P 8145:2011
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 原理······························································································································· 2
5 評価方法の種類 ················································································································ 2
6 ISO目視法 ······················································································································ 2
6.1 装置 ···························································································································· 2
6.2 サンプルの調製 ············································································································· 2
6.3 操作 ···························································································································· 3
6.4 結果の表し方 ················································································································ 3
6.5 精度 ···························································································································· 4
7 目視法···························································································································· 4
7.1 装置 ···························································································································· 4
7.2 試験用紙の調製 ············································································································· 4
7.3 操作 ···························································································································· 4
7.4 計算 ···························································································································· 5
8 報告書···························································································································· 5
附属書A(規定)ISO異物比較チャート ··················································································· 6
附属書B(規定)計測器による方法 ························································································· 7
附属書JA(規定)目視法異物比較チャート ··············································································· 9
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 10
P 8145:2011
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正す
べきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS P 8145:1976は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
P 8145:2011
紙及び板紙−異物の評価方法
Paper and board-Estimation of contraries
序文
この規格は,1999 年に第1版として発行されたISO 15755 を基とし,我が国で異物の評価に広く利用
されている目視法も選択できるように,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,紙及び板紙の目に見える異物を反射光によって評価する方法について規定する。この目視
検査は,ほとんどの種類の紙及び板紙に適用できる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15755:1999,Paper and board−Estimation of contraries(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
注記 対応国際規格:ISO 186,Paper and board−Sampling to determine average quality(IDT)
JIS P 8208 パルプ−きょう雑物測定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
シート(sheet)
個装,ベール,又は巻取りから採取した,1枚の紙又は板紙。
3.2
試験片(test piece)
サンプル又は試験用紙の検査する領域。
2
P 8145:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3
異物(contrary)
紙又は板紙中の望ましくない粒子又は斑点のことで,附属書A又は附属書JAの比較チャートで規定し
た最小表示面積よりも大きく,かつ,シートの周辺と比較して大きく異なる反射を示すもの(図A.1及び
図JA.1参照)。
注記 一般に,異物とは,紙表面の全ての欠陥のことである。
4
原理
試験片を反射光によって検査する。規定値より大きく,かつ,シート内の隣接した周辺領域と比較して
大きく異なる反射を示す異物の面積を附属書A又は附属書JAに示した比較チャートを用いて評価する。
異物の面積を積算し,面積1 m2当たりの異物面積(mm2/m2)で表す。
5
評価方法の種類
異物の評価方法には,異物を評価する比較チャートの種類及び計算方法によって次の方法がある。
a) ISO目視法
b) 目視法
6
ISO目視法
6.1
装置
装置は,次による。
6.1.1
照明 反射光によって紙又は板紙の検査をするのに適切な光源。光源は,表1の比較チャートの最
小面積の異物が確実に評価できる十分な光量をもつものとする。自然昼光又は外部光源からの直接光を避
けなければならない。
6.1.2
ISO異物比較チャート 形,面積及びコントラストが異なる,一連の黒及び灰色の点が示されたフ
ィルム。このフィルムは,目視検査及び機器類の性能を確認するために使用する。この比較チャートのコ
ピーを附属書Aに示す。
附属書Aの印刷された比較チャート及び市販の比較チャートのコピーしたものを検査に用いてはならな
い。点の大きさ及びコントラストが変わることがあるためである。
6.2
サンプルの調製
6.2.1
サンプルの採取
ロットで,異物の評価を行う場合には,サンプルの数及びその選定は,JIS P 8110 による。
サンプルの大きさの下限は,6.2.2による。
6.2.2
検査領域の選択
異なる場所から偏りなく,かつ,サンプルの両方の面を代表するような多数の試験片(検査領域)を選
択する。検査する試験片全部で,少なくとも300個の異物を含むようにする。しかし,非常にきれいな紙
のように,異物がほとんど確認できなかった場合,3 m2を超える面積を検査する必要はない。
一つのロットの紙又は板紙を判断する場合は,1 000個以上の異物を含む,又は 10 m2以上の面積の紙又
は板紙に基づくものでなければならない。
注記1 異物の数は,信頼率 90 %で相対誤差 10 %を満たす個数である(参考文献[1]参照)。
注記2 異物は,紙中に不均一に分布しやすいため,試験片の選択の方法によって,結果は相当変化
3
P 8145:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
することがある。検査面積が規定した下限より大きな場合は,試験片を全てのサンプルから
偏りなく採取することが重要である。
注記3 場合によっては,サンプルの片面だけ検査することがある。この場合,報告書に記載する。
6.3
操作
6.3.1
検査
目視によって試験片(6.2.2参照)を検査し,附属書Aの異物比較チャートを用いて,異物の面積を測定
する。通常は0.04 mm2以上の面積をもつ異物だけに印を付ける。
印を付けた異物を面積ごとに分類する(表1参照)。
つぶれた虫のかけら又はしみ・汚れのような異常で代表的でないものは計測しないが,結果とともに報
告する。蛍光斑点は,計測しない。
一見して明らかに多くの異物を含む紙及び板紙の場合は,目視で数えることは判定の精度を低下させる
ため,附属書B に規定した計測器によって検査するのがよい。
注記 必要に応じて,例えば,プラスチック,ちり,結束繊維など,異物の種類を大きさ別に個別に
記録してもよい。
6.3.2
異物の分類
異物の総面積だけを報告することが一般的であるが,必要に応じて,等級別に報告してもよい。この場
合,表1に示した分類を利用する。等級6は特別な取決めの場合にだけ利用し,報告書に記載する。
表1−異物の面積による分類推奨例
等級
面積
mm2
対数平均面積
mm2
1
5.00 以上
−
2
1.00〜4.99
2.234
3
0.40〜0.99
0.629
4
0.15〜0.39
0.242
5
0.04〜0.14
0.075
6
0.01〜0.03
0.017
注記 使用する等級の数は,検査する紙又は板紙の品種によって,また,受渡当事者間で合意してい
る場合には,変更できる。
6.4
結果の表し方
6.4.1
計算
全ての異物の総面積,又は等級別の面積の計算は,次の式(1)によって求める(表1参照)。
∑bn
c
X
i
i
=
············································································· (1)
ここに,
X: 異物の(又は各等級の異物の)総面積(mm2/m2)
ci: 表1に示す各等級の対数平均面積(mm2)
ni: 表1に示す各等級における異物の数
b: 検査した面積(m2)
5 mm2を超える異物のciniは,それぞれ実際に測定した面積に置き換え,個別に報告書に記載する。
注記 等級の下限の大きさをもつ異物の数が多くなる傾向にあるので,等級の対数平均面積を用いて
異物の総面積とみなしてもよい。
4
P 8145:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例 0.15〜0.39 の等級に分類される異物が8個あった場合,それらの面積ciniは,次のように計算す
る。
8×0.242 mm2=1.9 mm2(表1参照)
6.4.2
結果
紙又は板紙の単位面積当たりの異物の総面積を最も近い整数で報告する。5 mm2/m2以下の結果の場合は,
小数点以下1桁で報告する。
注記 必要に応じて,等級ごとに結果を報告してもよい。しかし,異物がほとんどない等級では,試
料採取の位置などの影響を受けやすいため注意する。
6.5
精度
目視による計数方法は,主観的な試験方法であるため,正確な精度データを得ることは困難である。判
断は個人差が伴うため,再現性が不十分であることは分かっている。
5か所の試験所で16種類の紙を目視で検査した。試験所間の変動係数は,62 %から99 %まで変わり,
平均値は82 %であった。
7
目視法
7.1
装置
装置は,次による。
7.1.1
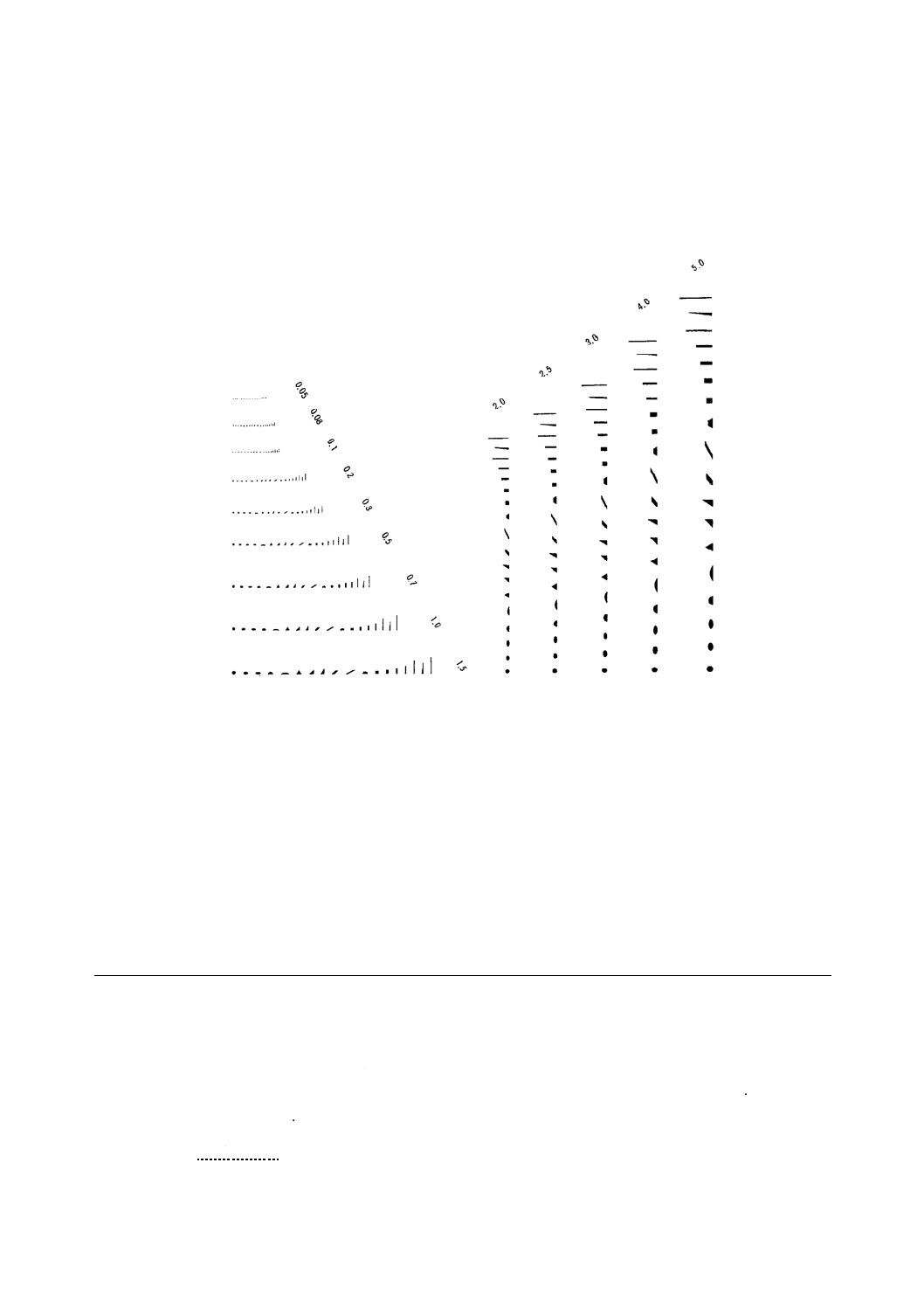
目視法異物比較チャート 比較チャートは,面積の等しい各種形状の図形を,それぞれ表示面積
0.05 mm2から5.0 mm2まで14段階に配列した伸縮の少ない透明なフィルム。このフィルムは,JIS P 8208
で使用するものと同じとする。この比較チャートのコピーを附属書JAに掲載した。
附属書JAの印刷された比較チャート及び市販の比較チャートのコピーしたものを検査に用いてはなら
ない。点の大きさ及びコントラストが変わることがあるためである。
7.1.2
検査台 照度,観察角度など同じ条件の下で検査をするのに適切な台。検査台上の明るさは,直射
日光を避けた自然光,又は白色若しくは昼光色の光源を用いる。
注記 検査する面の照度は,500 lx程度とすることが望ましい(参考文献[4]参照)。
7.1.3 マスク 試験片の面積を規定するための 200 mm×250 mm(0.05 m2)の窓をもつもの。
7.2
試験用紙の調製
7.2.1
サンプルの採取
ロットで,異物を評価する場合には,サンプルの数及びその選定は,JIS P 8110による。
7.2.2
試験用紙の採取
試験用紙は,サンプルから全体を代表するように,汚れがなくマスクの窓より大きな試験用紙を4枚以
上採取する。採取した試験用紙の表面を保護するため,2枚の大きな紙の間に挟んでおくとよい。
7.3
操作
試験用紙を検査する面を上にして,ちりのないきれいな台上に置く。試験用紙のほぼ中央部にマスクを
載せる。マスク内を試験片として観察できる異物を目視法異物比較チャート(図JA.1参照)と比較して,
形状,大きさの最も近いものを選び出し,その表示面積及び個数を記録する。表の検査が終わったら,裏
についても同じようにして検査する。
注記1 評価に使用する最小表示面積をあらかじめ定めておく。
なお,ある角度から見たときだけ黒く見えるような斑点は,通常は異物とはみなさない。
検査は,試験片の表及び裏についてそれぞれ 4 枚以上,異物が少ない場合には,必要に応
5
P 8145:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
じて枚数を増して行う。
注記2 必要に応じて,JIS P 8208に従って評価を行う。
7.4
計算
異物の計算は,試験片の表及び裏について,単位面積当たりの異物の総面積(mm2/m2)として,次の式
(2)によって求め,有効数字2桁で表す。
A
n
a
D
i
i
∑
×
=
)
(
········································································· (2)
ここに,
D: 異物の総面積(mm2/ m2)
ai: 目視法異物比較チャートの表示面積(mm2)
ni: 表示面積別の異物個数
A: 検査した面積(m2)
8
報告書
報告書には,次の事項を記載する。
a) 規格名称又は規格番号,及び評価方法の種類(ISO目視法又は目視法)
b) サンプル又はロットを特定するのに必要な全ての情報
c) 紙又は板紙の単位面積当たりの異物の総面積(mm2/m2)。必要に応じて,大きさ又は種類に分けた等
級ごとの結果
d) 検査した紙又は板紙の面積(m2)
e) 結果が目視によるものか又は計測器によるものか
f)
検査中に観察された特徴的な事項
g) 規定した手順から逸脱した事項又は結果に影響した可能性のある事項
6
P 8145:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
ISO異物比較チャート
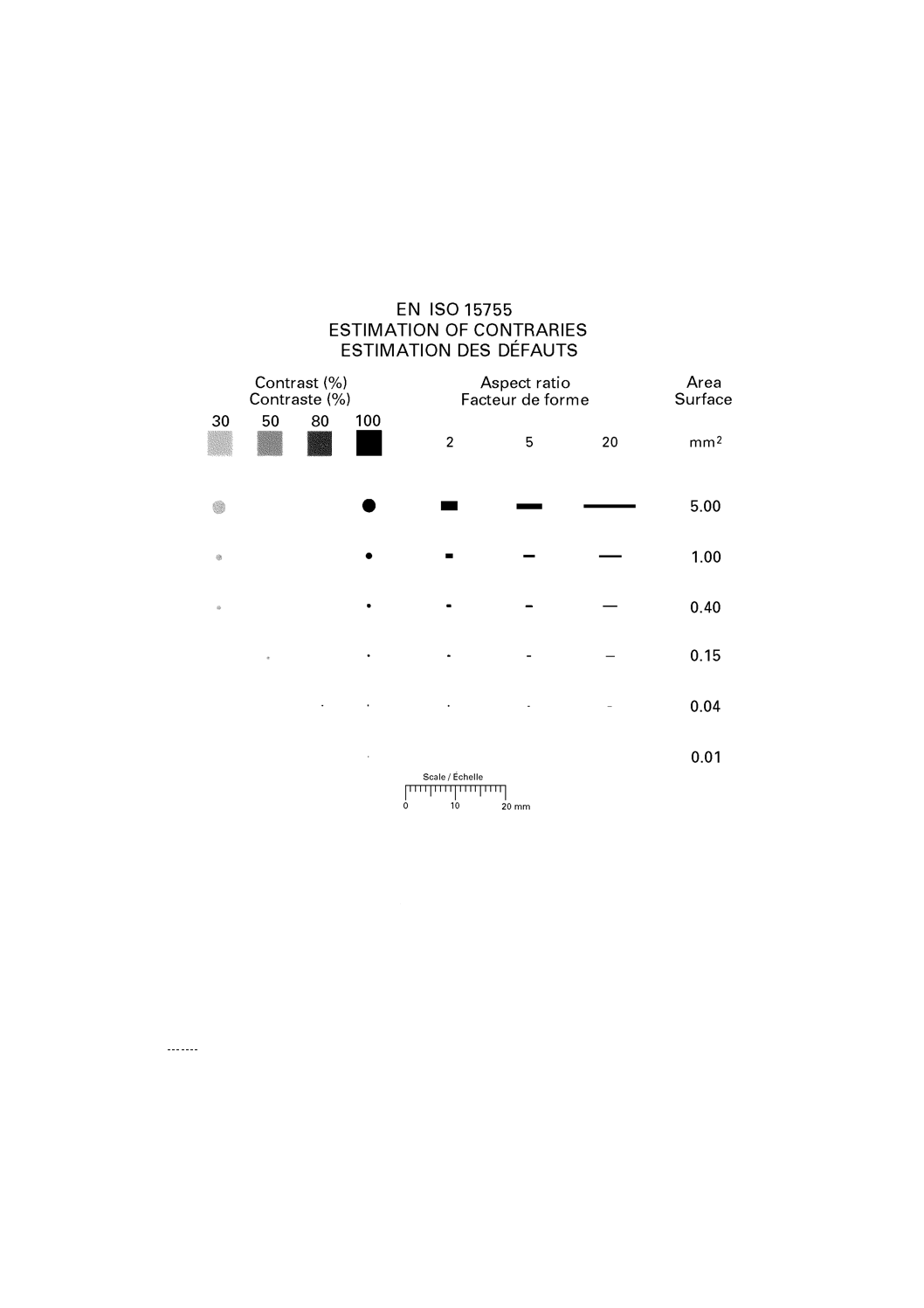
ここに示すチャートは,ISO目視法に使用する比較チャートのコピーである。
図A.1−ISO異物比較チャートのコピー
比較チャートの左側部分は,計測器の校正及び目視検査に使用する。面積の大きさごとに,下限のコン
トラストの点を示す。下限のコントラストが30 %,50 %及び 80 %の異物は,それぞれ,0.40 mm2,0.15 mm2
及び 0.04 mm2と同等以上の大きさである。
右側部分は,アスペクト比の異なる異物を示す。コントラストは100 %である。この部分は大きさの分
類に使用する。
注記 ISO 15755(比較チャート附属)は,財団法人日本規格協会で入手できる。
7
P 8145:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
計測器による方法
B.1
一般
紙の異物の検査では一般に計測器が使用されている。この計測器による方法は,多数の異物を含む紙に
おいて有効である。しかし,目視で得られた結果が,計測器による方法と同等でないことに注意する必要
がある。
なお,蛍光斑点は,この規格に規定する方法では検出できない。
次のものは,計測器による方法を用いると問題を起こすことがある。
− 平らでない紙
− 明度が低い紙(Y値が 30 %未満)
− あな(孔)のある紙
B.2
計測器
B.2.1 異物計測装置
異物計測装置は,反射光で行う検査に適した光源をもち,表1に示す面積及び表B.1に示すコントラス
トを用いて,異物を評価,計測及び表示できる構成になっている。装置の再現性は,検査領域を5回検査
したとき,変動係数が15 %以下でなくてはならない。照明の角度分布(入射角)は,紙表面の陰影及び光
沢むらによって生じるバックグラウンドの反射率の変化を最小限にするようにしなければならない。
注記 装置は,最大の画素サイズが0.01 mm2で,最小のグレースケールの解像度が反射率 0.5 %を満
たす性能のものとする。
B.2.2 比較チャート
異なる面積及びコントラストをもつ点を配列したチャートを用いる。コントラストは,表B.1に示す。
この比較チャートは,装置の校正に使用する。詳細な情報については,附属書Aに規定する。
B.3
操作
サンプルの調製は,6.2による。測定は,装置製造業者が提供した取扱説明書による。
透明紙又はあな(孔)がある板紙の検査は,きれいな白色の紙を裏に当てて行う。
定期的に装置の校正を比較チャートを用いて行う。白い平らなタイル又は紙の上に比較チャートを置く。
比較チャートが示す全等級,全異物を装置で認識する。測定結果が異なる場合,装置を調整するか,又は
装置製造業者に連絡する。
注記 装置は,一般的に異物の実際の大きさから得られた結果を自動的に計算することができる。こ
の場合,各等級の対数平均面積を用いる必要はない。
B.4
異物の分類
B.4.1 大きさ
6.3.2の規定による。
8
P 8145:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.4.2 コントラスト
コントラストとは,粒子とバックグラウンドとの間の光強度差を測定するために使用するパラメータの
ことである。コントラストは,粒子の光反射強度と周囲の光反射強度との比から,式(B.1)によって求める。
周囲と比較して,暗い粒子ほどコントラストが高くなる。
100
1
su
pa×
−TT
C=
···································································· (B.1)
ここに,
C: コントラスト(%)
Tpa: 粒子の反射率(%)
Tsu: 周辺部の反射率(%)
注記 粒子の周縁部と異物を含まない部位(周辺部)とは,1 mm以上離れていることが望ましい。
異物を目視可能にするために必要なコントラストは,異物の大きさによる。小さな斑点は,周囲の紙と
比較してコントラストが高ければ目視可能である。また,大きな斑点はコントラストが弱くても目視可能
である。したがって,ただ一つのコントラストを限界値として指定できない。表B.1に適用する最小コン
トラスト値を示した。
この規格では,コントラストの値は,光学強度及び濃度の値から計算するため,異物と周辺の紙との反
射光強度が同じ場合にゼロとなる。
表B.1−等級別の最小コントラスト値
等級
最小コントラスト値
%
1
30
2
30
3
30
4
50
5
80
6
100
B.5
精度
この規格の再現性及び繰返し精度の正確な計算は,規格に従って限定した校正を経たときだけとなる。
一般的な情報は,参考文献[2]及び[3]から得ることができる。
9
P 8145:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
目視法異物比較チャート
ここに示すチャートは,目視法に使用する比較チャートのコピーである。
注記1 図中の数字は,各一群の面積(mm2)を表す。
注記2 目視法異物比較チャートは,“きょう雑物計測図表”として,株式会社朝陽会
(〒114-0003東京都北区豊島4-2-4,TEL:03-3913-5526)で入手できる。
図JA.1−目視法異物比較チャートのコピー
参考文献 [1] Klein, R. et al.: Image analysis−An effective tool for quality assessment of secondary fibre
furnishes and recovered papers. Progress in Paper Recycling, 4:4 (1995), Page 35 to 48
[2] Jordan, B.D., Nguyen, N.G., Bidmade, M.L.: Dirt counting with image analysis. Pulp Paper Can.
84:6 (1983), TR Page 60 to 64
[3] Klungness, J.H., Fernandez, L.E., Plantinga, P.L.: Image analysis for measuring adhesive
contaminants in pulp. Tappi J. 72:1 (1989), Page 89 to 93
[4] JIS Z 9110 照明基準総則
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS P 8145:2011 紙及び板紙−異物の評価方法
ISO 15755:1999 Paper and board−Estimation of contraries
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号 内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
目視による検査
1
目視検査及び一見して多
くの異物を含むことが明
らかな場合は,計測器に
よって検査する。
変更
計測器による検査は,箇条6に
記載した。
技術的差異はない。規格の構成上,
箇条6に移した。
2 引用規
格
3 用語及
び定義
3
追加
3.3に附属書JAの文言を追加
した。
我が国で広く使用されている測定
法を附属書JAに追加したため。対
応国際規格の比較チャートと比較
して形状及び大きさが様々な異物
に対し評価が正確にできる。
4 原理
異物面積を評価す
る目視法異物比較
チャートを追加
4
JISとほぼ同じ
追加
異物面積を評価する比較チャ
ートとして,目視法異物比較チ
ャート(附属書JA)を追加。
附属書JAに記載した比較チャート
を用いると高精度の測定が可能で
あり,我が国で広く使用されてい
る。
5 評価方
法の種類
ISO目視法
目視法
−
−
追加
ISO規格にはない目視法に関
する規定を追加した。
目視法と区別するためにISO
による方法をISO目視法と名
付けた。技術的な差異はない。
附属書JAに記載した比較チャート
を用いると高精度の測定が可能で
あり,我が国で広く使用されてい
る。
6 ISO目
視法
5〜8
変更
規格の構成上,箇条6に移し
た。
技術的差異はない。
2
P
8
1
4
5
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ご
との評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号 内容
箇条ごと
の評価
技術的差異の内容
7 目視法
7.1装置
7.2試験用紙の調製
7.3操作
7.4計算
−
−
追加
ISO規格にはない,我が国で広
く行われている目視法による
評価方法を追加した。
目視法は我が国で広く使用されて
いる測定方法であって,異物を精度
よく評価できる。
8 報告書
a)規格名称又は規格
番号,及び評価方法
の種類
9
追加
評価した方法を識別するため
に追加した。
評価した方法によって結果が異な
ることがあるため。
附属書A
(規定)
附属書A
一致
−
附属書B
(規定)
附属書B
一致
−
附属書JA
(規定)
目視法異物比較チ
ャート
追加
目視法によって,異物面積を評
価するための比較チャートを
附属書JAとして追加。
旧JISは国内で広く使用されてい
る測定方法であり,目視法に使用す
る比較チャートである。ISOへ提案
する。
JISと国際規格との対応の程度の全体評価:ISO/IEC 15755:1999,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更………………国際規格の内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
P
8
1
4
5
:
2
0
11