2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
M 3906-1959
コールピックスチール
Coal Pick Steel
1. 適用範囲 この規格は,CA−7形用炭素鋼コールピックスチール(以下,ピックスチールという。)
について規定する。
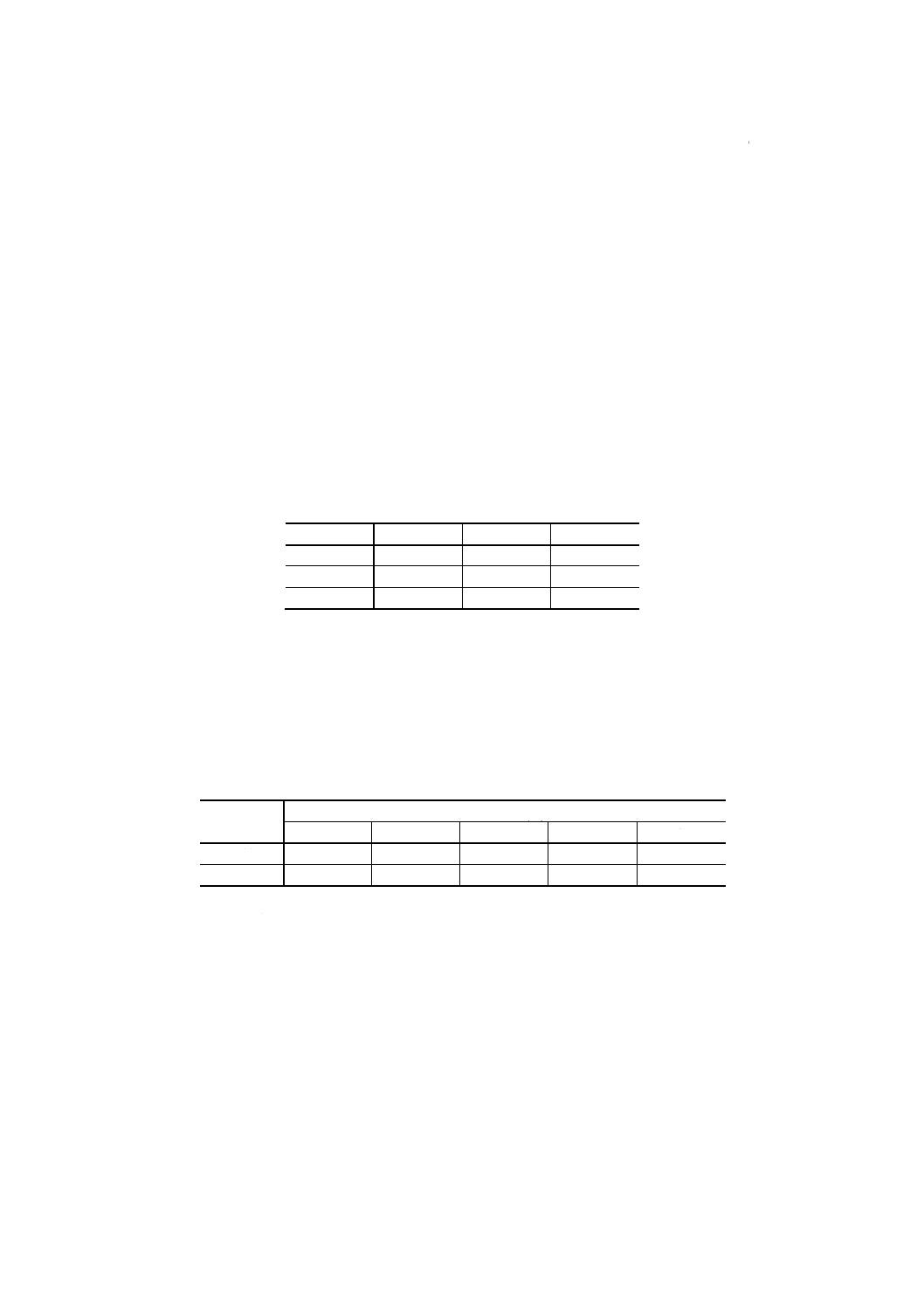
2. 種類 ピックスチールは全長の寸法により,表1のとおり3種類に区分する。
表1
単位 mm
種類
記号
全長
備考
I型
M400
400
鉱山用
II型
M450
450
鉱山用
III型
C600
600
土木用
3. 製造方法 ピックスチールは,圧延棒鋼を所要の長さに切断し,鍛造成形後,機械加工および熱処理
を行なうものとする。
4. 品質
4.1
ピックスチールの化学成分は,表2による。
表2
種類
化学成分 (%)
C
Si
Mn
P
S
1種
0.55〜0.70
0.35以下
0.50以下
0.030以下
0.030以下
2種
0.70〜0.85
0.35以下
0.50以下
0.030以下
0.030以下
備考1. 不純物として,各種ともCu 0.30%,Ni 0.25%,Cr 0.20%をこえてはならな
い。
2. 各種とも0.25%以下のVを添加してもさしつかえない。
4.2
ピックスチールは品質良好で,鍛造によるまくれ,焼割れなどの欠点があってはならない。
4.3
シャンク部は研摩仕上げとし,他は荒仕上げを原則とする。
4.4
ピックスチールの各部のかたさは,表3を原則とする。
2
M 3906-1959
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3
名称
かたさ
(ロックウェルC)
シャンク頭部
45〜55
身部
30〜40
刃先部
55〜60
備考 刃先の焼入は,注文者の要求によ
り行なう。
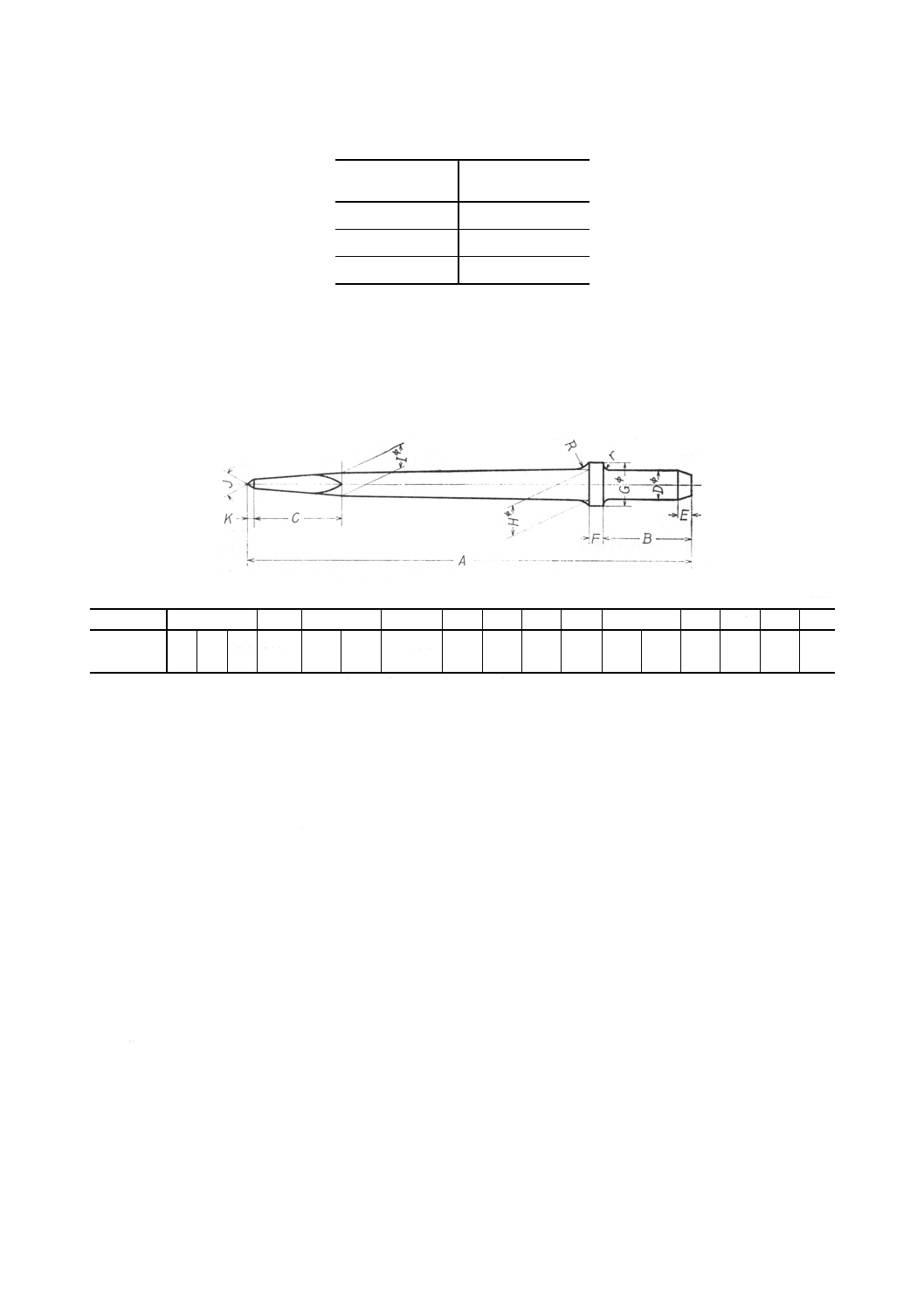
5. 形状・寸法および許容差 ピックスチールの形状・寸法および許容差は,図1による。
図1
単位 mm
記号
A
B
C
Dφ
E
F
Gφ
Hφ
Iφ
J
K
R
r
寸法および
許容差
400 450 600 80
5
.
0
0
−
+
80
(60)
26
1
6
0
.
0
0
4
0
.
0
−
−
13
12
40
28
21
(25) 60°
5
15
5
備考1. C,I,Kは基準寸法とし,注文者の要求ある場合は別に定める。
2. 表中かっこ内数値は,岩石用を示す。
6. 試験
6.1
化学分析試験
6.1.1
化学分析試料は,JIS G 0303(鋼材の検査通則)による。
6.1.2
化学分析方法は,つぎの規定による。
JIS G 1201(鋼および銑鉄の分析方法の通則)
JIS G 1211(鋼および銑鉄の炭素分析方法)
JIS G 1212(鋼および銑鉄のけい素分析方法)
JIS G 1213(鋼および銑鉄のマンガン分析方法)
JIS G 1214(鋼および銑鉄のりん分析方法)
JIS G 1215(鋼および銑鉄のいおう分析方法)
JIS G 1216(鋼および銑鉄のニッケル分析方法)
JIS G 1217(鋼および銑鉄のクロム分析方法)
JIS G 1219(鋼および銑鉄の銅分析方法)
JIS G 1221(鋼および銑鉄のバナジウム分析方法)
6.2
かたさ試験 JIS Z 2245(ロックウェルかたさ試験方法)による。
3
M 3906-1959
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 検査
7.1
外観,寸法,化学分析試験およびかたさ試験の成績は,4.および5.の規定に適合しなければならない。
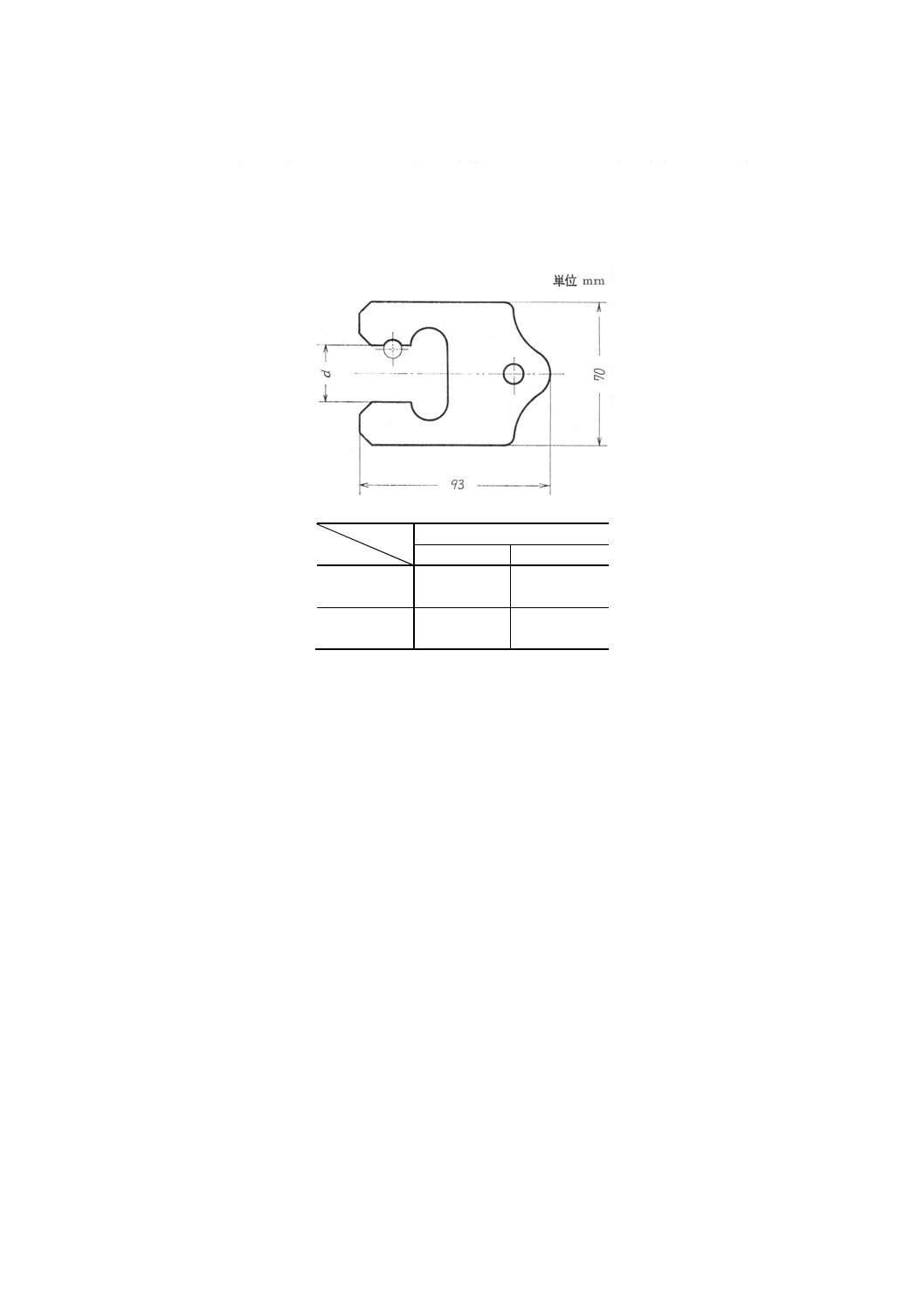
7.2
シャンク部の寸法は,図2に規定する検査用ゲージにより検査を行ない,これに合格しなければな
らない。
図 2
単位 mm
記号
種別
d
寸法
許容差
通り用
26
−0.038
−0.040
止り用
26
−0.061
−0.063
8. 表示
8.1
ピックスチールのフランジ部には,製造業者名を表示する刻印を施さなければならない。
8.2
検査に合格したものには,注文者の要求により種類の記号および材質の種類などを明示する。