M8707:2004 (ISO 3084:1998)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本鉄鋼連盟 (JISF)/財団法人日本
規格協会 (JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調
査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 3084 : 1998,Iron ores−Experimental
methods for evaluation of quality variationを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS M 8707には,次に示す附属書がある。
附属書A(参考) 標準偏差の計算方法
2
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
3.1 交互試料 ······················································································································ 1
4. 一般条件 ························································································································ 2
4.1 品位変動 ······················································································································ 2
4.2 品質特性 ······················································································································ 2
4.3 試料採取,試料調製及び測定···························································································· 2
5. 交互サンプリングによる品位変動の評価 ·············································································· 2
5.1 一般事項 ······················································································································ 2
5.2 調査の方法 ··················································································································· 2
5.3 インクリメントの数及び交互試料のまとめ方 ······································································· 2
5.4 試験試料の調製及び測定 ································································································· 3
5.5 調査の数 ······················································································································ 3
5.6 層内標準偏差の計算 ······································································································· 5
5.7 結果の表示 ··················································································································· 6
6. バリオグラムによる品位変動の推定 ···················································································· 6
6.1 バリオグラムの一般的方法······························································································· 6
6.2 簡易バリオグラム方法 ···································································································· 7
6.3 バリオグラムと品位変動との関係······················································································ 8
6.4 インクリメントの数 ······································································································· 8
7. 品位変動の分類 ··············································································································· 8
附属書A(参考) 標準偏差の計算方法 ···················································································· 10
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
M 8707:2004
(ISO 3084:1998)
鉄鉱石−品位変動評価実験方法
Iron ores−Experimental methods for evaluation of quality variation
序文 この規格は,1998年に第3版として発行されたISO 3084 : 1998,Iron ores−Experimental methods for
evaluation of quality variationを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業
規格である。
1. 適用範囲 この規格は,取引に供する鉄鉱石について,対象とする工場での品位変動を評価する実験
方法について規定する。
この規格では,異なった二つの方法を規定する。一つは,JIS M 8702に規定している層別サンプリング
方法又は系統サンプリング方法によって採取し,交互試料を分析する方法である。もう一つは,個々のイ
ンクリメントを採取して分析し,バリオグラム方法によってデータを分析する方法である。
交互試料を用いる方法は作業量が少なくて済む利点がある。一方,バリオグラムによる方法は,品位変
動とサンプリングの分散をよりよく推定できる。一般に,バリオグラムによる方法は,サンプリング作業
の微調整に用いる。
備考1. 流量がほぼ一定のときは,実験は時間基準サンプリングで行ってもよい。
2. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 3084 : 1998, Iron ores−Experimental methods for evaluation of quality variation (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS M 8702 鉄鉱石−サンプリング及び試料調製方法
備考 ISO 3082 Iron ores−Sampling and sample preparation proceduresが,この規格と同等である。
JIS M 8700 鉄鉱石及び還元鉄−用語
備考 ISO 11323 Iron ore and direct reduced iron−Vocabularyが,この規格と同等である。
ISO 3085 Iron ores−Experimental methods for checking the precision of sampling , sample preparation and
measurement
3. 定義 この規格で用いる主な用語の定義は,JIS M 8700によるほかは,次による。
3.1
交互試料 (Interleaved samples) 連続的に採取した一次インクリメントを,採取した順序に従い交互
に二つの試料容器に入れてまとめた試料。
2
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 一般条件
4.1
品位変動 鉄鉱石の品位変動又は不均質性の度合いは,標準偏差で表す。層内で採取したインクリ
メント間の品質特性の標準偏差は
W
σと表示し,交互試料間の分散で推定するか,又は個々のインクリメ
ントを測定し,試料調製及び測定の分散を差し引いて補正したバリオグラムの近似直線の傾きと切片とか
ら推定するのいずれかによる。いずれの場合にも,試料調製及び測定の分散の補正をする(5.6.2 備考2
及び6.1参照)が,試料調製及び測定の分散は,品位変動を決定する実験のときに同時に測定することが
重要である。
4.2
品質特性 品位変動を調査するための品質特性としては,一般に全鉄分を選ぶが,シリカ分,アル
ミナ分,水分,粒度分布又はその他の品質特性を選んでもよい。化学成分,水分,粒度分布などの測定の
ために別々の試料を採取するときは,それぞれの特性の品位変動を適用する。試料を一つ以上の品質特性
の測定に用いるときは,それらの特性の中で最も大きい品位変動区分を適用する。
4.3
試料採取,試料調製及び測定 試料の採取及び試料調製は,JIS M 8702の規定に従って行う。試料
の化学分析,水分分析及び粒度分析は,鉄鉱石に関するそれぞれの規格に従う。品位変動を評価するサン
プリングは,ロットの品位を決定するための日常のサンプリングに組み込んで行ってもよい。言い換えれ
ば,ロットから採取した試料は,両方の目的に用いてもよい。
5. 交互サンプリングによる品位変動の評価
5.1
一般事項 層別サンプリング及び系統サンプリング双方に適用する,層内標準偏差
W
σの評価の手順
は,5.2〜5.7による。
5.2
調査の方法
5.2.1
方法1 ロットの受け渡しの頻度が多いときは,ほぼ同じ質量の数多くのロットから次のようにし
て品位変動を求める。
a) 各ロットを別々に処理する。
b) 各ロットごとに一組の交互試料を図1 a) 及び附属書A例1に示すようにまとめる。
5.2.2
方法2 ロットが大形で,受け渡しの頻度が少ないときは,一つのロットについて次のようにして
品位変動を求める。
a) ロットを,少なくとも10個のほぼ同じ質量の層に分ける。
b) 各層から採取したインクリメントを集めて,各層ごとに一組の交互試料を図1 b) 及び附属書A例2
に示すようにまとめる。
5.2.3
方法3 ロットが小形で,受け渡しの頻度が多いときは,ほぼ同じ質量の数ロットから次のように
して品位変動を求める。
a) 全ロットを,ほぼ同じ質量の10個以上の層が含まれるように分ける。
b) 各層から採取したインクリメントを集めて,各層ごとに一組の交互試料を図1 c) 及び附属書A例3
に示すようにまとめる。
5.2.4
方法4 ロットが貨車積みで,ロットの全貨車からインクリメントを採取するときのサンプリング
方法は,層別サンプリングと考えてもよい。受け渡しの頻度が多いときは,次のようにして品位変動を求
める。
a) ロットを別々に処理する。
b) 各ロットごとに一組の交互試料を図1 d) に示すようにまとめる。
5.3
インクリメントの数及び交互試料のまとめ方
3
M 8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.1
インクリメントの数 1ロット又は数ロットから採取するインクリメントの数は,日常作業で行っ
ているサンプリングのインクリメント数と同じでもよい。しかし,日常のサンプリングを品位変動区分“小”
で行い,インクリメント数が信頼できる標準偏差を得るのに不十分であると考えられるときは,インクリ
メント数を増加しなければならない(JIS M 8702参照)。
5.3.1.1
方法1の調査 各ロットから採取するインクリメント数
1nは,JIS M 8702によって決め,各ロッ
トごとに一組の交互試料にまとめる[図1 a) 参照]。
5.3.1.2
方法2の調査 採取するインクリメント数
1nは,JIS M 8702によって決め,10組以上の交互試
料にまとめる[図1 b) 参照]。
5.3.1.3
方法3の調査 各ロットから採取するインクリメント数
1nは,JIS M 8702によって決め,各ロッ
トは幾つかの層に分け,各層のインクリメントは,一組の交互試料にまとめる[図1 c) 参照]。
5.3.1.4
方法4の調査 各ロットから採取するインクリメント数
1nは,JIS M 8702の表3によって決め,
各貨車から採取するインクリメントの数
W
nは,JIS M 8702による。もしインクリメント数が奇数であれ
ばインクリメントを1個追加して偶数とする。1ロットごとに一組の交互試料としてまとめる[図1 d) 参
照]。
5.3.2
交互試料のまとめ方 交互試料は,次の手順によってまとめる。
− サンプリングの順序に従って,各ロット又は層のインクリメントに通し番号を付ける。
− 各ロット又は層について,連続する奇数番号のインクリメント(交互試料
iAとする。)及び連続す
る偶数番号のインクリメント(交互試料
iBとする。)から一組の交互試料を作る(図2参照)。
− 各調査について,n組の交互試料を調製する。
各交互試料は,2個以上のインクリメントを含んでいなければならない。
5.4
試験試料の調製及び測定 交互試料
iA及び iBから,それぞれ試験試料を調製する。
試験試料について,それぞれ要求される化学分析,水分測定,粒度測定又は物理試験を行う。
5.5
調査の数 調査の数が少ないと,層内の品質特性の標準偏差
W
σを十分な精度で推定することができ
ないため,次のような最小調査数を推奨する。
a) 方法2及び方法3のときは5個以上の調査。
b) 方法1及び方法4のときは10個以上の調査。
ロット1
ロット2
ロットn
a) 方法1の調査−ロット数:n,1ロット=1層
図 1 調査の概念図
…
4
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表示:実線長方形は1ロット,点線部分は1層,1対の白丸は1組の交互試料を示す。これは,a) 及びc) にも適用
する。
b) 方法2の調査−1ロット(10層の例)
ロット1
ロット2
ロット3
c) 方法3の調査−数ロット(3ロット,12層の例)
A1
ロット1
B1
A2
ロット2
B2
An
ロットn
Bn
表示:各ボックスは貨車を示す。ボックスの中の黒点はインクリメント,白丸は交互試料を示す。
d) 方法4の調査−貨車積みロットの層別サンプリング
図 1 調査の概念図(つづき)
5
M 8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
交互試料A1
層1
交互試料B1
交互試料A2
層2
交互試料B2
交互試料A10
層10
交互試料B10
表示:● インクリメント,○ 交互試料
備考 この図は,変動“大”の5 000〜15 000 tの単一ロットの例である。JIS M 8702によれば,インクリメント
の最小必要個数は100個で,それぞれ5インクリメントからなる10組の交互試料
iA及び iB(i=1,2,….,
10)を調製する。
図 2 交互試料の組の構成方法の概念図(方法2)
5.6
層内標準偏差の計算
5.6.1
記録紙 個々の試験試料の化学分析,水分測定,粒度測定又は物理試験で得たデータは,適切な様
式に記録する(附属書Aの例1〜例3参照)。
5.6.2
計算 層内標準偏差の推定値は,式 (4) によって計算する。
対の測定値の範囲
iRを式 (1) によって計算する。
i
i
i
B
A
R
−
=
··········································································· (1)
ここに,
iA: 交互試料 iAから調製した試験試料の品質特性(例え
ば,Fe %)の測定値
iB: 交互試料 iAと同じ層から得た交互試料 iBから調製し
た試験試料の品質特性の測定値
i: 各層の記号
範囲
iRの平均値Rを式 (2) によって計算する。
∑
=
iR
n
R
4
1
··········································································· (2)
ここに,
4n: 範囲 iRの数で,調査する層の数と同じとする。
各部分の対の測定値の平均ixを式 (3) によって計算する。
(
)
i
i
i
B
A
x
+
=21
········································································· (3)
層内標準偏差の推定値
W
∧σを式 (4) によって計算する。
2
5
W
d
R
n
=
∧σ
·········································································· (4)
6
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
5n: 各交互試料 iA又は iBを構成するインクリメントの数
2d: 範囲から標準偏差を推定する係数。対のデータについ
ては
2
0.886
1
2=
d
とする。
備考1. 方法3の調査については,j番目のロットの品位特性の平均値
j
xは,式 (5) によって得られ
る。
∑
=
ji
j
x
n
x
6
1
·········································································· (5)
ここに,
ji
x: ロットjの各層の対の測定値の平均値
6n: ロットの層の数
2. 式 (4) から求めた層内標準偏差の推定値
W
∧σ
は,試料採取,試料調製及び測定の標準偏差を
合併したものである。したがって,層内標準偏差
W
∧σは,大きめに推定されているが,この
値は7.の品位変動の分類のために用いてもよい(5.7参照)。偏りのない層内標準偏差の推定
値を得ることが望ましく,
P
∧σで表される試料調製の標準偏差の推定値及び
M
∧σで表される測
定の標準偏差の推定値が分かっているときは,式 (6) によって層内標準偏差の推定値を計算
するのがよい。
−
−
=
∧
∧
∧
2
M
2
P
2
2
5
W
σ
σ
σ
d
R
n
······················································· (6)
3. インクリメントの数を5.3.1によって決め,これらのインクリメントを採取したときは,それ
ぞれの交互試料に含まれるインクリメント間の変動は,小さいと思われる。変動が10 %以下
のときは,式 (4) 及び式 (6) には,
5nの平均値を近似値として用いてもよい。
5.7
結果の表示
5.7.1
方法2及び方法3の調査 方法2及び方法3の調査に対しては,一連の調査から求める対象鉱石及
び処理工場の層内標準偏差の平均推定値
W
∧σは,式 (7) の
W
∧σの全測定値の平均値の平方根で報告する。
∑∧
∧
=
2
W
7
W
1
σ
σ
n
····································································· (7)
ここに,
7n:
W
∧σの個々の数値の数
5.7.2
方法1及び方法4の調査 方法1及び方法4の調査に対しては,式 (4) 又は式 (6) によって求め
た
W
∧σの値を対象鉱石及び処理工場の層内標準偏差の推定値として報告する。
6. バリオグラムによる品位変動の推定
6.1
バリオグラムの一般的方法 この方法では,多数(例えば,20〜40個)の連続したn個のインクリ
メントを採取し,重複して調製,測定する。そして種々な間隔(ラグという。)でインクリメント間の差を
測定するバリオグラムを計算する。k個のインクリメントのラグに対応するバリオグラムの値
)
(
Et
V
を式
(8) によって計算する。
()
[
]
k
k
N
i
i
k
i
N
x
x
t
V
2
1
2
E
∑
=
+−
=
································································· (8)
ここに,
t: ラグ数k×t
∆,t
∆は,時間基準サンプリングか,質
7
M 8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
量基準サンプリングかによって決まる,時間単位又
は質量単位のサンプリング間隔とする。
k
N: ラグk離れているインクリメントの対の数,
k
n−
k
ix+: インクリメント
k
i+の重複測定値の平均値
ix: インクリメントiの重複測定値の平均値
こうして求まるバリオグラム
)
(
Et
V
は,“実験的”バリオグラムと呼ばれ,サンプリングの分散と同様に
試料調製及び測定の分散を含んでいる。
採取したインクリメントは,ISO 3085に規定する方法によって測定値の範囲の平均から試料調製及び測
定の分散を求めることができるように,重複して調製と測定とを行う。このようにして求めた試料調製及
び測定の分散の合計の半分,すなわち
2/
2
PM
∧σ
を各ラグの
)
(
Et
V
の計算値から差し引くことによって,サンプ
リングの分散だけの情報を与えるための“修正”バリオグラム
)
(
Ct
V
を求める。
ラグは,場合によっては,サンプリング間隔t
∆の倍数の整数として表現する。したがって,バリオグラ
ム
)
(
C
t
k
V
∆を
k
Vと表してもよい。サンプリングの間隔は,バリオグラムを決めるためのものと,バリオグ
ラムを用いるためのものとは同じである必要はないので,ラグを時間単位又は質量単位で表すこと,及び
t
∆が変化するなら,バリオグラムを連続数のラグの関数として表すことが重要である。
多くの場合,実際に起こるバリオグラムは,非常に小さいkの値からインクリメント間隔の2倍までの
範囲で直線によって十分に近似させることができる(附属書A例4参照)。これらは,次のように仮定し
てもよい。
Bt
V
t
V
+
=
0
C)
(
········································································ (9)
ここに,
0V: 修正バリオグラムの分散のランダム成分
B: バリオグラムの傾き(又はこう配)
したがって,サンプリングの分散の推定値
2
S
∧σは,次の式で求める。
(a) 系統サンプリング
2
0
2
S
6n
BT
n
V+
=
∧σ
········································································ (10)
(b) 層別ランダムサンプリング
2
0
2
S
3n
BT
n
V+
=
∧σ
········································································ (11)
(c) ランダムサンプリング
n
BT
n
V
3
0
2
S
+
=
∧σ
········································································ (12)
ここに, T: サンプリングを行ったロットの総トン数(質量基準サ
ンプリング)又は全時間間隔(時間基準サンプリング),
t
n∆
サンプリングの分散の推定値は,選んだサンプリング方法によって異なり,ランダムサンプリングが最
も精度が劣る。品質に何らの周期的変化がないときは,系統サンプリングが層別ランダムサンプリングよ
りも精度がよい。
6.2
簡易バリオグラム方法 系統サンプリングを用いたと仮定した場合,バリオグラムの最初の2点を
通る直線の切片
0Vと傾きBはそれぞれ,次のようになる(附属書Aの例4参照)。
2
1
0
2
V
V
V
−
=
··········································································· (13)
8
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
t
V
V
B
∆
−
=
)
(
1
2
······································································ (14)
ここに,
1V:
)
(
C
t
V∆=ラグ1のときのバリオグラム
2V:
)
2(
C
t
V
∆=ラグ2のときのバリオグラム
通常は,1V及び2
Vを通る直線は,傾きが正又はゼロ (
0
≥
B
) で,式 (13) から得られる
0Vの値は,1Vよ
り小さいか,又は等しい。しかし,直線が負の傾き (
0
<
B
) で,そのため
1
0V
V≥
であれば,
1
0V
V=,
0
=
B
とする。
6.3
バリオグラムと品位変動との関係
n
T
を,バリオグラムを測定後,引き続いてのサンプリング作
業のためのサンプリング間隔t
∆で置き換えると,系統サンプリングについての式 (10) は,次のようにな
る。
n
t
B
n
V
6
0
2
S
∆
+
=
∧σ
······································································· (15)
サンプリングの分散の推定値
2
S
∧σと品位変動の推定値
W
∧σとの関係は,次のようになる。
n
2
W
2
S
∧
∧=σ
σ
············································································· (16)
式 (15) 及び式 (16) からバリオグラムでは,
2
W
∧σの推定値は,次のようになる。
6
0
2
W
t
B
V
∆
+
=
∧σ
······································································· (17)
すなわち,
6
0
W
t
B
V
∆
+
=
∧σ
····································································· (18)
式 (18)で,任意のサンプリング間隔t
∆に対して品位変動の推定値
W
∧σを計算することができる。
対応するサンプリングの精度
S
∧σは,式 (16) を用いて決めてもよい。5.の方法と異なり,
W
∧σを定数と
仮定できないことに注意すべきである。その値は,サンプリングする層の大きさt
∆に依存する。
6.4
インクリメントの数 サンプリングの精度は,6.3の式を用いて任意のサンプリング間隔において測
定することができるが,希望するサンプリングの精度を達成するのに必要なインクリメントの数の計算は,
単純でなく,以下の計算を繰り返して決める。
− 式 (18) を用いて計画されたインクリメントの数での
W
∧σを計算する。
− 式 (16) を用いてサンプリングの精度
S
∧σを計算する。
− 計算して得たサンプリングの精度と希望する値とを比較する。
− インクリメントの数を増減しながら,計算して得たサンプリングの精度と希望する値とが等しくな
るまで上記の三つの段階を繰り返す。
7. 品位変動の分類 鉄鉱石の品位変動は,一連の調査から実験的に決めた標準偏差に基づいて,表1に
規定する3区分の一つに分類する。
9
M 8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 品質特性ごとの標準偏差に基づく品位変動
W
σの分類(絶対百分率)
品質特性
品位変動の区分
W
σ
大
中
小
全鉄分
0.2
W≥
σ
5.1
0.2
W≥
>σ
5.1
W<
σ
シリカ
0.2
W≥
σ
5.1
0.2
W≥
>σ
5.1
W<
σ
アルミナ
6.0
W≥
σ
4.0
6.0
W≥
>σ
4.0
W<
σ
りん
015
.0
W≥
σ
011
.0
015
.0
W≥
>σ
011
.0
W<
σ
水分
0.2
W≥
σ
5.1
0.2
W≥
>σ
5.1
W<
σ
−200 mm鉱石
−10 mm区分
平均20 %
10
W≥
σ
5.7
10
W≥
>σ
5.7
W<
σ
−50 mm鉱石
−31.5+6.3 mm鉱石
−6.3 mm区分
平均10 %
5
W≥
σ
75
.3
5
W≥
>σ
75
.3
W<
σ
シンターフィード
+6.3 mm区分
平均10 %
ペレットフィード
−45 µm区分
平均70 %
3
W≥
σ
25
.2
3
W≥
>σ
25
.2
W<
σ
ペレット
−6.3 mm区分
平均5 %
備考 品位変動は,次のような要因によって変化する可能性がある。
a) 鉱山の鉱体
b) 採掘方法
c) 選鉱の方法
d) 貯鉱及び払い出しの方法
e) 荷役の方法
f) ロットの質量
したがって,どのような鉱石に対しても,このような変化の影響を確かめるために,品位変動
を定期的にチェックするのがよい。
10
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) 標準偏差の計算方法
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
附属書A例1:13ロットの層別サンプリング: 1ロット=1層[本体の図1 a) 参照]
ロットの詳細 サンプリングの詳細
鉱石の銘柄:…………………… インクリメントの質量:25 kg
鉱石の状態:(例えば,塊鉱石)………
品位変動区分:“小”
ロット番号 ロットの名称 受渡し月日 ロットの質量 インクリメント数 交互試料中の
(例えば,船名) (湿量t )
1n インクリメント数
5n=20/2=10
1 …… …… 3 023 20 10
2 …… …… 2 998 20 10
3 …… …… 2 895 20 10
4 …… …… 2 824 20 10
5 …… …… 2 834 20 10
6 …… …… 2 825 20 10
7 …… …… 2 182 20 10
8 …… …… 3 040 20 10
9 …… …… 2 925 20 10
10 …… …… 3 028 20 10
11 …… …… 2 218 20 10
12 …… …… 3 056 20 10
13 …… …… 3 100 20 10
11
M 8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ロット
番号
−10 mm(ふるい下)
%
水分
%
全鉄分
%
iA
iB
ix
iR
iA
iB
ix
iR
iA
iB
ix
iR
1
2
3
4
5
6
7
8
9
10
11
12
13
30.9
31.5
38.1
37.8
42.7
26.0
36.0
31.7
41.0
15.9
16.7
25.0
30.0
39.2
35.2
42.1
37.2
40.3
26.7
38.3
38.2
34.7
20.1
19.5
23.4
34.8
35.0
33.4
40.1
37.5
41.5
26.4
37.2
35.0
37.8
18.0
18.1
24.2
32.4
8.3
3.7
4.0
0.6
2.4
0.7
2.3
6.5
6.3
4.2
2.8
1.6
4.8
5.99
5.37
5.44
4.70
4.83
5.05
5.61
5.11
3.75
5.46
5.00
5.64
5.75
6.06
5.81
5.63
4.58
4.96
5.26
5.67
5.53
3.73
5.42
5.16
5.48
5.75
6.02
5.59
5.54
4.64
4.90
5.16
5.64
5.32
3.74
5.44
5.08
5.56
5.75
0.07
0.44
0.19
0.12
0.13
0.21
0.06
0.42
0.02
0.04
0.16
0.16
0.00
60.25
61.80
61.10
62.05
61.58
62.20
61.35
62.00
64.25
63.30
64.05
62.85
59.60
60.50
61.60
61.20
62.00
61.50
61.65
61.10
62.20
64.40
63.30
64.15
63.05
59.20
60.38
60.70
61.15
62.02
61.54
61.92
61.22
62.10
64.32
63.30
64.10
62.95
59.40
0.25
0.20
0.10
0.05
0.08
0.55
0.25
0.20
0.15
0.00
0.10
0.20
0.40
(
)
ix
x
∑
=
13
1
32.0 5.26 62.01
(
)∑
i
R
R
=
13
1
3.71 0.155
0.19
R
(
10
2
W=
∧σ
×
2)2
886
.0
108.10 0.188 7 0.299
W
∧σ 10.4 0.43 0.55
12
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A例2:1ロットの層別サンプリング[本体の図1 b) 参照]
ロットの詳細 サンプリングの詳細
鉱石の銘柄:……………………… インクリメントの質量:150 kg
鉱石の状態:(例えば,塊鉱石)……… インクリメントの数:120
品位変動区分:“大” 層の数:
4n=10
ロットの名称:(例えば,船名) 各交互試料中のインクリメント数:
5n=120/(10×2)=6
受渡し月日:………
ロットの質量:29 874 t(湿量)
層の番
号
−10 mm(ふるい下)
%
水分
%
全鉄分
%
iA
iB
ix
iR
iA
iB
ix
iR
iA
iB
ix
iR
1
2
3
4
5
6
7
8
9
10
30.2
27.8
24.7
22.4
13.3
19.7
28.1
9.4
14.0
17.3
35.5
34.7
19.6
26.3
7.9
29.2
14.3
14.3
16.1
13.1
32.8
31.2
22.2
24.4
10.6
24.4
21.2
11.8
15.0
15.2
5.3
6.9
5.1
3.9
5.4
9.5
13.8
4.9
2.1
4.2
5.75
6.17
5.90
6.10
5.24
5.95
6.26
4.65
5.39
4.95
6.06
5.90
6.48
6.43
4.60
6.92
5.20
5.38
5.10
5.31
5.90
6.04
6.19
6.26
4.92
6.44
5.73
5.02
5.24
5.13
0.31
0.27
0.56
0.33
0.64
0.97
1.06
0.73
0.29
0.36
60.95
62.29
61.97
61.77
64.62
63.16
62.38
63.96
63.26
62.31
61.61
61.42
62.90
62.45
63.48
62.13
63.60
63.09
63.80
63.24
61.28
61.86
62.44
62.11
64.05
62.64
62.99
63.54
63.53
62.78
0.66
0.87
0.93
0.68
1.14
1.03
1.22
0.89
0.54
0.93
ix
x
∑
)
10
1(
=
20.9 5.69 62.72
∑
i
R
R
=
)
10
1(
6.11 0.554 0.889
6
2
W=
∧σ
×R
(×
2
2)
0.886
175.91 1.446 3.724
W
∧σ 13.3 1.20 1.93
13
M 8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
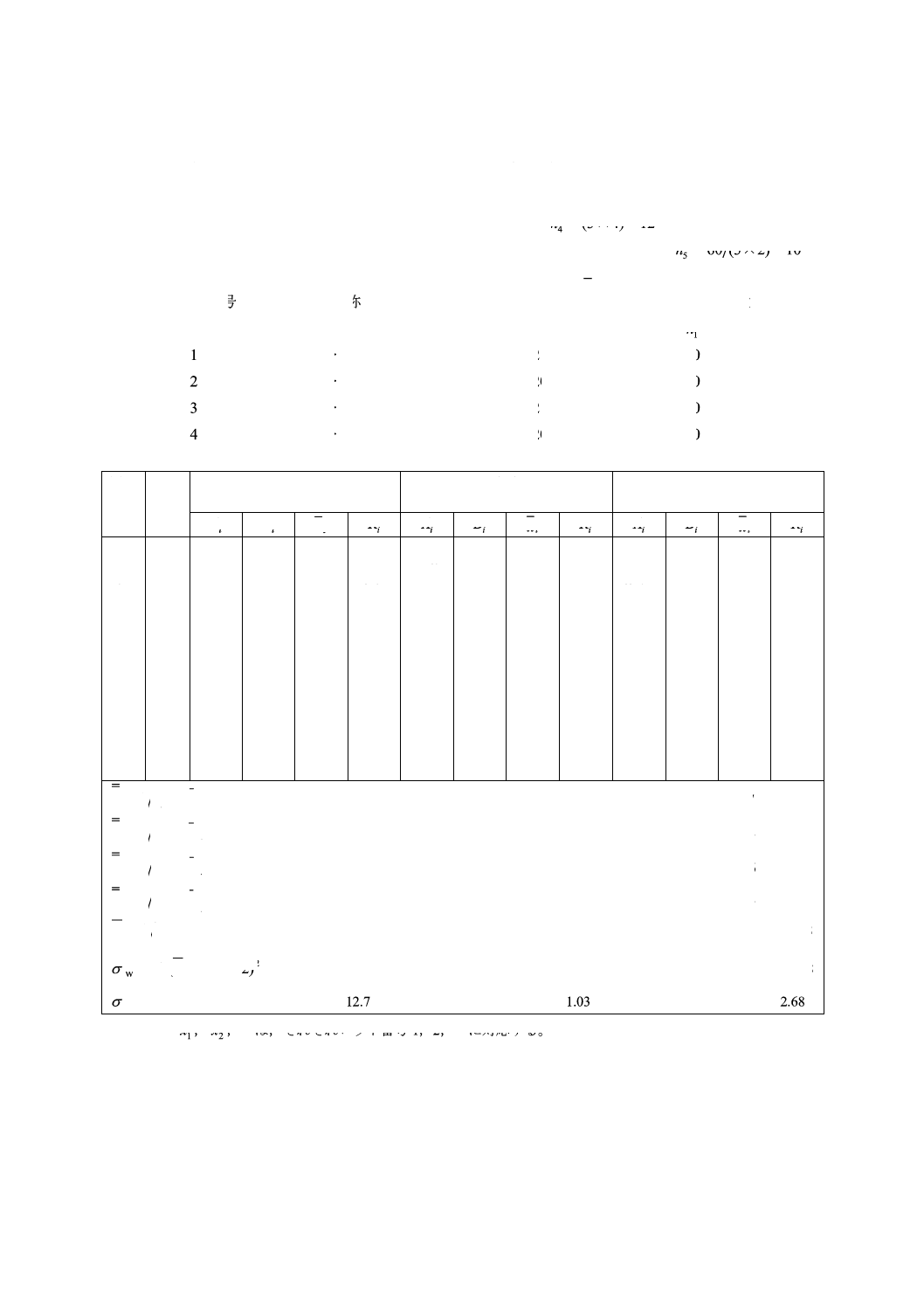
附属書A例3:4ロットの層別サンプリング[本体の図1 c) 参照]
ロットの詳細 サンプリングの詳細
鉱石の銘柄: ……………… インクリメントの質量:5 kg
鉱石の状態:(例えば,塊鉱石)………… 調査した層の数:
4n=(3×4)=12
品位変動区分:“中” 各交互試料中のインクリメント数:
5n=60/(3×2)=10
各ロットの層の数:
3
6=
n
ロット番号 ロットの名称 受渡し月日 ロットの質量 インクリメント数
(例えば,船名) (湿量t)
1n
1 ……… …… 21 459 60
2 ……… …… 20 964 60
3 ……… …… 21 400 60
4 ……… …… 20 750 60
層の
番号
ロッ
ト番
号
−10 mm(ふるい下)
%
水分
%
全鉄分
%
iA
iB
ix
iR
iA
iB
ix
iR
iA
iB
ix
iR
1
2
3
4
5
6
7
8
9
10
11
12
1
2
3
4
46.8
44.7
38.2
51.2
44.0
30.9
42.4
33.7
25.3
44.5
37.9
25.9
51.1
35.4
35.1
47.2
41.2
30.9
42.4
33.7
25.3
44.5
37.9
25.9
49.0
40.0
36.6
49.2
42.6
33.6
40.6
35.5
28.0
43.4
35.6
29.0
4.3
9.3
3.1
4.0
2.8
5.4
3.5
3.6
5.4
2.1
4.7
6.3
5.46
5.69
5.47
5.44
5.47
5.54
5.62
5.23
5.01
4.49
4.34
4.85
6.10
5.23
5.16
5.01
5.12
4.87
5.42
5.07
5.33
4.33
4.58
4.38
5.78
5.46
5.32
5.22
5.30
5.20
5.52
5.15
5.17
4.41
4.46
4.62
0.64
0.46
0.31
0.43
0.36
0.67
0.20
0.16
0.32
0.16
0.24
0.47
62.31
63.22
62.15
62.79
62.06
63.22
64.42
63.14
64.94
64.30
64.33
64.12
61.44
61.86
63.19
62.22
62.92
62.57
63.28
64.01
63.98
63.56
65.65
65.25
61.88
62.54
62.67
62.50
62.50
62.90
63.85
63.58
64.46
63.93
64.99
64.68
0.87
1.36
1.04
0.57
0.84
0.65
1.14
0.87
0.96
0.74
1.32
1.13
i
x
x
1
)3
1(
∑
=
41.9 5.52 62.37
i
x
x
2
)3
1(
∑
=
41.8 5.24 62.63
i
x
x
3
)3
1(
∑
=
34.7 5.28 63.96
i
x
x
4
)3
1(
∑
=
36.0 4.50 64.53
i
R
R
∑
)
12
1(
=
4.54 0.368 0.958
R
(
10
2
W=
∧σ
×
2)2
886
.0
161.873 1.064 7.208
W
∧σ 12.7 1.03 2.68
備考 記号
1x, 2x,…は,それぞれロット番号1,2,…に対応する。
14
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
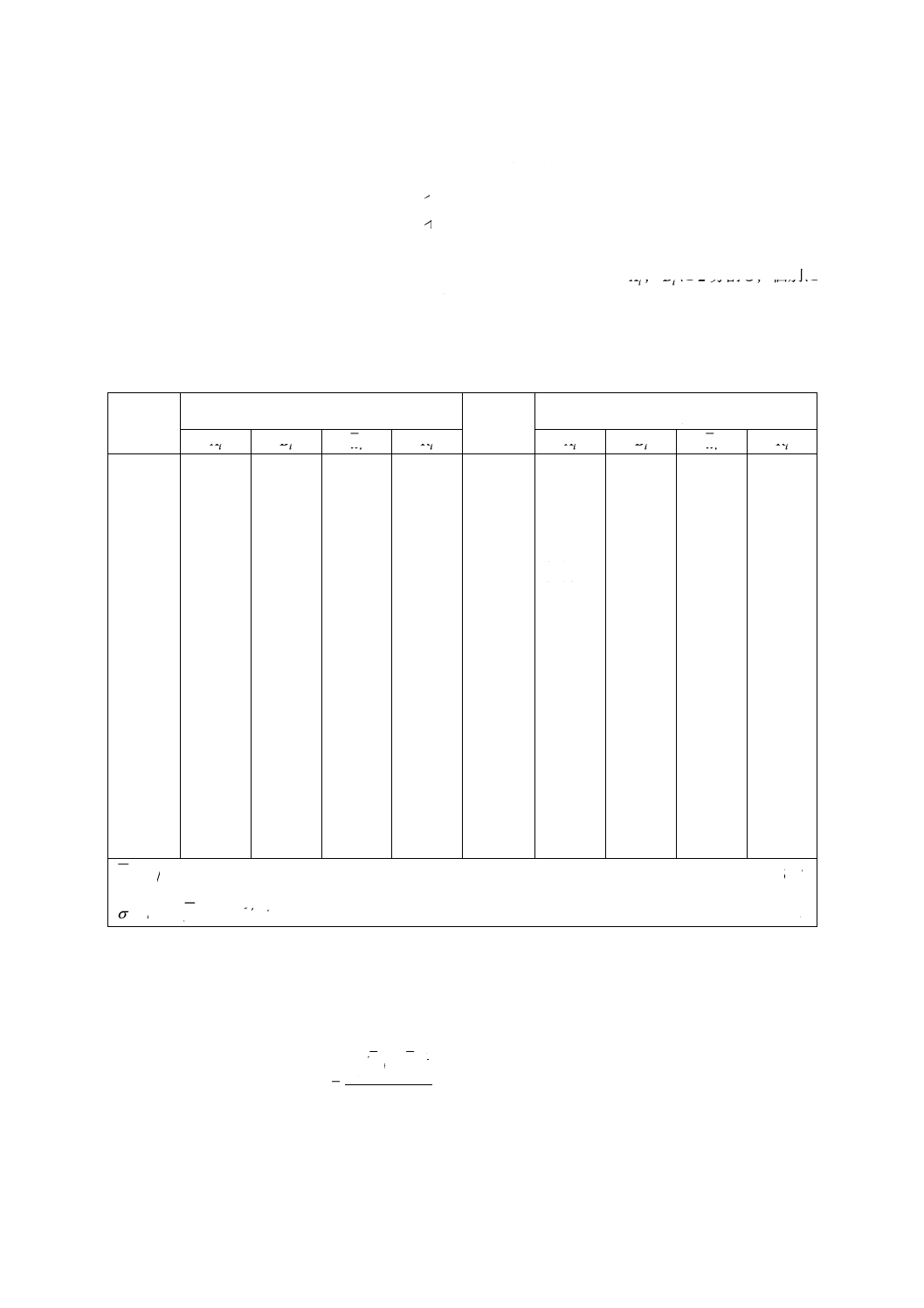
附属書A 例4:単純バリオグラムによる品位変動の評価
ロットの詳細 サンプリングの詳細
鉱石の銘柄: ……………………… インクリメントの質量:500 kg
鉱石の状態:(例えば,塊鉱石) …… インクリメントの数:40
品位変動区分:“小” 基準系統サンプリング,試料採取間隔=2 800 t
ロットの名称:(例えば,船名) …… 各インクリメントは重複試料
iA, iBに2分割し,個別に
調製及び分析
受渡月日:……… 測定特性:全鉄分 (%Fe)
ロットの質量:40×2 800=112 000 t(湿量)
インクリ
メント
全鉄分
%
インクリ
メント
全鉄分
%
iA
iB
ix
iR
iA
iB
ix
iR
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
65.22
64.57
65.41
65.76
65.41
64.99
65.41
64.85
65.72
65.56
65.87
66.17
65.70
65.08
64.16
64.61
65.36
65.20
65.22
65.16
64.79
64.84
65.52
65.26
65.49
65.06
65.23
64.97
65.83
65.66
65.29
65.96
65.22
64.97
64.19
64.55
65.11
64.96
65.35
65.16
65.01
64.71
65.47
65.51
65.45
65.03
65.32
64.91
65.78
65.61
65.58
66.06
65.46
65.03
64.18
64.58
65.24
65.08
65.29
65.16
0.43
0.27
0.11
0.50
0.08
0.07
0.18
0.12
0.11
0.10
0.58
0.19
0.48
0.11
0.03
0.06
0.25
0.24
0.13
0.00
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
65.22
64.98
64.47
65.31
64.83
65.15
65.14
65.15
64.86
65.23
65.14
65.10
65.00
65.16
64.76
65.18
65.20
65.14
65.07
65.14
65.36
64.96
64.82
65.06
64.94
65.06
65.14
64.68
64.94
65.23
65.43
65.23
65.04
65.08
64.84
65.14
65.18
65.07
64.80
65.35
65.29
64.97
64.65
65.20
64.89
65.11
65.14
64.92
64.90
65.23
65.29
65.17
65.02
65.12
64.80
65.16
65.19
65.11
64.94
65.25
0.13
0.02
0.35
0.23
0.11
0.09
0.00
0.47
0.08
0.00
0.29
0.13
0.04
0.08
0.08
0.04
0.02
0.07
0.27
0.21
∑
i
R
R
)
40
1(
=
0.166 7
R
(
2/
2
PM
=
∧σ
×
2/
)2 6
88
.0
2
0.011 2
本体の式 (8) は,例題中の重複測定値の平均値の実験的バリオグラムの計算に用いる。例えば,2 800 t
間隔で採取したインクリメントの39組に相当する39個の合計から,ラグ1 (t
∆=2 800 t) の実験的バリオ
グラムは,次のようになる。
)
39
2(
)
(
)
(
39
1
2
1
E
×
∑
=
+−
∆
i
i
i
x
x
t
V
=
=[(64.71−65.01)2+(65.47−64.71)2+(65.51−65.47)2+…(65.25−64.94)2]/(2×39)
=0.068 6
15
M 8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試料調製及び測定の分散は,ISO 3085に規定する方法によって,重複分析値
iA及び iBの差から求める。
この例では,試料調製及び測定の分散の半分は0.011 2であり,したがって,ラグ1の修正バリオグラムは
次のようになる。
)
(
)
(
E
C
1
t
V
t
V
V
∆
∆=
=
−0.011 2=0.068 6−0.011 2=0.057 4
同様に,ラグ2(5 600トン)の38組の試料では,ラグ2の実験的バリオグラムは,次のようになる。
)
38
2(
)
(
)
(
38
1
2
2
E
×
−
∆
∑
=
+
i
i
i
x
x
t
V
=
=[(65.47−65.01)2+(65.51−64.71)2+(65.45−65.47)2+…(65.25−65.11)2]/(2×38)
=0.102 1
ラグ2の修正バリオグラムは,次のようになる。
)
2(
)
2(
E
C
2
t
V
t
V
V
∆
∆=
=
−0.011 2=0.102 1−0.011 2=0.090 9
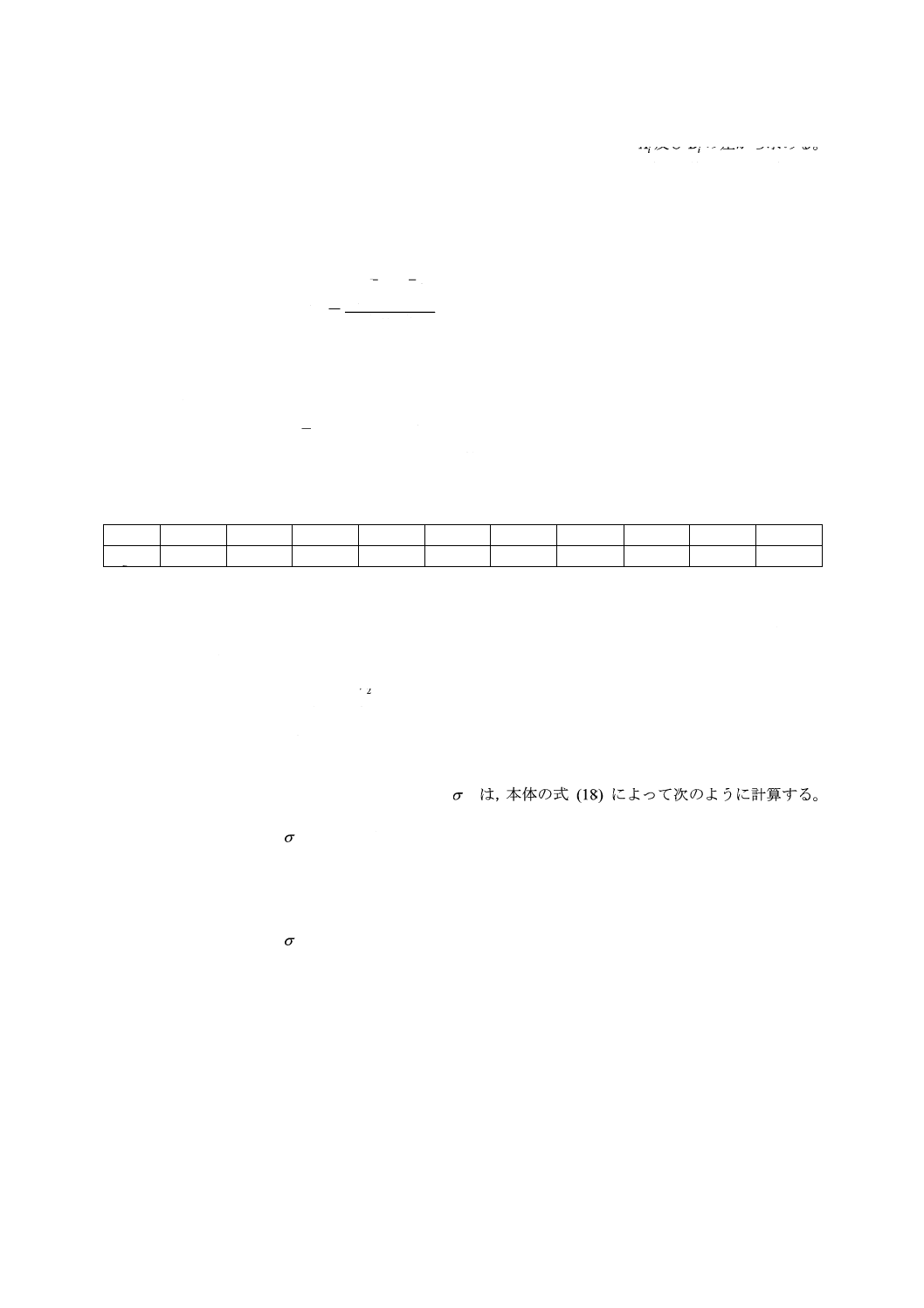
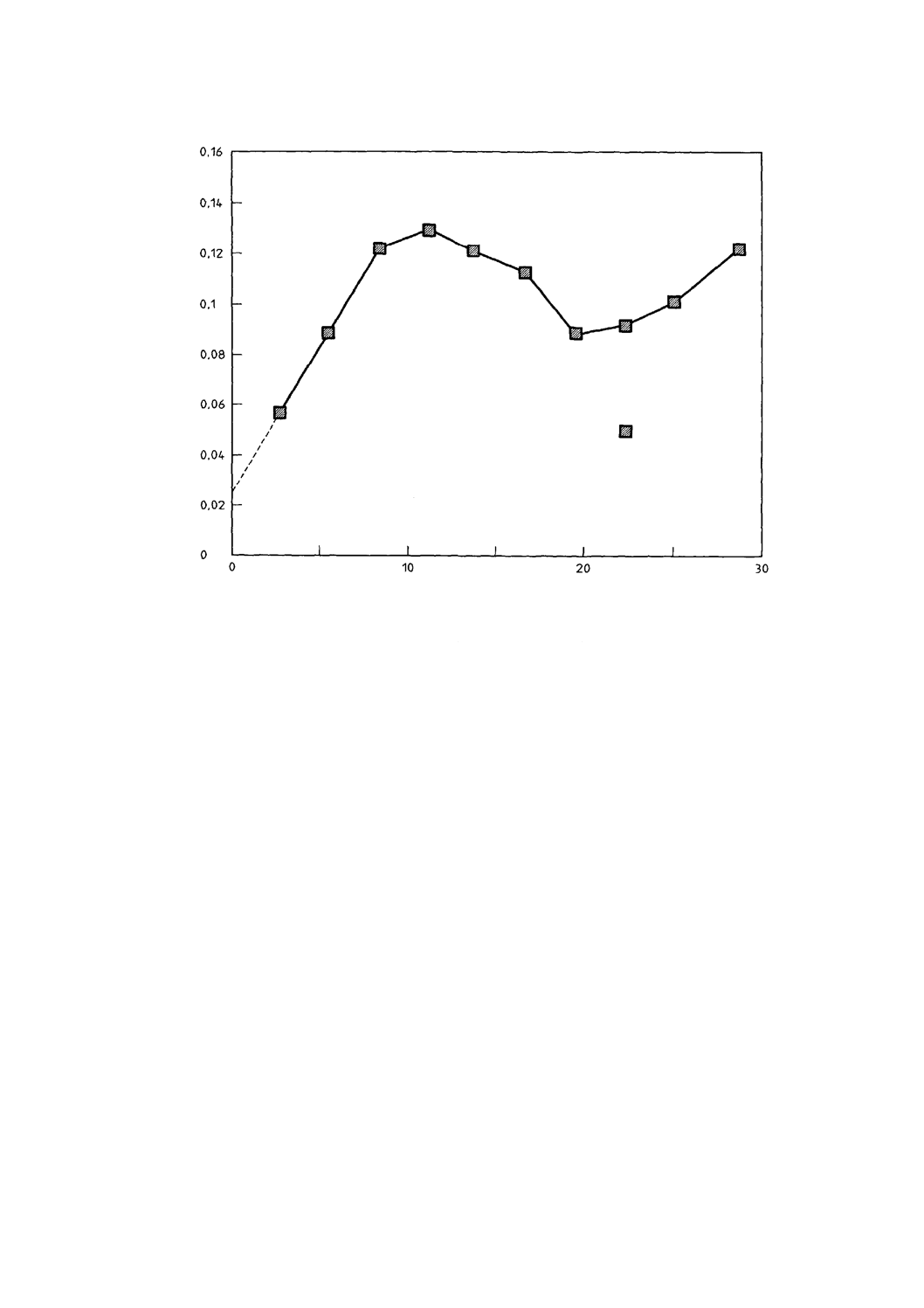
ラグ3,4,…,nの修正バリオグラムは,同様に計算できる。最初の10ラグの修正値は次の表のとおり
で,図A.1に示す。
ラグ
1
2
3
4
5
6
7
8
9
10
C
V
0.057 4
0.090 9
0.122 2
0.130 3
0.120 0
0.113 1
0.087 0
0.091 3
0.101 0
0.121 3
本体の6.2及び6.3によって,バリオグラム値から品位変動を決定する。
切片0
Vは,図A.1に示すように,2
Vと1Vとを通る直線の延長がゼロラグの軸を切る点として計算する。
本体の式 (13) によって,
0
V=
1
2V−
2V
=2 (0.057 4)−0.090 9=0.023 9
傾きBは,本体の式 (14) によって,次のように計算する。
2
(
V
B=
−
t
V∆
/)
1
=(0.090 9−0.057 4) /2 800=1.20×10−5
系統サンプリングに対しては,品位変動の推定値
W
∧σは,本体の式 (18) によって次のように計算する。
0
2
W
V
=
∧σ
+
6
/t
B∆
=0.023 9+1.2×10−5×2 800/6
=0.029 5
したがって,
W
∧σ
=0.17 %Fe
16
M8707:2004 (ISO 3084:1998)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.1 修正バリオグラム及びゼロラグ外挿
修正バリオグラム
ラグ (1 000 t)
バ
リ
オ
グ
ラ
ム