L 1923:2017
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験場所························································································································· 2
5 試験の種類 ······················································································································ 2
6 試料及び試験片の採取及び準備 ··························································································· 2
7 試験片の前処理 ················································································································ 2
7.1 乾燥状態 ······················································································································ 2
7.2 湿潤状態 ······················································································································ 2
8 試験方法························································································································· 3
8.1 A法(視感法) ············································································································· 3
8.2 B法(計器法) ·············································································································· 5
9 試験報告書 ······················································································································ 5
附属書A(参考)判定基準の例 ······························································································· 6
附属書B(参考)試験結果の例 ······························································································· 7
L 1923:2017
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 1923:2017
繊維製品の防透け性評価方法
Textiles-Measurement method of anti-see-through property
序文
この規格は,繊維製品の防透け性について,我が国の生産及び使用実態を踏まえて作成した日本工業規
格である。
着衣において肌着などの色が透ける現象は,一般にマイナスのイメージとなることが多い。このため,
透けにくい性質をもつ繊維製品は,水着,ブラウス,ユニフォーム,婦人ボトムなどの様々な衣料に展開
されている。防透け加工としては,繊維に酸化チタンを練り込む方法,繊維の透過性を低減するために異
形断面糸を使用する方法などが知られている。
この規格の目的は,これらの透けにくい性質をもつ繊維製品の防透け性の評価を行うことにある。また,
参考として,附属書Aに試験結果の判定基準の例を,附属書Bに市販の防透け性繊維製品の試験結果の例
を示す。
なお,対応国際規格は,現時点で制定されていない。
1
適用範囲
この規格は,衣料,特に水着,ブラウス,ユニフォーム,婦人ボトムなどに使用する透けにくい性質を
もつ繊維製品の防透け性の評価方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 0557 用水・排水の試験に用いる水
JIS L 0105 繊維製品の物理試験方法通則
JIS L 0208 繊維用語−試験部門
JIS L 0801 染色堅ろう度試験方法通則
JIS L 0805 汚染用グレースケール
JIS P 3801 ろ紙(化学分析用)
JIS Z 8703 試験場所の標準状態
JIS Z 8720 測色用の標準イルミナント(標準の光)及び標準光源
JIS Z 8722 色の測定方法−反射及び透過物体色
JIS Z 8781-4 測色−第4部:CIE 1976 L*a*b*色空間
2
L 1923:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語及び定義は,次によるほか,JIS L 0105及びJIS L 0208による。
3.1
防透け性
着衣において,肌着,身体などの色が透けにくい性質。
3.2
防透け指数,Nt
防透け性の程度を表す指標で,明度(L*)の比によって表される指数。この指数が大きいほど防透け性
がよい。
4
試験場所
試験場所は,JIS Z 8703に規定する常温(20 ℃±15 ℃),常湿(65±20)%とする。
5
試験の種類
試験は,次のいずれかの方法による。
a) A法(視感法) 試験片をバッキング(白及び黒)の上に置き,それぞれの視感による色の違いの大き
さを,評価用グレースケールと比較して等級付けする方法。
b) B法(計器法) 試験片をバッキング(白及び黒)の上に置き,それぞれについてJIS Z 8781-4に規定
する明度(L*)を測定し,その比によって防透け指数を算出する方法。
6
試料及び試験片の採取及び準備
試料及び試験片の採取及び準備は,JIS L 0105の6.3(布状の試料及びその試験片)及び6.4[製品(縫
製品)状の試料の試験片]による。試験片の寸法及び数量は,表1による。試験片のたて方向は,織物に
あってはたて糸方向,編物にあってはウェール方向とする。
なお,試料中に異素材及び/又は色違いが混在する場合は,柄物の色の濃淡などを考慮して採取する。
注記 伸長状態で試験を行う場合は,受渡当事者間の合意のもと,決定した伸長率にした試料を準備
し,測定後に,伸長率を試験報告書に記載するのがよい。
表1−試験片の寸法及び数量
区分
試験片の寸法
数量
A法
100 mm×100 mm
3 b)
B法
50 mm×50 mm a)
3 b)
注a) 使用する装置によって寸法指定がある場合には,それに合わせてもよい。
b) 乾燥状態及び湿潤状態のいずれも行う場合は6とする。
7
試験片の前処理
7.1
乾燥状態
箇条6によって採取した試験片を,常温・常湿状態の試験室内で4時間以上放置する。
7.2
湿潤状態
箇条6によって採取した試験片を,JIS K 0557に規定するA1の水又はこれと同等以上の水で常温の水
3
L 1923:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
中に30分間±5分間浸せきし1),JIS P 3801に規定する定性分析用ろ紙(種類:2種)の間に挟み,水を
切る2)。
注1) 試験片が完全に水に浸るように,ガラス棒などで押さえるとよい。
2) 例えば,アクリル板におもりを載せ,約98 Paの圧力を5秒間かけてもよい。
8
試験方法
8.1
A法(視感法)
8.1.1
装置及び器具
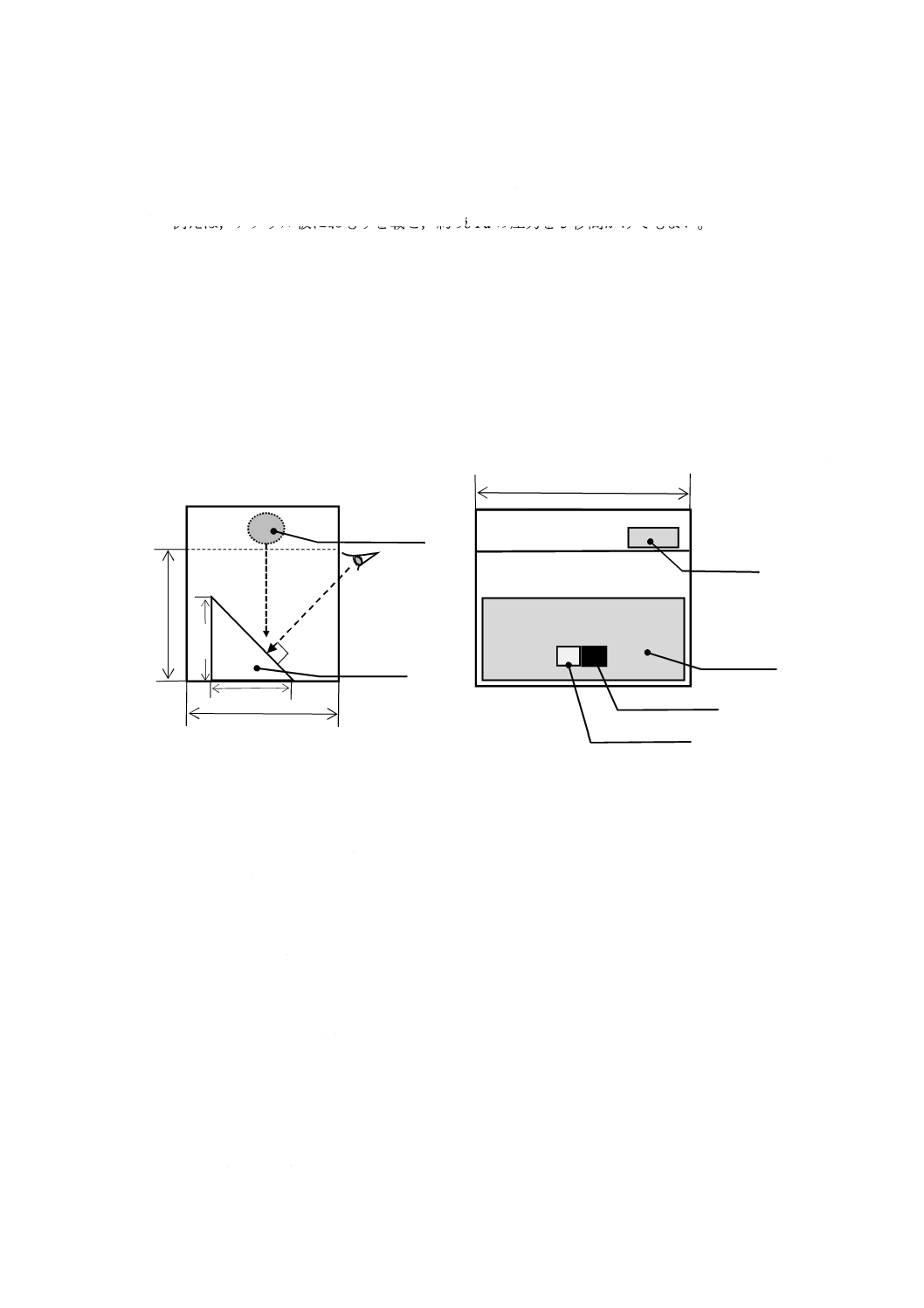
8.1.1.1
評価用キャビネット 直射日光を遮ることができ,JIS Z 8720に規定する常用光源D65を約45°
の角度で試験片面に当てたとき,その照度が1 000 lx〜1 500 lxに保つことができるもので,評価者が試験
片の表面に対してほぼ垂直に観察できるもの(図1参照)。
単位 mm
試料台
正面図
側面図
4
5
0
250
480
2
5
0
600
常用光源D65
スイッチ
操作パネル
白バッキング
黒バッキング
試料台
図1−評価用キャビネットの例
8.1.1.2
評価用グレースケール JIS L 0805に規定する汚染用グレースケール。
8.1.1.3
白バッキング 衝撃,摩擦,光照射,温度,湿度などの影響を受けにくく,表面が汚れた場合も
払拭,洗浄,再研磨などの方法で容易にこれを除去できるもの。寸法が約40 mm×40 mm以上の板状のも
ので,片面に均一な白色層をもち,常用光源D65で視野10°で測定したときの明度(L*)が90以上のも
の。ただし,測定は,正反射光を除く。
8.1.1.4
黒バッキング 8.1.1.3に規定するものと同様の性質のもので,片面に均一な黒色層をもち,常用
光源D65で視野10°で測定したときの明度(L*)が10以下のもの。ただし,測定は,正反射光を除く。
8.1.1.5
マスク JIS L 0801の箇条5(試験に用いる共通的な装置及び材料)に規定するマスク。
なお,湿潤状態の試料に使用する場合は,必要に応じてマスクの裏面を防水処理するか,又はこれと同
等の寸法で,かつ,同程度の色彩の耐水性のある素材のものを用いてもよい。
8.1.2
試験手順
試験手順は,箇条6によって試験片を採取し,それぞれについて次の試験を行う。
a) 評価用キャビネットの常用光源D65を点灯後,安定するまで5分間以上おく。
4
L 1923:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 図1の試料台中央の左側に白バッキング(8.1.1.3)を,右側に黒バッキング(8.1.1.4)を隣り合わせに
して載せる。
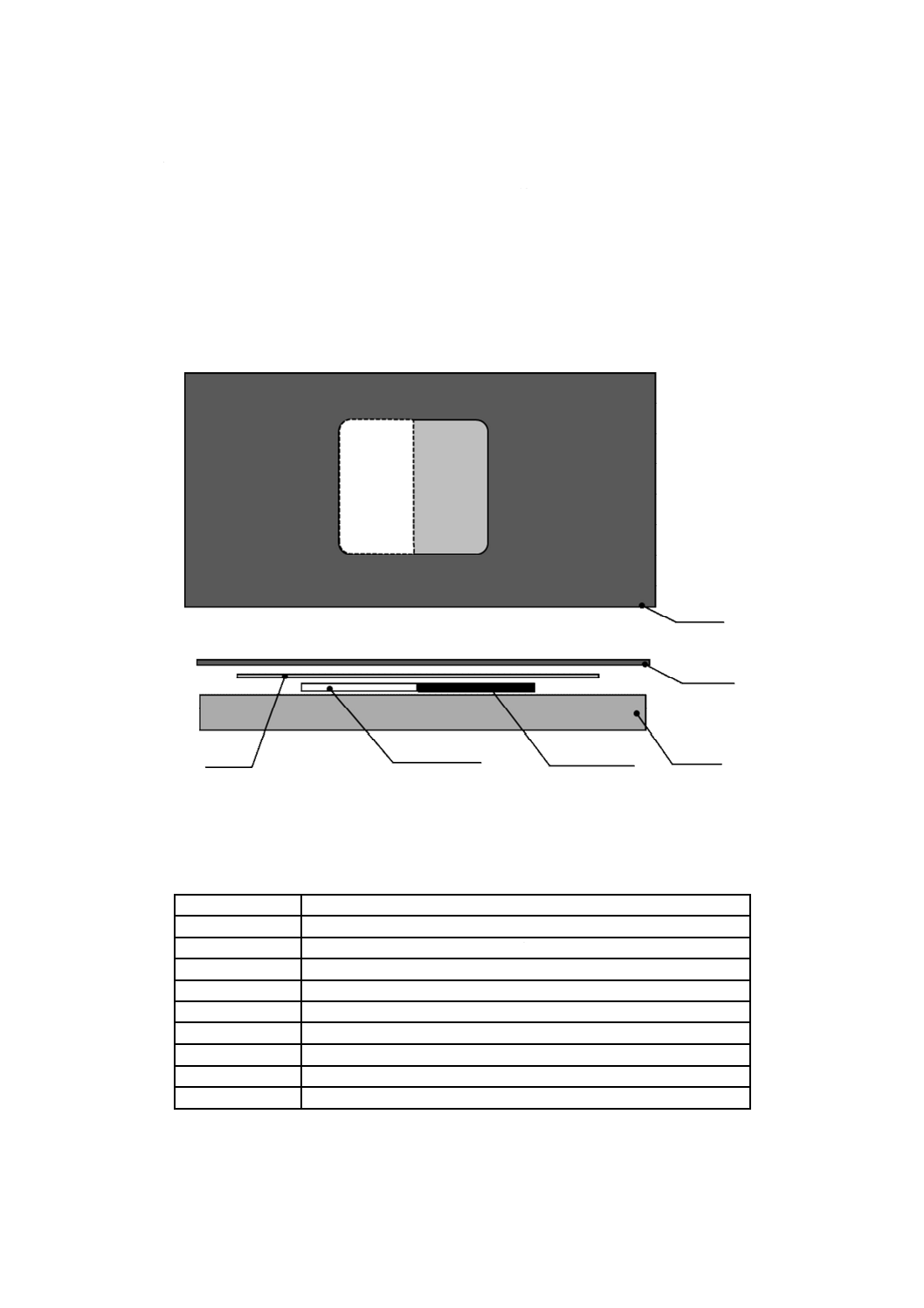
c) 箇条7によって前処理した試験片のたて方向の幅の中心線が,黒バッキングと白バッキングとの境界
線に合うように重ねて置く。ただし,方向性のある試験片については,たて方向及びよこ方向のそれ
ぞれの向きで試験する(図2参照)。
d) 試験片の傍らに評価用グレースケールを置き,試験片及び評価用グレースケールのそれぞれにマスク
(8.1.1.5)を載せて,試験片越しの左右のバッキングの色の違いの大きさを目視で確認し,左右の色
の違いに最も近い評価用グレースケール(8.1.1.2)の号数から表2によって等級を評価する。
図2−試験片の設置
表2−等級評価表
等級
色の違いの大きさによる評価基準
5
評価用グレースケールの5号程度のもの
4.5
評価用グレースケールの4-5号程度のもの
4
評価用グレースケールの4号程度のもの
3.5
評価用グレースケールの3-4号程度のもの
3
評価用グレースケールの3号程度のもの
2.5
評価用グレースケールの2-3号程度のもの
2
評価用グレースケールの2号程度のもの
1.5
評価用グレースケールの1-2号程度のもの
1
評価用グレースケールの1号又はこれを超える程度のもの
マスク
マスク
試料台
試験片
白バッキング
黒バッキング
上面図
側面図
5
L 1923:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.1.3
試験結果
試験結果は,8.1.2 d) によって評価した3枚の試験片(乾燥状態及び湿潤状態で試験した場合には,そ
れぞれの3枚の試験片)の等級を平均し,小数点以下1桁を0又は5に丸めて表す。平均値の小数点以下
1桁の数値の丸め方は,次による。
a) 平均値の小数点以下の2桁の値が,0.00以上0.24以下の場合は,小数点以下1桁を0に丸める。
b) 平均値の小数点以下の2桁の値が,0.25以上0.74以下の場合は,小数点以下1桁を5に丸める。
c) 平均値の小数点以下の2桁の値が,0.75以上0.99以下の場合は,平均値の整数に1を加え,小数点以
下1桁を0に丸める。
8.2
B法(計器法)
8.2.1
装置及び器具
8.2.1.1
分光測光器 JIS Z 8722の5.2(分光測光器)に規定する第1種分光測光器又は第2種分光測光器。
8.2.1.2
バッキング 8.1.1.3及び8.1.1.4による。
8.2.2
試験手順
試験手順は,箇条6によって試験片を採取し,それぞれについて次の試験を行う。
a) 試験片を並べたバッキング(白及び黒)(8.2.1.2)の上に置き,試験片側から常用光源D65,視野10°
及び波長範囲380 nm〜780 nmによって,試験片越しの左右のバッキングの明度(L*)を測定する。
ただし,測定は,正反射光を除く。また,方向性のある試験片で測定結果に影響する場合は,たて方
向及びよこ方向のそれぞれの向きで試験する。
なお,他の波長範囲で測定する場合は,必ず400 nm〜700 nmの範囲を含むものとし,使用した波
長範囲を試験報告書に記載する。
b) 測定結果から,次の式によって防透け指数(Nt)を算出する。
100
W
B
t
×
=LL
N
ここに,
Nt: 防透け指数
LB: 黒バッキングにおける試験片のL*値
LW: 白バッキングにおける試験片のL*値
8.2.3
試験結果
試験結果は,3枚の試験片(乾燥状態及び湿潤状態で試験した場合には,それぞれの3枚の試験片)の
計算結果の平均値を四捨五入によって小数点以下第1位に丸める。
9
試験報告書
試験報告書には,次の事項を記載する。
a) 試験年月日
b) この規格の番号
c) 試験の種類
d) 試験片の前処理
e) 使用した波長範囲及び試験結果
f)
この規格の規定内容から変更した事項
6
L 1923:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
判定基準の例
次の表A.1に示す判定基準を,防透け性の明確な効果を示す指標として適用してもよい。
注記 表A.1の判定基準は,繊維製品が透けないことを保証するものではない。防透け性判定基準は,
同色及び同等の組成をもつ繊維製品による比較において,その防透け加工効果を評価する基準
となることを意味している。
表A.1−判定基準の例
試験方法
防透け性
S
A
A法(視感法)の等級
4.5等級以上
3.5等級以上 4.5等級未満
B法(計器法)の指数
97.0以上
93.0以上 97.0未満
7
L 1923:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
試験結果の例
B.1
概要
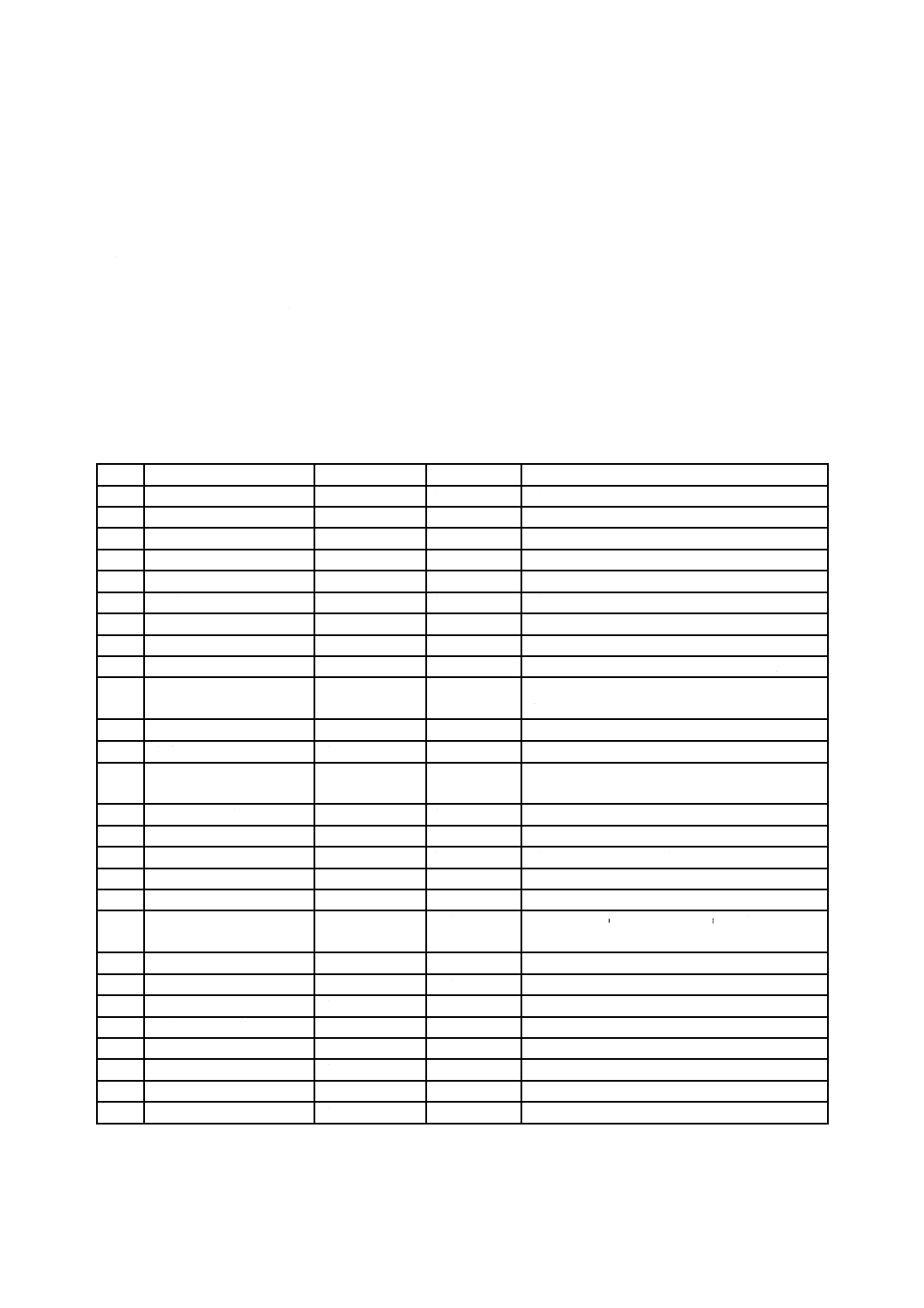
試験には,市販の防透け性繊維製品18種及び未加工製品5種の全23種を供した。ただし,水着A及び
水着Bはそれぞれ20 %及び50 %伸長時試験を追加しているため全試験数は27種となる。試料の明細を表
B.1に示す。試験は,4試験機関で実施した。試験方法は,A法(視感法)及びB法(計器法)による。
表の品名にあるパーセントの数値は,試験片の面積比による伸長率を示す。
なお,A法(視感法)は,乾燥状態の試験のほか,湿潤状態による試験を行った。
表B.1−市販品の試料明細
No.
品名
色
加工の有無
表記
1
レギンスパンツ
ラベンダー
加工品
ポリエステル100 %
2
レギンスパンツ
白
加工品
ポリエステル100 %
3
レギンスパンツ
グリーン
加工品
ポリエステル100 %
4
レギンスパンツ
イエロー
加工品
ポリエステル100 %
5
スポーツシャツ
グレー
加工品
ポリエステル100 %
6
スポーツシャツ
蛍光イエロー
加工品
ポリエステル100 %
7
スポーツシャツ
ブラック
加工品
ポリエステル100 %
8
スポーツシャツ
蛍光グリーン
加工品
ポリエステル100 %
9
婦人ボトム
白
加工品
ポリエステル90 %・ポリウレタン10 %
10
婦人ボトム
白
加工品
ポリエステル59 %・レーヨン33 %・ポリウレ
タン8 %
11
婦人ボトム
蛍光白
加工品
ポリエステル60 %・綿34 %・ポリウレタン6 %
12
白衣
白
加工品
ポリエステル100 %
13
婦人アンクルパンツ
オフホワイト
加工品
レーヨン69 %・ポリエステル29 %・ポリウレ
タン2 %
14
婦人クロップトパンツ
オフホワイト
加工品
ポリエステル54 %・綿42 %・ポリウレタン4 %
15
Tシャツ
白
加工品
ポリエステル100 %
16
カッターシャツ
白
加工品
ポリエステル65 %・綿35 %
17
ブラウス
ブルー
加工品
ポリエステル90 %・綿10 %
18
ブラウス
ピンク
加工品
ポリエステル90 %・綿10 %
19
婦人ボトム
クリーム
未加工品
レーヨン65 %・ナイロン30 %・ポリウレタン
5 %
20
ブラウス
ブルー
未加工品
ポリエステル85 %・綿15 %
21
ブラウス
ピンク
未加工品
ポリエステル85 %・綿15 %
22
水着A 0 %伸長
白
未加工品
ポリエステル100 %
23
水着A 20 %伸長
白
未加工品
ポリエステル100 %
24
水着A 50 %伸長
白
未加工品
ポリエステル100 %
25
水着B 0 %伸長
白
未加工品
ポリエステル100 %
26
水着B 20 %伸長
白
未加工品
ポリエステル100 %
27
水着B 50 %伸長
白
未加工品
ポリエステル100 %
8
L 1923:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.2
試験結果
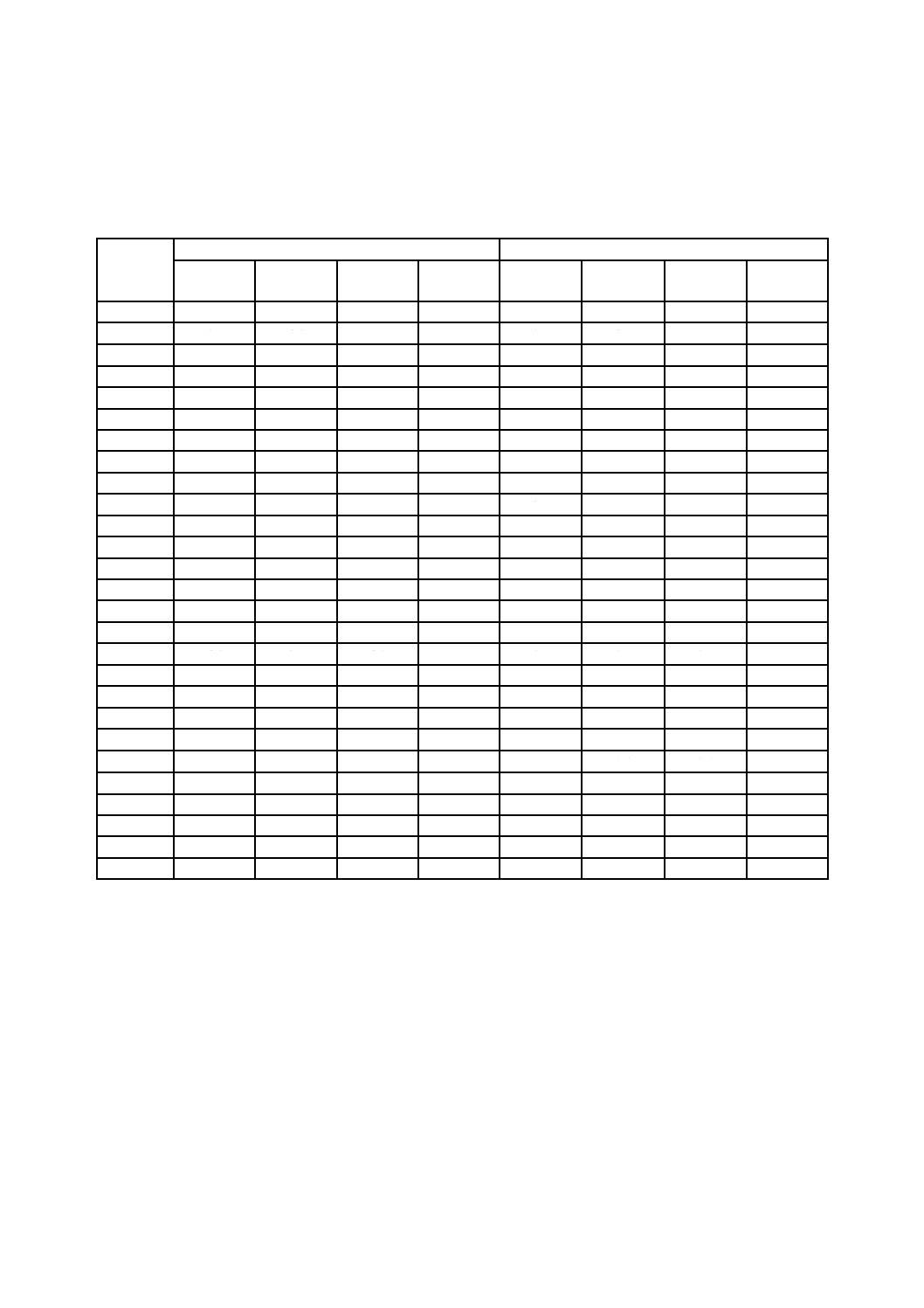
A法(視感法)の試験結果を表B.2に,B法(計器法)の試験結果を表B.3に示す。
表B.2−A法(視感法)試験結果
No.
乾燥状態(等級)
湿潤状態(等級)
試験機関
A
試験機関
B
試験機関
C
試験機関
D
試験機関
A
試験機関
B
試験機関
C
試験機関
D
1
5.0
5.0
5.0
5.0
5.0
3.5
4.0
5.0
2
3.5
4.0
3.5
4.5
3.5
3.5
3.0
4.5
3
4.0
3.5
3.5
4.0
3.0
2.0
2.5
−
4
4.0
3.5
3.5
4.5
3.5
2.0
3.0
−
5
4.5
4.5
4.5
4.5
3.5
3.0
3.0
4.5
6
3.0
2.5
2.0
3.0
2.0
1.5
1.5
2.0
7
5.0
5.0
5.0
5.0
5.0
5.0
5.0
5.0
8
4.0
3.0
3.5
4.0
2.5
2.0
2.0
3.0
9
4.0
3.5
3.5
4.5
2.5
2.5
3.0
3.5
10
4.0
3.5
3.5
4.5
2.5
2.0
2.5
3.0
11
4.0
3.5
3.5
4.5
3.5
3.0
3.5
4.5
12
4.5
3.5
4.5
4.5
3.5
2.0
2.5
3.0
13
4.5
3.5
−
−
3.0
2.5
−
−
14
−
−
4.0
4.5
−
−
3.5
3.5
15
−
−
3.5
4.0
−
−
2.0
3.0
16
2.5
2.0
2.0
2.5
1.5
1.0
1.0
2.5
17
4.0
3.5
4.0
4.5
1.5
1.5
1.5
2.5
18
3.5
2.5
2.5
3.5
1.5
1.0
1.5
2.5
19
3.0
4.0
3.5
−
2.0
−
2.0
−
20
3.0
4.0
3.0
−
2.0
−
1.5
−
21
3.0
2.0
2.0
3.0
1.0
1.0
1.0
2.0
22
2.5
2.5
2.5
3.5
1.0
1.0
1.0
2.5
23
3.5
2.0
2.5
3.0
1.0
1.0
1.0
2.0
24
2.0
3.5
3.0
3.0
1.5
−
2.0
−
25
1.5
3.5
2.5
2.5
1.5
−
1.5
−
26
2.5
3.5
2.5
2.5
1.5
−
1.0
−
27
1.5
3.0
2.0
2.0
1.5
−
1.0
−
9
L 1923:2017
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
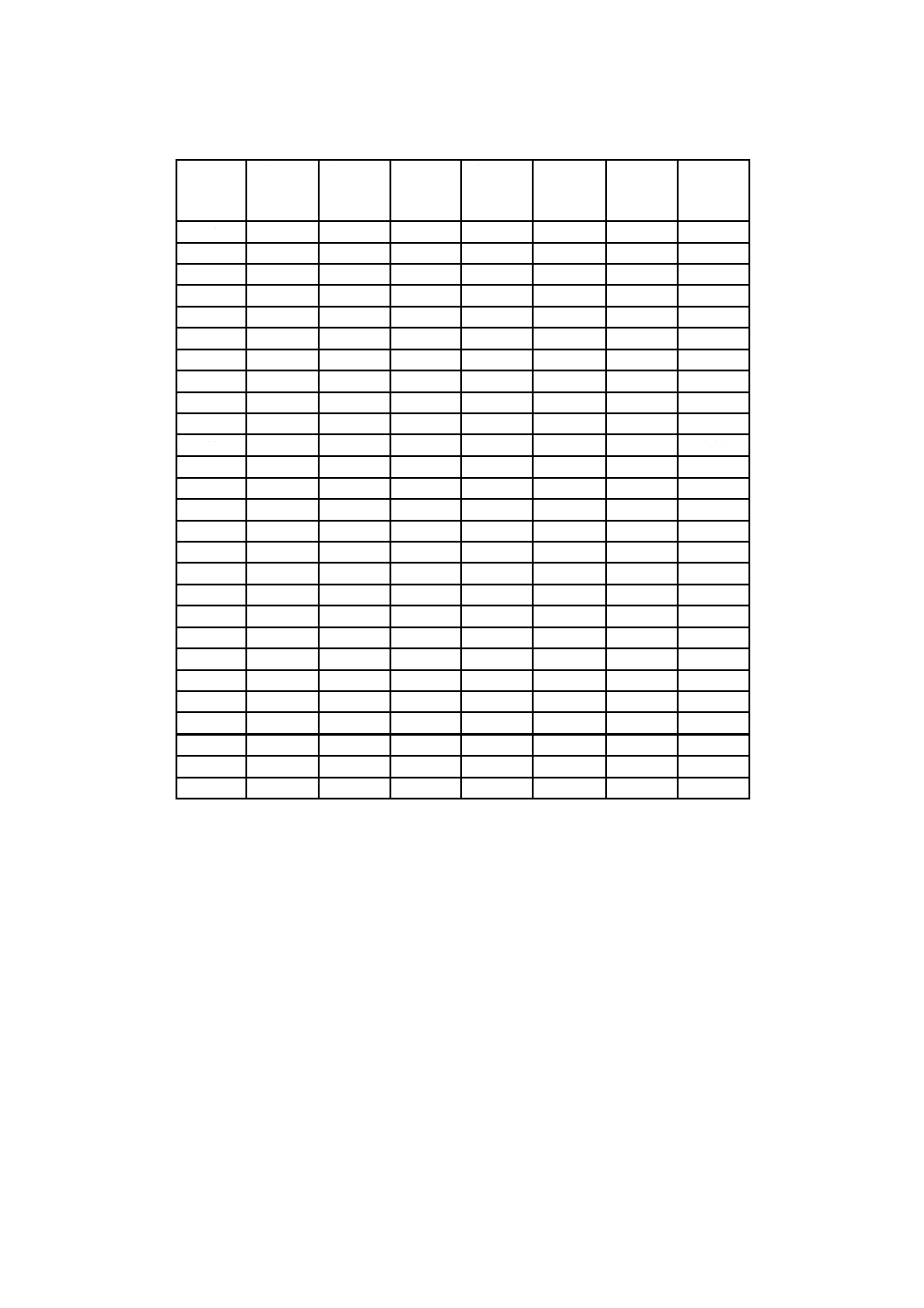
表B.3−B法(計器法)乾燥状態の試験結果
No.
試験機関
A
試験機関
B
試験機関
C
試験機関
D
標準
偏差
平均
変動
係数
(%)
1
98.5
99.2
99.4
99.5
0.45
99.2
0.45
2
94.2
94.9
94.8
96.5
0.98
95.1
1.03
3
95.7
95.5
98.5
97.3
1.42
96.8
1.47
4
96.0
95.7
97.3
95.9
0.73
96.2
0.76
5
98.8
98.4
99.1
98.7
0.29
98.7
0.29
6
92.4
91.3
93.9
94.3
1.38
93.0
1.49
7
96.6
100.4
101.1
97.0
2.30
98.8
2.33
8
96.9
95.2
96.0
96.3
0.71
96.1
0.74
9
95.5
94.6
96.6
94.4
1.00
95.3
1.05
10
94.6
94.4
96.8
94.5
1.15
95.1
1.21
11
95.0
94.8
96.9
94.6
1.06
95.3
1.11
12
96.2
96.0
96.6
96.3
0.25
96.3
0.26
13
96.5
96.4
−
−
0.07
96.5
0.07
14
−
−
95.3
97.2
1.34
96.3
1.40
15
−
−
92.9
95.5
1.84
94.2
1.95
16
86.4
86.0
85.7
85.6
0.36
85.9
0.42
17
96.1
96.1
96.3
97.3
0.57
96.5
0.60
18
92.6
92.3
92.4
94.7
1.14
93.0
1.23
19
93.0
91.1
−
92.2
0.95
92.1
1.04
20
90.7
91.1
−
89.4
0.89
90.4
0.98
21
89.6
89.5
88.8
92.0
1.40
90.0
1.55
22
91.1
92.1
90.4
92.2
0.86
91.5
0.94
23
89.3
89.2
89.1
92.0
1.40
89.9
1.56
24
89.6
88.2
90.0
88.3
0.91
89.0
1.02
25
90.9
90.7
86.9
90.5
1.91
89.8
2.12
26
88.1
87.9
88.2
86.2
0.94
87.6
1.07
27
86.0
84.2
85.2
84.2
0.87
84.9
1.03