P 8116 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)/財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきと
の申し出があり,日本工業標準調査会の審議を経て,通商産業大臣が改正した日本工業規格である。これ
によって,JIS P 8116 : 1994は改正され,この規格に置き換えられる。
今回の改正は,日本工業規格を国際規格に整合させるため,ISO 1974 : 1990, Paper−Determination of
tearing resistance (Elmendorf method) を基礎として用いた。
JIS P 8116には,次に示す附属書がある。
附属書1(規定) エルメンドルフ形引裂試験機
附属書2(規定) エルメンドルフ形引裂試験機の調整方法
附属書3(規定) エルメンドルフ形引裂試験機の検定方法
附属書4(参考) JISと対応する国際規格との対比表
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8116 : 2000
紙−引裂強さ試験方法−
エルメンドルフ形引裂試験機法
Paper−Determination of tearing resistance−
Elmendorf tearing tester method
序文 この規格は,1990年に第3版として発行されたISO 1974, Paper−Determination of tearing resistance
(Elmendorf method) を翻訳し,技術的内容を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,エルメンドルフ形引裂試験機を用い,紙の引裂強さを試験する方法について
規定する。
備考1. この規格は,引裂強さが試験装置の測定範囲内にあれば,軽量の板紙にも適用する。
2. この規格は,段ボールには適用しないが,段ボールを構成する板紙には適用する。
3. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,MOD(修正している)とす
る。
ISO 1974 : 1990 (E) Paper−Determination of tearing resistance (Elmendorf method) (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
備考 ISO 4046 : 1978, Paper, board, pulp and related term−Vocabularyからの引用事項は,この規格の
該当事項と同等である。
JIS P 8110 試験用紙採取方法
備考 ISO 186 : 1994, Paper and board−Sampling to determine average qualityからの引用事項は,この
規格の該当事項と同等である。
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
備考 ISO 187 : 1990, Paper, board and pulps−Standard atmosphere for conditioning and testing and
procedure for monitoring the atmosphere and conditioning of samplesからの引用事項は,この
規格の該当事項と同等である。
JIS P 8124 紙及び板紙−坪量測定方法
備考 ISO 536 : 1995, Paper and board−Determination of grammageからの引用事項は,この規格の該
当事項と同等である。
2
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8401 数値の丸め方
JIS Z 9041-1 データの統計的な解釈方法−第1部:データの統計的記述
3. 定義 この規格で用いる主な用語の定義は,JIS P 0001によるほか,次による。
a) 引裂強さ (tearing resistance) あらかじめ切れ目を入れた1枚の紙(又は板紙)を,引き裂き続ける
のに必要とする力の平均値。切れ目の方向が縦方向 (MD) の場合は,縦方向の引裂強さとし,横方向
(CD) の場合は,横方向の引裂強さとする。結果は,ミリニュートン (mN) で表す。
b) 比引裂強さ (tear index) 紙(又は板紙)の引裂強さを,坪量で除した数値。結果は,mN・m2/gで表
す。
4. 原理 指定された大きさに裁断して重ね合わせた試験片を,試験片の面に対し垂直な面方向に引き裂
く力を加える振子を用いて,決められた距離を引き裂く。試験片を引き裂く間になされる仕事量を,振子
の位置エネルギーの損失によって測定する。この仕事量を,引き裂かれた距離で除して紙の引裂強さを求
める。
5. 装置 装置は,次による。
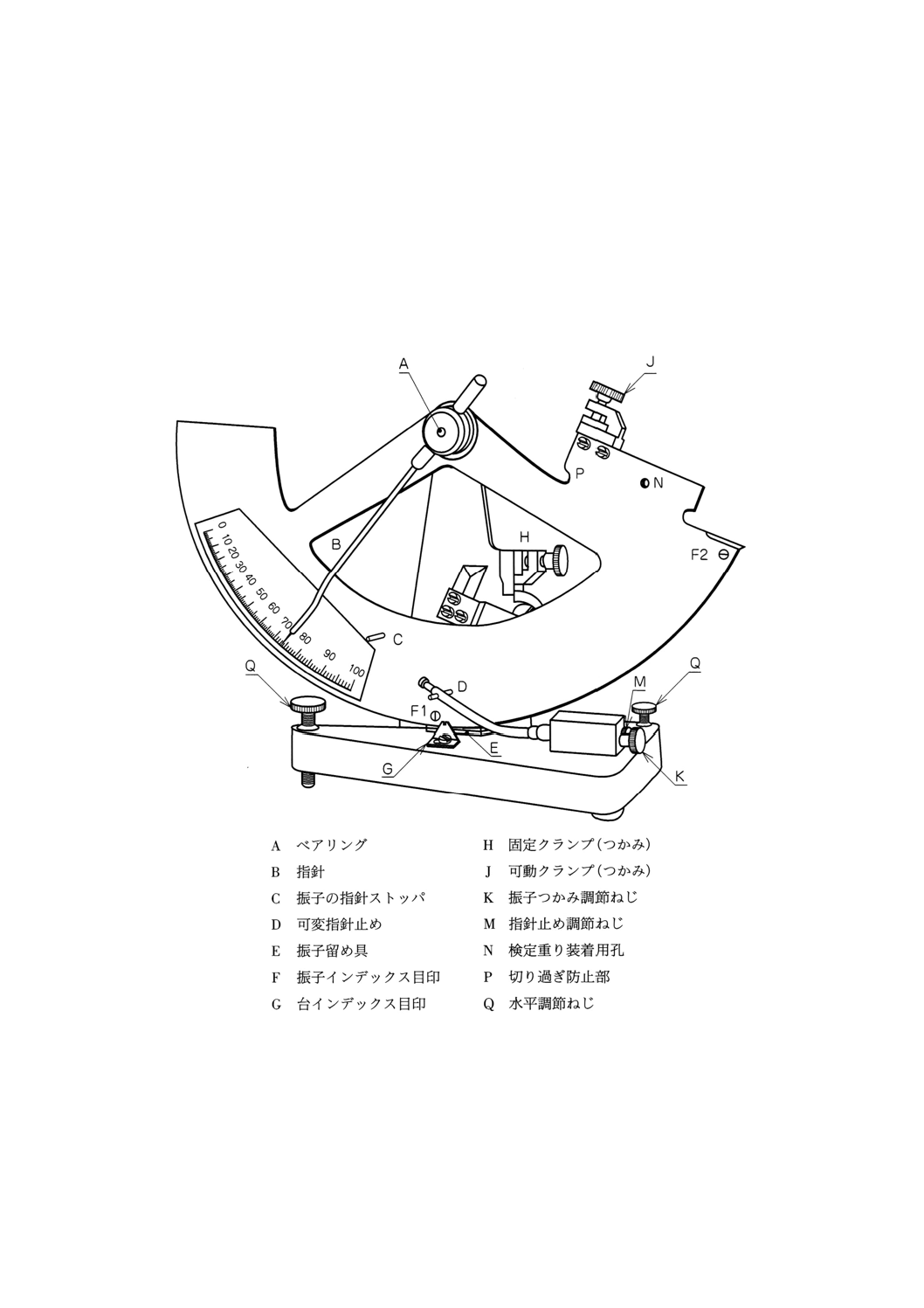
a) エルメンドルフ形引裂試験機 附属書1に規定するもの。装置の主要部分は,試験片を挟む固定クラ
ンプと可動クランプ,この可動クランプと目盛を備える振子及び試験片に切れ目を入れるナイフで構
成する。試験機の一例を,附属書1付図1に示す。
b) 振子の重り 装置の引き裂く力の容量を増加させるための附属品とする。
c) 打抜き型 試験片調製のための適切な打抜き型は,切断機,型取り板及びナイフで構成する。
6. 試験片 試験片は,次による。
a) 試験用紙を,JIS P 8110に規定する方法によって採取する。
b) 試験用紙を,JIS P 8111に規定する標準条件で前処置する。
c) 試験片は,試験用紙から,折り目,しわ,明らかな欠陥箇所,すき入れ,及び試験用紙の縁部から15mm
の部分を避けて,次のように採取する。
試験片は,長方形とする。試験片の長さは,ナイフで切込みを入れた後,振子で引き裂かれる長さ
が43.0±0.5mmになる長さとし,幅は,50+2mmから76±2mmの間とする。
参考 切込みが20mmの試験機の場合は,試験片の長さは63.0±0.5mmになる。
d) 試験片を重ねて測定する場合は,試験片の同じ面を上になるようにする。このとき,試験片は,互い
に分離して,付着していてはならない。
試験片の採取する枚数は,必要とする試験の方向について,最低限10回の有効な試験を行うのに十
分な枚数とする。
参考 例えば,4枚の試験片を重ねて試験する場合,各方向において少なくとも40枚の試験片を用意
する。
7. 操作 操作は,次による。
a) 操作は,JIS P 8111に規定する標準条件で行う。
b) 装置は,附属書1に規定した装置を設置し,附属書2の規定に従って点検及び調整をする。必要に応
3
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
じて附属書3の規定に従って,装置の検定を行う。
c) 適切な振子又は振子に付加する重りの組合せを選ぶために,7.d)〜g)に示す手順で数回の予備試験(試
験片の枚数は,通常4枚使用する。)を行う。読取り結果の平均がフルスケールの20%から80%まで
の範囲に入るようにする。読取り結果の平均がこの範囲に入らない場合は,試験片の枚数を調整する。
試験片の枚数を決めたら,次の手順で測定する。
d) 振子を初めの位置まで持ち上げて,振子留め具で留める。
e) フレームのクランプ(固定クランプ)と振子のクランプ(可動クランプ)の中央になるように試験片
をセットし,クランプを締め付ける。規定の切れ目を入れるためにナイフを操作する。もし指針が停
止点にある場合には,留め具の位置に戻す。
備考 もし試験片がカールしている場合,試験片の前方への曲がり又は振子への近付きを,試験片を
クランプのところで優しく曲げて修正する。そうする際には,試験部分の水分に影響を与える
ことを避ける。
f)
振子留め具を素早く外して振子を振り,示している指針の位置を変えないように戻る振子を優しく手
で留める。
使用している容量に対応するスケールの最も近い目盛を読み取り,記録する。
g) 振子を戻し,指針が指示しているならば指針を初めの位置に戻し,引き裂かれた紙を取り外す。この
手順で他の試験片についても繰り返し,振子に対して紙の一方の面と反対側の面を交互に試験する。
h) 試験は,縦・横それぞれの方向について10回行う。10回の試験中,1回又は2回が切れ目の線から
10mm以上外れた場合は,その読みは無効とし,更に試験回数を増し,10個の満足な読みが得られる
まで試験を行う。10回の試験中,3回以上が切れ目の線から10mm以上外れた場合は,この10個の
読みを用い,報告にその旨を記録する。
i)
引き裂かれた表面の広い幅でむける (skinning) ような紙は,試験片の引裂幅の平均的な中心線を7.h)
にある規準として応用する。
8. 計算 引裂強さ及び比引裂強さは,次の式によって算出する。
n
Ap
T=
W
T
X=
ここに
T: 引裂強さ (mN)
A: 平均の目盛の読み (mN)
p: 振子の目盛の基準となる試験片の重ね枚数(通常16)。
参考 振子の目盛は,p枚重ねて測定したときに1枚の引裂
強さを表示できるように刻んである。
n: 同時に引き裂かれる試験片の枚数
X: 比引裂強さ (mN・m2/g)
W: JIS P 8124に規定する方法によって測定した試験片の坪量
(g/m2)
4
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 試験結果の表し方 個々に算出した引裂強さ及び比引裂強さについて,その平均値を求め,JIS Z 8401
に規定する方法によって有効数字3けたに丸める。標準偏差は,JIS Z 9041-1に規定する方法によって求
める。
なお,紙の縦方向 (MD) に平行に引裂いて得た値は縦方向 (MD),横方向 (CD) に平行に引き裂いて得
た値は横方向 (CD) の引裂強さとする。
10. 精度(参考) アメリカ合衆国での通常の比較試験として12種の紙を120の研究施設において試験し
た結果,この方法の繰り返し性は約3.5%を示した。同じ比較によって再現性は約18%であった。
11. 報告 報告には,必要に応じて次の事項を記録する。
a) 試験規格名称又は規格番号
b) 使用した試験機の名称,形式及びpの値
c) 試験年月日及び試験場所
d) 試験片の種類及び名称
e) 試験方向[縦方向 (MD),横方向 (CD) ]
f)
試験回数
g) 引裂強さの平均値,最大値,最小値及び標準偏差
h) 比引裂強さの平均値,最大値,最小値及び標準偏差
i)
1回の引裂きに使用した枚数
j)
その他必要とする事項
5
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) エルメンドルフ形引裂試験機
1. 適用範囲 この附属書は,エルメンドルフ形引裂試験機について規定する。
2. 装置 装置は,振子と指針を動かすフレームからなり,しっかりした台に設置する(附属書1付図1
参照)。試験片を挟む二つのクランプの一つはフレームに(固定クランプ),もう一つは振子に(可動クラ
ンプ)装着し,振子は水平の軸に対して自由に揺れるようにする。
a) 扇形の振子(以下,振子という。)は,ボールベアリング又は摩擦の少ない軸受で自由に振れるように
する。
b) 試験片が引き裂かれるとき,試験片と振子と接触しないように,振子に切込みを付ける。
c) 装置は,振子を引き上げて保持した後,瞬間的にそれを放すことができる構造とする。
d) 振子の目盛は,p枚測定したときに1枚の引裂強さを表示できるように刻む。振子の目盛の基準とな
る試験片の枚数 (p) が16の試験機の場合,試験片が引き裂かれるとき,振子のなした仕事 (mJ) を
137.6で除したもの[試験片を引き裂くのに要した力 (mN) の1/16]が指針で読めるように,0〜1
000mNの円弧形目盛を振子に付ける(1)。
なお,振子によってなされた仕事を,トランスデューサによって直接的に電気信号に変換しデジタ
ル表示するデジタル式装置も使用できる。この場合,デジタル式装置は,この規格の要件を満たす機
能をもっており,得られた結果は,デジタル式でない振子式装置の結果と一致しなければならない。
注(1) この試験方法は,一定枚数の紙を一定の長さ引き裂く際の仕事を測定するものである。1枚の紙
を引き裂くのに要する平均の力をmNで示す目盛は,試験片を引き裂く際16枚の全引裂長さに
要する仕事 (mJ) の割合を示す。この引裂長さは,16(枚)×43mm(1枚当たりの引裂長さ)
×2=1 376mmであって,所定長さを通過して1枚を引き裂くための引裂力は,その2倍の長さを
通るようにしなければならないので,係数2を含める。
e) 二つのクランプのすき間は,2.8±0.3mmの距離に保たれ,試験片は,振子の運動面に直角になるよう
に取り付け,クランプの締付面の上端は水平であり,振子の支持軸の中心からクランプの締付面の上
端に至る距離は,104±2mmの長さをもち,試験片面と27.5±0.5°の角度をなしているものとする。
f)
二つのクランプの締付面は,幅25mm以上とする。
g) 振子は,装置の容量に対して円弧の目盛を適切に付ける。装置は,次の容量において使用可能である。
(mN)
従来の単位 (gf) では
2 000
200
4 000
400
8 000
800
16 000
1 600
32 000
3 200
6 4000
6 400
これらの容量のすべての装置は,上記に挙げた基本的な必要条件に従っている,しかし,試験片に
合った正しい容量の装置を選ぶ。
h) 指針は,振子と同じ軸に取り付け,振子を最も高い位置まで揺り動かしたときに停止するために十分
6
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
な一定の摩擦をもつ。振子揺動機構は,付加衝撃なしに振子を解き放すことができる。調整可能な指
針停止部は,装置のゼロ点をセットすることができる。
i)
装置には,試験片に切れ目を入れるためのナイフが装着されている。ナイフで切込みを入れた後で引
き裂かれる距離が43.0±0.5mmであり,二つのクランプの上端と引裂きの開始端までの間隔が4.0±
0.5mmとなる(2)ように,ナイフの位置を調整する。
注(2) 装置によっては,二つのクランプ深さは15mmであり,試験片は長さ63mmのものがある。その
ような場合には,二つのクランプの上端と引裂きの開始端までの間隔は,引裂きの正しい長さ
を維持するために,5.0±0.5mmでなければならない。
附属書1付図1 エルメンドルフ形引裂試験機の一例
7
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) エルメンドルフ形引裂試験機の調整方法
1. 適用範囲 この附属書は,エルメンドルフ形引裂試験機の調整方法について規定する。
2. 点検 点検は,次の項目を検査し,必要に応じて調整をする。
a) 振子のシャフトは,曲がっていないものとする。
b) 二つのクランプの間の距離が2.8±0.3mmであり,振子がその初めの位置にあるとき,二つのクラン
プが一直線上にあるものとする。
c) 指針は,形状に異常がなく,スリーブに固定されているものとする。
d) ナイフは,所定の位置に確実に取り付けられ,その刃先は鋭く,損傷していないものとする。刃はク
ランプの先端と直角で中間にあるものとする。もし,研磨が必要ならば,取り替えて,振子で引き裂
かれる長さが,6.及び附属書1の2.j)に規定したとおりであるものとする。
e) 変換器を取り付けている装置の場合は,製造業者の設置方法及び操作方法によって確認する。
3. 調整 調整は,次による。
a) 装置を定盤の上に水平に設置する。この場合,振子を自由にしたときの軸心からの垂線を示す振子上
の線は,振子留めの先端と一致しなければならない。
備考1. 装置は,しっかりとした台に設置する。
2. 指針は,これらの操作中に垂直に回らなくてはならない。
3. デジタル読取装置の場合は,製造業者の指示に従って装置の水平出しを行う。
4. ゼロ調整するために,水平を変えてはいけない。
b) 振子の摩擦は,次のようにして調整する。振子留め具の先端から25mm右へ台の上に鉛筆で線を引く。
振子を始動の位置に上げ,指針を停止点に合わせ,次に留め金を外し,振子を放したとき,振子の端
が鉛筆線の左へ行かなくなるまでに,35回以上の完全な振動をしなければならない。振動数が35回
未満の場合は,清掃,軸受注油などの整備を行う。
c) 二つのクランプを何も挟まずに締め付け,指針がゼロを示すかどうかを確かめるために,試験を行う
ときと同様に装置を数回操作する。ゼロ点が合わない場合は,指針の留め具の位置を調整する。
d) 指針の摩擦は,次のようにして点検する。振子を始動の位置に上げ,指針を留め具の位置に合わせ,
振子を放した後,指針の停止位置のずれが,ゼロ点から4〜8目盛以内(フルスケール100目盛)であ
ることを確認する。指針の摩擦が大きすぎる場合は,指針を取り外し,軸受をきれいにふき,少量の
適切な鉱油を用いて摩擦を少なくしてから,c)に示す指針の留め具の位置の調整を行う。
備考1. 指針のベアリングには,オイルを差さない。ただし,ハウジングで上下に自由に動くように,
指針摩擦ピンプランジャに1滴のスピンドル油を使うことはできる。
2. 指針の摩擦があまりにも低いときは,通常ライニングの摩滅か圧縮のためであり,ライニン
グを削るか又は交換することによって直す。
3. 指針の摩擦調節後には,装置のゼロ調整をする。
8
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 引き裂く距離,すなわち,ナイフで切込みを入れた後で,振子で引き裂かれる長さが43.0±0.5mmで
あるか検査する。もし違っていれば,ナイフを調節し,もし附属されているならば,使用する打抜き
型,型取り板及び切断機を調整する。
9
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(規定) エルメンドルフ形引裂試験機の検定方法
1. 適用範囲 この附属書は,エルメンドルフ形引裂試験機の検定方法について規定する。
2. 検定用重りによる検定 機械的部品全体の検定は,各種の検査用重りを振子に付けて,仕事量を測定
することによって検定することができる。
参考 目盛指示値の読みは,そのときになされた仕事量の総計に対応する。多くの引裂試験機では,
検査用重りの附属品を取り付けられる貫通した孔がある。
a) 装置の調整後,質量既知のおもりm (g) を可動クランプの下方の振子の端に取り付け,重りの重心(附
属物を含む。)の位置を,装置の前面に当たる重りの面に点で記入する。引裂試験を行うときのように
振子を上げて止め,重りの重心の位置の定盤からの高さH (mm) を測定する。次に振子を放し,指針
の読みを記録する。次にその指針の停止点まで振子を上げたときの重りの重心の定盤からの高さh
(mm) を測定する。
正しい装置の円弧形目盛の刻みは,次の式によって算出した値と±1%の誤差で一致しなければなら
ない。
p
H
h
m
Y
×
−
×
=
86
)
(
81
.9
ここに, Y: 計算によって求めた目盛の読み (mN)
m: 重りの質量 (g)
H: 振子を上げて止めたときの重りの重心の位置の定盤からの高
さ (mm)
h: 指針の停止点まで振子を上げたときの重りの重心の定盤から
の高さ (mm)
p: 振子の目盛の基準となる試験片の重ね枚数(通常16)
装置の目盛の刻みと計算値が一致しない場合は,装置を修理しなければならない。
b) 補正に適した重りは,質量75から400gの間の5個からなり,1個又はそれ以上を,種々異なった位
置において振子の先端に取り付け,これを引き上げるのに要した仕事をそれぞれ計算して合計する。
備考1. 他の検定用重りで検定を繰り返し,種々の目盛の読みに対する (h−H) のグラフを用意する。
定常的な検定のためには,(h−H) に相当する値を読み取るために,また,この値を使って誤
差を計算するために,付け加えた検定用重りの目盛の読みを決定することだけを必要とする。
2. 特定の値にキャリブレーションされ,可動クランプに納まるように,トングで作られた検定
用重りのセットを使用することができる。これらを使用した際には,改めて装置の検定を行
う。
10
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(参考) JISと対応する国際規格との対比表
JIS P 8116 : 2000 紙−引裂強さ試験方法−エルメンドルフ形引裂試
験機法
ISO 1974 : 1990 (E) 紙−引裂強さ試験方法(エルメンドル
フ法)
(I) JISの規定
(II)
国際
規格
番号
(III) 国際規格の規定
(IV) JISと国際規格との技術
的差異の項目ごとの評価及びそ
の内容
表示箇所:本体
表示方法:点線の下線
(V) JISと国際規格との
技術的差異の理由及び今
後の対策
項目番号
内容
項目番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲
1.
IDT
2.引用規格
JIS P 0001
JIS P 8110
JIS P 8111
JIS P 8124
JIS Z 8401
JIS Z 9041
2.
−
ISO 186
ISO 187
ISO 536
−
−
MOD/追加
JIS3規格を追加
JIS P 0001, JIS P 8110,
JIS P 8111, JIS P 8124は
ISO規格に整合。JIS3規
格は,ISOに提案。
3.定義
3.
IDT
4.原理
4.
IDT
5.装置
5.
IDT
6.試験片
6. 7. 8.
IDT
7.操作
9.
IDT
8.計算
引裂強さ,比引裂
強さ
10.
結果の計算と
表し方
IDT
結果の表し方の
記載箇所を変更
9.試験結果の表
し方
JIS Z 8401, JIS Z
9041を引用。紙の
方向を規定
10. 12.
結果の計算と
表し方
MOD/追加
JIS は数値の丸め
方,標準偏差の求
め方についてJIS
を引用
技術的差異はない。
10.精度
11.
IDT
11.報告
12.
IDT
附属書1. (規定) エルメンドルフ
形引裂試験機の
詳細。付図1。
附属書A
A.1
装置の詳細。
付図A.1。
IDT
附属書2. (規定) 調整
附属書A
調整及びメン
テナンス
IDT
附属書3. (規定) 検定
附属書B
検定
IDT
附属書4. (参考) 対比表
JISと国際規格との対応の程度の全体評価:MOD
備考1.
項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT……………技術的差異がない。
− MOD/追加……国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD…………国際規格を修正している。
11
P 8116 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
尾 鍋 史 彦
東京大学
(副委員長)
飯 田 清 昭
紙パルプ技術協会
(委員)
福 井 雅 輝
通商産業省生活産業局
西 川 泰 蔵
通商産業省工業技術院標準部
橋 本 進
財団法人日本規格協会
○ 岡 山 隆 之
東京農工大学
堀 定 男
日本製紙連合会
吉 田 芳 夫
王子製紙株式会社
古 市 浩
中越パルプ工業株式会社
○ 安 田 強
日本製紙株式会社
佐久間 雅 義
北越製紙株式会社
○ 原 啓 志
三島製紙株式会社
外 山 孝 治
三菱製紙株式会社
鈴 鴨 繁
全国クラフト紙袋工業組合
青 木 康 彦
十條セントラル株式会社
石 井 健 三
大日本印刷株式会社
細 村 弘 義
富士ゼロックス株式会社
熊 谷 健
熊谷理機工業株式会社
水 谷 壽
株式会社東洋精機製作所
○ 大 石 哲 久*
紙パルプ技術協会
(関係者)
江 前 敏 晴
東京大学
紙パルプ試験規格委員会第2小委員会 構成表
氏名
所属
(第2小委員会長)
外 山 孝 治
三菱製紙株式会社(〜1999年12月まで)
原 啓 志
三島製紙株式会社(2000年2月〜)
(委員)
高 柳 充 夫
王子製紙株式会社
市 川 充
大昭和製紙株式会社
上 山 雅 文
株式会社巴川製紙所
川 岸 秀 治
日本板紙株式会社
若 松 操
レンゴー株式会社
原 啓 志
三島製紙株式会社(〜1999年12月まで)
内 海 正 雄
三菱製紙株式会社(2000年2月〜)
JIS原案作成委員会の○印の委員
(*印は,事務局兼務を示す。)