5
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
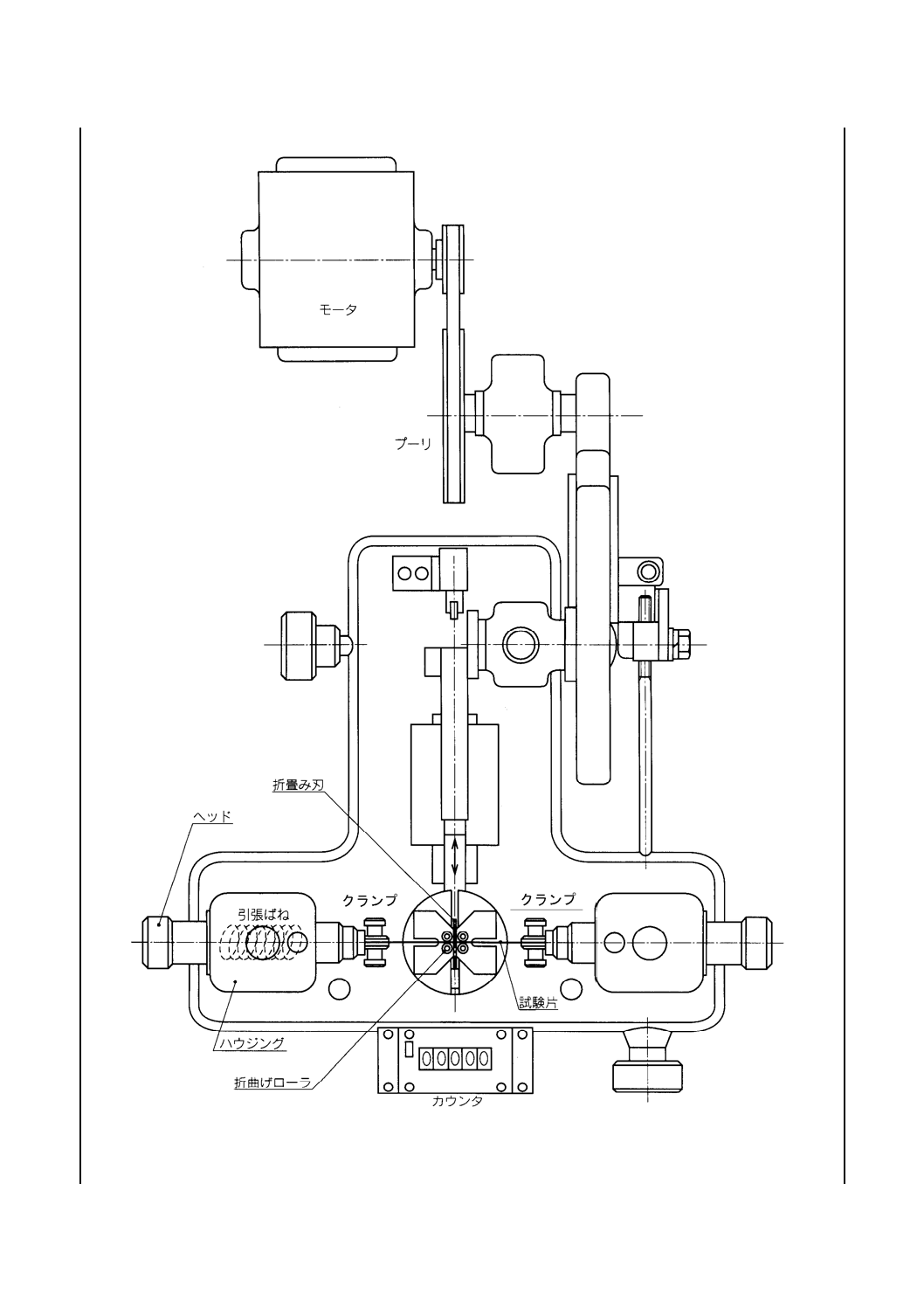
付図 1 試験機の例
P 8114:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI/JSA)/財団法人 日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS P 8114:1998は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 5626:1993,Paper−Determination of
folding enduranceを基礎として用いた。
JIS P 8114には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
P 8114:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··················································································· 1
1. 適用範囲 ············································································ 1
2. 引用規格 ············································································ 1
3. 定義 ················································································ 1
4. 測定原理 ············································································ 2
5. 装置 ················································································ 2
5.1 折畳み装置 ········································································· 2
5.2 動力駆動装置 ······································································· 2
5.3 カウンタ ··········································································· 2
6. 点検及び調整 ···················································································· 2
6.1 クランプ ··········································································· 2
6.2 折曲げローラ及び折畳み刃 ···························································· 2
6.3 引張ばね ··········································································· 2
7. 試験片 ·············································································· 3
8. 操作 ················································································ 3
9. 計算 ················································································ 3
10. 試験結果の表し方 ··································································· 4
11. 精度(参考) ······································································· 4
12. 報告 ··············································································· 4
附属書(参考) JISと対応する国際規格との対比表 ·········································· 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8114:2003
紙及び板紙―耐折強さ試験方法―
ショッパー試験機法
Paper and board―Determination of folding endurance―Shopper method
序文 この規格は,1993年に第2版として発行されたISO 5626:1993,Paper-Determination of folding
enduranceを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線又は側線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,ショッパー試験機によって紙及び板紙の耐折強さを試験する方法について規
定する。
備考1. この規格は,厚さ0.25 mm以下で引張強さ1.33 kN/m以上の紙及び板紙に適用する。
2. この規格では,往復折曲げ回数と耐折回数を同等の意味で用いるが,耐折回数は2004年3
月31日に廃止し,往復折曲げ回数だけを用いる。
3. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide21に基づき,IDT(一致している),MOD(修
正している),NEQ(同等でない)とする。
ISO 5626:1993,Paper−Determination of folding endurance (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
JIS P 8110 紙及び板紙−平均品質を測定するためのサンプリング方法
備考 ISO 186:1994,Paper and board−Sampling to determine average qualityからの引用事項は,こ
の規格の該当事項と同等である。
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
備考 ISO 187:1990,Paper, board and pulps−Standard atmosphere for conditioning and testing and
procedure for monitoring the atmosphere and conditioning of samplesからの引用事項は,この規格
の該当事項と同等である。
JIS Z 8401 数値の丸め方
JIS Z 9041-1 データの統計的な解釈方法−第1部:データの統計的記述
3. 定義 この規格で用いる主な用語の定義は,JIS P 0001によるほか,次による。
a) 往復折曲げ(double fold) 試験片を同一線上に一回完全に表裏に折り曲げること。
b) 往復折曲げ回数(耐折回数) 破断するまで表裏に折り曲げた回数。
2
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 耐折強さ(folding endurance) 紙及び板紙の試験片が破断するまでの往復折曲げ回数の常用対数。
d) ISO耐折回数(fold number) 耐折強さの平均値の真数。
4. 測定原理 長辺方向に引っ張られた状態の細長い試験片を,破断するまで規定の方法で表裏に折り曲
げる。
5. 装置
5.1 折畳み装置 試験片を挟む二つの向き合ったクランプ,溝を切った垂直な折畳み刃及び回転軸が垂直
な四つの折曲げローラで構成する(付図1参照)。
a) クランプ 引張ばねで支持されたクランプは,約90 mmの間隔で向き合い,試験片を保持するものと
する。また,動いている間のクランプは,別のローラで下から支持されているだけで,両方の引張ば
ねの間で自由に支えられるものとする。
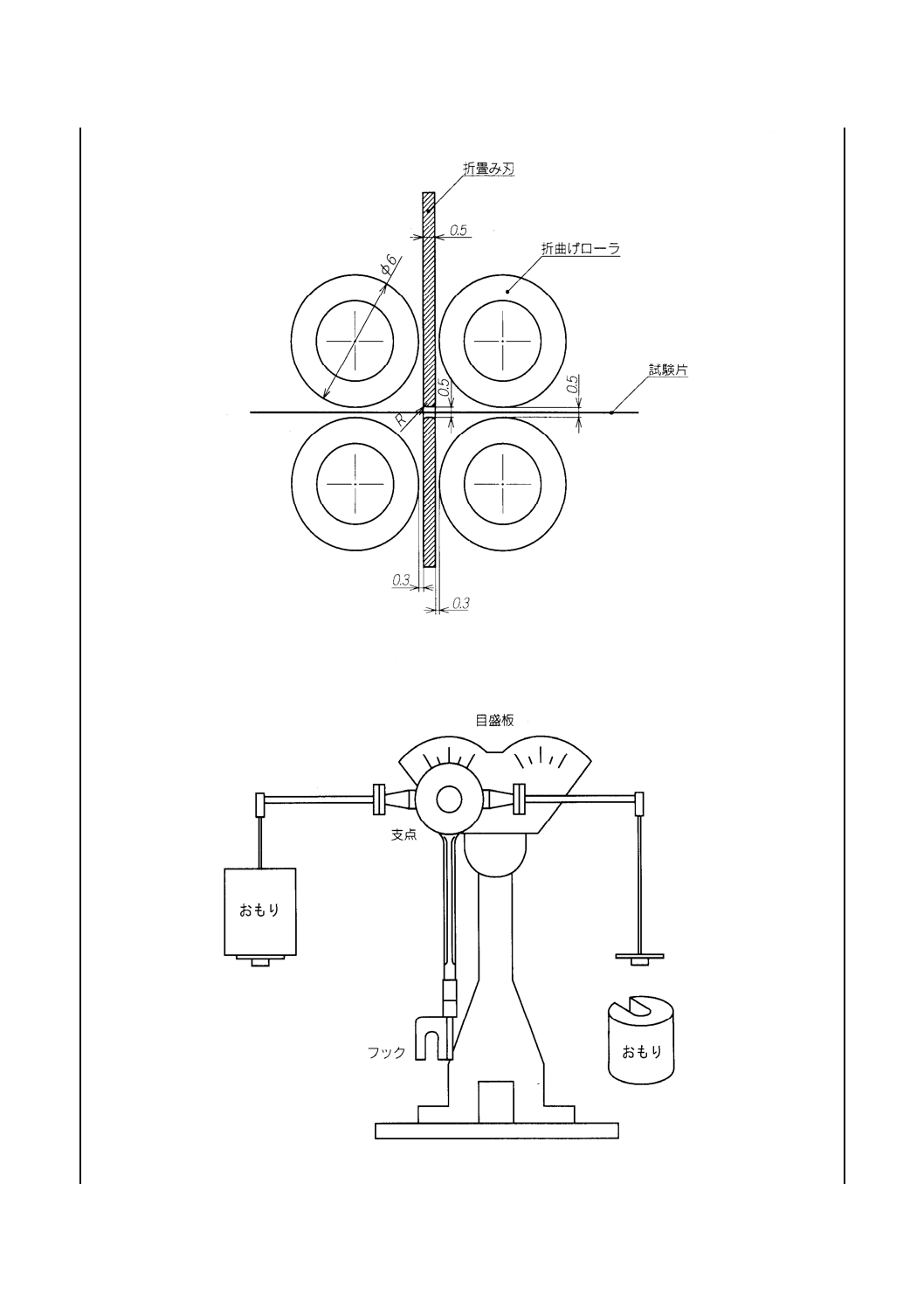
b) 折畳み刃 折畳み刃は,クランプの中間に位置し,試験片に対して直角に往復運動をするものとする。
折畳み刃の厚さは0.5±0.012 5 mm,垂直の溝の幅は0.5 mmとする。溝の平行度は0.025 mm以内で試
験片に当たる部分は,半円形(半径0.25 mm)とする。また,溝の長さは,試験片が占める幅より上
下に余裕をとらなければならない。
c) 折曲げローラ 四つの折曲げローラは,折畳み刃に対称的かつ平行に配置し,各々直径6 mm,長さ
18 mmとする。折畳み刃と両側の折曲げローラとの間げきは0.3 mmで,試験片を挟んで向き合う折
曲げローラの間げきは約0.5 mmとする (付図2参照)。
5.2
動力駆動装置 動力駆動装置は,折畳み刃が20 mmの振幅で毎分115±10回の速度の折曲げ運動を
するように,一定周期の単振動を与えるものとする。
備考 装置のモータからの熱による試験片の温度上昇は,試験片をもろくし,測定値を低くすること
につながるため,モータを隔離するか熱を遮断することが望ましい。
5.3
カウンタ 試験片を往復折曲げした回数を指示するカウンタ。
6. 点検及び調整 耐折強さ試験機は,定期的に点検及び調整しなければならない。
6.1
クランプ 8.によって試験片をクランプに取り付け,張力をかけたり緩めたりする。その後,張力を
緩めて,試験片が初めに挿入したようにまっすぐかどうかを点検する。もし,試験片がゆがんだり波状に
なったりするならば,試験片が滑っていることになるので,クランプの調整をする。
クランプの引張ばねを除き,すべての可動部分が円滑に動くようにし,必要であれば機械軽油を注油す
る。注油した際は試験片の破断操作を行い,破断した試験片が油で汚れていないかどうか確認する。
6.2
折曲げローラ及び折畳み刃 すべての折曲げローラが,円滑に回転し,紙粉などのちりがついてい
ないことを確認する。また,折畳み刃の溝の両端及び折畳み刃と折曲げローラが互いに平行であることを
確認する。
6.3
引張ばね クランプに取り付けられた引張ばねの張力を,両方のクランプが最も遠く離れたとき(張
力が最小)に7.60±0.10 N(試験片がまっすぐの場合),クランプが最も接近したとき(張力が最大)に
9.80±0.20 Nとなるように調整する。この調整は,次のA法又はB法による。
a) A法 試験片と同寸法程度の強い紙又はフィルムをクランプに取り付け,クランプの軸の部分に,張
力が最小のとき,及び最大のときの印を付ける。試験片を取り除き,クランプと引張ばねの部分をハ
ウジングごと本体から外し,鉛直の状態でクランプの重さを含めて7.60 Nの荷重をかけたときに,最
3
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
小張力時の印に合うように,シリンダの後にあるヘッドを回して調整する。最小荷重は最大荷重より
重要であるため,正確に調整する。さらに,最大張力時の印に合うまで荷重を増加したとき,この荷
重がクランプの重さを含めて9.80±0.20 Nにあることを確認する。この範囲にない場合は,ばねを交
換する。
備考 最小張力時と最大張力時の印の正確な間隔は,8 mmである。
b) B法 天びん式のベルクランクレバーのような計量器(付図3参照)を使用して,引張ばねを取り外
すことなく調整する。試験片と同寸法程度の強い紙又はフィルムをクランプに取り付け,クランプの
軸の部分に,張力が最小のとき及び最大のときの印を付ける。試験片を取り除き,一方のクランプ及
びばねにベルクランクレバーのフックを取り付け,7.60 Nの荷重をかけたとき,最小張力時の印に合
うように,シリンダの後にあるヘッドを回して調整する。さらに,最大張力時の印に合うまで荷重を
増加したときに,この荷重が9.80±0.20 Nにあることを確認する。この範囲にない場合は,ばねを交
換する。
7. 試験片 試験片は,JIS P 8110に規定する方法によって採取した試験用紙から採取し,JIS P 8111に規
定する標準条件で前処置する。試験片の寸法は,幅15.0±0.1 mm,長さ約100 mmで,紙の縦方向・横方
向に切断して,少なくとも各10枚採取する。試験片には,折り目,しわ及び汚点があってはならない。ま
た,折曲げ部分には,透かしがあってはならない。
8. 操作 操作は,JIS P 8111に規定する標準条件で行う。
a) 試験機を水平に置いた後,折曲げローラ間の中心位置に溝がくるように折畳み刃を動かし,引張ばね
の留めねじを締める。
b) 試験片がまっすぐな一平面にあるように折畳み刃の溝の中に置き,両端をクランプにしっかり,正し
く取り付ける。その際,試験片はその両端で取り扱い,折り曲げる部分に手を触れないようにする。
c) 静かに引張ばねの留めねじを緩め,試験片に荷重を加える。
d) 試験片を毎分115±10回の速度で折り曲げ,試験片が破断するまでの往復折曲げ回数(耐折回数)を
記録する。
9. 計算 ショッパー試験機によって測定した試験片が破断するまでの往復折曲げ回数(耐折回数)から,
次の式を用いて,耐折強さを個々に算出する。また,耐折強さの平均値の真数を計算し,これをISO耐折
回数とする。
(
)
FE
n
i
FN
n
i
FE
FE
N
FE
10
,
,
log
1
10
=
=
=
Σ
=
ここに,FE: 耐折強さ
FE: 耐折強さの平均値
N:試験片が破断するまでの往復折曲げ回数(耐折回数)
FN:ISO耐折回数
4
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 試験結果の表し方 個々に算出した耐折強さ又は往復折曲げ回数(耐折回数)について,その平均値
を求め,JIS Z 8401によって,耐折強さは丸めの幅0.01に,往復折曲げ回数(耐折回数)は有効数字2け
たに丸める。また,ISO耐折回数は有効数字2けたに丸める。耐折強さの標準偏差は,JIS Z 9041-1に規
定する方法によって求める。
11. 精度(参考)
a) 繰返し精度は,耐折強さ1.5(ISO耐折回数として約30)に対し約8 %であり,耐折強さ3.5(ISO耐
折回数として約3 000)では約2 %に減少する。同じ試料について同じ試験機を用いて,一人の作業者
が短い時間間隔で測定した結果が,標準の繰返し精度を超えるのは,20回に1回以下である。
b) 再現精度は,耐折強さ1.5(ISO耐折回数として約30)に対し約10 %であり,耐折強さ3.5(ISO耐
折回数として約3 000)では約4 %に減少する。同じ試料について,異なる試験機を用いて二人の作業
者が測定した場合の再現精度が,標準を超えるのは,20回に1回以下である。
上記数値は,ISO/TC6/SC2/WG5(耐折強さ)の協力の下で,1971年に実施された国際間のラウンド
ロビンテストで得られた結果を基にしている。この調査には,4種類の紙と約70の異なる試験機が使
用された。上記の値は,1971年以降英国,米国などで,種々の用紙を使用して行われた定期的なラウ
ンドロビンテストの結果でも確認されている。
12. 報告 報告には,必要に応じて次の事項を記録する。
a) 試験規格名称又は規格番号
b) 使用した試験機の名称及び形式
c) 試験片の種類及び名称
d) 試験年月日及び試験場所
e) 試験片の方向(縦・横)
f)
試験回数
g) 往復折曲げ回数の最大値・最小値
h) 耐折回数の平均値,最大値・最小値
備考 h)は2004年3月31日に廃止する。
i)
耐折強さの平均値,最大値・最小値及び標準偏差
j)
ISO耐折回数
k) 耐折強さの標準偏差の真数
l)
その他必要とする事項
5
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図 1 試験機の例
6
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
付図 2 試験機の例
付図 3 ベルクランクレバー
7
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) JISと対応する国際規格との対比表
JIS P 8114:2002 紙及び板紙−耐折強さ試験方法−ショッパー試験機法
ISO 5626 : 1993 紙−耐折強さの測定方法
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ)JISと国際規
格との技術的差異
の理由及び今後の
対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲 ショッパー試験機を用いた
耐折強さの試験方法を規
定。
厚さ0.25 mm以下,引張強
さ1.33 kN/m以上の紙及び
板紙に適用。
備考2
ISO 5626
1.
KohlerMolin,Lhomargy,
MIT,Shopper試験機
を用いた耐折強さの
試験方法を規定。
厚さ0.25 mm以下,引
張強さ1.33 kN/m以上
の紙に適用。
MOD/削除
MOD/追加
MOD/追加
ISOは4種の試験機による試験
方法を規定しているが,JISは
ショッパー試験機による方法
を規定。
規格名称も含め板紙を追加。
ISO規格の次回
改正時に規格体
系を試験機ごと
のパート制にす
るように提案す
る。MIT試験機
法はJIS P 8115に
規定。
厚さ0.25 mm以
下の板紙は測定
可能。ISOに提案
する。
経過措置として
JISに追加。
2.引用規格 JIS P 0001
JIS P 8110
JIS P 8111
JIS Z 8401
JIS Z 9041-1
2.
−
ISO186
ISO187
−
−
MOD/追加
IDT
IDT
MOD/追加
MOD/追加
JISは3引用規格
を追加。ISO規格
と技術的差異は
ない。
7
P
8
11
4
:
2
0
0
2
8
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ)JISと国際規
格との技術的差異
の理由及び今後の
対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
3.定義
往復折曲げ
耐折回数
耐折強さ
ISO耐折回数
3.
double fold
−
folding endurance
fold number
IDT
MOD/追加
IDT
IDT
往復折曲げ回数
folding enduranceの平均値の真
数
JISの耐折回数
は,カウンタの読
み値であり取り
扱いやすいが,試
験の信頼性から
ISO規格のほう
が妥当と考えら
れる。JIS P 8115
MIT試験機法と
同様の移行期間
を設け,ISO規格
に合わせる。
4.測定原理
長辺方向に引っ張られた状態
の細長い試験片を,破断する
まで規定の方法で表裏に折曲
げる。
4.
JISと同じ
IDT
5.装置
ショッパー試験機について規
定。
Annex A
Annex A1
4種の試験機について規
定。
MOD/削除
MOD/追加
JISは,ショッパー試験機だけ規
定。
JISは,ショッパー試験機の一例
を追加。
1.適用範囲に準じ
る。
装置の構成が分か
りやすい。ISOに
提案。
8
P
8
11
4
:
2
0
0
2
9
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ)JISと国際規
格との技術的差異
の理由及び今後の
対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
6.点検及び
調整
ショッパー試験機について規
定。
AnnexB
AnnexB1
4種の試験機について規
定。
MOD/削除
MOD/追加
JISは,ショッパー試験機だけ規
定。
引張ばねの調整方法について,JIS
は,ベルクランクレバーによる方
法を詳細に規定。
1.適用範囲に準じ
る。
ベルクランクレバ
ーによる方法が簡
便で,一般的であ
る。ISOに提案。
7.試験片
6.,7.,8.
IDT
8.操作
9.
Annex A1
MOD/追加
MOD/削除
JISは,耐折回数を追加。
JISは,温度測定を削除。
3.定義に準じる。
温度測定方法が不
明確であり,測定
環境の温度変化と
区別が付かない。
今後ISOに温度測
定方法の明確化に
ついて提起してい
く。
9.計算
9.
MOD/追加
JISは,耐折回数を追加。
3.定義に準じる。
10.試験結
果の表し方
平均値の丸め方にJIS Z 8401
を引用。
標準偏差の求め方にJIS Z
9041-1を引用。
11.
MOD/追加
JISとISO規格の
試験結果の表し方
に,技術的差異は
ない。
11.精度
(参考)
10.
IDT
9
P
8
11
4
:
2
0
0
2
10
P 8114:2003
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際
規格番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ)JISと国際規
格との技術的差異
の理由及び今後の
対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
12.報告
耐折回数の平均値,最大値・
最小値を規定。
11.
MOD/追加
MOD/削除
JISは,耐折回数の平均値を追加。
試験時の荷重を削除。
経過措置として,
JISに追加。
ショッパー試験機
は荷重の変更が困
難であり,荷重は
規定の荷重だけと
なる。ISOに提案。
JISと国際規格との対応の程度の全体評価 : MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ················ 技術的差異がない。
− MOD/削除 ······· 国際規格の規定項目又は規定内容を削除している。
− MOD/追加 ······· 国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ·············· 国際規格を修正している
1
0
P
8
11
4
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。