2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 5119-1987
精紡筋ローラ
Fluted Rollers for Spinning Frames
1. 適用範囲 この規格は,精紡機に用いる筋ローラ(以下,筋ローラという。)について規定する。ただ
し,筋形寸法は,JIS L 5121(精紡筋ローラの筋形寸法)による。
引用規格:
JIS B 0405 削り加工寸法の普通許容差
JIS B 7507 ノギス
JIS B 7520 指示マイクロメータ
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4105 クロムモリブデン鋼鋼材
JIS L 5121 精紡筋ローラの筋形寸法
JIS Z 2245 ロックウェル硬さ試験方法
JIS Z 2246 ショア硬さ試験方法
対応国際規格:
ISO 3464 Textile machinery and accessories−Bearings for bottom rollers and allied dimensions
capswith central nose and caps with side lugs
ISO 5233 Textile machinery and accessories−Bottom fluted rollers for drafting systems
2. 種類 筋ローラの種類は,精紡機への取付位置によって区分し,表1の2種類とする。
表1 筋ローラの種類
種類
筋形
フロント用及びバック用筋ローラ
スパー形又はヘリカル形
クレードル用筋ローラ
ナールド形
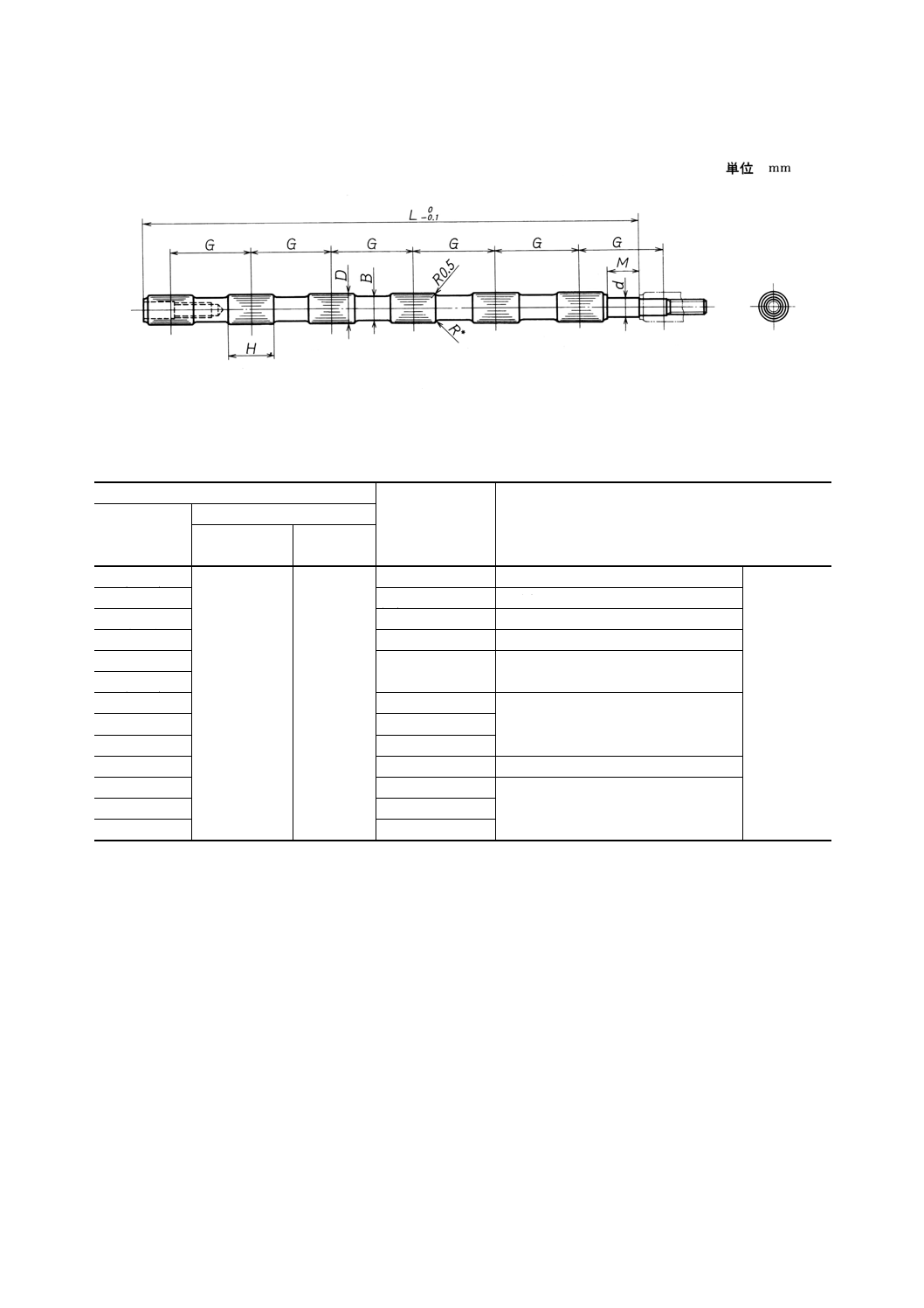
3. 形状・寸法 筋ローラの形状を,一例として図に示す。
また,寸法は,表2〜4のとおりとする。
2
L 5119-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 筋ローラの形状例
注* Rは特に規定しない。
備考 図には,一例として,中間に使用する6錘スパー形,ねじ接手のものを示した。
表2 筋部径・ぬすみ部・軸受部径の寸法
単位mm
筋部径
ぬすみ部径
B
軸受部径
d
D
許容差
フロント用
バック用
クレードル
用
(22.22)
0
−0.05
±0.05
19, 20.5
15.87, 16, 16.5
許容差は表4
による。
25
(21), 23
16, 16.5, 17, 18, 18.5, 19
(25.4)
22, 23
16, 16.5, 17, 18, 18.5
27
25
16.5, 17, 18, 18.5, 19, 20
28.5
26.5
16, 16.5, 17, 18, 18.5, 19, 20
(28.57)
30
28
19, (19.05) , 20, 21, 22
32
30
35
33
38
35
25
40
37
30
44
40
48
44
備考1. 括弧内寸法は,新しく設計する機種には使用しない。
2. Bのぬすみ部径寸法は,転造段なし筋ローラには適用しない。
3. Bの許容差は,JIS B 0405(削り加工寸法の普通許容差)の中級による。
3
L 5119-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 スピンドルゲージ・筋幅・軸受部幅の寸法
単位mm
スピンドルゲージ
G
筋幅
H
軸受部幅
M
65
30
12
許容差
は表4
による。
(66.67)
33
13
(69.85)
36
19
70
38
20
75
40
22
80
45
24
82.5
50
(25.4)
85
55
26
95
60
30
100
32
105
120
150
170
備考1. 括弧内寸法は,新しく設計する機種には使用しない。
2. G及びHの許容差は,JIS B 0405の中級による。
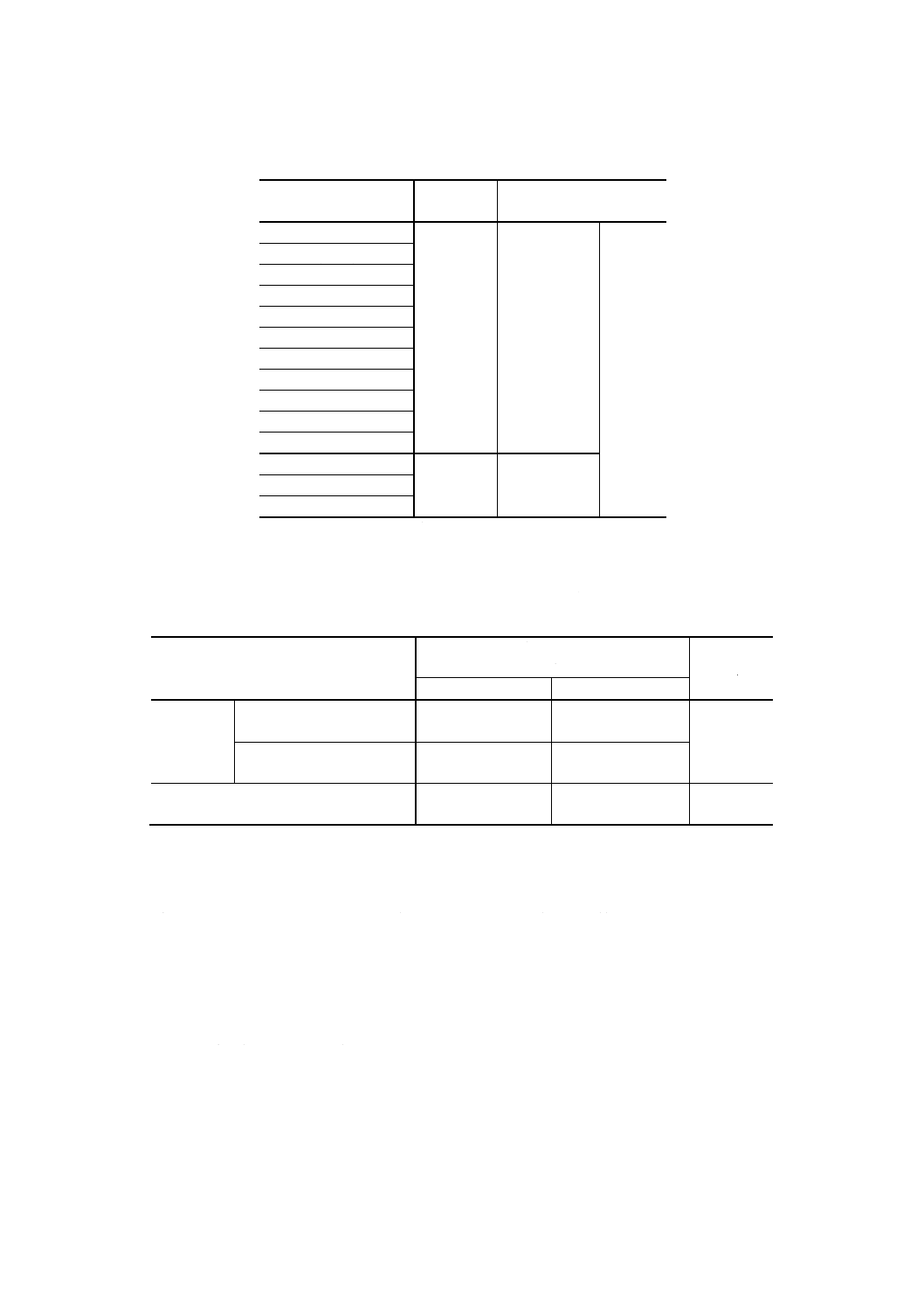
表4 軸受部径・軸受部幅の許容差
単位mm
継手の種類
軸受部径
d
軸受部幅
M
10を超え18以下
18を超え30以下
ねじ継手
ボールベアリング用
−0.006
−0.017
−0.007
−0.020
−0.1
−0.3
ニードルベアリング用
+0.008
−0.003
+0.009
−0.004
スプライン継手
±0.0055
±0.0065
0
−0.1
4. 品質
4.1
振れ 振れは6.2によって試験したとき,1スタッフ(1)内において0.04mm以下でなければならない。
なお,軸受部を中心として,これとかん合する相手ローラに隣接する筋部の外周の振れも,0.04mm以
下でなければならない。
注(1) スタッフとは,図の中でLで示される長さをいう。
4.2
硬さ 表面の硬さは6.3によって試験したとき,HRC56以上又はHS75以上でなければならない。
4.3
外観 外観は,6.4によって試験したとき,使用上有害なきず,割れ,さび,まくれ及びその他の欠
点がなく,仕上げは良好でなければならない。
5. 材料 材料は,JIS G 4051(機械構造用炭素鋼鋼材)のS45C,S48C又はJIS G 4105(クロムモリブ
デン鋼鋼材)のSCM415を使用する。
4
L 5119-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 試験方法
6.1
寸法 寸法は,JIS B 7507(ノギス)及びJIS B 7520(指示マイクロメータ)に規定のもの又はこれ
らと同等以上の精度をもつ測定器具を用いて測定する。
6.2
振れ 振れは,ローラの左右2か所を三角台で受け,ローラを静かに回転させ,アタッチメント付
ダイヤルゲージを用いてローラの外径を測定する。
6.3
硬さ 硬さは,JIS Z 2245(ロックウェル硬さ試験方法)又はJIS Z 2246(ショア硬さ試験方法)に
よって測定する。
6.4
外観 外観は,視感によって,その状態を調べる。
7. 検査 検査は,寸法及び品質について6.によって試験を行い,それぞれ3.及び4.の規定に適合した場
合を合格とする。
8. 製品の呼び方 製品の呼び方(以下,名称という。)は,次のとおりとする。
(1) フロント用及びバック用筋ローラで筋形がスパーのときは,種類,筋形及び筋部の径 (D) ×スピンド
ルゲージ (G) による。
(2) フロント用及びバック用筋ローラで筋形がヘリカルのときは,種類,筋形及び筋部の径 (D) ×スピン
ドルゲージ (G) ×ヘリカル形のねじれ角度 (α) による。
(3) クレードル用筋ローラは,種類,筋形及び筋部の径 (D) ×スピンドルゲージ (G) ×ナールド形の筋
形ピッチ (P) による。
例1: 精紡フロント用スパー形筋ローラ:φ25×75G
例2: 精紡バック用ヘリカル形筋ローラ:φ25×75G×5°
例3: 精紡クレードル用ナールド形筋ローラ:φ25×75G×1.4P
9. 表示 筋ローラには,適当な箇所に次の事項を表示する。
(1) 製品
(a) 製造業者名又はその略号
(2) 包装
(a) 名称
(b) 製造業者名及びその略号
(c) 製造番号
(d) 製造年月
5
L 5119-1987
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏 名
所 属
(委員長)
中 島 粂 男
大阪府立大学名誉教授
半 田 武
通商産業省機械情報産業局
吉 田 信 之
工業技術院標準部
上 月 利 一
東洋紡績株式会社
春 田 茂利夫
日東紡績株式会社
筒 井 清次郎
日本紡績協会
保 田 敏 弘
鈴喜産業株式会社
井 筒 清 治
豊和工業株式会社
西 川 尚 武
株式会社豊田自動織機製作所
井 上 弥寿夫
大阪機工株式会社
吉 川 宏
株式会社オーエム製作所
川 北 健
株式会社石川製作所
西 川 玉 敬
関西繊維機器工業会
宝 金 昭 造
社団法人日本繊維機械協会
(事務局)
渡 辺 英 三
日本繊維機械国際標準化協議会
君 塚 正 二
日本繊維機械国際標準化協議会