P 8156:2012 (ISO 9895:2008)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 原理······························································································································· 2
5 装置······························································································································· 2
6 校正······························································································································· 3
7 試料の採取 ······················································································································ 3
8 調湿······························································································································· 3
9 試験片の調製 ··················································································································· 3
10 操作 ····························································································································· 3
11 計算及び結果の表し方 ····································································································· 3
11.1 一般 ··························································································································· 3
11.2 圧縮強さ ····················································································································· 3
11.3 比圧縮強さ ·················································································································· 4
12 精度 ····························································································································· 4
12.1 一般 ··························································································································· 4
12.2 繰返し精度 ·················································································································· 4
12.3 再現性 ························································································································ 4
13 報告書 ·························································································································· 4
附属書A(規定)つかみ具の仕様 ···························································································· 5
附属書B(参考)破壊時のひずみの測定を行わない理由 ······························································· 6
P 8156:2012 (ISO 9895:2008)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,紙パルプ技術協会(JAPAN TAPPI)及び財団
法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
P 8156:2012
(ISO 9895:2008)
紙及び板紙−圧縮強さ試験方法−ショートスパン法
Paper and board-Compressive strength-Short-span test
序文
この規格は,2008年に第2版として発行されたISO 9895を基に,技術的内容及び構成を変更すること
なく作成した日本工業規格である。
1
適用範囲
この規格は,ショートスパン圧縮試験機を用いた紙及び板紙の,縦方向及び横方向の圧縮強さの測定方
法について規定する。この試験は,容器又は箱に使用する紙及び板紙に適用する。
この規格は,坪量が100 g/m2〜400 g/m2の紙及び板紙の試験に用いることが望ましい。
注記1 この規格で規定する操作は,ひずみの測定には用いないほうがよい(附属書B参照)。
注記2 手すき紙の圧縮強さの測定には,JIS P 8223を参照。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 9895:2008,Paper and board−Compressive strength−Short-span test(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
注記 対応国際規格:ISO 186,Paper and board−Sampling to determine average quality(IDT)
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
注記 対応国際規格:ISO 187,Paper, board and pulps−Standard atmosphere for conditioning and testing
and procedure for monitoring the atmosphere and conditioning of samples(MOD)
JIS P 8124 紙及び板紙−坪量の測定方法
注記 対応国際規格:ISO 536,Paper and board−Determination of grammage(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
圧縮強さ(compressive strength)
紙又は板紙の試験片が耐え得る単位幅当たりの最大圧縮力。
注記 圧縮強さは,キロニュートン/メートル(kN/m)で表す。
2
P 8156:2012 (ISO 9895:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
比圧縮強さ(compressive index)
圧縮強さを坪量で除した値。
注記 比圧縮強さは,キロニュートンメートル/キログラム(kNm/kg)で表す。
4
原理
15 mm幅の試験片を0.70 mm離れた二組のつかみ具で挟み,試験片が破壊されるまで圧縮する。このと
きの最大圧縮力を測定し,圧縮強さを計算する。
5
装置
試験装置は,次による。
5.1
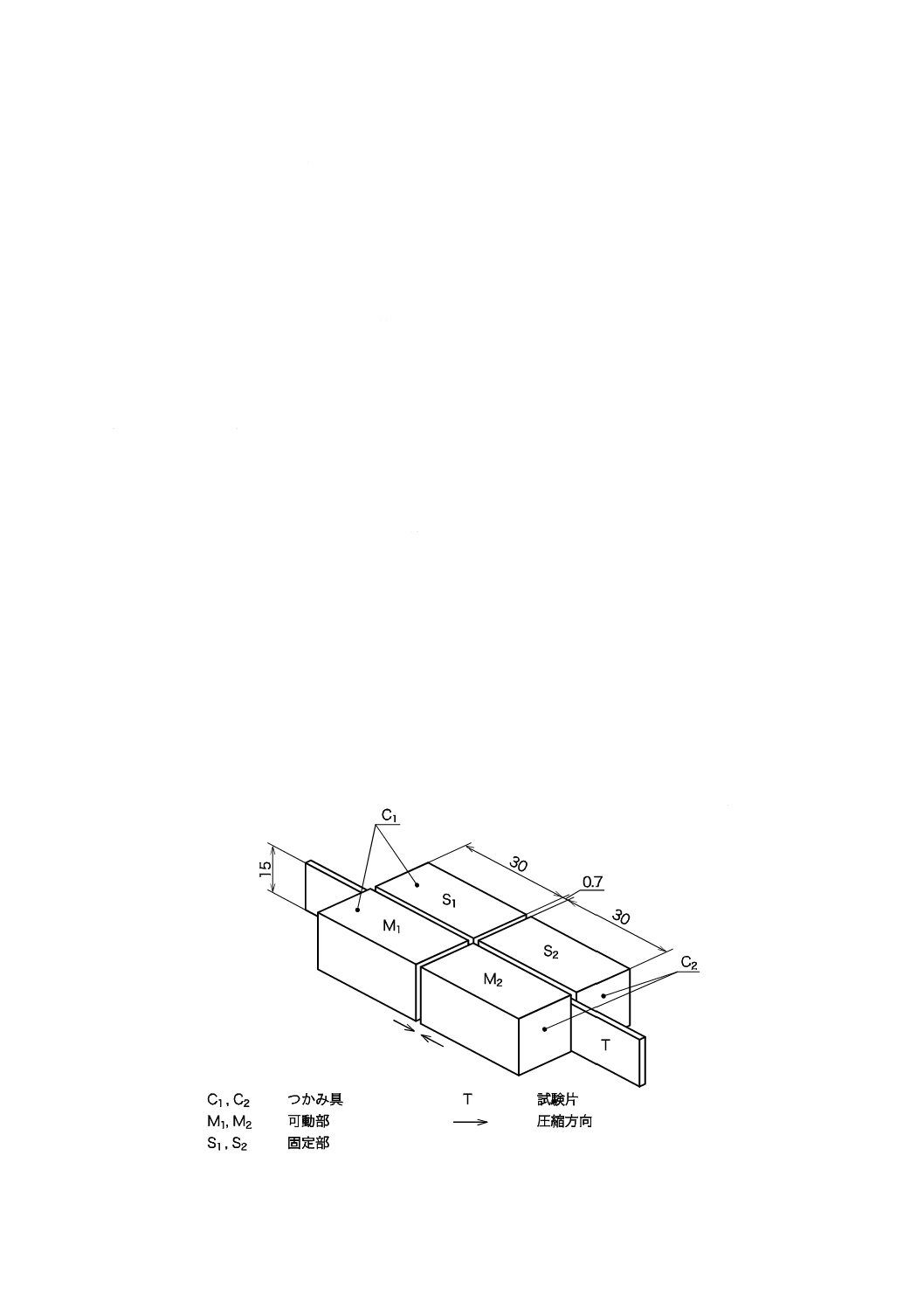
圧縮試験機 15 mm幅の試験片を保持する二組のつかみ具(図1参照)からなる。各つかみ具(C1
及びC2)は,固定部(S1及びS2)及び可動部(M1及びM2)からなる。つかみ具の長さは,30 mmで,試
験片に接する部分は,摩擦抵抗の高い表面をもつものとする。つかみ具は,2 300 N±500 Nの一定の力で,
試験片(T)の全幅を挟み,保持できるものとする(附属書A参照)。
二つの固定部は,試験片に接する面が同一線上,かつ,同一平面内とする。二つの可動部の試験片に接
する面も同一線上,かつ,同一平面内とし,固定部の試験片に接する面と平行とする。仕様については,
附属書Aによる。
試験開始時には,二組のつかみ具の間隔は,0.70 mm±0.05 mmとする。試験開始後,つかみ具は,圧縮
方向へ移動し,そのときの圧縮速度は,3 mm/min±1 mm/minとする。
試験機は,測定部及び表示部で構成し,フルスケールの10 %〜100 %では,±1 %未満の読取誤差で最大
圧縮力が測定できなければならない。
試験機は,ロードセルの校正のためのおもりを取り付けられるものとする。又は,校正済みのひずみゲ
ージを用いてもよい。
試験機は,つかみ具の挟む力をニュートン(N)で表示する装置をもつものとする。
単位 mm
図1−つかみ具の機構
3
P 8156:2012 (ISO 9895:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
裁断機 平行できれいな切り口をもつ試験片が作製できるもの。
6
校正
校正済みのおもり又はひずみゲージを用いて,定期的に圧縮試験機の校正を行う。全測定範囲を一定間
隔で検査できるように,校正済みのおもり又はひずみゲージを選択する。フルスケールの10 %〜100 %で
は,各測定点での誤差は,読取値の±1 %を超えてはならない。
誤差が1 %を超えている場合は,製造業者の指示に従って調整する。
7
試料の採取
ロットを評価するための試験を行う場合は,JIS P 8110に規定する方法によって,試料を採取する。そ
れ以外の場合は,試料を代表するように試験片を採取する。
8
調湿
JIS P 8111によって試料を調湿する。
9
試験片の調製
試験片の調製は,試料の調湿と同一条件下で行う。試料に損傷のない部分から,長さ70 mm以上,幅
15 mm±0.1 mmに裁断して試験片を得る。長辺を縦方向に平行に裁断した試験片は,縦方向の圧縮強さの
測定に用いる。長辺を横方向に平行に裁断した試験片は,横方向の圧縮強さの測定に用いる。
必要な方向に対して少なくとも20回の測定が行えるように,試験片は,十分な数を裁断する。
圧縮抵抗に影響を受ける他の試験と同様に,この試験は,試験片の水分変化に対して非常に敏感である。
試験片の取扱いは十分に注意し,特に圧縮する部分には直接手で触れないようにする。試験片は,湿気,
熱,直接照明,呼気又はその他の水分が変化するような雰囲気から遠ざける。つかみ具が照明,モータな
どの熱にさらされないようにする。
圧縮強さは,0.7 mm×15 mmの小さい範囲で測定する。紙の部分的な差の影響を最小にするために,少
なくとも20回測定する。
10 操作
つかみ具の固定部と可動部との間に試験片を置いて挟む。つかみ具を圧縮方向に動作させ,表示された
最大圧縮力を読み取る。縦方向及び/又は横方向でそれぞれ少なくとも20回測定する。
一つの試験片で複数回の試験を行う場合は,前の試験で挟んだ部分が試験部分にならないようにする。
必要に応じて,JIS P 8124によって試料の坪量を測定する。
11 計算及び結果の表し方
11.1 一般
縦方向及び/又は横方向に対してそれぞれ計算し,結果を報告する。
11.2 圧縮強さ
平均最大圧縮力を計算し,式(1)によって圧縮強さを計算する。
b
F
b
C
C=
σ
················································································· (1)
4
P 8156:2012 (ISO 9895:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
b
C
σ: 圧縮強さ(kN/m)
C
F: 平均最大圧縮力(N)
b: 試験片の初期幅(mm)
圧縮強さ
b
C
σを,有効数字3桁で報告する。必要な場合には,圧縮強さの標準偏差も計算する。
11.3 比圧縮強さ
必要な場合には,式(2)によって比圧縮強さを計算する。
g
b
g
C
C
000
1
σ
σ
×
=
········································································ (2)
ここに,
g
C
σ: 比圧縮強さ(kNm/kg)
b
C
σ: 圧縮強さ(kN/m)
g: 坪量(g/m2)
比圧縮強さ
g
C
σを,有効数字3桁で報告する。
12 精度
12.1 一般
1枚の試験用紙内の測定値の変動は,主に紙の構造による。
12.2 繰返し精度
1か所の試験室で,中芯原紙(112 g/m2〜180 g/m2)及びクラフトライナ(125 g/m2〜400 g/m2)を4台の
試験機を並べて試験した結果では,変動係数は,3 %未満であった(4台それぞれ20回測定した平均)。
12.3 再現性
試験室間の比較試験では,10か所の試験室で同じ中芯原紙(112 g/m2〜180 g/m2)及びクラフトライナ(125
g/m2〜400 g/m2)を試験した結果,変動係数の範囲は,3 %〜7 %であった。
13 報告書
報告書には,次の事項を記載する。
a) この規格の名称
b) 試験の場所及び日時
c) 試料の説明及び識別
d) 調湿条件
e) 測定した場合には,その坪量
f)
試験方向
g) 各方向で20回未満の場合の測定回数
h) 各方向での圧縮強さ及び必要に応じて変動係数
i)
各方向での比圧縮強さ(必要な場合)
j)
この規格と異なる条件又は方法で試験した場合は,その内容
5
P 8156:2012 (ISO 9895:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
つかみ具の仕様
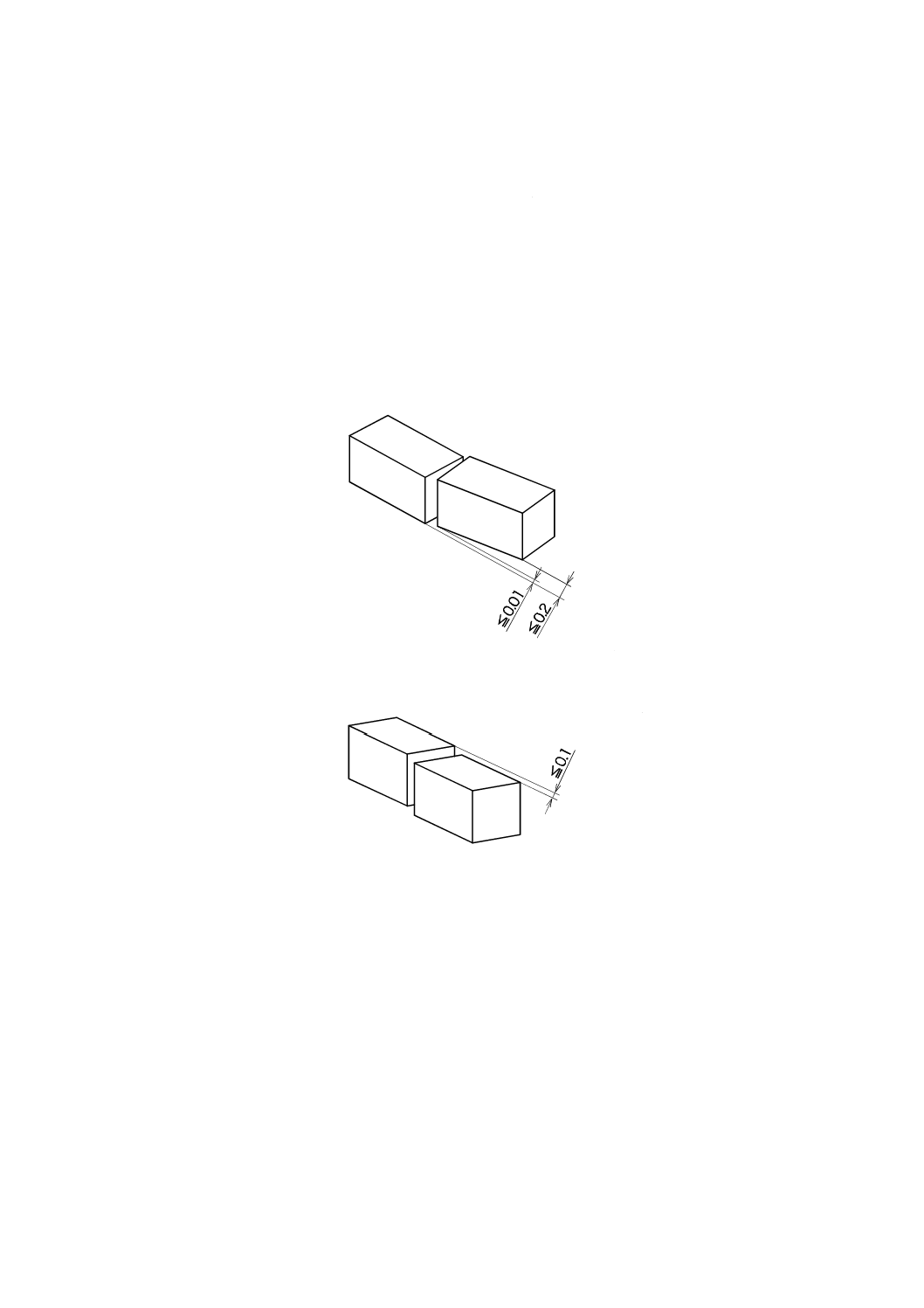
二組のつかみ具の内側で,0.70 mmの間隔で試験片に接する4か所の角は鋭くする。
二組のつかみ具の間隔の上部と下部との差は,0.03 mm未満とする。
二つの固定部の内側で試験片に接する面のずれは,0.01 mm以内とする。さらに,一方の固定部の外側
と他方の固定部の内側とのずれは,0.2 mm以内とする(図A.1参照)。
つかみ具底面の垂直方向のずれは,0.1 mm以内とする(図A.2参照)。
単位 mm
図A.1−つかみ具面の許容される平行からのずれ
単位 mm
図A.2−つかみ具の許容される垂直方向のずれ
6
P 8156:2012 (ISO 9895:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
破壊時のひずみの測定を行わない理由
圧縮試験機のつかみ具は,試験片に損傷を与えず,確実に挟むように構成されている。そのために挟む
力は,つかみ具全体に分布している。しかし,結果として試験中に,若干の滑りが発生することがある。
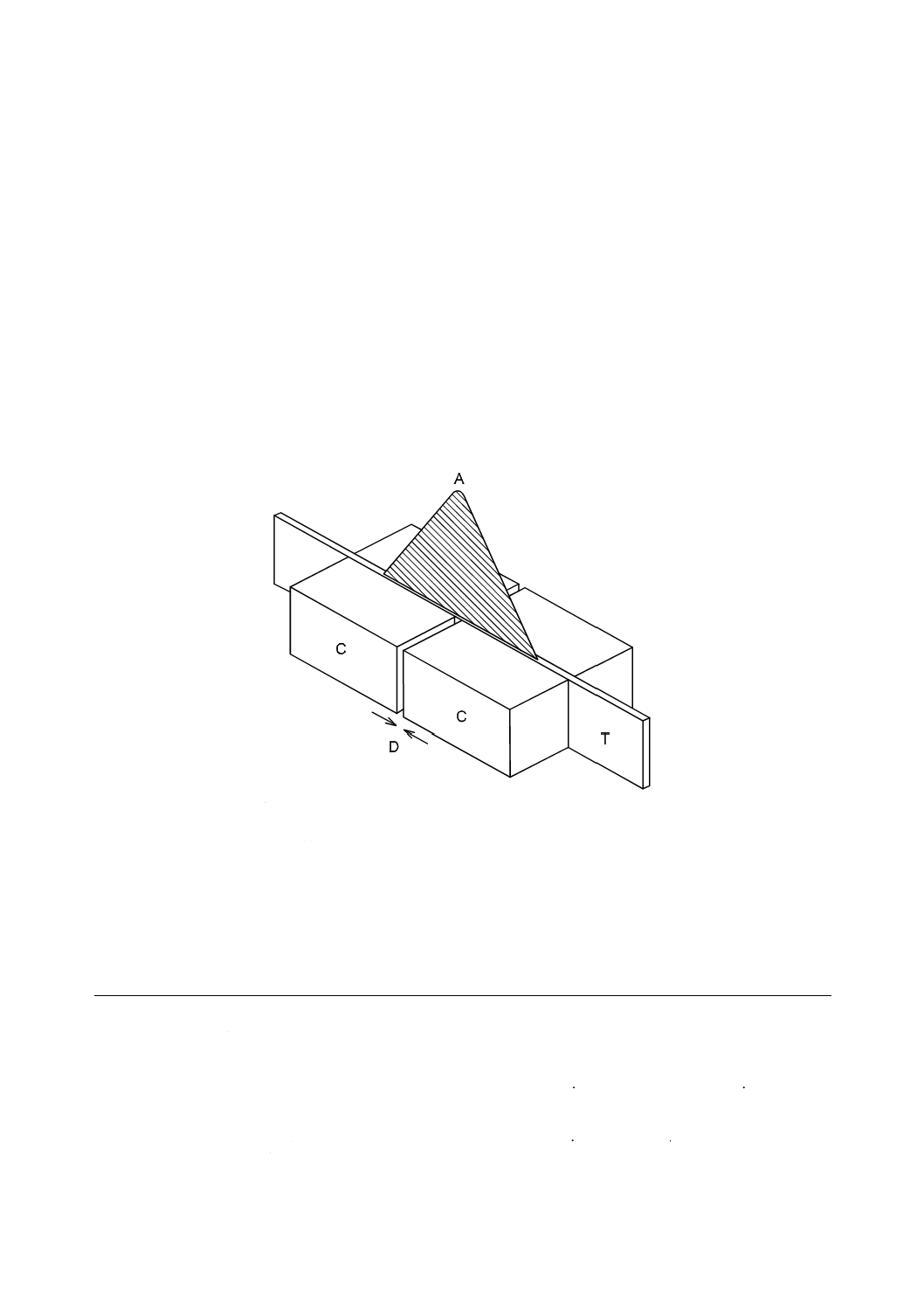
試験中,試験片の各部のひずみを図B.1に図示する。ひずみは,二つのつかみ具の間で最大となり,つ
かみ具内で徐々に減少する。
圧縮試験中の破壊時のひずみは,約1 %であり,0.7 mmの間隔で生じる破壊の変形は,約7 μmである。
つかみ具内での試験片の滑りのために,つかみ具の間での小さな変動,及び試験片平面内のつかみ具の
小さな動きは,試験結果に影響を及ぼさない。しかし,つかみ具の動きからは,破壊時のひずみを測定す
ることはできないため,この規格で規定する測定法は,ひずみの測定のためには用いることができない。
A ひずみの分布
C つかみ具
D 圧縮方向
T
試験片
図B.1−試験中の試験片のひずみ
参考文献 [1] JIS P 8223 パルプ−試験用手すき紙−物理的特性の試験方法
注記 対応国際規格:ISO 5270,Pulps−Laboratory sheets−Determination of physical
properties(MOD)
[2] CAVLIN, S. and FELLERS, C. A new method for measuring the edgewise compression properties
of paper, Svensk Papperstidning, 78 (9), pp. 329-332, 1975
[3] FELLERS, C. and DONNER, B.C. Edgewise compression strength of paper, pp. 481-525. In:
Handbook of Physical Testing of Paper, 1, Marcel Dekker, New York, 2002