P 8143:2009
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 原理······························································································································· 2
5 装置······························································································································· 2
5.1 試験機 ························································································································· 2
5.2 直尺 ···························································································································· 2
6 試験片の調製 ··················································································································· 2
7 試験······························································································································· 3
7.1 試験条件 ······················································································································ 3
7.2 手動操作式試験機法 ······································································································· 3
7.3 自動式試験機法 ············································································································· 4
8 計算······························································································································· 4
9 試験結果の表し方 ············································································································· 4
10 報告 ····························································································································· 4
P 8143:2009
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきと
の申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これに
よって,JIS P 8143:1996は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8143:2009
紙−こわさ試験方法−クラークこわさ試験機法
Paper-Determination of stiffness-Clark stiffness tester method
序文
この規格は,1967年に制定され,その後1回の改正を経て今日に至っている。前回の改正は1996年に
行われたが,その後の自動式試験機の普及に対応するため改正した。
なお,対応する国際規格は現時点で制定されていない。
1
適用範囲
この規格は,クラークこわさ試験機を用いた紙のこわさ試験方法について規定する。
注記 比較的厚い紙及び板紙の測定には,JIS P 8125に規定する方法が適している。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格はその最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS P 0001によるほか,次による。
3.1
臨界回転角
試験片の長辺方向を垂直にして下方の一端を水平につかみ,つかみ線を軸として左右に回転させたとき,
試験片がちょうど反転するときの回転角度。
3.2
張出し長さ
つかみ線から試験片の上端までの長さ。
3.3
臨界長さ
臨界回転角が90°±2°のときの試験片の張出し長さ。
3.4
クラークこわさ
臨界長さ(cm)の3乗を100で除した値。
2
P 8143:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 紙の自重曲げに対する抵抗であり,紙の垂れ下がりの指標となる。
4
原理
試験片の長辺を垂直にし,下方の一端をつかみ,つかみ線を軸として左右に回転させる。紙の質量(自
重)によって発生する曲げ(たわみ)に対する抵抗性を,臨界長さとして測定する。
5
装置
5.1
試験機 試験機は,手動操作式又は自動式のクラークこわさ試験機を用い,次による。
注記 試験機は空気の流れによる影響を避けるため,風防で囲うのが望ましい。
5.1.1
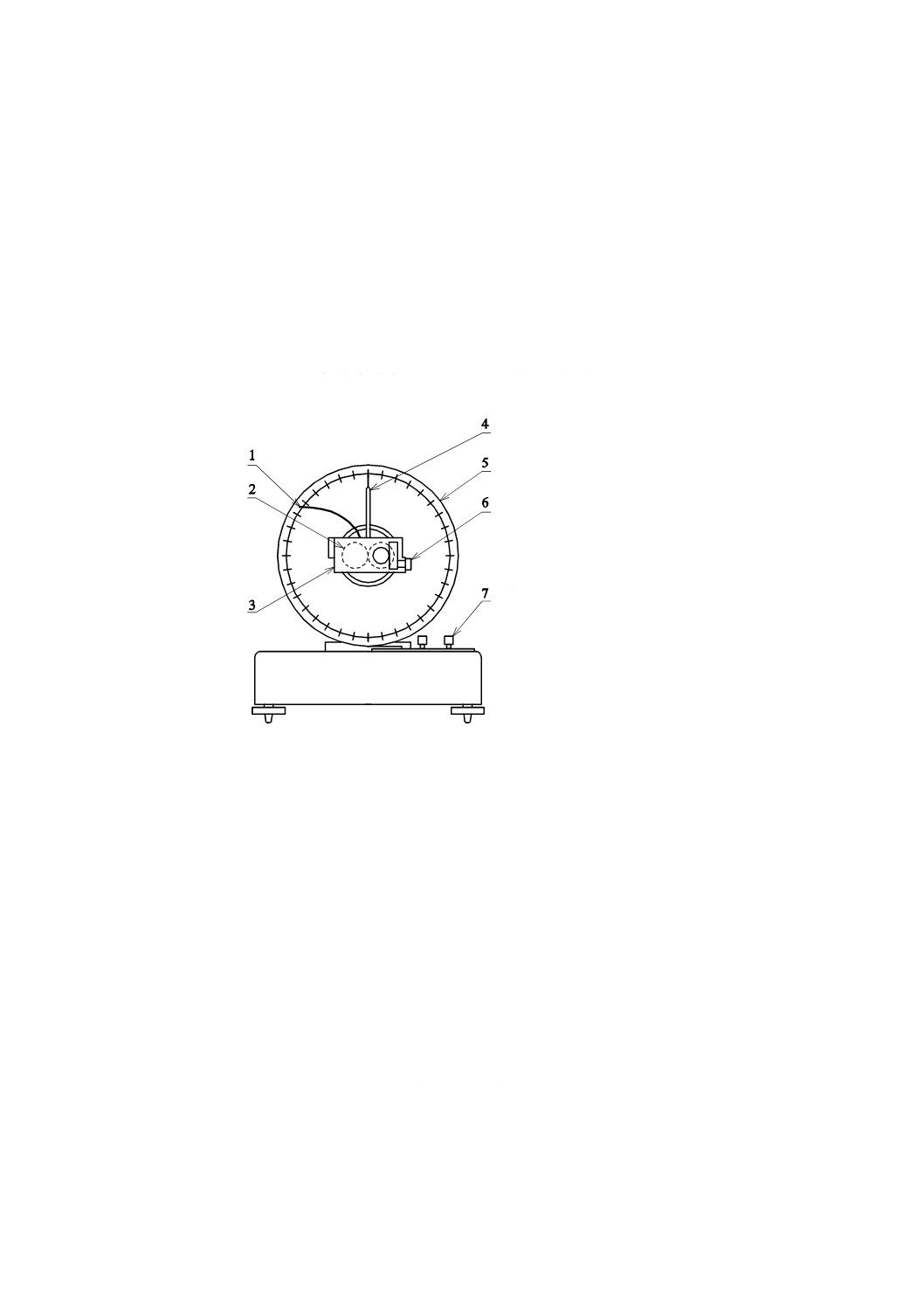
手動操作式試験機 手動操作式試験機は,次による(図1参照)。
1
試験片
2
ロール
3
つかみ
4
指針
5
角度目盛板
6
張出し長さ調節用ねじ
7
つかみ回転スイッチ
図1−クラークこわさ試験機の例
a) つかみは,2本の平行で水平なロールで試験片の短辺方向の一端を挟むことができ,試験片の張出し
長さが調節できるものとする。ロールの直径は29.0 mm±1.0 mmとする。
b) つかみは,2本のロールの接線を軸として毎分1.0回転±0.1回転(90°回転させるのに,15.0秒±1.5
秒)で回転できるものとする。
c) つかみの回転角度を精度1°以内で示すことができるものとする。
注記 図1の指針及び角度目盛板は,このためにある。
5.1.2
自動式試験機 自動式試験機は,5.1.1 a)〜c)の規定を満足するものとする。自動式試験機は,試験
片の張出し長さの調節,臨界長さの測定,つかみの回転角度の検出などを自動で行う機構をもつものとす
る。
5.2
直尺 最小目盛1 mm,許容差±0.5 mmの金属製直尺。
注記 手動操作式試験機に附属する,ロールの半径を考慮した金属製直尺が望ましいが,JIS B 7516
に規定する金属製直尺300 mm 1級のものを利用してもよい。
6
試験片の調製
試験片は,次による。
3
P 8143:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験用紙は,ロットを代表する試験の場合は,JIS P 8110に規定する方法によって採取し,JIS P 8111
によって調湿する。
b) 試験片は,試験用紙からすきむら,折目,すき入れ,しわ,カール1)などの欠陥箇所を避けて採取する。
注1) 試験片の長辺方向を軸とするカールは,クラークこわさを増大させる。
c) 試験片は,正確に縦方向及び横方向に切り取り,それぞれ5枚以上採取する。試験片の両端はできる
限り平行で,滑らかな切り口をもつように切り取る。
d) 試験片の寸法は幅15 mm〜50 mm(標準として30 mm)で,長さは少なくとも75 mm以上とし,予備
試験結果を参考とする。
注記 例えば,市販のPPC用紙(坪量64 g/m2)の縦方向の測定では,試験片の長さは約250 mmが
必要である。
7
試験
7.1
試験条件
試験は,JIS P 8111に規定する標準条件下で行う。
7.2
手動操作式試験機法
手動操作式試験機法は,次に示す予備試験によって試験片の張出し長さの概略値を求め,本試験によっ
て張出し長さL(臨界長さ)を測定する。
a) 予備試験 予備試験は,次による。
1) 試験機を水平に調節し,指針を真上にしておく。
2) 試験片の短辺部を,長辺が回転軸に対して直角になるようにロールの間に差し込み,あらかじめ左
側へ倒しておく。
3) つかみを右方向へ回転させ,試験片を右側へ倒す。試験片が2本のロールの接線の垂直線上を通過
し,反転したときのつかみの回転角度を読み取る。
4) つかみを左方向へ回転させ,試験片を左側へ倒す。このときのつかみの回転角度を読み取る。
5) 左右に反転したときのつかみの回転角度が88°〜95°に入っていなければ,試験片の張出し長さを
調節し,つかみを右方向へ回転させ,試験片を右側へ倒す。このときのつかみの回転角度を読み取
る。
6) 4)及び5)の操作を繰り返し,つかみを88°〜95°回転させたとき,試験片が反対側へ倒れるように
試験片の張出し長さを調節する。
注記 つかみの回転角度が88°〜95°に入らなかった場合,次の式によって臨界長さ(L)の予測
値を算出してもよい。
(
)(
)
2
2
1
2
1
2
90
L
L
L
L
+
−
−
×
−
=
α
α
α
ここに,
L: 臨界長さ (cm)
L1: 回転角が100°〜130°の試験片の張出し長さ (cm)
L2: 回転角が50°〜80°の試験片の張出し長さ (cm)
α1: L1のときの臨界回転角 (°)
α2: L2のときの臨界回転角 (°)
b) 本試験 本試験は,次による。
1) 新しい試験片をロールの間に差し込み,予備試験結果を参考として張出し長さを調節する。
2) つかみを毎分1.0回転±0.1回転の速度で回転させ,つかみの回転角度が90°±2°で試験片が反対
4
P 8143:2009
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
側へ倒れるように試験片の張出し長さを調節する。このときのロールの接線からの試験片の張出し
長さL(臨界長さ)を,直尺などによって0.1 cm単位で測定する。
3) 縦方向及び横方向について,それぞれ5枚の試験片を測定する。
注記 試験片の張出し長さの調節は,試験片がロールの圧力で変形し,クラークこわさに影響
することを防ぐため,長い状態から短くするように行うことが望ましい。
7.3
自動式試験機法
自動式試験機法は,使用する試験機の取扱説明書に従って操作する。
8
計算
計算は,次による。
クラークこわさは,次の式によって算出する。
100
3L
S=
ここに,
S: クラークこわさ
L: 臨界長さ (cm)
9
試験結果の表し方
個々に算出したクラークこわさの計算値について,縦方向及び横方向の平均値をそれぞれ計算し,四捨
五入して有効数字3けたとする。
測定結果の標準偏差を求める。
10 報告
報告書には,次の事項を記録する。
a) 規格名称又は規格番号
b) 使用した試験機の名称及び形式
c) 試験用紙の種類及び名称
d) 試験年月日及び試験場所
e) 試験片の方向(縦・横)
f)
試験回数
g) クラークこわさの平均値,最大値,最小値及び標準偏差
h) 試験片の幅が標準の30 mm以外の場合は,その幅
i)
その他必要とする事項
参考文献 [1] JIS B 7516 金属製直尺
[2] JIS P 8125 紙及び板紙−こわさ試験方法−テーバーこわさ試験機法
[3] Clark, J. dʼA., “Determining the Rigidity, Stiffness and Softness of Paper”, Paper Trade J. 100 (13)
41 (March 28, 1935)