3
P 8134 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
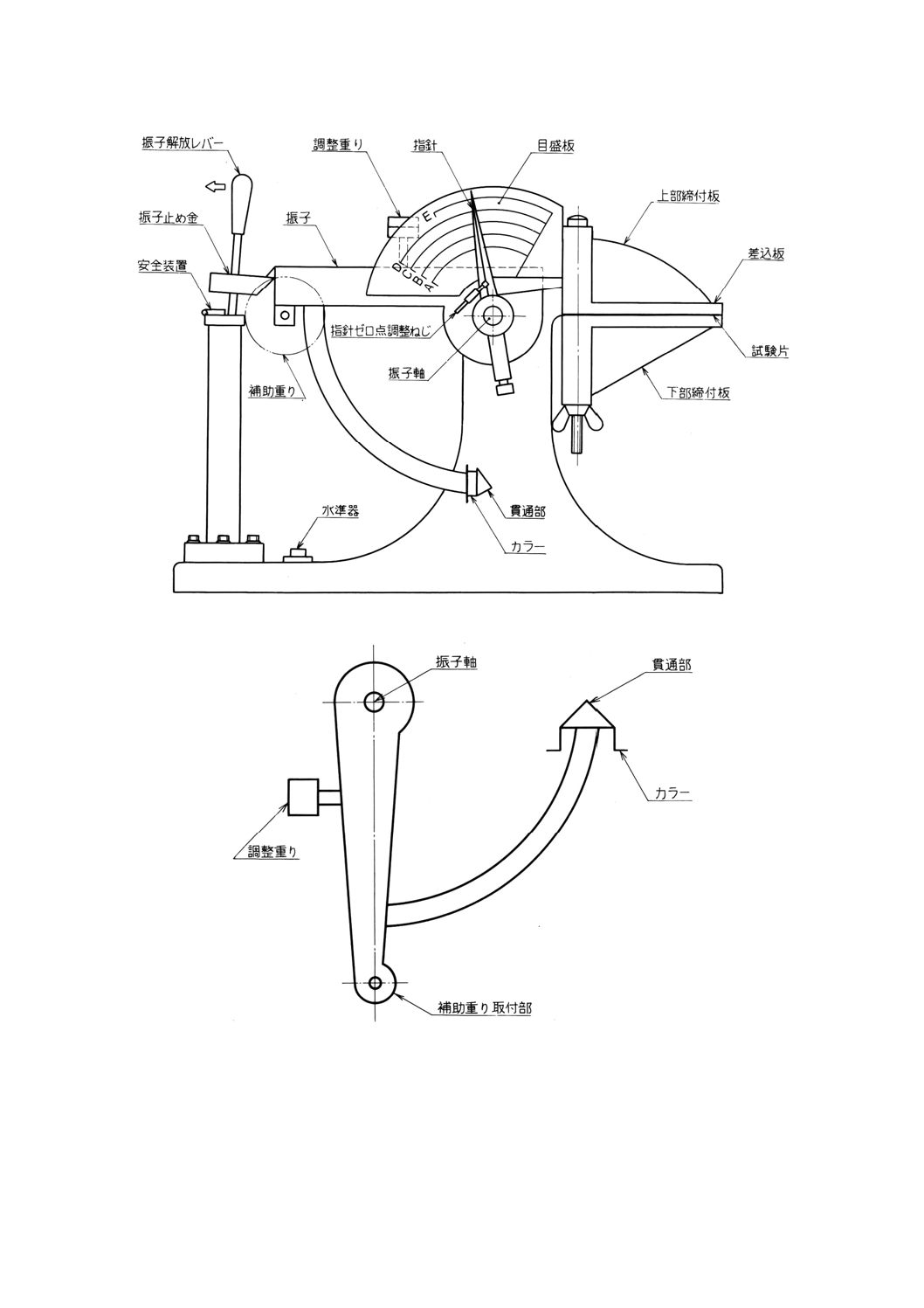
図1 装置の一例
図2 振子
P 8134 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS P 8134 : 1994は改正され,この規格に置き換えられる。
今回の改正では,対応国際規格ISO 3036, Board−Determination of puncture resistanceとの整合化を行った。
JIS P 81341には,次に示す附属書がある。
附属書(規定) 振子位置エネルギーの検定方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8134 : 1998
板紙−衝撃あな開け強さ試験方法
Board−Determination of puncture resistance
序文 この規格は,1975年に第1版として発行されたISO 3036, Board−Determination of puncture resistance
を元に作成した日本工業規格であるが,以下の規定内容を除いて技術的内容を変更することなく作成して
いる。
[規定内容の相違点の概略]
①引用規格にJISを追加した。②装置に差込板を追加した。③試験装置の校正にJISの方法を追加した。
④試験片の採取にJISの方法を追加した。⑤試験片の前処置にJISの方法を追加した。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,板紙の衝撃あな開け強さ試験方法について規定する。
この試験方法は,特に包装箱に使用される段ボールを含む厚い板紙に適用する。
備考1. この規格の対応国際規格を,次に示す。
ISO 3036 : 1975 Board−Determination of puncture resistance
2. この規格の中のJIS又はISOの選択箇所は,規格全般にわたりJIS又はISO規格のどちらか
一方を選択する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の一部を構成する。こ
れらの引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・パルプ用語
JIS P 8110 試験用紙採取方法
JIS P 8111 試験用紙の前処置
JIS P 8116 紙及び板紙の引裂強さ試験方法
JIS Z 9041 測定値の処理方法
ISO 186 Paper and board−Sampling to determine average quality.
ISO 187 Paper, board and pulps−Standard atmosphere for conditioniing and testing and procedure for
monitoring the atmosphere and conditioning of samples.
3. 定義 この規格で用いる主な用語の定義は,JIS P 0001によるほか,次による。
a) 衝撃あな開け強さ 振子の先端に取り付けられた直角三角すいの貫通部が,衝撃によって試験片にあ
なを開けるに必要な仕事量。
4. 装置 装置は,次による(図1参照)。
2
P 8134 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 装置の架台は,仕事量の損失がないように,しっかりした基礎に設置する。
b) 振子は,90度の弧状の腕をもち,その腕の先端には貫通部が取り付けられており,自由に振動するこ
とができるものとする(図2参照)。
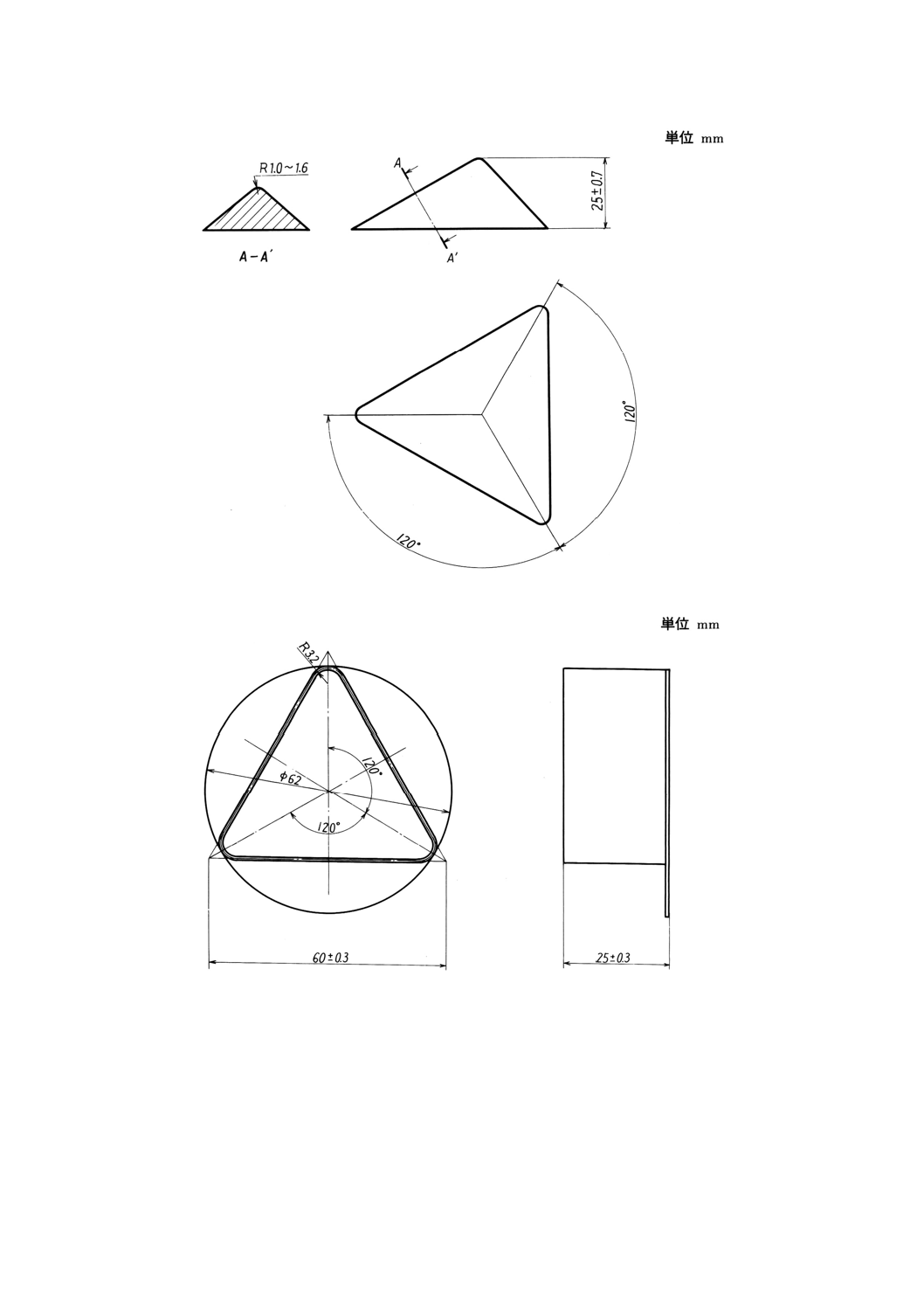
c) 貫通部は,表面が鏡面光沢のある高さ25±0.7mmの直角三角すいとする。
各面のりょう(稜)線は,1.0〜1.6mmの曲率半径で丸められているものとする(図3参照)。
d) 金属製カラー(図4参照)は,貫通部が試験片にあなを開けた後,試験片の跳ね返りによって振子の
腕に摩擦を与えないために,軽く外れる機構をもたせる。
カラーが外れる際の摩擦による仕事量の損失は,0.25Jを超えてはならない。
e) 振子解放機構は,振子を水平に支持し,かつ,放つことができ,振子の振動に影響を与えない構造と
する。
f)
振子の偶発解放を防ぐために,振子解放機構に安全装置を取り付ける。
g) 試験片の締付板は,試験片を水平の位置へ正しく取り付けられるようにする。
締付板の有効締付寸法は,175mm×175mm以上とする。
上部締付板及び下部締付板のあなは,直径90±2mmの円形とする。
締付板の間で試験片を挟む力は,250〜1 000Nとする。もし,挟む力を測定する装置がないときは,
測定中に試験片が滑らないように十分な対応をする。
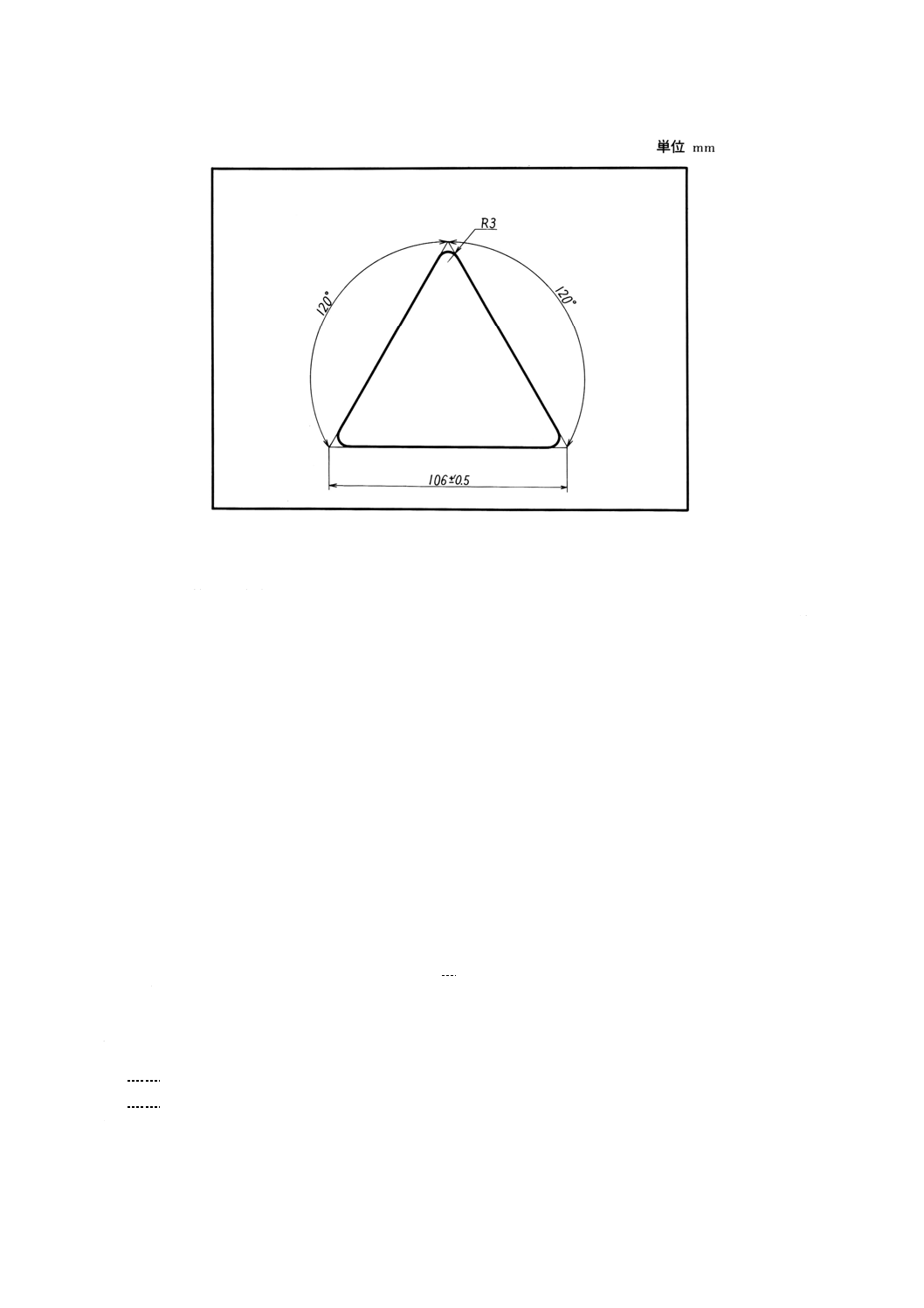
h) 差込板(図5参照)は,中央に一辺が106±0.5mmの正三角形で,その頂点が3mm半径で丸められて
いる開口部をもつものとし,試験部分を特定するために,締付板の間に差し込み使用する。装置を調
節するときは,取り外しのできるものとする。
i)
目盛板には,仕事量に応じて,いくつかの目盛を表示し,また,指針は,貫通部が試験片を貫通して
から,振子運動している間の最大値を示す構造とする。
その目盛付けは,ジュール(J)とする。
j)
複数の補助重りは,あな開けに応じた仕事量を得るために振子に取り付けて使用する。
3
P 8134 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 装置の一例
図2 振子
4
P 8134 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 貫通部
図4 金属製カラー
5
P 8134 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 差込板
5. 調整 調整は,試験装置を水平に置き,次による。
5.1
目盛のゼロ点指示調整 目盛のゼロ点指示調整は,差込板を外し,指針の先端を目盛上のゼロ線よ
り約25mm高い位置に置き,振子を振動させる。
このとき,金属製カラーは取り外したままにしておく。振子が指針をゼロ点まで回転させるかどうか確
かめるため,数回操作を繰り返す。
ゼロ点が合わないときは,指針の移動ねじを調節する。使用する目盛板各々について調整を行う。
5.2
指針の摩擦の点検 振子を放つ前に目盛の最高位置に指針を合わせ,放した後,指針の先端がゼロ
線より3mm以内にくるかどうか確かめる。
3mm以上の読みが出る場合は,指針の摩擦が大きすぎるので,指針の軸に注油するか,摩擦ばねを緩め
る。
5.3
カラーによる損失仕事量の測定 振子を水平位置にセットして,補助重りを取り付けずにカラーを
取り付けて空振りする。
次に,あなの開いたダミー試料をつけて,カラーが外れるようにして空振りした指示値を求め,その差
をカラーによる損失仕事量とする。報告時には,結果の数値からこの値を差し引かなければならない。
5.4
試験装置の校正 試験装置の校正は,JIS P 8116の5.(補正)に規定する方法によって行う(1)。
注(1) ISO R442に規定する方法を,附属書に示す。
6. 試験片 試験片は,次による。
a) JIS P 8110又はISO 186に規定する方法によって,試験用紙を採取する。
b) JIS P 8111又はISO 187に規定する方法によって,試験用紙を前処置する。
c) 試験片の寸法は,175mm×175mm以上の大きさとし,必要枚数を準備する。
6
P 8134 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 操作 操作は,次による。
a) 操作は,JIS P 8111又はISO 187に規定する標準条件で行う。
b) あな開けの位置は,試験に支障があると思われる部分から,少なくとも60mm以上離す。
c) 試験片を正しく締付板に挟み,金属カラーを貫通部の根元にはめる。指針は,試験で予測される位置
よりその先端を約25mm高い点に置き,振子を放す。振子を停止させた後,指針の指示を読む。
目盛板は,最高値の20〜80%を使用する。
d) 試験は,貫通部三角すいの振子振動方向にある1りょう(稜)が,板紙の場合は試験片の縦方向にな
るように行い,段ボールの場合は,段繰り方向と同一方向及び直角方向になるようにして行う。
e) 試験は,各面(表裏)及び各方向について,少なくとも5回行う。
8. 試験結果の表し方 平均値を求め,12Jまでは,0.1J刻みで,12J以上は,0.2J表示で報告する。
標準偏差は,JIS Z 9041に規定する方法によって求める。
各々の面についての平均値が,その高い方の平均値に対し10%以上差がある場合には,別々に平均値を
報告する。そうでないときは,総平均値を報告する。
9. 報告 報告には,必要に応じて次の事項を記録する。
a) 規格名称又は規格番号,及びJIS又はISO規格の区分
b) 試験用紙の種類及び名称
c) 試験年月日及び試験場所
d) 試験用紙の前処置条件(温度及び相対湿度)
e) 試験片の方向及び表裏
f)
試験回数
g) 衝撃あな開け強さの総平均,最大値・最小値,及び標準偏差
h) 各方向,各面ごとの平均値
i)
その他必要とする事項
7
P 8134 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 振子位置エネルギーの検定方法
1. 適用範囲 この附属書は,板紙の衝撃あな開け強さ試験方法の振子の検定方法について規定する。
備考 この規定の対応国際規格を,次に示す。
ISO RECOMMENDATION R 442 1965 (E) VERIFICATION OF PENDULUM IMPACT TESTING
MACHINES FOR TESTING STEELS
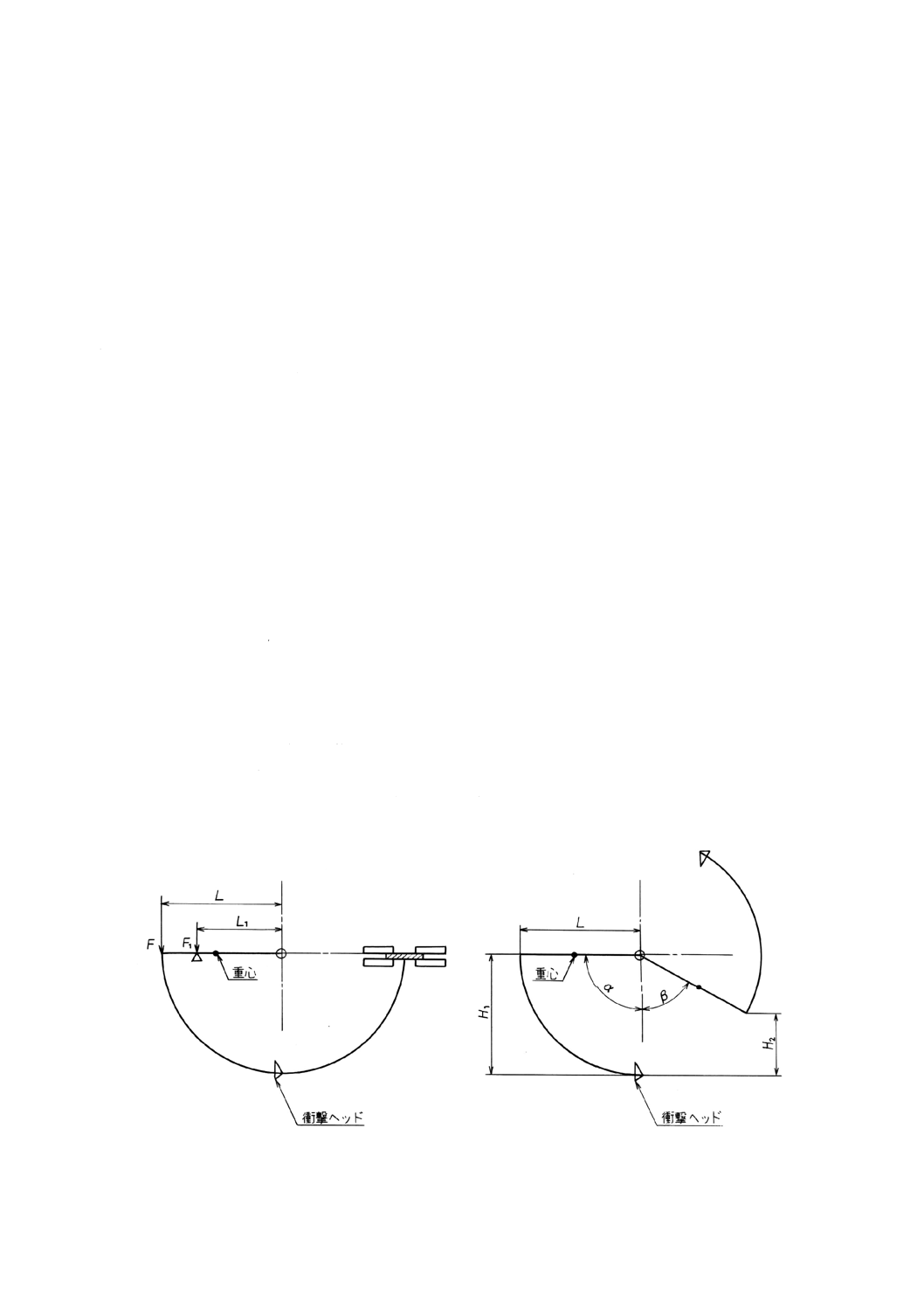
2. 振子の検定方法(附属書図1参照)
a) 振子の初期位置エネルギー
b) 貫通エネルギー
2.1
振り子の初期位置エネルギーA
振子の初期位置エネルギーAは,目盛の最大ひょう量値より±1%以上差があってはならない。初期位置
エネルギーは,一定のモーメントをもっている振子を,一定の角度に持ち上げることによって決定する。
モーメントMの測定は,振子の回転中心と重心が水平になるように置き,回転軸中心から任意の距離
L1をエッジで支え,この点の力F1を電子てんびんで測定する。
モーメントMは,F1×L1で求める。
初期位置エネルギーAは,持ち上げ角をαとして,次の式で求める。
A=M (1−cos α)
2.2
貫通エネルギーAV
貫通エネルギーAVは,振子の初期位置エネルギーAと,試験片貫通後の最大位置エネルギーALの差か
ら決定する。
初期の持ち上げ角をα,試験片貫通後の最大振り上がり角をβとすれば
AL=M (1−cos β)
したがって,貫通エネルギーAVは
AV=A−AL=M (cos β−cos α)
で求める。
附属書図1 原理図
8
P 8134 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
鈴 木 正 幸
三菱製紙株式会社
(副委員長)
飯 田 清 昭
紙パルプ技術協会
(委員)
種 岡 弘 明
通商産業省生活産業局
西 出 徹 雄
通商産業省工業技術院
橋 本 繁 晴
財団法人日本規格協会
岡 山 隆 之
東京農工大学
堀 定 男
日本製紙連合会
吉 田 芳 夫
王子製紙株式会社
内 藤 勉
日本製紙株式会社
高 柳 充 夫
王子製紙株式会社
原 啓 志
三島製紙株式会社
外 山 孝 治
三菱製紙株式会社
佐久間 雅 義
北越製紙株式会社
大豆生田 章
大日本印刷株式会社
細 村 弘 義
富士ゼロックス株式会社
熊 谷 健
熊谷理機工業株式会社
塚 原 登
株式会社東洋精機製作所
* 内 田 久
十條リサーチ株式会社
* 大 石 哲 久
紙パルプ技術協会
備考 *印は,事務局兼務
紙パルプ試験規格委員会第3分科会 構成表
氏名
所属
(第3分科会長)
高 柳 充 夫
王子製紙株式会社
(委員)
西 出 徹 雄
通商産業省工業技術院
橋 本 繁 晴
財団法人日本規格協会
品 川 俊 一
通商産業省物質工学工業技術研究所
岡 山 隆 之
東京農工大学
長 田 高 穂
王子製紙株式会社
茂 木 一 真
株式会社巴川製紙所
田 口 秀 敏
十條板紙株式会社
折 坂 滋
大昭和製紙株式会社
安 田 強
日本製紙株式会社
佐久間 雅 義
北越製紙株式会社
船 江 晴 芳
三菱製紙株式会社
熊 谷 健
熊谷理機工業株式会社
塚 原 登
株式会社東洋精機製作所
* 内 田 久
十條リサーチ株式会社
* 大 石 哲 久
紙パルプ技術協会
備考 *印は,事務局兼務