P 8110:2005(ISO 186:2002)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,紙パルプ技術協会
(JAPAN TAPPI)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS P 8110:2001は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 186:2002,Paper and board−
Sampling to determine average qualityを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS P 8110には,次に示す附属書がある。
附属書A(規定)他のサンプリング方法
P 8110:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 原理 ······························································································································ 3
5. 操作 ······························································································································ 3
5.1 ユニットの選択 ············································································································· 3
5.2 シートの選択 ················································································································ 3
5.3 試験用紙の採取 ············································································································· 5
6. 追加事項 ························································································································ 6
6.1 試験用紙 ······················································································································ 6
6.2 サンプリングを再度行う場合 ··························································································· 6
7. 報告 ······························································································································ 6
附属書A(規定)他のサンプリング方法 ··················································································· 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
P 8110:2005
(ISO 186:2002)
紙及び板紙−平均品質を測定するための
サンプリング方法
Paper and board-Sampling to determine average quality
序文 この規格は,2002年に第4版として発行されたISO 186,Paper and board−Sampling to determine
average qualityを翻訳し,技術的内容を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,紙及び板紙のロットについて,平均的な品質が品質明細書に沿っているかど
うかを測定するために試験用の代表サンプルを採取する方法について規定する。この規格は,ソリッドフ
ァイバーボード及び段ボール(JIS P 0001参照)にも適用できる。
この規格は,売り手と買い手との間で,流通している紙又は板紙の特定のロットにかかわる論争を解決
するためのサンプリングを行うときの,適用条件について規定する。
ロット内の変動を測定するときには,この規格を用いてはならない。
国際規格がこの規格によってサンプリングすることとしているが,この規格によるサンプリングが実行
不可能又は不適切である場合,かつ,当事者間の同意がある場合には,サンプリングは附属書Aの規定に
よって行う。
備考1. サンプリングができるロットが50 %未満の場合には,当事者間の同意がなければ,サンプリ
ングは,無効とする。
2. 試験片の調製については,試験方法の規格で規定する。
3. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 186:2002,Paper and board−Sampling to determine average quality (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS P 0001 紙・板紙及びパルプ用語
備考 ISO 4046:1978, Paper, board,pulp and related terms−Vocabulary からの引用事項は,この
規格の該当事項と同等である。
3. 定義 この規格で用いる主な用語の定義は,JIS P 0001によるほか,次による。
2
P 8110:2005(ISO 186:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
ロット(lot) 一定の条件下で生産した,サンプリングのために一度に入手できる単一種の紙又は
板紙の集合体(図1参照)。
備考 ロットは,1ユニット又は二つ以上の同品種のユニットからなる。試験材料が,一体化して製
品(例えば,パッキングケース)となっている場合,ロットはその単一種の製品の集合体であ
る。
3.2
ユニット(unit) ロットを構成する要素(図1参照)。
備考 ユニットは,巻取り,ベール,束,包み,パッキングケースの内容物,パレットなどの形状の
ものをいう。
3.3
シート(sheet) 選択したユニットから採取した紙又は板紙(図1参照)。
3.4
試験用紙(specimen) シートから裁断した指定寸法の紙又は板紙(又は製品)(図1参照)。
3.5
サンプル(sample) ロットから採取した試験用紙の集合体(図1参照)。
参考 サンプルは,ロットについて平均品質の情報及びロットについての判断基準を提供するもので
ある。
3.6
試験片(test piece) 試験方法の規定に従って試験するための紙又は板紙の一片又は数片(図1参
照)。
参考 試験片は,通常,試験用紙から採取する。試験片は,場合によっては1枚又は数枚の試験用紙
でもよい。
3.7
ランダム抜取り(selected at random) 全体のどの部分についても,抜き取る機会が均等である抜
取り。
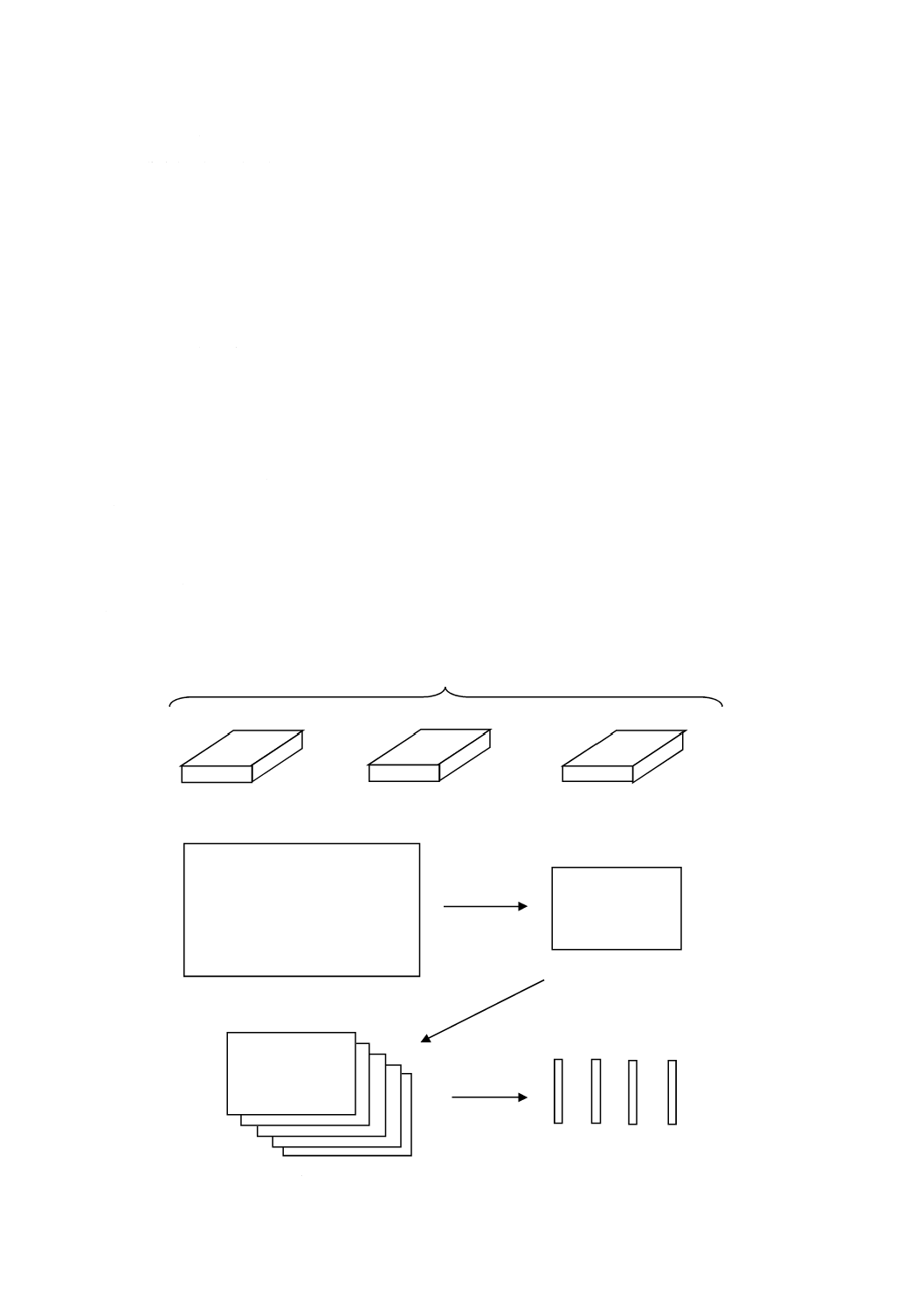
図 1
ロット
ユニット
ユニット
ユニット
試験用紙
シート
サンプル
試験片
3
P 8110:2005(ISO 186:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 原理 紙又は板紙のユニットは,ロットからランダム抜取りによって採取する。これらのシートを更
に細分化し,組み合わせ,試験用紙の集合体であるサンプルを得る。そのサンプルから試験する部分又は
試験片を採取する。
5. 操作
5.1
ユニットの選択 表1に従って無きずで外観が良好なユニットを選択する。
表 1
ロットを構成するユニットの数 n
抜取個数
抜取方法
1〜5
全数
−
6〜399
)
20
(
+
n
(1)
ランダム
400以上
20
ランダム
注(1) 抜取個数の計算は,小数点以下を切り捨てる。
5.2
シートの選択 各ユニットからのシートの選択は,5.2.1〜5.2.3による。
5.2.1
開こん(梱)できるユニット ユニットが包装されており,完全に開こんできる場合は次による。
5.2.1.1
ユニットが細分化されていない場合(パレットあり又はパレットなし) 損傷を受けたすべての
シート及び損傷のないシートの最外層3枚を取り除いて,表2に従って無作為にシートを採取する。その
場合,各々の選択したユニット(5.1参照)から採取するシートの枚数は同じ枚数とし,ロットから採取す
るシートは,試験に必要なサンプルとして十分な枚数とする。
紙及び板紙の縦方向(2)が分かっていれば,それをシートに記録する。
注(2) 抄紙機で紙及び板紙を抄紙する場合,進行方向に並行な紙の方向。略称はMD。
表 2
ロットを構成するシート数
1ロットから採取する最小シート数
≦1 000
10
1 001〜5 000
15
>5 000
20
参考 1ロットが50ユニットからなり,1ユニットが5 000枚のシートからなる場合の例を,次に示
す。
ユニットの選択は,表1に従って
20
50+
=8.4となる。したがって,8ユニット(8パレッ
ト)を選択する。シート全数(5 000×50=250 000)が,5 000を超えるので,最小シート数は,
表2に従って,20枚となる。8ユニットから20枚以上のシートを,各ユニットから同じ枚数を
採取するため,各ユニットから3枚ずつのシートをランダム抜取りによって採取する。したが
って,シートの枚数は,24枚となる。
5.2.1.2
ユニットがエレメント(連包装,小包など)に細分化されている場合(パレットあり又はパレット
なし) 5.1でロットからユニットを選択したように,選択したユニットを集め(5.1参照),そのユニット
からエレメントを選択する。
損傷を受けたすべてのシートを取り除き,表2に従って無作為にシートを採取する。各々の選択したエ
レメントから採取するシートの枚数は同じ枚数とし,ロットから採取するシートは,試験に必要なサンプ
4
P 8110:2005(ISO 186:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ルとして十分な枚数とする。
紙及び板紙の縦方向が分かっていれば,それをシートに記録する。
参考 1ロットが50ユニットで,1ユニットが10連包装で,更に1連包装が1 000枚のシートからな
る場合の例を,次に示す。
ユニットの選択は,表1に従って
20
50
+
= 8.4となる。したがって,8ユニット(8パレ
ット)を選択する。連包装の選択は,表1に従って
20
80
+
=10となる。したがって,10連
包装を選択する。シート全数(50×10×1 000=500 000)が,5 000を超えるので,最小シート
数は,表2に従って,20枚となる。10連包装から20枚以上のシートを各連包装から同じ枚数
を採取するため,各連包装から2枚ずつのシートをランダム抜取りによって採取する。したが
って,シートの枚数は,20枚となる。
5.2.1.3
ユニットが巻取りの場合 各々選択した巻取り(5.1参照)の外側から損傷したすべての層,及
び坪量225 g/m2未満の紙の場合は3層,坪量225 g/m2以上の板紙の場合は1層を,損傷していない最外層
から取り除く。
各々の巻取りから同じ枚数のシートを裁断する。ロットから採取するシートは,試験に必要なサンプル
として十分な枚数とする。かつ,ロットから採取するシートの枚数は,20以下とする。各々の巻取りでシ
ートを取る位置を変えるが,それは巻取りの幅方向を400 mm以上600 mm未満の幅で等分割し,各部分
から均等に採取する。
備考1. シートは,巻取りから直接採取してもよく,巻取りを全幅で切り各々の端を下に降ろし,巻
取りを移動した後,採取してもよい。
2. この規格では,巻取りという用語を使用しているが,紙及び板紙のロールに対しても同様に
適用できる。
参考 1ロットが2.4 m幅の巻取り20本からなる場合の例を,次に示す。
巻取りの選択は,表1に従って
20
20
+
= 6.3となる。したがって,6本を選択する。シー
トの枚数は,ロットから採取する枚数が20を超えないように,各巻取りから3枚ずつ採取する。
したがって,シートの枚数は,18枚となる。巻取りからの採取は,巻取り幅が2.4 mなので,
横方向に400 mm間隔で6か所に分割し,18枚のシートは,各巻取りごとに,3か所から採取
し,その位置は,各位置で3回ずつとなるよう採取する。
5.2.2
ユニットを開こん(梱)できない場合 ユニットが,包装されており,完全に開こんできない場合
は,例えば,巻取り,パレット,又は連包装で倉庫に保管しているもの,また税関が保管しているものに
ついては,ユニットを選択した後(5.1参照),次による。
5.2.2.1
紙及び板紙の縦方向が明確な場合 紙及び板紙の縦方向が明確な場合は,各ユニットに紙及び板
紙の縦方向を長辺として少なくとも300 mm×450 mmの窓を開けるように裁断する。ユニット内及びユニ
ット間で,窓の位置を変える。損傷したところは,すべて取り除く。それに加えて場合によっては,坪量
225 g/m2未満の紙は少なくとも3層,坪量225 g/m2以上の板紙は少なくとも1層を取り除く。
各々の窓について,表2に従って必要な枚数のシートが採取できるように,十分な深さまで切り込みを
入れる。各々の窓から無作為に,同じ枚数のシートを採取する。このとき,ロットから採取したシートは,
試験用サンプルとして十分な枚数とする。
ロットが5ユニット未満の場合には,各ユニットに1か所以上の窓を開ける。もし,巻取りが1本だけ
のときは,少なくとも3か所,できれば5か所の窓を開ける。

5
P 8110:2005(ISO 186:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.2.2
紙及び板紙の縦方向が不明の場合 紙及び板紙の縦方向が不明な場合には,ユニットの両端と平
行に450 mm×450 mmの窓を開けるように裁断する。それ以降の操作は,5.2.2.1に規定する方法による。
5.2.3
ロットが個別包装品の場合 ロットが個別包装品からなる場合(3.1 ロットの定義 参照),試験を
実施するために十分なサンプルを得るように,表3に従って,ロットから無作為に必要な製品を採取する。
表 3
ロットを構成する製品の数
1ロットから採取する最小の製品の数
≦1 000
10
1 001〜5 000
15
>5 000
20
5.3
試験用紙の採取 試験用紙は,すべて同じ大きさとする。紙及び板紙の縦方向が不明の場合は,も
し可能であれば,必要に応じて,各シートについて紙及び板紙の縦方向を決める。
備考 紙及び板紙の縦方向が不明の場合には,目視,引裂き,こわさ又は引張試験の適切な定性評価に
よって,紙及び板紙の縦方向が判定できる。
5.3.1から5.3.3に規定する方法によって,試験用紙を裁断する。
5.2.2に規定する方法によってシートを採取した場合には,5.3.4による。
試験用紙を裁断した後,各試験用紙に紙及び板紙の縦方向を記録し,紙及び板紙の縦方向が不明のとき
はその旨を記録する。
製品が選択された場合には,5.3.5に規定する方法によって採取する。
5.3.1
5.2.1の規定によってシートを採取し,その寸法が300 mm CD(3)×450 mm MD(4 )上の場合 MDが
明確な場合には,各シートから1枚以上の試験用紙を裁断する(各シートから裁断する試験用紙は同じ枚
数とする。)。各試験用紙は,300 mm CD×450 mm MD以上の寸法とする。もしシートが適切な寸法であれ
ば,そのまま試験用紙とする。
MDが決められない場合は,選択した各シートから1枚以上の試験用紙を裁断する(各シートから裁断
する試験用紙は,同じ枚数とする。)。各試験用紙は,正方形に裁断し,可能な場合450 mm×450 mmの寸
法とする。
注(3) 抄紙機で紙及び板紙を抄造する場合,紙の進行方向に直角な紙の方向。略称はCD。
(4 ) 抄紙機で紙及び板紙を抄造する場合,紙の進行方向に並行な紙の方向。略称はMD。
5.3.2
5.2.1に規定する方法によって選択されたシートが,5.3.1に示す300 mm CD及び450 mm MDの寸
法よりも一辺又は両辺が短く,シートの表面積が0.1 m2以上の場合 選択した各々のシートから1枚以上
の試験用紙を裁断する(各シートから裁断する試験用紙は同じ枚数とする。)。試験用紙の表面積が,0.100
m2から0.135 m2の間になるように裁断する。
5.3.3
5.2.1に規定する方法によって選択されたシートの表面積が0.1 m2未満の場合 選択したシートが
同じ寸法の場合は,そのまま試験用紙とする。
試験を実施するのに十分なサンプルを得るために,必要な枚数のシートを採取する。
5.3.4
5.2.2に規定する方法によってシートを選択した場合 シートをそのまま試験用紙とする。
5.3.5
5.2.3に規定する方法によって製品を選択した場合 各々の選択した製品から,1枚以上の試験用紙
を裁断する(各製品から裁断する試験用紙は,同じ枚数とする。)。このとき,各々の製品において,採取
する場所を変えて裁断する。場合によっては,全製品を試験用紙とする。
6
P 8110:2005(ISO 186:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 追加事項
6.1
試験用紙
6.1.1
保管時の注意 試験用紙は,しわ及び折り目がつかないように,平らな状態で保管する。関連する
性質を変える可能性がある環境下に置かないようにする。素手で触れると,紙の化学的,物理的,光学的
性質,表面性などに影響を及ぼす場合があるので,試験用紙の取扱いには,注意が必要である。
備考 試験用紙が細長い場合は,直径75 mm以上の紙管に巻く。
6.1.2
表示 各試験用紙に識別ができるように表示を付ける。表示は消えないように付け,報告の番号及
び採取者の氏名を記す。可能であれば,試験用紙の一つの隅に,できるだけ小さく表示を付ける。
表裏が明確に識別できるように,試験用紙の同じ面に表示を付ける。
6.2
サンプリングを再度行う場合 サンプリング中若しくは試験中に問題が発生した場合,又はその他
の理由によって再度サンプリングを行う必要が生じた場合には,この規格に従って,新しいサンプルを採
取する。特に指示がなければ,以前と同一のユニットから採取して差し支えない。
7. 報告 報告書には,次の事項を記載する。
a) 規格名称又は規格番号
b) サンプル採取者の氏名
c) サンプリング年月日及び場所
d) ロットを識別するためのすべての情報
e) ロット内のユニットの個数
f)
選択したユニットの数及び必要であれば保管している選択したユニットの数
g) 各ユニットから選択したシート又は製品の数
h) サンプルに付した識別表示の説明
i)
以後の試験結果に影響を及ぼす事項
7
P 8110:2005(ISO 186:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)他のサンプリング方法
A.1 この附属書は,ロットの平均的品質を決定するためのサンプリングが必要な場合には適用できない。
A.2 この規格の本体に従ってサンプリングができない場合,又は不適切な場合は,サンプリングは目的に
かなった最良の方法又は受渡当事者間で同意した基準によって行う。
試験のために採取したサンプルについては,サンプリング方法を文書化する。サンプリング手順の詳細
を,サンプルとともに試験所へ送る。試験所はそのサンプリング手順を,試験報告書に記載する。
サンプリング方法が不明の場合,又は試験用紙にサンプリング方法が添付されてない場合は,このこと
を試験報告に記載する。
8
P 8110:2005(ISO 186:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] ISO 2859-1:1999,Sampling procedures for inspection by attributes−Part 1 : Sampling schemes indexed by
acceptable quality limit(AQL) for lot-by-lot inspection
[2] JIS Z 9015-2:1999 計数値検査に対する抜取検査手順−第2部:孤立ロットの検査に対するLQ指標型
抜取検査方式
備考 ISO 2859-2:1985,Sampling procedures for inspection by attributes−Part 2 : Sampling plans indexed
by limiting quality(LQ) for isolated lot inspectionが,この規格と一致している。
[3] JIS Z 9015-3:1999 計数値検査に対する抜取検査手順−第3部:スキップロット抜取検査手順
備考 ISO 2859-3:1991,Sampling procedures for inspection by attributes−Part 3 : Skip-lot sampling
proceduresが,この規格と一致している。
[4] ISO 3951:1989,Sampling procedures and charts for inspection by variables for percent nonconforming