4
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
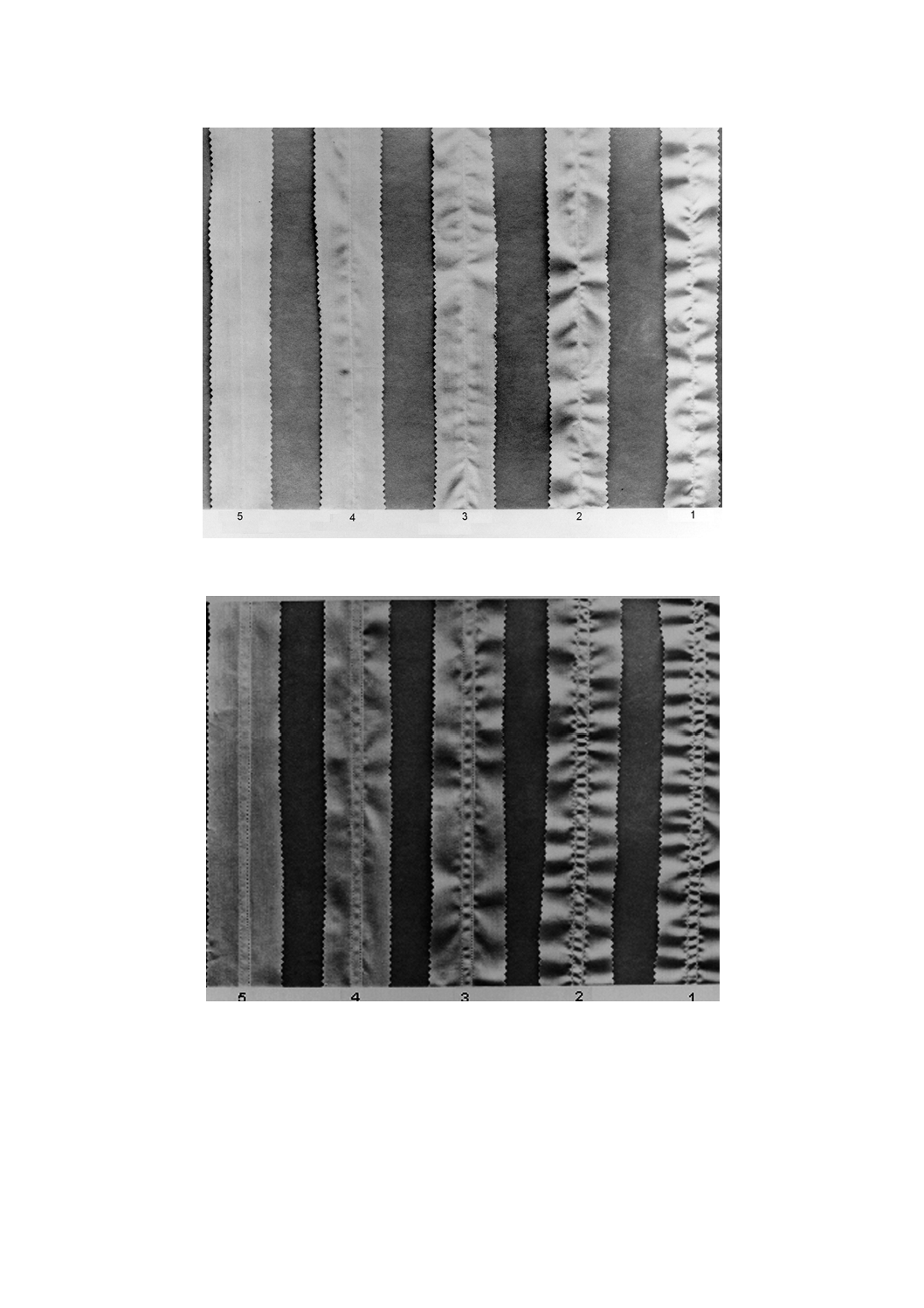
図1−判定用標準写真(1条縫)
図2−判定用標準写真(2条縫)
L 1905:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験場所························································································································· 2
5 試料及び試験片の採取及び準備 ··························································································· 2
6 装置及び材料 ··················································································································· 3
6.1 観察装置 ······················································································································ 3
6.2 判定用標準 ··················································································································· 3
7 評価方法························································································································· 5
8 試験報告書 ······················································································································ 7
附属書A(参考)ISOシームパッカリングレプリカのデジタル化 ··················································· 8
附属書JA(参考)光学三次元計測法 ······················································································· 26
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 27
L 1905:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人繊維評価
技術協議会(JTETC)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS L 1905:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
L 1905:2012
繊維製品のシームパッカリング評価方法
Methods for assessing the appearance of seam pucker on textiles
序文
この規格は,2009年に第3版として発行されたISO 7770を基に,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JBに示す。また,附属書JAは,対応国際規格にない事項である。
1
適用範囲
この規格は,繊維製品のうち糸によって縫い合わされた布地又は製品に発生しているシームパッカリン
グの程度を目視評価する方法について規定する。
この規格で,附属書AにISOシームパッカリングレプリカのデジタル化を参考として記述した。また,
附属書JAに,光学三次元計測法を参考として記述した。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7770:2009,Textiles−Test method for assessing the smoothness appearance of seams in fabrics
after cleansing(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 7617-2 直管蛍光ランプ−第2部:性能仕様
JIS L 0105 繊維製品の物理試験方法通則
注記 対応国際規格:ISO 139,Textiles−Standard atmospheres for conditioning and testing(MOD)
JIS L 0217 繊維製品の取扱いに関する表示記号及びその表示方法
JIS L 0805 汚染用グレースケール
注記 対応国際規格:ISO 105-A03,Textiles−Tests for colour fastness−Part A03: Grey scale for
assessing staining(MOD)
JIS L 0860 ドライクリーニングに対する染色堅ろう度試験方法
JIS L 1096 織物及び編物の生地試験方法
ISO 3175-1,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 1 :
Assessment of performance after cleaning and finishing
2
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 3175-2,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 2 :
Procedure for testing performance when cleaning and finishing using tetrachloroethene
ISO 3175-3,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 3 :
Procedure for testing performance when cleaning and finishing using hydrocarbon solvents
ISO 3175-4,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 4 :
Procedure for testing performance when cleaning and finishing using simulated wetcleaning
ISO 6330,Textiles−Domestic washing and drying procedures for textile testing
3
用語及び定義
この規格で用いる主な用語の定義は,JIS L 0105によるほか,次による。
3.1
シームパッカリング
縫い目線の周辺に生じた縫いつれ又は縫いじわが,やや連続的に続いたもの。
4
試験場所
JIS L 0105に規定する標準状態の試験室によって試験を行う。試験室が標準状態に保てない場合は,で
きるだけ標準状態に近い場所で評価を行い,評価時の温度及び相対湿度を箇条8の試験報告書に記載する。
5
試料及び試験片の採取及び準備
試料及び試験片の採取及び準備は,次による。
a) 布地の場合 布地の場合は,布地及び縫い合わせ条件が同じ部分から,縫い目線が中央になるように,
380 mm×380 mmの大きさの試験片を試験片がほつれないように3点採取する。採取した試験片は,
通常,巻きを防止するため寸法の安定している糸で縁から10 mm入ったところを緩く縫い合わせるな
どした後,標準状態とする。
なお,製品から380 mm×380 mmの大きさの試験片を採取及び準備する場合も布地として扱う。た
だし,380 mm×380 mmの大きさの試験片の採取が困難な場合には,縫い目方向に対して90°方向に
発生しているシームパッカリングの凹凸の波の端部まで含むように採取してもよい。
b) 製品の場合 製品の場合は,製品1点をハンガー又は人台などに掛け,製品本来の形態を崩さないよ
うにし,標準状態とする。
c) 洗濯及び乾燥処理を必要とする場合 a)又はb)の試料に対し,洗濯及び乾燥処理後の評価が必要な場
合には,必要な処理を1回又は5回行う。
なお,洗濯には,水洗い処理のほかにドライクリーニング処理も含み,洗濯及び乾燥処理は,それ
ぞれ次のいずれかの方法を選択する。
1) 洗濯処理
1.1) JIS L 0217の付表1[記号別の試験方法−洗い方(水洗い)]に規定する方法
1.2) JIS L 0860に規定するドライクリーニング方法
1.3) ISO 6330に規定する洗濯処理方法
1.4) ISO 3175-1〜ISO 3175-4に規定する洗濯処理方法
2) 乾燥処理
2.1) JIS L 1096の8.24.1 c) 2)(乾燥)に規定する方法
3
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2) ISO 6330に規定する乾燥処理方法
d) 洗濯及び乾燥後のアイロン処理 試料の縫い目に変化を与えないように,生地に適する温度に調整で
きるドライアイロン又はスチームアイロンによって,しわなどの変形を整えた後,試料を標準状態に
する。ただし,ウォッシュアンドウェアなど,通常アイロン仕上げを行わない試料については,しわ
などの変形を整えなくてもよい。この場合,箇条8の試験報告書にその旨を記載する。
6
装置及び材料
6.1
観察装置
観察装置は,次による。
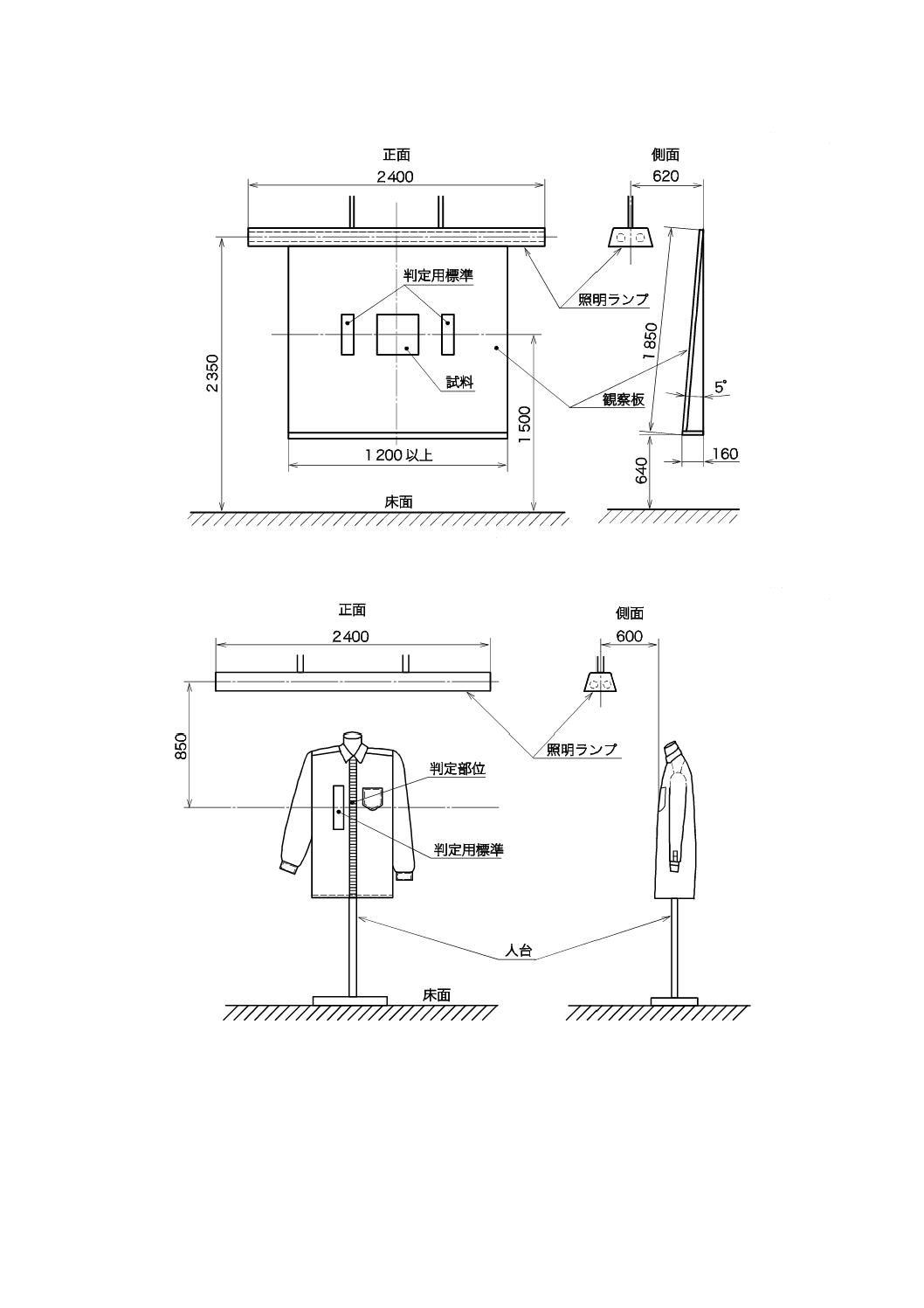
なお,観察装置の例として,試料が布地の場合を図3に,試料が製品の場合を図4に示す。
a) 暗室 暗室は,外部の光を完全に遮断し,内面反射の影響の少ない構造のものとし,黒いカーテンな
どを取り付け,周囲からの反射の影響を少なくする。
b) 照明ランプ 照明ランプは,JIS C 7617-2に規定するFL40SWのもの2本とするが,これと同等の照
度が得られる4本の照明ランプによってもよい。反射板の内部は白エナメルで塗装する。照明ランプ
の照度は,観察中常に一定とする。
c) 観察板 観察板は,面の角度を垂直から5°傾斜させた,表面の色がJIS L 0805に規定する汚染用グ
レースケール2号のb2と同等のもので,通常,縦1 850 mm,横1 200 mm以上の大きさとする。ただ
し,試料が製品の場合には観察板を用いなくてもよい。
6.2
判定用標準
判定用標準は,判定用標準立体レプリカとする。ただし,試料が布地の場合には,判定用標準写真を用
いてもよい。
a) 判定用標準立体レプリカ シームパッカリングを5級〜1級の5段階で表した立体レプリカとする。
b) 判定用標準写真 シームパッカリングを5級〜1級の5段階で表した写真とし,図1に1条縫の写真
を,図2に2条縫の写真を示す。
4
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−判定用標準写真(1条縫)
図2−判定用標準写真(2条縫)
5
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図3−観察装置(試料が布地の場合)
単位 mm
図4−観察装置(試料が製品の場合)
7
評価方法
評価方法は,判定者による目視評価とし,次による。
a) 布地の場合 箇条5の試料を縫い目線が観察板の水平方向中心線に対し直角になるようにして図3に
示すように置く。
6
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2 a)の判定用標準立体レプリカを用いる場合は,試料の両側に判定用標準立体レプリカを置き,照
明ランプの光を試料の中央部及び判定用標準に対して,縫い目線の同軸延長線上の前方上方(高さ850
mm,前方600 mmの位置)から当て,試料のシームパッカリングの程度を判定用標準と比較して,表
1の判定基準によって等級を判定する。また,6.2 b)の判定用標準写真を用いる場合は,試料の左側に
判定用標準を置き,照明ランプの光を試料の中央部に対して,縫い目線の同軸延長線上の前面上方(高
さ850 mm,前方600 mmの位置)から当て,試料のシームパッカリングの程度を判定用標準と比較し
て,表2の判定基準によって等級を判定する。
なお,判定者は3名とし,各判定者は暗室内で観察板から1 200 mm離れた試料前面に立ち,目の
高さが1 500 mm前後になるようにして評価する。判定結果は,9個の判定値の平均を求め,小数点以
下1桁を0又は5に丸めて表す。平均値の小数点以下1桁の数値の丸め方は,次のとおりとする。
1) 平均値の小数点以下2桁までの値が,0.00以上0.24以下の場合は,小数点以下1桁を0に丸める。
2) 平均値の小数点以下2桁までの値が,0.25以上0.74以下の場合は,小数点以下1桁を5に丸める。
3) 平均値の小数点以下2桁までの値が,0.75以上0.99以下の場合は,平均値の整数に1を加え,小数
点以下1桁を0に丸める。
b) 製品の場合 箇条5の試料を,一般に評価部位の縫い目線がほぼ鉛直になるように置く。
6.2 a)の判定用標準立体レプリカを図4に示すように評価部位の横に並べ,照明ランプの光を評価部
位の中央部及び判定用標準立体レプリカに対して,縫い目線の同軸延長線上の前面上方(通常,高さ
850 mm,前方600 mmの位置)から当て,試料のシームパッカリングの程度を判定用標準と比較して,
表1の判定基準によって等級を判定する。
なお,判定者は3名とし,各判定者は暗室内で判定部位から1 200 mm離れた試料前面で,通常,
目の高さが1 500 mmになるようにして評価する。判定結果は,3個の判定値の平均を求め,a)と同様
にして,小数点以下1桁を0又は5に丸めて表す。
表1−標準立体レプリカによる判定基準
等級
判定基準
5級 判定用標準の5と同程度又はより緩い外観を示すもの。
4.5級 判定用標準の4と5との中間程度の外観を示すもの。
4級 判定用標準の4と同程度の外観を示すもの。
3.5級 判定用標準の3と4との中間程度の外観を示すもの。
3級 判定用標準の3と同程度の外観を示すもの。
2.5級 判定用標準の2と3との中間程度の外観を示すもの。
2級 判定用標準の2と同程度の外観を示すもの。
1.5級 判定用標準の1と2との中間程度の外観を示すもの。
1級 判定用標準の1と同程度又はより著しい外観を示すもの。
表2−標準写真による判定基準
等級
判定基準
5級
判定用標準の5と同程度又はより緩い外観を示すもの。
4級
判定用標準の4と同程度の外観を示すもの。
3級
判定用標準の3と同程度の外観を示すもの。
2級
判定用標準の2と同程度の外観を示すもの。
1級
判定用標準の1と同程度又はより著しい外観を示すもの。
7
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
試験報告書
試験報告書には,次の事項を記載する。ただし,b)は判定用標準立体レプリカを用いた場合に記載し,
c)〜f)は該当する場合に記載する。
a) 判定結果及び判定用標準の種類
b) 評価方法(目視又は計測装置)
c) 評価部位
d) 洗濯及び乾燥処理の方法
e) 洗濯及び乾燥操作の回数
f)
箇条4及び箇条5で“試験報告書に記載する”とした場合は,その詳細。
例1 4級(判定用標準立体レプリカ)
目視
例2 3.5級(判定用標準立体レプリカ)
計測装置
洗濯方法 JIS L 0217の洗い方 104
乾燥方法 ドリップ乾燥
洗濯及び乾燥操作の回数5回
例3 5級(判定用標準立体レプリカ)
目視
前立て
洗濯方法ISO 6330の6A
乾燥方法ISO 6330のタンブル乾燥
洗濯及び乾燥操作の回数1回
例4 4級(判定用標準写真)
洗濯及び乾燥方法 商業ドライクリーニング(パークロロエチレン)
洗濯及び乾燥操作の回数1回
8
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
ISOシームパッカリングレプリカのデジタル化
この附属書は,2009年に第3版として発行されたISO 7770のAnnex Aを基に,技術的内容を変更する
ことなく記載したものであり,規定の一部ではない。
A.1 概要
この附属書は,シームパッカリングレプリカのデジタル描写を規定する。このデータは試験片を評価す
るために使用することを意図したものではない。試験片を評価する場合は,シームパッカリングレプリカ
を使用するものとする。
A.2 測定及び解析の手順
A.2.1 図A.1に示したように,3次元スキャニングシステムを使用して,ISO規格のシームパッカリング
レプリカのデジタル画像を測定する。3次元スキャニングシステムの仕様を表A.1に記載する。
図A.1−3次元スキャニングシステム
表A.1−3次元スキャニングシステムの仕様
カメラ
1 024×768ピクセル,白黒(Black/White)
特殊パターン
ハロゲンランプによる構造ビーム
焦点の調整
レーザー点光源を使用
測定時間
約70秒又は約80秒
解像度
±0.05 mm
9
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
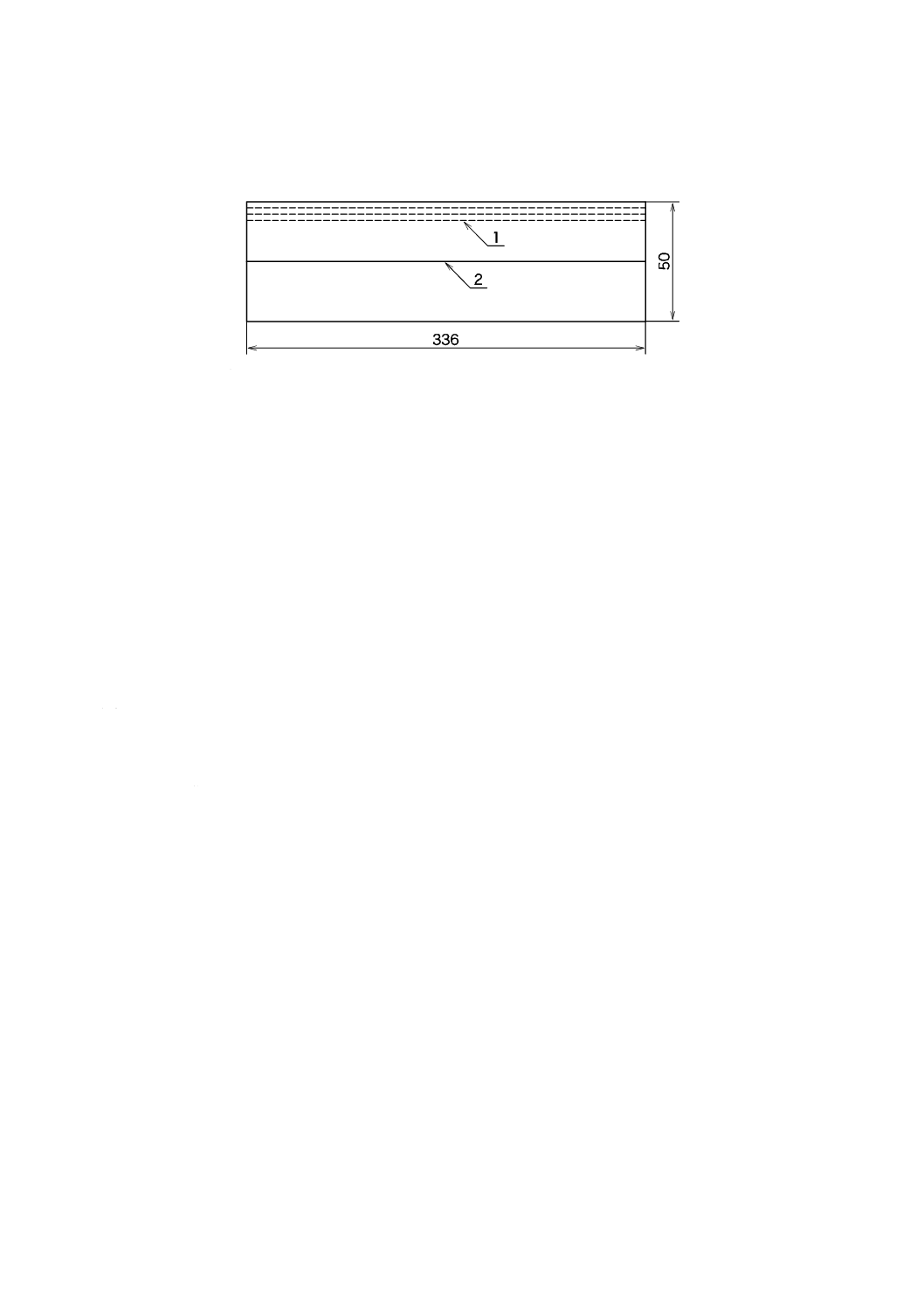
A.2.2 測定する領域を図A.2に示す。
単位 mm
1
測定ライン
2
縫い目線
図A.2−シームパッカリングレプリカの測定領域
A.2.3 3次元スキャニングシステムを用いてシームパッカリングレプリカの縫い目に平行に1 mm間隔で,
幾何学的図形(高さ)を測定する。
シームパッカリングレプリカを正確に分析するために,1 mm間隔で43本の線を選定する。それぞれの
線に沿った測定点の間隔は,線の間隔と同じ1 mmとする。それぞれの線に沿った測定点の数は,その間
隔によって決まる。
シームパッカリングレプリカを解析するために,等級に影響をもつ六つの形状パラメータを決定する。
形状パラメータは,高さの平均値,高さの最高値,高さのばらつき,高さ頻度の平均値,高さ度数の最
高値及び高さ度数のばらつきである。領域ごとに,六つの形状パラメータを測定する。
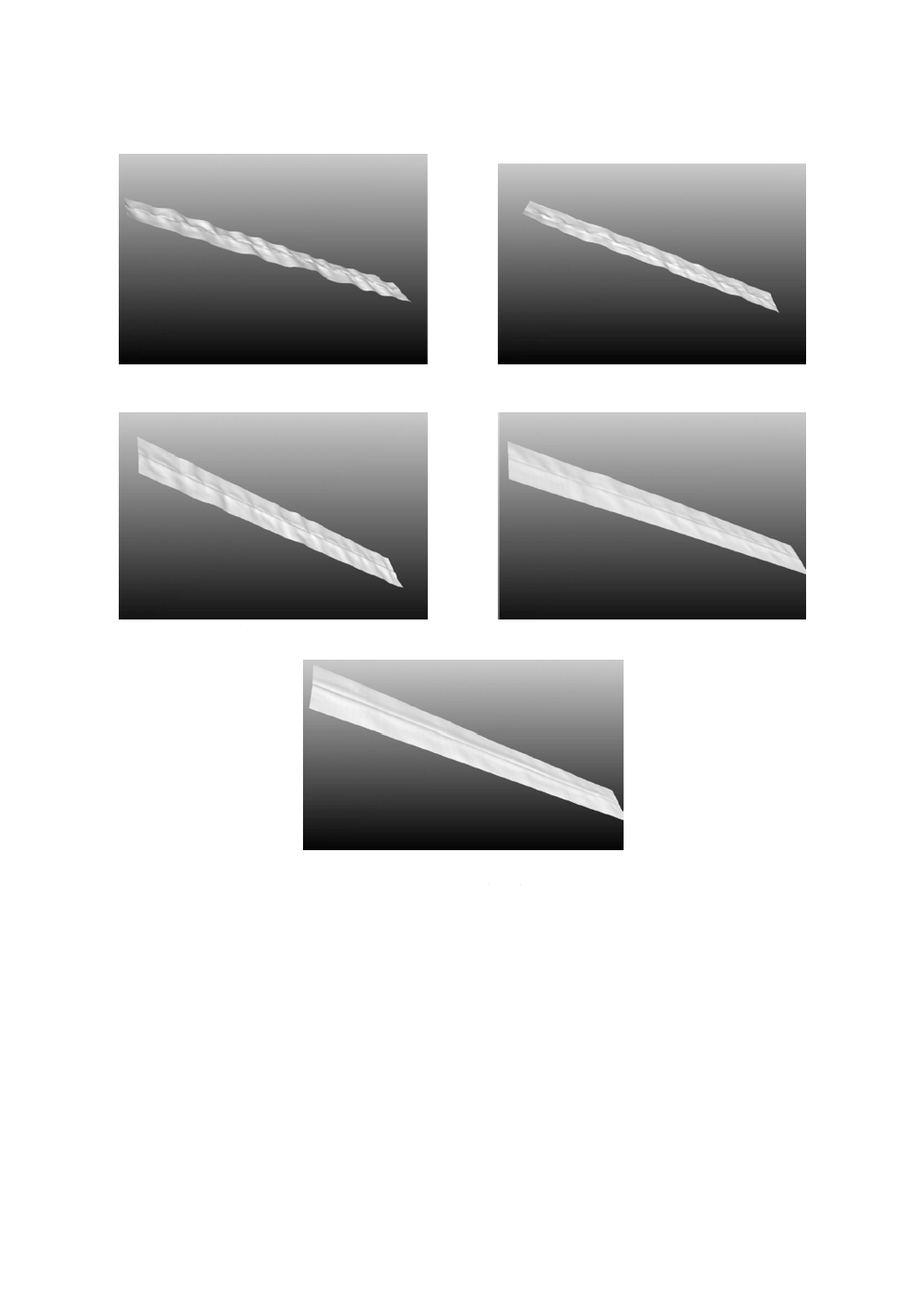
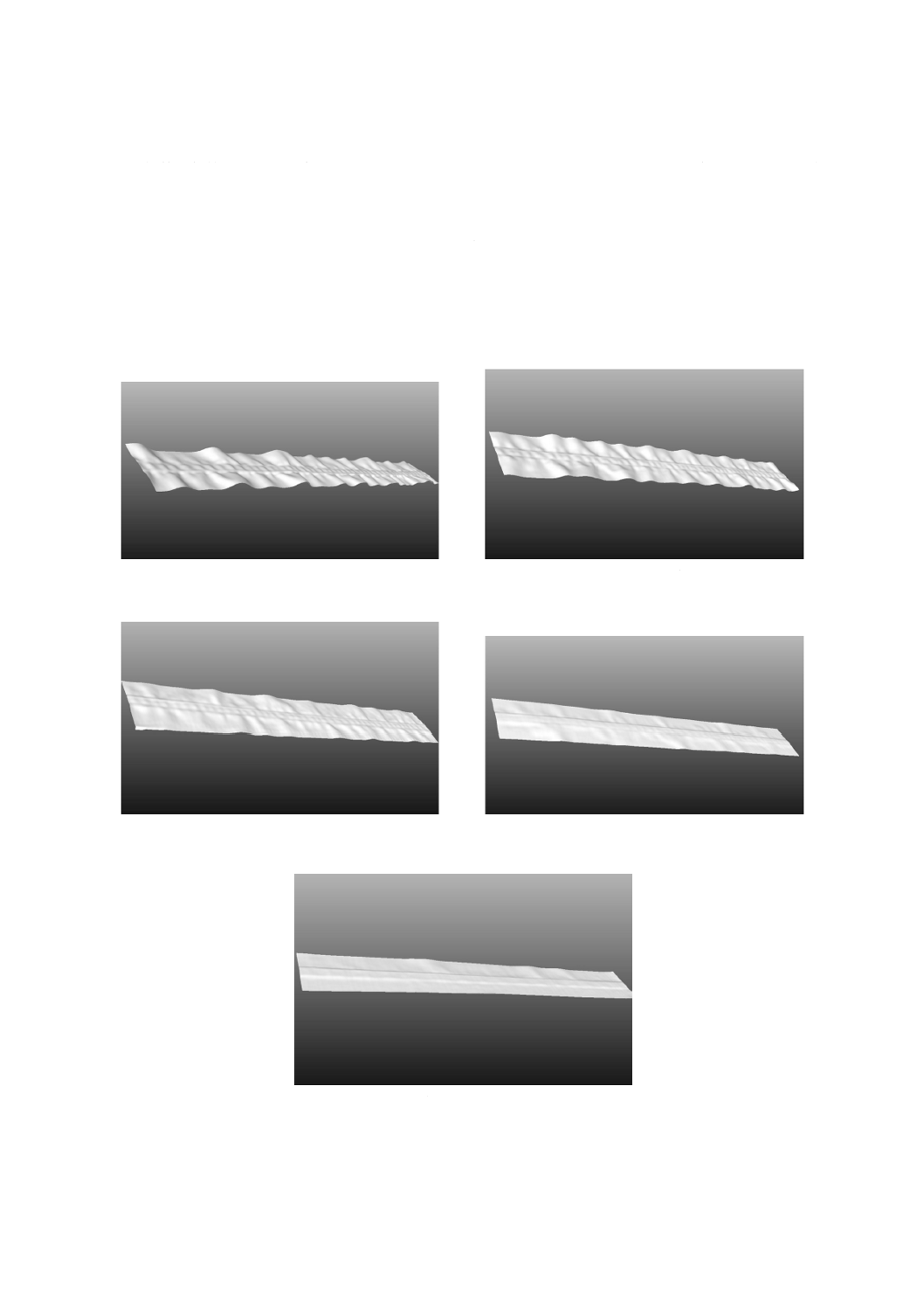
A.3 1 mm間隔で測定した1条縫い目シームパッカリングの解析
A.3.1 1条縫い目シームパッカリングレプリカの測定画像
図A.3は,3次元スキャニングシステムを用いて1 mm間隔で測定した1条縫い目シームパッカリング
レプリカの画像である。
10
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 等級1級
b) 等級2級
c) 等級3級
d) 等級 4級
e) 等級5級
図A.3−シームパッカリングレプリカの測定画像
11
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
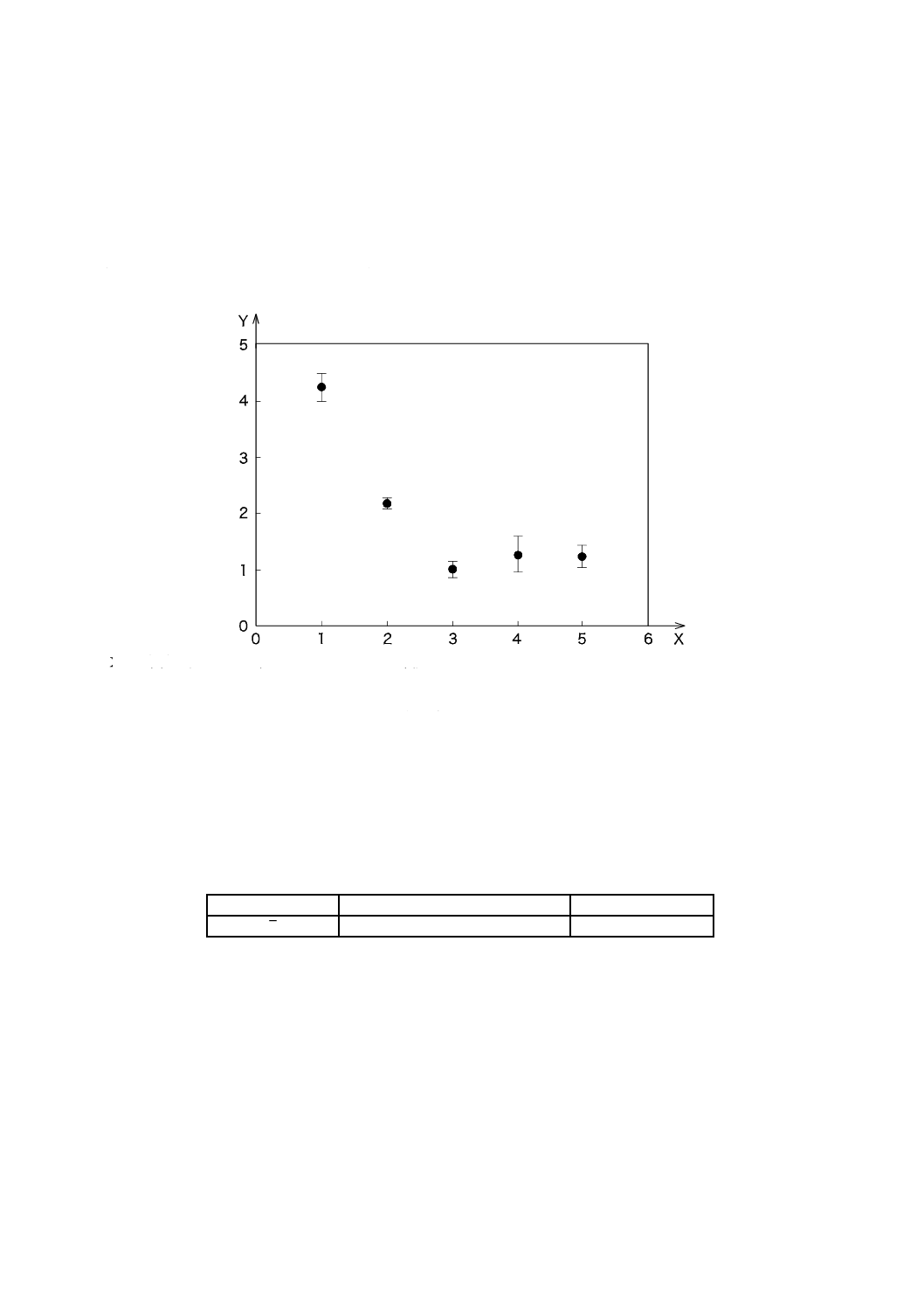
A.3.2 パラメータの解析
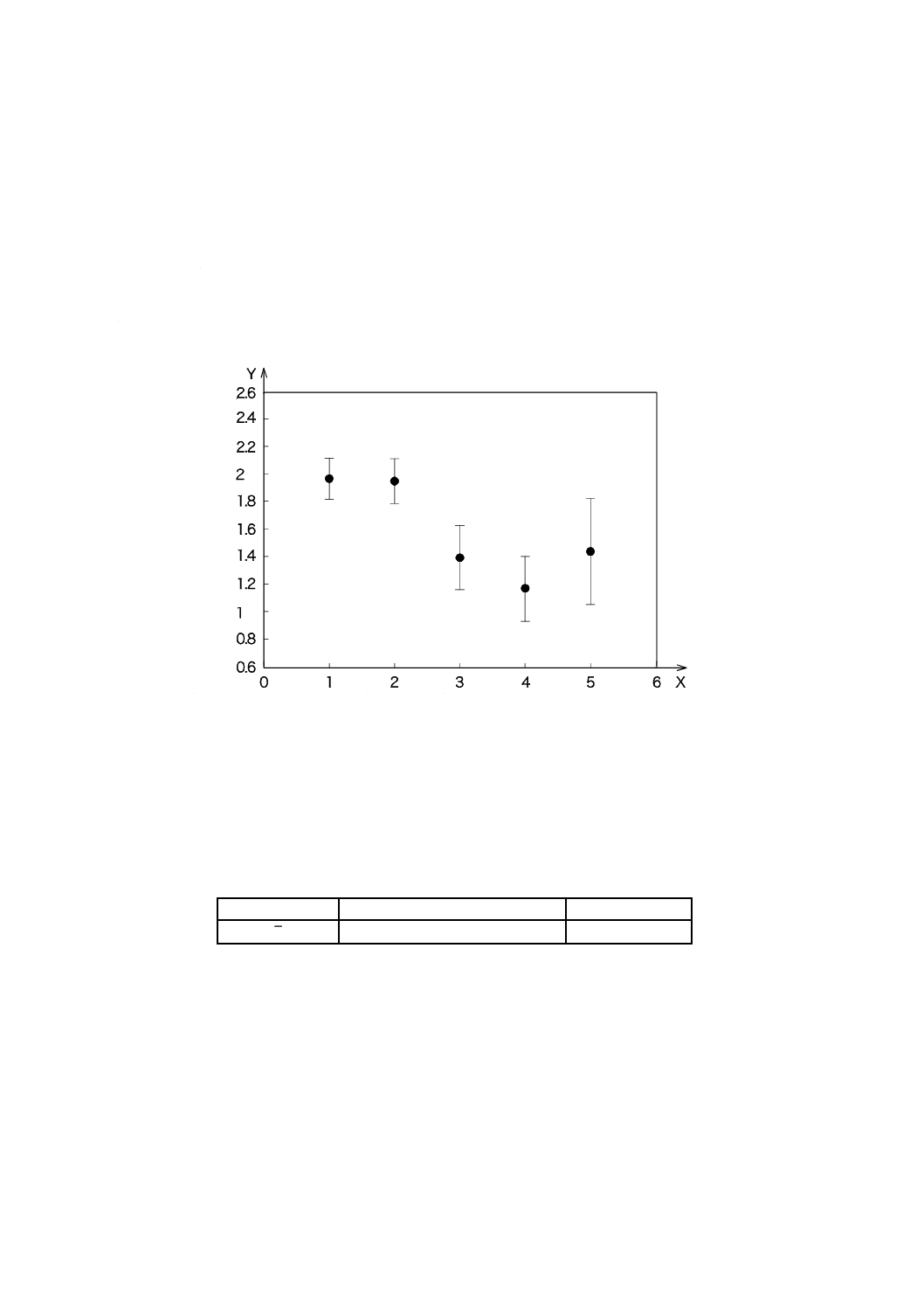
A.3.2.1 高さの平均値(¯h)
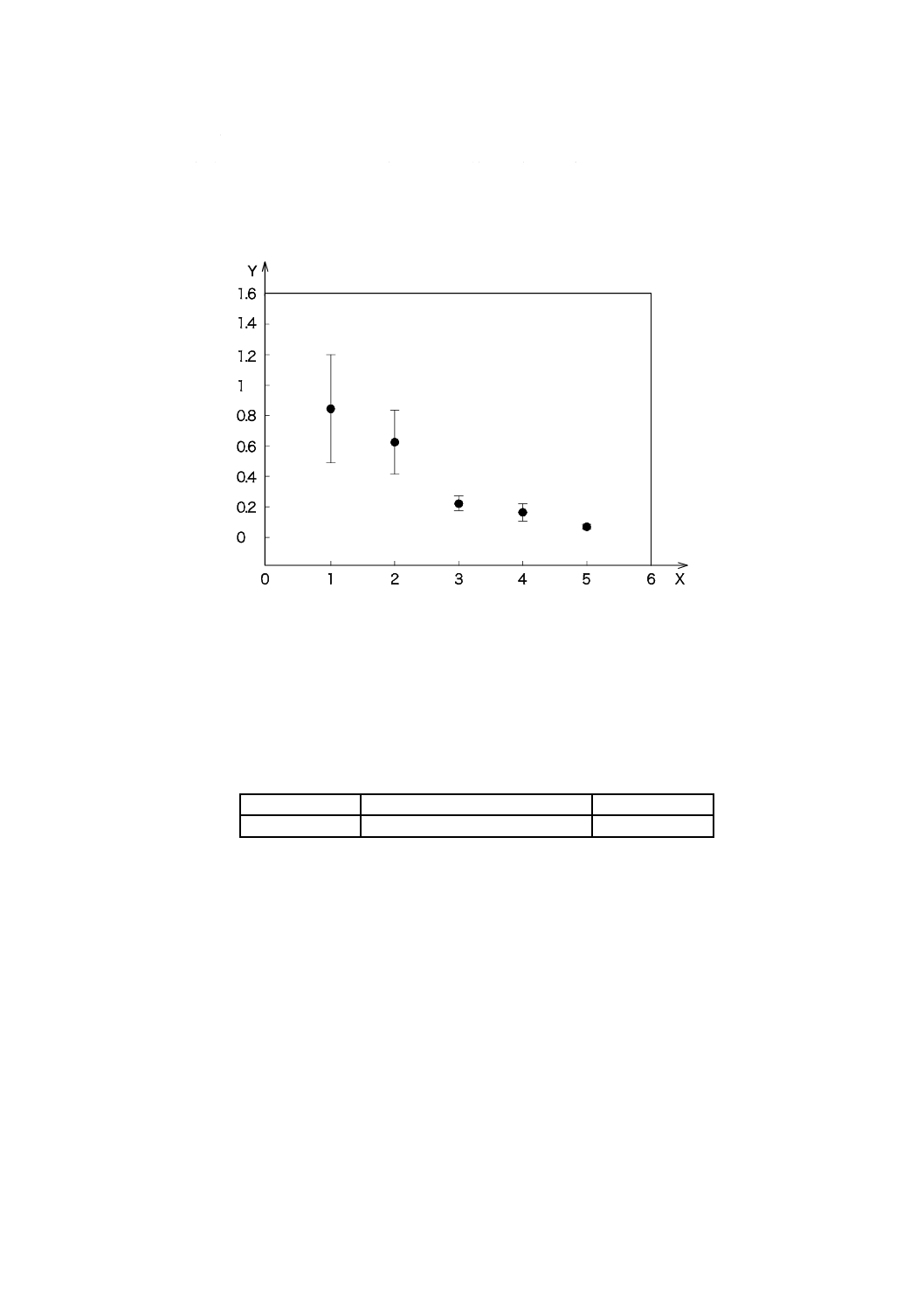
図A.4は,1条縫い目シームパッカリングレプリカの等級と高さの平均値との間の関係を示している。
高さの平均値の等級間の差異を確認するために分散分析(ANOVA)及びチューキ検定(Tukeyʼs method)
を行った。
分散分析の結果では,95 %信頼水準で等級間における差異を確認した。
チューキ検定の結果では,等級1と等級2との間及び等級3と等級5との間には有意差は認められなか
った。
X 1条縫い目シームパッカリングレプリカの等級
Y 高さの平均値(¯h):単位(mm)
図A.4−シームパッカリングレプリカの等級と高さの平均値との間の関係
シームパッカリングレプリカの等級と高さの平均値との間の見掛けの直線関係を確認するために単回帰
分析を実施し,分析結果から寄与率は,表A.2に示すように41.70 %である。
表A.2−高さの平均値(¯h)に関する単回帰分析の結果
パラメータ
回帰式
寄与率
¯h
等級=6.56−2.25ׯh
41.70 %
12
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
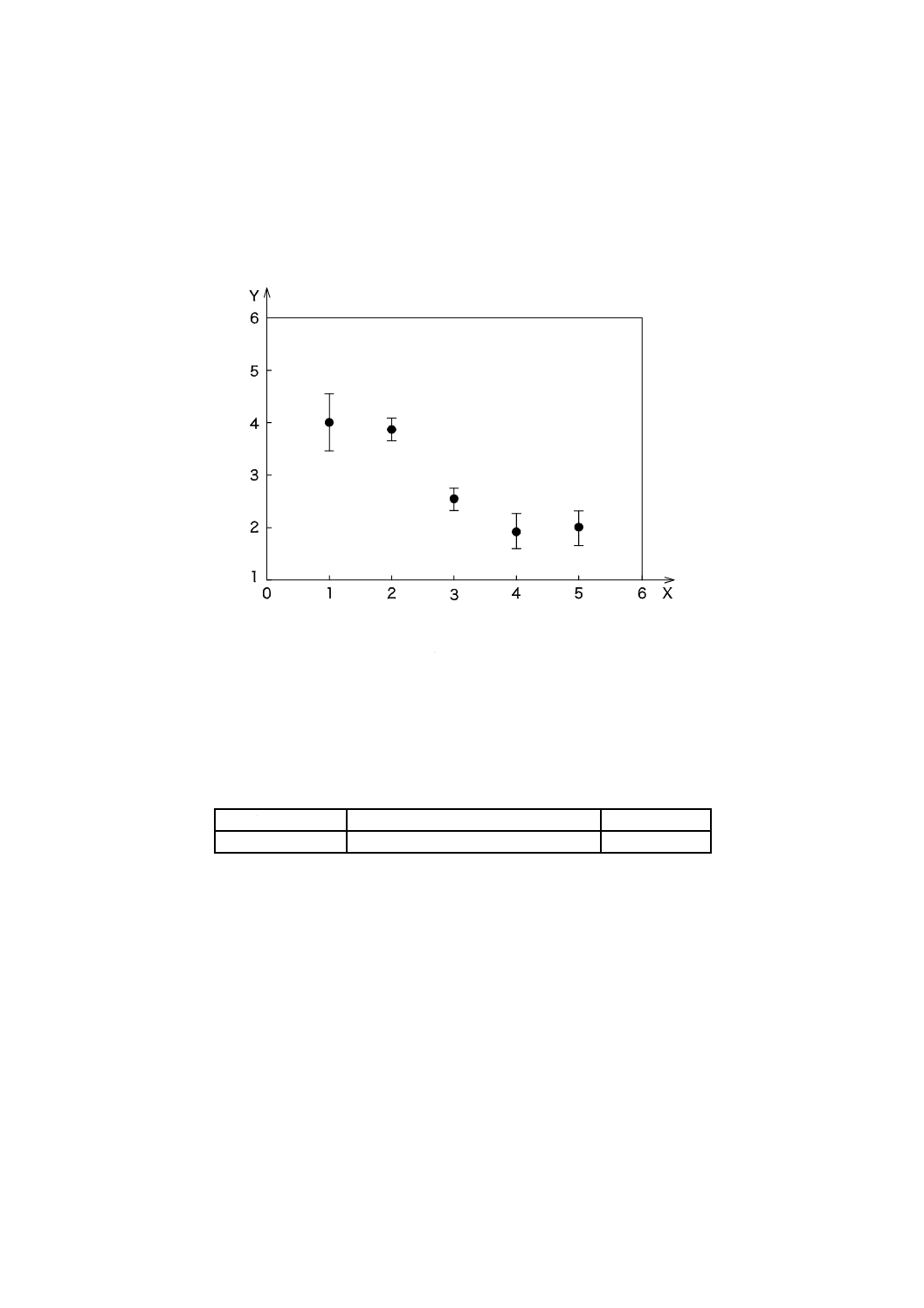
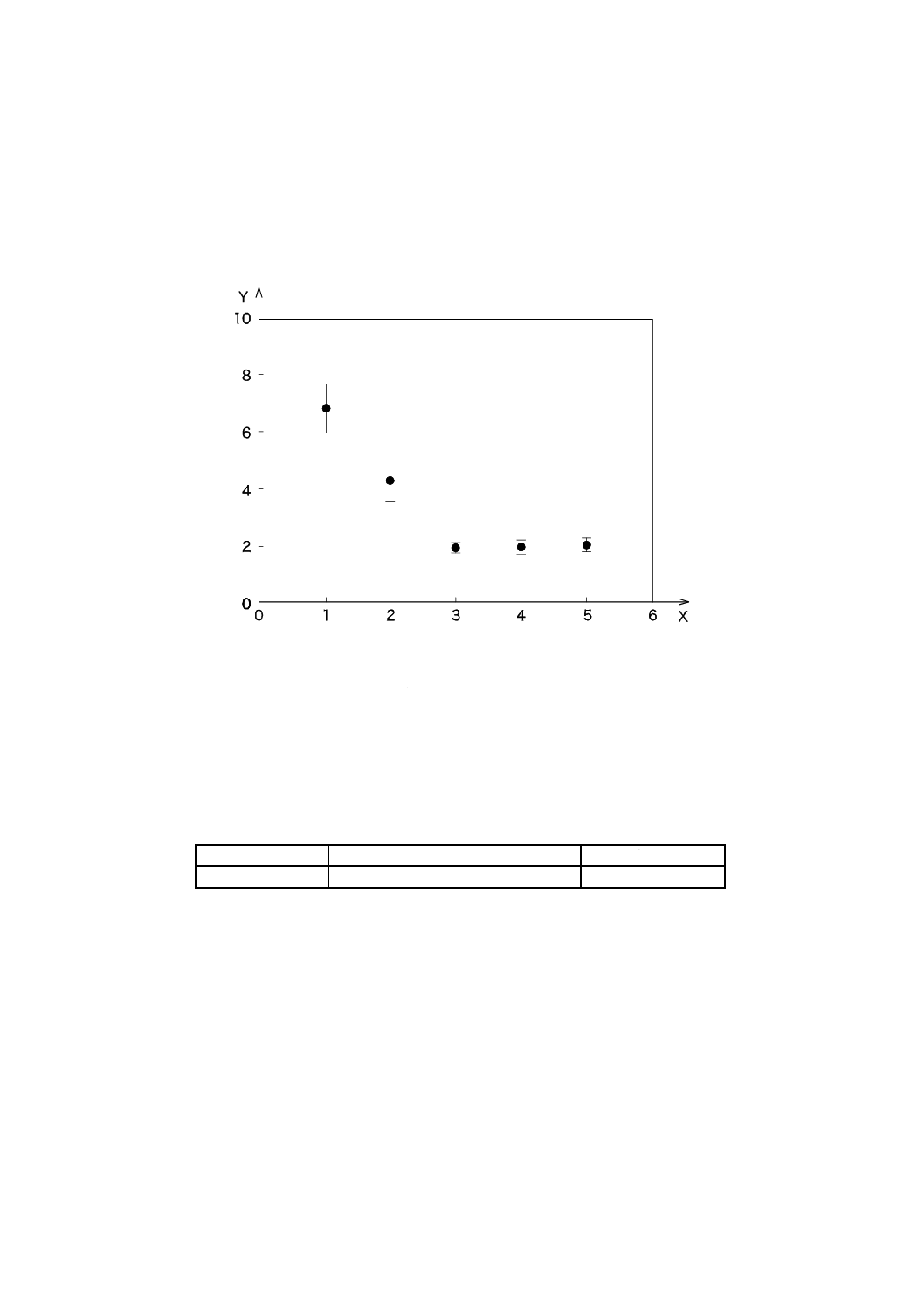
A.3.2.2 高さの最高値(hmax)
図A.5は,1条縫い目シームパッカリングレプリカの等級と高さの最高値との間の関係を示している。
等級間の高さの最高値の差異を確認するために分散分析及びチューキ検定を行った。分散分析では95 %
信頼水準で等級間の差異は確認できたが,チューキ検定での比較方法では,等級1,等級2,等級4及び等
級5は明瞭に区分できなかった。
X 1条縫い目シームパッカリングレプリカの等級
Y 高さの最高値(hmax)
図A.5−シームパッカリングレプリカの等級と高さの最高値との間の関係
シームパッカリングレプリカの等級と高さの最高値との間の直線関係を確認するために単回帰分析を実
施し,分析結果から寄与率は,表A.3に示すように,76.60 %である。
表A.3−高さの最高値(hmax)に関する単回帰分析の結果
パラメータ
回帰式
寄与率
hmax
等級=6.73−1.29×hmax
76.60 %
13
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
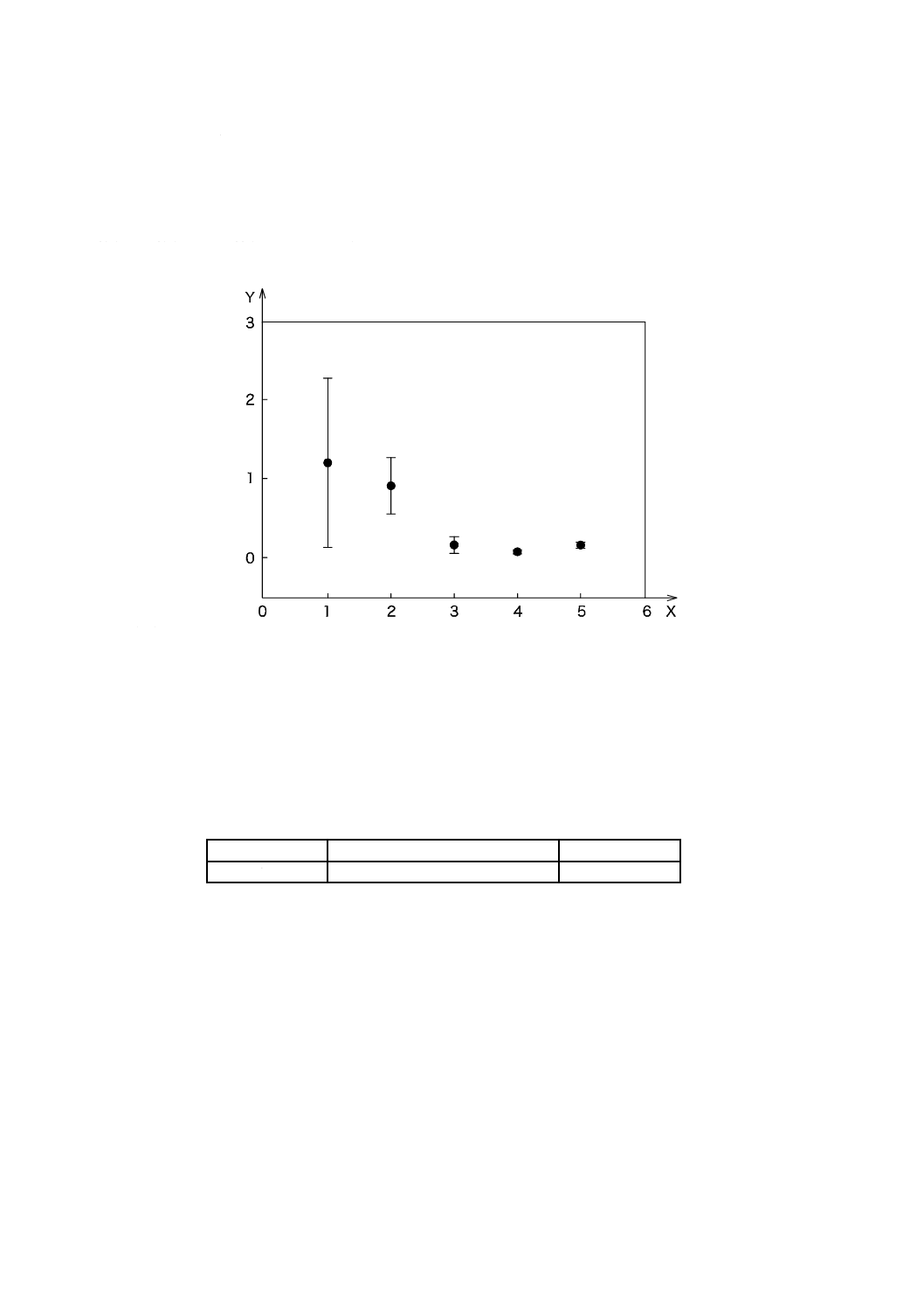
A.3.2.3 高さのばらつき(hvar)
図A.6に1条縫い目シームパッカリングレプリカの等級と高さのばらつきとの間の関係を示す。
等級間の高さのばらつきの差異を確認するために,相関分析及びチューキ検定を行った。分析結果か
ら,高さのばらつきは,全ての等級で95 %の信頼水準で明確に区別できることを確認した。
X 1条縫い目シームパッカリングレプリカの等級
Y 高さのばらつき(hvar)
図A.6−シームパッカリングレプリカの等級と高さのばらつきとの間の関係
シームパッカリングレプリカの等級と高さのばらつきとの間の直線関係を確認するために,単回帰分析
を実施し,分析結果は表A.4に示すように,寄与率が65.70 %である。
表A.4−高さのばらつき(hvar)に関する単回帰分析結果
パラメータ
回帰式
寄与率
hvar
等級=4.26−3.25×hvar
65.70 %
14
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
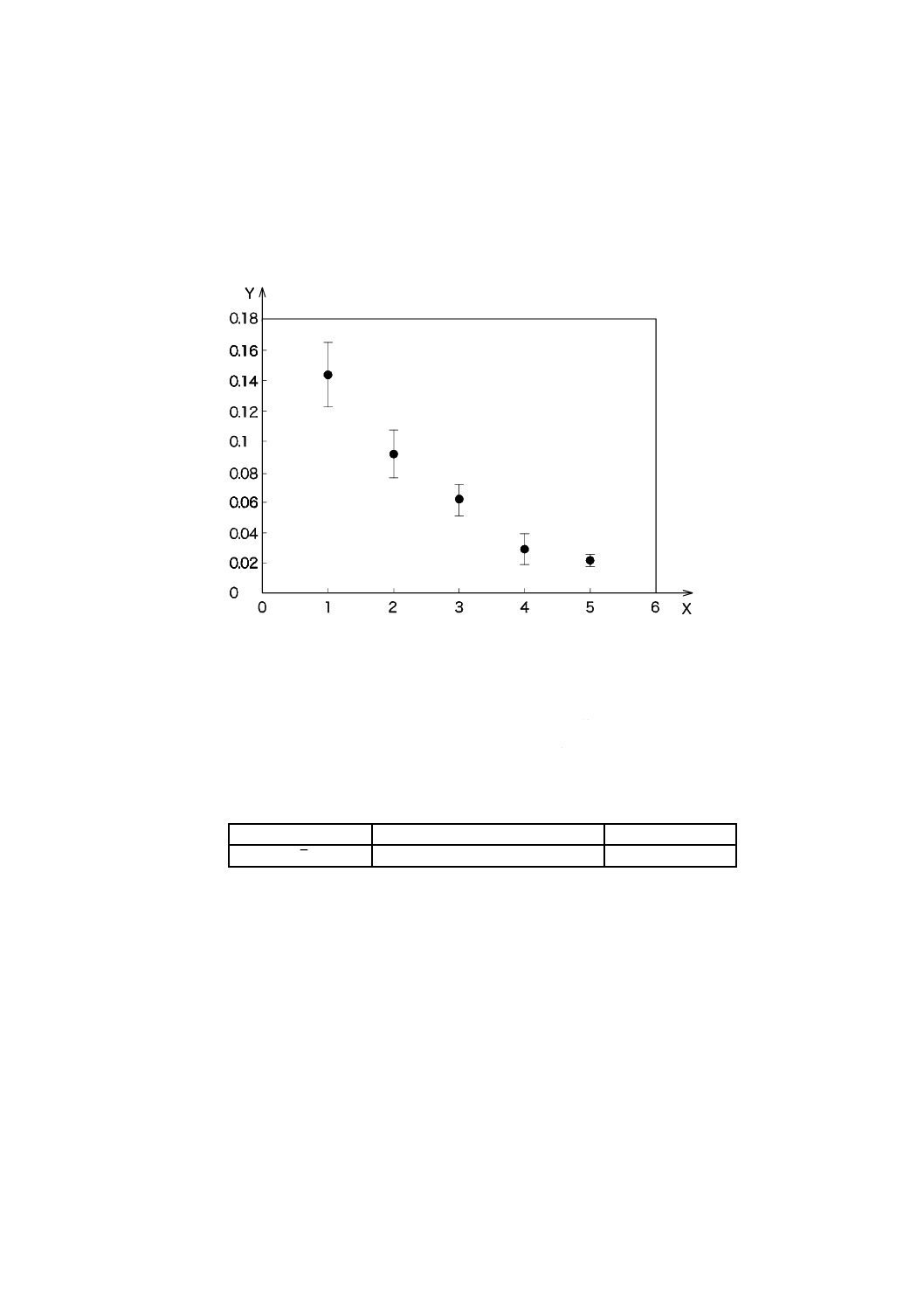
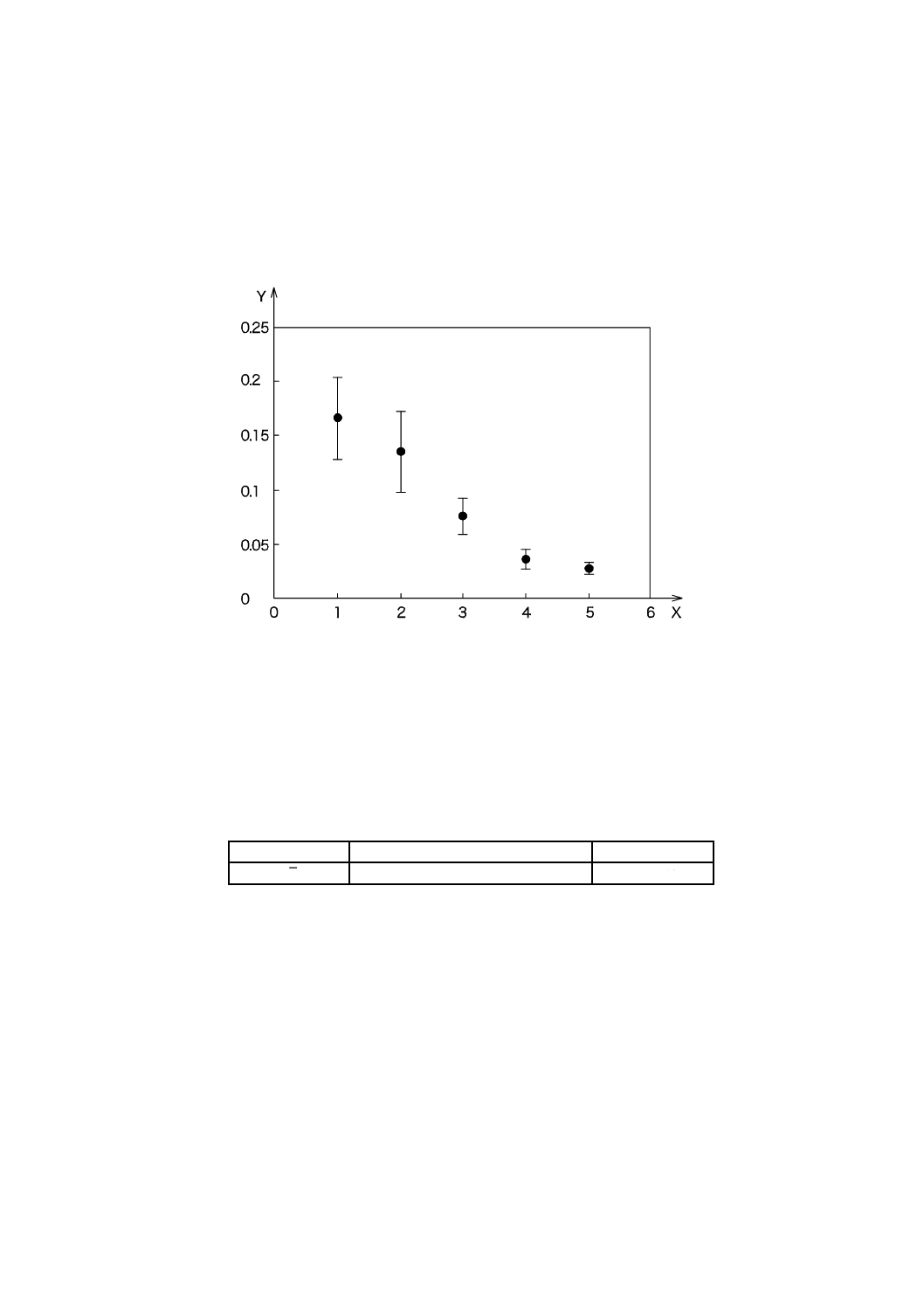
A.3.2.4 高さ度数の平均値(d¯h)
図A.7に1条縫い目シームパッカリングレプリカの等級と高さ度数の平均値との間の関係を示す。
等級間の高さ度数の平均値の差異を確認するために,分散分析及びチューキ検定を行った。分散分析で
は95 %信頼水準で差異を確認したが,チューキ検定では等級4及び等級5は,95 %信頼水準で区別できな
かった。
X 1条縫い目シームパッカリングレプリカの等級
Y 高さ度数の平均値(d¯h)
図A.7−シームパッカリングレプリカの等級と高さ度数の平均との間の関係
シームパッカリングレプリカの等級と高さ度数の平均値との間の直線関係を確認するために単回帰分析
を実施し,分析結果から寄与率は,表A.5に示すように86.30 %である。
表A.5−高さ度数の平均値(d¯h)に関する単回帰分析結果
パラメータ
回帰式
寄与率
d¯h
等級=4.97−28.2×d¯h
86.30 %
15
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
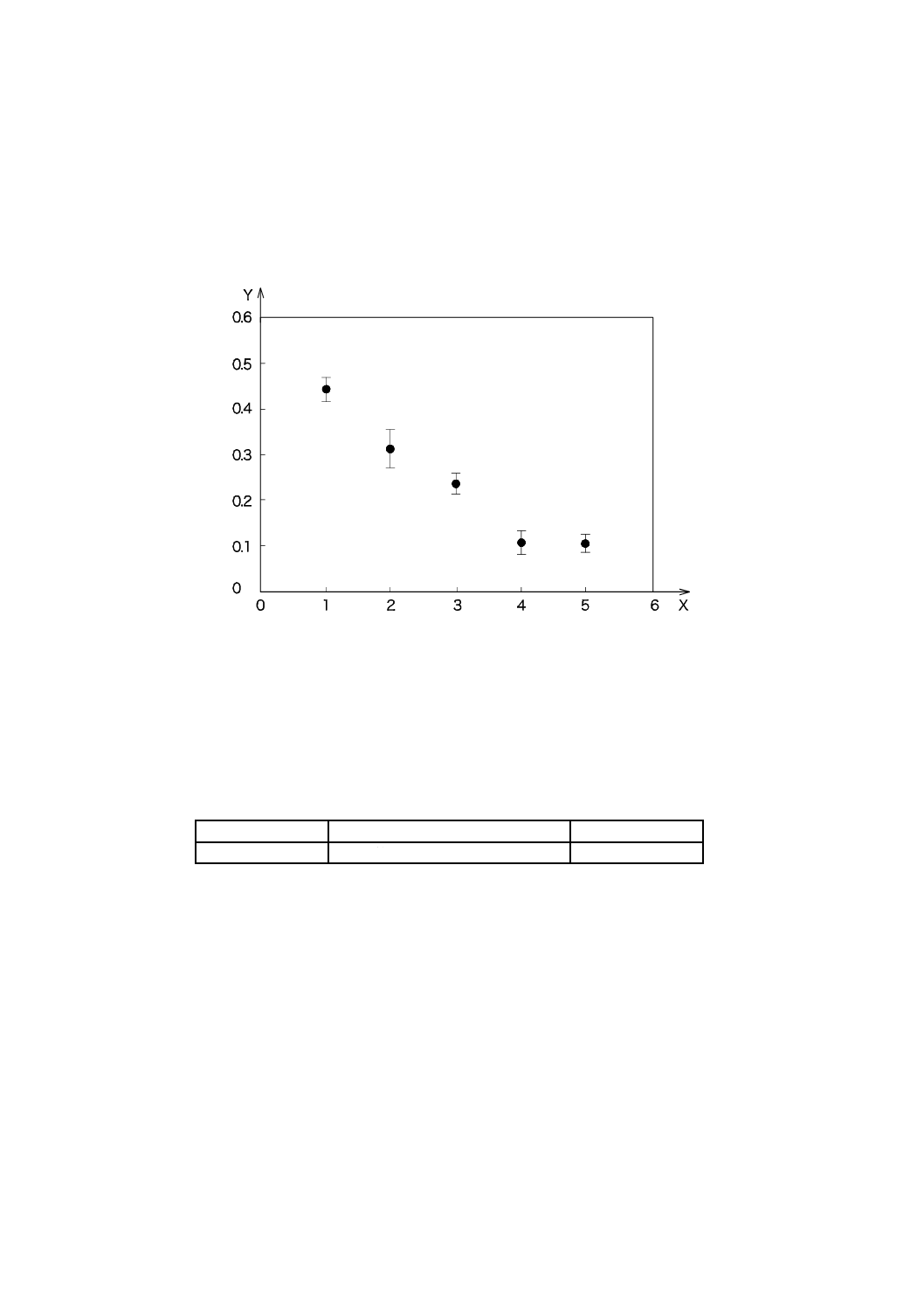
A.3.2.5 高さ度数の最高値(dhmax)
図A.8に1条縫い目シームパッカリングレプリカの等級と高さ度数の最高値との間の関係を示す。
等級間の高さ度数の最高値の差異を確認するために,分散分析及びチューキ検定を行った。分散分析で
は,95 %信頼水準で等級間の差異を確認したが,チューキ検定では等級4及び等級5は,95 %信頼水準で
区別できなかった。
X 1条縫い目シームパッカリングレプリカの等級
Y 高さ度数の最高値(dhmax)
図A.8−シームパッカリングレプリカの等級と高さ度数の最高値との間の関係
シームパッカリングレプリカの等級と高さ度数の最高値との間の直線関係を確認するために,単回帰分
析を実施し,分析結果から,寄与率は表A.6に示すように90.0 %である。
表A.6−高さ度数の最高値(dhmax)に関する単回帰分析結果
パラメータ
回帰式
寄与率
dhmax
等級=5.47−10.2×dhmax
90.0 %
A.3.2.6 高さ度数のばらつき(dhvar)
等級5の高さ度数のばらつき値は,ほとんど0(ゼロ)である。したがって,このパラメータ(高さ度
数のばらつき)と等級との間の関係を証明することはできなかった。
16
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
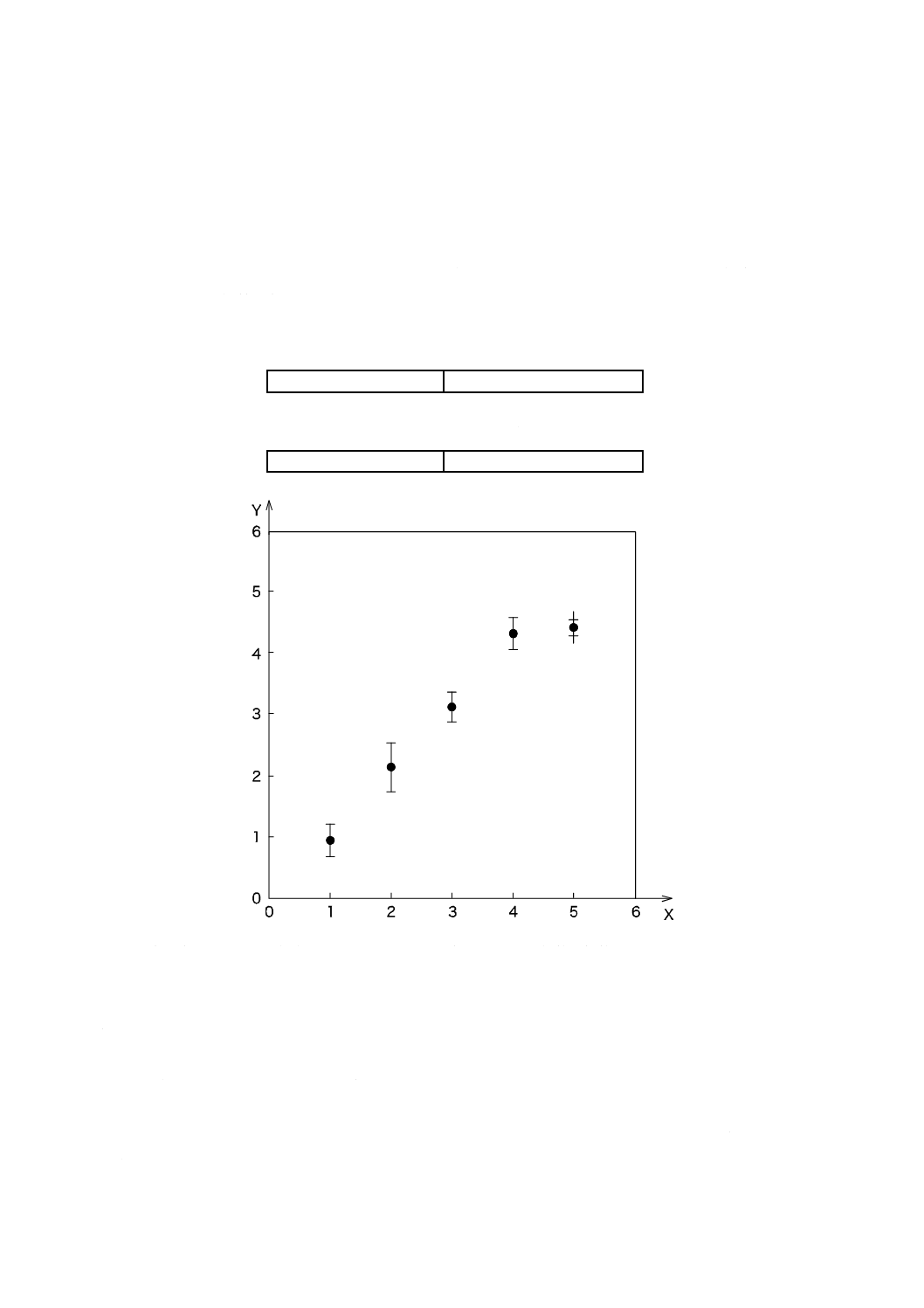
A.4 重回帰分析
シームパッカリング試料を客観的に等級付けする方程式を導くために,A.3.2で規定した六つのパラメー
タを用いて重回帰分析を行った。結果を表A.7に示した。寄与率は91.60 %で,この回帰方程式が95 %の
信頼水準で妥当であることを示唆している。回帰方程式を用いて,主観的評価等級と客観的評価等級とを
比較した。この方程式を検証し比較するために相関分析を行った。表A.8に主観的評価等級と客観的評価
等級との間の相関係数を示した。また,図A.9に主観的評価等級と回帰式から得られた1条縫い目シーム
パッカリングの客観的評価等級との間の関係を示した。
表A.7−重回帰分析の結果
寄与率
91.60 %
表A.8−相関分析の結果
相関係数
0.957
X 1条縫い目シームパッカリングレプリカの主観的評価等級
Y 回帰方程式を使用した1条縫い目シームパッカリングレプリカの客観的評価等級
図A.9−主観的評価等級と客観的評価等級との間の関係
A.5 結論
1条縫い目シームパッカリングレプリカの画像から高さ及び頻度分布に関する六つのパラメータを測定
し,統計解析を行った。分散分析の結果,これらのパラメータは,シームパッカリングレプリカの等級と
強い直線性があることが分かった。また,これらのパラメータを用いて重回帰方程式を導き出した。この
解析結果からシームパッカリングレプリカの等級とこれらのパラメータとの間には強い直線性があること
が分かった。
17
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
パラメータと重回帰方程式とを用いて客観性のあるシームパッカリングの等級を求めた。客観的評価等
級と主観的評価等級との間の高い相関性が証明された。現行のISOシームパッカリングレプリカは,主観
的評価等級付けに適切であると結論付けることができる。
A.6 1 mm測定による2条縫い目シームパッカリングの解析
A.6.1 2条縫い目シームパッカリングレプリカの測定画像
図A.10は,3次元スキャニングシステムを用いて1 mm間隔で測定した2条縫い目シームパッカリング
レプリカの画像である。
a) 等級1級
b) 等級 2級
c) 等級3級
d) 等級4級
e) 等級5級
図A.10−2条縫い目シームパッカリングレプリカの測定画像
18
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.6.2 パラメータの解析
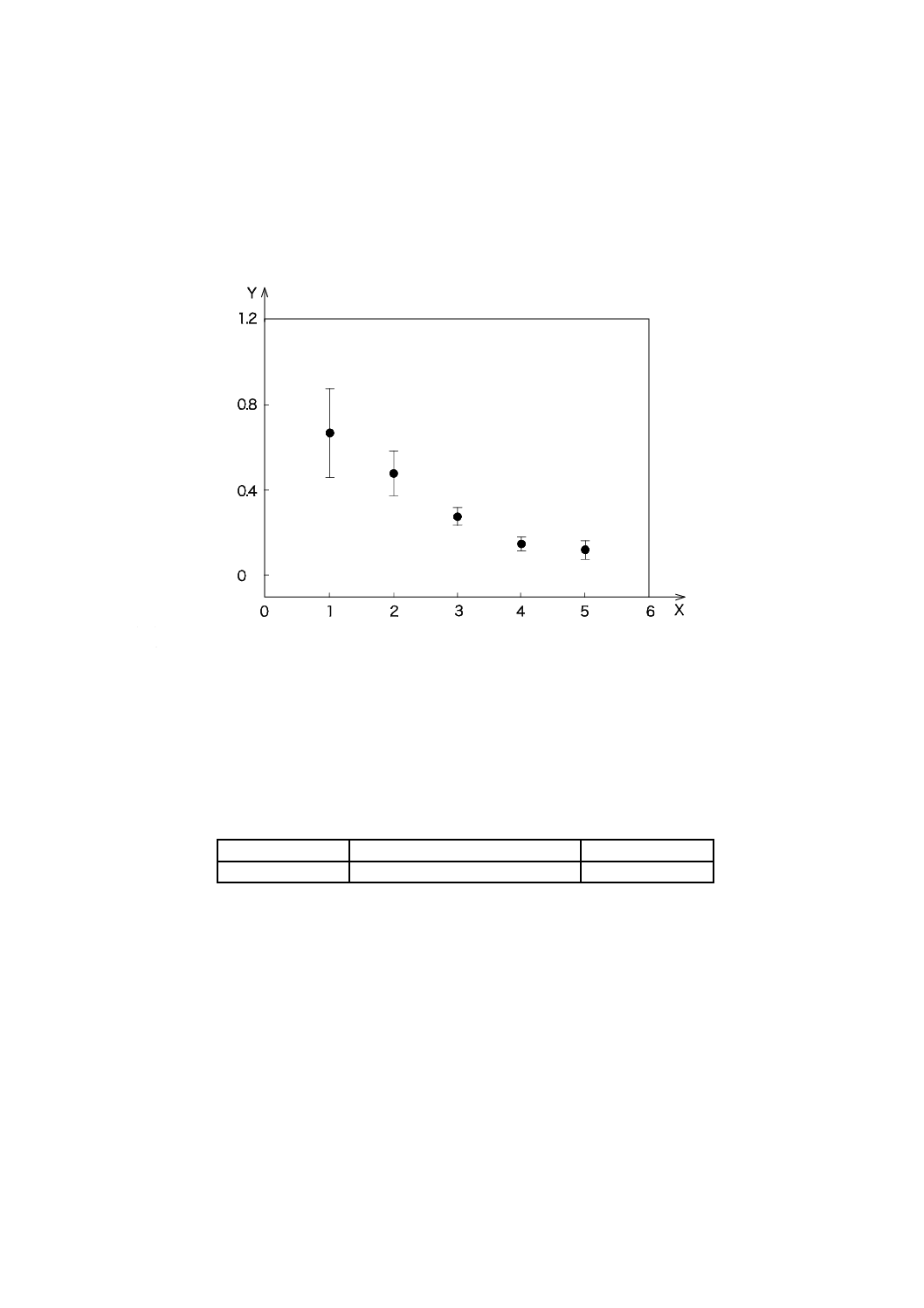
A.6.2.1 高さの平均値(¯h)
図A.11に,シームパッカリングレプリカの等級と高さの平均値との関係を示す。等級間の高さの平均値
の差異を確認するために分散分析及びチューキ検定を行った。
分散分析の結果から,95 %信頼水準で等級間における高さの平均値の差異を確認した。チューキ検定の
結果では,等級4と等級5との間には有意な差はなかった。
X 2条縫い目シームパッカリングレプリカの等級
Y 高さの平均値(¯h)
図A.11−シームパッカリングレプリカの等級と高さの平均値との間の関係
シームパッカリングレプリカの等級と高さの平均値との間の直線関係を確認するために単回帰分析を行
った。
この分析結果から,寄与率は,表A.9に示すように64.70 %である。
表A.9−高さの平均値(¯h)に関する単回帰分析の結果
パラメータ
回帰式
寄与率
¯h
等級=4.86−0.937ׯh
64.70 %
19
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.6.2.2 高さの最高値(hmax)
図A.12に2条縫い目シームパッカリングレプリカの等級と高さの最高値との間の関係を示す。
等級間の高さの最高値の差異を確認するために分散分析及びチューキ検定を行った。分散分析では95 %
信頼水準で等級間の差異を確認できたが,チューキ検定では,等級3と等級4とでは明瞭に区分できなか
った。
X 2条縫い目シームパッカリングレプリカの等級
Y 高さの最高値(hmax)
図A.12−シームパッカリングレプリカの等級と高さの最高値との間の関係
シームパッカリングレプリカの等級と高さの最高値との見掛けの直線関係を確認するために単回帰分析
を実施し,分析結果から,表A.10に示すように寄与率は,80.60 %である。
表A.10−高さの最高値(hmax)に関する単回帰分析の結果
パラメータ
回帰式
寄与率
hmax
等級=4.94−594×hmax
80.60 %
20
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.6.2.3 高さのばらつき(hvar)
図A.13に2条縫い目シームパッカリングレプリカの等級と高さのばらつきとの間の関係を示す。この高
さのばらつきパラメータについて等級間の差異を確認するために,分散分析及びチューキ検定を行った。
分散分析結果では,95 %の信頼水準で差異が確認できたが,チューキ検定では等級1と等級2との間及び
等級3,等級4及び等級5との間の差異は,95 %信頼水準で区分できなかった。
X 2条縫い目シームパッカリングレプリカの等級
Y 高さのばらつき(h var)
図A.13−シームパッカリングレプリカの等級と高さのばらつきとの間の関係
シームパッカリングレプリカの等級と高さのばらつき値との直線関係を確認するために,単回帰分析を
実施し,分析結果から表A.11に示すように,寄与率は36.60 %である。
表A.11−高さのばらつき(hvar)に関する単回帰分析結果
パラメータ
回帰式
寄与率
hvar
等級=3.64−1.25×hvar
36.60 %
21
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.6.2.4 高さ度数の平均値(d¯h)
図A.14に2条縫い目シームパッカリングレプリカの等級と高さ度数の平均値との間の関係を示す。
等級間の高さ度数平均値の差異を確認するために,分散分析及びチューキ検定を行った。分散分析では
95 %信頼水準で差異を確認できたが,チューキ検定では等級4及び等級5は,95 %信頼水準で区分できな
かった。
X 2条縫い目シームパッカリングレプリカの等級
Y 高さ度数の平均値(d¯h)
図A.14−シームパッカリングレプリカの等級と高さ度数の平均値との間の関係
シームパッカリングレプリカの等級と高さ度数の平均値との間の直線関係を確認するために,単回帰分
析を実施し,分析結果から寄与率は,表A.12に示すように,78.70 %である。
表A.12−高さ度数の平均値(d¯h)に関する単回帰分析結果
パラメータ
回帰式
寄与率
d¯h
等級=4.86−21.0×d¯h
78.70 %
22
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
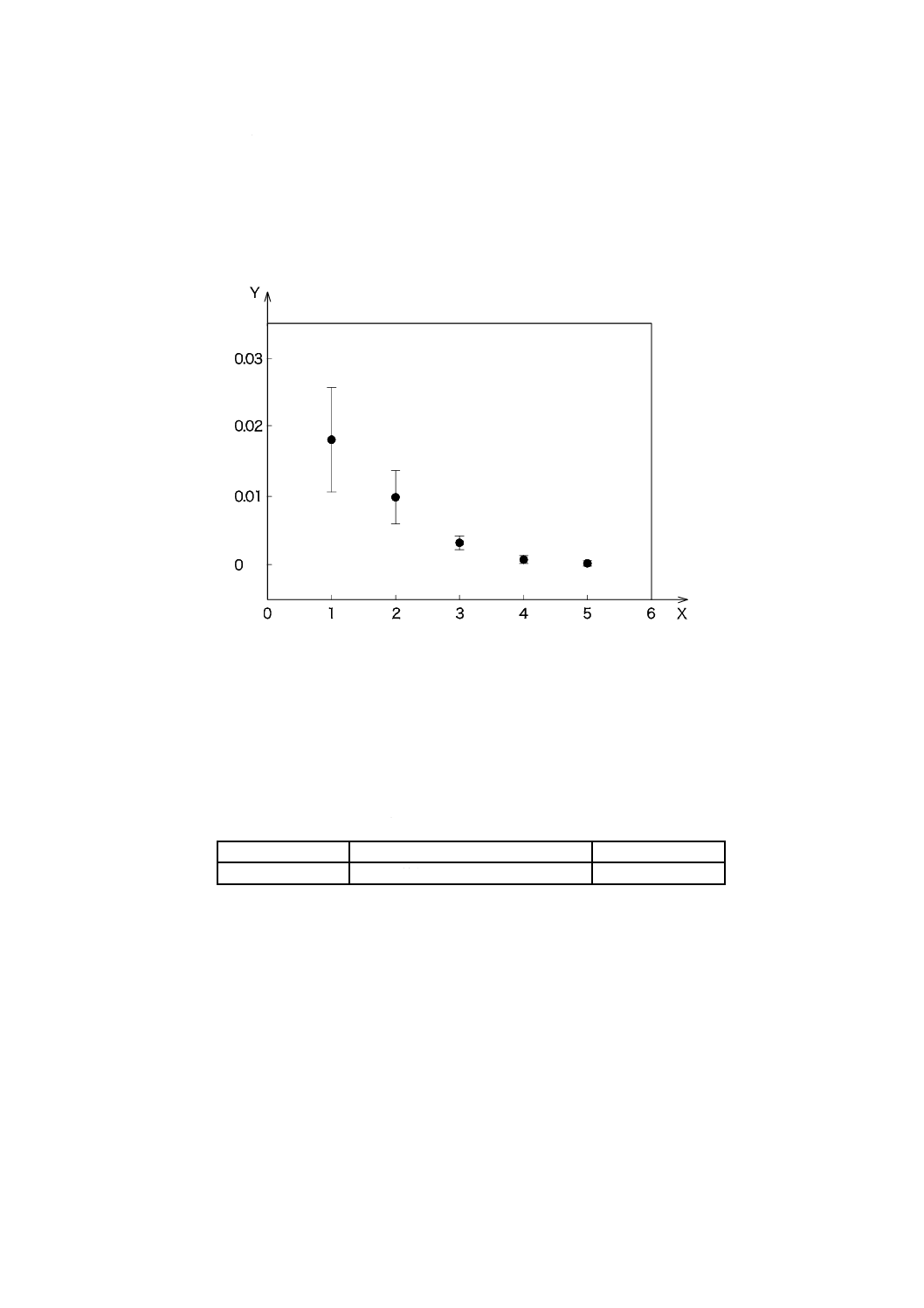
A.6.2.5 高さ度数の最高値(dhmax)
図A.15に2条縫い目シームパッカリングレプリカの等級と高さ度数の最高値との間の関係を示す。
高さ度数最高値の等級間の差異を確認するために,分散分析及びチューキ検定を行った。分散分析では,
95 %信頼水準で等級間の差異を確認できたが,チューキ検定では等級4及び等級5は,95 %信頼水準で区
別できなかった。
X 2条縫い目シームパッカリングレプリカの等級
Y 高さ度数の最高値(dhmax)
図A.15−シームパッカリングレプリカの等級と高さ度数の最高値との間の関係
シームパッカリングレプリカの等級と高さ度数の最高値との間の直線関係を確認するために,単回帰分
析を実施し,分析結果から寄与率は,表A.13に示すように73.90 %である。
表A.13−高さ度数の最高値(dhmax)に関する単回帰分析結果
パラメータ
回帰式
寄与率
dhmax
等級=4.74−5.18×dhmax
73.90 %
23
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.6.2.6 高さ度数のばらつき(dhvar)
図A.16に2条縫い目シームパッカリングレプリカの等級と高さ度数のばらつきとの間の関係を示す。等
級間の高さ度数のばらつきの差異を確認するために,分散分析及びチューキ検定を行った。分散分析では,
等級間の差異は95 %信頼水準で確認できたが,チューキ検定では等級4及び等級5は95 %信頼水準で区
別できなかった。
X 2条縫い目シームパッカリングレプリカの等級
Y 高さ度数のばらつき(dhvar)
図A.16−シームパッカリングレプリカの等級と高さ度数のばらつきとの間の関係
シームパッカリングレプリカの等級と高さ度数のばらつきとの間の直線関係を確認するために,単回帰
分析を実施し,分析結果から,表A.14に示すように寄与率は,66.90 %である。
表A.14−高さ度数のばらつき(dhvar)に関する単回帰分析の結果
パラメータ
回帰式
寄与率
dhvar
等級=3.98−150×dhvar
66.90 %
24
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
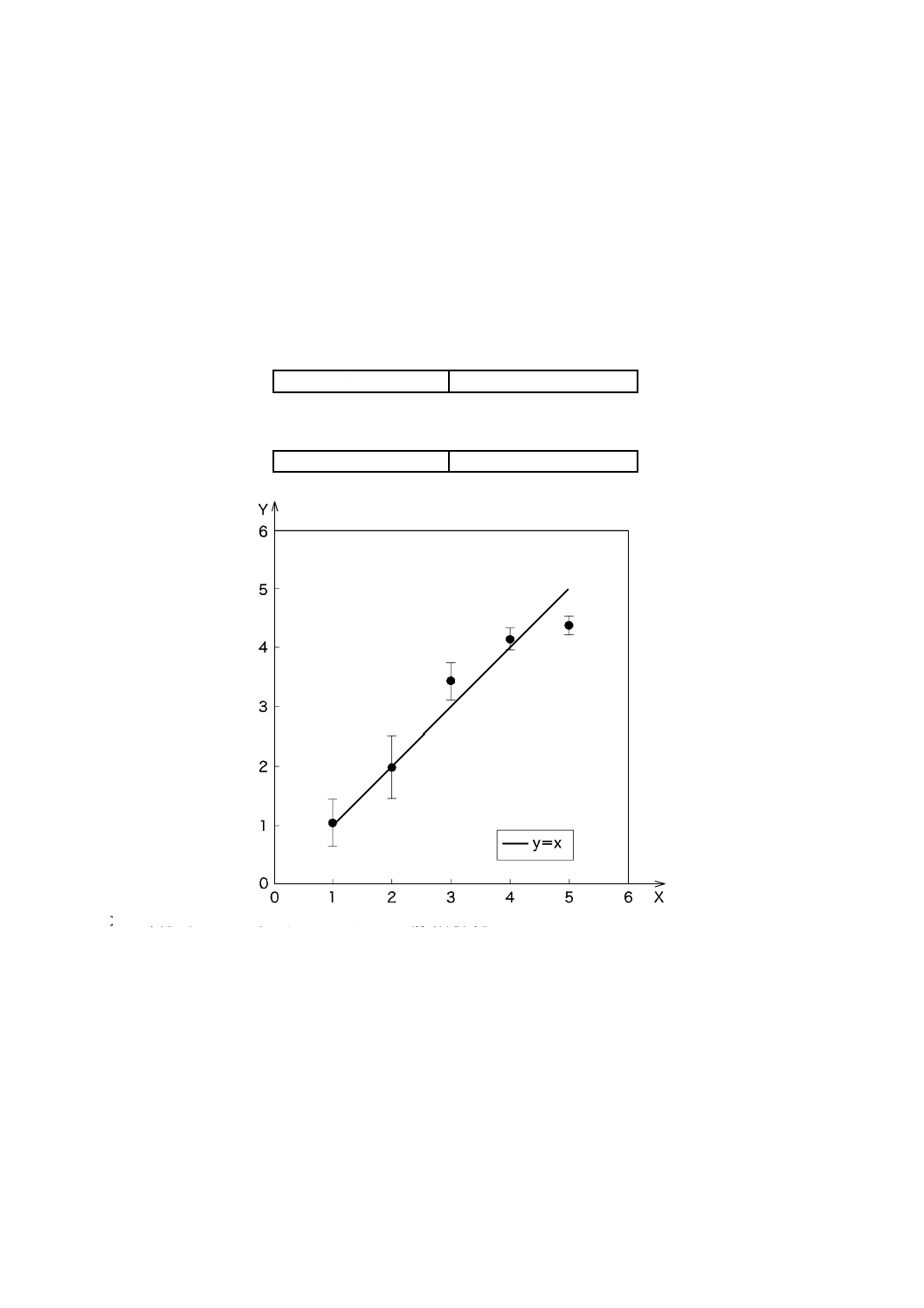
A.6.3 重回帰分析
シームパッカリング試料の客観的な等級付け方程式を導くために,A.6.2で規定した六つのパラメータを
用いて重回帰分析を行った。結果を表A.15に示した。寄与率は88.20 %で,この回帰方程式が95 %の信頼
水準で妥当であることを示唆している。この回帰方程式を用いて,主観的評価等級と客観的評価等級とを
比較した。この方程式を検証し,比較するために相関分析を行った。表A.16に主観的評価等級と客観的評
価等級との間の相関係数を示した。また,図A.17に主観的評価等級と回帰式から得られた客観的シームパ
ッカリングレプリカの等級との間の関係を示した。
表A.15−重回帰分析の結果
寄与率
88.20 %
表A.16−相関分析の結果
相関係数
0.939
X 2条縫い目シームパッカリングレプリカの主観的評価等級
Y 回帰方程式を使用した2条縫い目シームパッカリングレプリカの客観的評価等級
図A.17−主観的評価等級と客観的評価等級との間の関係
A.6.4 結論
2条縫い目シームパッカリングレプリカの画像から高さと頻度分布に関する六つのパラメータを測定し,
統計解析を行った。分散分析の結果,これらのパラメータは,シームパッカリングレプリカの等級と強い
直線性があることが分かった。また,これらのパラメータを用いて重回帰方程式を導き出した。この解析
結果からシームパッカリングレプリカの等級とこれらのパラメータとの間には強い直線性があることが証
明された。
25
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
パラメータ及び重回帰方程式を用いて客観性のあるシームパッカリングレプリカの等級を求めた。主観
的評価等級と客観的評価等級との間の高い相関性が証明された。現行のISOシームパッカリングレプリカ
は,主観的評価等級付けに適切であると結論付けることができる。
26
L 1905:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
光学三次元計測法
この附属書は,本体の規定に関連する事柄を補足するもので,規定の一部ではない。
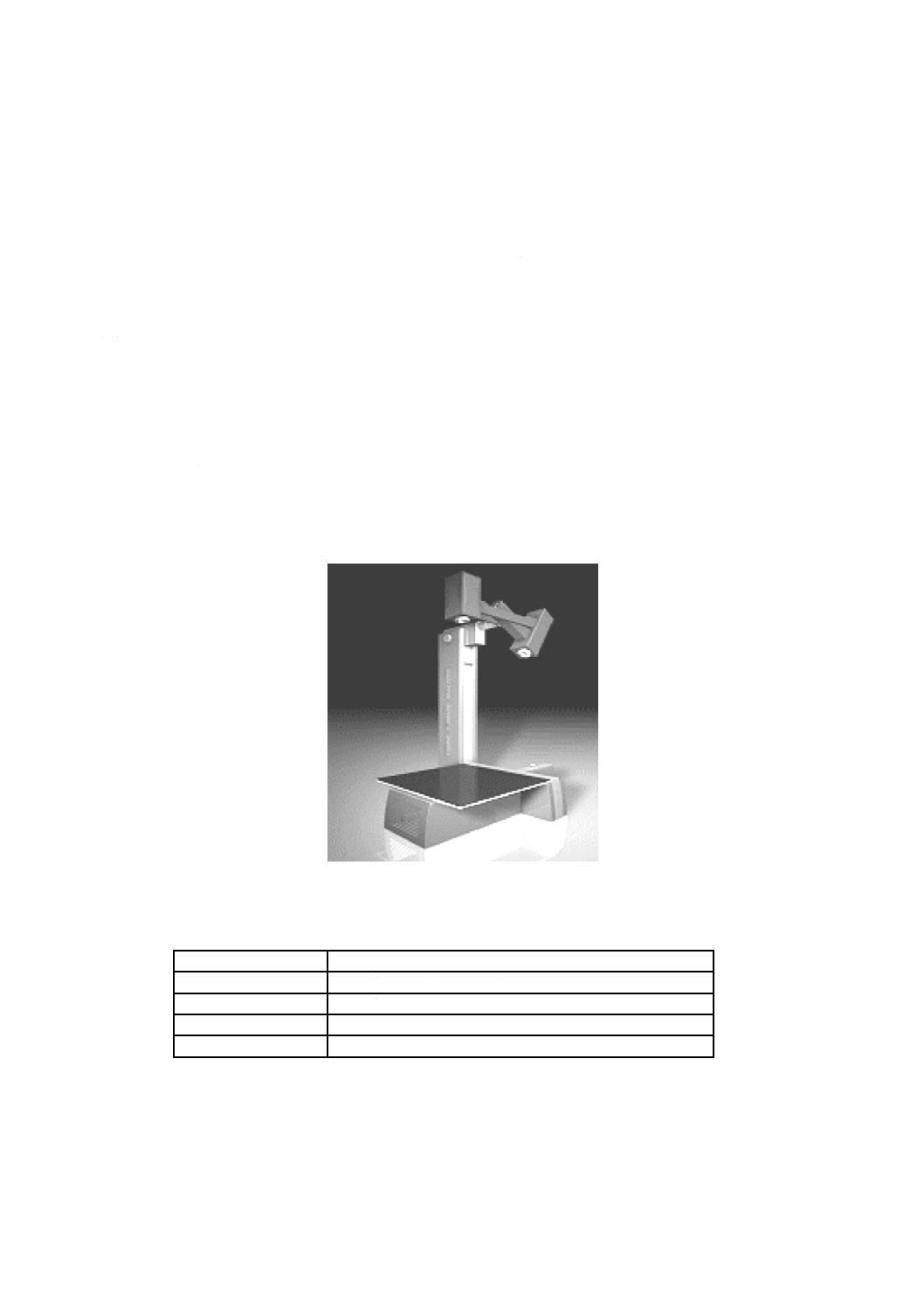
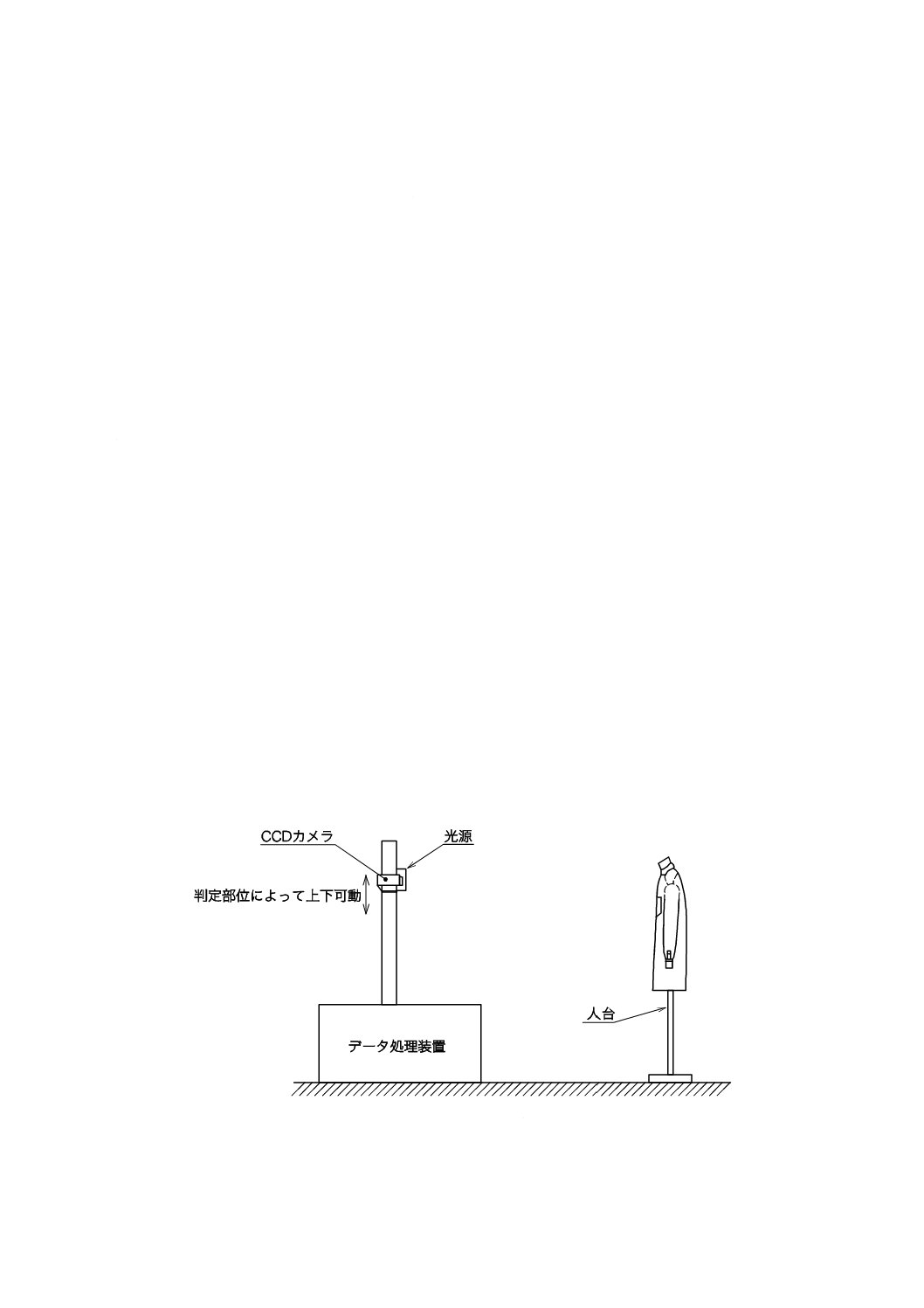
JA.1 装置
光学三次元計測装置 シームパッカリングの立体画像からCCDカメラによって凹凸情報を取り出し,
その情報と判定用標準立体レプリカの凹凸情報とを比較し,表1の判定基準によって等級を判定できる装
置とする。光学三次元計測装置の例として,試料が製品の場合を図JA.1に示す。
なお,光学三次元計測装置による評価では,光の特性上,計測不可能な対象物が存在する。光が透過,
反射又は吸収される試料については,三次元凹凸情報が取得できないために正確に評価ができない。
JA.2 判定
判定は,次による。
a) 布地の場合 縫い目部分を中心に所定の範囲の画像を捕捉できるように装置の位置を調節する。装置
を作動させ,試料の等級を判定する。3点の試料について同様の操作を行い,判定結果は3点の判定
値の平均を求め,小数点以下1桁を0又は5に丸めて表す。平均値の小数点以下1桁の数値の丸め方
は,次のとおりとする。
1) 平均値の小数点以下2桁までの値が,0.00以上0.24以下の場合は,小数点以下1桁を0に丸める。
2) 平均値の小数点以下2桁までの値が,0.25以上0.74以下の場合は,小数点以下1桁を5に丸める。
3) 平均値の小数点以下2桁までの値が,0.75以上0.99以下の場合は,平均値の整数に1を加え,小数
点以下1桁を0に丸める。
b) 製品の場合 縫い目部分を中心に所定の範囲の画像を捕捉できるように装置の位置を調節する。装置
を作動させ,試料の等級を判定する。
図JA.1−光学三次元計測装置(試料が製品の場合)の一例
附属書JB
(参考)
JISと対応国際規格との対比表
JIS L 1905:2012 繊維製品のシームパッカリング評価方法
ISO 7770:2009 Textiles−Test method for assessing the smoothness appearance of
seams in fabrics after cleansing
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
糸によって縫い合
わされた布地又は
製品の縫い目の評
価
1
縫い合わされた布地の平
滑性を洗濯1回又は数回
後に評価する方法
変更
JISはISO規格を包含してい
る。
評価対象について,JISは国際規格
を包含している。
2 引用規
格
3 用語及
び定義
シームパッカリン
グを定義
−
追加
JISではシームパッカリング
の定義を追加した。
ISO規格の見直し時に改正を提案
する。
4試験場
所
JIS L 0105によって
標準状態を前提と
して,できるだけ近
い環境を規定。
6
ISO 139の内容と整合し
ている。
変更
箇条に題名を入れただけで実
質的な差異はない。
−
5 試料及
び試験片
の採取及
び準備
布地:380 mm×
380 mm,n=3
製品:製品の形態,
n=1
洗濯・乾燥後の評価
は必要時:洗濯・乾
燥処理回数1回又は
5回,処理後アイロ
ンかけ
5
試料:38 cm×38 cm,n=
3
製品:規定なし
洗濯,乾燥操作(ISO 6330
又はISO 3175を引用)を
1回又は5回
追加
JISは,製品の試料数と形態を
追加している。
JISは,洗濯・乾燥処理後の判
定が必要な場合だけ洗濯・乾燥
処理を行う。
この規格の使用実態を踏まえ,規定
を追加しているが,今後ISO規格
との整合化を含め,再検討する。
2
L
1
9
0
5
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 装置及
び材料
6.1 観察装置
暗室,照明ランプ,
観察板を規定。
6.2判定用標準
立体レプリカ及び
写真
4
JISとほぼ同じ
一致
JISと技術的差異はない。
−
7 評価方
法
a) 布地の場合 判定
用立体レプリカ又
は標準写真を用い
る方法を規定し,判
定位置,距離及び判
定者を規定。
b) 製品の場合を規
定。
6.4
洗濯処理後の布地の標準
写真及び標準立体レプリ
カによる評価方法を規定
追加
JISは,製品の評価方法を追加
している。
ISO規格の見直し時に改正を提案
する。
8 試験報
告書
a) 判定結果及び判
定用標準の種類
b) 評価方法
c) 評価部位
d) 洗濯及び乾燥処
理の方法
e) 洗濯及び乾燥操
作の回数
f) 付記内容
記録の例示
8
JISとほぼ同じ
追加
JISは,国内の使用実態に合わ
せた報告内容とした。
規格編集上の問題で実質的差異は
ない。
附属書A
(参考)
ISOシームパッカリ
ングレプリカのデ
ジタル化
附属書JA
(参考)
光学三次元計測法
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
L
1
9
0
5
:
2
0
1
2
JISと国際規格との対応の程度の全体評価:ISO 7770:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
L
1
9
0
5
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。