P 8115 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI) /財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきと
の申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これに
よって,JIS P 8115 : 1994は改正され,この規格に置き換えられる。
今回の改正は,日本工業規格を国際規格に整合させるため,ISO 5626 : 1993, Paper−Determination of
folding enduranceを基礎として用いた。
JIS P 8115には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8115 : 2001
紙及び板紙−耐折強さ試験方法−
MIT試験機法
Paper and board−Determination of folding endurance−
MIT method
序文 この規格は,1993年に第2版として発行されたISO 5626, Paper−Determination of folding endurance
を翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,MIT試験機によって紙及び板紙の耐折強さを試験する方法について規定する。
備考1. この規格は,厚さ1.25mm以下の紙及び板紙に適用する。
2. この規格で測定する耐折回数は,2003年3月31日に廃止する。
3. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づきMOD(修正している)とす
る。
ISO 5626 : 1993 Paper−Determination of folding endurance (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
備考 ISO 186 : 1994, Paper and board−Sampling to determine average qualityからの引用事項は,この
規格の該当事項と同等である。
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
備考 ISO 187 : 1990, Paper, board and pulps−Standard atmosphere for conditioning and testing and
procedure for monitoring the atmosphere and conditioning of samplesからの引用事項は,この
規格の該当事項と同等である。
JIS Z 8401 数値の丸め方
JIS Z 9401-1 データの統計的な解釈方法−第1部:データの統計的記述
3. 定義 この規格で用いられる主な用語の定義は,JIS P 0001によるほか,次による。
a) 往復折曲げ (double fold) 試験片を同一線上に一回完全に表裏に折り曲げること。
b) 耐折回数 紙及び板紙の試験片が破断するまでの往復折曲げ回数。
2
P 8115 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 耐折強さ (folding endurance) 紙及び板紙の試験片が破断するまでの往復折曲げ回数の常用対数。
d) ISO耐折回数 (fold number) 耐折強さの平均値の真数。
4. 測定原理 長辺方向に引っ張られた状態の細長い試験片を,破断するまで規定の方法で表裏に折り曲
げる。
5. 装置 装置は,次による。
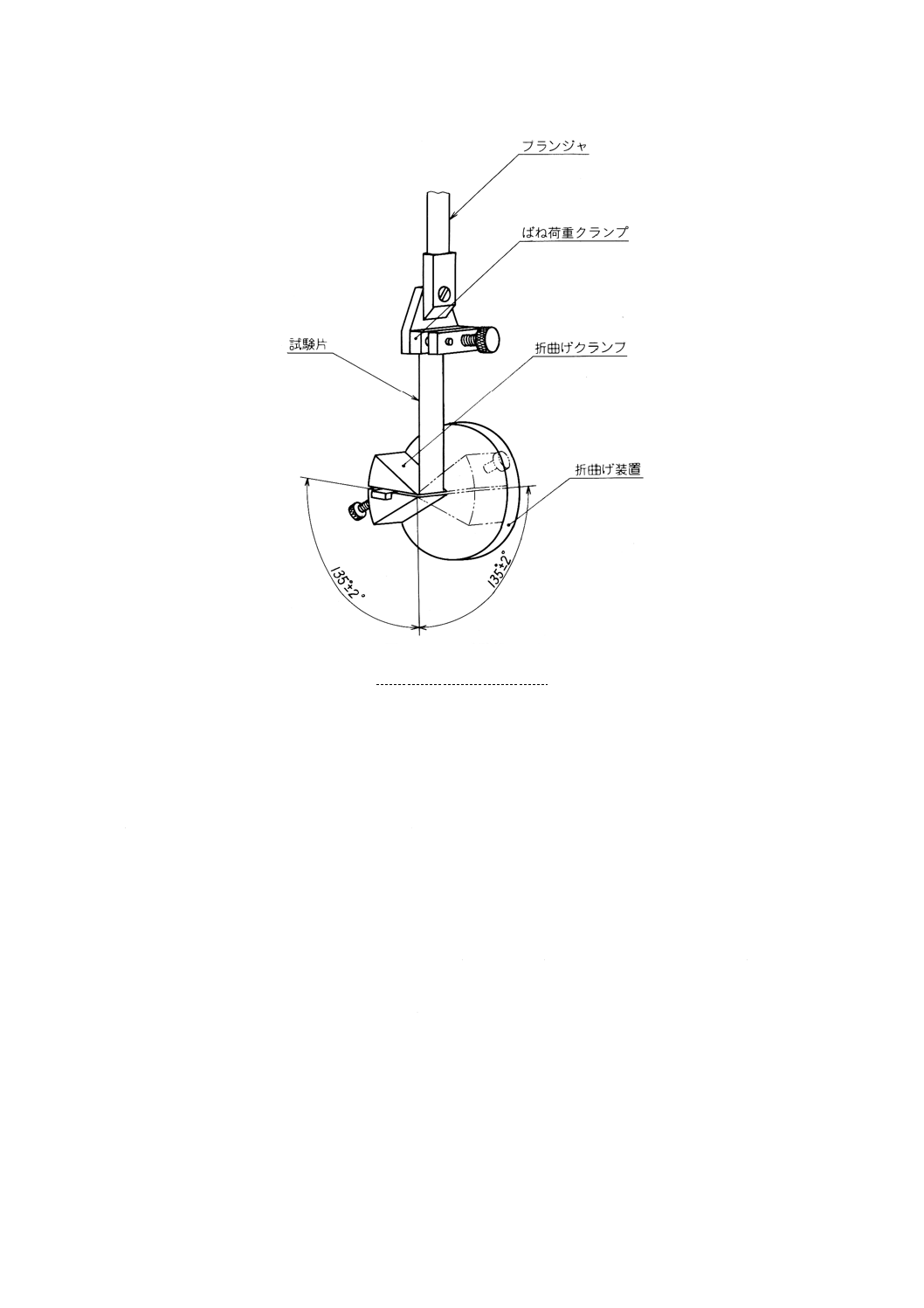
5.1
ばね荷重クランプ 試験片に荷重を掛けるばね荷重クランプは,折曲げ装置の回転軸に対して垂直
な方向に動き,試験片を取り付ける面は,この軸と同一平面上にあるものとする(図1参照)。また,試験
片に対し4.9〜14.7Nの範囲で,規定の荷重をばねによってプランジャを経てばね荷重クランプに対し容易
に加えることができ,荷重を加えたときの変位は,9.8Nに対し17
20
+mmとする。
5.2
折曲げクランプ 折曲げクランプは,試験片を固定する開口部を備え,回転軸に対し平行で滑らか
な二つの面をもつものとする。回転軸の位置は,二つの面に対して同一軸上にあって,かつ,それらの中
央になければならない。折曲げ装置は,この折曲げクランプを固定し,垂直線の左右へ135±2℃の角度に
試験片を折り曲げるものとする。折曲げクランプの各々の折曲げ面は,0.38±0.02mmの曲率半径で,その
長さは,少なくとも19.0mm以上とする。折曲げクランプの開口部は,試験片の厚さより十分広くなけれ
ばならないが,試験片とのすき間は,0.25mm以下でなければならない。試験片下端の固定位置は,回転
軸の下9.5mmとする。
備考 折曲げによる紙そのものの発熱及び装置のモータからの熱による試験片の温度上昇は,試験片
をもろくし,測定値を低くすることにつながるため,折曲げクランプ付近に冷却用ファンを取
り付けることが望ましい。
3
P 8115 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 MIT試験機の一例
5.3
動力駆動装置 動力駆動装置は,折曲げ装置に対し一定の回転運動を与えるもので,毎分175±10
回の速度で折曲げ運動を行う。
5.4
カウンタ 試験片を往復折曲げした回数を指示するカウンタ。
6. 点検及び調整 MIT試験機の各部は,自由に動くようによく掃除し,注油し,調整しておく。特に折
曲げ面には,さび及びちりがつかないように細心の注意をする。
ばね荷重クランプを支えるプランジャの摩擦は,9.8Nの荷重を加えたときに,プランジャが動き出すの
に必要な付加荷重を測定することによって決定する。このときに必要な付加荷重は,245mN以下でなけれ
ばならない。
折曲げクランプの回転偏心による張力の変化は,次によって測定する。まず,縦方向の試験片を取り付
け,紙のこわさの影響を最小にするため,100回程度往復折曲げの操作をする。次に,折曲げクランプを
折曲げの全周期に静かに回し,プランジャの位置の最大変化を0.1mmの精度で測定する。プランジャの位
置の最大変化は,折曲げクランプ先端の垂直線上で測定する。この測定値と同じ移動を再現するのに必要
な荷重は,343mN以下でなければならない。また,折曲げクランプのエッジの曲率は,ヘッドの型取りを
し,それを拡大して真円と比較することによって測定する。二つのエッジは,折曲げクランプが垂直のと
き,同じ高さになければならない。
4
P 8115 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 試験片 試験片は,JIS P 8110に規定する方法によって採取した試験用紙から採取し,JIS P 8111に規
定する方法によって前処置する。試験片の寸法は,幅15.0±0.1mm,長さ約110mmで,紙の縦方向・横方
向に切断して,少なくとも各10枚採取する。試験片には,折り目,しわ及び汚点があってはならない。ま
た,折曲げ部分には,透かしがあってはならない。
8. 操作 操作は,JIS P 8111に規定する標準条件で行う。
a) 折曲げ装置を水平に置き,折曲げクランプが垂直になるように向きを合わせる。
b) 試験片の測定に適切な荷重(通常9.8N)をプランジャに加え,プランジャをその位置にとめ,ねじで
固定する。
c) 試験片が完全に平面上になるように,上下のクランプに取り付ける。その際,試験片の折り曲げる部
分に手を触れないように両端を持って取り扱い,かつ折曲げ装置に触れないよう注意する。
d) その後,静かにプランジャの留めねじを緩め,試験片に荷重を加える。荷重指示器の読みが変化した
場合は,もう一度所定の荷重を加え,試験片を再度取り付け直す。
e) 荷重は通常9.8Nとする。ただし,往復折曲げ回数が10以下又は10 000以上の場合には,荷重を変更
しなければならない。
f)
試験片を,毎分175±10回の速度で折り曲げ,試験片が破断するまでの往復折曲げ回数(耐折回数)
を記録する。
9. 計算 MIT試験機によって測定した試験片が破断するまでの往復折曲げ回数(耐折回数)から,次の
式を用いて耐折強さを個々に算出する。また,耐折強さの平均値の真数を計算し,これをISO耐折回数と
する。
(
)
(
)
FE
n
i
FN
n
i
FE
FE
Ni
i
FE
10
,
,
log
1
10
=
∑
=
=
=
ここに, FE: 耐折強さ, FE:耐折強さの平均値
N: 試験片が破断するまでの往復折曲げ回数(耐折回数)
FN: ISO耐折回数
10. 試験結果の表し方 個々に算出した耐折強さ又は耐折回数について,その平均値を求め,JIS Z 8401
に規定する方法によって,耐折強さは丸めの幅0.01に,耐折回数は有効数字2けたに丸める。耐折強さの
標準偏差は,JIS Z 9041-1に規定する方法によって求める。
11. 精度(参考)
a) 繰返し精度は,耐折強さ1.5(耐折回数として約30)に対し約8%である。耐折強さが3.5(耐折回数
で約3 000)では約2%に減少する。同じ試料について同じ試験機を用いて,一人の作業者が短い時間
間隔で測定した結果が標準の繰返し精度を超えることは20回に1回以下である。
b) 再現精度は,耐折強さ1.5(耐折回数として約30)で約10%ある。耐折強さが3.5(耐折回数として約
3 000)では約4%に減少する。同じ試料について,異なる試験機を用いて二人の作業者が測定した場
合の再現精度が,標準を超えることは20回に1回以下である。
上記数値は,ISO/TC6/SC2/WG5(耐折強さ)の協力の下で,1971年に行われた国際間のラウンドロビン
5
P 8115 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
テストで得られた結果を基にしている。この調査は,4種類の紙を約70の異なる試験機で測定した結果で
ある。上記の値は1971年以降英国や米国などで,種々の用紙を用いた定期的ラウンドロビンテストの結果
でも確認されている。
12. 報告 報告には,必要に応じて次の事項を記録する。
a) 試験規格名称又は規格番号
b) 使用した試験機の名称及び形式
c) 試験片の種類及び名称
d) 試験年月日及び試験場所
e) 試験片の方向(縦・横)
f)
試験時の荷重
g) 試験回数
h) 耐折回数の平均値,最大値・最小値及び標準偏差
i)
耐折強さの平均値,最大値・最小値及び標準偏差
j)
ISO耐折回数
k) その他必要とする事項
6
P
8
11
5
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) JISと対応する国際規格との対比表
JIS P 8115 : 2001 紙及び板紙−耐折強さ試験方法−MIT試験機法
ISO 5626 : 1993 紙−耐折強さの測定方法
(I) JISの規定
(II) 国際規格
番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内容
1.適用範囲 MIT試験機を用いた耐折
強さの試験方法を規定
ISO 5626
1.
Kohler Molin, Lhomargy,
MIT, Schopper試験機を
用いた耐折強さの試験
方法を規定
MOD/削除 ISOは4種の試験機による
試験方法を規定しているが,
JISはMIT試験機による方
法を規定
ISO規格の次回改正時に規格体
系を試験機ごとのパート制に改
正するよう提案。Schopper試験
機法はJIS P 8114に規定。
厚さ1.25mm以下の紙及び
板紙に適用
紙厚1.25mmの試料まで
測定可能
MOD/追加 規格名称も含め板紙を追加 ISOに提案
備考2.
MOD/追加
経過措置としてJISに追加
2.引用規格 JIS P 0001
2.
−
MOD/追加
追加3規格はISOに提案
JIS P 8110
ISO 186
IDT
JIS P 8111
ISO 187
IDT
JIS Z 8401
−
MOD/追加
JIS Z 9041-1
−
MOD/追加
3.用語の定
義
往復折曲げ
3.
・double fold
IDT
JISの耐折回数は,カウンターの
読み値であり取り扱いやすい
が,試験の信頼性からISOの方
が妥当と考えられる。かなり定
着した特性項目のため,変更に
当たっては混乱を避けるため移
行期間を設け,ISO規格に合わ
せる。
耐折回数
−
MOD/追加 往復折り曲げ回数
耐折強さ
・folding endurance
IDT
ISO耐折回数
・fold number
IDT
folding enduranceの平均値の
真数
7
P
8
11
5
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I) JISの規定
(II) 国際規格
番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目番号
内容
項目ごとの
評価
技術的差異の内容
4.測定原理 長辺方向に引っ張られた
状態の細長い試験片を,破
断するまで規定の方法で
表裏に折り曲げる。
4.
IDT
5.装置
MIT試験機について規定
Annex A
4種の試験機の装置を規
定
MOD/削除 JISはMIT試験機だけ規定
Annex A4
MOD/追加 JISはMIT試験機の一例を
追加
6.点検及び
調整
Annex B4
IDT
7.試験片
6, 7, 8
IDT
8.操作
8, 9
Annex A4
MOD/追加 JISは耐折回数を追加
3.用語の定義に準じる
MOD/削除 JISは温度測定を削除
温度測定方法が不明確であり,
測定環境の温度変化と区別が付
かない。今後ISOに温度測定方
法の明確化について提起してい
く。
9.計算
9.
MOD/追加 JISは耐折回数を追加
3.用語の定義に準じる
10.試験結果
の表し方
平均値の丸め方にJII Z
8401を引用
標準偏差の求め方にJIS Z
9041-1を引用
11.
MOD/追加
ISOに提案
11.精度
10.
IDT
12.報告
耐折回数の平均値,最大
値・最小値及び標準偏差を
規定
11.
MOD/追加 JISは耐折回数の平均値及
び標準偏差を追加
ISOに提案
8
P
8
11
5
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の意味は,次のとおりである。
− IDT …………… 技術的差異がない。
− MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
− MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD…………… 国際規格を修正している。
9
P 8115 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
尾 鍋 史 彦
東京大学
(副委員長)
飯 田 清 昭
紙パルプ技術協会
(委員)
川 口 幸 男
経済産業省製造産業局
辻 井 義 信
経済産業省産業技術環境局
橋 本 進
財団法人日本規格協会
○ 岡 山 隆 之
東京農工大学
堀 定 男
日本製紙連合会
吉 田 芳 夫
王子製紙株式会社
古 市 浩
中越パルプ工業株式会社
加 納 直
日本製紙株式会社
○ 川 岸 秀 治
日本板紙株式会社
○ 内 海 正 雄
三菱製紙株式会社
○ 若 松 操
レンゴー株式会社
鈴 鴨 繁
全国クラフト紙袋工業組合(王子製袋株式会社)
青 木 康 彦
十條セントラル株式会社
石 井 健 三
大日本印刷株式会社
細 村 弘 義
富士ゼロックス株式会社
熊 谷 健
熊谷理機工業株式会社
水 谷 壽
株式会社東洋精機製作所
(事務局)
○ 大 石 哲 久
紙パルプ技術協会
(関係者)
江 前 敏 晴
東京大学
紙パルプ試験規格委員会第2小委員会 構成表
氏名
所属
(委員長)
原 啓 志
三島製紙株式会社(〜2000年7月)
(委員長)
岡 山 隆 之
東京農工大学(2000年8月〜)
(委員)
高 柳 充 夫
王子製紙株式会社
市 川 充
大昭和製紙株式会社(〜2000年8月)
榊 原 大 介
大昭和製紙株式会社(2000年9月〜)
上 山 雅 文
株式会社巴川製紙所
安 田 強
日本製紙株式会社
服 部 順 行
三島製紙株式会社(2000年8月〜)
備考 その他JIS原案作成委員会の○印の委員