P 8142:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS P 8142:1993は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 8254-1:1999,Paper and board−
Measurement of specular gloss−Part 1:75°gloss with a converging beam,TAPPI methodを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
JIS P 8142には,次に示す附属書がある。
附属書A(規定)光沢度計の光学系仕様
附属書B(参考)参考文献
附属書1(規定)紙及び板紙の75度鏡面光沢度試験方法(平行光方式)
附属書2(参考)JISと対応する国際規格との対比表
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 2
3. 定義 ······························································································································ 2
3.1 光沢 ···························································································································· 2
3.2 正反射;鏡面反射 ·········································································································· 2
3.3 拡散反射 ······················································································································ 2
3.4 鏡面光沢度 ··················································································································· 2
4. 原理 ······························································································································ 2
5. 装置 ······························································································································ 2
5.1 光沢度計 ······················································································································ 2
5.2 光沢標準面 ··················································································································· 2
5.3 ゼロ光沢標準 ················································································································ 3
6. 試験片の採取及び調製 ······································································································ 3
7. 装置の校正 ····················································································································· 4
8. 操作 ······························································································································ 4
9. 精度 ······························································································································ 4
10. 報告 ···························································································································· 4
附属書A(規定)光沢度計の光学系仕様 ··················································································· 6
附属書B(参考)参考文献 ····································································································· 8
附属書1(規定)紙及び板紙の75度鏡面光沢度試験方法(平行光方式) ········································· 9
附属書2(参考)JISと対応する国際規格との対比表 ·································································· 12
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8142:2005
紙及び板紙−75度鏡面光沢度の測定方法
Paper and board−Measurement of 75° specular gloss−
Converging beam method
序文 この規格は,1999年に第1版として発行されたISO 8254-1,Paper and board−Measurement of specular
gloss−Part 1:75°gloss with a converging beam,TAPPI methodを翻訳し,技術的内容及び規格票の様式を変更
して作成した日本工業規格である。また,附属書1(規定)には,従来JISで規定した平行光方式の紙及
び板紙の75度鏡面光沢度の試験について規定する。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。変更の一覧表をそ
の説明を付けて,附属書2(参考)に示す。
1. 適用範囲 この規格は,紙及び板紙の紙面の法線に対して75°の角度における鏡面光沢度を測定する
方法について規定する。この規格は,主として塗工紙に適用するが,スーパーカレンダ処理された紙のよ
うな,つや(艶)のある非塗工紙にも適用できる。
備考1. 平行光方式を採用している附属書1の紙及び板紙の75度鏡面光沢度の試験方法は,この規格
の発効後も一定の移行期間使用を認め,最終的に2008年3月31日に廃止するものとする。
移行期間における本体と附属書1の違いを明確にするため,10.(報告)では“75度ISO光
沢度”とし,附属書1の8.(報告)では,“75度JIS光沢度”とした。
2. この規格は,反射像の質を評価するのではなく,キャストコート紙,ラッカー紙,高度にワ
ニス処理,ワックス処理した紙又は高光沢インキフィルムには適用しない。これらの紙に対
しては,20°の角度が望ましいが,この規格の方法でも,紙又は板紙上のインキ皮膜の光沢
度の測定には適していることが示されている。この規格の方法によって測定された光沢度は,
インキ皮膜の色と拡散反射率との違いにはほとんど影響されない。例えば,他の物性が同等
な,白色と黒色との表面の光沢度を測定すると,白色の表面の方が黒色の表面より1光沢単
位未満高い値を示す程度である。
3. ISO 2813:1978 塗料及びワニス−非メタリック塗膜の20°,60°及び85°の鏡面光沢度の
測定方法−が幾つかの紙の測定に適している。
4. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 8254-1:1999,Paper and board−Measurement of specular gloss−Part 1:75° gloss with a
converging beam,TAPPI method (MOD)
2
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
備考 ISO 186:1994 Paper and board−Sampling to determine average qualityからの引用事項は,この
規格の該当事項と同等である。
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
備考 ISO 187:1990 Paper,board and pulps−Standard atmosphere for conditioning and testing and
procedure for monitoring the atmosphere and conditioning of samples からの引用事項は,この規
格の該当事項と同等である。
JIS Z 8120 光学用語
JIS Z 8401 数値の丸め方
JIS Z 8701 色の表示方法−XYZ表色系及びX10Y10Z10表色系
JIS Z 8741 鏡面光沢度−測定方法
3. 定義 この規格で用いる主な用語の定義は,JIS P 0001及びJIS Z 8120によるほか,次による。
3.1 光沢 (gloss) 表面の選択的な方向特性によって,物体の明るい反射がその表面に写り込んでいるよう
に見える見え方。
3.2 正反射;鏡面反射 (regular reflection; specular reflection) 幾何光学の反射の法則に従う,拡散がない
反射。
3.3 拡散反射 (diffuse reflection) 巨視的にみて正反射が認められない反射による拡散。
3.4 鏡面光沢度 (specular gloss) 鏡面反射方向の規定の開き角(1)内に試験片表面から反射される光束と,
同じ条件での鏡面反射標準面からの反射光束との比をパーセントで表したもの。
注(1) 開口の大きさとレンズの焦点距離で決まる角度のことで,入射光軸及び受光軸に対して何度傾
いた光まで含めなければならないかを,示している。
4. 原理 試験片表面の法線方向から75°の方向で試験片表面に入射する光と,法線方向から75°の鏡面
反射方向に反射される光のうち,規定された開き角内の反射光が受光器で検出され,その出力が計器に表
示される。
5. 装置
5.1 光沢度計 光沢度計は,附属書Aに規定する主要部分の一般的な配置と相対的寸法をもつもので,次
に規定する構成部で構成する。
a) 光源
b) 試験片に入射する収束光を作るレンズ
c) 必要に応じ,試験片を平らに保つ吸引板のような装置
d) 試験片からの反射光を測定する受光器
これらの構成部は,内面がつや(艶)消しの黒色で,測定環境温度で構造的にも光学的にも安定な
遮光された容器に収められる。
5.2 光沢標準面
3
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.1 鏡面光沢度の基準 理論的な鏡面光沢度の基準は,理想的な完全反射平面鏡であり光沢単位384.4
をもつ。平滑に研磨された清浄な黒色ガラスで,589.26 nmにおける屈折率1.540のものは,フレネルの式
から計算すると,この尺度で100光沢単位となる。
5.2.2 高光沢参照標準面 高光沢参照標準面は,研磨した黒色ガラスの清浄な板で,その75°鏡面光沢度
は波長589.26 nmでの屈折率から計算で求められる。
備考 屈折率が分かれば,光沢度の値は,標準の屈折率1.540から屈折率が0.001異なるごとに100.0
に0.065を加減算して求められる。例えば,黒色ガラスの屈折率が1.523であれば,光沢度の値
は98.9となる。
5.2.3 中間光沢標準面 中間光沢標準面は,試験に供する紙と近似する反射光分布で,測定位置に置いた
場合にふらつかないように十分平らなセラミック板からなり,中央部分が均一な光沢をもつものである。
中間光沢標準面のすべては,5.1に規定された装置を用いて,信頼ある試験所において高光沢作業標準面に
対して校正しなければならない。
5.2.4 作業標準面 作業標準面は,光沢レベルに応じて異なった反射光分布をもち,5.1に規定した装置を
用いて,中間光沢標準面(5.2.3)に対して校正する。これらの標準面は,使用しない場合には密封容器に保
管する。表面をきずつけたり,汚したりするちりを避ける。汚れていたり,きずをつけるおそれのある表
面に,標準面を当てるように置いてはならない。人の皮膚の脂質が標準面に付着しないように,常に標準
面の両端を挟むように扱う。標準面を清浄にするには,温水及び弱い洗浄剤を用いて,柔らかいナイロン
ブラシでこする(石けん液を使用してはならない。)。洗浄剤は熱い流水(温度約65℃)で洗い流し,仕上
げは蒸留水で洗う。中間光沢標準面(5.2.3)はふいてはならない。洗浄後の標準面は乾燥器中で乾燥する。
備考1. 高光沢参照標準面(5.2.2)は,毛羽の立たない紙タオル又はその他の毛羽の立たない吸収性の
よい物で軽くふくようにする。
2. 表面の屈折率及び高光沢参照標準面(5.2.2)の光沢値は,数年を経過すると徐々に変化して,
均一でなくなる。これらの標準面は,少なくとも2年に1回の割合で,信頼できる研究機関
に送り,校正を行い,必要に応じて均一性を保つために再研磨することが望ましい。
5.3
ゼロ光沢標準 黒色ベルベットをはった光トラップ又は同様な光トラップ。
備考 黒色つや(艶)消し塗料で塗装されていたり,内部が黒色の角すい(錐)構造となっている筒
を利用する。
6. 試験片の採取及び調製
a) 試験片はJIS P 8110に規定する方法によって採取した試験用紙から採取し,JIS P 8111に規定する標
準条件で前処置する。
備考 紙を高湿度にさらすとしばしば光沢が低下する。紙を相対湿度65 %以上で試験する場合には,
試験報告に相対湿度を記載しなければならない。
b) 試験片の寸法は,装置の試験片を置く開口部を完全にふさぐ大きさとし,少なくとも10枚を準備する。
c) 測定面積(附属書A参照)は,(0.1d×0.05d/cos 75°)によって算出する。d(附属書A図1参照)の
寸法が100 mmの場合,測定面積は195 mm2±40 mm2となる。したがって10回の測定は,約2 000 mm2
の面積の平均値を与える。距離dが100 mmよりも小さい場合,測定面積はd 2に比例して減少するの
で,同じ面積の平均値を得るためには試験片の数を増やすことが望ましい。
4
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 装置の校正
7.1
装置を稼動させ,適度なウォームアップをした後,暗室で開口部を開放した状態か,又は,ゼロ光
沢標準(5.3)を開口部に載せて,装置のゼロ点を校正する。ゼロの読みは機械的ゼロ点と一致していること
を確認する。
参考 ゼロ点の読みが一致しない原因として,余分な光が受光用窓に入っている,測光回路のオフセ
ットのずれなどが考えられる。
7.2
高光沢参照標準面(5.2.2)又は高光沢の作業標準面(5.2.4)を用いて,標準に対する正しい光沢値を与え
るように装置を校正する。
7.3
試験する紙と同じような光沢をもつ中間光沢標準面(5.2.3)又は中間光沢の作業標準面(5.2.4)を測定
し,測定値が正しいことを確認する。(高光沢参照標準面又は高光沢の作業標準面,並びに,中間光沢標準
面又は中間光沢の作業標準面の測定値が正しければ,厳密にではなくとも,おおむね,装置は仕様に適合
しているといえる。)。中間光沢標準面又は中間光沢の作業標準面の測定値及びその記載値の差が1光沢単
位以上の場合,標準板を含めて装置の幾何学構造,分光特性,及び測光特性が要求仕様に適合しているか,
標準板が正しく校正されているかを確認すべきである。
8. 操作 試験片を一度に1枚ずつ挿入し,光沢度値を読み取る。試験片の表裏のそれぞれについて,試
験片の縦方向と測定光との入射方向を一致させて測定し,次いで,試験片を90度ずつ回転して測定し,合
計4個の光沢度値の平均値を求める。少なくとも5枚以上の試験片について測定する。光沢度の測定を行
っている間,適当な間隔で作業標準面も測定し,装置が正しく調整されていることを確認する。終了時に
もこの操作を行う。試験片の表裏のそれぞれについて,平均値と標準偏差とを算出する。光沢度の平均値
を,JIS Z 8401に規定する方法によって丸めの幅1に丸める。
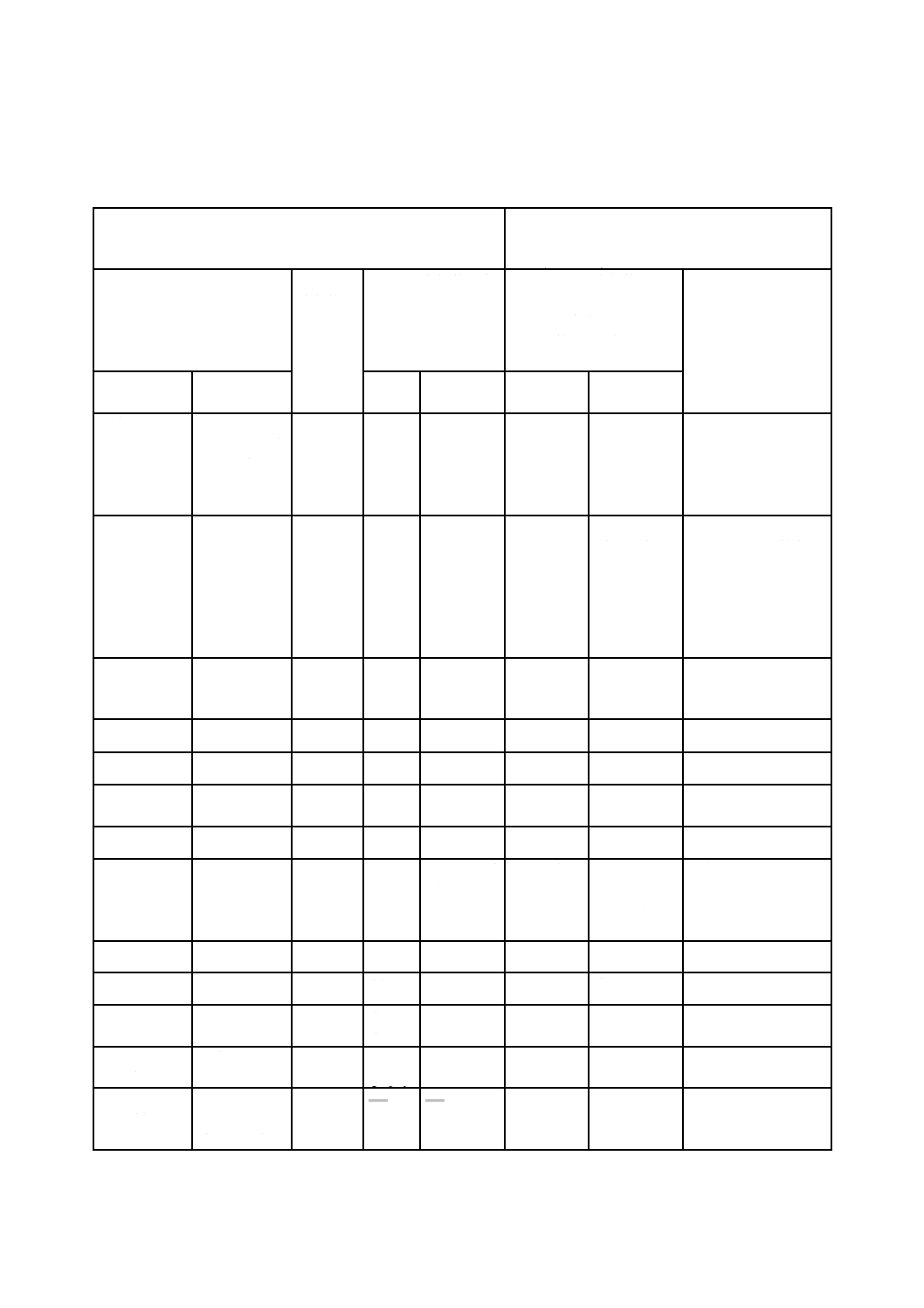
9. 精度 CTS-TAPPI Interlaboratory program reports 166-170(1997)から,繰り返し精度及び再現性に関する
データが得られている。表1は,少なくとも25以上の試験所で,5種類の試料の縦方向の光沢度値を測定
した結果を示す。それぞれの値は,試験片の縦方向と測定光の入射方向とを一致させた測定と,試験片を
180度回転した測定との平均値を1回の測定値とし,これを10回測定した結果に基づいている。
表 1 光沢範囲
試料No.
平均
繰り返し精度
信頼限界,r
再現性
信頼限界,R
1
84.2
1.4
2.1
2
72.9
4.6
4.9
3
48.6
2.0
3.1
4
42.7
2.2
3.0
5
28.6
2.1
2.7
10. 報告 本体を用いた報告書には,必要に応じて次の事項を記録する。
a) 試験年月日及び場所
b) 規格名称若しくは略号又は規格番号
例 75°ISO光沢度
c) 試験片の名称(種類)及び試験片の採取手順
5
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 必要に応じて,表裏のそれぞれについて,75度ISO光沢度の測定回数,平均値,標準偏差
e) 特記事項
f)
この規格と異なる条件及び方法で試験した場合はその内容
6
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)光沢度計の光学系仕様
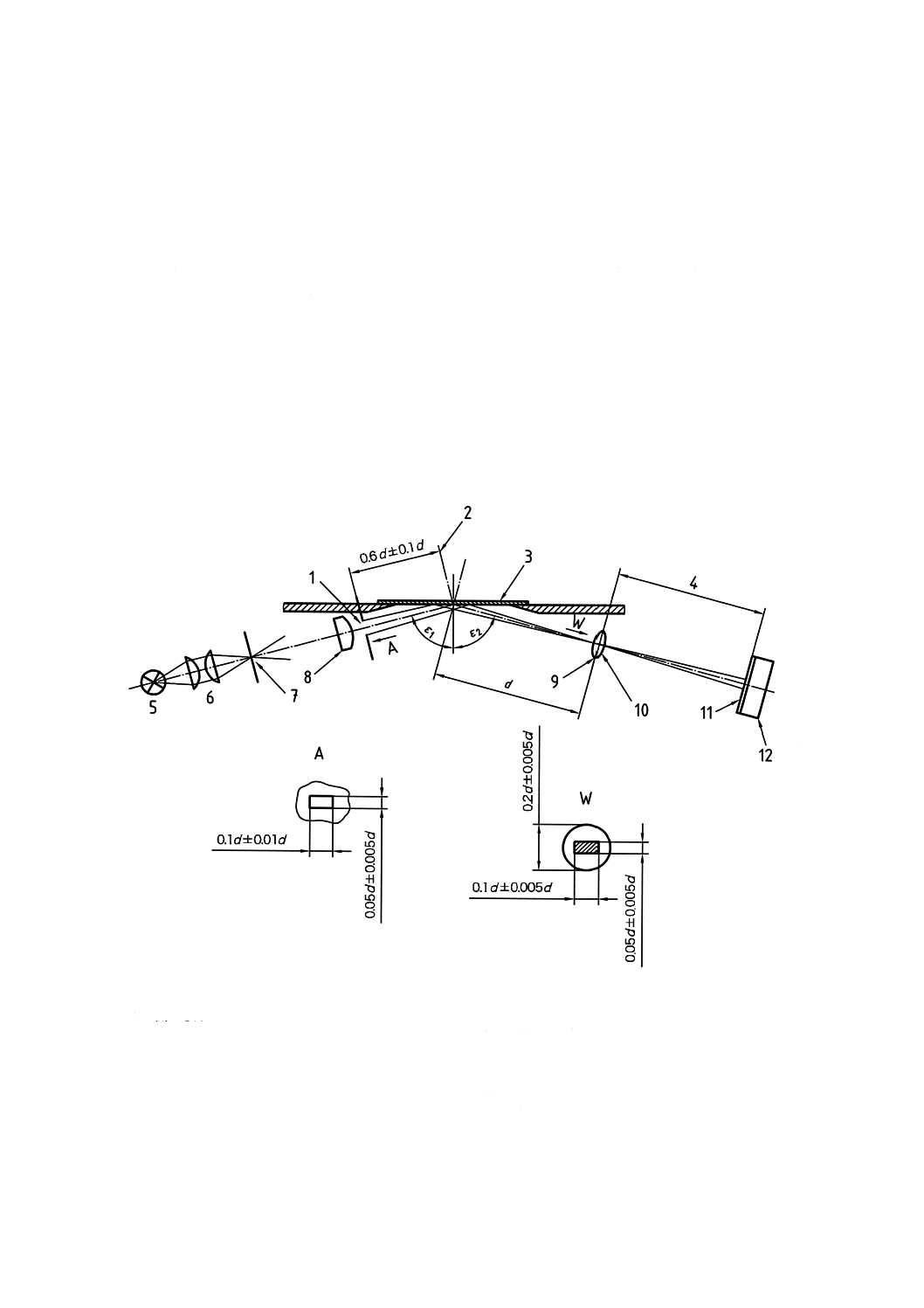
A.1 序文 光沢度計の光学系に関する模式図を附属書A図1に示す。光源から伸びる一点鎖線は,コン
デンサレンズ,有効光源となる長方形の開口の中心,対物レンズ及び長方形の開口絞りの中心を通過して
試験片に至る光線の通路を示している。この軸上の光線は測定領域の中心点で試験片の表面と交わる(こ
の交点は試験片の照明領域の幾何学的中心である必要はない。)。
試験片として平面状の表面鏡を用いると軸上の光線は鏡面反射されて受光窓の中心を通過する。光源の
対物レンズによって,光源開口の像が受光窓に形成される。測定領域の中心から受光窓までの距離dが他
のすべての寸法を規定する基準となる。最も重要な寸法は入射角,受光窓の位置及び受光窓の直径である。
参考 距離dの最小値は規定されていない。全測定面積が少なくとも2 000 mm2以上の平均測定結果
であれば,距離dの下限を規定する必要はない。
A.2 光混合器 受光窓に集まる異なる光路の光に均一な重みを与えるために,受光窓と受光器との間に光
混合器を置かなければならない。受光窓には,ここを通るすべての光束を集め,試験片の照射面の像を受
光器の検知面又はこの検知面のすぐ前の拡散スクリーン上に形成するように凸レンズを取り付けなければ
ならない。試験片の表面で反射された以外の光束は受光窓に入れてはならない。
A.3 入射角 軸上の光線は法線に対してε1=(75.0±0.1)°の角度で試験片の表面と交わらなければなら
ない。
A.4 反射角 鏡面反射した軸上の光線は法線に対してε2=ε1±0.1°すなわち,|ε1−ε2|≦0.1°の角
度で試験片の表面と交わらなければならない。
A.5 受光窓 測定領域の中心から受光窓の入射面までの距離をdとすると,受光窓の直径は0.2d±0.005d,
窓の縁端厚さは0.005d以下である。試験片の位置に平面状の表面鏡を入れたとき反射される軸上の光線は,
受光窓の中心から0.004d以内のところを通過し,受光窓の面に垂直でなければならない。
A.6 光源開口の位置と大きさ 光源開口の像の位置は受光窓の面内にあり,その許容限界は軸上の光線方
向に沿って±0.04dでなければならない。長方形の像の大きさは(0.1d±0.005d)×(0.05d±0.005d)であり,長
方形の短辺は入射面内(入射光軸及び鏡面反射光軸を含む。)に平行である。
A.7 光源開口における光の均一性 光源開口における光の分布は均一でなければならない。
参考 適切なシステムについては,附属書B(参考)参考文献の[1][2]を参照のこと。
A.8 長方形の開口絞りの位置と大きさ 長方形の開口絞りの面は光軸に垂直で,測定領域の中心から0.6d
±0.1dの位置に置かれている。絞りの大きさは(0.1d±0.01d)×(0.05d±0.005d)でなければならない。短辺が
入射面内にある。他の絞りや隔壁で入射光束を遮断してはならない。
A.9 開口絞りにおける光の均一性 許容範囲は光源開口の場合と同様である(A.6参照)。
7
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.10 分光的条件 白熱光源は色温度2 850 K±100 Kで使用しなければならない。受光器は組み合わせた
後の分光感度がCIE分光視感感度効率V(λ)に一致するようなフィルターを使用して,分光的に補正され
ていなければならない[附属書B(参考)参考文献の[5]参照]。
A.11 受光器 受光器及び表示装置はどのような組合せでもよいが,全目盛にわたってフルスケールの±
0.2 %の精度,すなわち100等分したスケールの1目盛分の±0.2目盛の精度で,受光窓を通過する光束を
数値表示できるものでなければならない。
A.12 吸引板 試験片を保持するための吸引板に,厚さが均一で薄く,柔軟なプラスチックフィルム(例
えば,厚さ0.08 mmの光学グレードのポリエステルフィルム)を取り付けたとき,このプラスチックフィ
ルムによって受光窓に形成される像の位置及び大きさと,高光沢参照標準面によって受光窓に形成される
像の位置及び大きさとが変わらないように,吸引板の表面は十分に平たんであることが必要であり,測定
するとき,吸引板は光沢度計にしっかりと固定していなければならない。
1 開口絞り
2 試験領域の中心
3 試験片
4 光混合器
5 光源
6 コンデンサレンズ
7 長方形の光源絞り
8 対物レンズ
9 受光窓
10 受光レンズ
11 フィルター
12 受光器
附属書A図1 光沢度系の光学系模式図
8
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)参考文献
[1] TAPPI Test Method T 480 om-92,Specular gloss of paper and paperboard at 75 degrees
[2] ASTM D 1223-93,Standard Test Method for Specular Gloss of Paper and Paperboard at 75°
[3] Budde,W. The Calibration of Gloss Reference Standards,Metrologia 16 (1980),pp.89-93
[4] Budde,W.and Dodd,C.X. Stability Problems in Gloss Measurements,J.Coat Tech.52 (1980) No.665,pp.
44-48
[5] CIE Publication 17,4:1987,International lighting vocabulary(IEC/CIE joint publication)
[6] DIN 54502:1992-03,Prufung von Papier und Pappe;Glanzbeurteilung ebener Papier- und Pappeoberflachen
mit Hilfe von Reflectometerwerten
9
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定)紙及び板紙の75度鏡面光沢度試験方法(平行光方式)
1. 適用範囲 この規格は,紙及び板紙の入射角75°における平行光方式による鏡面光沢度を測定する方
法について規定する。ただし,キャスト塗工紙のように特に高光沢のもの及び光沢度15 %以下の低光沢度
のものには適用しない。
参考 キャスト塗工紙のように特に高光沢のものについては,JIS Z 8741に規定されている角度60度
及び20度の測定装置を用いて測定することができる。
また,光沢度が15 %以下の低光沢のものについてこの試験方法で測定すると,視感との間に
差がでる場合があるので注意する必要がある。
備考 この附属書は,2008年3月31日をもって廃止する。
2. 試験装置
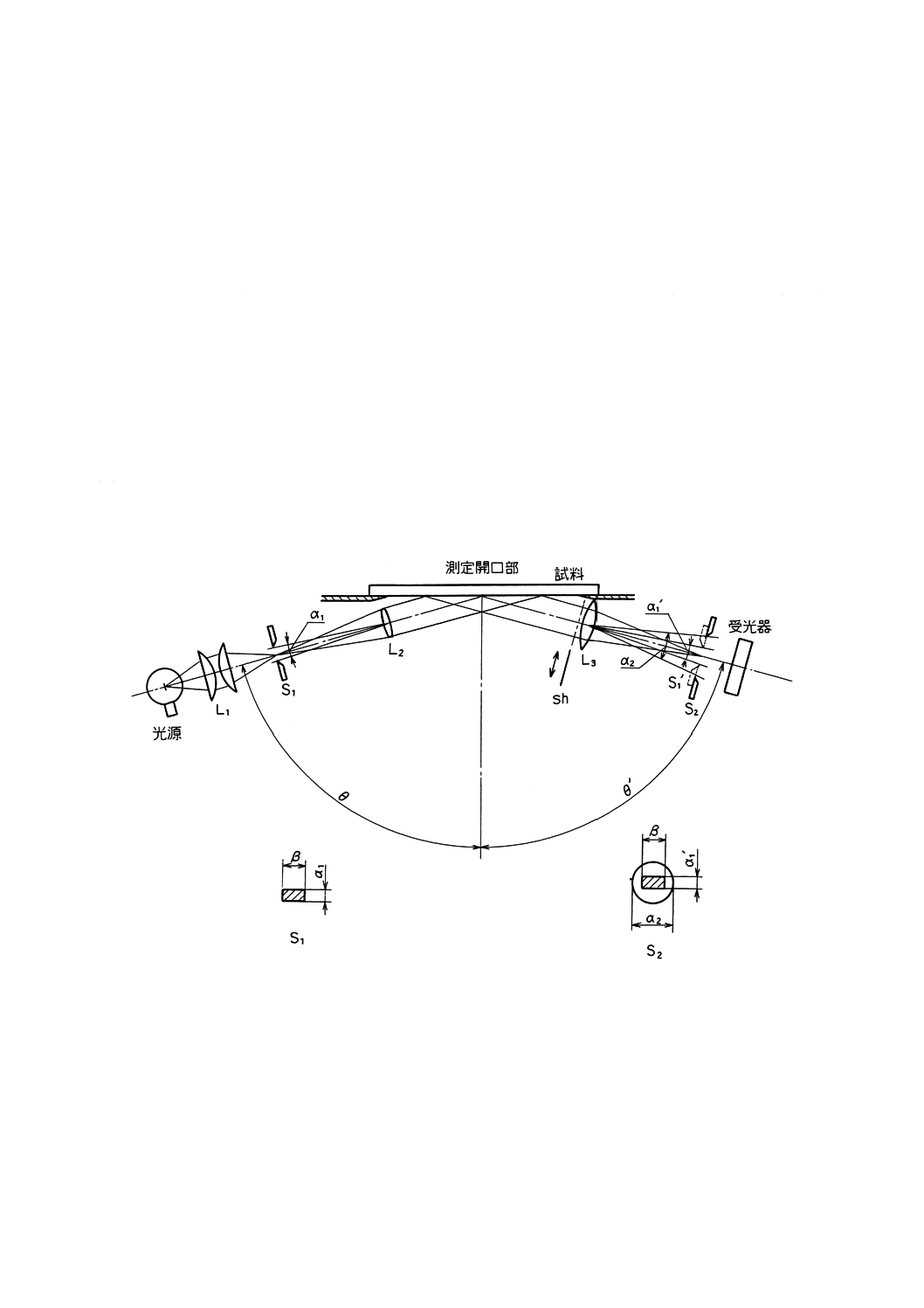
2.1
構成 光沢度計の構成は,附属書1図1に示すように光線,光源の開口,測定開口部,受光器の開
口,受光器及び鏡面光沢度指示機構からなる。
附属書1図 1 75度鏡面光沢度測定装置概念図及び幾何学的条件
10
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図1(続き)
記号
名称
幾何学的条件
L1
コンデンサレンズ
−
L2
射光レンズ
−
L3
受光レンズ
−
S1
光源の開口
−
S1'
光源の開口の像
−
S2
受光器の開口
−
sh
シャッター
−
θ
入射角
75±0.1°
θ'
受光角
θ +0.1°
α1
光源の開き角(入射面内)*
−
β
光源の開き角(垂直面内)*
−
α1'
光源像の開き角(入射面内)
2.85±0.05°
β'
光源像の開き角(垂直面内)
5.70±0.05°
α2
受光器の開き角
11.5±0.5°
注* 開き角α1,βはレンズL2の中心から光源の開口S1に対
して張る角
2.2
幾何学的条件 (1) 光沢度計の幾何学的条件は,次による。
a) 試料面への入射光線は,平行光線を用い,その中心線の角度θ は,試料面の法線に対し75±0.1°とす
る。
b) 試料面で反射し受光器に達する入射光の中心線の角度θ ' は,試料面の法線に対しθ±0.1°とする。
c) 測定開口部に鏡面を置いたとき,光源の開口S1の像は,受光器の開口S2の中央に鮮明な像をつくらな
ければならない。そのときの光源の開口の像の入射面内の開き角α1' は,2.85±0.05°,垂直面内の開
き角β' は,5.70±0.05°とし,受光器の開き角α2は,11.5±0.5°の円形とする。
d) 光線による試料の照射面積の入射面に垂直方向の幅は,原則として10 mm以上なければならない。
注(1) JIS Z 8741の4.2(測定条件)に定める測定条件
2.3
分光特性 鏡面光沢度を測定する場合,光源には偏向性のないものを用い,光源と受光器には,原
則として標準の光C(2)の標準比視感度(3)との組合せと等価のものを用いる。
注(2) JIS Z 8701に規定する標準の光C
(3) JIS Z 8701の5.(等色関数)に規定するXYZ系における等色関数の (λ)
3. 75度鏡面光沢度の基準 屈折率が可視波長全域にわたって一定値1.567であるガラス表面において,
入射角75°での鏡面光沢度を基準とし,この場合の値を100 %として表す。
4. 75度鏡面光沢度の標準面 (4)
4.1
一次標準面 光沢度測定に用いる一次標準面は,屈折率既知の黒ガラス平滑面を用いる。
4.2
実用標準面 光沢度計の点検に用いる実用標準面は,種々の鏡面光沢度をもつ乳白色ガラス面又は
白色タイルを用いる。実用標準面は,一次標準面に対して校正されていなければならない。
4.3
零標準 光沢度計の零点調整は,光沢度が零とみなせるライトトラップを用いて行う。
また,試験装置のシャッターによって,反射光束を閉じた状態を零標準として行うこともできる。
注(4) JIS Z 8741の6.(鏡面光沢度の標準面)に規定する標準面
11
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 試験片 光沢度試験方法に用いる試験片は,次による。
a) 試験片は,JIS P 8110の規定に従って採取し,測定前にJIS P 8111によって前処理されているものと
する。
b) 試験片は,装置の測定開口部を完全に覆うだけの十分な大きさとする。
c) 測定面には,しわ,大きなちり,はん(斑)点,しみなど測定結果に影響を及ぼすような異常があっ
てはならない。
また,測定面を指で触れたり,汚れたものに触れさせないようにする。
6. 操作
6.1
装置の校正 測定に際しては,あらかじめ次の要領で装置の校正を行う。一次標準面を装置の測定
開口部に載せ,その標準面の正しい鏡面光沢度の値を示すように計器を調整し,更にライトトラップに置
き換えて零調整を行う。
6.2
光沢度の測定 光沢度の測定は,次による。
a) 試験は,JIS P 8111に規定する標準条件で行う。
b) 試験片の測定面を装置の測定開口部に平らに当て,その上に黒色面を載せて試験片を固定した後,光
沢度を読み取る。紙の縦方向を入射及び反射方向に一致させたときの光沢度指示値を紙の縦方向の鏡
面光沢度とし,これと直角方向の指示値を横方向の鏡面光沢度とする。少なくとも5枚以上の試験片
について,その表と裏及びそれぞれの縦方向と横方向の光沢度を測定する。
6.3
光沢度計の点検 光沢度計は,定期的に実用標準面を測定して点検する。一次標準面及び零標準に
よる校正後,実用標準面を測定し,その標準面固有の光沢度±1°の範囲にあることを確認する。
7. 計算 特に指定がない場合には,試験片の表裏のそれぞれについて,縦方向と横方向の全測定値の平
均値をJIS Z 8401の規定によって,小数点以下1けた目を丸めて光沢度値を求める。
また,光沢度の単位は,基準面である屈折率1.567のガラスの鏡面反射率に対する百分率の意味で%で
表すが,報告に際しては,%は省略しても差し支えない。
8. 報告 この附属書を用いた場合の報告には,必要に応じて次の事項を記入する。
a) 試験規格名称又は規格番号
例 75°JIS光沢度
b) 使用した試験機の製造業者名及び形式
c) 試料片の種類及び名称
d) 試験年月日及び場所
e) 試験回数
f)
光沢度の平均値(表,裏それぞれの平均値)
g) この附属書と異なる条件及び方法で試験した場合は,その内容
h) その他必要とする事項
12
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考)JISと対応する国際規格との対比表
JIS P 8142:2005 紙及び板紙−75度鏡面光沢度の測定方法
ISO 8254-1:1999 紙及び板紙−鏡面光沢度の測
定方法−第1部:収束光による75度光沢度の測定
方法(TAPPI法)
(Ⅰ) JISの規定
(Ⅱ) 国
際規格番
号
(Ⅲ) 国際規格の規
定
(Ⅳ) JISと国際規格との技
術的差異の項目ごとの評価
及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との
技術的差異の理由及び
今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異
の内容
1.適用範囲
収束光法によ
る75°ISO鏡
面光沢度の測
定方法につい
て規定。
ISO
8254-1
1
JISと同じ IDT
−
2.引用規格
JIS P 0001
JIS P 8110
JIS P 8111
JIS Z 8120
JIS Z 8401
JIS Z 8701
JIS Z 8741
2
−
ISO 186
ISO 187
−
−
−
−
MOD/追加
IDT
IDT
MOD/追加
MOD/追加
MOD/追加
MOD/追加
JIS 5規格を
追加規定
JIS P 8110,JIS P 8111
はISO規格に整合。
3.定義
3
JISとほぼ
同じ
MOD/追加
JIS P 0001
JIS Z 8120
を追加
4.原理
4
JISと同じ
IDT
−
5.装置
5
JISと同じ
IDT
−
6.試験片の採
取及び調製
6.7
JISと同じ
IDT
−
7.装置の校正
8
JISと同じ
IDT
−
8.操作
JIS Z 8401を
引用
9
JISとほぼ
同じ
MOD/追加
JISは数値
の丸め方に
ついてJIS
を引用
技術的差異はない。
9.精度
10
JISと同じ
IDT
10.報告
11
JISと同じ
MOD/追加
例を入れた。
附属書A
(規定)
光沢度計の光
学系仕様
Annex
A
JISと同じ
IDT
−
附属書B
(参考)
参考文献
Biblio-
graphy
JISと同じ
IDT
−
附属書1
(規定)
平行光方式に
よる鏡面光沢
度の試験方法
―
―
MOD/追加
2008年3月31日に廃
止する。

13
P 8142:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。