の固形分濃度測定方法
注記 対応国際規格:ISO 4119,Pulps−Determination of stock concentration(MOD)
ISO 14487,Pulps−Standard water for physical testing
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS P 0001によるほか,次による。
3.1
機械パルプの離解(disintegration of mechanical pulp)
解繊していないパルプを,水中で機械的に処理して,繊維の構造的特性をほとんど変えることなく解繊
すること。
3.2
レーテンシィ(latency)
機械パルプにおいて,一部のパルプ特性が潜在化していて,その特性を顕在化するために,温度を上げ
てパルプを離解することが必要な状態。
注記1 レーテンシィは,特に高濃度の機械的な処理で生じたパルプ繊維のねじれによるものであり,
その後に高濃度のまま冷えることによって保持される。この保持は,リグニンの固化によっ
て引き起こされると考えられている。
注記2 通常,パルプにおけるレーテンシィの程度は,パルプ濃度及び機械的な処理中に加えられた
エネルギーに関係する。
3.3
レーテンシィの除去(latency removal)
機械的処理及び熱処理の組合せを用いた操作,すなわちリグニンの軟化点を超える温度で離解すること。
4
装置
一般的な実験器具によるほか,次による。
4.1
標準離解機 附属書Aに規定した離解機。
注記 標準離解機の点検は,附属書Bによる。
4.2
はかり 試料を±0.2 gの精度でひょう量できるもの。
4.3
標準水 ISO 14487に規定するもの。
注記 ISO 14487では,25 ℃における電気伝導度を0.25 mS/m以下に精製した水を標準水と定義して
いる。
5
試料の調製
ウェットパルプ又はドライパルプの場合は,JIS P 8203によって絶乾率を求める。スラッシュ状のパル
プは,JIS P 8225によって固形分濃度を求める。
スラッシュパルプの濃度が質量分率1.5 %未満の場合には,微細繊維が流出しないように注意し,適度
な容積となるように濃縮する。例えば,繊維を沈降させて水相部分を取り除くか,又はブフナ漏斗及びろ
紙を用いるろ過によって容易に濃縮できる。
3
P 8220-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
実験室のこう(叩)解を含め,脱水特性を重視する試験では,パルプの離解には標準水(4.3)を使用す
る。いかなる場合も,パルプの離解処理と同品質の水を使用する。
各々の離解ごとに,絶乾パルプとして質量50 g±5 g相当の試料を採取する。試料がシート状の場合,シ
ートは裁断せずに引き裂き,かつ,切り口を避ける。
絶乾率が20 %以上の試料は,20 ℃±5 ℃の1 L〜1.5 Lの水(標準水又は標準水以外の水)に少なくと
も表1に規定する時間浸せきする。パルプがシート状又はスラブ状(厚板状)の場合,浸せきの後に試料
を約25 mm×25 mmの大きさに引き裂く。
規定した浸せき時間より長く,例えば一晩中浸せきした場合でも,結果には重大な影響は認められない。
しかし,いかなる絶乾率のパルプでも,浸せき時間は24時間を超えてはならない。
注記 フラッシュドライ機械パルプは,最低10分の浸せきを必要とする。
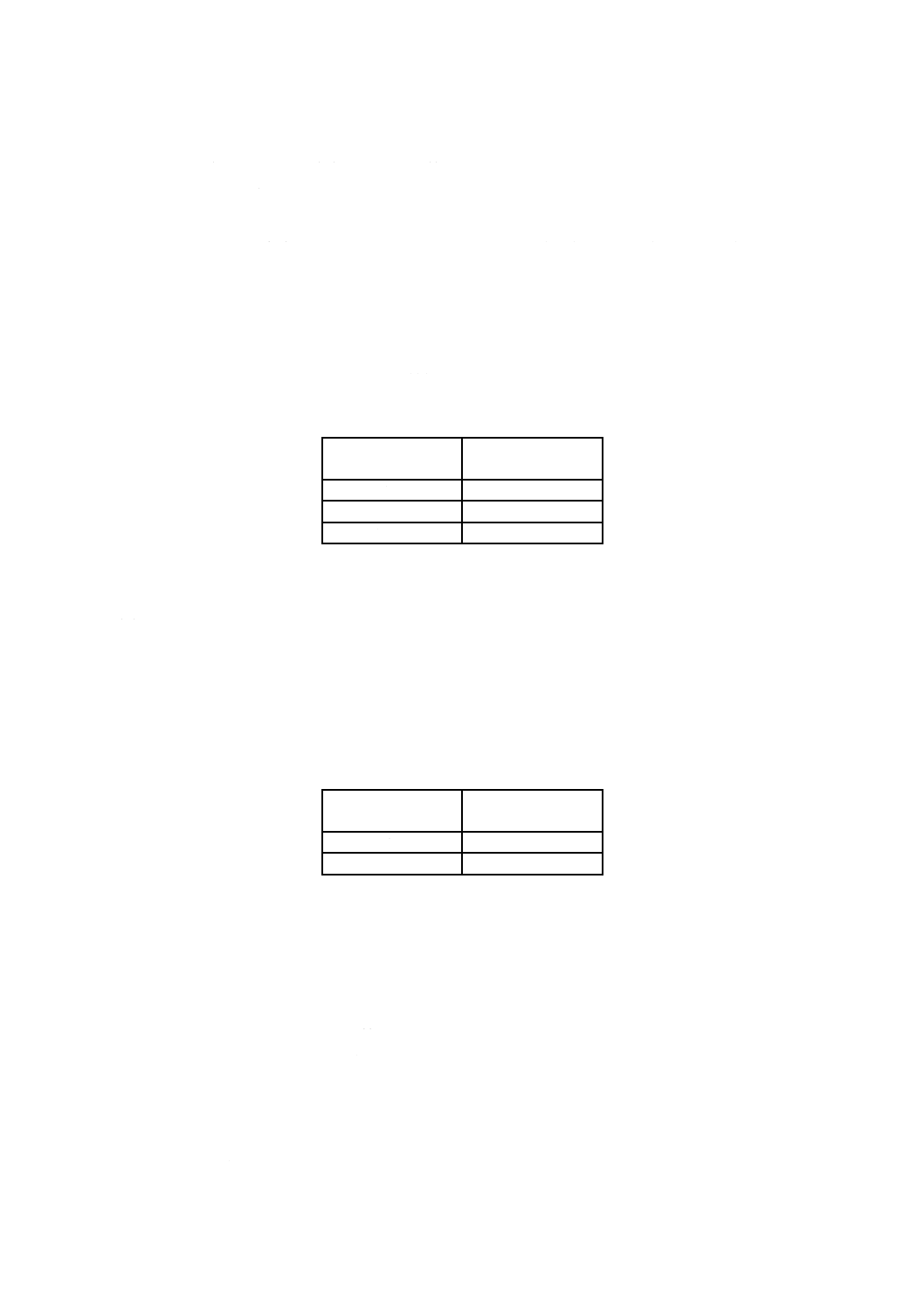
表1−機械パルプで推奨する浸せき時間
パルプの絶乾率
質量%
最低浸せき時間
< 20
0分
20〜60
30分
> 60
4時間
6
操作
調製した試料を標準離解機(4.1)の容器に移す。
箇条5で使用したものと同品質の20 ℃±5 ℃の水を,容積が2 500 mL±25 mLとなるように加える。
回転カウンタをゼロに設定する。モータのスイッチを入れ,プロペラが表2の規定の累積回転数になるま
で回転させる。プロペラを止めパルプが完全に離解できているか,例えば離解機から少量をガラスシリン
ダに取り,水で希釈し,透過光の下で検査する。完全に離解できていなかった場合は,繊維が完全に分散
するまで及び/又は,繊維束及び破片が製造時のパルプの程度に分散するまで離解を続ける。
表2−機械パルプで推奨する累積回転数
パルプの絶乾率
質量%
累積回転数
回
<20
10 000
≧20
30 000
何らかの理由で異なるパルプ量又は異なる累積回転数によって行う場合は,その旨を報告書に記載する。
7
報告書
報告書には,次の事項を記載する。
a) この規格名称又は規格番号
b) 試料を特定するのに必要な全ての情報
c) 使用した水の種類(標準水,水道水など)
d) 浸せき時間
e) 試料の絶乾率
f)
試験中に観察した特記事項
g) この規格から逸脱した事項,又は結果に影響した可能性のある事項
4
P 8220-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
標準離解機の構成
A.1 材質
パルプ懸濁液と接する全ての部品は,水,希酸及びアルカリに対し耐腐食性がなければならない。通常,
ステンレス鋼又はガラス繊維強化プラスチック樹脂を使用する。
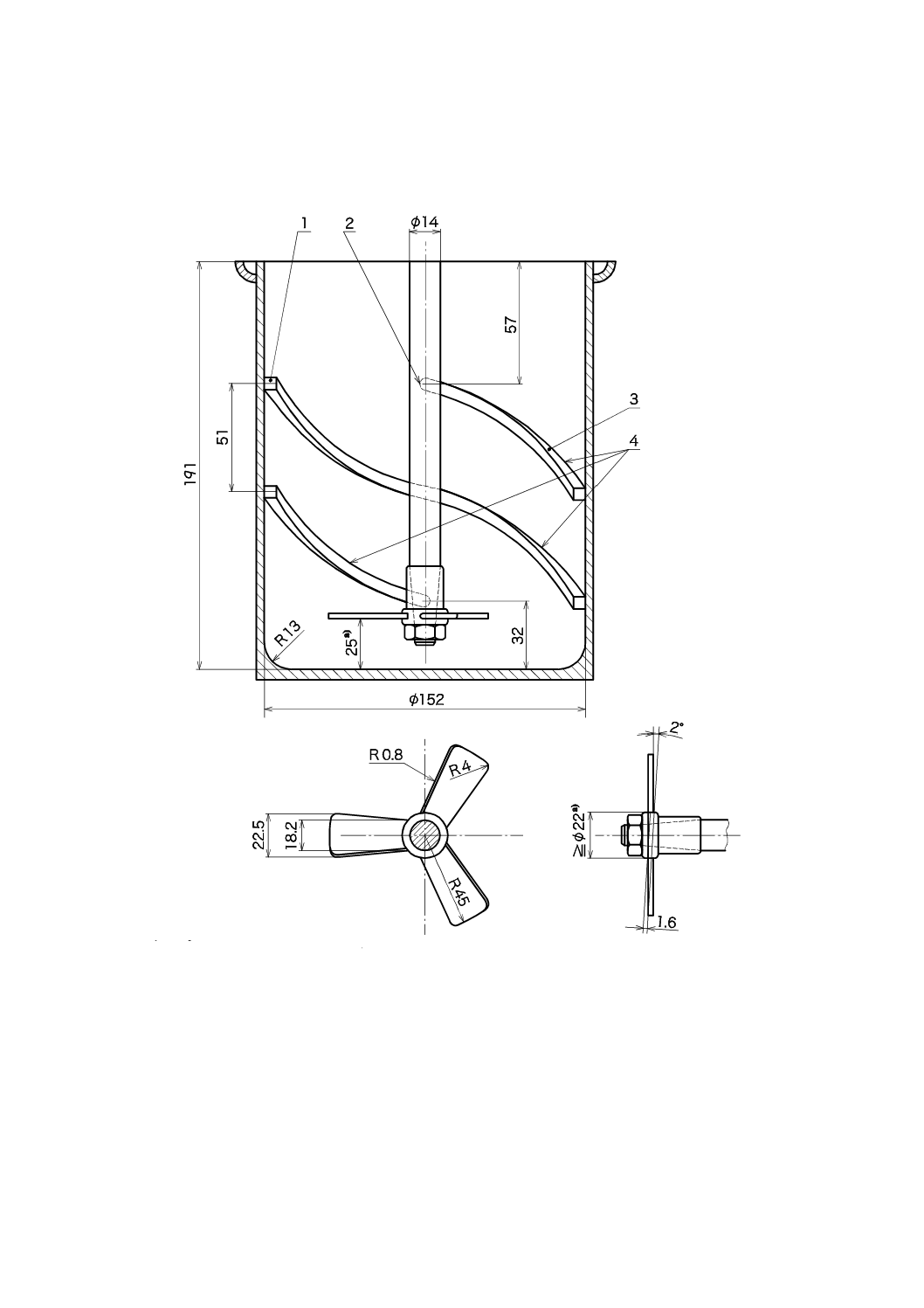
A.2 標準離解機
図A.1の円筒形容器には,容器の底から32 mm及び容器の縁から57 mmの間に伸びるら旋状のじゃま
板が等間隔に4枚備えてあり,各々のじゃま板は,容器の内壁に沿って半周するものとする。
じゃま板のら旋の方向は,下向きに時計回りとする。
容器底部内側の回りには,半径13 mmの丸みをもたせる。
3枚羽根のプロペラは,容器の中心にある垂直シャフトに容器の底から規定の間隔となるよう取り付け
る。
プロペラは,試料中を規定の回転速度で回転し,カウンタが累積回転数を正しく記録する。
カウンタは,指定の累積回転数に達した後に離解機のスイッチがオフとなるプリセットタイプが望まし
い。
プロペラ羽根は,上から見て,時計回りに回転させる。
ほとんどの離解機では,容器は,プロペラ及び/又はモータに合った蓋を装備している。
容器は,離解機の稼動中には定位置にしっかり固定でき,取外し及び取付けは簡単で,かつ,素早くで
きるものとする。
5
P 8220-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
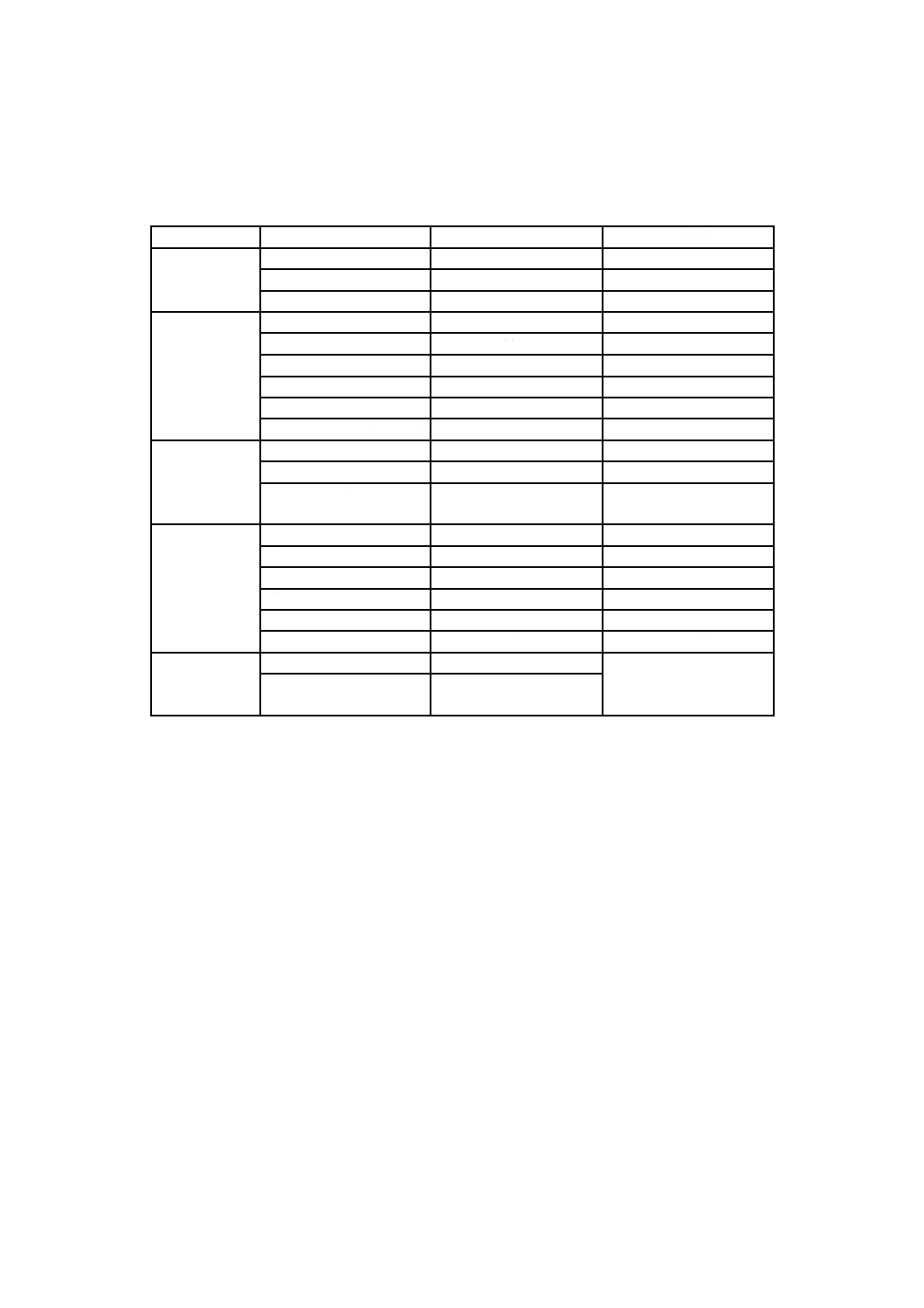
A.3 寸法
装置の寸法は,表A.1による。
表A.1−装置の寸法
部品
寸法
規定値
許容差
容器
内部高さ
191 mm
±2 mm
内径
152 mm
±2 mm
底の角の丸み
13 mm
±2 mm
じゃま板
角棒の太さ
6.5 mm
±1 mm
容器の底からの高さ
32 mm
±1 mm
容器の縁からの距離
57 mm
±1 mm
末端の丸み
3 mm
±0.5 mm
角の丸み
0.4 mm
±0.1 mm
じゃま板の間隔(中心間)
51 mm
±1 mm
プロペラ
回転直径
90 mm
±0.5 mm
ハブの直径
≧22 mm
−
プロペラと容器底との間
隔(最低点)
25 mm
±2 mm
プロペラ羽根
ハブの幅
18.2 mm
±0.5 mm
最大幅
22.5 mm
±0.5 mm
厚さ
1.6 mm
±0.5 mm
横端の丸み
0.8 mm
±0.2 mm
先端の丸み
4 mm
±1 mm
ピッチ
2゜
±0.25゜
プロペラ軸
直径
≦20 mm
−
末端のテーパ
いかなるプロペラのハブ
にも適合するもの
6
P 8220-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4 回転速度
プロペラ軸の回転速度は,49.0 s−1±1.5 s−1とする。
単位 mm
すんぽお
1
じゃま板の断面部 6.5 mm×6.5 mm
2
じゃま板末端の丸み R 3
3
じゃま板の角の丸み R 0.4
4
じゃま板4枚,各々は容器を半周する(図は3枚だけを示す)。
注a) 正確な縮尺ではない。
図A.1−標準離解機の詳細
7
P 8220-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
標準離解機の点検
標準離解機は,次の項目に留意して定期的に点検する。
a) プロペラ軸は,回転がスムーズで常に容器の中心にある。
b) プロペラの回転速度が,規定のとおりである。
c) プロペラ羽根が,規定どおりの位置に設定してある(プロペラゲージを用いた点検でもよい。)。
d) プロペラ羽根の寸法が,規定(A.3参照)のとおりであり,プロペラ羽根が損傷していない。
装置が正しく使用されていれば,標準離解機のその他の寸法は一定に保たれるが,定期的に点検しなけ
ればならない。
参考文献 [1] JIS P 8220-1 パルプ−離解方法−第1部:化学パルプの離解
[2] ISO 5263-3,Pulps−Laboratory wet disintegration−Part 3: Disintegration of mechanical pulps at
≧85 °C
8
P 8220-2:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
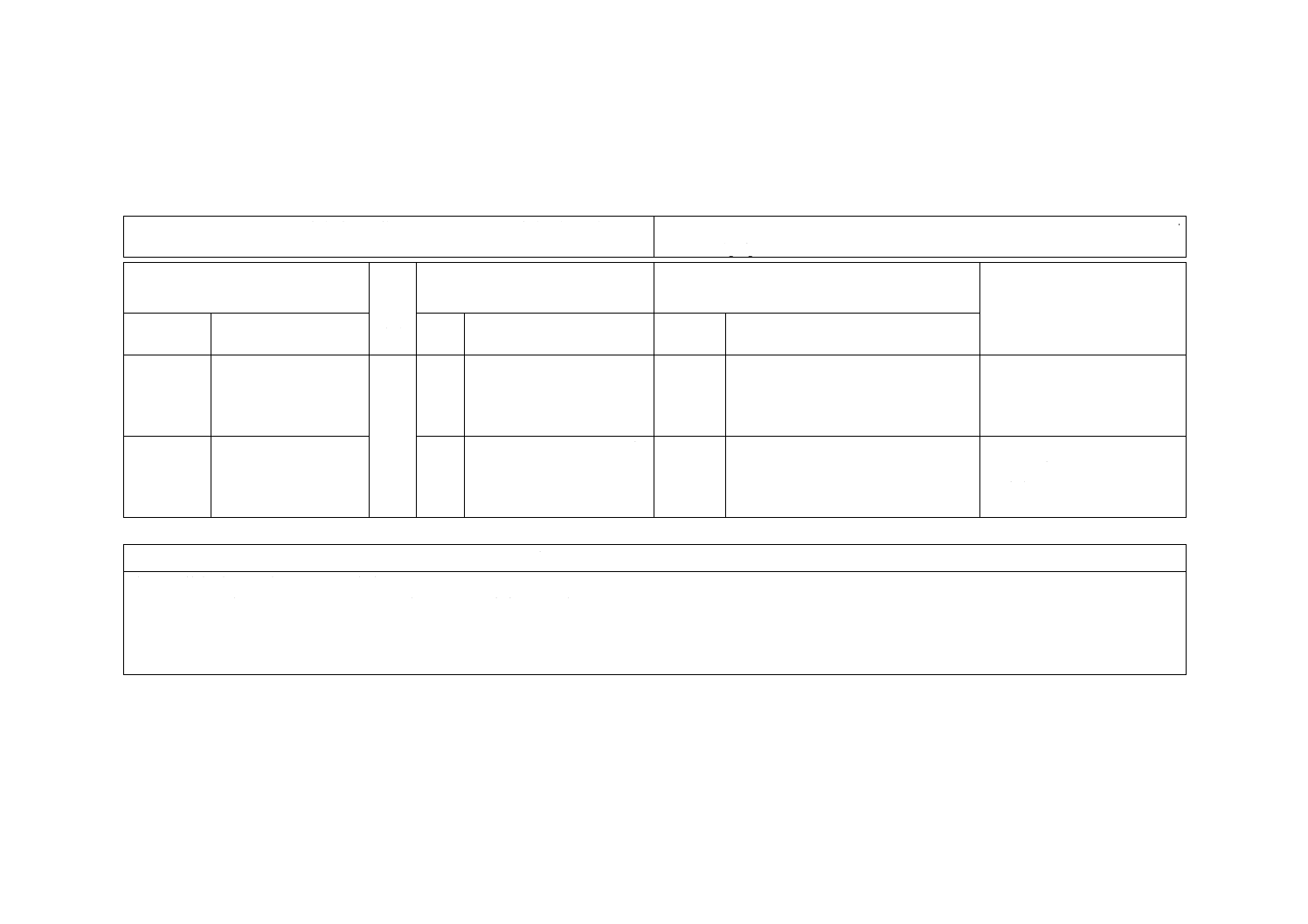
JIS P 8220-2:2012 パルプ−離解方法−第2部:機械パルプの離解(20 ℃)
ISO 5263-2:2004 Pulps−Laboratory wet disintegration−Part 2: Disintegration of
mechanical pulps at 20 °C
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごとの
評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
1
追加
ISO規格では,レーテンシィを示す機
械パルプに適用する規格を本文に記
載していないが,JISでは注記として
記載した。
ISOに提案。
5 試料の
調製
5
気候的な理由のため,25 ℃
〜30 ℃の水温で行う場合
には,この旨を報告書に記
載する。
削除
本体からこの規定を削除した。
我が国は,比較的温暖な気候の
ため,25 ℃〜30 ℃の水温で行
う試験は不要と判断した。
JISと国際規格との対応の程度の全体評価:ISO 5263-2:2004,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
P
8
2
2
0
-2
:
2
0
1
2