6
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ない。
単位 mm
1 ろ水筒
4 計測漏斗
6 ボトムオリフィス
2 円すい弁
5 保護円すい
7 サイドオリフィス
3 金網
図A.1−I形ショッパー・リーグラろ水度試験器
P 8121-1:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
5 器具及び水 ······················································································································ 2
6 試料の調製 ······················································································································ 2
7 操作······························································································································· 3
8 計算及び結果の表し方 ······································································································· 3
9 報告書···························································································································· 4
附属書A(規定)I形ショッパー・リーグラろ水度試験器····························································· 5
附属書B(規定)I形ショッパー・リーグラろ水度試験器の保守 ···················································· 9
附属書JA(規定)J形ショッパー・リーグラろ水度試験器 ·························································· 10
附属書JB(規定)J形ショッパー・リーグラろ水度試験器の保守 ················································· 13
附属書JC(参考)JISと対応国際規格との対比表 ······································································ 14
P 8121-1:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,紙パルプ技術協会(JAPAN TAPPI)及び一般
財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS P 8121:1995は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS P 8121の規格群には,次に示す部編成がある。
JIS P 8121-1 第1部:ショッパー・リーグラ法
JIS P 8121-2 第2部:カナダ標準ろ水度法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8121-1:2012
パルプ−ろ水度試験方法−
第1部:ショッパー・リーグラ法
Pulps-Determination of drainability-Part 1: Schopper-Riegler method
序文
この規格は,1999年に第2版として発行されたISO 5267-1を基とし,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JCに示す。
1
適用範囲
この規格は,パルプ水懸濁液のショッパー・リーグラろ水度試験方法について規定する。
ショッパー・リーグラろ水度試験とは,希薄なパルプ懸濁液の水切れの程度を測定するものである。ろ
水度は,繊維の表面状態と膨潤とが関係しており,パルプが受けた機械的処理の程度を表す有用な指標で
ある。
原理的には,この方法は全てのパルプ懸濁液に適用できるが,金網上に十分に密な繊維マットを形成で
きる場合にだけ,信頼できる値を得ることができる。このことから,高度にこう(叩)解した広葉樹のよ
うに過度に短繊維化したパルプでは,繊維のほとんどが金網を抜け,実際よりもショッパー・リーグラろ
水度が低下することから,この試験方法は推奨しない。信頼性の高いショッパー・リーグラろ水度の範囲
は,10°SR〜90°SRである。
なお,この試験の結果は,工業的な抄紙機におけるパルプ材料のろ水挙動と必ずしも相関するものでは
ない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5267-1:1999,Pulps−Determination of drainability−Part 1: Schopper-Riegler method(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS P 8220-1 パルプ−離解方法−第1部:化学パルプの離解
JIS P 8225 パルプ−紙料の固形分濃度測定方法
注記 対応国際規格:ISO 4119:1995,Pulps−Determination of stock concentration(MOD)
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
2
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 14487,Pulps−Standard water for physical testing
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
ショッパー・リーグラろ水度(Schopper-Riegler number scale)
この試験方法に基づいて,サイドオリフィス(側管)から集めた水の容量を°SR単位で表したもの。排
水量が1 000 mLの場合をショッパー・リーグラろ水度0°SR,0 mLの排水量の場合をショッパー・リー
グラろ水度100°SRとする。
3.2
紙料(stock)
離解したパルプの水懸濁液。
4
原理
一定量の水懸濁液中のパルプは,金網上に繊維層を形成し,これを通過した排水は計測漏斗の中へ流れ
落ちる。計測漏斗は,ボトムオリフィス及びサイドオリフィスを備えており,サイドオリフィスからの排
水をメスシリンダーで採取する。採取した排水量からショッパー・リーグラろ水度を求める。
5
器具及び水
一般的な実験器具及び水によるほか,次による。
5.1
ショッパー・リーグラろ水度試験器 I形又はJ形のショッパー・リーグラろ水度試験器は,附属書
A又は附属書JAによる。I形又はJ形のショッパー・リーグラろ水度試験器の保守は,附属書B又は附属
書JBによる。
5.2
ショッパー・リーグラろ水度用メスシリンダー ショッパー・リーグラろ水度を直接読み取ること
ができる目盛のついたもの。
5.3
メスシリンダー ミリリットル単位で測定でき,100 mL未満までは±1.0 mL未満の誤差,100 mL
〜250 mLの範囲では±2.0 mL未満の誤差,250 mL超は±5.0 mL未満の誤差で測定できるもの。
5.4
標準水 ISO 14487に規定するもの。
注記 ISO 14487では,25 ℃における電気伝導度を0.25 mS/m以下に精製した水を標準水と定義して
いる。
6
試料の調製
測定に用いる水の溶解成分及びpHは,パルプ懸濁液の水切れに大きく影響を与えるため,試験では5.4
に規定する標準水を使用する。
試料は,離解したパルプの水懸濁液を用いる。懸濁液の正確な濃度が不明な場合は,標準水を用いて約
0.22 %の濃度に希釈し,JIS P 8225によって紙料の固形分濃度を測定する。次に懸濁液を0.20 %±0.01 %
に希釈し,温度を20.0 ℃±0.5 ℃に調整する。試料を調製している間,懸濁液中に気泡が発生しないよう
に注意する。
紙料調成工程又は実験室用パルプ試験装置から採取したパルプ懸濁液は,ショッパー・リーグラろ水度
が経時的に変化することがある。この影響を避けるために採取から30分以上経過した試験用パルプ懸濁液
3
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,はじめに濃度1.2 %〜1.5 %で,JIS P 8220-1に規定する標準離解機を用いて6 000回転(累積)まで離
解するのがよい。
注記 試験結果は,懸濁液中の微細繊維又は“クリル”の量の影響を受けやすい。パルプ試料を濃縮
するときには,この繊維分が失われる場合がある。濃縮する過程でこのような損失を避けるた
めに,ろ液が清澄になるまで,ろ液をパルプパッドに繰り返し注いでろ過するとよい。濃縮し
たパルプは,JIS P 8220-1に規定する標準離解機で再分散処理を行う。この操作は,濃度の低
いパルプ懸濁液をショッパー・リーグラ試験に必要な紙料の固形分濃度まで濃縮する場合に行
うとよい。
なお,“クリル”とはパルプをリファイニングする場合に発生する微細繊維で,特に,細胞間
層を多く含むものをいう。
7
操作
ショッパー・リーグラろ水度試験器(5.1)の計測漏斗及びろ水筒は十分に洗浄し,最後に水ですすぐ。
ろ水筒を計測漏斗の台座に設置する。20.0 ℃±0.5 ℃の水ですすぎ,試験器の温度を調整する。
円すい弁を密閉位置まで下げて,ショッパー・リーグラろ水度用メスシリンダー(5.2)又はメスシリン
ダー(5.3)をサイドオリフィスの下に置く。
試料をかくはん(攪拌)し,均一に分散したパルプ懸濁液1 000 mL±5 mLを清浄なメスシリンダーへ
移す。メスシリンダーの開口部を手で塞いで,2回上下に反転させて,試料を混合する。紙料中に空気が
混入することを避ける。
試料を迅速に,かつ,穏やかにろ水筒へ注ぎ込む。渦ができないように,I形ショッパー・リーグラろ
水度試験器を用いる場合は,円すい弁の棒及び羽根に向けて流し込む。J形ショッパー・リーグラろ水度
試験器を用いる場合には,円すい弁の棒に向けて流し込む。
パルプ懸濁液を流し込んで5秒後に円すい弁を持ち上げる。サイドオリフィスからの排水が終わり,水
滴の落下が止まったら,メスシリンダーの目盛を読み取る。ショッパー・リーグラろ水度用メスシリンダ
ー(5.2)を用いて排水を採取した場合は,読み取った目盛の値をショッパー・リーグラろ水度とする。メ
スシリンダー(5.3)を用いて排水を採取した場合には,100 mL未満のときは1 mLの精度で読み,100 mL
〜250 mLのときは2 mLの精度で読み,250 mL超のときは5 mLの精度で読む。より精密な測定のために
は,質量既知のビーカー及び内容物を0.1 gの精度でひょう量し,質量を容量(mL)に変換する。8.1に規
定する方法によってショッパー・リーグラろ水度を計算する。
8
計算及び結果の表し方
8.1
メスシリンダー(5.3)を用いた場合の計算
メスシリンダー(5.3)を用いて排水を採取した場合,ショッパー・リーグラろ水度の計算は,次の式に
よる。
10
000
1
x
Y
−
=
ここに,
Y: ショッパー・リーグラろ水度(°SR)
x: サイドオリフィスからの排水量(mL)
4
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2
結果の表し方
各々の試料について2回試験を行い,平均値を求める。測定値が平均値から2 %以上異なる場合は,再
試験を行う。また,ショッパー・リーグラろ水度には,それを表す記号“°SR”を付記する。
9
報告書
報告書には,次の事項を記載する。
a) この規格名称及び規格番号
b) 試験に使用したショッパー・リーグラろ水度試験器の形式
c) 試料を特定するのに必要な全ての情報
d) ショッパー・リーグラろ水度
e) 試験中に観察された特記事項
f)
この規格と異なる条件及び方法で試験した場合は,その内容
5
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
I形ショッパー・リーグラろ水度試験器
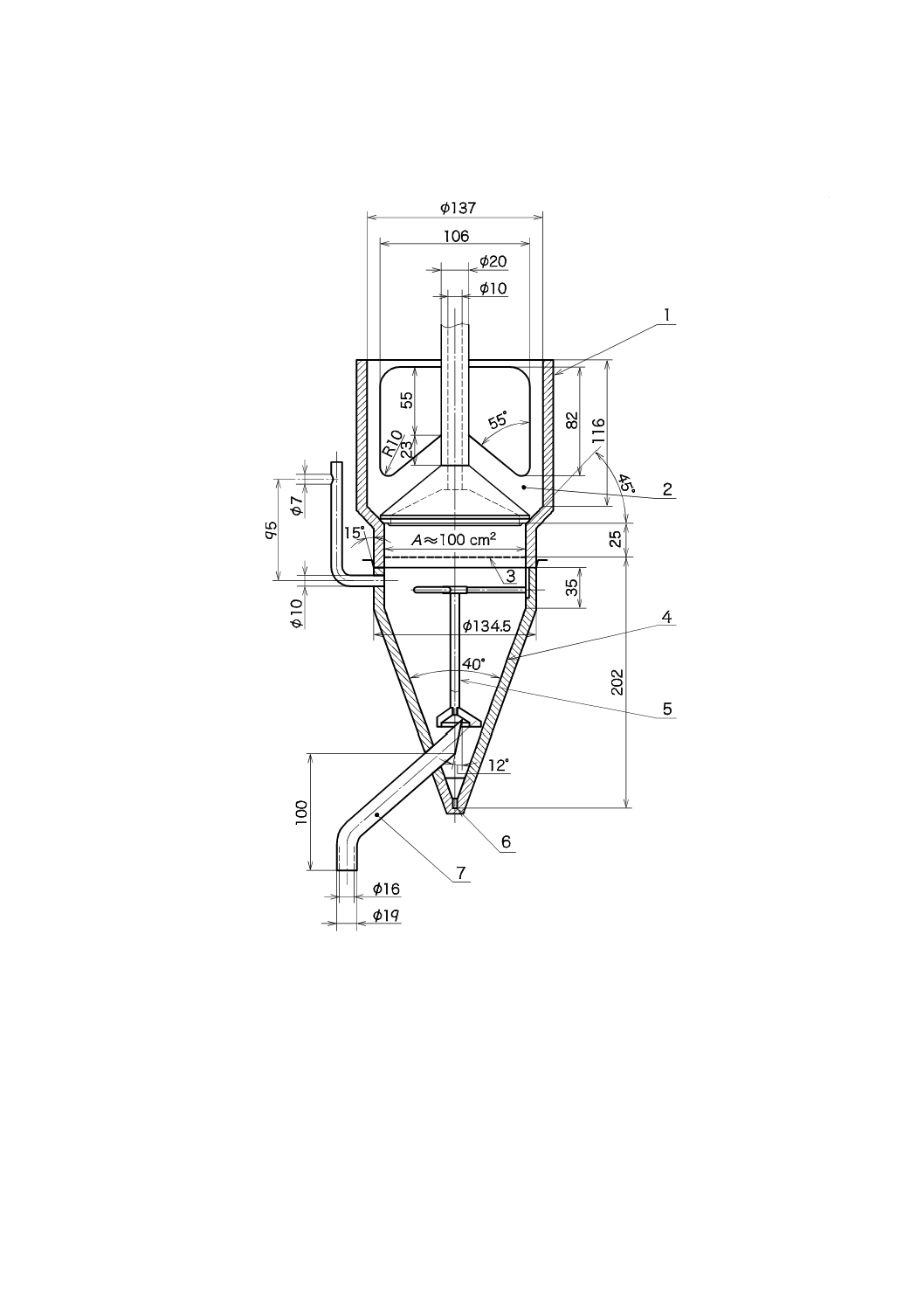
A.1 I形ショッパー・リーグラろ水度試験器(図A.1参照)は,金網を備えたろ水筒,円すい弁及び支持
台に取り付けられた計測漏斗で構成する。全ての部品は,非腐食性の材料で作るものとする。ろ水筒は,
内径137 mmの円筒で,その下端は45°のテーパー部,更に,その下には内径112.9 mm±0.1 mm[断面積
(A)は約100 cm2]の円筒部を備え,そのテーパー部は,円すい弁の台座となっているものとする。金網
は,りん青銅製で,テーパー部の25 mm下の円筒内部にしっかりとはめる。金網の面は平らにして,円筒
の軸に対して直角になるように設置する。金網は,厚さ0.40 mmとし,目開きが縦32メッシュ/10 mm,
横24メッシュ/10 mm,縦糸の直径が0.16 mm,横糸の直径が0.17 mmのものを使用する。
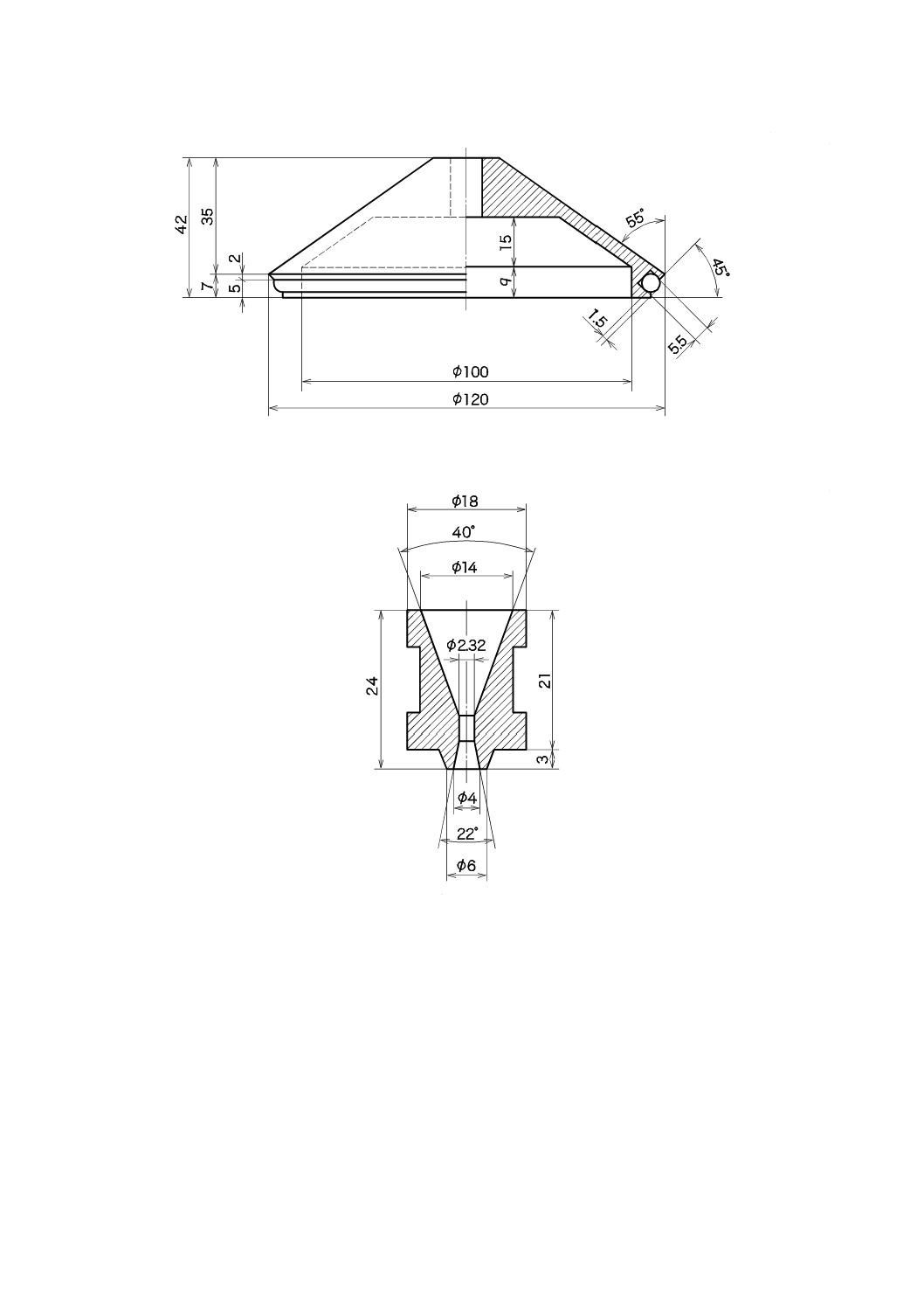
A.2 円すい弁(図A.1及び図A.2参照)の外径は120 mmとし,垂直に対して55°のテーパー部を備える。
円すい弁は,外径20 mmの垂直な軸に取り付ける。円すい弁を持ち上げるときに空気が通るように,直径
10 mmの通気孔を円すい弁及び軸の中に通す。パルプ懸濁液を注いだときに渦が発生しないように,二つ
の羽根が軸に対して対称で垂直の位置に取り付ける。シールリングは,30°ショア硬度のゴム製とする。
円すい弁は,100 mm/s±10 mm/sの一定速度で持ち上げられるものを用いる。
A.3 計測漏斗(図A.1の4参照)の円すい部の上部は,ろ水筒を置く台座を備え,円すい弁がろ水筒の中
心に正確に位置するようにする。この円すい部は,断面積(A)約100 cm2,高さ35 mmの円筒部の下に置
く。円筒部は,上端付近に大気圧と等しくするための通気口を備える。円筒部は保護円すいの位置を決め
るための溝を3か所備える。
計測漏斗の下部は,テーパー角度40°の円すい形で,図A.3に規定した大きさのボトムオリフィスを末
端に備え,ボトムオリフィスは分離することができるようにする。ボトムオリフィスの円筒部の直径は,
20.0 ℃±0.5 ℃の水1 000 mLを計測漏斗に注いだときに149 s±1 sで排水する大きさとする。そのため直
径約2.32 mmの大きさとする(B.2.5参照)。
A.4 サイドオリフィス(図A.1の7参照)は,内径16.0 mm±0.1 mm,外径19.0 mm±0.1 mmとする。垂
直方向に対して49°の角度で計測漏斗に挿入する。サイドオリフィスの上端は,計測漏斗の中心線に対し
て12°の角度で切断されており,オーバーフローの端は,計測漏斗の中心に可能な限り近づける。この位
置では,ボトムオリフィスの下端部とサイドオリフィスのオーバーフロー端との間の体積は7.5 mL〜8.0
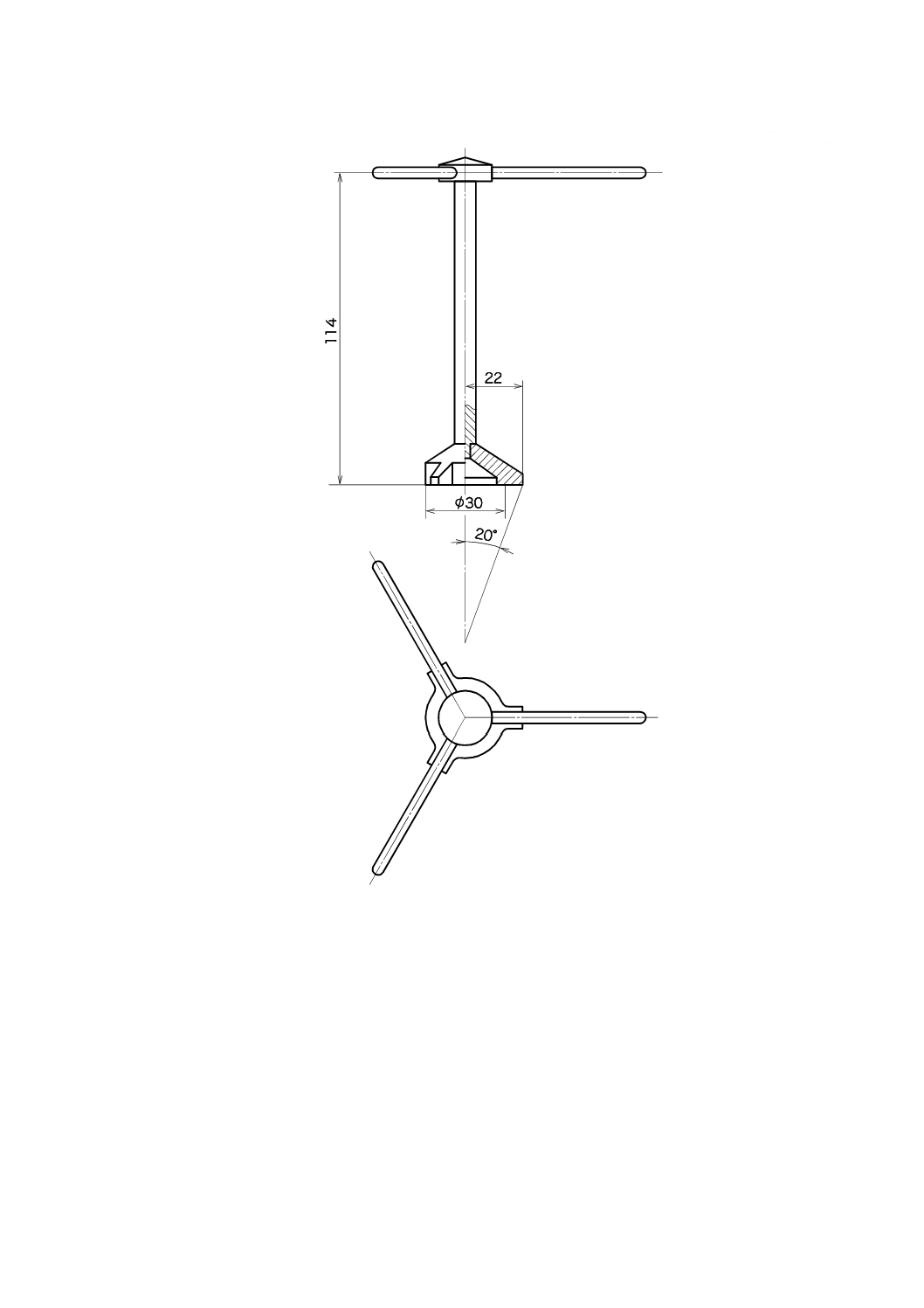
mLとなる。オーバーフローの端の高さは調整できるようにする。計測漏斗は,内側に取外し可能な保護
円すい(図A.4参照)を備えていて,サイドオリフィスへしぶきが直接入らない構造とする。保護円すい
の支持脚の一つは,サイドオリフィスへ正反対側に配置する。
A.5 ショッパー・リーグラろ水度用メスシリンダーは,ショッパー・リーグラろ水度を直接読み取ること
ができる目盛を備えるものとする。この目盛は,1 000 mLの容量がショッパー・リーグラろ水度では
0°SRの目盛,0 mLの容量がショッパー・リーグラろ水度では100°SRに対応する。ショッパー・リー
グラろ水度では1°SRとなる10 mLの容量に対応する二つの目盛の距離は,1.5 mm以上でなければなら
6
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ない。
単位 mm
1 ろ水筒
4 計測漏斗
6 ボトムオリフィス
2 円すい弁
5 保護円すい
7 サイドオリフィス
3 金網
図A.1−I形ショッパー・リーグラろ水度試験器
7
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図A.2−円すい弁
単位 mm
図A.3−ボトムオリフィス
8
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図A.4−保護円すい
9
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
I形ショッパー・リーグラろ水度試験器の保守
B.1 I形ショッパー・リーグラろ水度試験器は,振動のない環境に設置し,腕金の位置にある計測漏斗の
開口部に水準器を置き,注意深く水平にする。計測漏斗の上で水準器を回転させることによって,試験器
を正確に水平な位置に設置することができる。
B.2 I形ショッパー・リーグラろ水度試験器は,次に示すとおりに定期的に点検する。
B.2.1 有効排水面積を100 cm2とするために,隙間ゲージを用いて,金網上のガスケットが金網をしっか
りと固定しているかを点検する。
B.2.2 シールリングが良好な状態であることを点検する。ろ水筒に水を注ぎ込んで,円すい弁がしっかり
と合っているかを点検する。
B.2.3 試験器が清潔でピッチの堆積物が付着していないことを点検する。必要に応じて洗剤で洗浄し,水
で徹底的に洗い流す。金網については,特に注意しなければならない。金網が清潔であることを点検する
ために,蒸留水でショッパー・リーグラろ水度を測定する。4°SR以上の値を示す場合は,金網の洗浄が
必要である。必要に応じて,アセトンと柔らかいブラシで金網を洗浄し,大量の水で洗い流す。金網の状
態が良好でない場合は,交換する。
B.2.4 サイドオリフィスの位置の点検は,次による。ボトムオリフィスを指で塞ぎ,計測漏斗へ20.0 ℃
±0.5 ℃の水100 mLを注ぎ込む。過剰の水がサイドオリフィスを通って漏れ出た後に,ボトムオリフィス
を開放し,計測漏斗に残った水を採取する。この水の容量は,7.5 mL〜8.0 mLとする。このような結果に
ならない場合は,サイドオリフィスを調整する。圧力水頭を適切にするために,サイドオリフィスが正し
い位置(A.4参照)にあることを点検する。
B.2.5 ボトムオリフィスの大きさの点検は,次のとおりとする。
a) 保護円すいを取り除く。
b) サイドオリフィスに栓をして,ボトムオリフィスを指で塞ぎながら,計測漏斗の中へ20 ℃の水を約
500 mL注ぎ込む。
c) しばらくしてから,余剰の水をボトムオリフィスから排出する。
d) 再びボトムオリフィスを塞いで,20.0 ℃±0.5 ℃の水1 000 mL±5 mLで計測漏斗を再び満たす。
e) 直ちにボトムオリフィスから水を排出し,その排出時間を測定する。時間は149 s±1 sとする。
f)
時間が長すぎる場合は,と(砥)石のような適切な道具でオリフィスを磨き,広げてもよい。時間が
短すぎる場合は,ボトムオリフィスを交換する。
B.2.6 円すい弁が100 mm/s±10 mm/sの一定速度で動くことを点検する。
10
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
J形ショッパー・リーグラろ水度試験器
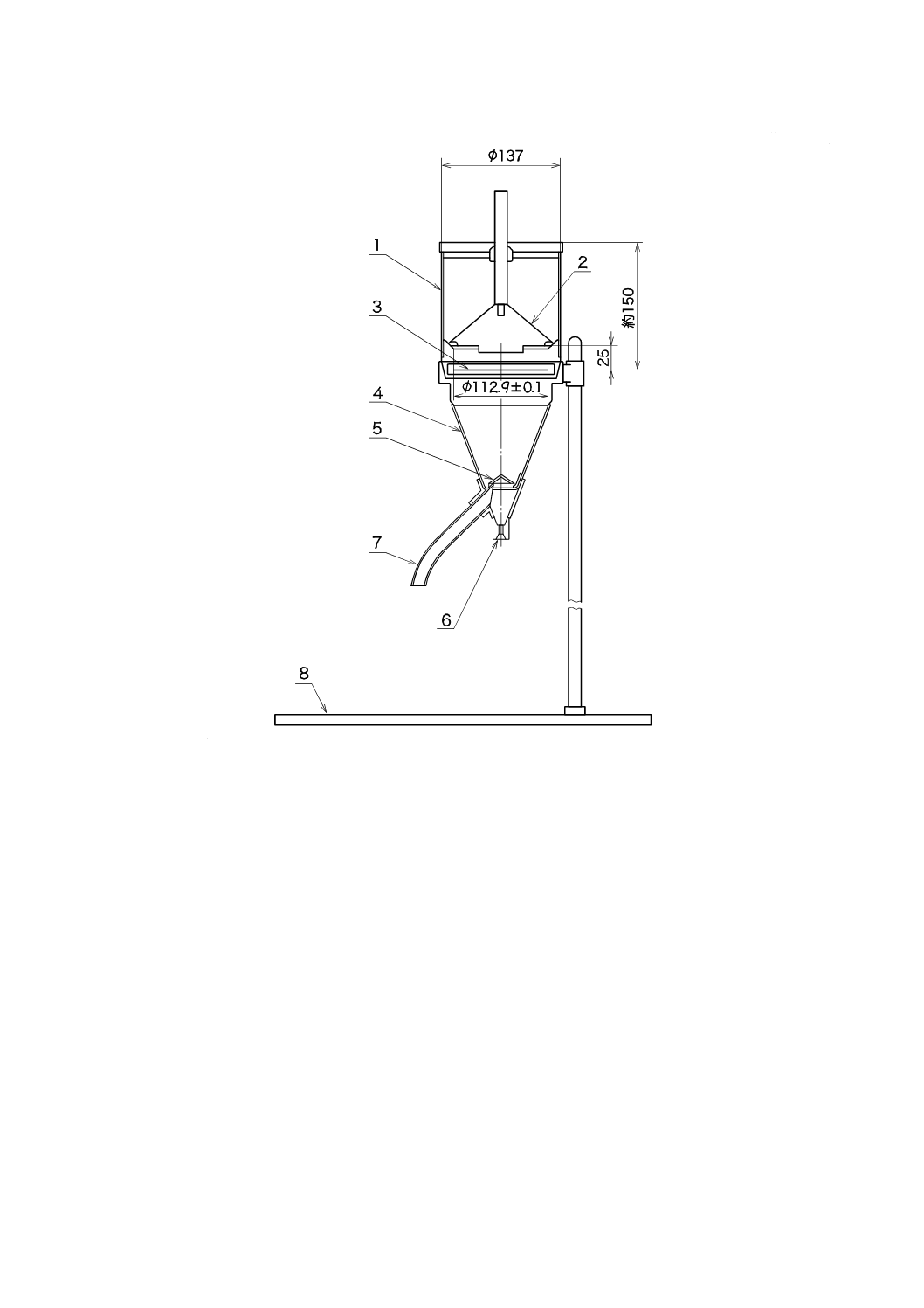
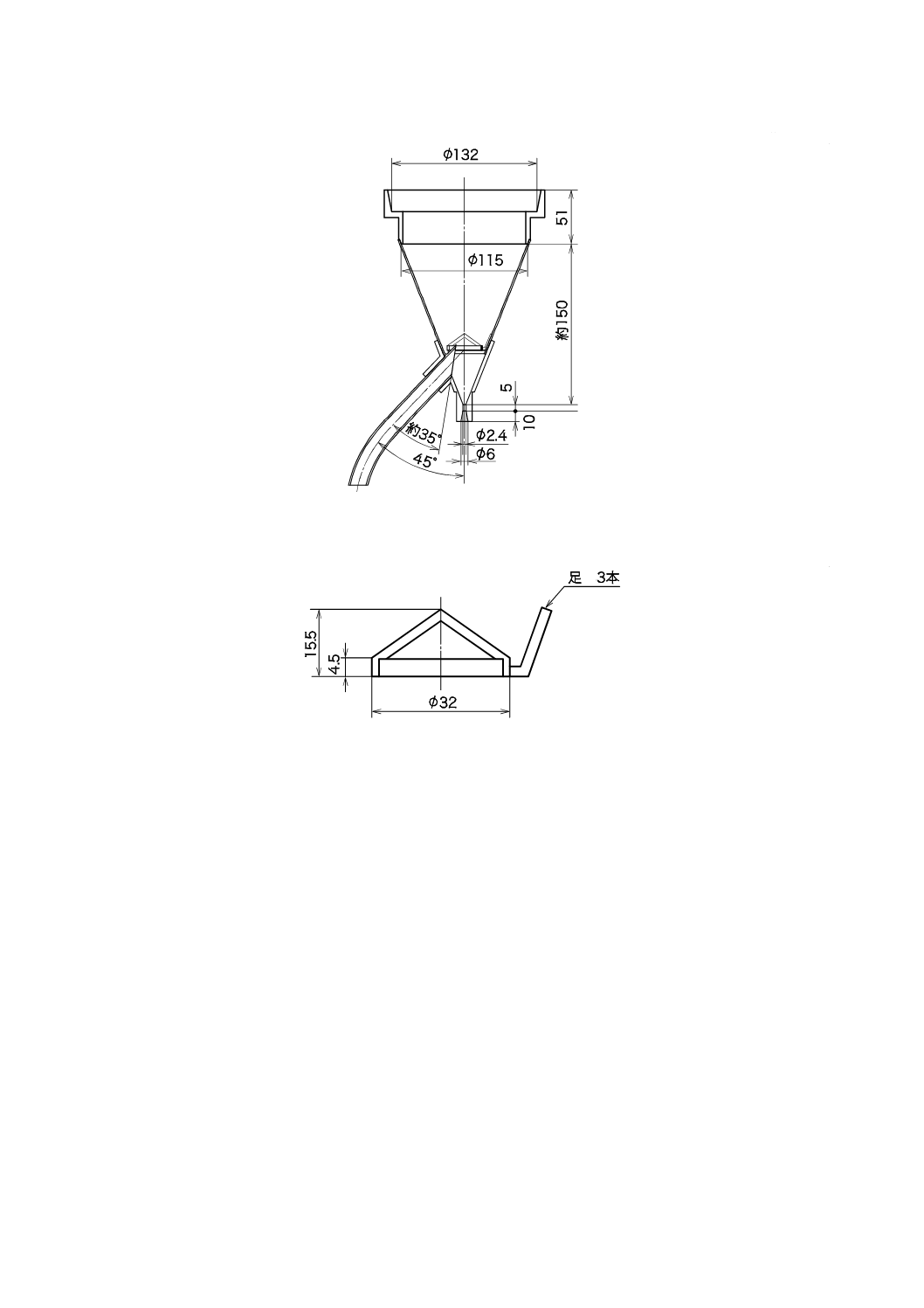
JA.1 J形ショッパー・リーグラろ水度試験器(図JA.1参照)は,金網を備えたろ水筒,円すい弁及び支
持台に取り付けられた計測漏斗で構成する。ろ水筒は,金属製とし,上方は開放された内径137 mmの円
筒で,その底面には金網を張り,金網から上縁までの高さは,約150 mmとする。ろ水筒の内面は,丁寧
に研磨し,ろ水筒の底の金網部分は,直径112.9 mm±0.1 mmで,その25 mm上部にテーパー部を備える。
テーパー部は,円すい弁の台座となっている。金網は金属製とし,円筒内部にしっかりとはめる。また,
金網は,取替えが容易な構造とする。金網の面は平らであり,円筒の軸に対して直角になるように位置す
る。金網には,JIS Z 8801-1に規定する目開き150 μm,金属線の直径が100 μmのものを使用する。
JA.2 円すい弁(図JA.1参照)は,金属製であり,テーパー部に合うように作られたゴム製のパッキンを
備える。円すい弁は,ろ水筒の上方で操作できるような構造とする。
JA.3 計測漏斗(図JA.1及び図JA.2参照)は,金属製で,ろ水筒の底部が入り得るように開放し,ろ水
筒の中心と計測漏斗の中心とが一致するように,ろ水筒の外面底部のテーパー部とよく合うテーパー部を
備えなければならない。テーパー部の31.5 mm下に上部直径115 mm,高さ約150 mmの円すい部を備えな
ければならない。円筒部は,上端付近に大気圧と等しくするための通気孔を備えなければならない。
計測漏斗の円すい部は,ボトムオリフィスを末端に備えている。ボトムオリフィスの円筒部の最小の直
径は,2.4 mmで,計測漏斗に20.0 ℃±0.5 ℃の水を毎分725 mL±25 mLで入れたとき,毎分250 mL±3 mL
の水を排水する大きさとする。
JA.4 サイドオリフィス(図JA.1参照)は,計測漏斗の側面を貫通し,垂直方向に対して45°の角度で
計測漏斗に挿入する。サイドオリフィスの上端は,サイドオリフィスの軸に対して約35°の角度で切断し,
切り口を横に向ける。サイドオリフィスは,ボトムオリフィスの上部とオーバーフローの水位との間の水
量が5 mL±0.5 mLになるように挿入する。計測漏斗は,内側に取り外し可能な保護円すい(図JA.3参照)
を備え,サイドオリフィスへしぶきが直接入らない構造とする。
11
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
ろ水筒
2
円すい弁
3
金網
4
計測漏斗
5
保護円すい
6
ボトムオリフィス
7
サイドオリフィス
8
支持台
図JA.1−J形ショッパー・リーグラろ水度試験器
12
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図JA.2−計測漏斗
単位 mm
図JA.3−保護円すい
13
P 8121-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
J形ショッパー・リーグラろ水度試験器の保守
JB.1 J形ショッパー・リーグラろ水度試験器は,振動のない環境に設置し,腕金の位置にある計測漏斗
の開口部に水準器を置き,注意深く水平にする。計測漏斗の上で水準器を回転させることによって,試験
器を正確に水平な位置に設置する。
JB.2 J形ショッパー・リーグラろ水度試験器は,次に示すとおりに定期的に点検する。
a) 試験器は,常にパルプ,ピッチ,オイル,グリースなどが付着していないようにする。ろ水筒は,試
験ごとに水で洗い,パルプが金網に付着していないように注意する。
b) 試験を始める前に,ろ水筒は水でぬらす。
c) 金網に樹脂がついている場合には,まずアセトンで除去し,次に大量の水で洗い流す。この場合,酸
を用いてはならない。
d) 定期的に,20.0 ℃±0.5 ℃の水を毎分725 mL±25 mLの流量で計測漏斗の上から流し,ボトムオリフ
ィスから流れ出る水量を量り,それが毎分250 mL±3 mLであることを確かめる。
水量が少ない場合は,ボトムオリフィスの孔をアセトンで洗い,次に大量の水で洗って,流れ出る
水量を確かめる。
参考文献 [1] John R. Obst, Kinetics of kraft pulping of a middle-lamella-enriched fraction of loblolly pine. Tappi
Journal, 68:2, (1985), pp. 100 to 104
[2] JIS P 8121-2 パルプ−ろ水度試験方法−第2部:カナダ標準ろ水度法
注記 対応国際規格:ISO 5267-2:2001,Pulps−Determination of drainability−Part 2:
“Canadian Standard” freeness method(MOD)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
JISと対応国際規格との対比表
JIS P 8121-1:2012 パルプ−ろ水度試験方法−第1部:ショッパー・リーグラ法
ISO 5267-1:1999 Pulps−Determination of drainability−Part 1: Schopper-Riegler
method
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 器具及
び水
5
器具だけを記載
変更
水を追加した。
技術的な差異はない。
5.1 ショッパー・リ
ーグラろ水度試験
器
5.1
JISとほぼ同じ
変更
国際規格に規定しているショ
ッパー・リーグラろ水度試験器
をI形とした。旧JISで規定し
ているショッパー・リーグラろ
水度試験器をJ形として追加
し,選択できるようにした。
我が国では,旧JISに規定してい
るJ形ショッパー・リーグラろ水
度試験器を使用している。
5.3 メスシリンダー
−
−
追加
ミリリットル単位で測定でき
るメスシリンダーを追加した。
我が国では,ミリリットル単位で
測定できるメスシリンダーを使
用している。
技術的な差異はない。
5.4 標準水
−
−
追加
標準水の規定を追加し,注記に
は対応国際規格の箇条6注記2
の説明の一部を転記した。
技術的な差異はない。
6 試料の
調製
6
変更
懸濁液の濃度の許容差を変更
した。
対応国際規格で規定した許容差
は小さく,一般的ではない。
ISOへの提案を検討する。
−
6
注記2
削除
本体(5.4及び箇条6)に移し
た。
技術的な差異はない。
1
4
P
8
1
2
1
-1
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 試料の
調製
(続き)
−
6
注記3 気候上の理由か
ら,25 ℃±5 ℃の温度で
試験を行ってもよい。
削除
注記3を削除した。
我が国は,比較的温暖な気候のた
め,20.0 ℃±0.5 ℃で試験するこ
とが一般的となっている。25 ℃
±5 ℃の温度での試験は不要と
判断した。
8 計算及
び結果の
表し方
8.1 メスシリンダー
を用いた場合の計
算
−
−
追加
国際規格にはないメスシリン
ダーを用いた場合の計算方法
を追加した。
我が国では,ミリリットル単位で
測定できるメスシリンダーを使
用し,計算によってろ水度を求め
ている。技術的な差異はない。
8.2 結果の表し方
−
−
追加
ショッパー・リーグラろ水度に
は,記号“°SR”を付記する。
実質的に差異はない。
カナダ標準ろ水度の結果と間違
わないよう,ショッパー・リーグ
ラろ水度の場合,記号“°SR”を
付記する。
附属書JA
(規定)
J形ショッパー・リ
ーグラろ水度試験
器
−
−
追加
J形ショッパー・リーグラろ水
度試験器を附属書JAとして追
加した。
我が国では,旧JISに規定してい
るJ形ショッパー・リーグラろ水
度試験器を使用している。
附属書JB
(規定)
J形ショッパー・リ
ーグラろ水度試験
器の保守
−
−
追加
J形ショッパー・リーグラろ水
度試験器の保守を附属書JBと
して追加した。
我が国では,旧JISに規定してい
るJ形ショッパー・リーグラろ水
度試験器を使用している。
JISと国際規格との対応の程度の全体評価:ISO 5267-1:1999,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
1
5
P
8
1
2
1
-1
:
2
0
1
2