P 8118:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 原理······························································································································· 2
4.1 厚さ又はバルク厚さの測定 ······························································································ 2
4.2 密度又はバルク密度の計算 ······························································································ 2
4.3 比容積又は比バルク容積の計算 ························································································ 2
5 装置······························································································································· 3
6 試料の採取 ······················································································································ 3
7 調湿······························································································································· 3
8 試験片の調製 ··················································································································· 3
8.1 一般 ···························································································································· 3
8.2 厚さ用試験片 ················································································································ 3
8.3 バルク厚さ用試験片 ······································································································· 4
9 操作······························································································································· 4
9.1 一般 ···························································································································· 4
9.2 マイクロメータの点検及び校正 ························································································ 5
9.3 測定 ···························································································································· 5
10 計算及び結果の表し方 ····································································································· 5
10.1 厚さ ··························································································································· 5
10.2 バルク厚さ ·················································································································· 5
10.3 密度及びバルク密度 ······································································································ 6
10.4 比容積及び比バルク容積 ································································································ 6
11 報告書 ·························································································································· 6
附属書A(規定)マイクロメータ性能の点検及び校正 ································································· 8
附属書B(参考)精度 ··········································································································· 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 12
P 8118:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。これによって,JIS P 8118:1998は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8118:2014
紙及び板紙−厚さ,密度及び比容積の試験方法
Paper and board-Determination of thickness,density and specific volume
序文
この規格は,2011年に第4版として発行されたISO 534を基とし,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,紙及び板紙の厚さを測定する次の二つの方法について規定する。
a) 厚さとして,1枚の紙又は板紙の厚さの測定
b) バルク厚さとして,重ねた紙の厚さの測定
さらに,この規格は,次の計算方法についても規定する。
− 密度及びバルク密度
− 比容積及び比バルク容積
この規格は,段ボールには適用しない。また,バルク厚さの測定方法(方法b)は板紙には適さない。
注記1 二つの方法は,一般に異なった結果をもたらす。これらの方法は,ティシュペーパー及びテ
ィシュ製品には適用できない[1]。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 534:2011,Paper and board−Determination of thickness, density and specific volume(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
注記 対応国際規格:ISO 186,Paper and board−Sampling to determine average quality(IDT)
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
注記 対応国際規格:ISO 187,Paper, board and pulps−Standard atmosphere for conditioning and testing
and procedure for monitoring the atmosphere and conditioning of samples(MOD)
JIS P 8124 紙及び板紙−坪量の測定方法
2
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO 536,Paper and board−Determination of grammage(MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS P 0001によるほか,次による。
3.1
厚さ(single sheet thickness)
この規格の試験方法によって,一定の静荷重の下で測定した1枚の紙又は板紙の二つの表面間の距離。
3.2
バルク厚さ(bulking thickness)
この規格の試験方法によって,一定の静荷重の下で測定した複数重ねた紙の厚さから計算した単一シー
トの厚さ。
3.3
密度(apparent sheet density)
厚さ(3.1)から計算する単位容積当たりの質量。単位は,立方センチメートル当たりのグラム(g/cm3)
で表す。
注記 通常,この用語は紙又は板紙に適用する。
3.4
バルク密度(apparent bulk density)
バルク厚さ(3.2)から計算する単位容積当たりの質量。単位は,立方センチメートル当たりのグラム
(g/cm3)で表す。
注記 通常,この用語は紙に適用する。
3.5
比容積(apparent specific sheet volume)
厚さ(3.1)から計算する単位質量当たりの容積。単位は,グラム当たりの立方センチメートル(cm3/g)
で表す。
注記 通常,この用語は紙又は板紙に適用する。
3.6
比バルク容積(apparent specific bulk volume)
バルク厚さ(3.2)から計算する単位質量当たりの容積。単位は,グラム当たりの立方センチメートル
(cm3/g)で表す。
注記 通常,この用語は紙に適用する。
4
原理
4.1
厚さ又はバルク厚さの測定
高精度のマイクロメータによって,厚さ又はバルク厚さを求める。
4.2
密度又はバルク密度の計算
紙又は板紙の坪量及び厚さを求める。
4.3
比容積又は比バルク容積の計算
紙又は板紙の坪量及び厚さを求める。

3
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
装置
装置は,次による。
5.1
マイクロメータ 二つの平行な円形の加圧面をもち,その間に紙又は板紙を挟み,測定するもの。
厚さ測定中,加圧面の間に加える圧力は100 kPa±10 kPaとする。
加圧面は,固定面及び垂直に動く可動面から構成する。
小さい方の加圧面の直径は,16.0 mm±0.5 mmとし,もう一方の加圧面の直径は,それより大きいもの
とする。したがって,厚さ測定の間,試験片の円形領域(公称面積200 mm2)が圧力を受ける。
マイクロメータは,附属書Aの方法に従って校正したとき,そのマイクロメータの圧力は,100 kPa±10
kPaで,表1に示す性能を満足しなければならない(9.1参照)。
ただし,上記の規定にかかわらず,加圧面の間に加える圧力が50 kPa±5 kPa,加圧面の直径が14.3 mm
±0.5 mm(公称面積160 mm2)で,かつ附属書Aの方法に従って校正したとき,表1に示す性能を満足す
るマイクロメータは,2017年3月31日まで適用してもよい。
表1−マイクロメータの要求性能
マイクロメータ特性
最大許容値a)
表示誤差
±2.5 μm又は読みの±0.5 %
加圧面平行誤差
5 μm又は読みの1 %
測定の繰返し精度(標準偏差として)
1.2 μm又は読みの0.5 % b)
注a) 二つの値の大きい方をマイクロメータ特性の最大許容値とする。
b) 加圧面の間に加える圧力が50 kPa±5 kPaのマイクロメータを用いる場合は,
2.5 μm又は読みの0.5 %とする。
5.2
厚みゲージ マイクロメータのフルスケールの読みの約10 %,30 %,50 %,70 %及び90 %に対応す
るもの。各ゲージの厚さは,0.3 μmの精度をもつものとする。
6
試料の採取
ロットを評価するための試験を行う場合は,JIS P 8110に従って試料を選択する。それ以外の場合は,
使用する試験片が試料の代表となるように採取する。
7
調湿
JIS P 8111に従って,試料を調湿する。
8
試験片の調製
8.1
一般
試料の調湿に適用した条件と同じ条件下で試験片を調製する。折り目,しわ,亀裂及び結果に影響を及
ぼす欠陥は避ける。
8.2
厚さ用試験片
試験用紙は,試料から無作為に採取し,採取した試験用紙1枚から2枚以上の試験片を裁断してはなら
ない。試験片の最小寸法は,60 mm×60 mmとする。試験片寸法は,マイクロメータの読みが試験片の質
量の影響を受けるほど大きくしない。試験片が大きい場合,測定中に,たわ(撓)みによって圧力が低下
することがある。板紙を測定する場合には,100 mm×100 mmを超える寸法の試験片を用いてはならない。
4
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
通常,紙の測定では,これらの試験片寸法で十分である。
少なくとも20枚の試験片を調製する。
8.3
バルク厚さ用試験片
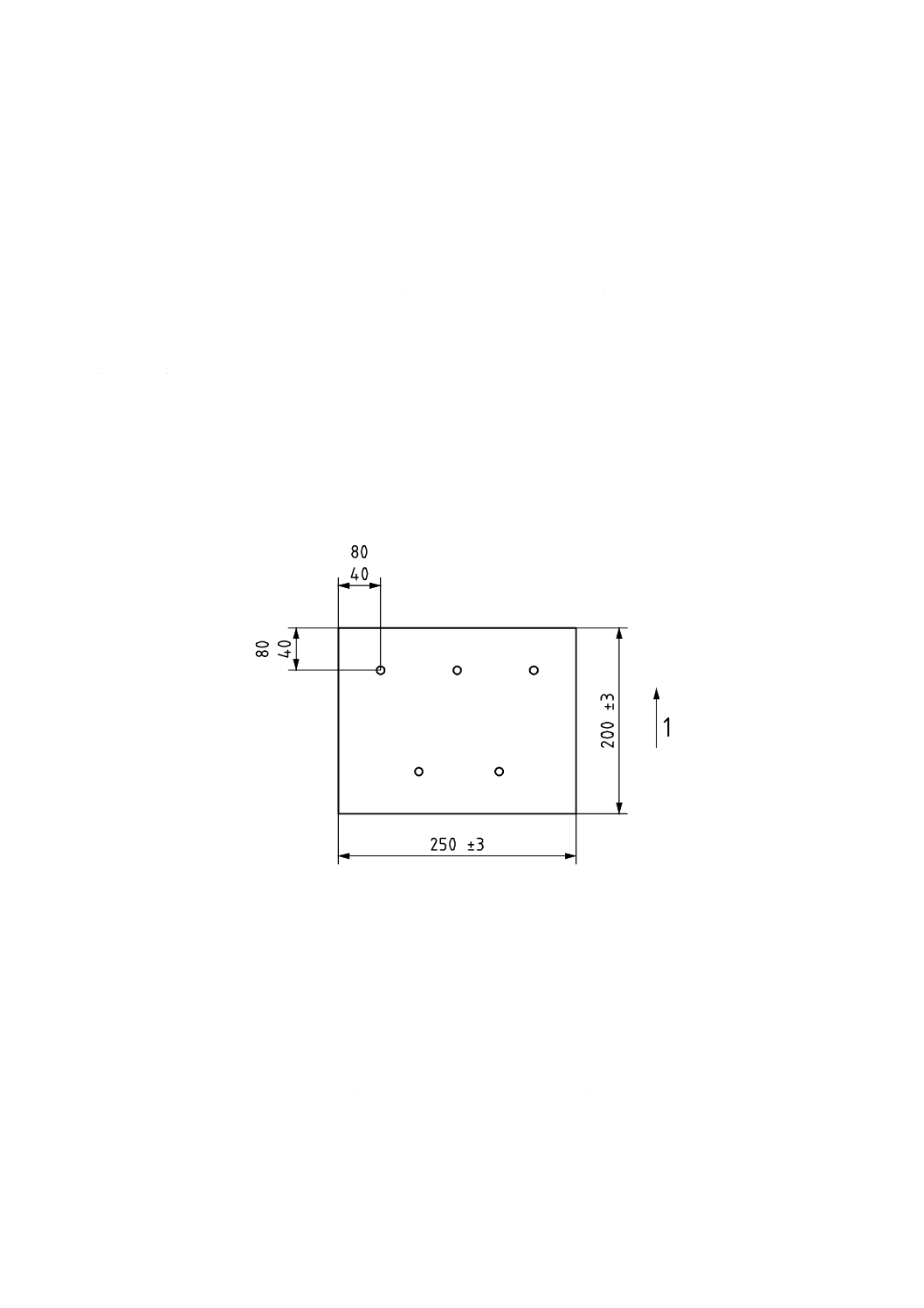
試験用紙は,試料から無作為に採取し,可能であれば200 mm×250 mmの寸法で,200 mmが縦方向の
シートを裁断する(図1参照)。この寸法が採取できない場合は,少なくとも150 mm×150 mmのシート
を調製する。
10枚のシートを束にし,試験片とする。各シートは,同じ寸法とし,方向及び面をそろえる。各シート
は,それぞれ他のシートから独立したものとする。例えば,1枚のシートを折り,2枚以上のシートとして,
それらを試験片に挿入(又は含める)することは認められない。通常,一つの試験片におけるシートの枚
数は,10枚とする。
少なくとも四つの試験片を調製し,各試験片のシートの枚数と大きさが同じであることを確認する。
厚いシート,非常に薄いシートなどの特殊な場合,又は当事者間で合意している場合は,より少ない若
しくはより多くのシート,又はより小さい若しくはより大きいシートを用いてもよい。
使用する枚数及び大きさを報告書に記載する。
単位 mm
1:縦方向(MD)
○:測定箇所
図1−バルク厚さ用試験片における測定位置の一例
9
操作
9.1
一般
マイクロメータ(5.1)は,使用する前又は校正のときに,可動面(プランジャー),固定面(下部円板)
及び厚みゲージ(5.2)の汚れを除く。
注記 特に可動面と固定面の場合,繊維の小片がこれらの表面に集まり,誤った高い数値を示すこと
がある。
厚みゲージ(5.2)を校正に使用する場合は,ちりの出ない吸収材料を用いて,アルコールで軽く拭く。
5
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2
マイクロメータの点検及び校正
適切な間隔をおいて,厚さ測定を行う調湿環境の中でマイクロメータを校正し,附属書Aの方法によっ
て性能を確認する。
使用頻度が高いマイクロメータに関しては,表示誤差及び繰返し精度は,頻繁に測定することが望まし
く,加圧面間の圧力及び平行性のずれは,毎月測定することが望ましい。
9.3
測定
9.3.1
厚さの測定
試験は,試料を調湿した標準条件で行う。
マイクロメータは,水平な防振面上に設置し,試験片は,マイクロメータの加圧面の間に,試験片のい
ずれの端部からも20 mm以上離して置く。試験片が加圧面間に保持されていることを確認し,可動面を3
mm/s以下の速度でゆっくり固定面に向かって下ろす。これによって,衝撃効果を避ける。
1〜2秒後,マイクロメータの読みを記録する。読みの間,試験片及びマイクロメータに外力をかけては
ならない。測定は,一つの試験片で一度だけとする。
残りの試験片について,これらの操作を繰り返す。
9.3.2
バルク厚さの測定
試験は,試料を調湿した標準条件で行う。
マイクロメータは,水平な防振面上に設置し,マイクロメータの加圧面の間に図1に示した位置の一つ
が測定箇所となるように試験片を置く。試験片が加圧面間に保持されていることを確認し,可動面を3
mm/s以下の速度でゆっくり固定面に向かって下ろす。これによって,衝撃効果を避ける。
1〜2秒後,マイクロメータの読みを記録する。読みの間,試験片及びマイクロメータに外力をかけては
ならない。
図1に示した,紙の横方向の二つの端部に沿って,端部から40 mm〜80 mmの間にある他の四つの箇所
で測定を繰り返す。
残りの試験片について,これらの操作を繰り返す。
9.3.3
坪量の測定
紙又は板紙の密度又は比容積を計算する場合は,代表となる試料の坪量をJIS P 8124に規定する方法に
よって測定する。
10 計算及び結果の表し方
10.1 厚さ
10.1.1 9.3.1によって測定した,20以上の測定値の平均を計算する。結果は,ミリメートル単位を用い,
小数点以下3桁で報告する。
10.1.2 厚さの最大値及び最小値を記録する。
10.1.3 厚さの標準偏差を計算する。
10.1.4 95 %の信頼度における平均値の信頼区間を計算する。
10.2 バルク厚さ
10.2.1 9.3.2によって測定した,20以上の測定値の平均を計算する(4個の試験片それぞれにつき5個以
上測定する。)。紙のバルク厚さは,その平均値を各試験片の枚数で除する。結果は,ミリメートル単位で,
小数点以下3桁で報告する。
6
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3 密度及びバルク密度
10.3.1 密度
密度(ds)は,式(1)によって求める。単位は,立方センチメートル当たりのグラム(g/cm3)で表す。
000
1
s
s
×
=δ
g
d
··········································································· (1)
ここに,
g: 紙の坪量(g/m2)
δs: 紙の平均厚さ(mm)
結果は,小数点以下2桁で報告する。
10.3.2 バルク密度
バルク密度(db)は,式(2)によって求める。単位は,立方センチメートル当たりのグラム(g/cm3)で表
す。
000
1
b
b
×
=δ
g
d
··········································································· (2)
ここに,
g: 紙の坪量(g/m2)
δb: 紙の平均バルク厚さ(mm)
結果は,小数点以下2桁で報告する。
注記 バルク厚さから計算した紙のバルク密度は,同じ装置を用いて測定した厚さから計算した紙の
密度と必ずしも同じではない。
10.4 比容積及び比バルク容積
10.4.1 比容積
比容積(νs)は,式(3)によって求める。単位は,グラム当たりの立方センチメートル(cm3/g)で表す。
g
δ
v
000
1
s
s
×
=
············································································ (3)
ここに,
δs: 紙の平均厚さ(mm)
g: 紙の坪量(g/m2)
結果は,小数点以下2桁で報告する。
10.4.2 比バルク容積
比バルク容積(νb)は,式(4)によって計算する。単位は,グラム当たりの立方センチメートル(cm3/g)
で表す。
g
δ
v
000
1
b
b
×
=
··········································································· (4)
ここに,
δb: 紙の平均バルク厚さ(mm)
g: 紙の坪量(g/m2)
結果は,小数点以下2桁で報告する。
注記 バルク厚さから計算した紙の比バルク容積は,同じ装置を用いて測定した厚さから計算した紙
の比容積と必ずしも同じではない。
11 報告書
報告書には,次の事項を記載する。
a) この規格の名称又は規格番号
b) 試料の種類及び名称
7
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 試験年月日及び試験場所
d) 調湿条件
e) 使用したマイクロメータ加圧面間の圧力及び加圧面の公称面積(2017年3月31日まで)
f)
測定した場合は,ミリメートル単位で小数点以下3桁の平均バルク厚さ,最大値及び最小値,標準偏
差及び95 %の信頼度における信頼区間
g) 測定した場合は,ミリメートル単位で小数点以下3桁の平均厚さ,最大値及び最小値,標準偏差及び
95 %の信頼度における信頼区間
h) 必要な場合は,密度又はバルク密度。単位は,立方センチメートル当たりのグラム(g/cm3)で小数点
以下2桁で報告する。
i)
必要な場合は,比容積又は比バルク容積。単位は,グラム当たりの立方センチメートル(cm3/g)で小
数点以下2桁で報告する。
j)
試験に使用した試験片の数。バルク厚さの場合は,各試験片のシート枚数及びその大きさ
k) バルク厚さの場合は,各試験片のシート枚数及びその大きさ
l)
測定数
m) 測定した場合は,9.3.3に従って測定した試料の坪量
n) この規格から逸脱した事項,又は結果に影響した可能性のある事項
8
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
マイクロメータ性能の点検及び校正
A.1 一般
厚さを測定する調湿条件の下で,次の順序でマイクロメータの性能を点検する。
マイクロメータ性能が5.1に示した許容範囲を外れている場合は,必要な調整を行ってから再試験する。
A.2 加圧面間の圧力
加圧面間の圧力の精度及び均一性を適切な方法で点検する。
A.3 表示誤差及び測定の繰返し精度
A.3.1 加圧面を相互に接触させてマイクロメータの読みをゼロにする。次の操作を行っている間は,ゼロ
をリセットしない。
A.3.2 加圧面を開いてから,再び閉じて,加圧面が相互に接触するようにし,マイクロメータの読みを記
録する。この操作を5回以上繰り返す。
A.3.3 5.2に規定した厚みゲージを用意し,加圧面を開いて,ゲージを挿入し,加圧面を閉じ,マイクロ
メータの読みを記録する。少なくとも5回この操作を繰り返す。清掃又は位置合わせのとき,厚みゲージ
を直接手で扱わない。
A.3.4 A.3.3の操作を,順次,各厚みゲージで繰り返す。
注記 各厚みゲージは,単独で使用され,組み合わせて使用しない。
A.3.5 A.3.2の操作を繰り返す。
A.3.6 マイクロメータで各ゲージの厚さを読み取り,次の計算をする。
a) 測定の繰返し精度:5個以上の読みの標準偏差
b) 表示誤差:5個以上の読みの平均値と各ゲージの厚さとの差
A.4 加圧面の平行度
A.4.1 5.2に規定した厚みゲージを用意し,加圧面を開いて,ゲージを加圧面のできるだけ端部に挿入す
る。加圧面を閉じ,マイクロメータの読みを記録する。
A.4.1.1 加圧面を開いて,ゲージをA.4.1の反対側の端部に挿入する。加圧面を閉じ,マイクロメータの
読みを記録する。
A.4.2 A.4.1と直角方向の端部についても,A.4.1の操作を繰り返す。
A.4.3 A.4.1,A.4.1.1及びA.4.2の操作を,順次,各厚みゲージで繰り返す。
注記 各厚みゲージは単独で使用され,組み合わせて使用しない。
A.4.4 マイクロメータで読み取った各厚みゲージの厚さから,式(A.1)によって,平行度の誤差Eを求め
る。
2
2
2
1
5.0
d
d
E
+
=
···································································· (A.1)
ここに,
d1: 加圧面の一つの直径方向の両端の読みの差(mm)
d2: 加圧面のd1で用いた直径と直交する直径方法との両端の読みの差(mm)
9
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
精度
B.1
一般
この規格の対応国際規格ISO 534の旧版[第2版(1988年)]が作成されたとき,この試験方法の精度
を考慮して,厚さを測定する二つの方法の繰返し精度及び再現性の研究が行われた。ISO 534:1988の精度
データをB.2に示す。
この規格では,厚さに関する2010年の新たな精度データを追加した。精度データは,CEPI-CTS
(Confederation of European Paper IndustriesのComparative Testing Service)から得た。CEPI-CTSのデータをB.3
に示す。
B.2
旧対応国際規格(ISO 534:1988)の精度データ
B.2.1 厚さ
B.2.1.1 繰返し精度
通常の実験室条件の下で,繰返し精度は,平均値1.3 μmで,0.8 μm〜2.2 μmまで変動した(又は1.1 %
から2.6 %まで変動,平均値2.0 %)。
同一と見なせる試験材料で,同じマイクロメータを使い,一人の測定者が短い時間間隔で試験を行って
得られた二つの測定結果の差が繰返し精度を超えるのは,規定の操作を間違いなく行えば,平均して20
回に1回以下になる。
上記の数値は,規定したマイクロメータの性能要件からJIS Z 8402-2[2]に従って計算した数値,約1.5 μm
と同等である。差は,紙自体の変動による。
B.2.1.2 再現性
通常の実験室条件の下で,再現性は,平均値5.9 μmで,4.2 μm〜8.6 μmまで変動した(又は4.7 %から
10.9 %まで変動,平均値7.9 %)。
同一と見なせる試験材料で,二つの実験室で得られた測定結果の差が再現性を超えるのは,規定の操作
を間違いなく行えば,平均して20回に1回以下になる。
上記の数値は,規定したマイクロメータの性能要件からJIS Z 8402-2[2]に従って計算した数値,約3.2 μm
と同等である。差は,紙自体の変動だけでなく,環境及び測定者の違いによる。
B.2.2 バルク厚さ
B.2.2.1 繰返し精度
通常の実験室条件の下で,繰返し精度は,平均値0.31 μmで,0.1 μm〜0.5 μmまで変動した(又は0.1 %
から0.9 %まで変動,平均値0.5 %)。
同一と見なせる試験材料で,同じマイクロメータを使って,一人の測定者が短い時間間隔で試験して得
られた二つの測定結果の差が繰返し精度を超えるのは,規定の操作を間違いなく行えば,平均して20回に
1回以下になる。
上記の数値は,規定したマイクロメータの性能要件からJIS Z 8402-2[2]に従って計算した数値,約0.3 μm
と同等である。差は,紙自体の変動による。
B.2.2.2 再現性
10
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
通常の実験室条件の下で,再現性は,平均値2.7 μmで,1.7 μm〜3.4 μmまで変動した(又は2.4 %から
6.2 %まで変動,平均値3.7 %)。
同一と見なせる試験材料で,二つの試験所で得られた測定結果の差が再現性を超えるのは,規定の操作
を間違いなく行えば,平均して20回に1回以下になる。
上記の数値は,規定したマイクロメータの性能要件からJIS Z 8402-2[2]に従って計算した数値,約0.65 μm
と同等である。差は,紙自体の変動だけでなく,環境及び測定者の違いによる。
B.2.3 密度及び比容積値の精度
厚さ及び坪量の測定値の精度から密度及び比容積値の精度を算出することができるが,計算が個々の試
験片のデータではなく,平均値に基づいているため,真の精度は測定できない。
B.3
CEPI-CTSの精度データ
2010年に,欧州14か国の18の試験所で,4個の試料について,ISO 534に従って,試験が行われた。
厚さのデータは,CEPI-CTS[欧州製紙連合会試験サービス(Comparative Testing Service of Confederation of
European Paper Industries)]から入手した。データを表B.1及び表B.2に示す。
計算は,ISO/TR 24498[3]及びTAPPI T 1200[4]に従って,行われた。
表B.1で報告した繰返し精度の標準偏差は“プールした”繰返し精度の標準偏差,すなわち,標準偏差
を参加した試験所の標準偏差の二乗平均平方根(root-mean-square)として計算する。これは,JIS Z 8402-1 [5]
における従来の繰返し精度の定義と異なる。
報告されている繰返し精度及び再現性の許容差は,類似の試験条件の下,類似の材料で行った二つの試
験結果を比較するとき,20回のうち19回で期待される差の最大値を評価したものである。材料及び試験
条件が異なる場合には,これらの数値は,有効でない。
繰返し精度及び再現性の許容差は,繰返し精度及び再現性の標準偏差に2.77を乗じて計算する。
注記1 繰返し精度の標準偏差と試験室内の標準偏差とは同一である。しかし,再現性の標準偏差は,
試験室間の標準偏差と同じではない。再現性の標準偏差は,試験室間の標準偏差及び試験室
内の標準偏差の両方を含んでいる。
すなわち,
2
w
2
s
sr=
,
2
L
2
w
2
s
s
sR
+
=
ここで,
sr: 繰返し精度の標準偏差
sW: 試験室内の標準偏差
sR: 再現性の標準偏差
sL: 試験室間の標準偏差
注記2 2.77=1.962,この式は測定値が正規分布しており,標準偏差sが多数の試験に基づくこと
による。
表B.1−繰返し精度
試料
試験所数
平均厚さ
μm
繰返し精度
標準偏差sr
μm
変動係数
CV,r
%
繰返し精度
許容差r
μm
水準1 a)
18
62.5
1.72
2.75
4.77
水準2 a)
18
76.1
1.64
2.16
4.55
水準3 a)
18
211
1.6
0.8
4.4
水準4 a)
18
592
4.9
0.8
13.6
注a) 水準1〜4は,欧州製紙連合会(CEPI)が行った分類による。
11
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表B.2−再現性
試料
実験室数
平均厚さ
μm
再現性
標準偏差sR
μm
変動係数
CV,R
%
再現性
許容差R
μm
水準1 a)
18
62.5
1.62
2.59
4.49
水準2 a)
18
76.1
1.40
1.84
3.88
水準3 a)
18
211
2.0
0.9
5.5
水準4 a)
18
592
3.3
0.9
9.15
注a) 水準1〜4は,欧州製紙連合会(CEPI)が行った分類による。
参考文献 [1] ISO 12625-3,Tissue paper and tissue products−Part 3: Determination of thickness,bulking
thickness and apparent bulk density
[2] JIS Z 8402-2 測定方法及び測定結果の精確さ(真度及び精度)−第2部:標準測定方法の
併行精度及び再現精度を求めるための基本的方法
注記 対応国際規格:ISO 5725-2,Accuracy (trueness and precision) of measurement methods
and results−Part 2: Basic method for the determination of repeatability and
reproducibility of a standard measurement method(IDT)
[3] ISO/TR 24498:2006,Paper,board and pulps−Estimation of uncertainty for test methods
[4] TAPPI Test Method T 1200 sp-07 Interlaboratory evaluation of test method to determination
TAPPI repeatability and reproducibility
[5] JIS Z 8402-1 測定方法及び測定結果の精確さ(真度及び精度)−第1部:一般的な原理及
び定義
注記 対応国際規格:ISO 5725-1,Accuracy (trueness and precision) of measurement methods
and results−Part 1: General principles and definitions(IDT)
12
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS P 8118:2014 紙及び板紙−厚さ,密度及び比容積の試験方法
ISO 534:2011,Paper and board−Determination of thickness, density and specific
volume
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 装置
5.1 マイクロメー
タ
5.1
JISとほぼ同じ
選択
圧力面に加える圧力及び小さ
い方の加圧面直径として,ISO
規格にはない50 kPa±5 kPa
及び14.3 mm±0.5 mmの適用
を本文に記載。
国内の運用事情による。ただし,
適用は,2017年3月31日までと
する。
10 計算
及び結果
の表し方
10.1 厚さ
10.2 バルク厚さ
10.3 密度及びバル
ク密度
10.4 比容積及び比
バルク容積
10.1
10.2
10.3
10.4
厚さ,バルク厚さをμm
単位,有効数字3桁で表
す。
変更
JISは厚さ及びバルク厚さを
mm単位,小数点以下3桁で表
す。
国内の運用事情による。実質的な
技術的差異はない。
11 報告
書
c) 試験年月日及び
試験場所
e) 使用した加圧面
間の圧力
11
追加
技術的差異はない
試験した加圧面間の圧力及び
面積を記載することを追加し
た。
国内の運用事情による。2017年3
月31日をもって廃止する。
JISと国際規格との対応の程度の全体評価:ISO 534:2011,MOD
2
P
8
11
8
:
2
0
1
4
13
P 8118:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
P
8
11
8
:
2
0
1
4