L 1909:2010
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 試験場所························································································································· 3
5 測定に必要な器具 ············································································································· 3
6 試料の数量 ······················································································································ 3
7 マーキング方法及び試料の準備 ··························································································· 3
7.1 共通的事項 ··················································································································· 3
7.2 マーキング及び処理前の測定方法······················································································ 3
7.3 測定部位 ······················································································································ 4
8 処理方法························································································································· 8
9 処理後の調整及び測定方法 ································································································· 8
10 計算 ····························································································································· 8
11 試験報告書 ···················································································································· 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 10
L 1909:2010
(2)
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人繊維評価
技術協議会(JTETC)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS L 1909:2005は改正され,この規格に置き換えられた。
また,令和2年10月20日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
日本産業規格 JIS
L 1909:2010
繊維製品の寸法変化測定方法
Textiles-Determination of dimensional change
序文
この規格は,2007年に第4版として発行されたISO 3759及び2007年に第2版として発行されたISO 5077
を基とし,日本の繊維製品の洗濯関連の諸事情を考慮し,技術的内容を変更して作成した日本産業規格で
ある。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,繊維製品の洗濯,ドライクリーニング,浸せき,乾燥,仕上げ処理などによる寸法変化の
測定方法について規定する。ただし,生地及び床敷物は除く。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3759:2007,Textiles−Preparation, marking and measuring of fabric specimens and garments in
tests for determination of dimensional change
ISO 5077:2007,Textiles−Determination of dimensional change in washing and drying(全体評価:
MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7516 金属製直尺
JIS B 7522 繊維製巻尺
JIS L 0105 繊維製品の物理試験方法通則
注記 対応国際規格:ISO 139:2005,Textiles−Standard atmospheres for conditioning and testing(MOD)
JIS L 0112 衣料の部分・寸法用語
JIS L 0215 繊維製品用語(衣料)
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS L 0105,JIS L 0112及びJIS L 0215によるほか,次による。

2
L 1909:2010
3.1
繊維製品
布地を用いて縫製された衣服,インテリア製品カーテン,寝具シーツなどの総称。
3.2
わき丈
アームホールの最下点から衣服のすそまでの長さ。
3.3
前身丈
a) 上衣などの場合は,サイドネックポイントに相当する位置からすそまでの前身の長さ。
b) つなぎ服類の場合は,前面最上端部中央からまた止まり又はオープニングの端までの長さ。
3.4
後丈
a) 上衣などの場合は,後えり(襟)ぐり中央からすそまでの長さ。
b) つなぎ服類の場合は,後えり(襟)ぐり中央からまた止まりまでの長さ。
3.5
そで下丈
アームホールの最下点からそで口までの長さ。
3.6
ヨーク幅
背中心のネックポイントとアームホールの下端との中間点における両そで縫付縫目間の背部分の幅。ヨ
ークがある場合には,ヨークの縫目部分の幅。
3.7
ウエスト幅
a) 上衣などの場合は,ウエストラインに相当する部分の幅。
b) ズボン類及びスカートの場合は,ウエストラインの幅。
3.8
すそ幅
上衣の場合は,すそ部分の幅。その他の場合は,JIS L 0112による。
3.9
前また上丈
ウエストベルトを除いた,また止まりからウエストまでの前面長さ。
3.10
後また上丈
ウエストベルトを除いた,また止まりからウエストまでの後面長さ。
3.11
もも幅
また止まりを通る脚部の幅。
3.12
ヒップ幅
ヒップに相当する部分の幅。
3
L 1909:2010
3.13
ガードル丈
ガードルのわきの丈。
3.14
天幅
ガードルの上端部の幅。
3.15
アンダーバスト幅
ブラジャー又はブラジャー部分の底部の幅。
4
試験場所
試験場所は,JIS L 0105の5.1(試験場所)による。
5
測定に必要な器具
測定に用いる器具は,次による。
a) 長さ測定器 長さ測定器は,JIS B 7516若しくはJIS B 7522に規定するもの又はこれらと同等以上の
精度のあるもので1 mmまで測定できるもの。ただし,寸法を測定する部分の長さ以上のものを用い
る。
b) 測定点としての印を付けるために必要な器具
1) インキ 洗濯などの処理に耐えるもの。
2) 型板 測定点に印を付けるための格子状に線が引いてあり,交点に穴があいている板。
3) 縫糸 布地の色と明確に見分けられる色のもの。
4) ワイヤ 加熱して小さい穴があけられるもの。
注記 熱可塑性繊維の試験に使用する。
5) ステープラ
注記 浸せき試験などの試験片をかくはんしない試験に適している。
c) 作業台 試料よりも大きく,滑らかで平らな面をもつもの。
d) 衣服支持台 製品を支えるための支持台。
6
試料の数量
製品の試料は,代表するものを3点とする。ただし,受渡当事者間の協定によって必要に応じて試料数
を2点又は1点に変更してもよい。この場合には,試験報告書に付記する。
7
マーキング方法及び試料の準備
7.1
共通的事項
裏地が表地と異なる布地を使用している場合は,裏地も表地と同様に扱う。
7.2
マーキング及び処理前の測定方法
マーキング及び処理前の測定方法は,次による。
a) 試料は,JIS L 0105の5.3.1(試料又は試験片の標準状態)の状態となるまで又は標準状態の試験室に
4時間以上放置する。
4
L 1909:2010
b) 試料は,作業台の上に置くか,衣服支持台にセットする。
c) ボタン,ファスナなどで開閉ができる部分はすべて閉じる。
d) 7.3の測定部位の各対間距離を不必要に引き伸ばさないようにし,長さ測定器を用いて1 mmまで測定
する。
e) 伸縮性のある製品の場合は,軽く振るなど内部張力を取り除いた状態にしてからマーキング及び処理
前の測定を行う。
7.3
測定部位
測定部位は,次のとおりとし,縫い目上又は縫い目の交差した点間とするか,又は必要に応じて測定し
ようとする製品の測定部位に印を付ける。
なお,製品のデザインが複雑に入り込んでいる場合は,測定点を示す図を補助的に用いてもよい。また,
測定部位は,必要に応じて省略してもよい。
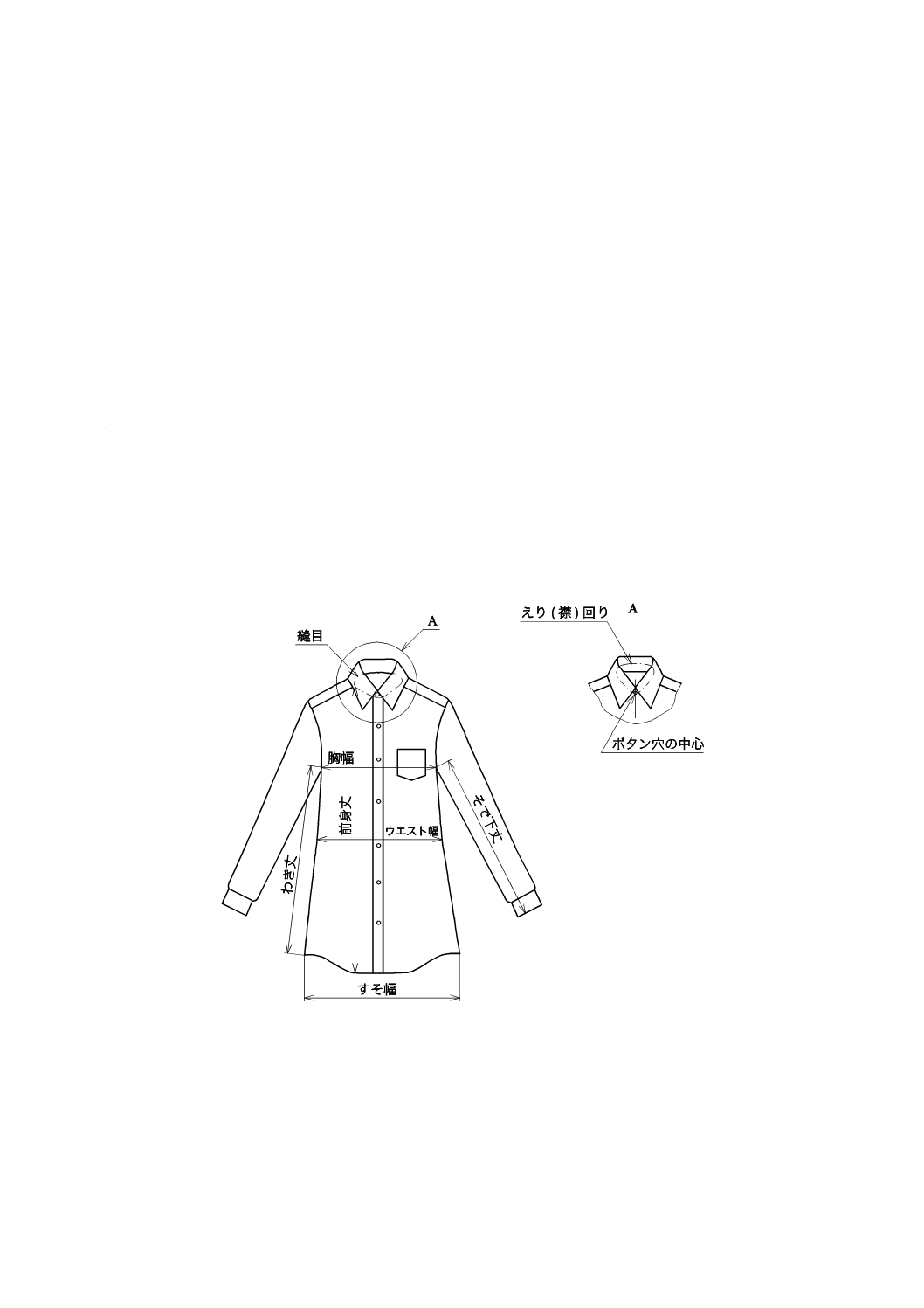
a) 上衣など(ドレス,コート,パジャマの上衣,プルオーバ,シャツ,ベストなどを含む。) 上衣な
どの測定部位は,図1及び図2に示すように,えり(襟)回り,わき丈,前身丈,後丈,そで下丈,
ヨーク幅,胸幅,ウエスト幅,すそ幅,そで幅及びそで口幅とする。
なお,胸幅,ウエスト幅,すそ幅の測定に代えて,ネックポイントからほぼ等距離にある点までの
3か所以上の幅を測定部位としてもよい。また,えり(襟)回りの測定方法については,図2のよう
にボタンを外し,えり(襟)を開いた状態にして測定してもよい。
図1−上衣の前身の測定部位例
5
L 1909:2010
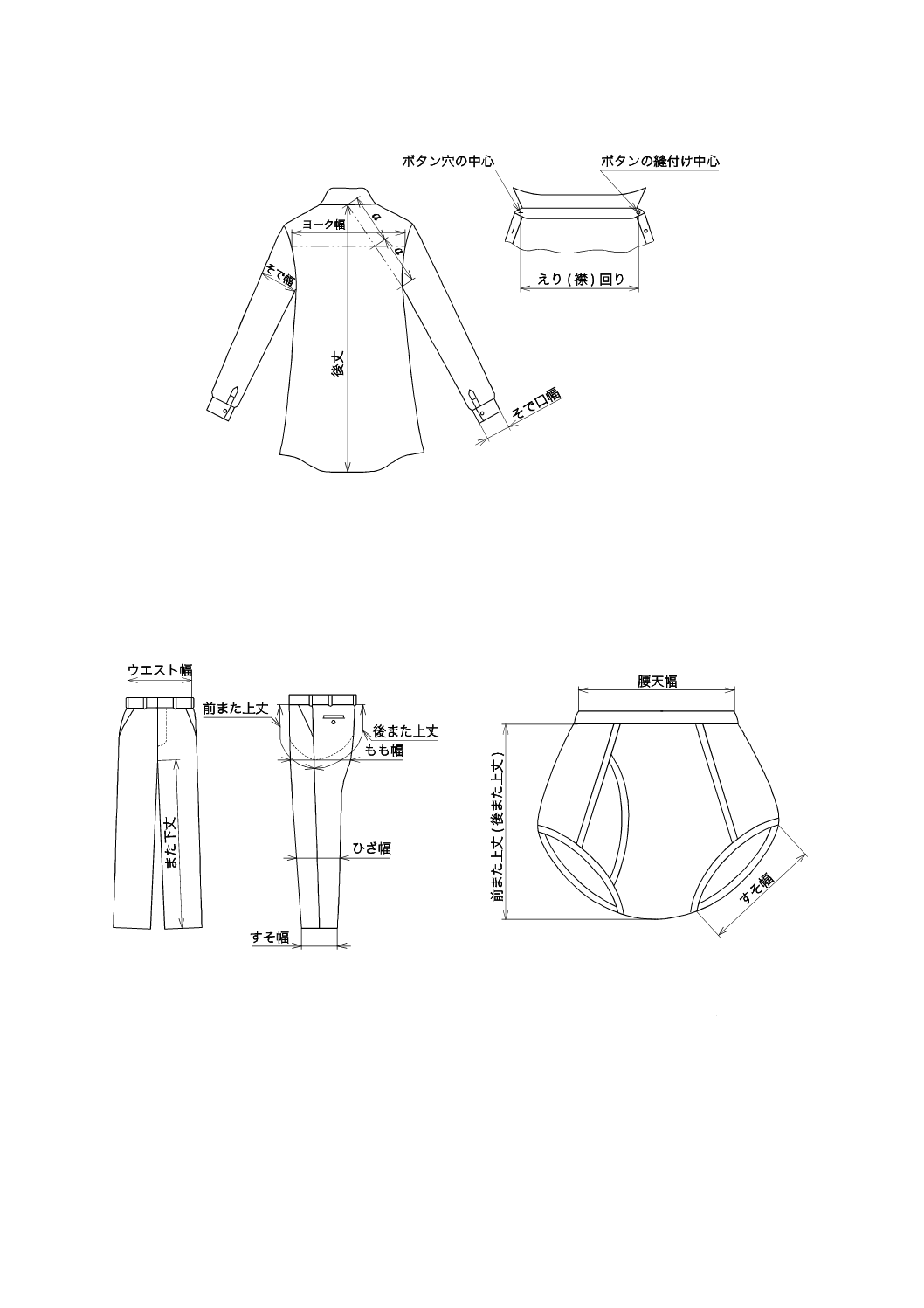
図2−上衣の後ろ身及びえり(襟)の測定部位例
b) ズボン類(ブリーフ,パンツ,水泳パンツなどを含む。) ズボン類の測定部位は,図3及び図4に
示すように,前また上丈,後また上丈,また下丈,ウエスト幅又は腰天幅,すそ幅,ひざ幅及びもも
幅とする。また,また下が短いズボン類の場合は,また止まりを経由して他方の足のすそまでとする。
なお,これによって測定した場合には,その旨を試験報告書に記載する。
図3−ズボンの測定部位例
図4−ブリーフの測定部位例
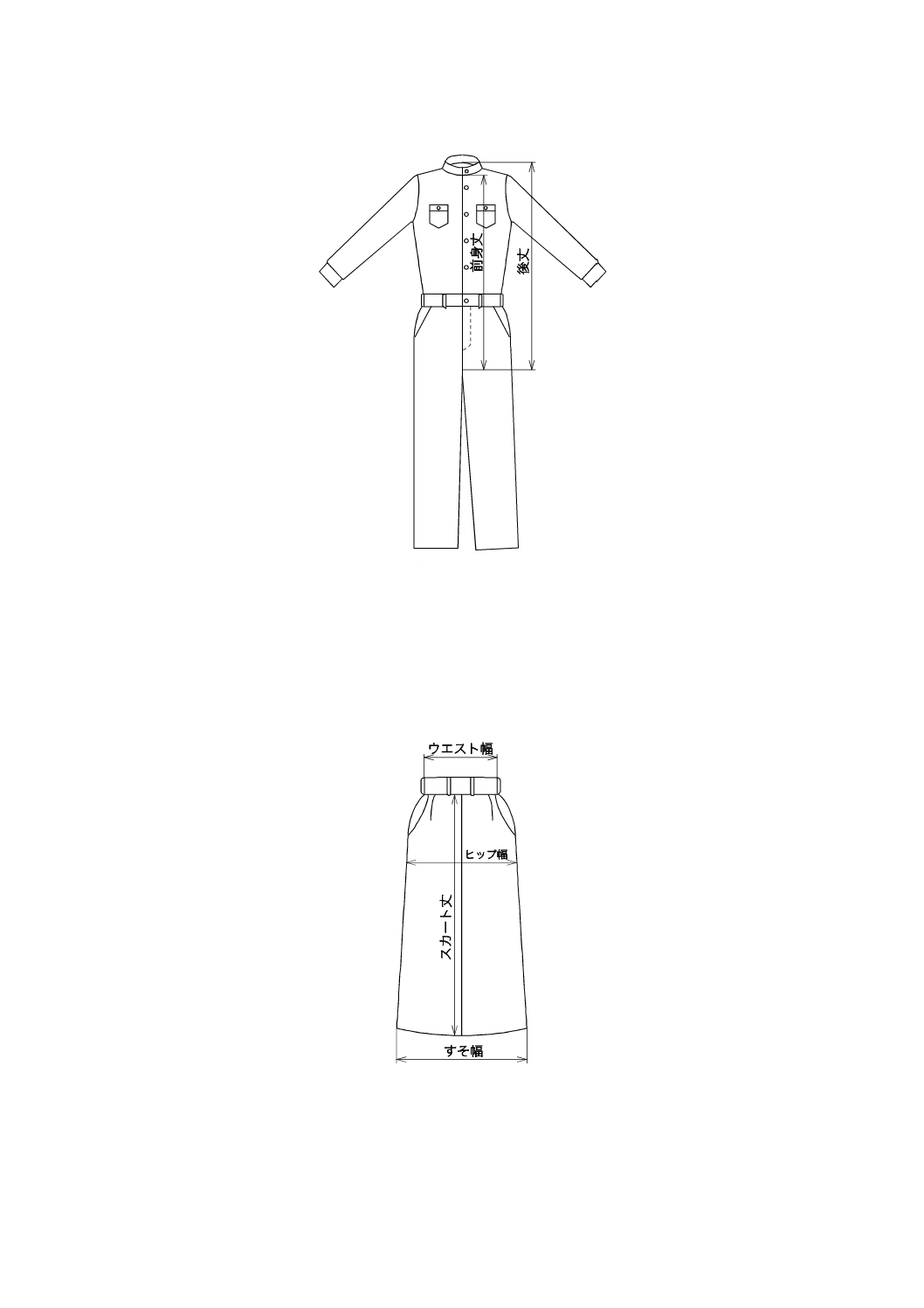
c) つなぎ服類(カバーオール,コンビネーション,ワンピース形の水着など) つなぎ服類の測定部位
は,a) 及びb) と同様の測定部位とする。ただし,図5に示すように,前身丈は前面中央からまた止
まり又はオープニングの端までの長さとし,後丈は後えり(襟)ぐり中央からまた止まりまでの長さ
とする。
6
L 1909:2010
図5−つなぎ服類の前身丈,後丈の例
d) スカート スカートの測定部位は,図6に示すように,スカート丈(前スカート丈及び後スカート丈),
ヒップ幅,すそ幅及びウエスト幅とする。
なお,ヒップ幅,すそ幅の測定に代えて,ウエストベルトの上辺又は下辺からほぼ等距離にある3
か所以上の幅を測定部位としてもよい。
図6−スカートの測定部位例
7
L 1909:2010
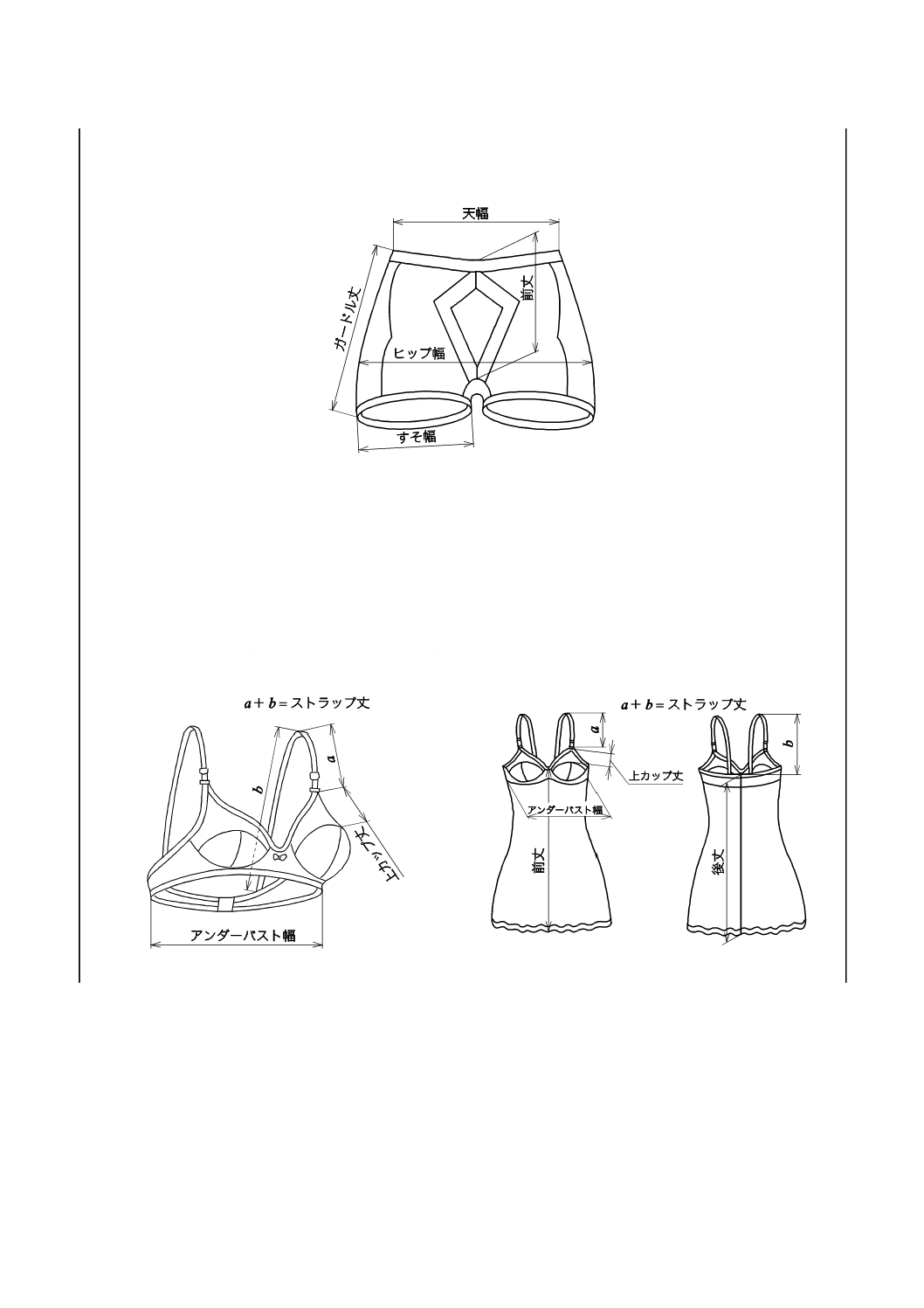
e) ガードル ガードルの測定部位は,図7に示すように,前丈又はガードル丈のいずれかの短い方の長
さ,天幅,すそ幅及びヒップ幅とする。
図7−ガードルの測定部位
f)
パンティガードル類 パンティガードル類の測定部位は,b) 又はe) と同様の測定部位とする。
g) ブラジャー類(ドレス,ナイトガウン,ベスト,スリップ,水着などのうちブラジャー機能があるも
のを含む。) ブラジャー類の測定部位は,止め具を閉じた状態で,図8及び図9に示すように上カッ
プ丈,前丈,後丈,ストラップ丈及びアンダーバスト幅とする。
なお,ストラップ丈の測定は,肩つりひもが調節できる製品には,肩つりひもをできる限り長くす
るようにスライダを調節するか又はスライダの位置を固定して行う。
図8−ブラジャーの測定部位例
図9−ブラスリップの測定部位例
8
L 1909:2010
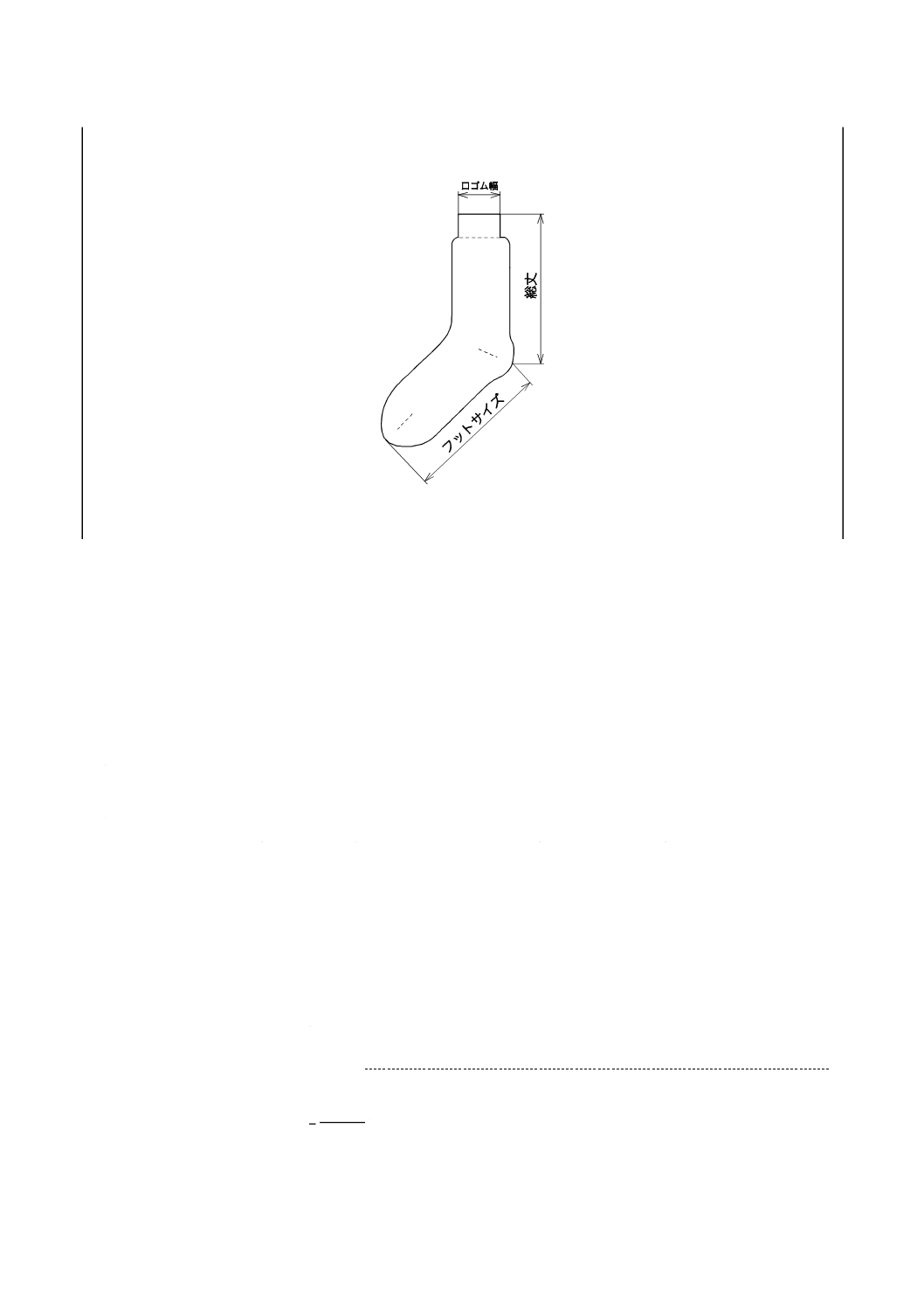
h) ソックス類 ソックス類の測定部位は,図10に示すようにフットサイズ,総丈及び口ゴム幅とする。
図10−ソックスの測定部位例
i)
衣服以外の製品(カーテン,シーツなど) 衣服以外の製品の測定部位は,全長及び全幅とする。
8
処理方法
マーキング及び処理前測定を行った試料は,洗濯,ドライクリーニング,浸せき,乾燥,仕上げなどの
処理を行う。処理方法は,受渡当事者間の協定による。この場合は試験報告書に処理した方法を付記する。
9
処理後の調整及び測定方法
処理後の調整及び測定方法は,次による。
a) 調整 試料は,JIS L 0105の5.3.1(試料又は試験片の標準状態)の状態となるまで又は標準状態の試
験室に4時間以上放置する。
b) 測定方法 試料を作業台の上に置くか,衣服支持台にセットし,試料を引き伸ばさないように注意し
ながらしわを取り除く。次に,試料がゆがまないように注意しながら長さ測定器を用い,対になった
二つの印間の距離を1 mmまで測定する。ただし,わき丈,そで幅などのように同一測定部位の測定
区間が二つある場合には,別々に測定する。試験の結果は,右わき丈,左わき丈というように測定部
位を明確に試験報告書に付記する。
10 計算
測定部位ごとに次に示す式によって寸法変化率(小数点以下2けたまで)を求め,小数点以下1けたの
数値を0又は5に丸めて表す1)。計算結果のマイナスは縮みを表し,プラスは伸びを表す。ただし,受渡
当事者間の協定による場合には,JIS Z 8401の規則B(四捨五入法)によって小数点以下1けたに丸めて
表してもよい。
100
1
1
2
×
−
=
L
L
L
ΔL
9
L 1909:2010
ここに,
ΔL: 寸法変化率(%)
L1: 処理前の長さ(mm)
L2: 処理後の長さ(mm)
注1) 平均値の小数点以下1けたの数値を0又は5に丸める方法は,次によるのがよい。
a) 平均値の小数点以下2けたまでの値が,0.00以上0.24以下の場合は,小数点以下1けたを
0に丸める。
b) 平均値の小数点以下2けたまでの値が,0.25以上0.74以下の場合は,小数点以下1けたを
5に丸める。
c) 平均値の小数点以下2けたまでの値が,0.75以上0.99以下の場合は,平均値の整数に1を
加え,小数点以下1けたを0に丸める。
11 試験報告書
試験報告書には,次の事項を記載する。
a) 試験年月日
b) 規格番号
c) 試験方法
d) 試験条件
e) 試験結果
参考文献
JIS L 0217 繊維製品の取扱いに関する表示記号及びその表示方法
JIS L 1060 織物及び編物のプリーツ性試験方法
JIS L 1096 織物及び編物の生地試験方法
ISO 3175-2:1998 Textiles−Dry cleaning and finishing−Part 2: Procedures for tetrachloroethene
ISO 6330:2000 Textiles−Domestic washing and drying procedures for textile testing
10
L 1909:2010
附属書JA
(参考)
JISと対応国際規格との対比表
JIS L 1909:2010 繊維製品の寸法変化測定方法
ISO 3759:2007 Textiles−Preparation, marking and measuring of fabric specimens and
garments in tests for determination of dimensional change
ISO 5077:2007 Textiles−Determination of dimensional change in washing and drying
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
生地及び床敷物を
除く繊維製品の寸
法変化の測定方法
について規定。
ISO 3759 1
織物生地,衣服の準備,
マーキング,洗濯,ドラ
イクリーニング,水浸せ
き及び蒸気処理後の寸法
の変化の測定方法につい
て規定
追加
ISO規格は,編物製品などは適
用されない。
ISO 3759には,編物製品についての
規格がない。規格化された時点でJIS
を見直す。JISは生地の試験方法を
JIS L 1096に移行した。
ISO 5077 1
生地,衣服など洗濯,乾
燥操作による寸法変化の
測定方法について規定。
−
−
JISは生地の試験方法をJIS L 1096に
移行した。
3 用語及
び定義
JIS L 0105,JIS L
0112,JIS L 0215に
よるほか,測定に必
要な用語及び定義
を規定。
ISO 3759
ISO 5077
−
−
追加
ISO規格では規定なし。
JISとして必要な用語を定義。
−
−
3
原理(この規格で規定の
測定方法の概要を説明し
ている。)
削除
−
JISとして不要な規定である。
4 試験場
所
試験は,JIS L 0105
の5.1(試験場所)
による。
ISO 3759
ISO 5077
5
ISO 139による。
変更
JISは表現は異なるがISO規格
と同じ。
技術的差異はない。
1
0
L
1
9
0
9
:
2
0
1
0
11
L 1909:2010
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 測定に
必要な器
具
測定に用いる器具
について規定
ISO 3759
ISO 5077
4
JISとほぼ同じ
変更
JISでは,JISで規定する測定
器を用いる。
規格使用者の利便を考慮し,JISの測
定器(巻尺)を追加した。
技術的差異はない。
7 マーキ
ング方法
及び試料
の準備
マーキング,処理前
測定方法(予備調
整・調整又は標準状
態の試験室に4時間
以上放置後,所定部
位の長さを測定)及
び製品の種類ごと
に測定部位を規定。
ISO 3759 6
7
8
生地の試験片の手順とし
て,選択,寸法,調整,
マーキング,測定方法を
規定。
製品の種類ごとにマーキ
ング,処理前測定方法[実
質,調整(恒量になるま
で)後,所定部位の長さ
を測定]及び測定部位を
規定。
選択/追
加
JISは処理前の調整法として,
“標準状態の試験室に4時間
以上放置”でもよいを選択でき
るようにした。
JISには製品として,ガードル,
パンティガードル類,ブラジャ
ー類,ソックス類を追加。
JISでは,品質評価するのに必要な独
自の規定内容を追加し,選択できる
こととした。JISは生地の試験方法を
JIS L 1096に移行した。
ISO規格では,製品の測定を両半身
ごとに測定することに規定されてい
るが,試験依頼の現状に合わせ,規
定から削除した。
8 処理方
法
洗濯,ドライクリー
ニングなど処理方
法は受渡当事者間
の協定によると規
定。
ISO 3759
ISO 5077
9
7
ISO 3005,ISO 3175,ISO
6330及びISO 7771に規
定する手順に従って,試
料の洗濯,ドライクリー
ニング,水浸せき及び蒸
気処理を行う。
ISO 6330に規定する手順
に従って,試料の洗濯及
び乾燥を行う。
変更
追加/変
更
JISは洗濯及び乾燥に加え,ド
ライクリーニング,浸せき,仕
上げなどの処理も追加。
ISO 6330に対応するJISがないため,
この規格では,処理方法を受渡当事
者間の協定によると規定した。
11
L
1
9
0
9
:
2
0
1
0
12
L 1909:2010
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
9 処理後
の調整及
び測定方
法
箇条7の準備及び長
さの測定方法とほ
ぼ同じ内容を規定。
ISO 3759
ISO 5077
9
7
箇条6及び箇条7の準備
及び長さの測定方法とほ
ぼ同じ内容を規定。
ISO 3759による。
選択
JISは処理後の調整法として,
“標準状態の試験室に4時間
以上放置”でもよいを選択でき
るようにした。
JISでは,品質評価するのに必要な
JIS独自の規定内容を追加した。
10 計算
寸法変化率を算出
し,小数点以下1け
たに丸めて表す。0.0
又は0.5単位に丸め
る方法及び0.1単位
に丸める方法が選
択できるよう規定。
ISO 3759
ISO 5077
10
8
寸法変化率を算出し,%
で表示。
寸法変化率を算出し,最
小単位0.5 %で表示。
選択/追
加
数値の丸め方が異なる。
受渡当事者間の協定によってJISで
は0.1単位に丸めて表すことができ
る規定を追加した。
11 試験報
告書
記録すべき事項を
規定。
ISO 3759
ISO 5077
11
9
記録すべき事項を規定。
変更
技術的差異はない。
JISと国際規格との対応の程度の全体評価:ISO 3759:2007,ISO 5077:2007,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
1
2
L
1
9
0
9
:
2
0
1
0