L 4406 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条において準用する第12条第1項の規定に基づき,日本カーペット工
業組合 (JCMA) から工業標準原案を具して日本工業規格を改正すべきと申出があり,日本工業標準調査会
の審議を経て,通商産業大臣が改正した日本工業規格である。これによってJIS L 4406 : 1998は改正され,
この規格に置き換えられる。
JIS L 4406には,次に示す附属書がある。
附属書(参考) 電気抵抗試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 4406 : 2000
タイルカーペット
Tile carpet
1. 適用範囲 この規格は,タフテッドカーペットのタイルカーペット(1)の要求事項について規定する。
注(1) モジュール方式で使用することを目的として,あらかじめ決められた形状で作成した繊維製床
敷物。カーペットタイルともいう。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,その最新版(追補を含む。)を適用する。
JIS A 5430 繊維強化セメント板
JIS B 7503 ダイヤルゲージ
JIS B 7514 直定規
JIS B 7524 すきまゲージ
JIS B 7526 直角定規
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS K 2240 液化石油ガス(LPガス)
JIS L 0212-1 繊維製品用語(衣料を除く繊維製品)−第1部:繊維製床敷物
JIS L 0805 汚染用グレースケール
JIS L 0842 紫外線カーボンアーク灯光に対する染色堅ろう度試験方法
JIS L 0849 摩擦に対する染色堅ろう度試験方法
JIS L 1013 化学繊維フィラメント糸試験方法
JIS L 1021 繊維製床敷物の構造に関する試験方法
JIS L 1022 繊維製床敷物の荷重による厚さ減少に関する試験方法
JIS L 1023 繊維製床敷物の性能に関する試験方法
JIS L 1030-1 繊維製品の混用率試験方法−第1部:繊維鑑別
JIS L 1030-2 繊維製品の混用率試験方法−第2部:繊維混用率
JIS L 1095 一般紡績糸試験方法
JIS R 3202 フロート板ガラス及び磨き板ガラス
JIS Z 1528 両面粘着テープ
JIS Z 8305 活字の基準寸法
JIS Z 8401 数値の丸め方
3. 定義 この規格の中で用いる主な用語の定義は,JIS L 0212-1によるほか,JIS L 1021の3.(定義)に
よる。
2
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 種類 タイルカーペットの種類は,5.3〜5.5に定める品質によって,第一種及び第二種とする。また,
パイルの形状及び難燃性によって次のとおりとする。
a) パイルの形状による種類
1) カットパイル
2) ループパイル
3) カット/ループパイル
b) 難燃性による種類
1) 難燃(タイルカーペットを製造した後に,難燃加工を施したものを除く。)
2) なし
5. 品質
5.1
幅及び長さ 幅及び長さは,7.2によって試験したとき,表示値に対して±0.1%以内とする。
5.2
直角の程度 直角の程度は,7.3によって試験したとき,幅又は長さの表示値に対して0.1%以下と
する。
5.3
単位面積当たりの基部上のパイルの質量 単位面積当たりの基部上のパイルの質量は,7.4によって
試験したとき,表1のとおりとする。
表1 単位面積当たりの基部上のパイルの質量
単位 g/m2
品質による種類
第一種
第二種
350以上
250以上
5.4
パイル糸の引抜き強さ パイル糸の引抜き強さは,7.5によって試験したとき,表2のとおりとする。
表2 パイル糸の引抜き強さ
単位 N
品質による種類
パイルの形状による種類
第一種
第二種
カットパイル
13.0以上
11.0以上
ループパイル
24.5以上
19.5以上
カット/ループパイル
カットパイル部
13.0以上
カットパイル部
11.0以上
ループパイル部
24.5以上
ループパイル部
19.5以上
5.5
摩擦を伴った動的荷重による厚さ減少率 摩擦を伴った動的荷重による厚さ減少率は,7.6によって
試験したとき,表3のとおりとする。
表3 摩擦を伴った動的荷重による厚さ減少率
品質による種類
第一種
第二種
15.0%以下
25.0%以下
5.6
キャスターチェアによる幅及び長さの変化率 キャスターチェアによる幅及び長さの変化率は,7.7
によって試験したとき,0.15%以下とする。
3
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.7
熱及び水の影響による幅及び長さの変化率 熱及び水の影響による幅及び長さの変化率は,7.8によ
って試験したとき,0.10%以下とする。ただし,補強層がビチューメンのものについては0.25%以下であっ
てもよい。
5.8
熱及び水の影響による反り 熱及び水の影響による反りは,7.9によって試験したとき,1.5mm以下
とする。
5.9
帯電性 帯電性は,7.10によって試験したとき,2.0kV以下とする。
5.10 難燃性 難燃性を表示するタイルカーペットについては,7.11によって試験したとき,表4のとお
りとする。
表4 難燃性
項目
残炎時間 秒
炭化長 cm
たて方向
20以下
10以下
よこ方向
5.11 パイル糸の染色堅ろう度 パイル糸の染色堅ろう度は,7.12によって試験したとき,表5のとおり
とする。ただし,特定の色相(2)のものは,耐光堅ろう度又は摩擦堅ろう度(乾燥)のいずれか一方が,基
準より1級下であってもよい。
注(2) 特に濃色のもの(無彩色で明度の低いもの,明度が低くて彩度の高いもの及びJIS L 0805に規
定する汚染用グレースケールで判定して2級以下のもの。)又は,特に淡色のもの(明度が高く
て彩度の低いもの及びJIS L 0805に規定する汚染用グレースケールで判定して3級以上のもの。)
をいう。
表5 パイル糸の染色堅ろう度
項目
等級
耐光堅ろう度
4級以上
摩擦堅ろう度(乾)
5.12 パイル糸の油脂分及び溶剤抽出分 パイル糸の油脂分及び溶剤抽出分は7.13によって試験したとき,
表6のとおりとする。
表6 パイル糸の油脂分及び溶剤抽出分
パイル糸の種類
油脂分
溶剤抽出分
紡
績
糸
毛(混紡を含む)
1.2%以下
−
アクリル(アクリル系を含む。),ポリエステル,
ナイロン又はこれらを混用したもの
0.9%以下
その他
1.2%以下
フィラメント
−
0.9%以下
5.13 外観 外観は,表7のとおりとする。
表7 外観
項目
外観
穴・裂けの欠点
ないこと。
汚れの欠点
目立たないこと。
補修の跡の欠点
目立たないこと。
その他の欠点
たて筋,よこ段などの欠点
が目立たないこと。
4
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 材料 パイルの組成繊維は製品に適するものを用いる。また,有害物質(3)が基準を超えて含有される
材料は,使用してはならない。
注(3) 有害物質は,有害物質を含有する家庭用品の規制に関する法律(昭和48年法律第112号)に規定
するものをいう。
7. 試験方法
7.1
試料・試験片の採取及び準備 試料及び試験片の採取及び準備は,JIS L 1021の4.(試料・試験片
の採取及び準備)による。ただし,難燃性の試験に供する試験片の採取及び調整については7.11.2による。
7.2
幅及び長さ
7.2.1
器具 測定器具は,0.05mmまで測定できるものを用いる。
7.2.2
試験片 試験片は,製品全形3枚とする。
7.2.3
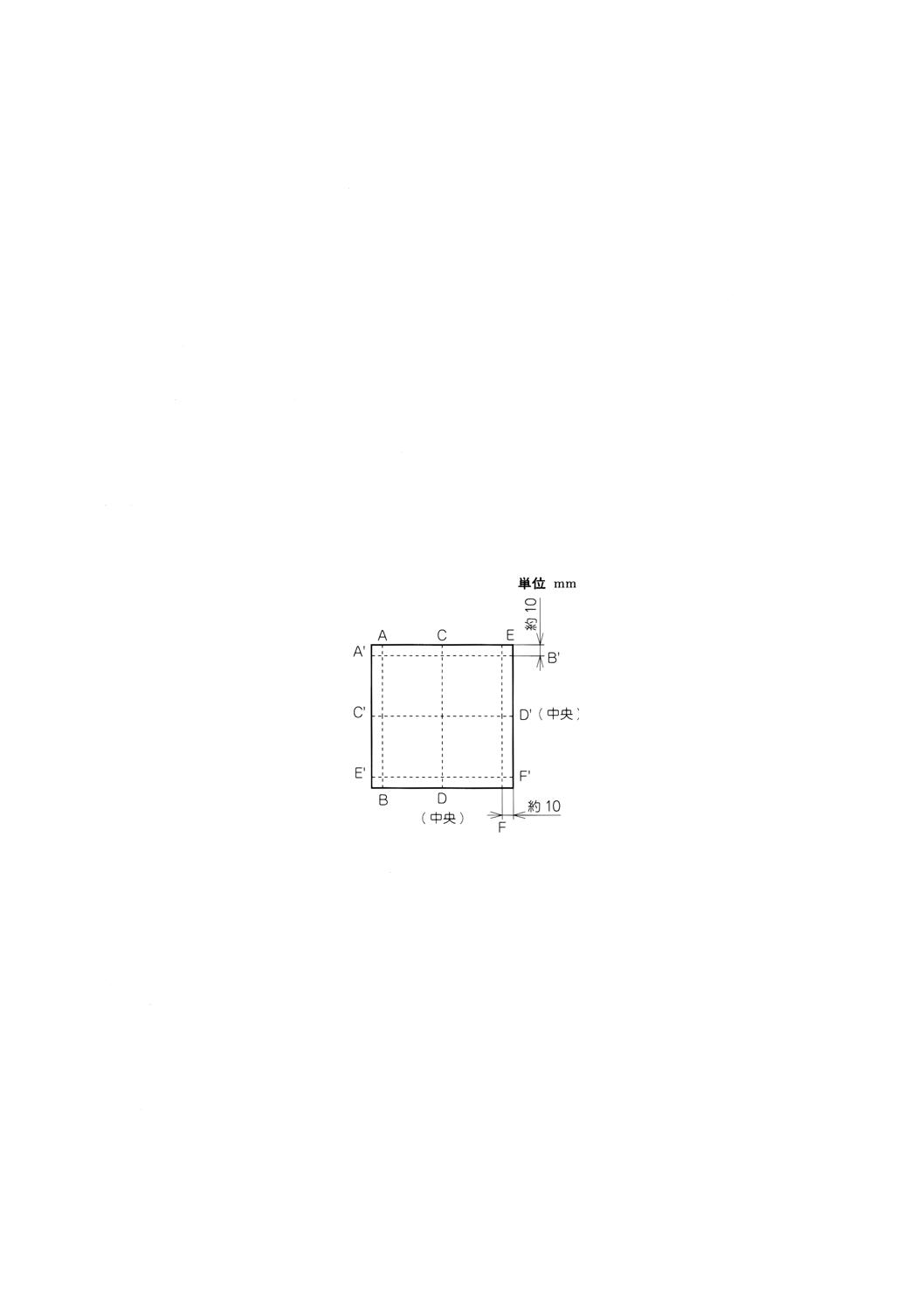
方法 幅及び長さの測定方法は,試験片を平らな台の上に置き,図1に示すようにタイルカーペッ
トの幅及び長さ方向にそれぞれ3本の測定線(AB, EF, A'B'及びE'F'は試験片の端から約10mmの点,CD
は上辺及び下辺の中心点,C'D'は左辺及び右辺の中心点)を決め,0.05mmまで測定する(4)。測定は,試験
片3枚について行う。
注(4) 試験片に反りがある場合は,平板などで平らにして測定する。また,パイル糸を挟まないよう
に注意して測定する。
図1 幅及び長さの測定箇所
7.2.4
計算 幅及び長さは,次のとおり求める。
a) 試験片1枚ごとの幅の測定値A'B', C'D'及びE'F'の平均値を算出し,JIS Z 8401によって小数点以下1
けたに丸める。また,同様に長さの測定値AB, CD及びEFの平均値を算出し,JIS Z 8401によって小
数点以下1けたに丸める。
b) a)で求めた平均値から,試験片3枚の幅及び長さの平均値をそれぞれ算出し,JIS Z 8401によって小
数点以下1けたに丸める。
7.3
直角の程度
7.3.1
器具 測定器具は,次のダイヤルゲージ付きL字形鋼製測定器具及び直定規,又はL字形鋼製測
定器具及びすきまゲージを用いる。
a) ダイヤルゲージ付きL字形鋼製測定器具 タイルカーペットの辺の長さより大きいL字形鋼製測定器
具に,JIS B 7503に規定する日量0.01mmダイヤルゲージ2個を固定したもの(L字形鋼製測定器具
の直角の位置から約10mmの位置及びタイルカーペット測定辺の端から約10mmの位置)とする。
5
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 直定規 JIS B 7514に規定するもの又は直線部の面がこれと同等以上の精度があるものとする。
c) L字形鋼製測定器具 JIS B 7526に規定するもの又はこれと同等以上の精度があるものとする。
d) すきまゲージ JIS B 7524に規定するゲージとする。
7.3.2
試験片 試験片は,製品全形3枚とする。
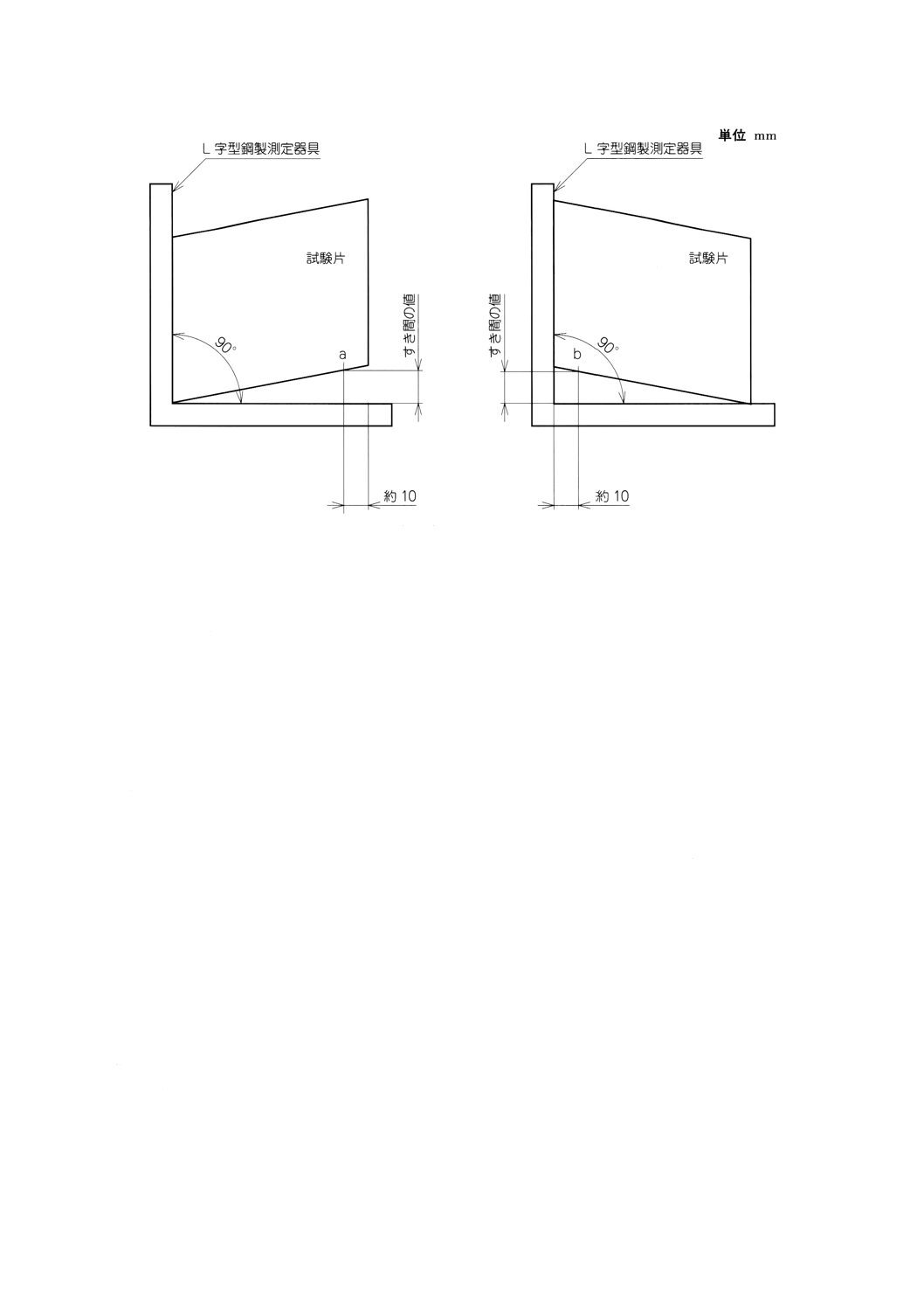
7.3.3
方法 直角の程度の測定方法は,試験片3枚について,ダイヤルゲージ付きL字形鋼製測定器具
又はすきまゲージを用い,次のとおり試験片の四辺を測定する。
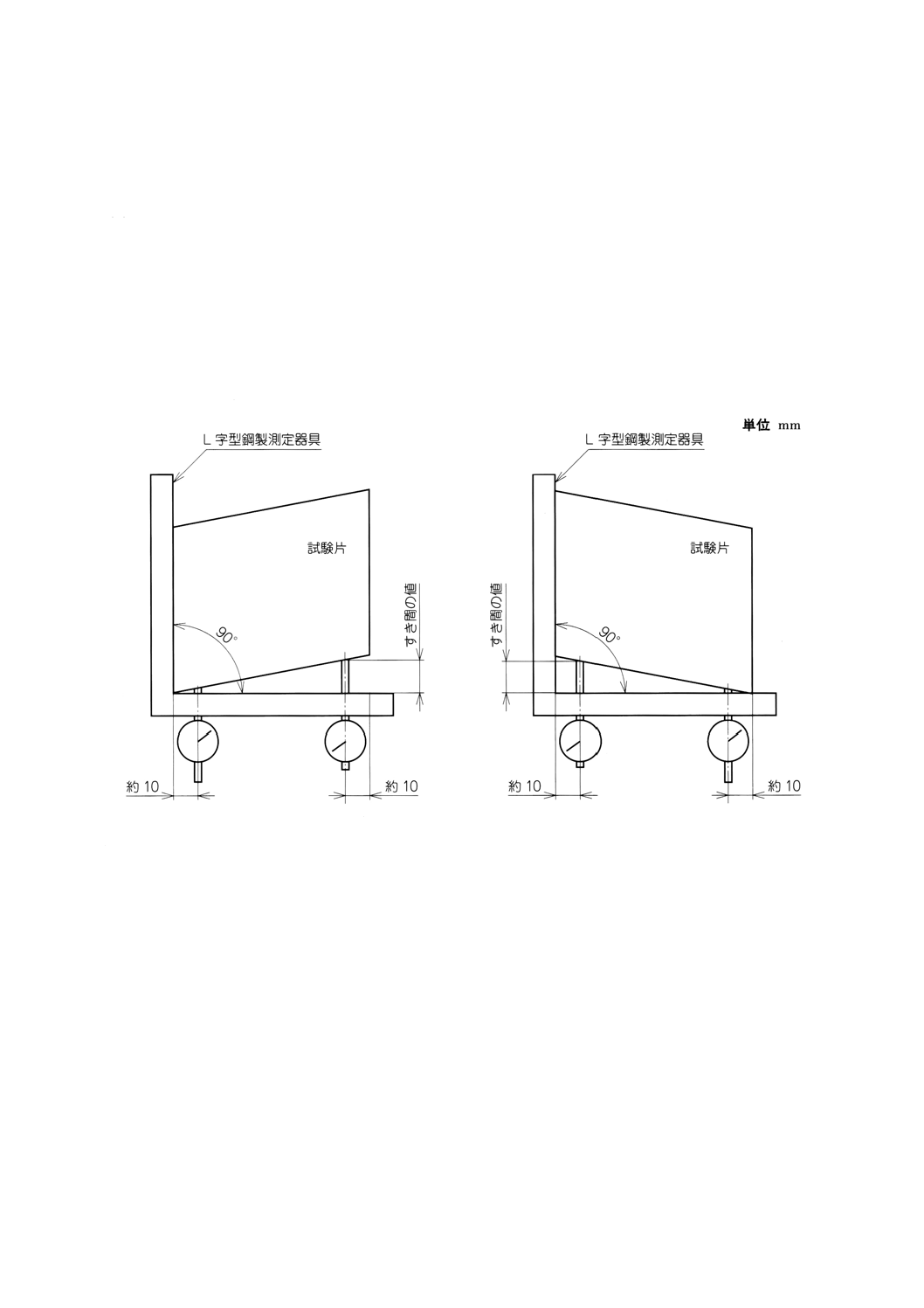
a) ダイヤルゲージ方式の場合 ダイヤルゲージ付きL字形鋼製測定器具のダイヤルゲージが付いている
辺の内側に直定規を押し当て,ダイヤルゲージの0点を調整する。次に,ダイヤルゲージが付いてい
ない辺の内側に試験片の一辺を軽く押し当てたまま,試験片をダイヤルゲージ側にゆっくり移動させ,
試験片の一部をダイヤルゲージが付いている辺の内側に接触させたとき,図2に示す位置におけるす
き間の値を,ダイヤルゲージによって0.01mmまで測定する。
図2 ダイヤルゲージ方式の場合の測定方法
b) すきまゲージを使用する場合 L字形鋼製測定器具の片側の内側に試験片の一辺を軽く押し当て,L
字形鋼製測定器具の一方の内側に試験片の一部を接触させたとき,図3に示す位置におけるすき間の
値を,すきまゲージを用いて0.01mmまで測定する。
6
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 すきまゲージを使用する場合の測定方法
7.3.4
計算 直角の程度は,各試験片の四辺のすき間の最大値を求め,3枚の試験片の最大値の平均値を
算出し,JIS Z 8401によって小数点以下2けたに丸める。
7.4
単位面積当たりの基部上のパイルの質量 単位面積当たりの基部上のパイルの質量の試験は,JIS L
1021の7.3.3(単位面積当たりの基部上のパイル質量)による。
7.5
パイル糸の引抜き強さ パイル糸の引抜き強さの試験は,JIS L 1023の6.(パイル糸引抜き強さ)
による。
なお,ループパイルの場合は,引き抜くパイル糸に隣接する2本のパイル糸の先端を切断してはならな
い。また,カットパイルの場合で隣接するパイル糸の区分けが困難なときは,隣接するパイル糸の先端を
同時に挟んで,最大荷重を測定してもよい。この場合,試験結果は,次の式を用いてパイル糸引抜き強さ
に換算する。
F=0.66F'−1.7
ここに,
F: パイル糸引抜き強さ (N)
F': 隣接するパイル糸の先端を同時に挟んだ場合(2本引)の最
大荷重 (N)
7.6
摩擦を伴った動的荷重による厚さ減少率 摩擦を伴った動的荷重による厚さ減少率の試験は,JIS L
1022の9. (摩擦を伴った動的荷重による厚さ減少)による。
7.7
キャスターチェアによる寸法の変化量及び変化率
7.7.1
装置及び器具 装置及び器具は,次のとおりとする。
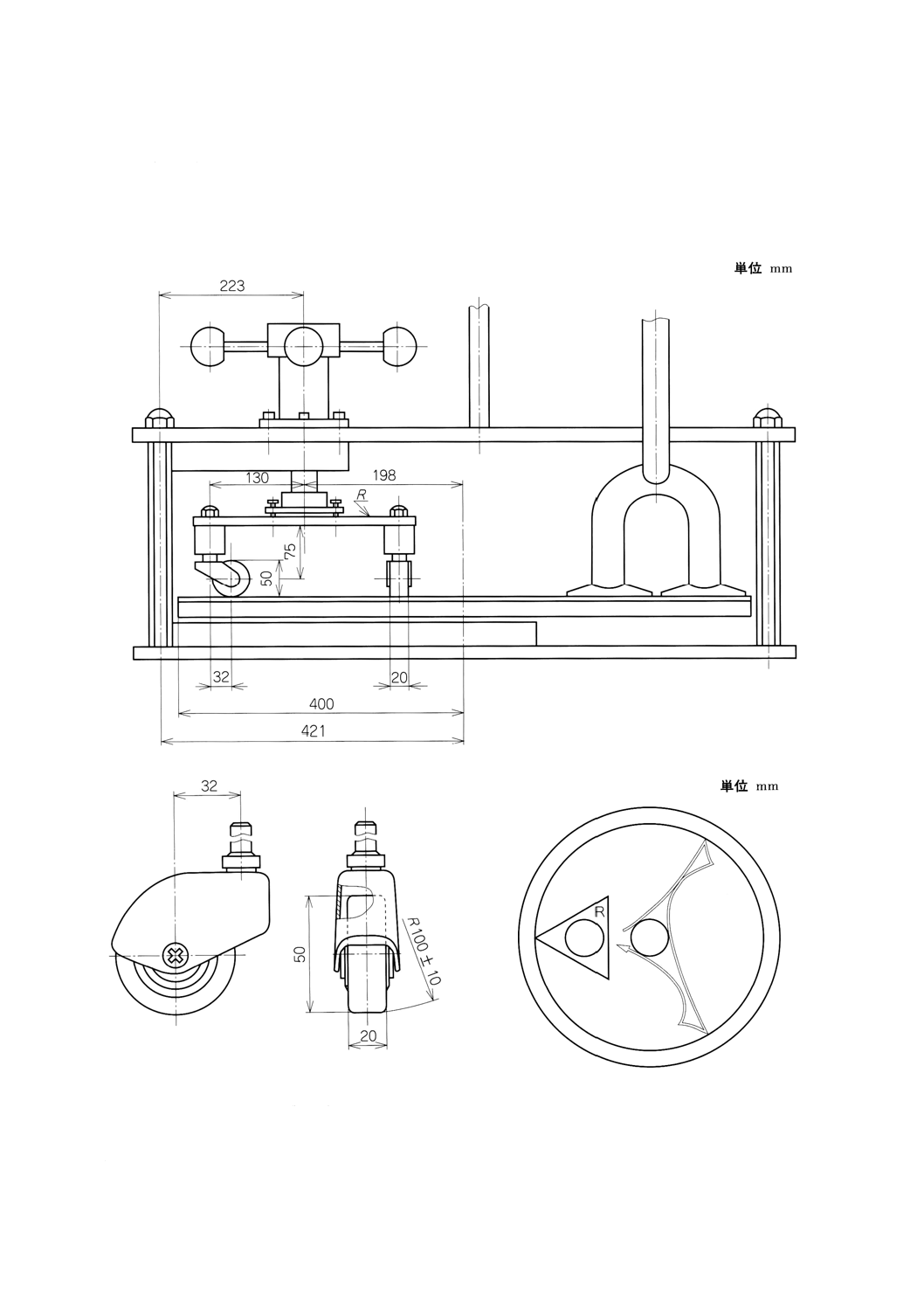
a) キャスターチェアの試験機 キャスターチェア試験機は,次の各部からなる図4.1及び図4.2に示すも
ので,キャスターの軌跡が図4.3のようになるものとする。
1) 円形試料台 円形試料台の直径は800±5mmで,その回転数は19r/minとし,3分間経過ごとに反転
を行う。
2) ローラ部 ローラ部は,三つのローラを装備し,各ローラ部の取付位置は,ローラ部の中心部に対
してそれぞれ120ºの切角度とし,ローラ部の回転数は,50r/minとする。
7
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,ローラの材質は,ポリアミドとする。
3) 重りの質量 90kgとする。
4) 吸引装置 吸引能力は,25〜30l/sとする。
備考 試験中は,連続して作動させる。
b) 幅及び長さの測定器具 7.2.1の測定器具を用いる。
図4.1 キャスターチェア試験機
図4.2 キャスター部
図4.3 キャスター軌跡
7.7.2
試験片 試験片は,製品全形3枚とする。
7.7.3 方法 キャスターチェアによる寸法の変化の測定は,試験片の幅及び長さについて次のとおり行う。
a) 試験片3枚の中央部の幅及び長さを7.2によって測定する。
8
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
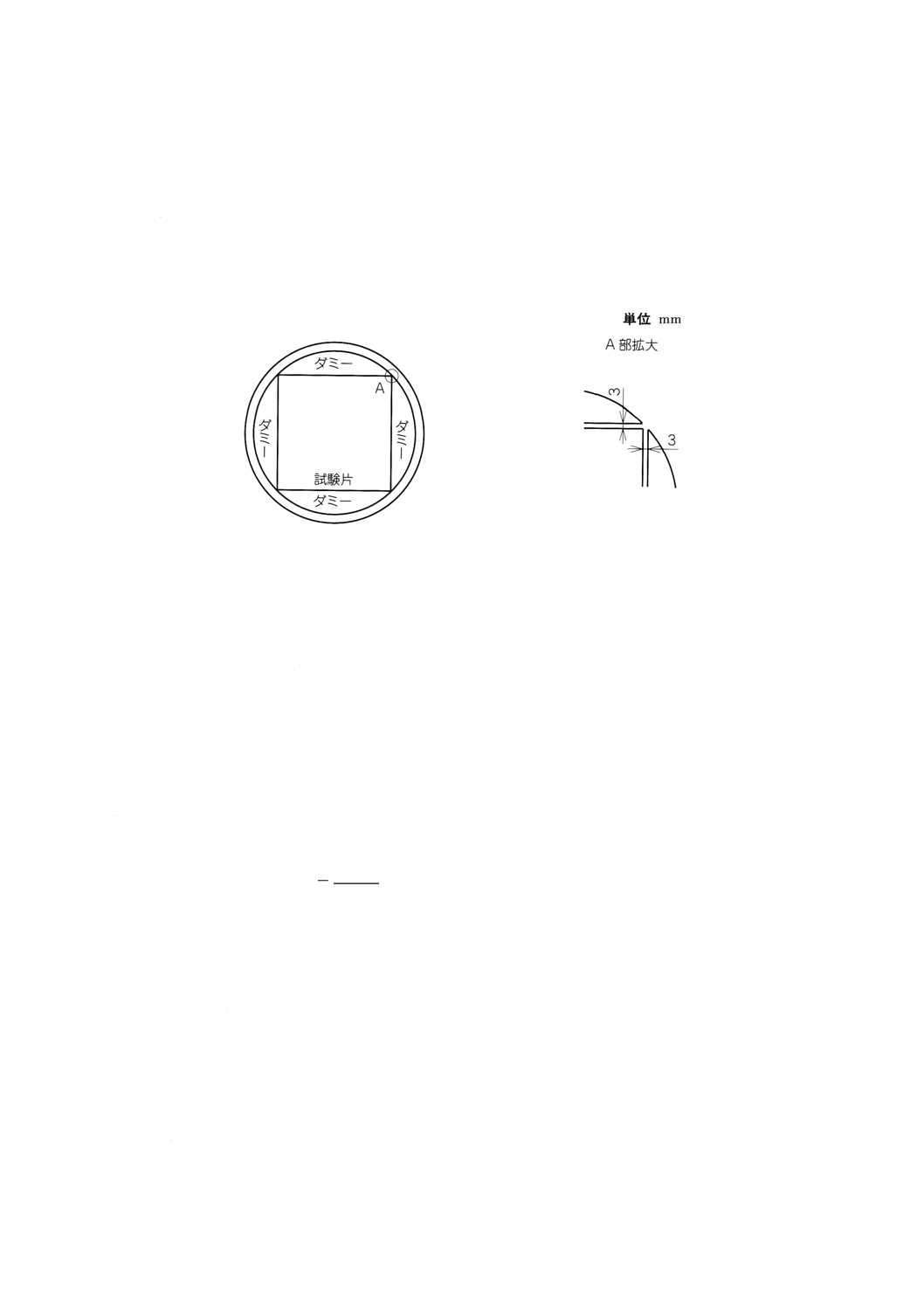
b) 円形試料台の中央に試験片を置き,更に試験片と同じ試料を試験片周囲部分にダミーとして図5のよ
うにセットする。
円形試料台への試験片及びダミーの固定は,JIS Z 1528に規定する3種の両面テープ (50×50±
5mm) で四隅を張り付けて行う。
c) キャスターチェア試験機に90kgの重りをセットし,円形試料台を2 000回回転させる。
d) 次に,試料台から試験片を取り外し,5分間放置後,試験片中央部の幅及び長さを7.2によって測定す
る。
図5 試験片の置き方
7.7.4 計算 キャスターチェアによる寸法の変化量及び変化率は,幅及び長さについて次のとおり求める。
a) キャスターチェアによる寸法の変化量
1) 試験片1枚の変化量を,それぞれ次の式によって算出する。
c
mc
c
l
l
Δl
−
=
ここに,
c
Δl: 幅又は長さの変化量 (mm)
lc: 試験前の幅又は長さ (mm)
lmc: 試験後の幅又は長さ (mm)
2) 試験片3枚の幅及び長さの寸法の変化量の平均値をそれぞれ算出し,JIS Z 8401によって小数点以
下2けたに丸める。
b) キャスターチェアによる寸法の変化率
1) 試験片1枚の寸法の変化率を,それぞれ次の式によって算出し,JIS Z 8401によって小数点以下2
けたに丸める。
100
×
c
c
mc
RC
l
l
l
Δl
−
=
ここに,
RC
Δl
: 幅又は長さの変化率 (%)
lc: 試験前の幅又は長さ (mm)
lmc: 試験後の幅又は長さ (mm)
2) 試験片3枚の幅及び長さの寸法の変化率の平均値をそれぞれ算出し,JIS Z 8401によって小数点以
下2けたに丸める。
7.8
熱及び水の影響による寸法の変化率
7.8.1
装置及び器具 装置及び器具は,次のとおりとする。
a) 乾燥機 乾燥機の内寸法が試料の最大辺より100mm以上大きいもので,かつ,60±2℃に保持できる
熱風循環式のものを用いる。
b) 幅及び長さの測定器具 7.2.1の測定器具を用いる。
9
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.8.2
試験片 試験片は,製品全形3枚とする。
7.8.3
方法 熱及び水の影響による寸法の変化率の測定は,幅及び長さについて次のとおり行う。
a) 試験片3枚の幅及び長さを7.2によって測定する。
b) 次に,試験片を60±2℃に乾燥機で2時間乾燥した後,非イオン系界面活性剤を0.1%含む20±2℃の
水の中に2時間浸せき(漬)する。
c) その後,試験片を水中から取り出し,水切りをした後,60±2℃の乾燥機で24時間乾燥させ,更に標
準状態で24時間放置した後,幅及び長さを7.2によって測定する。
7.8.4
計算 熱及び水の影響による寸法の変化率は,幅及び長さについて次のとおり求める。
a) 試験片1枚の熱及び水の影響による寸法の変化率を次の式によって算出し,JIS Z 8401によって小数
点以下2けたに丸める。
100
×
o
o
m
RO
l
l
l
Δl
−
=
ここに,
RO
Δl: 幅又は長さの変化率 (%)
lO: 試験前の幅又は長さ (mm)
lm: 試験後の幅又は長さ (mm)
b) 試験片3枚の幅及び長さの熱及び水の影響による寸法の変化率の平均値をそれぞれ算出し,JIS Z 8401
によって小数点以下2けたに丸める。
7.9
反り
7.9.1
装置及び器具 装置及び器具は,次のとおりとする。
a) 乾燥機 7.8.1 a)の乾燥機を用いる。
b) 反り測定器具 JIS B 7524に規定するすきまゲージ又はこれと同等以上の精度のある測定器具を用い
る。
7.9.2
試験片 試験片は,製品全形3枚とする。
7.9.3
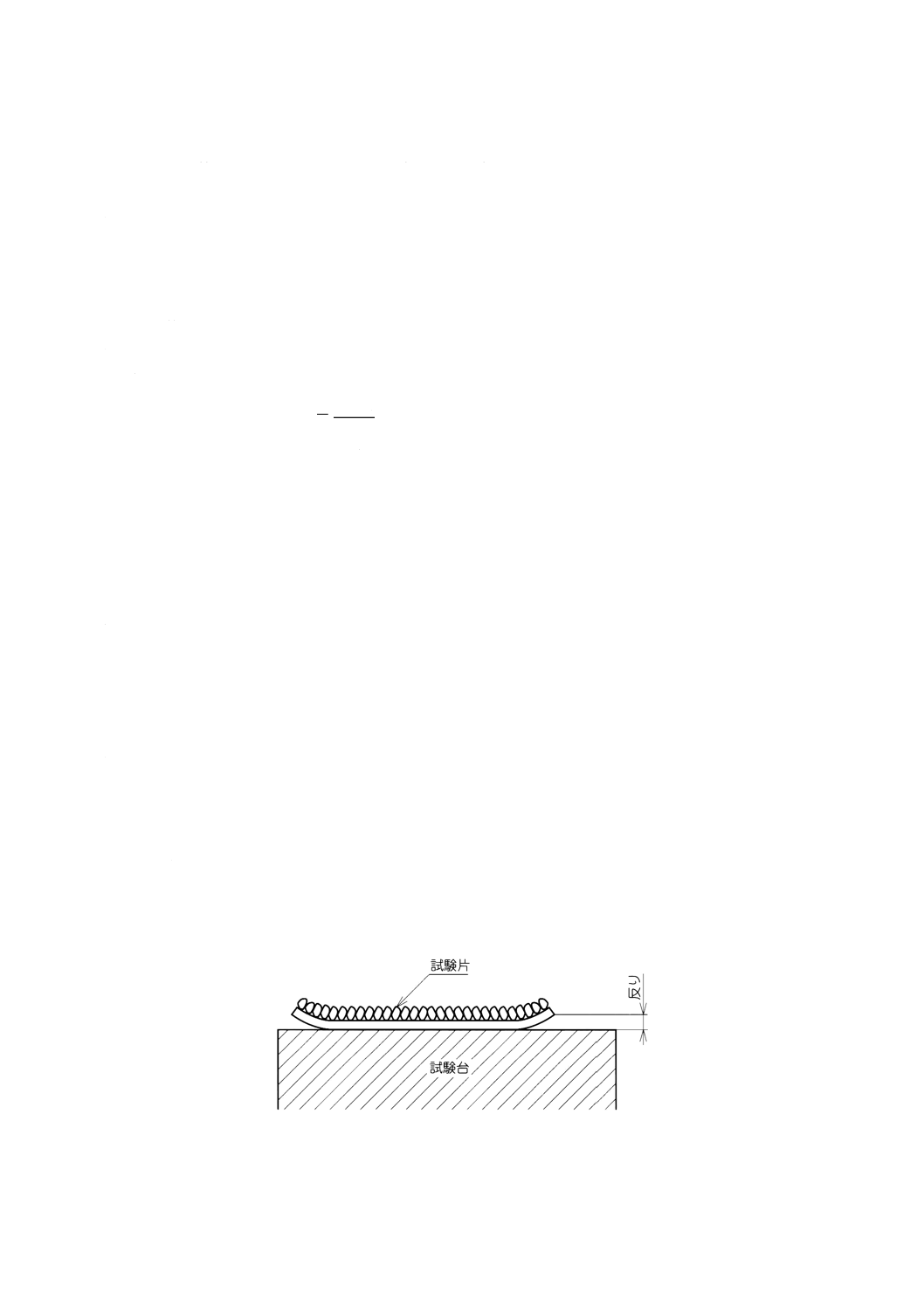
方法 反りの測定は,次のとおり行う。
a) 標準状態での反り 試験片をJIS R 3202に規定する厚さ6mm以上のガラス板又はJIS G 4305に規定
する厚さ3mm以上のステンレス鋼板の上に水平に置き,標準状態 [20±2℃, (65±2) %RH] で24時間
以上放置した後,水平な試験台の上に置き,図6のように試験片の四隅と試験台のすき間を0.05mm
まで測定する。
b) 熱及び水の影響による反り a)の測定の後,試験片を60±2℃の乾燥機で2時間乾燥した後,非イオ
ン系界面活性剤を0.1%含む20±2℃の水の中に2時間浸せきする。次に,試験片を水中から取り出し,
水切りをした後,60±2℃の乾燥機で24時間乾燥させ,更に標準状態で24時間放置した後,水平な試
験台の上に置き,図6のように試験片の四辺と試験台のすき間を0.05mmまで測定する。
図6 反りの測定方法
10
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.9.4
計算 反りは,7.9.3 a)の標準状態での反りと7.9.3 b)の熱及び水の影響による反りについて,試験
片1枚の四辺のそれぞれの反りの最大値を求め,更に試験片3枚の最大値の平均値を算出し,JIS Z 8401
によって小数点以下1けたに丸める。
7.10 帯電性
7.10.1 装置 装置は,JIS L 1023の10.(帯電性)の(1)(装置及び材料)に規定するものを用いる。
7.10.2 試験室の温度及び湿度 試験室の温度及び湿度は,JIS L 1023の10. (2)(試験室の温湿度)による。
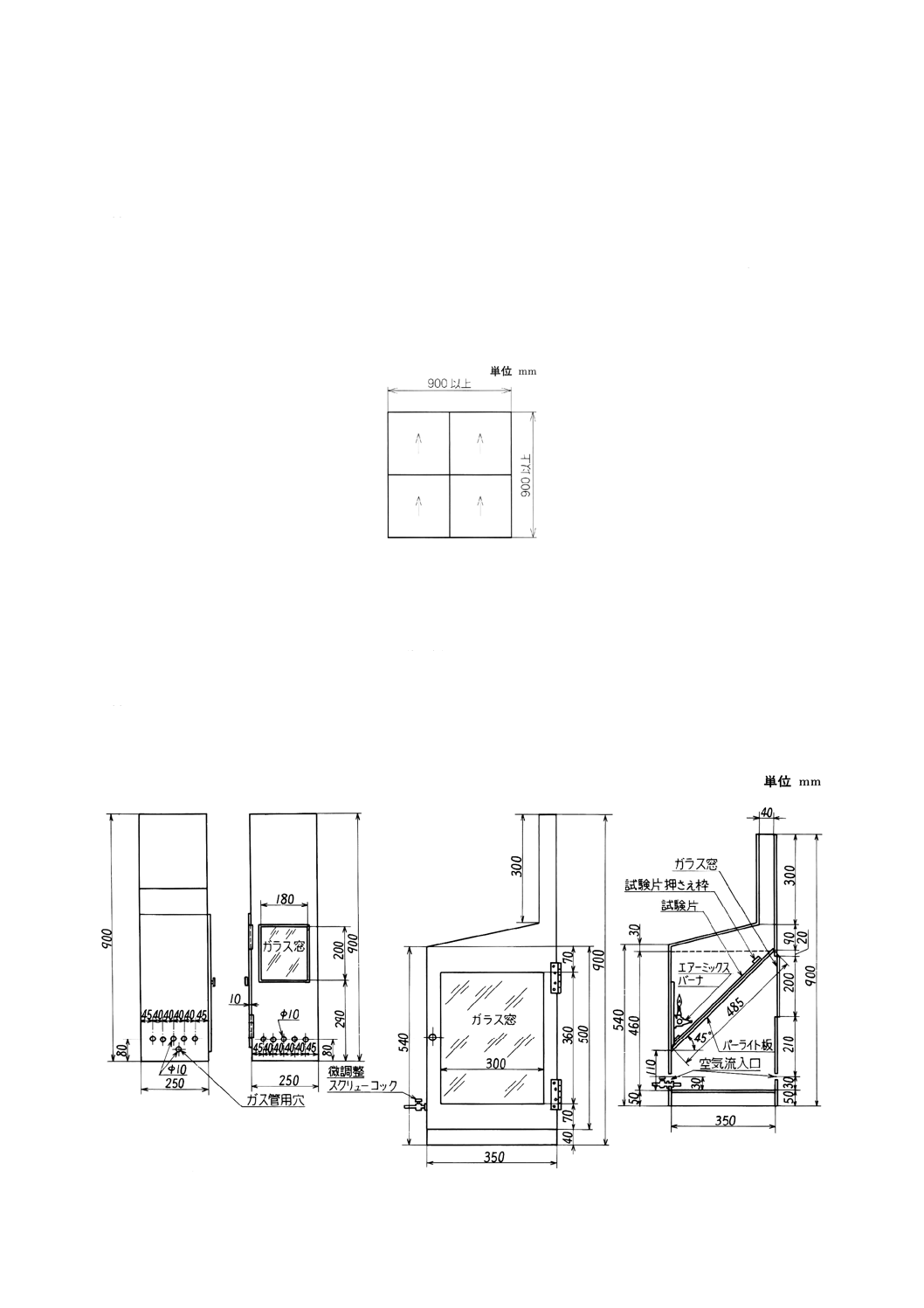
7.10.3 試験片 試験片は,900mm×900mm以上の大きさとなる枚数とする。
7.10.4 試験片の置き方 試験片は,図7のように置き,JIS Z 1528に規定する3種の両面テープ (50×50
±5mm) で四隅を張り付けて固定する。
備考 矢印は,長さ方向を示す。
図7 試験片の置き方の一例
7.10.5 試験片及び履物の調整 試験片及び履物の調整は,JIS L 1023の10. (4)(試験片,履物の調整)に
よる。
7.10.6 操作 操作は,JIS L 1023の10. (5)(操作)による。
7.10.7 計算 計算は,JIS L 1023の10. (6)(計算)による。
7.11 難燃性
7.11.1 装置及び材料 装置及び材料は,次のとおりとする。
a) 燃焼試験箱 図8による。
11
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8 燃焼試験箱
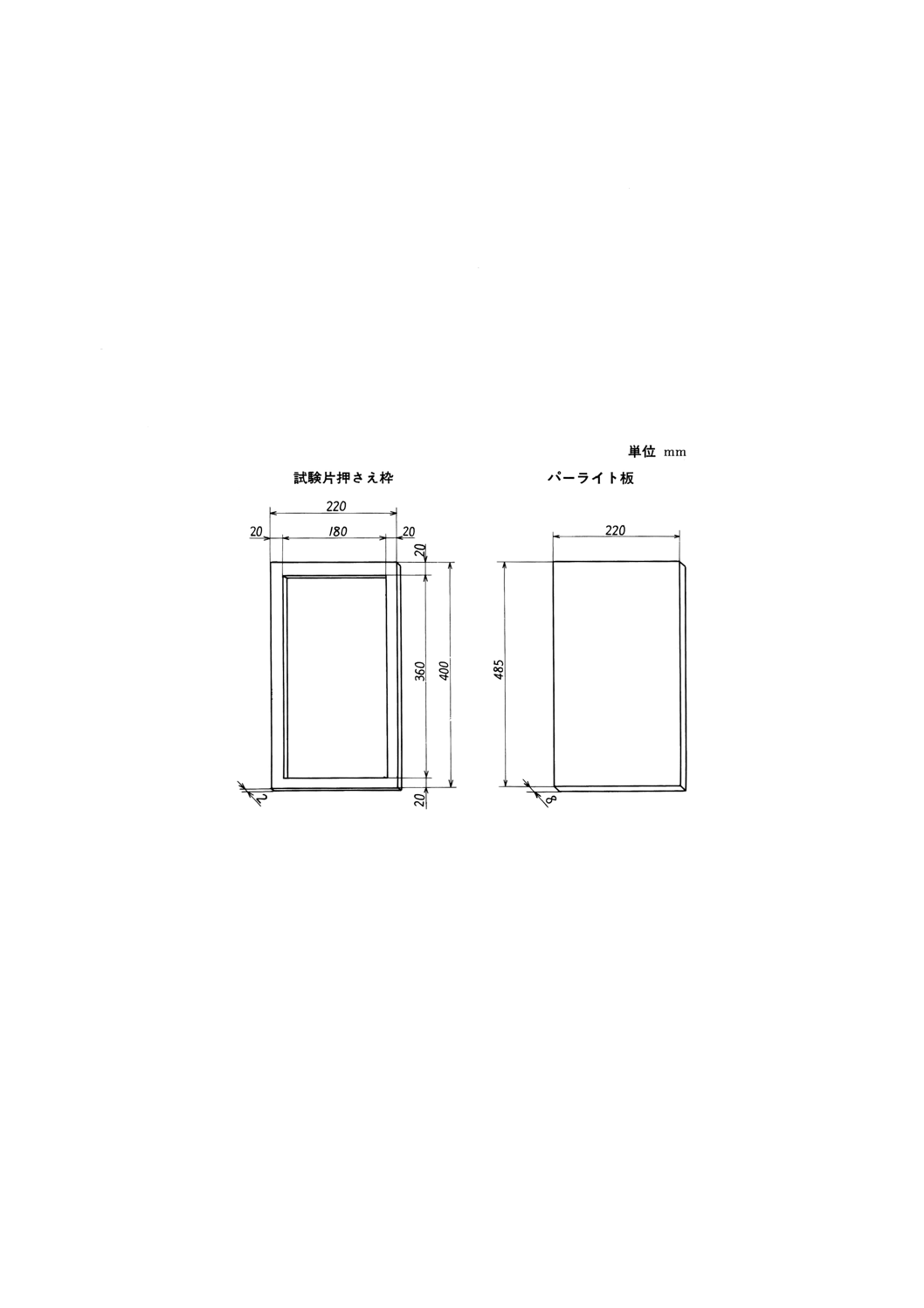
b) 試験片押さえ枠及びパーライト板 試験片押さえ枠(以下,押さえ枠という。)は,ステンレス鋼製と
し,パーライト板は,JIS A 5430に規定する厚さが8mmのものとする。押さえ枠及びパーライト板の
形状及び寸法は,図9による。
c) 恒温乾燥機 50±2℃又は105±2℃に調整できるもの。
d) ブラシ 試験片の表面のパイルを立たせるために適切なものとする。
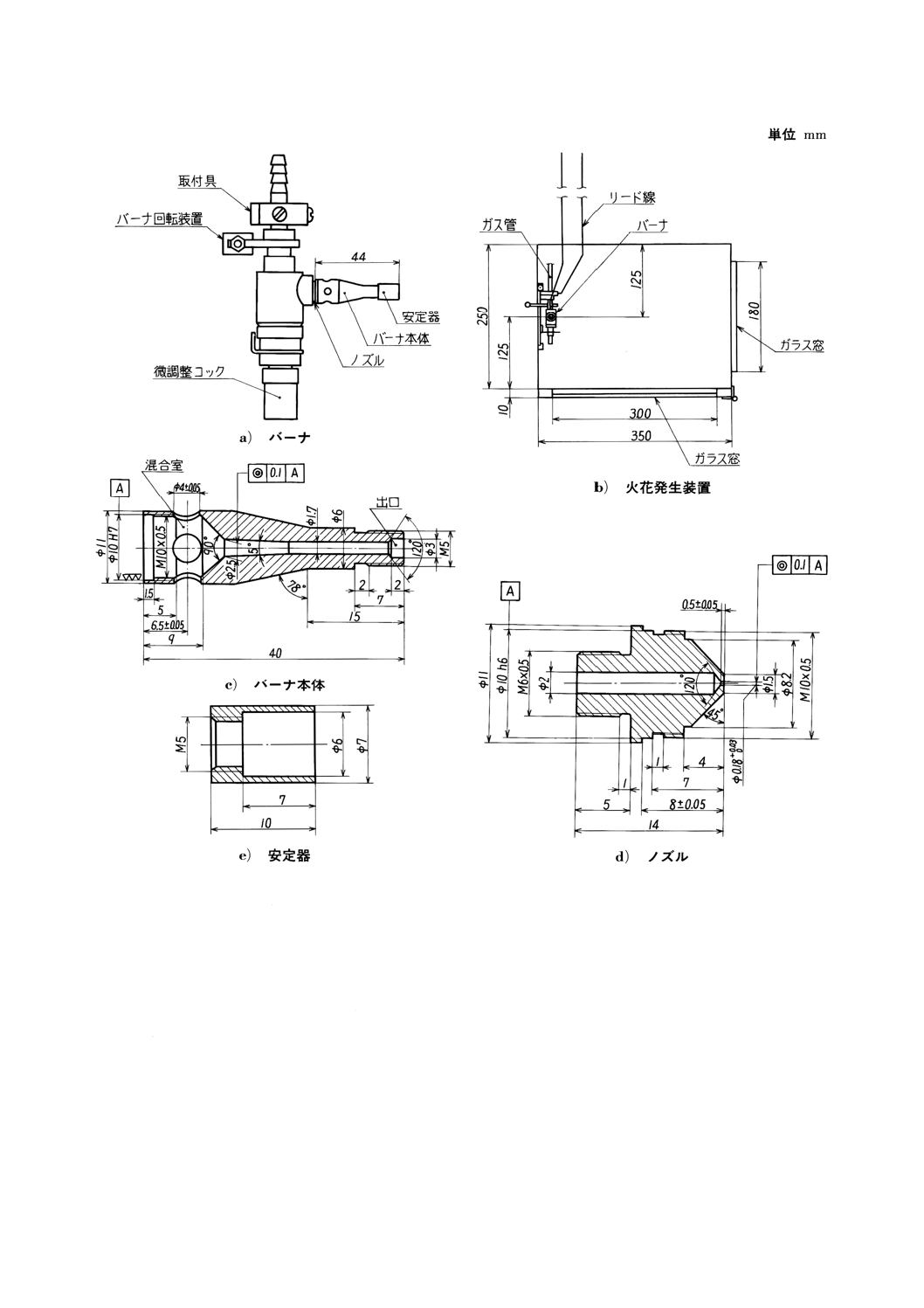
e) 火源 火源は,図10によるものとし,燃料は,JIS K 2240に規定する液化ガス2種4号(ブタン及び
ブチレンを主体とするもの。)を用い,ガス圧は4kPaとし,炎の長さは24mmとする。
f)
シリカゲル
g) ストップウォッチ 0.1秒まで計測できるもの。
h) デシケーター
i)
スケール 1mm目盛のもの。
図9 試験片押さえ枠及びパーライト板
12
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10 火源
7.11.2 試験片の採取及び調整 220mm×400mmの大きさの試験片(5)を,たて方向及びよこ方向にそれぞ
れ3枚採取し,50±2℃の恒温乾燥機内に24時間放置する。ただし,熱による影響を受けるおそれのない
試験片(6)は,105±2℃の恒温乾燥機内に1時間放置して,これに代えることができる。次にシリカゲル入
りデシケーター中に2時間以上放置する。
注(5) 必要な場合には,表面にブラシをかけてパイルを立たせる。
(6) パイルを組成する繊維が毛100%であるもののうち,熱による影響を受けるおそれのないもの。
7.11.3 操作 操作は,次のとおりとする。
a) 試験片を1枚ずつデシケーターから取り出し,手早く試験室と同温度のパーライト板の上に置き,押
さえ枠で動かないように周囲を押さえ,燃焼試験箱に固定する。
b) バーナは水平にして,その先端を試験片の表面から1mm離して30秒間加熱した後,残炎時間を測定
13
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。
c) 次に試験片を押さえ枠から外し,スケールを用いて炭化長を測定する。
d) 判定は,たて方向及びよこ方向それぞれ3枚について行う。
7.12 パイル糸の染色堅ろう度
7.12.1 耐光堅ろう度 耐光堅ろう度の試験は,JIS L 0842に規定する第3露光法による。
なお,試料はJIS L 0842の5.1(試料が布の場合)による。
7.12.2 摩擦堅ろう度 摩擦堅ろう度の試験は,JIS L 0849に規定する摩擦試験機II形の乾燥試験による。
なお,試料はJIS L 0849の5. (1)(試料が布の場合)による。
7.13 パイル糸の油脂分及び溶剤抽出分 油脂分の試験は,JIS L 1095の9.28[油脂分(エーテル抽出法)]
による。また,溶剤抽出分の試験は,JIS L 1013の8.27(溶剤抽出分)のb)(ジエチルエーテル法)によ
る。
7.14 材料 パイルの組成繊維は,JIS L 1030-1及び/又はJIS L 1030-2によって測定する。
8. 検査方法 タイルカーペットは,5.1〜5.13について検査を行う。この場合,検査は,全数検査又は合
理的な抜取方式によって行う。
9. 表示 1製品ごとに,押印,印刷,刷り込み又は証紙を付ける方法で,次のe)及びf)を,1包装ごとに,
押印,印刷又は証紙を付ける方法で,次のa)〜f)を表示しなければならない。
a) 名称及び品質による種類
b) 難燃性による種類(7)
注(7) 難燃性による種類で,“なし”のものは,表示を省略してよい。
参考 日本工業規格表示認定工場が“難燃”と表示する場合,“難燃”の文字はJIS Z 8305の3.(大
きさ)に規定する16ポイント以上の大きさで,参考図1のとおりJISマークと一体で表示し,
黒色で印刷する。
参考図1 “難燃”とJISマークの表示方法
c) パイルの組成繊維
d) 寸法
e) 製造業者名又はその略号
f)
製造番号
14
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) 電気抵抗試験方法
序文 この附属書(参考)は,電気抵抗試験方法について記述するものであり,規定の一部ではない。オ
フィスルーム,コンピュータルーム,視聴覚教室などに施工されるタイルカーペットに,電気抵抗(垂直
抵抗及び表面抵抗)の性能を要求される場合があり,試験方法について参考として記載する。
この附属書(参考)電気抵抗試験方法は,JIS L 1023改正時に追加するのが望ましい。
1. 垂直電気抵抗
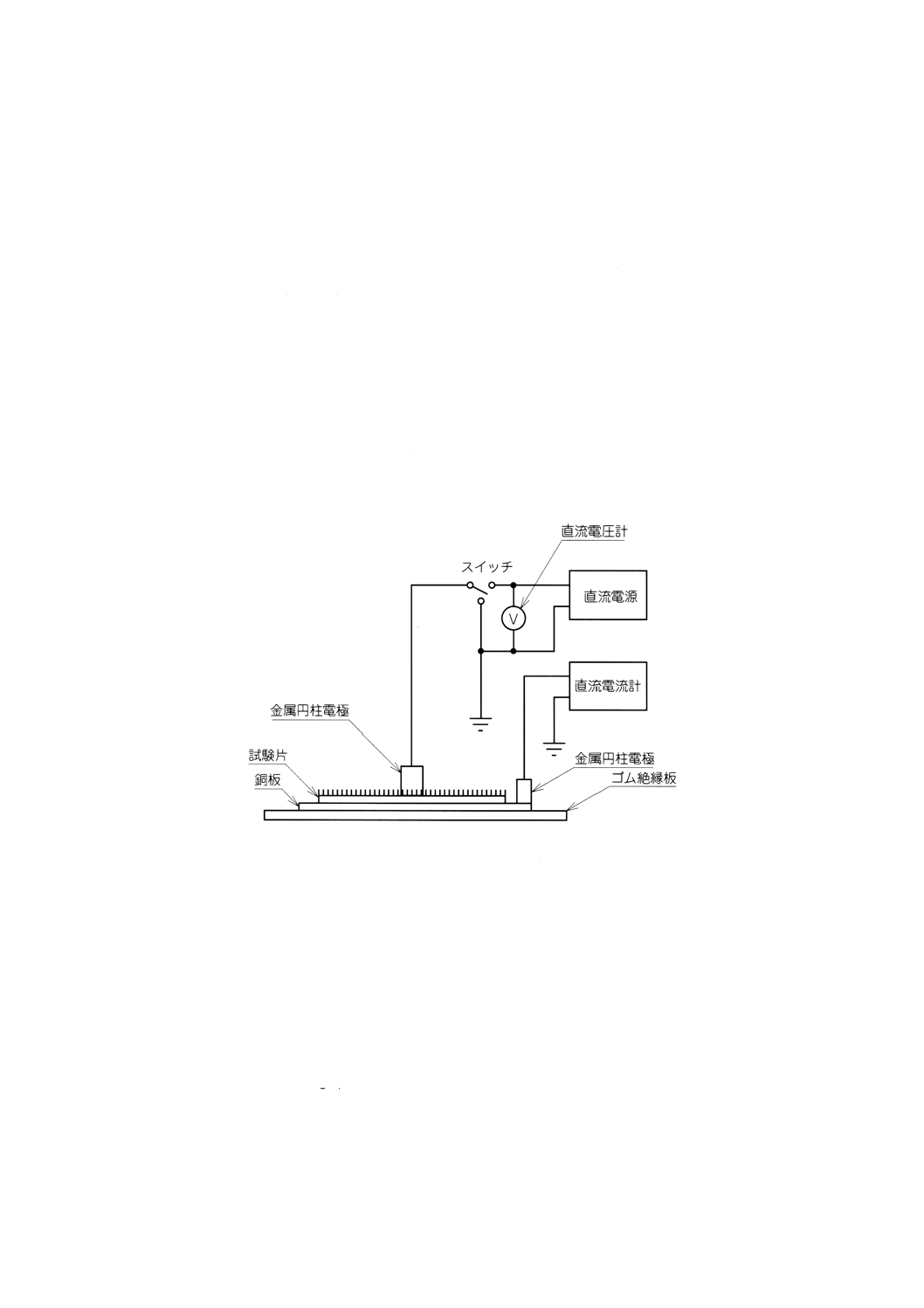
1.1
装置 装置は,金属円柱電極,直流電圧計,直流電源などを附属書図1に示すように接続したもの
を用いる。
a) 金属円柱電極 直径60±2mm,質量2.0±0.2kgで,平滑な接触面をもつ金属円柱とする。
b) ゴム絶縁板 JIS L 1023の10.(1) (1.4)(絶縁板)に規定するものとする。
c) 直流電流計 ピコアンメータ,エレクトロメータ又はこれらと同等以上の性能のものとする。
d) 直流電源 出力電圧は,100V又は500Vの電池,又は直流安定化電源とする。
附属書図1 垂直電気抵抗装置
1.2
試験室の温度及び湿度 試験室の温度及び湿度は,JIS L 1023の10.(2)による。
1.3
試験片 試験片は,製品全形4枚とする。
1.4
試験片の調整 試験片の調整は,JIS L 1023の10.(4)による。
1.5
操作 垂直電気抵抗の測定は,次のとおり行う(附属書図1参照)。
a) ゴム絶縁板上に銅板を置き,その上に使用表面を上にして試験片を置く。
b) 次に,試験片表面の中央部に金属円柱電極の一つを置き,もう一つの金属円柱電極を銅板の上に置き,
100V又は500Vの直流電圧を印加し,1分経過後の直流電流計の指示値を読み取る。
1.6
計算 垂直電気抵抗値は,次の式によって算出し,JIS Z 8401によって有効数字2けたに丸める。
V
V
V
I
V
R=
ここに, Rv: 垂直電気抵抗値 (Ω)
Vv: 印加した直流電圧 (V)
Iv: 直流電流計の読み (A)
15
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.7
記録 記録すべきものは,次のとおりとする。
a) 試験片4枚の垂直電気抵抗値
b) 印加した直流電圧
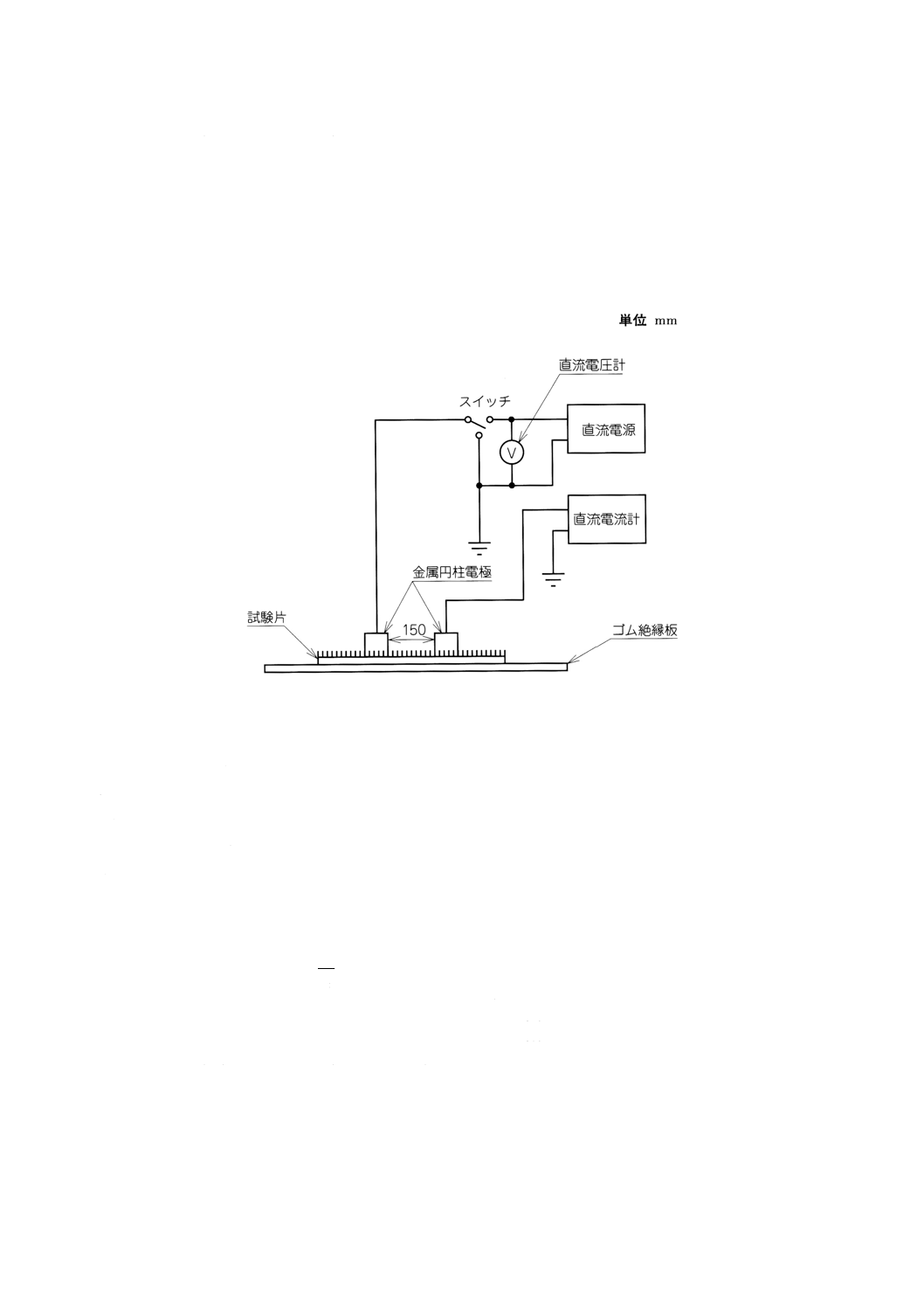
2. 表面電気抵抗
2.1
装置 装置は1.1に規定する金属円柱電極,直流電圧計,直流電源などを附属書図2に示すように接
続したものを用いる。
附属書図2 表面電気抵抗装置
2.2
試験室の温度及び湿度 試験室の温度及び湿度は,1.2による。
2.3
試験片 試験片は,製品全形4枚とする。
2.4
試験片の調整 試験片の調整は,1.4による。
2.5
操作 表面電気抵抗の測定は,試験片の幅及び長さ方向にそれぞれ次のとおり行う(附属書図2参
照)。
a) 試験片をゴム絶縁板上に,使用表面を上にして置く。
b) 次に,試験片表面の中央部に二つの金属円柱電極を150mmの距離を隔てて置き,片方の電極に100V
又は500Vの直流電圧を印加し,1分間経過後の直流電流計の指示値を読み取る。
2.6
計算 表面電気抵抗値は,次の式によって算出し,JIS Z 8401によって有効数字2けたに丸める。
s
s
s
I
V
R=
ここに, Rs: 表面電気抵抗値 (Ω)
Vs: 印加した直流電圧 (V)
Is: 直流電流計の読み (A)
2.7
記録 記録すべきものは,次のとおりとする。
a) 試験片4枚の幅及び長さ方向の表面電気抵抗値
b) 印加した直流電圧
16
L 4406 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS L 4406(タイルカーペット)改正原案作成委員会 構成表
氏名
所属
(委員長)
風 間 健
武庫川女子大学教授
(委員)
宮 村 康 夫
通商産業省生活産業局
塚 田 裕 久
通商産業省製品評価技術センター
弥 吉 元 毅
建設省大臣官房官庁営繕部
島 田 和 明
自治省消防庁
木 村 裕 和
大阪府立産業技術総合研究所
森 琢 夫
財団法人毛製品検査協会
近 藤 貞 彦
日本カーペット工業組合
佐々木 紀 彦
東リ株式会社
佐 武 哲 男
住江織物株式会社テクニカルセンター
洪 哲 秀
インターフェイス オーバーシーズ ホールディングズ インク
鈴 木 武 彦
株式会社川島織物
山 崎 義 一
日本化学繊維協会
久 永 至
日本室内装飾事業組合連合会
高 山 芳 郎
社団法人日本電線工業会
大喜多 一 晃
社団法人建築業協会
岩 崎 信 義
株式会社日本設計
高 野 富士子
主婦連合会
川 又 幸 子
全国地域婦人団体連絡協議会
(関係者)
菅 原 昭 栄
通商産業省工業技術院標準部
工 藤 正 敏
通商産業省生活産業局
山 口 泉
株式会社タジマ
(事務局)
田 淵 博
日本カーペット工業組合