P 8119 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS P 8119 : 1994は改正され,この規格に置き換えられる。
今回の改正では,対応国際規格,ISO 5627 : 1995,Paper and board−Determination of smoothness (Bekk
method) との整合化を行った。
JIS P 8119には,次に示す附属書がある。
附属書(規定) 装置の調整及び補正
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8119 : 1998
紙及び板紙−ベック平滑度試験機
による平滑度試験方法
Paper and board−Determination of smoothness by Bekk method
序文 この規格は,1995年に第2版として発行されたISO 5627, Paper and board−Determination of
smoothness (Bekk method) を基に作成した日本工業規格であるが,次の規定内容を除いて技術的内容を変更
することなく作成している。
[規定内容の相違点の概要]
①装置のゴム製押え板にJISの材質を追加した。②装置の加圧板にゴム製押え板と一体となった加圧板を
追加した。③装置の真空容器に同等性能を示す減圧機構を追加した。④試験片の採取にJISの方法を追加
した。⑤試験片の前処置にJISの方法を追加した。⑥操作にJISの標準条件を追加した。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,紙及び板紙のベック平滑度を試験する方法について規定する。この試験方法
は,試験片を通り抜ける空気量が測定結果に影響するので,厚さ0.5mm以上の試料,透気性が非常に高い
紙及び板紙,又は表面が粗い紙及び板紙には推奨できない。
備考1. この規格の対応国際規格を,次に示す。
ISO 5627 : 1995, Paper and board−Determination of smoothness (Bekk method)
2. この規格の中のJIS又はISO規格の選択箇所は,規格全般にわたりJIS又はISO規格のどち
らか一方を選択する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8110 試験用紙採取方法
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
JIS P 8112 紙及び板紙のミューレン低圧形試験機による破裂強さ試験方法
JIS Z 8401 数値の丸め方
JIS Z 9041 測定値の処理方法
ISO 48 Rubber, vulcanized or thermoplastic−Determination of hardness (hardness between 10 IRHD and 100
IRHD)
ISO 186 Paper and board−Sampling to determine average quality
2
P 8119 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 187 Paper, board and pulps−Standard atmosphere for conditioning and testing and procedure for
monitoring the atmosphere and conditioning of samples
ISO 4662 Rubber−Determination of rebound resilience of vulcanizates
3. 定義 この規格で用いる主な用語の定義は,JIS P 0001によるほか,次による。
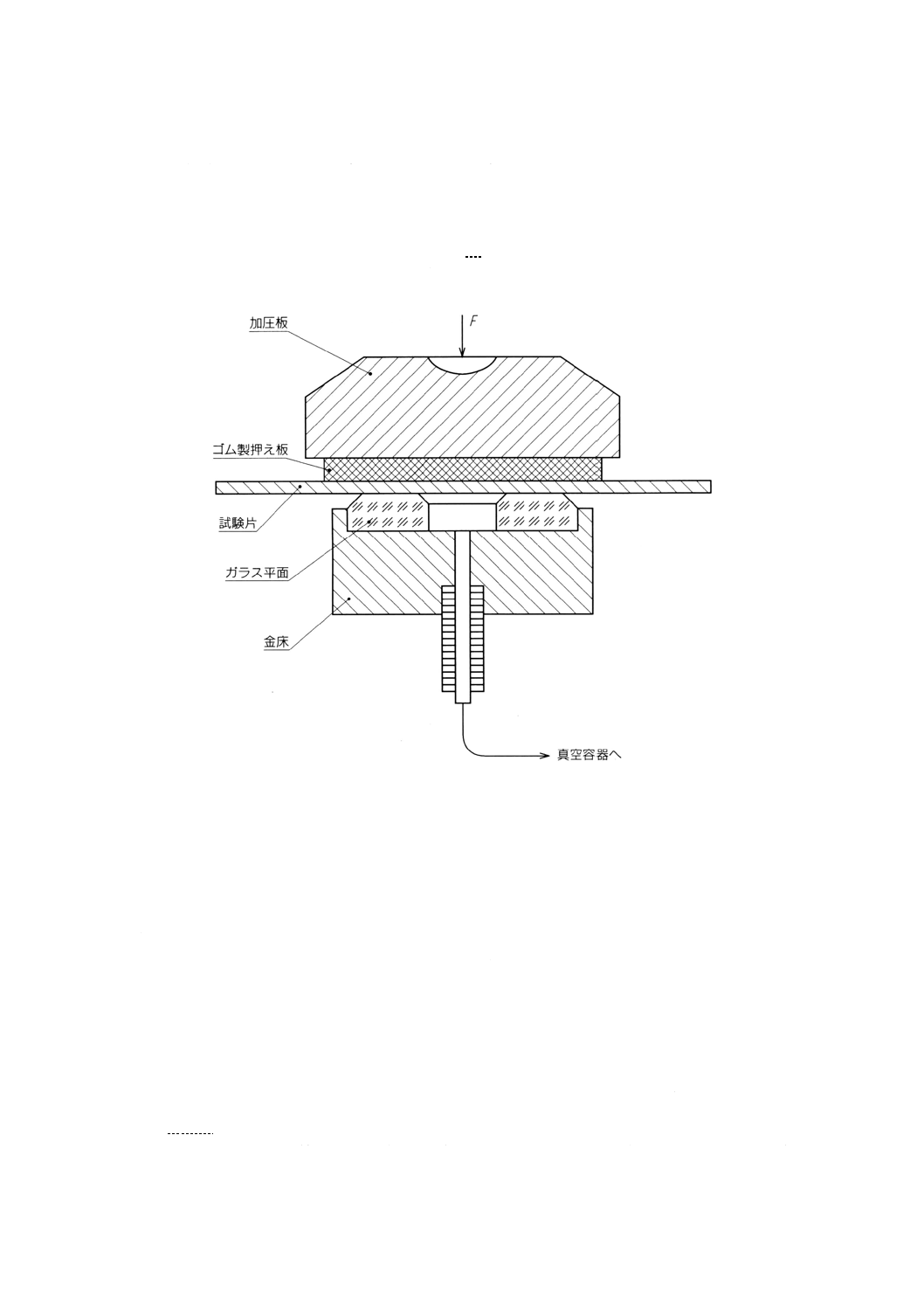
a) ベック平滑度 (Bekk smoothness) 特定の条件で接触させた試験片とリング状の平面との間を,特定
の初期差圧下で,一定量の大気圧空気が流れるのに必要な時間(s)(図1参照)。
図1 測定原理
4. 原理 試料台のガラス平面上に置いた試験片を特定の力で押さえつけ,真空によってガラス平面と試
験片の接触面の間から大気圧空気を吸い込ませて、特定の真空変化に必要な時間を測定する。
5. 装置 装置は,ベック平滑度試験機を用い,次による。
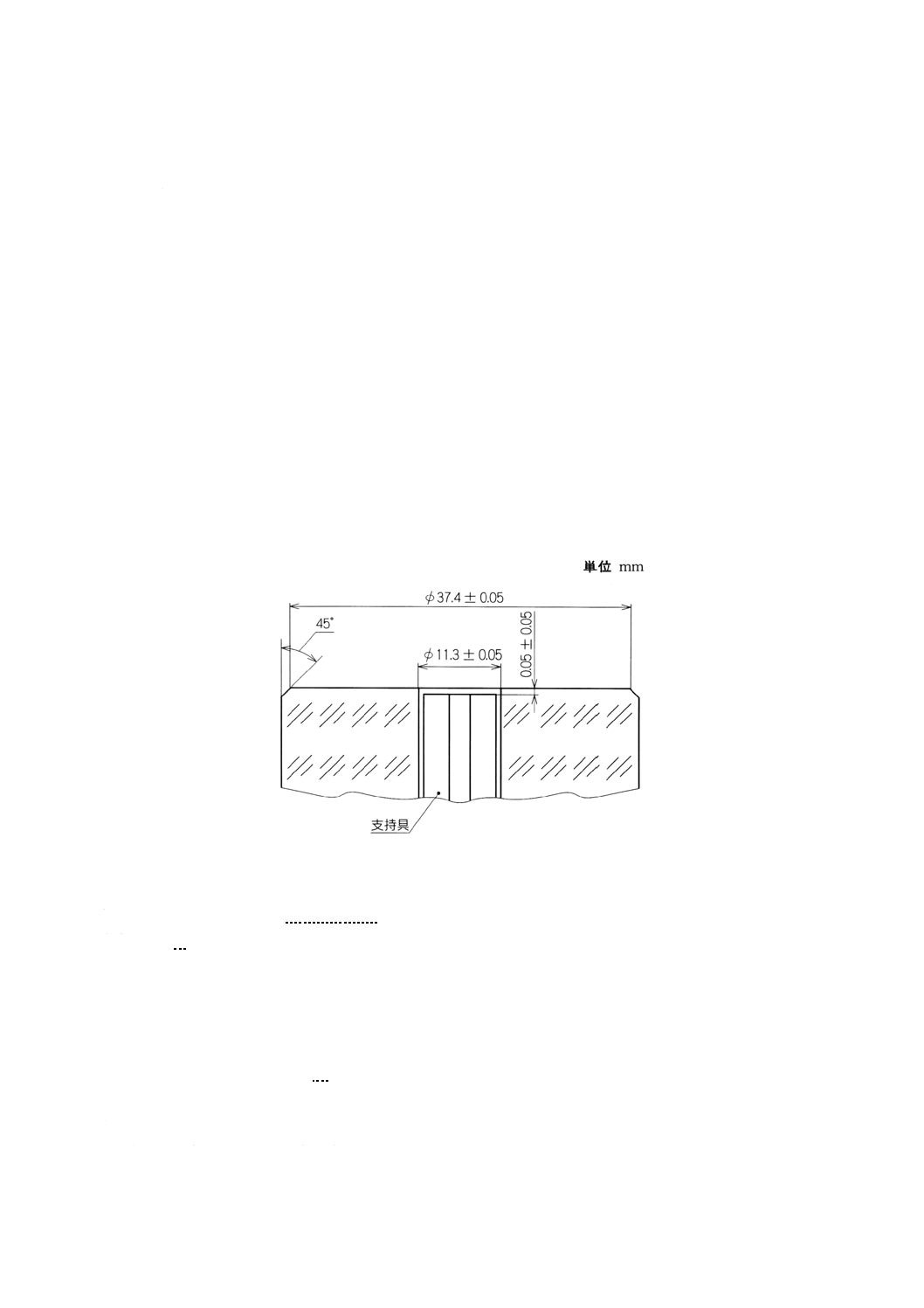
a) ガラス平面 平滑度測定に使用する光学的平面仕上げを施したリング状のガラス面で,真空容器につ
ながる円孔を中央にもち,外径37.4mm±0.05mm,有効平面積10cm2±0.05cm2のもの。
備考 測定面を常に清潔に保ち,測定しないときには保護カバーをしておく。また,測定時にガラス
平面中央の円孔に試験片が押し込まれないように,直径1.5mmから2.0mmのあなを中央にも
つ金属製の支持具を使用してもよい(図2参照)。
b) ゴム製押え板 直径45mm以上,厚さ4mm±0.2mm,最大厚さ変化±0.05mmの円形のもので,ISO 48
による硬さが40IRHD±5IRHD,ISO 4662による反発弾性が62%以上のゴム製押え板。
備考 JIS P 8112に規定するゴム隔膜と同質のゴム製押え板を使用してもよい。この場合には,直径
がガラス平面と同等以上の円形で,硬さ48IRHD±5IRHD,反発弾性55%以上のものが望まし
3
P 8119 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
い。ただし,測定値が数パーセント(%)低めになる傾向がある。
c) 加圧板 直径45mm以上の円形の平らな面をもつ,加圧装置に取り付けられた金属製の加圧板で,ゴ
ム製押え板の上からガラス平面に対し100kPaの圧力を与えることができるもの。
備考 ゴム製押え板と一体となった加圧板を使用してもよい。
d) 真空容器 ガラス平面の円孔まで接続管によって接続した,50.7kPaより低い圧力まで排気が可能な大
小二つの密封容器から成る容器。接続管を含む真空容器の体積は,大真空容器では380ml±1ml,小真
空容器では38ml±1mlとする。
備考 真空容器の代わりに同等性能を示す減圧機構を備えた試験機を使用してもよい。
参考 真空容器内の圧力は大気圧との差圧を示す。
e) マノメータ 真空容器内の50.7kPa,48.0kPa,29.3kPa相当の圧力を±0.07kPaの精度で表示できるも
の。
参考 真空容器内の50.7kPaから48.0kPaへの圧力変化は,大真空容器に10mlの空気が入ったこと,
又は小真空容器に1mlの空気が入ったことを意味する。50.7kPaから29.3kPaへの圧力変化は,
大真空容器に80mlの空気が入ったこと,又は小真空容器に8mlの空気が入ったことを意味す
る。
f)
時間測定装置 真空容器内の圧力変化の時間を正確に秒単位で測定できるもの。
図2 ガラス平面
6. 試験片 試験片は,JIS P 8110又はISO 186に規定する方法によって採取した試験用紙から採る。試
験片をJIS P 8111又はISO 187に規定する標準条件で前処置し,折り目,しわなどの異常な部分を避け,
50mm角以上,A4サイズ以下のものを,10枚以上用意する。
7. 装置の補正 装置は,附属書に従って調整及び補正する。
8. 操作 平滑度の測定は,JIS P 8111又はISO 187に規定する標準条件下で行う。
a) 振動のない水平面に装置を置く。
b) ガラス平面の保護カバーを取り外し,ガラス平面上に試験片の測定面を置く。試験片の上にゴム製押
え板及び加圧板を置き,加圧装置によって100kPaの圧力をかける。
4
P 8119 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 大真空容器を選択し,容器内の圧力を50.7kPaより低くした後,10mlの空気が流れる時間,すなわち
容器内の圧力が50.7kPaから48.0kPaに変化するまでの時間を秒単位で測定する。
d) 測定時間が300秒を超えるときは,真空容器内を大気圧に戻した後,容器切替装置によって小真空容
器を選択し,測定空気量を1mlに変更して,容器内の圧力が50.7kPaから48.0kPaに変化するまでの
時間を秒単位で測定する。
e) 測定時間が15秒より短いときは,試験片を新しいものに取り替えた後,真空容器内の圧力が50.7kPa
から29.3kPaに変化するまでの時間を秒単位で測定する。
f)
他の試験片についても,同じ操作を行う。
g) 試験片の反対側の面についても平滑度を測定する場合は,新しい試験片を10枚以上用意し,同じ操作
を行う。
9. 結果の表示
a) 試験結果の表し方 試験片の同一面について,測定値の平均値を求め,JIS Z 8401に規定する方法に
よって,有効数字2けたに丸める。標準偏差は,JIS Z 9041に規定する方法によって求める。
大真空容器内の50.7kPaから48.0kPaへの圧力変化を測定した場合,平均値をそのままベック平滑度
(s)とする。小真空容器内の50.7kPaから48.0kPaへの圧力変化を測定した場合,平均値の10倍をベッ
ク平滑度(s)とする。
大真空容器内の50.7kPaから29.3kPaへの圧力変化を測定した場合,平均値の101をベック平滑度(s)
とする。
小真空容器内の50.7kPaから29.3kPaへの圧力変化を測定した場合,平均値をそのままベック平滑度
(s)とする。
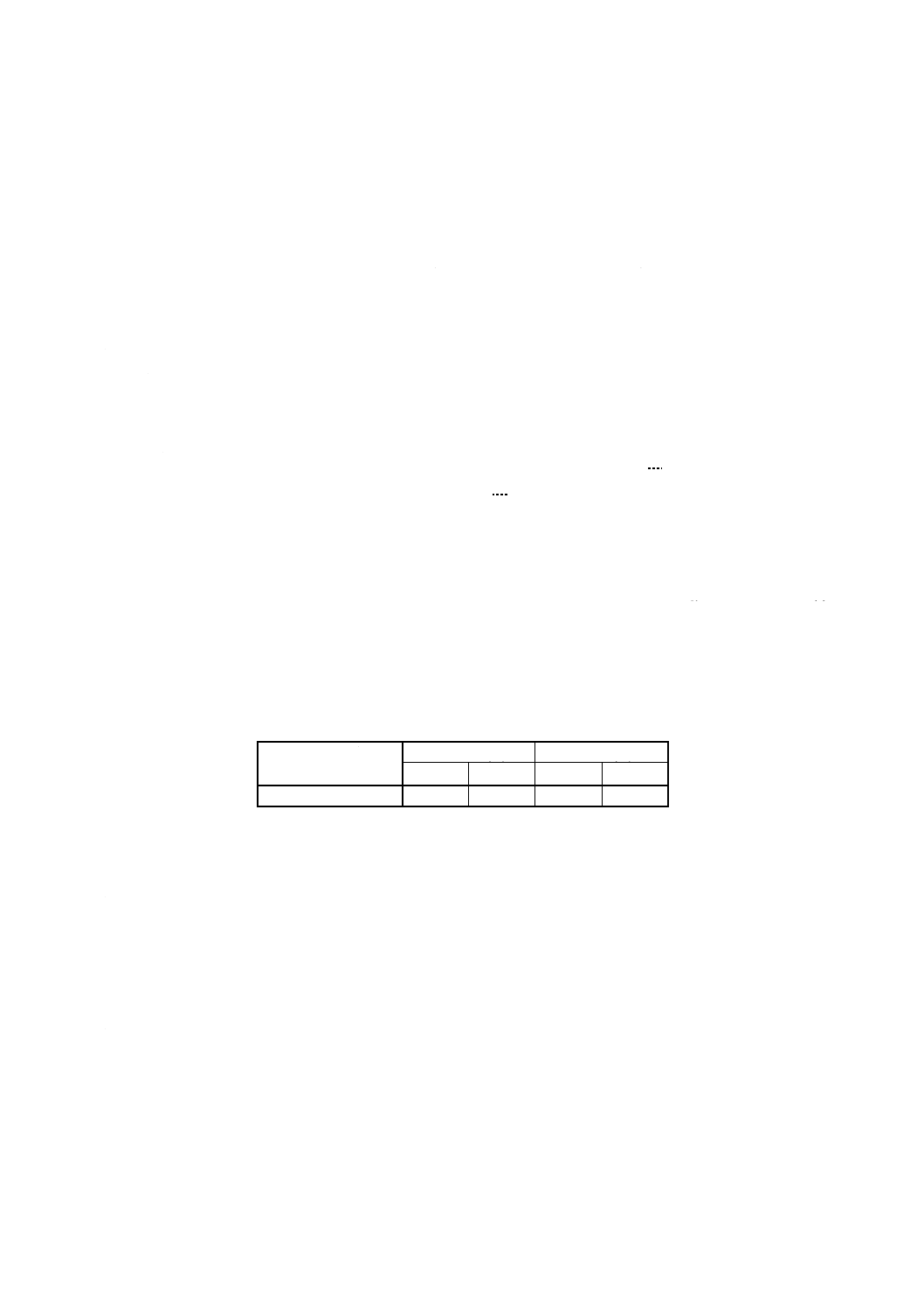
参考 表1にベック平滑度の精度を示す。結果の再現性は,試験片の内容に大きく依存する。
表1 精度
試験片の平滑度範囲
s
繰返し性(%)
再現性(%)
範囲
平均
範囲
平均
4〜1 400
5〜21
11
21〜56
37
10. 報告 報告には,必要に応じて次の事項を記録する。
a) 規格名称又は規格番号,及びJIS又はISO規格の区分
b) 試験片の種類及び名称
c) 使用した試験器の名称及び形式
d) 試験年月日及び試験場所
e) 試験用紙の前処置条件(温度及び相対湿度)
f)
測定に使用した真空容器
g) 試験回数
h) ベック平滑度
i)
測定値の最大値・最小値及び標準偏差
j)
その他必要とする事項
5
P 8119 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 装置の調整及び補正
1. 測定面積 本体の5.a)ガラス平面の直径及び円孔の直径を測定し,計算によって求める。本体の図2
に,直径の許容差を示す。
2. 押え圧 加圧レバー方式の加圧装置を使用するときの調整は,次による。
装置をしっかりと固定し,本体の5.d)の真空容器を取り外して,加圧レバーの水平度を確認する。ガラ
ス平面上を,正確に100N±2Nの押え圧で加圧できるよう,加圧レバーを調整する。
3. マノメータの目盛 本体の5.e)のマノメータの目盛は,物差しを用いて補正する。50.7kPaと48.0kPa
の目盛間の距離は,許容差0.1mm以内とする。50.7kPaと大気圧レベルとの距離は,許容差±0.5mm以内
に維持する。
4. 水銀マノメータの保守 次の点に注意し,水銀マノメータを保守する。
水銀がガラス管の壁に尾を引いて残らないようにする。円柱状の残滴が生じたときは,マノメータのガ
ラス管を重クロム酸カリウム硫酸溶液又は適切な洗浄液で洗浄後,蒸留水,次にアルコールですすぐ。水
銀を入れる前に,ガラス管を温風で乾燥する。
参考 重クロム酸カリウム硫酸溶液は有害なので,より安全な洗浄液を使用するとよい。
汚れた水銀は,新しい水銀と取り替えるか,又は洗浄して再使用する。酸を取り扱うとき,又は水銀を
洗浄するときは,適切な安全対策を講じること。
5. 装置の空気漏れ 定期的に装置の空気漏れを確認する。
本体の5.b)のゴム製押え板を直接ガラス平面の上に置き,100kPaの押え圧をかけた後,本体の5.d)の真
空容器内を50.7kPaに減圧する。大真空容器の場合は60分間,小真空容器の場合は6分間放置し,真空容
器内の圧力変化を確認する。
0.13kPa以上の圧力変化を生じたときは,コック,パッキン類を点検し,補修する。
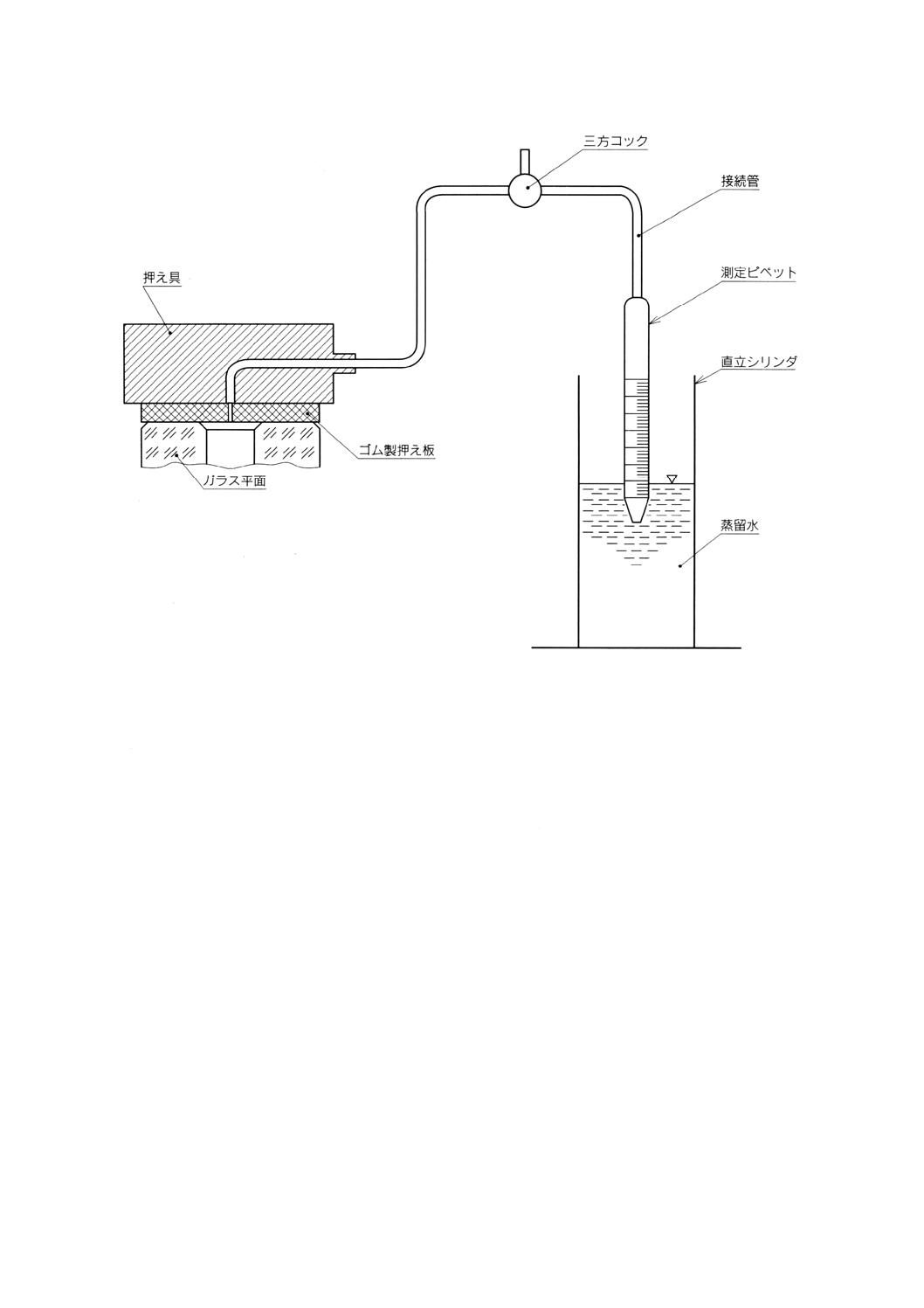
6. 吸引空気量 吸引される空気量は,附属書図1に示す測定装置によって測定する。
装置に空気漏れがないことを確認し,下記真空容器と容器内の圧力変化との組合せによって,測定ピペ
ット中に引き込まれた蒸留水の体積を測定する。体積を読み取る前に,直立シリンダ内の水面と測定ピペ
ット中の水面がおおよそ一致するまで,直立シリンダの中に測定ピペットを漬ける。測定後,三方コック
を使用して,測定ピペットを空にする。
20回測定して,平均値を求め,許容差内であることを確認する。
大真空容器内における50.7kPaから48.0kPaへの圧力変化の場合,空気量は10.0ml±0.2mlとする。
大真空容器内における50.7kPaから29.3kPaへの圧力変化の場合,空気量は80.0ml±1.0mlとする。
小真空容器内における50.7kPaから48.0kPaへの圧力変化の場合,空気量は1.00ml±0.05mlとする。
小真空容器内における50.7kPaから29.3kPaへの圧力変化の場合,空気量は8.0ml±0.1mlとする。
6
P 8119 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図1 吸引空気量測定装置
7. ゴム製押え板の取替え 新しいゴム製押え板と比較測定して,有意差が認められたときは,新しいゴ
ム製押え板に取り替える。
参考 取替え時期の目安は,3か月から1年である。
8. 接続管の空気抵抗 ガラス平面の円孔をふさがない状態で真空容器につないだとき,容器内の圧力は,
50.7kPaから29.3kPaまで2秒以内に変化しなければならない。大小二つの真空容器について確認する。
もし結果が不十分であれば,接続管を洗浄する必要がある。
7
P 8119 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
尾 鍋 史 彦
東京大学
(副委員長)
飯 田 清 昭
紙パルプ技術協会
(委員)
生 田 章 一
通商産業省生活産業局
○ 宮 崎 正 浩
工業技術院標準部
○ 橋 本 繁 晴
財団法人日本規格協会
岡 山 隆 之
東京農工大学
堀 定 男
日本製紙連合会
吉 田 芳 夫
王子製紙株式会社
内 藤 勉
日本製紙株式会社
高 柳 充 夫
王子製紙株式会社
原 啓 志
三島製紙株式会社
○ 外 山 孝 治
三菱製紙株式会社
佐久間 雅 義
北越製紙株式会社
大豆生田 章
大日本印刷株式会社
細 村 弘 義
富士ゼロックス株式会社
○ 熊 谷 健
熊谷理機工業株式会社
○ 水 谷 壽
株式会社東洋精機製作所
○ 内 田 久*
十條リサーチ株式会社
○ 大 石 哲 久*
紙パルプ技術協会
紙パルプ試験規格委員会第2分科会 構成表
氏名
所属
(第2分科会長)
内 藤 勉
日本製紙株式会社
(委員)
高 橋 保
通商産業省製品評価技術センター
島 田 謹 爾
農林水産省森林総合研究所
西 田 友 昭
静岡大学
八 木 寿 則
王子製紙株式会社
仲 山 伸 二
王子製紙株式会社
大 町 伸 一
紀州製紙株式会社
足 立 博 行
大王製紙株式会社
石 嶋 啓 夫
高崎製紙株式会社
加 藤 義 嗣
日本板紙株式会社(平成9年10月1日まで)
川 岸 秀 治
日本板紙株式会社(平成9年10月2日から)
JIS原案作成委員会の○印の委員
(*印は,事務局兼務を示す。)