L 1096:2010
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 3
4 試験の種類 ······················································································································ 4
5 試験条件························································································································· 4
5.1 試験場所 ······················································································································ 4
5.2 絶乾質量 ······················································································································ 4
5.3 公定水分率 ··················································································································· 4
5.4 温度及び湿度 ················································································································ 4
6 試料及び試験片の採取及び準備 ··························································································· 5
7 数値の丸め方 ··················································································································· 5
8 試験方法························································································································· 5
8.1 組織 ···························································································································· 5
8.2 寸法 ···························································································································· 5
8.3 単位面積当たりの質量 ···································································································· 6
8.4 厚さ ···························································································································· 7
8.5 かさ高性 ······················································································································ 7
8.6 密度 ···························································································································· 7
8.7 糸の織縮み率 ················································································································ 8
8.8 編目長及びカバーファクタ ······························································································ 9
8.9 使用糸の構成 ··············································································································· 10
8.10 水分率及び含水率 ········································································································ 12
8.11 見掛比重及び気孔容積率 ······························································································· 12
8.12 布目曲がり ················································································································· 13
8.13 かす及びネップ ··········································································································· 14
8.14 引張強さ及び伸び率 ····································································································· 15
8.15 定伸長時伸長弾性率 ····································································································· 18
8.16 伸縮織物及び編物の伸縮性 ···························································································· 19
8.17 引裂強さ ···················································································································· 26
8.18 破裂強さ ···················································································································· 30
8.19 摩耗強さ及び摩擦変色性 ······························································································· 32
8.20 圧縮率及び圧縮弾性率 ·································································································· 41
8.21 剛軟度 ······················································································································· 41
8.22 曲げ反発性 ················································································································· 46
L 1096:2010 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
8.23 滑脱抵抗力 ················································································································· 50
8.24 洗濯後のしわ ·············································································································· 56
8.25 乾燥性 ······················································································································· 60
8.26 通気性 ······················································································································· 61
8.27 保温性 ······················································································································· 62
8.28 耐光性 ······················································································································· 63
8.29 耐候性 ······················································································································· 63
8.30 のり分 ······················································································································· 63
8.31 樹脂の定性及び樹脂量 ·································································································· 63
8.32 油脂分 ······················································································································· 63
8.33 溶剤抽出分 ················································································································· 63
8.34 洗浄減量 ···················································································································· 63
8.35 練減り ······················································································································· 64
8.36 遊離ホルムアルデヒド量 ······························································································· 64
8.37 抽出液のpH ··············································································································· 64
8.38 バリウム活性数 ··········································································································· 64
8.39 寸法変化 ···················································································································· 65
9 試験報告書 ····················································································································· 72
附属書A(規定)繊維製品−織物−構造分析法−組織図並びにそうこう通し,おさ通し
及び織方の表示方法 ······································································································· 76
附属書B(規定)繊維製品−生地−幅及び長さの測定 ································································· 82
附属書BA(参考)調温調湿・コンディショニング,緩和処理及び測定のための反物の置き方 ············ 86
附属書C(規定)繊維製品−織物−単位長さ及び単位面積当たりの質量の測定 ································ 87
附属書D(規定)繊維製品−織物−構造−分析法−生地の単位面積当たりのたて糸
及びよこ糸の質量の測定 ································································································· 92
附属書E(規定)繊維製品−生地及び繊維製品の厚さ測定 ··························································· 95
附属書EA(規定)試験部位及びプレッサフットの大きさ並びに加える圧力の選択 ··························· 98
附属書EB(参考)参考文献 ·································································································· 99
附属書F(規定)繊維製品−織物−構造−分析法−単位長さ当たりの糸本数の測定 ························· 100
附属書FA(規定)テーパー形及び平行形デンシメータを使用する方法 ········································· 104
附属書G(規定)繊維製品−織物−構造−分析法−生地中の糸の織縮み率の測定···························· 107
附属書GA(規定)初荷重 ···································································································· 110
附属書H(規定)繊維製品−織物−構造−分析法−生地から取り出した糸の見掛繊度の測定 ············· 111
附属書I(規定)繊維製品−織物−構造−分析法−生地から取り出した糸のよりの測定 ···················· 115
附属書J(規定)繊維製品−生地の引張特性−引張強さ及び伸び率の測定−ストリップ法 ················ 118
附属書J1(参考)サンプリングの推奨手順·············································································· 125
附属書J2(参考)試験試料からの試験片の切取り場所 ······························································· 126
附属書J3(参考)参考文献 ·································································································· 127
附属書K(規定)繊維製品−生地の引張特性−グラブ法による引張強さの測定······························· 128
L 1096:2010
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
附属書KA(規定)サンプリングの推奨手順 ············································································ 133
附属書KB(参考)試験試料からの試験片の切取り場所 ····························································· 134
附属書KC(参考)グラブ試験のためのつかみ具の配置 ····························································· 135
附属書KD(参考)参考文献 ································································································· 136
附属書L(規定)繊維製品−生地の引裂特性−弾道振り子法(エルメンドルフ)による
引裂強さの測定 ············································································································ 137
附属書LA(参考)試験装置の調整及び証明 ············································································ 142
附属書LB(参考)推奨するサンプリング手順 ·········································································· 143
附属書LC(参考)試験試料から試験片を切り取るためのパターンの例示 ······································ 144
附属書LD(参考)参考文献 ································································································· 145
附属書M(規定)繊維製品−生地の破裂特性−破裂強さ及び破裂膨張度の測定(液圧法) ··············· 146
附属書MA(参考)試験領域の選定 ······················································································· 150
附属書N(規定)繊維製品−洗濯後の生地の外観平滑性を評価する方法 ········································ 151
附属書NA(参考)精度及び正確さ ························································································ 155
附属書O(規定)繊維製品−生地の通気性の測定 ····································································· 156
附属書OA(規定)試験機の校正及び試験の実施にかかわる助言 ················································· 159
附属書OB(規定)望ましい試料の採取方法 ············································································ 160
附属書P(規定)繊維製品−水抽出液のpHの測定 ··································································· 161
附属書PA(参考)標準緩衝液の調整 ······················································································ 164
附属書JA(参考)JISと対応国際規格との対比表 ····································································· 165
L 1096:2010 目次
L 1096:2010 目次
(4)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人繊維評価
技術協議会(JTETC)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS L 1096:1999は改正され,この規格に置き換えられ,また,JIS L 1018:1999は廃止さ
れ,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権及び出願公開後の実用新案登録出願にかかわる確認について,責
任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 1096:2010
織物及び編物の生地試験方法
Testing methods for woven and knitted fabrics
序文
この規格は,2005年に第3版として発行されたISO 3071,1977年に第1版として発行されたISO 3801,
1996年に第2版として発行されたISO 5084,1984年に第1版として発行されたISO 7211-1,ISO 7211-2,
ISO 7211-3,ISO 7211-4,ISO 7211-5及びISO 7211-6,2009年に第3版として発行されたISO 7768,1995
年に第1版として発行されたISO 9237,1999年に第1版として発行されたISO 13934-1及びISO 13934-2,
2004年に第1版とした発行されたISO 13936-1及びISO 13936-2,2005年に第1版として発行されたISO
13936-3,2000年に第1版として発行されたISO 13937-1,1999年に第1版として発行されたISO 13938-1,
2006年に第1版として発行されたISO 22198を基とし,我が国の使用実態を反映させるため,技術的内容
を変更して作成した日本工業規格である。
なお,この規格でISO法は,附属書A〜附属書Pに記載し,対応国際規格を翻訳し技術的内容を変更す
ることなく作成したが,その他の方法は,対応国際規格を変更して作成した。変更の一覧表にその説明を
付けて,附属書JAに示す。
1
適用範囲
この規格は,一般的な織物生地(以下,織物という。)及び連続された編目で構成された布で,たて編及
びよこ編生地(以下,編物という。)の一般的な特性を評価するための試験方法について規定する。ただし,
堅ろう度試験及び物性試験において独立した日本工業規格の試験方法がある場合並びに敷物,ウレタン衣
料生地,フロック加工生地及び衣料用接着布については,別に定める試験方法による。
注記1 よこ編には,横編と丸編とを含む。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3071:2005,Textiles−Determination of pH of aqueous extract
ISO 3801:1977,Textiles−Woven fabrics−Determination of mass per unit length and mass per unit
area
ISO 5084:1996,Textiles−Determination of thickness of textiles and textile products
ISO 7211-1:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 1: Methods
for the presentation of a weave diagram and plans for drafting, denting and lifting
ISO 7211-2:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 2:
Determination of number of threads per unit length
ISO 7211-3:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 3:
Determination of crimp of yarn in fabric
ISO 7211-4:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 4:
2
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Determination of twist in yarn removed from fabric
ISO 7211-5:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 5:
Determination of linear density of yarn removed from fabric
ISO 7211-6:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 6:
Determination of the mass of warp and weft per unit area of fabric
ISO 7768:2009,Textiles−Test method for assessing the smoothness appearance of fabrics after
cleansing
ISO 9237:1995,Textiles−Determination of the permeability of fabrics to air
ISO 13934-1:1999,Textiles−Tensile properties of fabrics−Part 1: Determination of maximum force
and elongation at maximum force using the strip method
ISO 13934-2:1999,Textiles−Tensile properties of fabrics−Part 2: Determination of maximum force
using the grab method
ISO 13936-1:2004,Textiles−Determination of the slippage resistance of yarns at a seam in woven
fabrics−Part 1: Fixed seam opening method
ISO 13936-2:2004,Textiles−Determination of the slippage resistance of yarns at a seam in woven
fabrics−Part 2: Fixed load method
ISO 13936-3:2005,Textiles−Determination of the slippage resistance of yarns at a seam in woven
fabrics−Part 3: Needle clamp method
ISO 13937-1:2000,Textiles−Tear properties of fabrics−Part 1: Determination of tear force using
ballistic pendulum method (Elmendorf)
ISO 13938-1:1999,Textiles−Bursting properties of fabrics−Part 1: Hydraulic method for
determination of bursting strength and bursting distension
ISO 22198:2006,Textiles−Fabrics−Determination of width and length(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 7512 鋼製巻尺
JIS B 7516 金属製直尺
JIS B 7522 繊維製巻尺
JIS B 7751 紫外線カーボンアーク灯式の耐光性試験機及び耐候性試験機
JIS B 7754 キセノンアークランプ式耐光性及び耐候性試験機
JIS C 7601 蛍光ランプ(一般照明用)
JIS K 1408 けい酸ナトリウム(けい酸ソーダ)
JIS K 2201 工業ガソリン
JIS K 3302 固形洗濯石けん
3
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 3303 粉末洗濯石けん
JIS K 3371 洗濯用合成洗剤
JIS K 8625 炭酸ナトリウム(試薬)
JIS L 0101 テックス方式
JIS L 0105 繊維製品の物理試験方法通則
JIS L 0200 編組織の表示方法
JIS L 0208 繊維用語−試験部門
JIS L 0211 繊維用語−ニット部門
JIS L 0217 繊維製品の取扱いに関する表示記号及びその表示方法
JIS L 0801 染色堅ろう度試験方法通則
JIS L 0803 染色堅ろう度試験用添付白布
JIS L 0804 変退色用グレースケール
JIS L 0805 汚染用グレースケール
JIS L 0842 紫外線カーボンアーク灯光に対する染色堅ろう度試験方法
JIS L 0843 キセノンアーク灯光に対する染色堅ろう度試験方法
JIS L 0844 洗濯に対する染色堅ろう度試験方法
JIS L 0860 ドライクリーニングに対する染色堅ろう度試験方法
JIS L 0891 キセノンアーク灯光又はサンシャインカーボンアーク灯光を用いた促進耐候堅ろう度試
験方法
JIS L 1013 化学繊維フィラメント糸試験方法
JIS L 1041 樹脂加工織物及び編物の試験方法
JIS L 1057 織物及び編物のアイロン寸法変化率試験方法
JIS L 1062 織物の目寄れ試験方法
JIS L 1092 繊維製品の防水性試験方法
JIS L 1095 一般紡績糸試験方法
JIS L 2101 綿縫糸
JIS L 2511 ポリエステル縫糸
JIS R 6251 研磨布
JIS R 6253 耐水研磨紙
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
JIS Z 8805 pH測定用ガラス電極
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS L 0105,JIS L 0208及びJIS L 0211によるほか,次による。
3.1
初荷重
糸又は試験片が伸長せず,不自然なしわなどがなくなる程度の荷重をいう。
注記 具体的には,各箇条に規定している。
4
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
見掛繊度
織物又は編地をほぐした糸の見掛け上の繊度(繊密度と同義)。
4
試験の種類
試験の種類は,次による。
なお,括弧内の数字は,本体の細分箇条を示す。
a) 組織(8.1)
b) 寸法(8.2)
1) 幅(8.2.1)
2) 長さ(8.2.2)
c) 単位面積当たりの質量(8.3)
d) 厚さ(8.4)
e) かさ高性(8.5)
f)
密度(8.6)
g) 糸の織縮み率(8.7)
h) 編目長及びカバーファクタ(8.8)
i)
使用糸の構成(8.9)
j)
水分率及び含水率(8.10)
k) 見掛比重及び気孔容積率(8.11)
l)
布目曲がり(8.12)
m) かす及びネップ(8.13)
n) 引張強さ及び伸び率(8.14)
o) 定伸長時伸長弾性率(8.15)
p) 伸縮織物及び編物の伸縮性(8.16)
q) 引裂強さ(8.17)
r) 破裂強さ(8.18)
s)
摩耗強さ及び摩擦変色性(8.19)
t)
圧縮率及び圧縮弾性率(8.20)
u) 剛軟度(8.21)
v) 曲げ反発性(8.22)
w) 滑脱抵抗力(8.23)
x) 洗濯後のしわ(8.24)
y) 乾燥性(8.25)
z) 通気性(8.26)
aa)
保温性(8.27)
ab)
耐光性(8.28)
ac)
耐候性(8.29)
ad)
のり分(8.30)
ae)
樹脂の定性及び樹脂量(8.31)
af)
油脂分(8.32)
ag)
溶剤抽出分(8.33)
ah)
洗浄減量(8.34)
ai)
練減り(8.35)
aj)
遊離ホルムアルデヒド量(8.36)
ak)
抽出液のpH(8.37)
al)
バリウム活性数(8.38)
am) 寸法変化(8.39)
5
試験条件
5.1
試験場所
試験場所は,JIS L 0105の5.1(試験場所)による。
5.2
絶乾質量
絶乾質量は,JIS L 0105の5.3.2(試料又は試験片の絶乾状態)による。
5.3
公定水分率
公定水分率は,JIS L 0105の4.1(公定水分率)による。
5.4
温度及び湿度
温度及び湿度は,JIS L 0105の5.2(温度及び湿度の測定)による。
5
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
試料及び試験片の採取及び準備
試料及び試験片の採取及び準備は,JIS L 0105の箇条6(試料及び試験片の採取及び準備)による。た
だし,組織の試験は除く。
なお,各項目に規定されている試験片の数量は,受渡当事者間の協定によって必要に応じて試験片の枚
数を増減してもよい。ただし,その場合は,試験報告書に付記する。
7
数値の丸め方
試験結果は,規定の数値を求めるため,JIS Z 8401の規則B(四捨五入法)によって丸める。丸めるけ
た数は,各試験項目の規定による。
8
試験方法
8.1
組織
組織は,織物の組織及び編物の組織による。
8.1.1
織物の組織
織物の組織は,A法(JIS法)又はB法(ISO法)とし,次による。
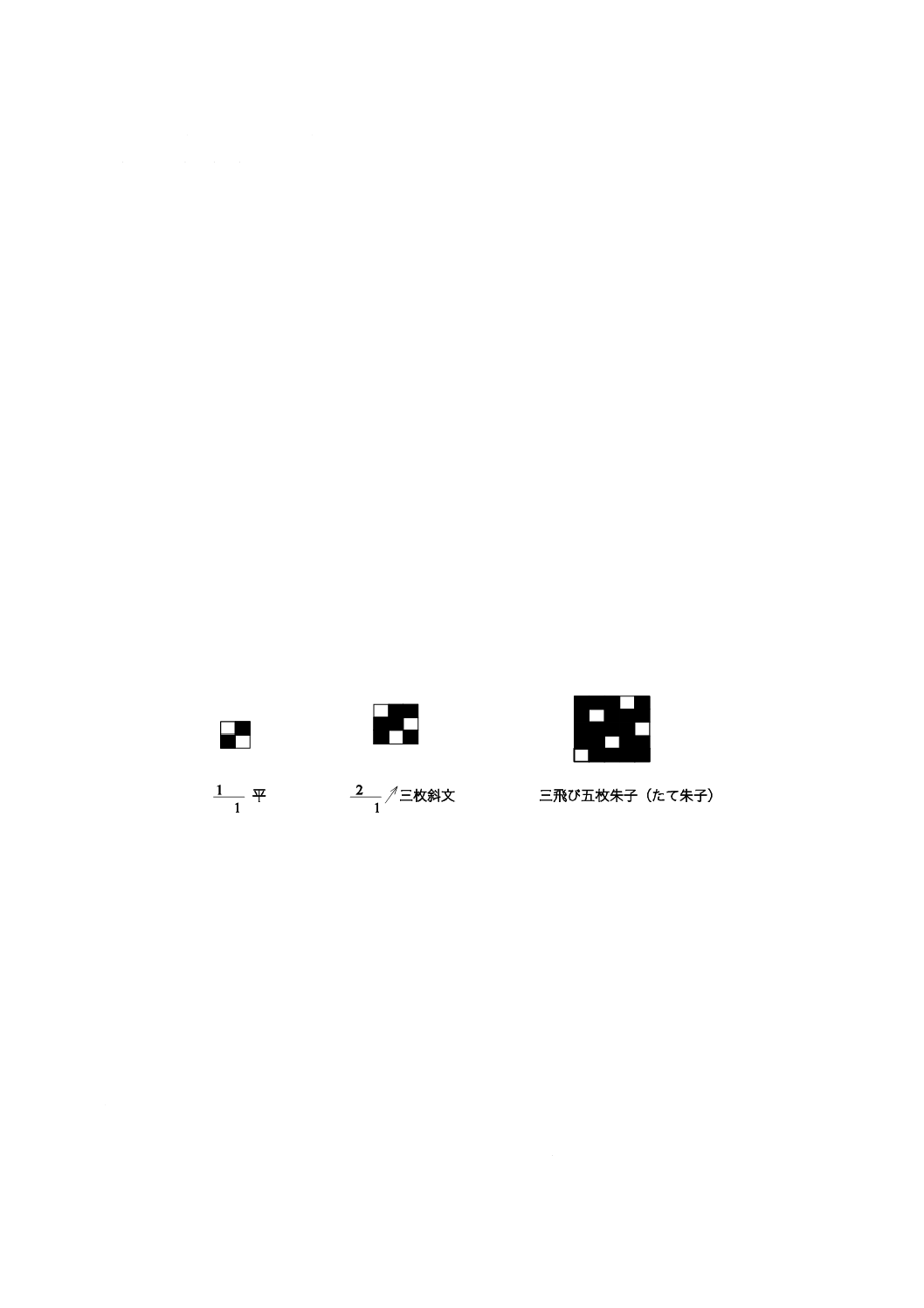
a) A法(JIS法) 試料から,適切な大きさの試験片を採取した後,試験片からたて糸及びよこ糸をほ
ぐすか又は拡大鏡を用いて織物生地を拡大して観察し,たて糸及びよこ糸の組合せ状態を図1に示す
ような組織図,文字又は記号で表す。組織図は,意匠用紙にたて列にたて糸を,よこ列によこ糸を記
入し,たて糸の浮きに印を付ける。ただし,よこ糸の浮きを表した方が明確な場合は,よこ糸の浮き
に印を付けてもよい。
図1−織物組織を表す基本となる三原組織の一例
b) B法(ISO法) 組織図並びにそうこう通し,おさ通し及び織方の表示方法は,附属書Aによる。
8.1.2
編物の組織
編物の組織は,試料から,適切な大きさの試験片を採取し,試験片から編糸をほぐすか又は拡大鏡を用
い組織図を作成する。組織図は,編糸の組合せ状態をJIS L 0200に規定する図,文字又は記号で表す。
8.2
寸法
寸法は,幅及び長さによる。
8.2.1
幅
織物及び編物の幅は,A法(JIS法)又はB法(ISO法)とし,次による。
a) A法(JIS法)
1) 手順 幅は,織物又は編物を平らな台の上に置き,不自然なしわ及び張力を除いて,異なる3か所
について耳と直角になるようにJIS B 7516に規定する金属製直尺若しくはJIS B 7512に規定する鋼
6
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
製巻尺又はこれらと同等以上の精度があるスケールを置いて,両耳端間の距離(cm)を測る。両耳
間は,生地によって次による。
1.1) 筒状の編地は筒状のままへん平な状態にして測り,これを2倍して全幅とする。
1.2) 筒状でない編地の場合は両端の不完全な部分を除く。
1.3) 片耳落とし又は両耳落としの場合は,その旨を試験報告書に付記する。
2) 計算及び試験結果 3回の平均値を算出し,小数点以下1けたに丸める。
b) B法(ISO法) 張力が加わっていない緩和した状態の生地の幅は,附属書Bによる。
8.2.2
長さ
織物及び編物の長さは,A法(JIS法)又はB法(ISO法)とし,次による。
a) A法(JIS法) 長さは,織物又は編物を平らな台の上に置き,不自然なしわ及び張力を除いて,JIS
B 7522に規定する繊維製巻尺又はこれらと同等以上の精度がある繊維製巻尺を用いて全長(m)を小
数点以下2けたまで測る。検尺装置による場合は,置尺を基準とする。
なお,両端末の不完全な部分は除く。
b) B法(ISO法) 張力が加わっていない緩和した状態の生地の長さは,附属書Bによる。
8.3
単位面積当たりの質量
単位面積当たりの質量は,正量,標準状態における単位面積当たりの質量又は織物の単位面積当たりの
たて糸及びよこ糸の質量による。
8.3.1
正量
正量は,箇条6によって調整した試料から約200 mm×200 mmの試験片を2枚採取し,それぞれの絶乾
質量(g)を量り,次の式によって1 m2当たりの質量(g/m2)を求め,その平均値を算出し,小数点以下1
けたに丸める。
A
R
W
C
1
100
1
m
×
+
×′
=
ここに,
Cm: 正量(g/m2)
W': 絶乾質量(g)
R: 公定水分率(%)
A: 試験片の面積(m2)
8.3.2
標準状態における単位面積当たりの質量
標準状態における単位面積当たりの質量の織物は,A法(JIS法)又はB法(ISO法)とし,次による。
a) A法(JIS法) 標準状態における単位面積当たりの質量は,箇条6によって調整した試料から,約
200 mm×200 mmの試験片2枚を採取し,それぞれの標準状態における質量(g)を量り,次の式によ
って1 m2当たりの質量(g/m2)を求め,その平均値を算出し,小数点以下1けたに丸める。
A
W
S=
m
ここに,
Sm: 標準状態における単位面積当たりの質量(g/m2)
W: 標準状態における試験片の質量(g)
A: 試験片の面積(m2)
注記1 目付 標準状態における1 m2当たりの質量(g/m2)を目付ともいう。
注記2 目付は,a) によって求めるほか,反物の全質量(g)を量り,次の式によって算出し,小
数点以下1けたに丸め,1 m2当たりの質量(g/m2)で表す方法もある。
注記3 毛織物及びジュート織物の場合は,目付又は1反当たりの質量(kg,小数点以下1けたま
7
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で)で表す方法もある。
S
L
W
M
×
=
ここに,
M: 目付(単位面積当たりの質量)(g/m2)
W: 1反の質量(g)
L: 長さ(m)
S: 幅(m)
注記4 絹織物の場合は,絹目付で表し,絹目付は,長さ22.86 m,幅3.81 cmに相当する練上がり
の質量が3.75 gの場合を1とした値で,次の式によって小数点以下1けたまで求めて表す
方法もある。
2.
23
75
.3
81
.3
86
.
22
s
×
×
=
×
×
×
=
S
L
W
S
L
W
M
ここに, Ms: 絹目付
W: 1反の練上がりの質量(g)
L: 長さ(m)
S: 幅(cm)
b) B法(ISO法) 織物の単位長さ及び単位面積当たりの質量の測定方法は,附属書Cによる。
8.3.3
織物の単位面積当たりのたて糸及びよこ糸の質量
織物の単位面積当たりのたて糸及びよこ糸の質量は,附属書Dによる。
8.4
厚さ
織物及び編物の厚さは,A法(JIS法)又はB法(ISO法)とし,次による。
a) A法(JIS法) 厚さは,箇条6によって調整した試料の異なる5か所について厚さ測定器を用いて,
一定時間及び一定圧力の下で厚さ(mm)を測り,その平均値を算出し,小数点以下2けたに丸める。
規定の条件以外によって試験を行った場合は,その旨を試験報告書に付記する。また,一定時間及び
一定圧力は,次による。
1) 一定時間 加圧下の厚さが落ち着くまでの時間をいう。普通は,10秒間とする。
2) 一定圧力 普通の織物は23.5 kPa,有毛織物は0.7 kPa,普通の編地は0.7 kPa及び有毛編地は0.3 kPa
とする。
b) B法(ISO法) 厚さの測定は,附属書Eによる。
8.5
かさ高性
かさ高性は,主に編物に適用し,8.3.2及び8.4から,次の式によって求め,小数点以下2けたに丸める。
000
1
m
u
×
=St
B
ここに,
Bu: かさ高性(cm3/g)
Sm: 標準状態における単位面積当たりの質量(g/m2)
t: 厚さ(mm)
8.6
密度
密度は,織物の密度及び編物の密度(度目)による。
8.6.1
織物の密度
織物の密度は,A法(JIS法)又はB法(ISO法)とし,次による。
a) A法(JIS法) 織物の密度は,箇条6によって調整した試料を平らな台上に置き,不自然なしわ及
び張力を除いて,異なる5か所について適切な区間(区間は,50 mm,30 mm,25.4 mmなどをいう。)
8
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
のたて糸及びよこ糸の本数を数え,それぞれの平均値を単位長さについて算出し,小数点以下1けた
に丸める。また,必要に応じて,箇条6によって調整した試料からたて糸及びよこ糸に直角に適切な
大きさの試験片を採取し,試験片からたて糸及びよこ糸をほぐし,それぞれの糸の本数を数え,単位
長さについて求めてもよい。ただし,毛織物の場合は,通常,たて糸及びよこ糸に直角に25 mm×25
mmの試験片を4枚採取し,試験片からたて糸及びよこ糸をほぐし,それぞれの糸の本数を数え,4
枚の試験片の合計本数を求め,100 mm間のたて糸及びよこ糸の本数として表す。
b) B法(ISO法) 織物の密度(単位長さ当たりの糸本数の測定)は,附属書Fによる。
8.6.2
編物の密度
編物の密度は,箇条6によって調整した試料を平らな台の上に置き,不自然なしわ及び張力を除いて,
異なる5か所について適切な区間(区間は,50 mm,30 mm,25.4 mmなどをいう。)のウェール数及びコ
ース数を数え,又はウェール数及びコース数それぞれの平均値を単位長さについて算出し,小数点以下1
けたに丸める。
注記1 度目 測定した密度から1.27 cm当たりのウェール数及びコース数を求め,この両者の和を
度目という。
注記2 引き目 適切な装置を用い編地を伸長した場合の適切な区間にあるウェール数及びコース数
を引き目という。この場合には,試験報告書に用いたつかみ幅及び荷重を付記する。
8.7
糸の織縮み率
織物の糸の織縮み率は,A法,B法又はC法(ISO法)とし,次による。
a) A法
1) 手順 A法は,箇条6によって調整した試料から,たて方向及びよこ方向にそれぞれ2か所から約
350 mmの長さに帯状の試験片を採取し,250 mmの距離に印を付け,各試験片から5本ずつの糸を
よりが戻らないように,また,引き伸ばされないように注意してほどく。次に,自記記録装置付単
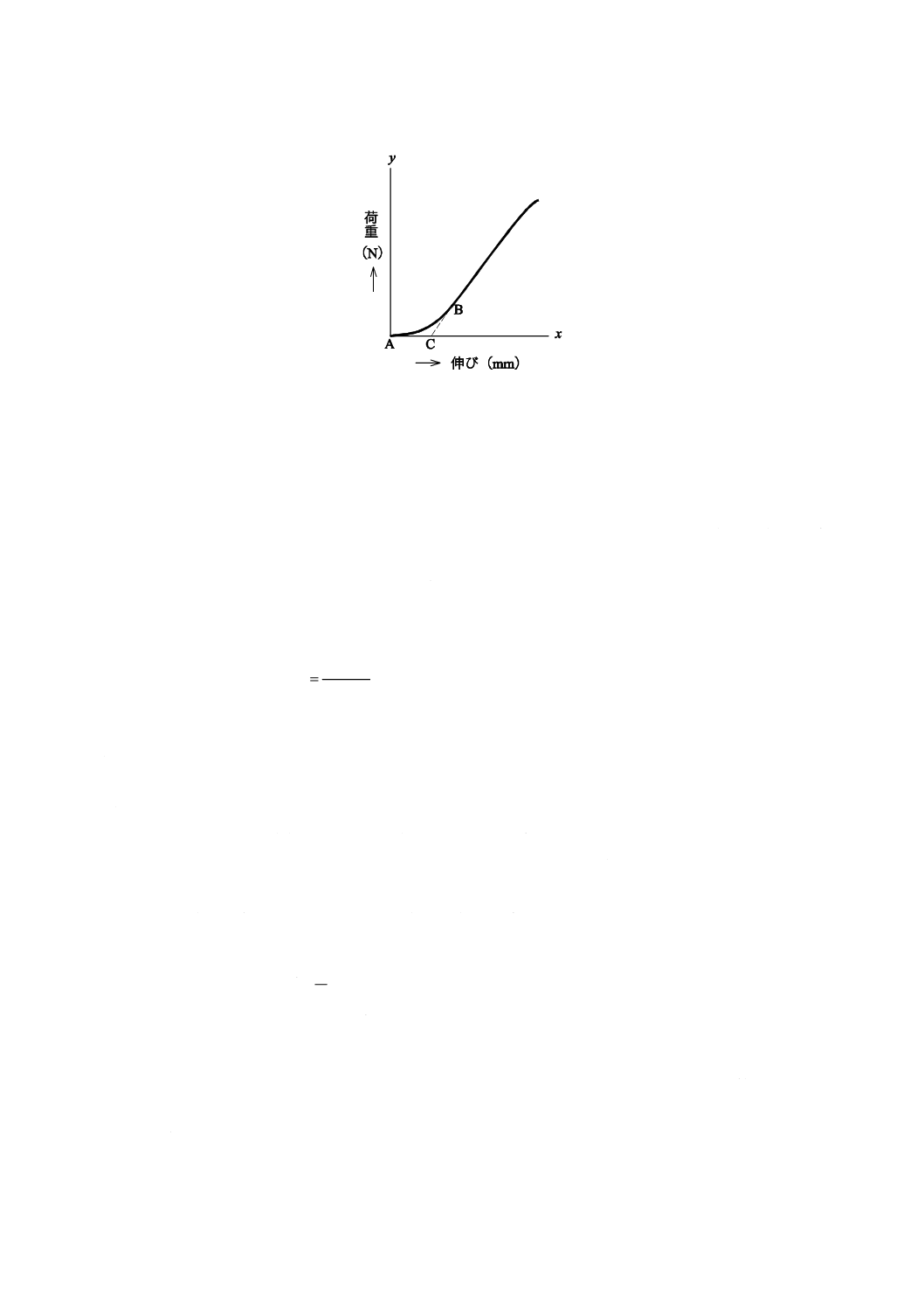
糸引張試験機を用い,つかみ間隔を250 mmとし,図2のように初期の荷重−伸び曲線を描く。
2) 測定及び計算 荷重−伸び曲線の曲線上の湾曲点Bにおいて接線を引き,その接線とx軸上の交点
Cを求める。次の式によって織縮み率を算出し,たて糸及びよこ糸それぞれ10回の平均値を小数点
以下1けたに丸める。
100
250
w
×
=AC
C
ここに, Cw: 織縮み率(%)
AC: 織縮み長さ(mm)
9
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−荷重−伸び曲線
b) B法
1) 手順 B法は,箇条6によって調整した試料につき,たて方向及びよこ方向にそれぞれ3か所で200
mmの距離に印を付け,この印内のたて糸及びよこ糸をそれぞれほどき,初荷重の下で真っすぐに
張った長さ(mm)を測る。ただし,紡績糸の場合の初荷重は,JIS L 1095の6.1(初荷重)に規定
する初荷重を用い,フィラメント糸の場合は,JIS L 1013の5.1(初荷重)に規定する初荷重を用い
る。ただし,この荷重を用いなかった場合には,測定に用いた荷重を試験報告書に付記する。
2) 測定及び計算 次の式によって織縮み率(%)を求める。1か所の測定本数は,たて糸及びよこ糸
各々5本とし,たて糸及びよこ糸それぞれ3か所の平均値を算出し,小数点以下1けたに丸める。
100
200
200
w
×
−
=L
C
ここに, Cw: 織縮み率(%)
L: 真っすぐに張った長さ(mm)
c) C法(ISO法) 糸の織縮み率は,附属書Gによる。
8.8
編目長及びカバーファクタ
編目長及びカバーファクタは,次による。
a) 編目長 編目長は,箇条6によって調整した試料から,適切な区間の糸を5本ほぐし,初荷重を加え
て長さを測り,次の式によって編目長(mm)を求め,その平均値を算出し,小数点以下2けたに丸
める。ただし,紡績糸の場合の初荷重は,JIS L 1095の6.1(初荷重)に規定する初荷重を用い,フィ
ラメント糸の場合は,JIS L 1013の5.1(初荷重)に規定する初荷重を用いる。
なお,この荷重を用いなかった場合には,測定に用いた荷重を試験報告書に付記する。
n
L
Sl=
ここに,
Sl: 編目長(mm)
L: ほぐした糸の長さ(mm)
n: ほぐした編目数
b) カバーファクタ カバーファクタは,編目長及び糸の繊度(tex)から,次の式によって算出し,小数
点以下1けたに丸める。また,恒長式番手におけるカバーファクタは,すべてこの式によって求める
ことができる。
10
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Sl
NT
Fl=
ここに,
Fl: カバーファクタ
Sl: 編目長(mm)
NT: 繊度(tex)
注記 恒重式番手におけるカバーファクタは,次の式によって求めることができる。
N
Sl
Fw
1
=
ここに, Fw: 恒重式番手の場合のカバーファクタ
Sl: 編目長(mm)
N: 恒重式番手
8.9
使用糸の構成
使用糸の構成は,“繊度1) 及び表示”及び“より数,より縮み率及びよりの表示”による。
注1) 繊度(繊密度と同義)の単位は,計量単位令によって“テックス,デニール又はkg/m”を用い
ることと規定している。
8.9.1
繊度及び表示
繊度及び表示は,糸の見掛繊度及び“繊度の表示及び混紡率の表示”による。
8.9.1.1
糸の見掛繊度(テックス方式)
糸の見掛繊度は,織物における糸の見掛繊度及び編物の見掛繊度による。
a) 織物における糸の見掛繊度 織物における糸の見掛繊度は,A法(JIS法)又はB法(ISO法)とし,
次による。
1) A法(JIS法)
1.1) 手順及び測定 箇条6によって調整した試料を,2枚の金属製切取板(大きさ200 mm×200 mm)
の中間に挟み,枠外のものを切り捨て200 mm×200 mmの試験片を3枚採取する。1枚につき,
たて糸及びよこ糸それぞれ25本の糸をほどいてその質量(mg)を量る。必要によっては,のり抜
きなどを行う。のり抜き方法は,8.30による。
1.2) 計算 次の式によって,見掛繊度を求め,たて糸及びよこ糸それぞれ3回の平均値を算出し,小
数点以下1けたに丸める。
100
1
2.0
P
W
T
+
×
=
ここに,
T: 糸の見掛繊度(tex)
W: 試料25本の質量(mg)
P: 織縮み率(%)
注記 織物の糸の見掛番手及び見掛デニール 糸の見掛番手及び見掛デニールは,糸の見掛繊
度(テックス方式)と同様な方法によって測定し,次の式によって求める方法がある。
+
×
=
100
1
7.
952
2
c
P
W
C
+
×
=
100
1
000
5
c
P
W
M
+
×
=
100
1
7.
267
8
c
P
W
F
11
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
+
×
×
=
100
1
8
005
.0
c
P
W
J
100
1
8.1
P
W
D
+
×
=
ここに,
Cc: 綿番手
Mc: メートル番手
Fc: 麻番手
Jc: ジュート番手
D: デニール
W: 試料25本の質量(mg)
P: 織縮み率(%)
2) B法(ISO法) 生地から取り出した糸の見掛繊度の測定は,附属書Hによる。
b) 編物における糸の見掛繊度(テックス方式) 編物における見掛繊度は,次による。
1) 手順 編物における糸の見掛繊度は,箇条6によって調整した試料から,糸を5本ほぐし,それぞ
れの糸に初荷重を加え,その長さ(mm)を測定する。また,質量(mg)も測定する。
1.1) 糸の初荷重 紡績糸の場合の初荷重は,JIS L 1095の6.1(初荷重)に規定する初荷重を用い,フ
ィラメント糸の場合は,JIS L 1013の5.1(初荷重)に規定する初荷重を用いる。ただし,この荷
重を用いなかった場合には,測定に用いた荷重を試験報告書に付記する。
1.2) 採取する糸の長さは,通常は,のべ長さで1 m以上とする。
注記 たて編地などで糸をほぐせない場合には,顕微鏡などを用いて糸の直径を測って,糸の見
掛繊度を求めてもよい。この場合は,その旨を試験報告書に付記する。
2) 計算 測定数値から,次の式によって見掛繊度を求め,その5回の平均値を算出し,小数点以下1
けたに丸める。
000
1
×
=L
W
T
ここに,
T: 糸の見掛繊度(tex)
W: 試料の質量(mg)
L: 糸長(mm)
注記 編物の糸の見掛番手及び見掛デニールは,糸の見掛繊度(テックス方式)と同様な方法に
よって測定し,1 m当たりの質量(mg)から,次の式によって算出し,小数点以下1けた
に丸める方法がある。
W
C
′
=
5.
590
c
W
M
′
=
000
1
c
W
F
′
=
5.
653
1
c
45
.
34
c
W
J
′
=
9
×′
=W
D
12
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Cc: 綿番手
Mc: メートル番手
Fc: 麻番手
Jc: ジュート番手
D: デニール
W': 試料1 mの質量(mg)
8.9.1.2
繊度(テックス方式)及び混紡率の表示
織物及び編物の繊度(テックス方式)並びに混紡率の表示は,次による。
a) 繊度(テックス方式)の表示 繊度(テックス方式)の表示は,JIS L 0101の7.(表示方法)による。
注記 通常繊度は,テックスを用いて表示するが,番手の表示を求める場合は,JIS L 1095の4.2(番
手の表示)による。また,デニールによって繊度の表示をする場合は,次による。
120デニール………120 D
b) 混紡率の表示 混紡率の表示は,JIS L 1095の4.3(混紡率の表示)による。
8.9.2
より数,より縮み率及びよりの表示
織物及び編物のより数,より縮み率及びよりの表示は,次による。ただし,より数のB法(ISO法)は
織物だけに適用する。
a) より数 より数は,次による。
1) A法(JIS法) 織物における糸のより数は,箇条6によって調整した試料をほぐした糸につき,
JIS L 1095の9.15(より数)による。
2) B法(ISO法) 生地から取り出した糸のよりの測定は,附属書Iによる。
b) より縮み率 より縮み率は,JIS L 1095の9.16(より縮み率)による。
c) よりの表示 よりの表示は,JIS L 1095の4.4(よりの表示)による。
8.10 水分率及び含水率
水分率及び含水率は,次による。
a) 水分率 水分率は,箇条6によって調整した試料から,約200 mm×200 mmの試験片を2枚採取し,
それぞれの乾燥前の質量(g)と絶乾質量(g)とを量り,次の式によって水分率(%)を求め,その
平均値を算出し,小数点以下1けたに丸める。
100
2
2
1
r
×
−
=
W
W
W
M
ここに, Mr: 水分率(%)
W1: 乾燥前の質量(g)
W2: 絶乾質量(g)
b) 含水率 含水率は,水分率と同じ手順によって,次の式から含水率(%)を求め,その平均値を算出
し,小数点以下1けたに丸める。
100
1
2
1
c
×
−
=
W
W
W
m
ここに, mc: 含水率(%)
W1: 乾燥前の質量(g)
W2: 絶乾質量(g)
8.11 見掛比重及び気孔容積率
織物及び編物の見掛比重及び気孔容積率は,次による。
a) 見掛比重 見掛比重は,8.3.2及び8.4から,次の式によって算出し,小数点以下2けたに丸める。
13
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
t
S
A
×
=000
1
m
g
ここに,
Ag: 見掛比重
Sm: 標準状態における1 m2当たりの質量(g/m2)
t: 厚さ(mm)
b) 気孔容積率 気孔容積率は,a) で求めた見掛比重及び繊維の比重から,次の式によって算出し,小数
点以下1けたに丸める。
100
g
v
×
−
=
S
A
S
P
ここに,
Pv: 気孔容積率(%)
S: 繊維の比重
Ag: 見掛比重
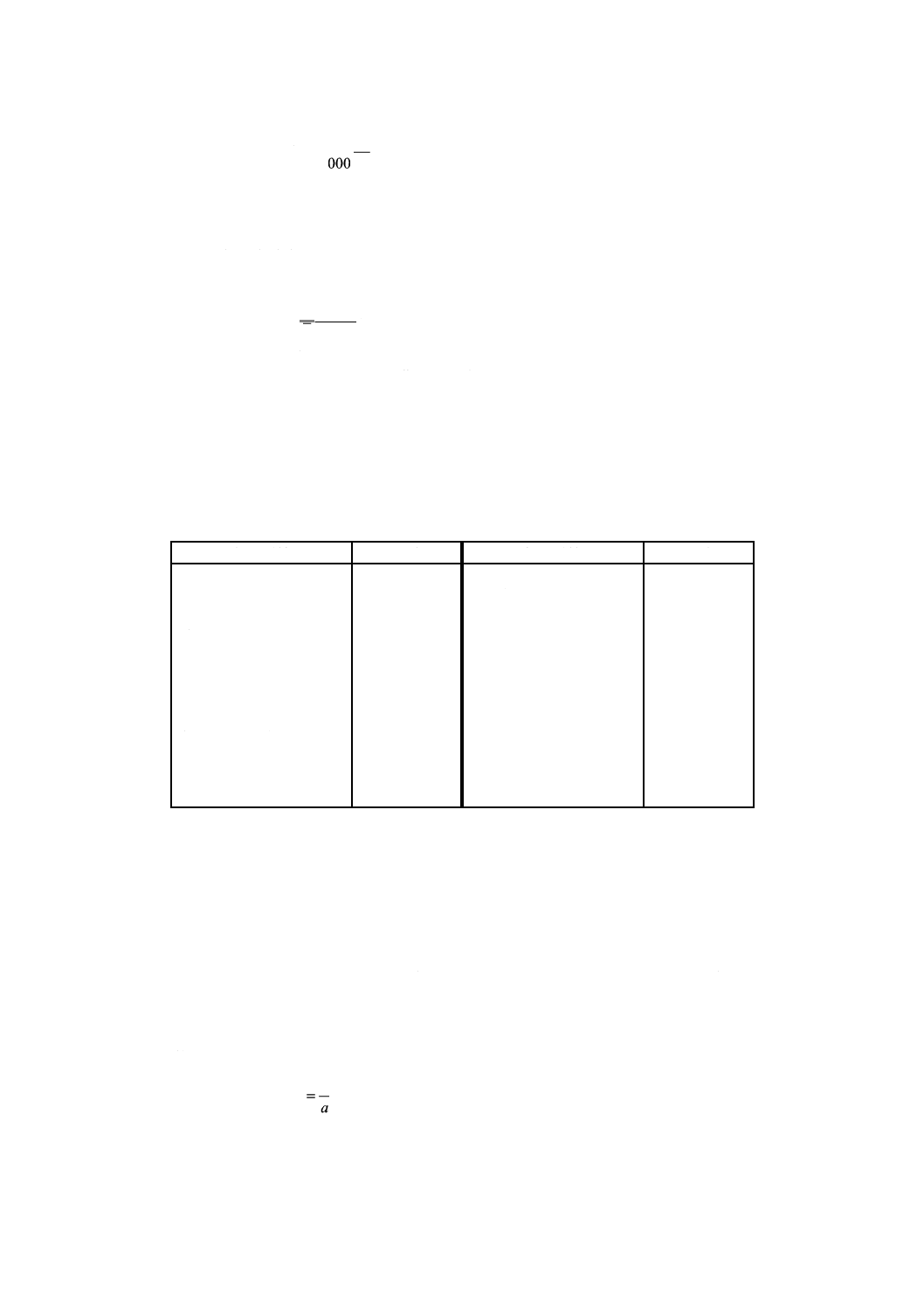
各繊維の比重を,参考として表1に示す。ただし,比重を範囲で示してある繊維については,試料
の繊維の比重をあらかじめJIS L 1013の8.17(比重及び密度)によって測定し,また,混用している
場合には,混用率に比例した計算を行って構成繊維の平均比重を求めてから算出する。
表1−繊維の比重(参考)
繊維の種類
比重
繊維の種類
比重
綿
1.58
ビニリデン
1.70
麻(亜麻及びラミー)
1.50
ポリ塩化ビニル
1.39
絹
1.33
ポリエステル(PET)
1.38
毛
1.32
アクリル
1.17
レーヨン
1.50
アクリル系
1.23〜1.28
ポリノジック
1.50
ポリエチレン
0.94〜0.96
キュプラ
1.50
ポリプロピレン
0.91
アセテート
1.32
ポリウレタン
1.00〜1.30
トリアセテート
1.30
ベンゾエート
1.34
プロミックス
1.22
ポリクラール
1.32
ビニロン
1.26〜1.30
アラミド
1.37〜1.45
ナイロン
1.14
8.12 布目曲がり
布目曲がりは,よこ方向又はコース方向,及びたて方向又はウェール方向とし,次による。
a) よこ方向又はコース方向の布目曲がり
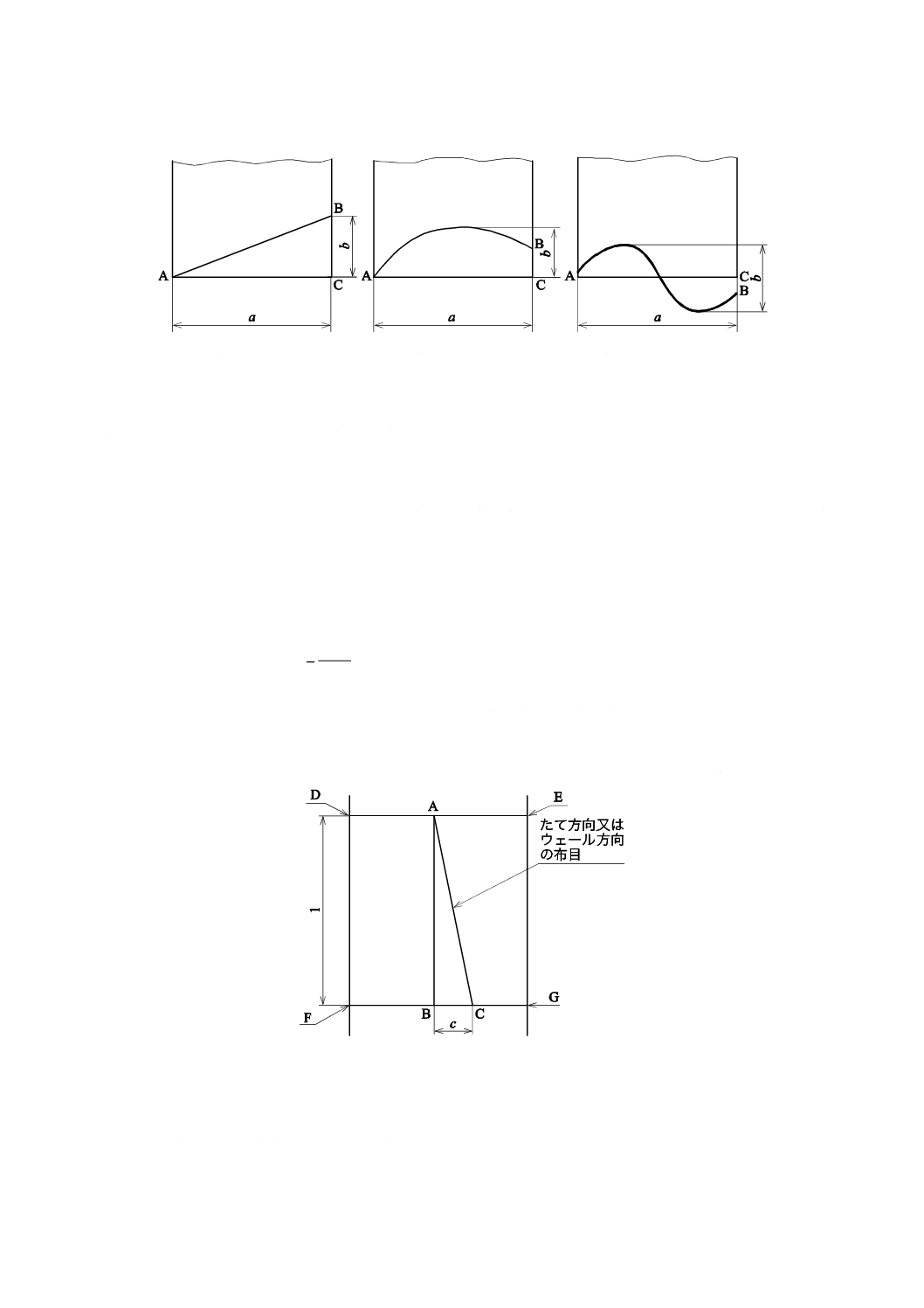
1) 測定 箇条6によって調整した試料の異なる3か所について,図3のように織物及び編物の一方の
耳端Aから,そのよこ糸又はコースの糸条に沿って他の耳端Bに至るよこ糸線又はコース線ABを
引く。次に,Aから耳端と直角になる線を引き,他の耳端と交わる点をCとし,線AC(幅)の長
さa(mm)を求め,図3に示すAC間における最大距離b(mm)を測る。
2) 計算 次の式によってよこ方向又はコース方向の布目曲がり率(%)を求め,異なる3か所の平均
値を算出し,小数点以下1けたに丸める。
100
b
×
=ab
D
ここに,
Db: よこ方向又はコース方向の布目曲がり率(%)
a: 幅(mm)
b: 最大距離(mm)
14
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 斜行の例
b) 湾曲の例
c) S字曲がりの例
図3−よこ方向又はコースの方向の布目曲がりの種類及び測定点
b) たて方向又はウェール方向の布目曲がり(斜行)
1) 測定 箇条6によって調整した試料から,異なる3か所について,図4のように織物及び編物の端
線に直角に1 mの間隔で線DE,線FGの2本の線を引き,線DE上のほぼ中央に点Aを印し,Aか
らのたて方向又はウェール方向の布目線と他の線(線FG)との交点をCとする。次にAから垂線
を引き,他の線(線FG)との交点をBとし,BとCとの距離をそれぞれ異なる3か所について測
る。
2) 計算 次の式によってたて方向又はウェール方向の布目曲がり率(%)を求め,その平均値を算出
し,小数点以下1けたに丸める。
100
000
1
b
×
=
c
W
ここに, Wb: たて方向又はウェール方向の布目曲がり率(%)
c: 布目曲がり(斜行)距離(mm)
単位 m
図4−たて方向又はウェール方向の布目曲がり(斜行)
8.13 かす及びネップ
かす及びネップは,箇条6によって調整した試料から,約200 mm×200 mmの試験片3枚を採取し,適

15
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
切な装置を用いて面積100 mm×100 mm内の表裏に付着しているかす及びネップの個数を数え,3回の平
均値を算出し,整数位に丸める。
8.14 引張強さ及び伸び率
引張強さ及び伸び率は,JIS法又はISO法とする。
8.14.1 JIS法
JIS法は,A法(ストリップ法),B法(グラブ法),C法(湿潤時ストリップ法)又はD法(湿潤時グ
ラブ法)とし,次による。
a) A法(ストリップ法) A法(ストリップ法)は,標準状態時の引張強さ及び伸び率の試験方法とす
る。
1) 試料の作成 A法の試料作成は,ラベルドストリップ法又はカットストリップ法のいずれかによる。
試料の数は,織物3枚又は編物5枚を採取する。
1.1) ラベルドストリップ法の場合は,織物に適用し,表2のいずれかの条件で箇条6によって調整し
た試料から試験片を3枚採取し,幅の両側からほぼ同数の糸を取り除いて所定の幅としたものを
試験片とする。
なお,重布類の場合,試験時に試験片の両側の糸が,織物組織から外れるようなものについて
は,試験片の幅30 mmの両側にそれぞれ4本以上の糸を残し,図5のように両つかみの端から50
mmの距離でこれを切り,試験片とする。
1.2) カットストリップ法の場合は,ラベルドストリップ法で試験ができない編物及び特殊な織物に適
用し,箇条6によって調整した試料から,たて方向又はウェール方向,及びよこ方向又はコース
方向に沿って表2の所定の幅に切断し,試験片とする。
表2−ストリップ法の試験片の作成
生地の種類
切断採取時の試験片
の大きさ
幅mm×長さmm
試験片の幅
mm
試験片の
枚数
織物
一般の織物
約55×約300
50
3
約30×約200
25
重布類
密度60本/5 cm以上
約40×約300
30
密度60本/5 cm未満
約50×約300
編物
50×約300
50
5
25×約200
25
単位 mm
図5−試験片の作製
16
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 操作 試験片を初荷重の下で適切な性能をもつ引張試験機でつかみ,表3のいずれかの条件で試験
を行い,切断時の強さ(N)及び伸び率(%)を測定する。ただし,つかみから10 mm以内で切れ
たもの又は異常に切れたものは除く。また,切断時の荷重が最大の荷重でない場合は,最大荷重(N)
及びそのときの伸び(%)を測定値とする。
なお,通常の場合の織物の初荷重は,10 mの試験片に相当する荷重を用い,編物の初荷重は29 mN
の荷重を用いるが,異なった荷重を用いた場合は試験報告書に付記する。
表3−ストリップ法の試験条件
試験機の種類
織物の種類
試験片の幅
mm
つかみ間隔
mm
引張速度
mm/min
織物
定速緊張形
一般の織物
50
200 a)
150±10又は300±20
一般の織物
25
100
重布類
30
200
200±10
定速伸長形
一般の織物
50
200
1分間当たりつかみ間隔の
約50 %又は100 %の伸長速度
一般の織物
25
100
重布類
30
200
編物
定速緊張形
−
50
200
150±10又は300±20
25
100
定速伸長形
−
50
200
1分間当たりつかみ間隔の
約50 %又は100 %の伸長速度
25
100
注a) 毛織物の場合は,150 mmとする。
3) 計算 試験結果は,次によって計算する。また,試験条件を試験報告書に付記する。
3.1) 織物はたて方向及びよこ方向それぞれ3回の平均値を算出し,有効数字3けたに丸める。
3.2) 編物はウェール方向及びコース方向に5回の平均値を算出し,小数点以下1けたに丸める。
b) B法(グラブ法) B法(グラブ法)は,標準状態時の引張強さ及び伸び率の試験方法とする。
1) 試料の作成 B法は,箇条6によって調整した試料から,幅100 mm,長さ約150 mmの試験片を次
のように採取する。
1.1) 織物の場合 たて方向及びよこ方向にそれぞれ3枚採取し,たて方向の試験片はたて糸長さ方向
が平行に,よこ方向の試験片はよこ糸に長さ方向が平行になるように採取する。
1.2) 編物の場合 ウェール方向及びコース方向にそれぞれ5枚採取し,ウェール方向の試験片はウェ
ールに長さ方向が平行に,コース方向の試験片はコースに長さ方向が平行になるように採取する。
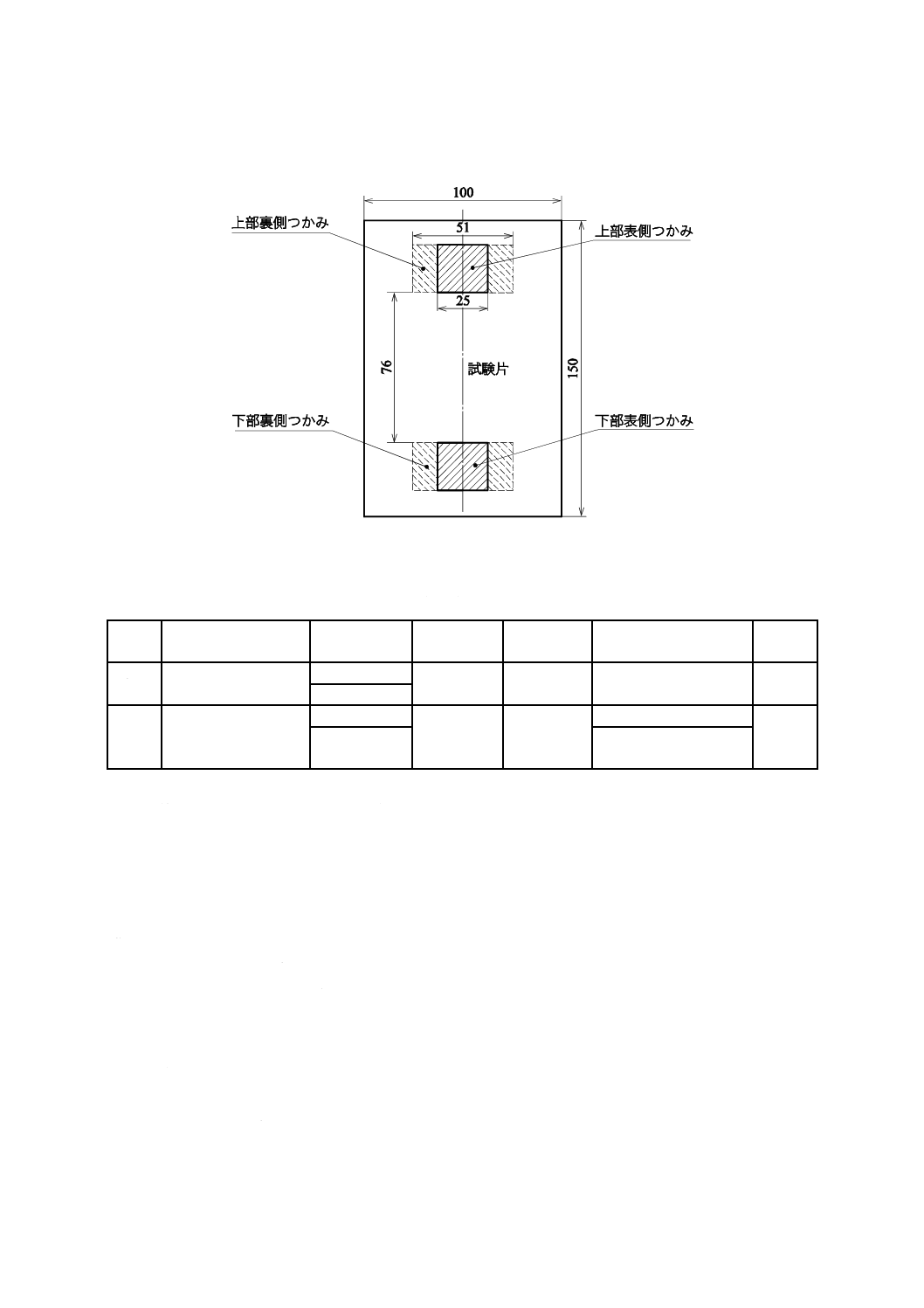
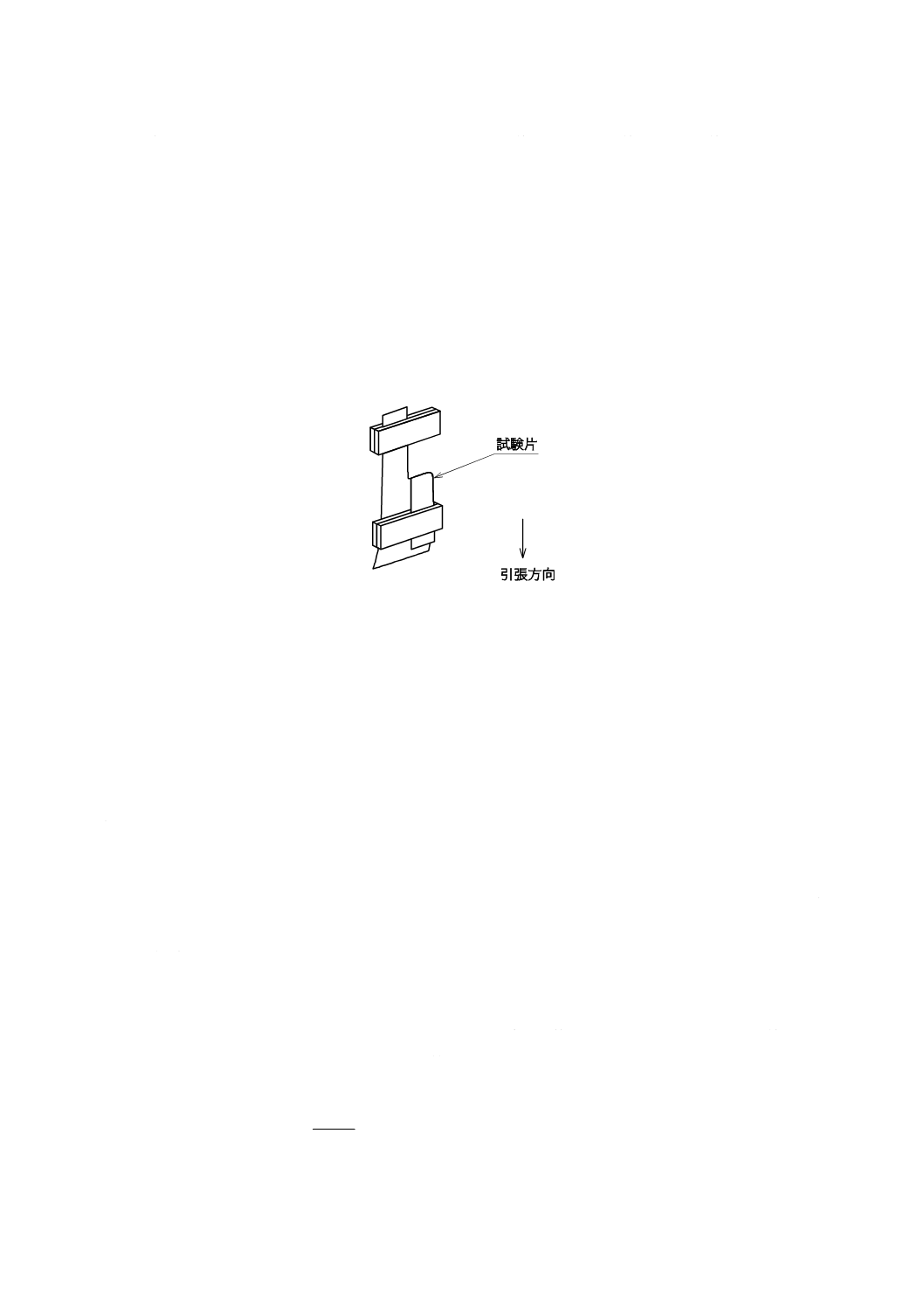
2) 操作 適切な性能をもつ引張試験機を用い,試験片を図6のようにつかみ間隔は76 mm,つかみの
大きさは上下ともに表側は25 mm×25 mm,裏側は51 mm×25 mm以上として,初荷重の下でつか
み,表4の条件で試験を行い,切断時の強さ(N)及び伸び率(%)を求める。ただし,つかみか
ら10 mm以内で切れたもの又は異常に切れたものは除く。
なお,通常の場合の織物の初荷重は,10 mの試験片に相当する荷重を用い,編物の初荷重は,29
mNの荷重を用いるが,異なった荷重を用いた場合は,試験報告書に付記する。
17
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図6−試験片の作製
表4−グラブ法の試験条件
採取試験片の大きさ
幅mm×長さmm
試験機の種類
試験片の幅
mm
つかみ間隔
mm
引張速度
mm/min
試験片
の枚数
織物
100×約150
定速緊張形
100
76
300±20
3
定速伸長形
編物
100×約150
定速緊張形
100
76
150±10又は300±20
5
定速伸長形
50±10,100±10
又は300±20
3) 計算 試験結果は,次によって計算する。また,試験条件を試験報告書に付記する。
3.1) 織物はたて方向及びよこ方向それぞれ3回の平均値を算出し,有効数字3けたに丸める。
3.2) 編物はウェール方向及びコース方向に5回の平均値を算出し,小数点以下1けたに丸める。
c) C法(湿潤時ストリップ法) C法(湿潤時ストリップ法)は,湿潤状態時の引張強さ及び伸び率の
試験方法とし,主に織物に適用する。
1) 手順 湿潤時の試験は,a) のA法(ストリップ法)によって採取した試験片を別に設けた容器に
入れ,水(20 ℃±2 ℃)中にそれが自重で沈下するまでおくか,又は1時間以上水中に沈めておく。
ぬれにくい織物生地を完全にぬらすことが必要なときは,JIS L 0860に規定する非イオン界面活性
剤の0.1 %以下の希釈液を用いてもよい。この場合,試験の前に十分水洗しなければならない。試
験片は,水から出して1分以内にa) のA法と同様な方法によって測定する。
2) 計算 a) のA法と同様な方法によって引張強さ(N)及び伸び率(%)を求める。
d) D法(湿潤時グラブ法) D法(湿潤時グラブ法)は,湿潤状態時の引張強さ及び伸び率の試験方法
とし,主に織物に適用する。
1) 手順 湿潤時の試験は,b) のB法(グラブ法)によって採取した試験片を別に設けた容器に入れ,
18
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
水(20 ℃±2 ℃)中にそれが自重で沈下するまでおくか,又は1時間以上水中に沈めておく。ぬれ
にくい織物生地を完全にぬらすことが必要なときは,JIS L 0860に規定する非イオン界面活性剤の
0.1 %以下の希釈液を用いてもよい。この場合,試験の前に十分水洗しなければならない。試験片は,
水から出して1分以内にb) のB法と同様の方法によって測定する。
2) 計算 b) のB法と同様の方法によって引張強さ(N)及び伸び率(%)を求める。
8.14.2 ISO法
ISO法は,E法(ストリップ法)又はF法(グラブ法)とし,次による。
a) E法(ストリップ法) 引張強さ及び伸び率のE法(ストリップ法)は,附属書Jによる。
b) F法(グラブ法) 引張強さ及び伸び率のF法(グラブ法)は,附属書Kによる。
8.15 定伸長時伸長弾性率
定伸長時伸長弾性率は,A法(定率伸長時伸長弾性率)又はB法(定長伸長時伸長弾性率)による。
8.15.1 A法(定率伸長時伸長弾性率)
A法は,主に織物に適用し,1回法又は繰返し法による。
a) 定率伸長時伸長弾性率 A法は,主に織物に適用する。
1) 試料の作成 箇条6によって調整した試料から,8.14.1 a) のA法(ストリップ法)又は8.14.1 b) の
B法(グラブ法)と同じ方法で,たて方向及びよこ方向にそれぞれ3枚の試験片を採取する。
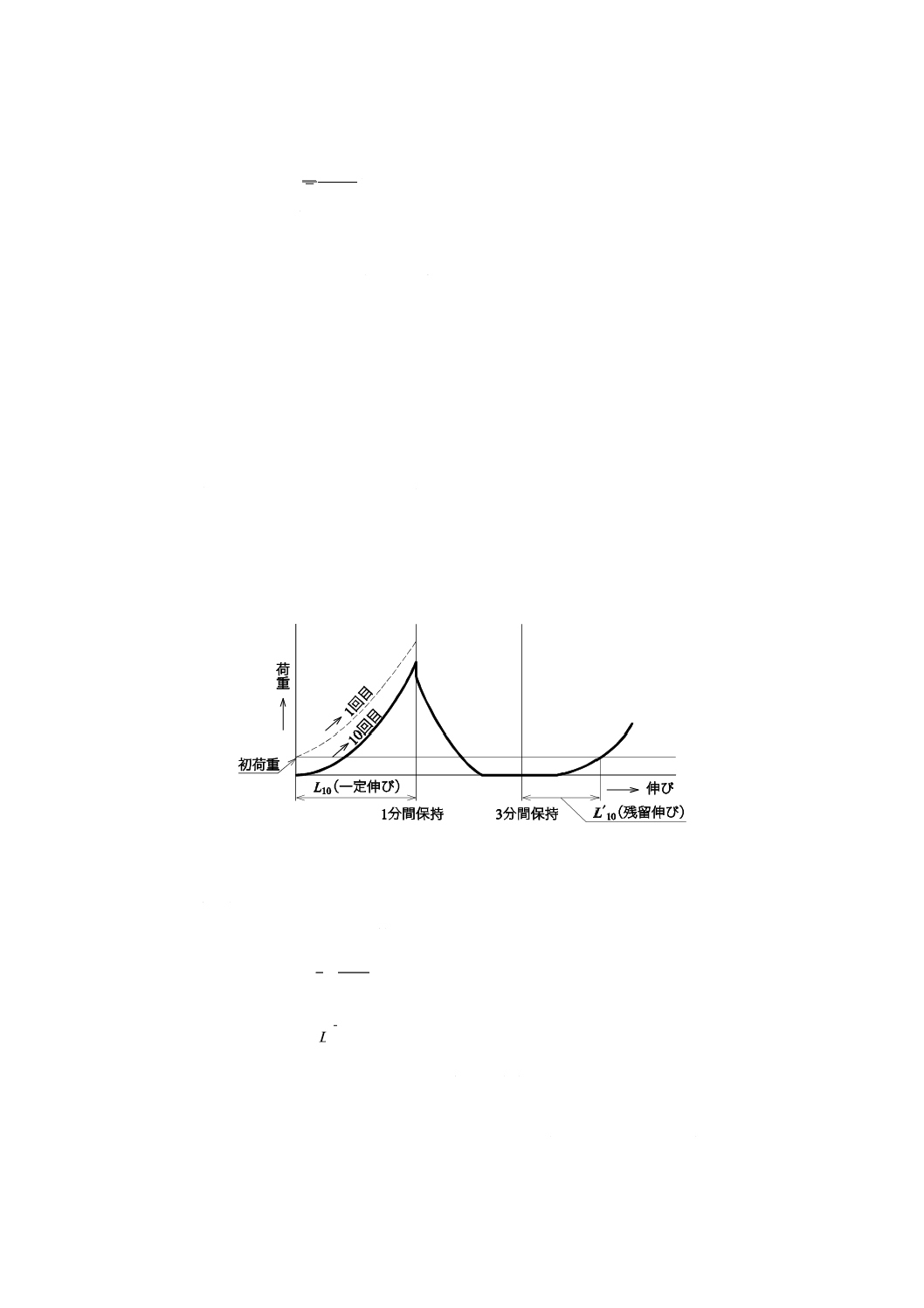
2) 操作 自記記録装置付定速伸長形引張試験機を用い,初荷重を加え,つかみ間隔を200 mm,引張
速度は1分間当たりつかみ間隔の10 %で一定伸び(原長の103 %又は105 %)まで引き伸ばし,1
分間保持する。次に,同じ速度で荷重を取り除き,3分間保持後再び同じ速度で一定伸びまで引き
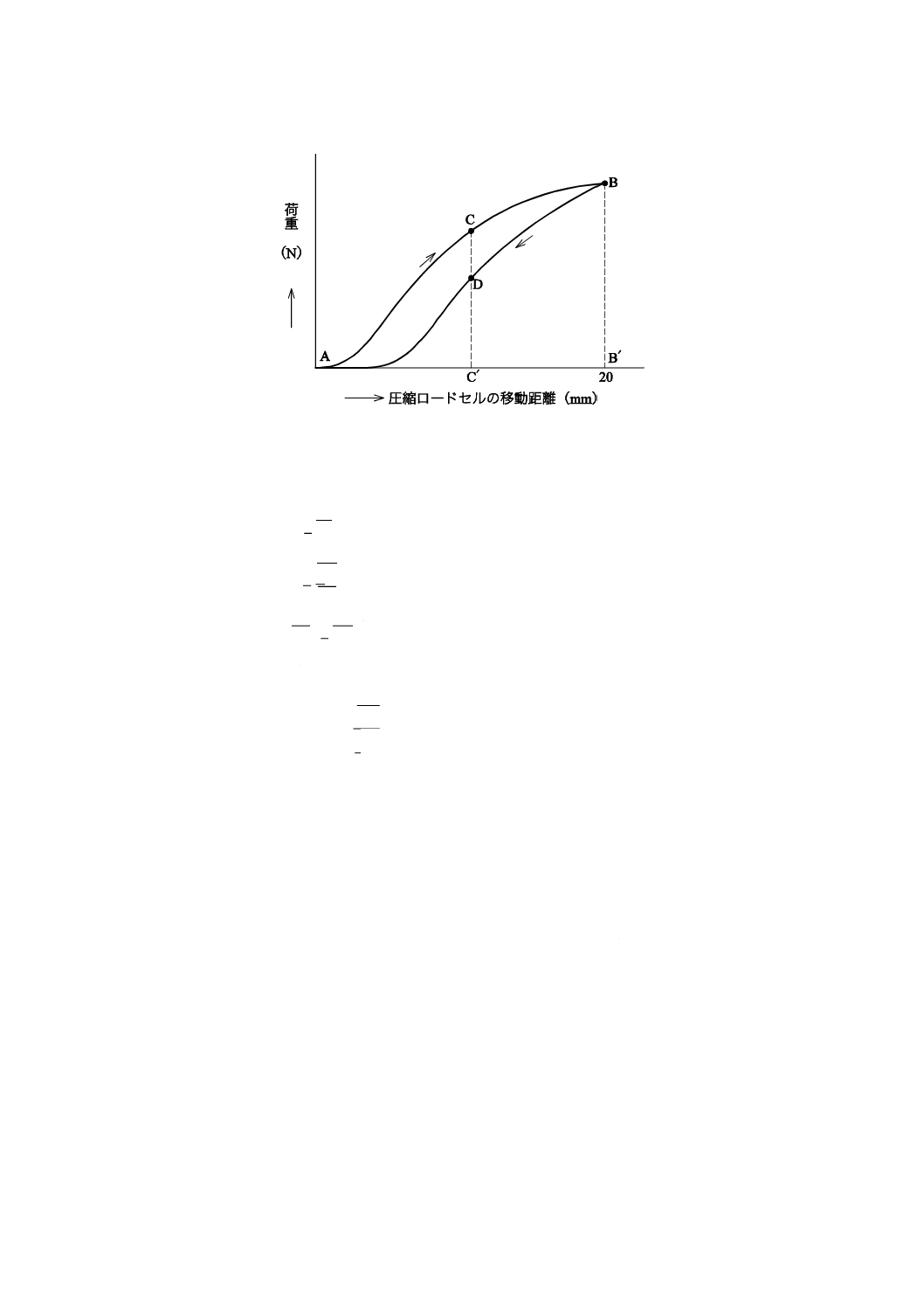
伸ばす。記録した荷重−伸び曲線(図7)から残留伸びを測る。
2.1) 通常の場合の織物の初荷重は,10 mの試験片に相当する荷重を用いるが,異なった荷重を用いた
場合は試験報告書に付記する。
2.2) 記録紙の荷重範囲は,一定伸びのときの荷重がフルスケールの少なくとも50 %になることが望ま
しい。また,記録紙の速度は,一定伸びが記録紙上で少なくとも50 mmに相当するように決める。
図7−荷重−伸び曲線
3) 計算 次の式によって伸長弾性率を求め,たて方向及びよこ方向それぞれ3回の平均値を算出し,
整数位に丸める。試験条件を試験報告書に付記する。
19
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
1
e
×
−
=
L
L
L
E
ここに,
Ee: 伸長弾性率(%)
L: 一定伸び(mm)
L1: 残留伸び(mm)
b) 繰返し定率伸長時伸長弾性率 繰返し伸長弾性率は,A法と同じ条件で同様の操作を5回又は10回繰
り返した後,A法と同じ式で繰返し伸長弾性率を求め,たて方向及びよこ方向それぞれ3回の平均値
で表す。この場合,繰返し回数を試験報告書に付記する。
8.15.2 B法(定長伸長時伸長弾性率)
B法は,主に織物に適用する。
a) 試料の作成 8.14.1 a) のA法(ストリップ法)又は8.14.1 b) のB法(グラブ法)と同じ方法でたて
方向及びよこ方向それぞれ5枚の試験片を採取する。
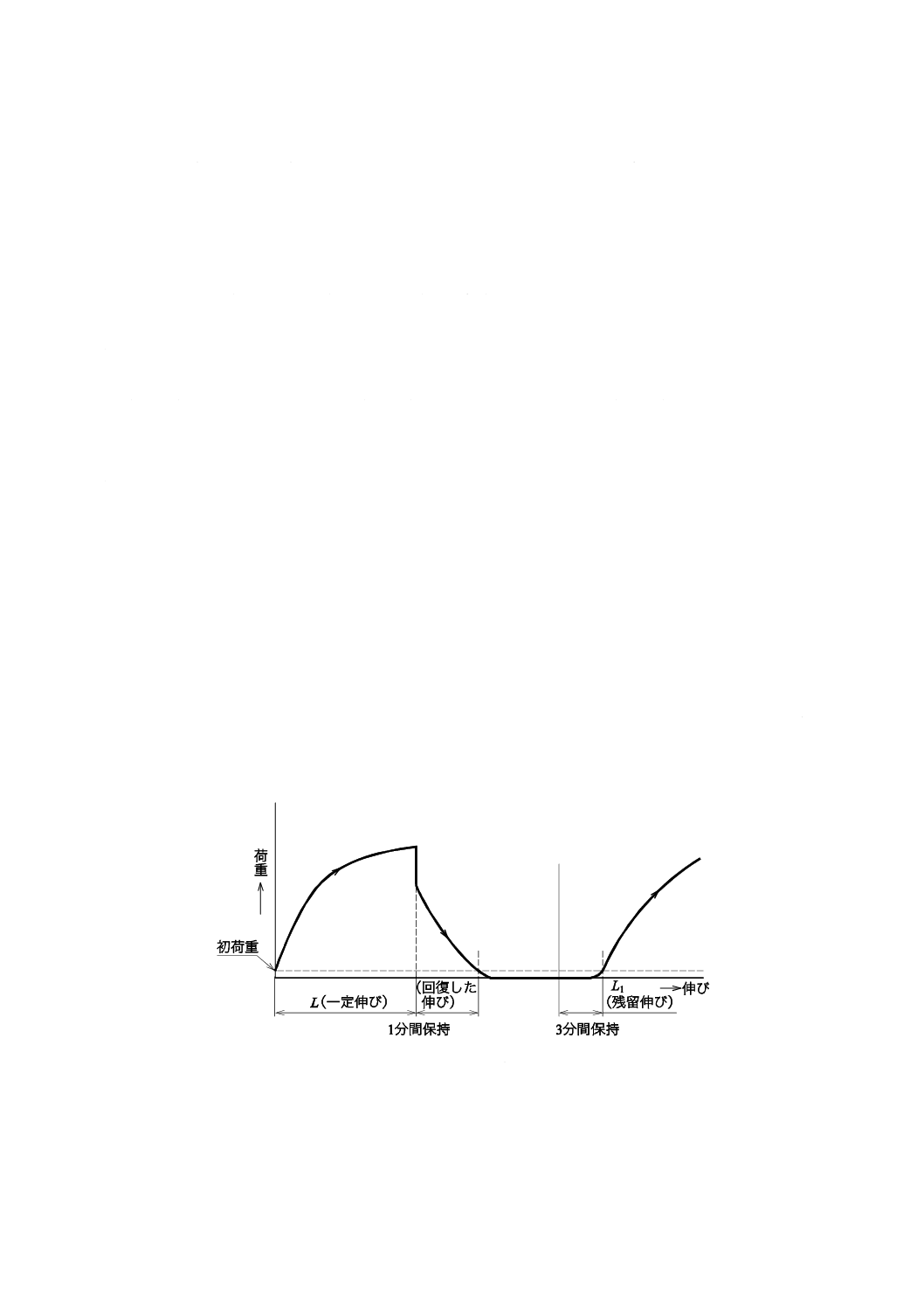
b) 操作 引張試験機を用いて10 mm(原長の5 %)まで引き伸ばし,1分間保持後直ちに荷重を除き,
更に,3分間放置した後初荷重を加えて残留伸びを測る。
なお,通常の場合の織物の初荷重は,10 mの試験片に相当する荷重を用いるが,異なった荷重を用
いた場合は,試験報告書に付記する。
c) 計算 次の式によって伸長弾性率を求め,たて方向及びよこ方向それぞれ5回の平均値を算出し,整
数位に丸める。
100
10
10
1
e
×
−
=
L
E
ここに,
Ee: 伸長弾性率(%)
L1: 残留伸び(mm)
8.16 伸縮織物及び編物の伸縮性
伸縮性は伸び率,伸長弾性率(伸長回復率),残留ひずみ率,伸長力及び応力緩和率による。ただし,伸
縮織物とは,伸縮性のある糸(化学繊維伸縮性かさ高加工糸,ポリウレタン糸など)を使用するか,又は
その他の方法によって特に伸縮性を付与した織物をいう。
8.16.1 伸び率
伸び率は主に織物に適用するA法(定速伸長法),B法(織物の定荷重法)又はC法(繰返し定荷重法)
によるほか,主に編物に適用するD法(編物の定荷重法)による。
a) A法(定速伸長法) A法は,主に織物に適用し,次による。
1) 試料の作成 箇条6によって調整した試料から,たて方向及びよこ方向に初め約60 mm×約300 mm
又は約60 mm×約600 mmの試験片をそれぞれ3枚採取し,幅の両側からほぼ同数の糸を取り除い
て50 mm幅とする。
2) 操作 試験片を自記記録装置付定速伸長形引張試験機 を用い,通常,試験片の幅で1 mの長さにか
かる重力に相当する荷重(N)(整数位までの値)の初荷重の下でつかみ間隔が200 mm又は500 mm
となるように試験片を取り付け,1分間当たりつかみ間隔の100 %の引張速度で荷重−伸び曲線を
描く。
3) 計算 この曲線から14.7 N荷重時の伸び率(%)を求め,3回の平均値を算出し,小数点以下1け
たに丸める。ただし,必要に応じて14.7 N以外の荷重を用いてもよい。この場合,用いた荷重を試
験報告書に付記する。
b) B法(織物の定荷重法) B法は,主に織物に適用し,次による。
20
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 手順 a) のA法(定速伸長法)と同様の試験片につき,引張試験機又はこれと同等の性能をもつ
装置を用い,試験片の一端を上部クランプで固定し,通常他端に試験片の幅で1 mの長さにかかる
重力に相当する荷重(N)(整数位までの値)の初荷重を加える。次いで200 mm又は500 mm間隔
に印を付け,静かに14.7 Nの荷重を加える。1分間保持後の印間の長さ(mm)を測る。ただし,
必要に応じて14.7 N以外の荷重及び/又は時間(1分間)を変えてもよい。これらの場合,その旨
を試験報告書に付記する。
2) 計算 次の式によって伸び率(%)を求め,3回の平均値を算出し,小数点以下1けたに丸める。
100
0
0
1
p
×
−
=
L
L
L
E
ここに,
Ep: 伸び率(%)
L0: 元の印間の長さ(200 mm又は500 mm)
L1: 14.7 Nの荷重を加え1分間保持後の印間の長さ(mm)
c) C法(繰返し定荷重法) C法は,主に織物に適用し,次による。
1) 手順 a) のA法(定速伸長法)と同様の試験片につき,b) のB法(織物の定荷重法)と同様に,
通常試験片の幅で1 mの長さにかかる重力に相当する荷重(N)(整数位までの値)の初荷重を加え,
200 mm又は500 mm間隔に印を付ける。無荷重の状態に戻してから14.7 Nの荷重を加え,次に無
荷重の状態に戻すまで5秒間の周期で4回繰り返し,次いで5回目の荷重を加え30秒間保持後の印
間の長さ(mm)を測る。ただし,必要に応じて14.7 N以外の荷重を用いてもよい。この場合は,
用いた荷重を試験報告書に付記する。
2) 計算 次の式によって伸び率(%)を求め,3回の平均値を算出し,小数点以下1けたに丸める。
100
0
0
1
p
×
−
=
L
L
L
E
ここに,
Ep: 伸び率(%)
L0: 元の印間の長さ(200 mm又は500 mm)
L1: 5回目の荷重を加え30秒間保持後の印間の長さ(mm)
d) D法(編物の定荷重法) D法は,編物に適用し,次による。
1) 手順 箇条6によって調整した試料から,試験片をウェール方向及びコース方向にそれぞれ5枚採
取し,適切な性能をもつ引張試験機又は装置を用いて表5の条件によって試験片の一端を上部クラ
ンプで固定し,他端に29 mNの初荷重を加え,次いでグラブ法では76 mm,カットストリップ法で
は200 mm又は100 mm間隔に印を付け,静かに一定荷重2) を加えたまま1分間保持後の印間の長
さ(mm)を測る。
注2) 一定荷重とは,品種,ウェール方向及びコース方向にそれぞれ適したものを用いるが,例
えば,幅10 mm当たり0.98 N,2.94 Nなどである。
表5−試験条件
方法
採取試験片の大きさ
幅mm×長さmm
試験幅
mm
つかみ間隔
mm
初荷重
mN
引張速度
mm/min
グラブ法
100×約150
100
76
29
50±10,100±10又は300±20
カットストリッ
プ法
50×約300
50
200
1分間当たりつかみ間隔の約50 %
又は100 %の伸長速度
2) 計算 次の式によって伸び率(%)を求め,その平均値を算出し,小数点以下1けたに丸める。ま
21
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
た,試験条件を試験報告書に付記する。
100
1
p
×
−
=
L
L
L
E
ここに,
Ep: 定荷重時伸び率(%)
L: 元の印間の長さ(mm)
L1: 一定荷重を加え1分間保持後の印間の長さ(mm)
8.16.2 伸長弾性率(伸長回復率)及び残留ひずみ率
伸長弾性率(伸長回復率)及び残留ひずみ率は,主に織物に適用するA法(繰返し定速定伸長法),B-1
法(定荷重法),B-2法(伸び率測定後の定伸長法)又はC法(繰り返し伸び率測定後の定伸長法)による
ほか,主に編物に適用するD法(繰返し定伸長法)又はE法(繰返し定荷重法)による。
a) A法(繰返し定速定伸長法) A法は,主に織物に適用し,次による。
1) 手順 8.16.1 a) のA法(定速伸長法)と同様の試験片につき,自記記録装置付定速伸長形引張試験
機を用い,通常,試験片の幅で1 mの長さにかかる重力に相当する荷重(N)(整数位までの値)の
初荷重の下で,つかみ間隔を200 mm又は500 mmとなるように試験片を取り付け,1分間当たりつ
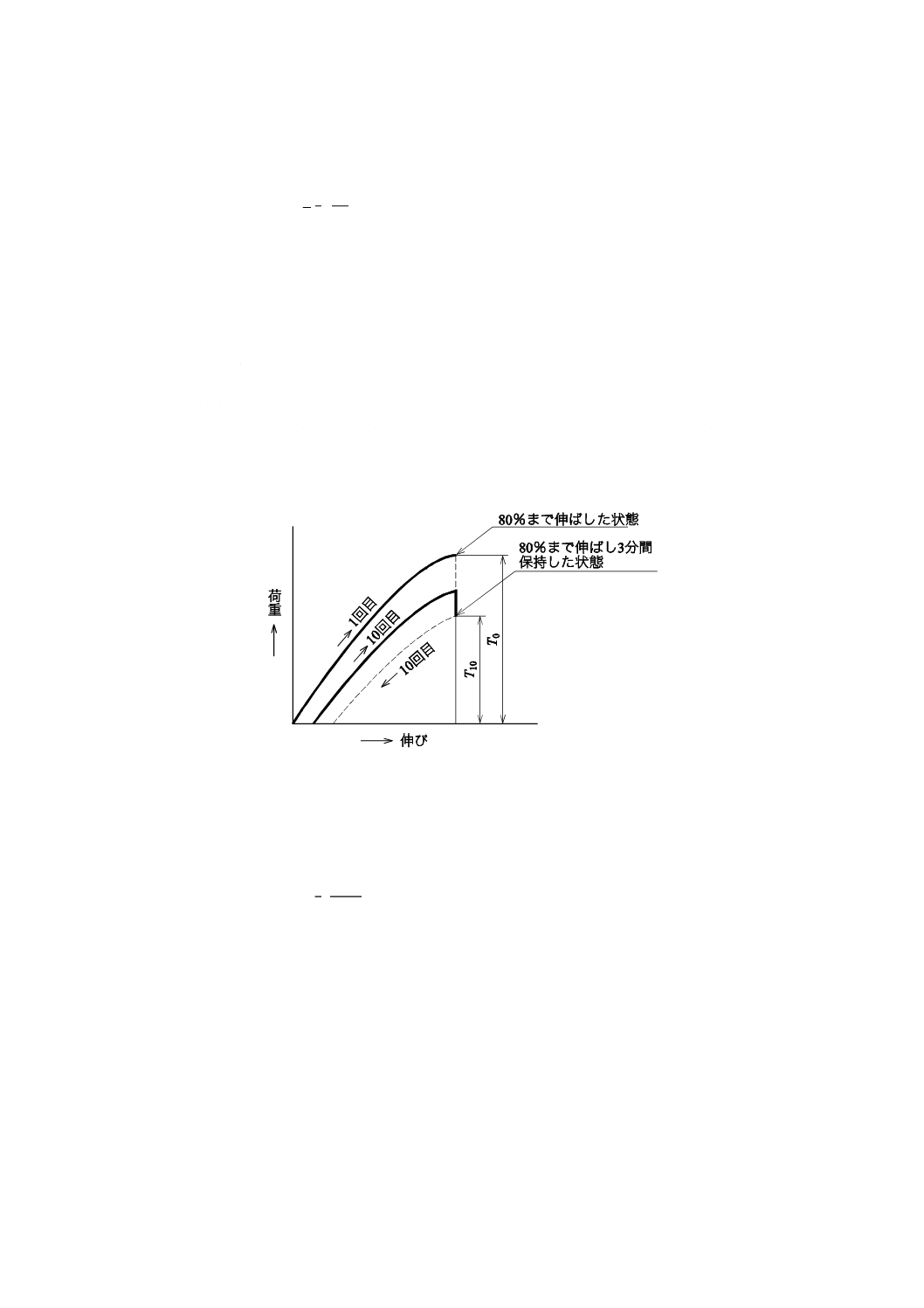
かみ間隔の100 %の引張速度で8.16.1 a) のA法で求めた伸びの80 %まで試験片を伸ばした後1分
間保持し,次に同じ速度で元の位置まで戻し,3分間保持する。これを10回繰り返し,更に同じ速
度で伸ばして図8に示す荷重−伸び曲線を描く。ただし,必要に応じてその他の伸び及び/又は繰
返し回数を変えてもよい。これらの試験条件を試験報告書に付記する。
図8−荷重−伸び曲線
2) 測定及び計算 この曲線から次の式によって伸長弾性率(伸長回復率)(%)及び残留ひずみ率(%)
を求め,それぞれ3回の平均値を算出し,小数点以下1けたに丸める。
100
10
10
10
r
×
′
=
L
L
L
E
−
100
0
10
s
×
′
=L
L
R
ここに,
Er: 伸長弾性率(伸長回復率)(%)
Rs: 残留ひずみ率(%)
L10: 8.16.1 a) のA法で求めた伸びの80 %の伸び(mm)
L'10: 10回繰返し荷重した後の残留伸び(mm)
L0: 元のつかみ間の長さ(200 mm又は500 mm)
b) B-1法(定荷重法) B-1法は,主に織物に適用し,次による。
22
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
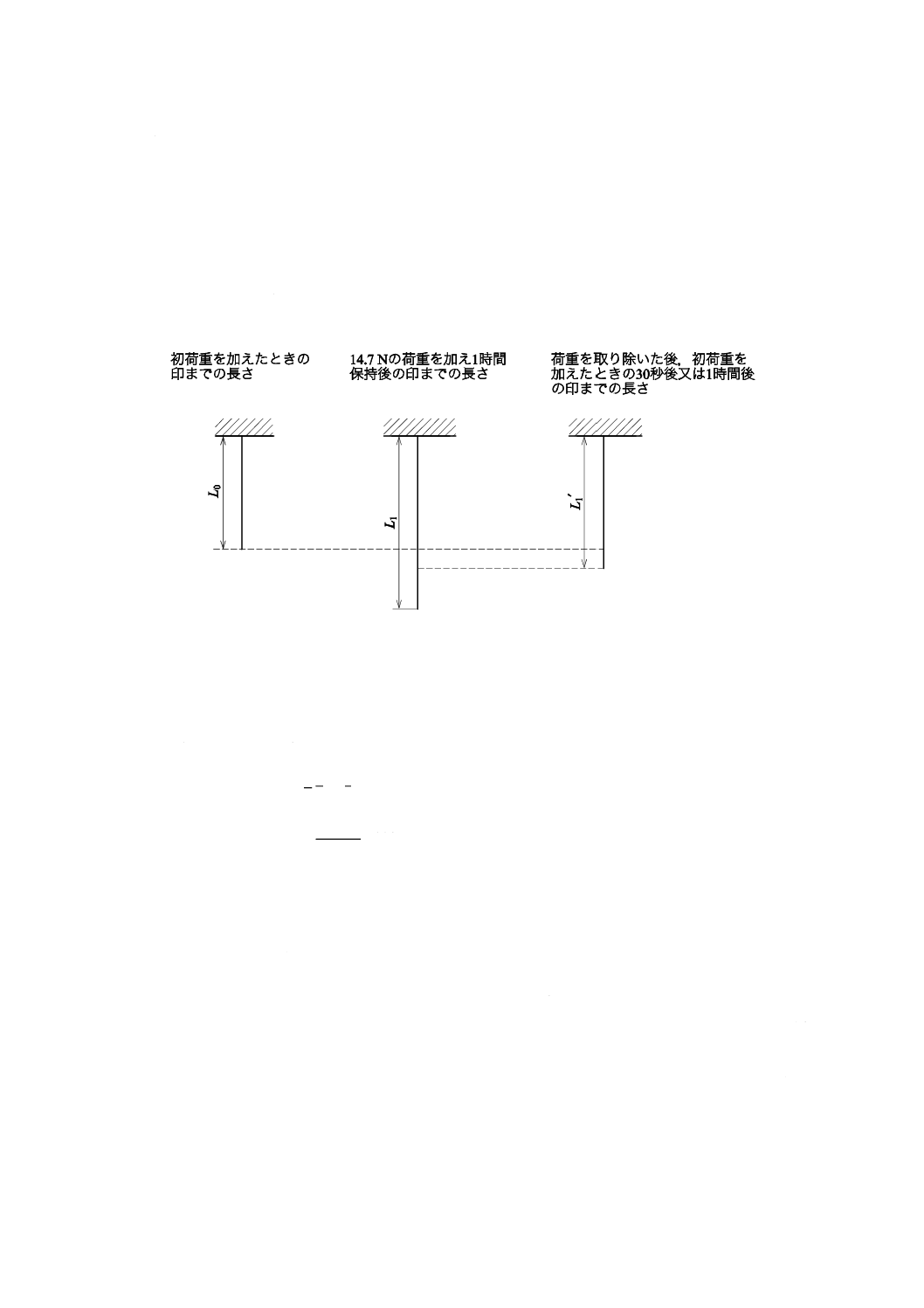
1) 手順 8.16.1 a) のA法(定速伸長法)と同様の試験片につき,引張試験機又はこれと同等の性能を
もつ装置を用い,試験片の一端を上部クランプで固定し,通常他端に試験片の幅で1 mの長さにか
かる重力に相当する荷重(N)(整数位までの値)の初荷重を加え,試験片にクランプ下端から200 mm
又は500 mmの位置に印を付ける。次いで,静かに14.7 Nの荷重を加え1時間保持後,印間の長さ
(mm)を測る。次に,荷重を取り除き,30秒後又は1時間後に初荷重を加えて再び印間の長さを
測る(図9参照)。ただし,必要に応じて14.7 N以外の荷重及び/又は時間(1時間)を変えてもよ
い。これらの試験条件を試験報告書に付記する。
図9−定荷重法の模式図
2) 測定及び計算 次の式によって伸長弾性率(伸長回復率)(%)及び残留ひずみ率(%)を求め,30
秒後又は1時間後について,それぞれ3回の平均値を算出し,小数点以下1けたに丸める。荷重を
取り除いた後の放置時間を試験報告書に付記する。
100
0
1
1
1
r
×
−
′
−
=
L
L
L
L
E
100
0
0
1
s
×
−
′
=
L
L
L
R
ここに
Er: 伸長弾性率(伸長回復率)(%)
Rs: 残留ひずみ率(%)
L0: 初荷重を加えたときの印間の長さ(200 mm又は500 mm)
L1: 14.7 Nの荷重を1時間加えた後の印間の長さ(mm)
L'1: 荷重を取り除いた後30秒後又は1時間後に初荷重を加えたときの
印間の長さ(mm)
c) B-2法(伸び率測定後の定伸長法) B-2法は,主に織物に適用し,次による。
1) 手順 B-2法は,8.16.1 a) のA法(定速伸長法)と同様の試験片につき,8.16.2 b) のB-1法(定荷
重法)と同様に他端に,通常試験片の幅で1 mの長さにかかる重力に相当する荷重(N)(整数位ま
での値)の初荷重を加え,次に,200 mm又は500 mm間隔に試験片に印を付ける。8.16.1 b) のB
法(織物の定荷重法)で求めた伸びの80 %まで試験片を伸ばし,1時間保持した後に荷重を取り除
き,30秒後又は1時間後に初荷重を加え,印間の長さ(mm)を測る。
なお,荷重を取り除いた後の放置時間を試験報告書に付記する。ただし,必要に応じてその他の
23
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
伸び及び/又は時間(1時間)を変えてもよい。これらの試験条件を試験報告書に付記する。
2) 計算 次の式によって伸長弾性率(伸長回復率)(%)及び残留ひずみ率(%)を求め,30秒後又は
1時間後についてそれぞれ3回の平均値を算出し,小数点以下1けたに丸める。
100
0
1
1
1
r
×
−
′
−
=
L
L
L
L
E
100
0
0
1
s
×
−
′
=
L
L
L
R
ここに,
Er: 伸長弾性率(伸長回復率)(%)
Rs: 残留ひずみ率(%)
L0: 初荷重を加えたときの印間の長さ(200 mm又は500 mm)
L1: 8.16.1 b) のB法で求めた伸びの80 %まで伸ばしたときの
印間の長さ(mm)
L'1: 荷重を取り除いた後,30秒後又は1時間後に初荷重を加え
たときの印間の長さ(mm)
d) C法(繰り返し伸び率測定後の定伸長法) C法は,主に織物に適用し,次による。
1) 手順 8.16.1 a) のA法(定速伸長法)と同様の試験片につき,8.16.2 b) のB-1法(定荷重法)と同
様に他端に,通常は,試験片の幅で1 mの長さにかかる重力に相当する荷重(N)(整数位までの値)
の初荷重を加え,次に,200 mm又は500 mmの間隔に試験片に印を付ける。8.16.1 c) のC法(繰
返し定荷重法)で求めた伸びの80 %まで試験片を伸ばし,1時間保持した後に荷重を取り除き,30
秒後又は1時間後に初荷重を加え,印間の長さ(mm)を測る。荷重を取り除いた後の保持時間を
試験報告書に付記する。ただし,必要に応じてその他の伸び及び/又は時間(1時間)を変えても
よい。これらの試験条件を試験報告書に付記する。
2) 計算 次の式によって伸長弾性率(伸長回復率)(%)及び残留ひずみ率(%)を求め,30秒後又は
1時間後についてそれぞれ3回の平均値を算出し,小数点以下1けたに丸める。
100
0
1
1
1
r
×
−
′
−
=
L
L
L
L
E
100
0
0
1
s
×
−
′
=
L
L
L
R
ここに,
Er: 伸長弾性率(伸長回復率)(%)
Rs: 残留ひずみ率(%)
L0: 初荷重を加えたときの印間の長さ(200 mm又は500 mm)
L1: 8.16.1 c) のC法で求めた伸びの80 %まで伸ばしたときの
印間の長さ(mm)
L'1: 荷重を取り除いた後,30秒後又は1時間後に初荷重を加え
たときの印間の長さ(mm)
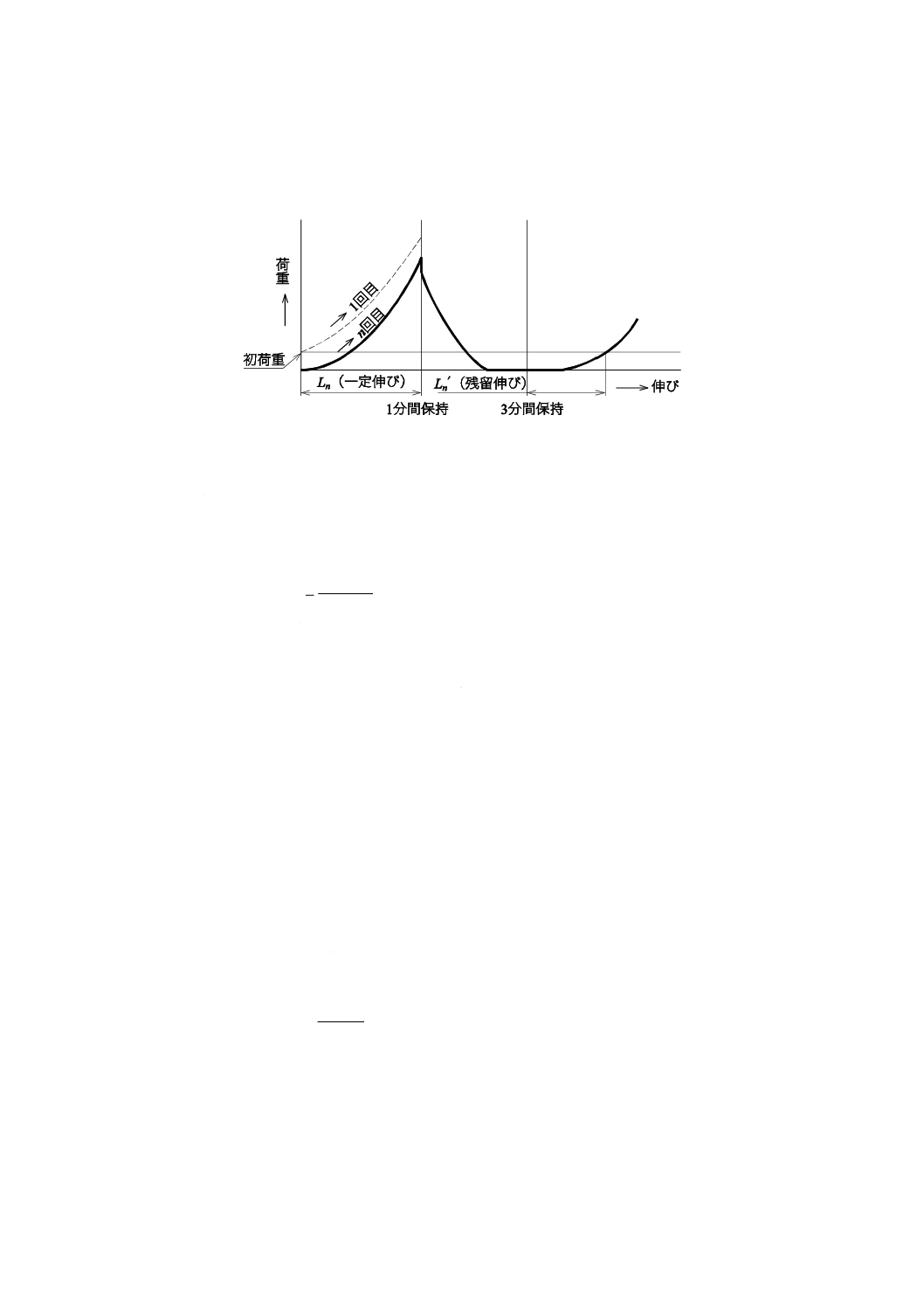
e) D法(繰返し定伸長法) D法は,主に編物に適用し,次による。
1) 手順 箇条6によって調整した試料から,試験片をウェール方向及びコース方向にそれぞれ5枚採
取し,自記装置付定速伸長形引張試験機を用いて表5の条件によって一定伸長まで引き伸ばした後
1分間保持する。次に同じ速度で元の位置まで戻し3分間保持する。この操作を繰り返した後,図
10のような荷重−伸び曲線を描く。
なお,湿潤試験の場合は,試験片を水(20 ℃±2 ℃)で十分湿潤させたものを用いる。
1.1) 一定伸長とは品種,ウェール方向,コース方向にそれぞれ適したものを用いるが,例えば,10 %,
30 %,50 %などがある。
24
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1.2) 繰返し回数は,1回,5回又は10回など品種,ウェール方向及びコース方向にそれぞれ適した回
数を用いる。
図10−荷重−伸び曲線
2) 測定及び計算 この曲線から残留伸びを測り,次の式によって定伸長時伸長弾性率(伸長回復率)
(%)を求め,ウェール方向及びコース方向それぞれの平均値を算出し,小数点以下1けたに丸め
る。また,試験条件を試験報告書に付記する。
100
n
n
n
e
×
′
−
=
L
L
L
E
ここに,
Ee: 定伸長時伸長弾性率(伸長回復率)(%)
Ln: 一定伸び(mm)
Ln': 残留伸び(mm)
f)
E法(繰返し定荷重法) E法は,主に編物に適用し,次による。
1) 手順 箇条6によって調整した試料から,試験片をウェール方向及びコース方向にそれぞれ5枚採
取し,適切な性能をもつ引張試験機又は装置を用いて表5の条件によって一定荷重を加えたまま1
分間保持後,直ちに荷重を除き,更に3分間放置する。この操作を繰り返した後,初荷重の下で再
び印間の長さ(mm)を測る。
1.1) 一定荷重とは,品種,ウェール方向及びコース方向にそれぞれ適したものを用いるが,例えば,
幅1 cm当たり0.98 N,2.94 Nなどがある。
1.2) 繰返し回数は,1回,5回,10回など品種,ウェール方向及びコース方向にそれぞれ適した回数を
用いる。
2) 計算 次の式によって定荷重時伸長弾性率(伸長回復率)(%)を求め,ウェール方向及びコース方
向それぞれ5回の平均値を算出し,小数点以下1けたに丸める。また,試験条件を試験報告書に付
記する。
100
0
1
0
e
×
−
−
=
L
L
L
L
E
ここに,
Ee: 定荷重時伸長弾性率(伸長回復率)(%)
L: 元の印間の長さ(mm)
L0: 一定荷重を加え1分間保持後の印間の長さ(mm)
L1: 荷重を取り除いた後,約3分間放置後に初荷重を加えたとき
の印間の長さ(mm)
25
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.16.3 伸長力
伸長力は,A法(織物の定伸長時伸長力)又はB法(編物の定伸長時伸長力)による。
a) A法(織物の定伸長時伸長力) A法は,織物に適用し,次による。
1) 手順 8.16.1 a) のA法(定速伸長法)と同様の試験片につき,自記記録装置付定速伸長形引張試験
機を用い,通常,試験片の幅で1 mの長さにかかる重力に相当する[整数位までの値(N)]初荷重
の下で,つかみ間隔を200 mm又は500 mmとなるように試験片を取り付け,1分間当たりつかみ間
隔の100 %の引張速度で8.16.1 a) のA法で求めた伸びの80 %まで試験片を伸ばし,そのときの荷
重(N)を荷重−伸び曲線から求める。ただし,必要に応じてその他の伸びを用いてもよい。
2) 計算 3回の平均値を算出し,小数点以下1けたに丸める。また,試験条件を試験報告書に付記す
る。
b) B法(編物の定伸長時伸長力) B法は,主に編物に適用し,次による。
1) 手順 箇条6によって調整した試料から,試験片をウェール方向及びコース方向にそれぞれ5枚採
取し,自記装置付定速伸長形引張試験機を用いて表5の条件によって一定伸長まで引き伸ばし,1
分間保持したときの荷重を荷重−伸び曲線から求める。
なお,一定伸長とは品種,ウェール方向及びコース方向にそれぞれ適したもの,例えば,10 %,
30 %,50 %などを用いる。
2) 計算 5回の平均値を算出し,小数点以下1けたに丸める。また,試験条件を試験報告書に付記す
る。
8.16.4 応力緩和率
応力緩和率は,主に織物に適用し,A法(1回荷重法)及び/又はB法(繰返し荷重法)とし,次によ
る。
a) A法(1回荷重法)
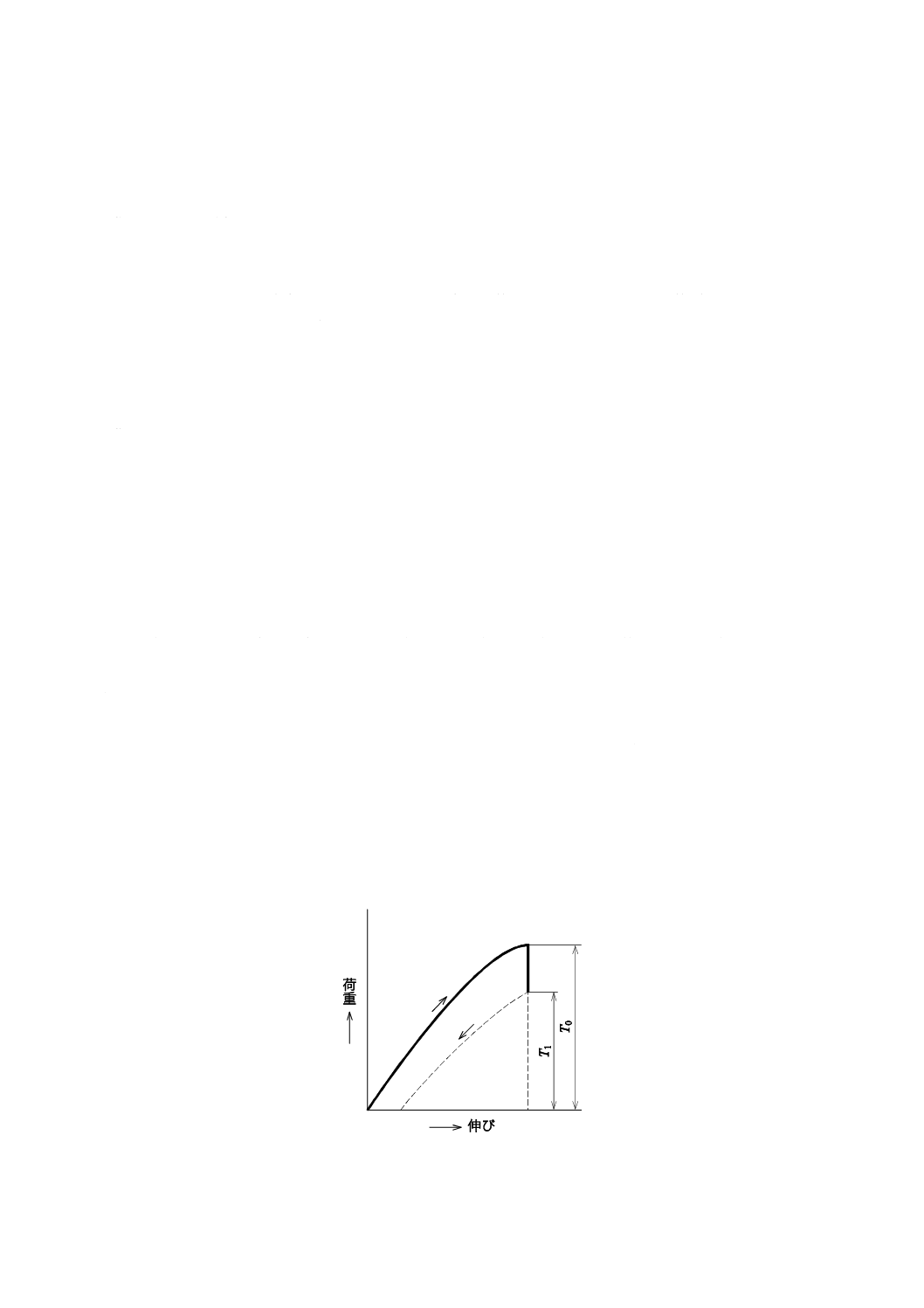
1) 手順 8.16.1 a) のA法(定速伸長法)と同様の試験片につき,自記記録装置付定速伸長形引張試験
機を用い,通常,試験片の幅で1 mの長さにかかる重力に相当する[整数位までの値(N)]初荷重
の下で,つかみ間隔を200 mm又は500 mmとなるように試験片を取り付け,1分間当たりつかみ間
隔の100 %の引張速度で8.16.1 a) のA法で求めた伸びの80 %まで試験片を伸ばした後,10分間保
持して図11に示す荷重−伸び曲線を描く。ただし,必要に応じてその他の伸びを用いてもよい。こ
の場合その伸びを試験報告書に付記する。
図11−荷重−伸び曲線
26
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 計算 次の式によって応力緩和率(%)を求め,3回の平均値を算出し,小数点以下1けたに丸め
る。
100
0
1
0
r
×
−
=
T
T
T
S
ここに,
Sr: 応力緩和率(%)
T0: 8.16.1 a) のA法で求めた伸びの80 %まで伸ばしたときの荷
重(N)
T1: 10分間保持後の荷重(N)
b) B法(繰返し荷重法)
1) 手順 8.16.1 a) のA法(定速伸長法)と同様の試験片につき,8.16.1 a) のA法で求めた伸びの80 %
まで試験片を伸ばした後1分間保持し,次に,元の位置まで戻して3分間保持する。これを繰り返
し,10回目は80 %まで伸ばした後,3分間保持して図12に示す荷重−伸び曲線を描く。ただし,
必要に応じてその他の伸び及び/又は繰返し回数を変えてもよい。これらの試験条件を試験報告書
に付記する。
図12−荷重−伸び曲線
2) 計算 次の式によって応力緩和率(%)を求め,3回の平均値を算出し,小数点以下1けたに丸め
る。
100
0
10
0
r
×
−
=
T
T
T
S
ここに,
Sr: 応力緩和率(%)
T0: 8.16.1 a) のA法で求めた伸びの80 %まで伸ばしたときの荷
重(N)
T10: 10回繰り返し伸ばした状態で3分間保持後の荷重(N)
8.17 引裂強さ
引裂強さは,A法(シングルタング法),B法(ダブルタング法),C法(トラペゾイド法),D法(ペン
ジュラム法)又はE法(ISOペンジュラム法)による。
8.17.1 A法(シングルタング法)
A法は,A-1法(シングルタング法)又はA-2法(シングルタング法)による。
a) A-1法 A-1法は,織物及び編物に適用し,次による。
27
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 手順 箇条6によって調整した試料から,約50 mm×約250 mm又は約100 mm×約250 mmの試験
片を,織物の場合は,たて方向及びよこ方向にそれぞれ3枚,編物は,ウェール方向及びコース方
向にそれぞれ5枚採取する。
1.1) 織物は,短辺の中央に短辺と直角に100 mmの切れ目を入れた後,幅50 mm以上のクランプをも
つ引張試験機を用いて,試験片のつかみ間の距離を100 mmとし,図13のように各舌片を上下の
クランプと直角に挟む。
1.2) 編物でウェール方向のときは試験片のニードルループが下になるようにして図13のように挟む。
1.3) 引張速度は,100 mm/min又は150 mm/minとし,たて方向及びよこ方向又はウェール方向及びコ
ース方向に引き裂くときの最大荷重[引裂強さ(N)]を測る。
図13−装置のつかみ部に試験片装着模式図
2) 計算 たて糸引裂強さ又はウェール方向引裂強さ及びよこ糸引裂強さ又はコース方向引裂強さのそ
れぞれの平均値を算出し,小数点以下1けたに丸める。
このとき,よこ糸引裂強さとは,よこ糸を切断した場合をいい,たて糸引裂強さとはたて糸を切
断した場合をいう。ウェール方向(コース方向)の引裂強さとは,試験片をウェール方向(コース
方向)に引き裂いた場合をいう。また,試験条件を試験報告書に付記する。ただし,引き裂かれた
状態に異常があった場合は試験報告書に付記する。
b) A-2法 A-2法は,主として毛織物に適用し,次による。
1) 手順 箇条6によって調整した試料から,約75 mm×200 mmの試験片をたて方向及びよこ方向に
それぞれ5枚採取し,短辺の中央に短辺と直角に80 mmの切れ目を入れ,幅75 mm以上のクラン
プをもつ自記記録装置付引張試験機を用い,試験片のつかみ間隔を75 mmとして図13のように各
舌片をつかみと直角に挟む。引張速度は,50 mm/minとし,最初の極大点から5 mm引き裂いた箇
所から60 秒間測定を継続する。
2) 計算 よこ糸引裂強さ及びたて糸引裂強さは,次のいずれかによって表す。このとき,よこ糸引裂
強さとは,よこ糸を切断した場合をいい,たて糸引裂強さとはたて糸を切断した場合をいう。
2.1) 5個の極大値の平均値 最初の極大点から5 mmを除いた箇所から,12.5 mmの間隔で5等分する
各等分の極大点を求め,5個の平均値を算出する。
2.2) 積分計による平均値 次の式によって求める。
K
W
X
T
×
=
s
28
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
Ts: 引裂強さ(N)
X: 積分計の読み
W: フルスケールの荷重(N)
K: 積分計の入力が一定で,レコーダペンの振れがフルスケール
に一致したとき,60秒後の積分計の読みで与えられる定数。
2.3) 中央値荷重(メジアンピークロード) 最初の極大点から5 mmを除いた箇所からクロスヘッド
が50 mm移動した間の極大点の数を数えて印を付ける。記録紙上を正確に上下にピークが上下半
分ずつになるまで透明なスケールを横軸(時間)に平行に移動する。そのときの縦軸(荷重)の
位置を中央値荷重とする。
8.17.2 B法(ダブルタング法)
B法は,主として織物に適用し,次による。
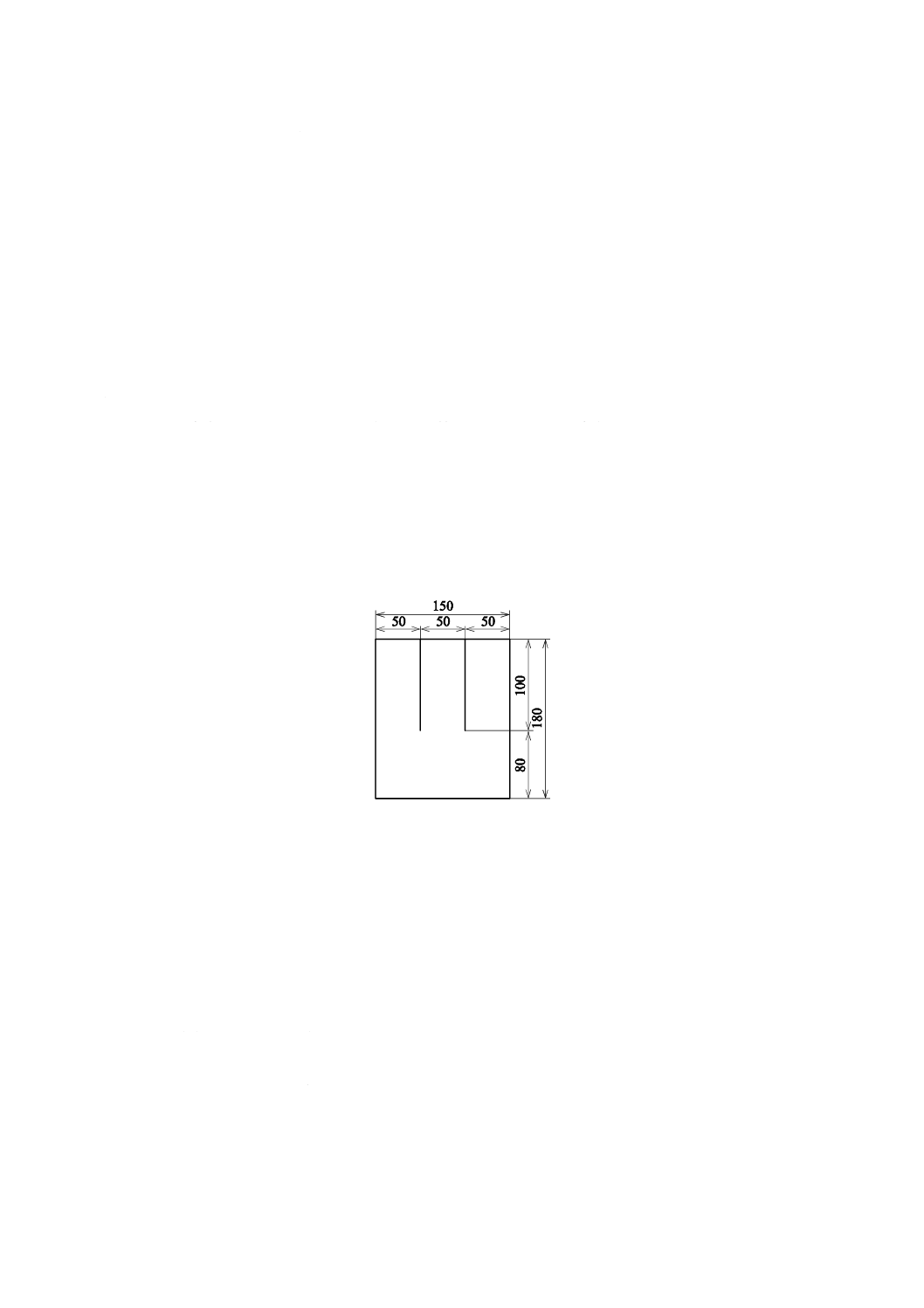
a) 手順 箇条6によって調整した試料から,約150 mm×180 mmの試験片をたて方向及びよこ方向にそ
れぞれ3枚採取し,図14のように短辺を3等分する位置に辺と直角に100 mmの切れ目を入れ,幅
150 mm以上のクランプをもつ引張試験機を用い,試験片のつかみ間隔を100 mmとして,一方のつか
みに試験片の中央舌片を,他方のつかみに外側舌片をクランプと直角に挟む。引張速度は,150 mm/min
又は200 mm/minとして25 mmの長さを残して,たて方向及びよこ方向に引き裂き,そのときに示す
最大荷重[引裂強さ(N)]を測る。
単位 mm
図14−試験片の作製
b) 計算 よこ糸引裂強さ(N)及びたて糸引裂強さ(N)のそれぞれの平均値を算出し,小数点以下1
けたに丸める。また,用いた引張速度を試験報告書に付記する。このとき,よこ糸引裂強さとは,よ
こ糸を切断した場合をいい,たて糸引裂強さとはたて糸を切断した場合をいう。ただし,引き裂かれ
た状態に異常があった場合は試験報告書に付記する。
8.17.3 C法(トラペゾイド法)
C法は,主として織物に適用し,次による。
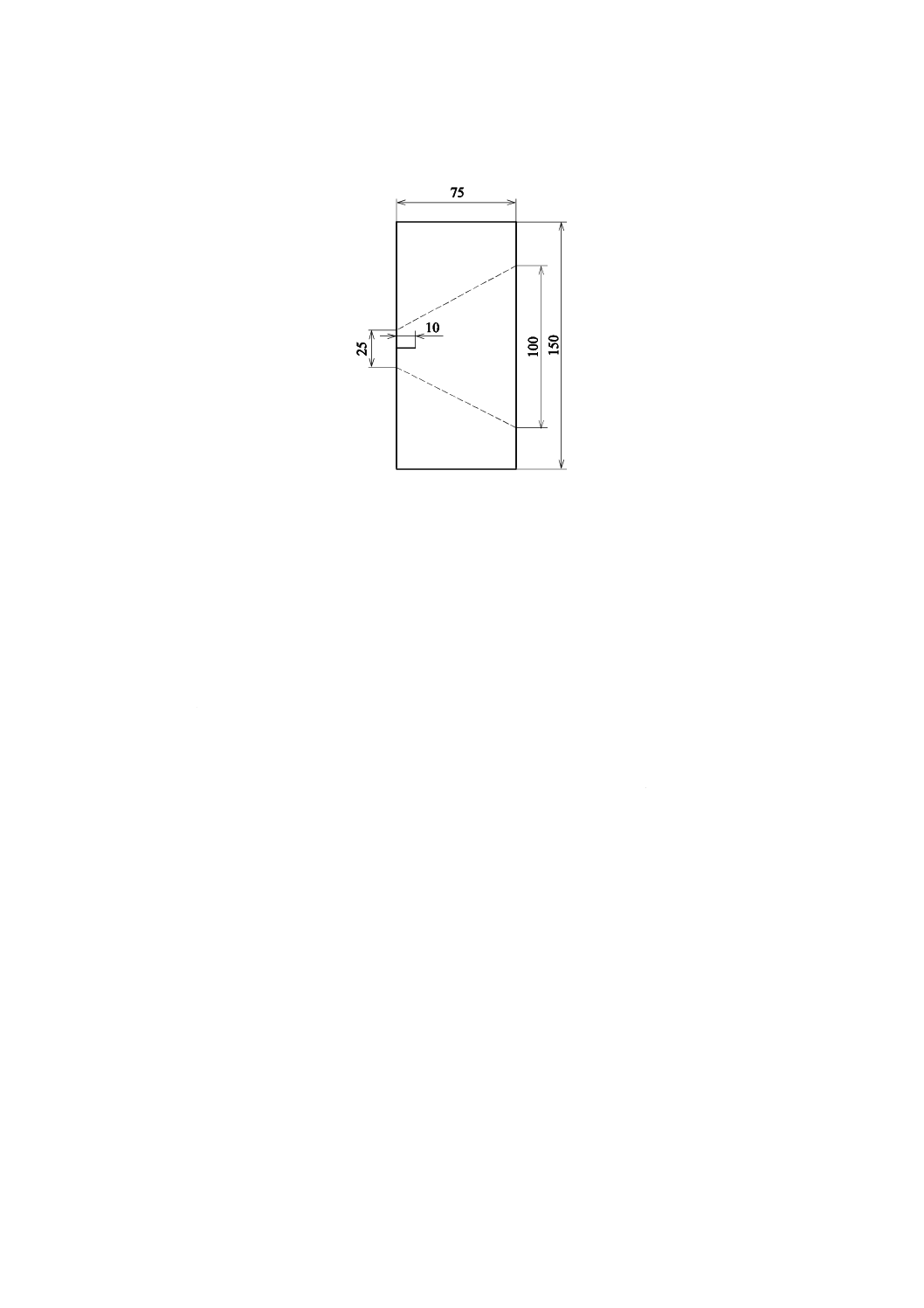
a) 手順 箇条6によって調整した試料から,75 mm×約150 mmの試験片をたて方向及びよこ方向にそ
れぞれ3枚採取し,試験片上に図15のように等脚台形の印を付け,この印の短辺の中央に辺と直角に
10 mmの切れ目を入れ,幅75 mm以上のクランプをもつ引張試験機を用い,試験片のつかみ間隔を
25 mmとし,等脚台形の印(図15の点線部分)に沿ってクランプで挟む。引張速度は,150 mm/min
又は200 mm/minとし,たて方向及びよこ方向に引き裂くときに示す最大荷重[(引裂強さ)(N)]を
測る。
29
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図15−試験片の作製
b) 計算 よこ糸引裂強さ及びたて糸引裂強さ(N)のそれぞれの平均値を算出し,小数点以下1けたに
丸める。このとき,よこ糸引裂強さとは,よこ糸を切断した場合をいい,たて糸引裂強さとはたて糸
を切断した場合をいう。また,用いた引張速度を試験報告書に付記する。ただし,引き裂かれた状態
に異常があった場合は試験報告書に付記する。
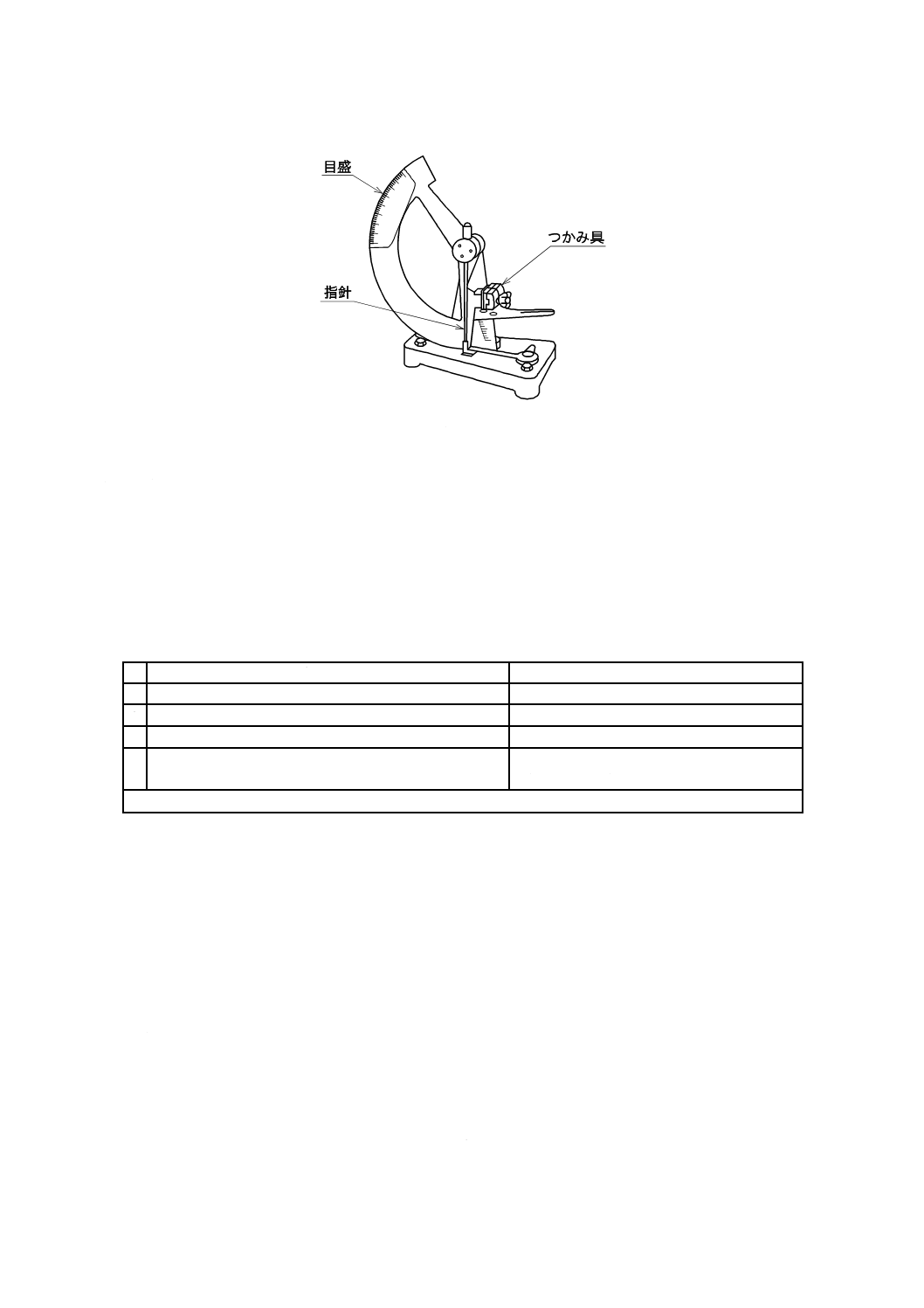
8.17.4 D法(ペンジュラム法)
D法は,主に織物に適用し,次による。
a) 手順 箇条6によって調整した試料から,63 mm×約100 mmの試験片をたて方向及びよこ方向又は
ウェール方向及びコース方向にそれぞれ5枚採取する。 図16のようなエルメンドルフ形引裂試験機
を用いて,試験片をつかみ具に挟む(編物試験片がウェール方向のときはニードルループが下になる
ように挟む)。試験片の両つかみの中央で直角に20 mmの切れ目を入れ,残りの43 mmをたて方向及
びよこ方向又はウェール方向及びコース方向に引き裂いたときに示す荷重強さ(引裂強さ)(N)を測
る。ただし,引き裂かれた状態に異常があった場合3) は,試験報告書に付記する。付記する用語の例
を表6に示す。
注3) 切れ目方向に引き裂かれた場合における異常の場合とは,引き裂かれた方向が,挟まれてい
る反対側において切れ目の延長線から左右に8 mm以上ずれた場合を目安とする。
30
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図16−エルメンドルフ形引裂試験機の例
b) 計算 たて糸引裂強さ又はウェール方向引裂強さ及びよこ糸引裂強さ又はコース方向引裂強さ(N)
のそれぞれの平均値を算出し,有効数字3けたに丸める。
このとき,よこ糸引裂強さとは,よこ糸を切断した場合をいい,たて糸引裂強さとはたて糸を切断
した場合をいう。また,ウェール方向(コース方向)の引裂強さとは,試験片をウェール方向(コー
ス方向)に引き裂いた場合をいう。
表6−試験報告書に付記する用語例(参考)
異常状態の例
付記用語の例
1 切れ目の方向に対して,垂直方向に引き裂かれる切れ方 引裂方向に対して直角に切断(○○ N以上)
2 切れ目の方向に対して,斜め方向に引き裂かれる切れ方 引裂方向に対して斜めに切断(○○ N以上)
3 最後まで切れずに,何cmかクランプに残る切れ方
切れ残りあり(○○ N以上)
4 試験布の糸が滑り抜けた場合
滑脱が生じたため,規定の試料幅切断せず
(○○ N以上)
注記 ○○ Nは,基本的には最低荷重を報告する(○○には測定数値を記入する)。
8.17.5 E法(ISOペンジュラム法)
引裂強さのE法(ISOペンジュラム法)は,附属書Lによる。
8.18 破裂強さ
破裂強さは,A法(ミューレン形法),B法(定速伸長形法)又はC法(ISO法)による。
8.18.1 A法(ミューレン形法)
A法(ミューレン形法)は,主に編物に適用し,次による。
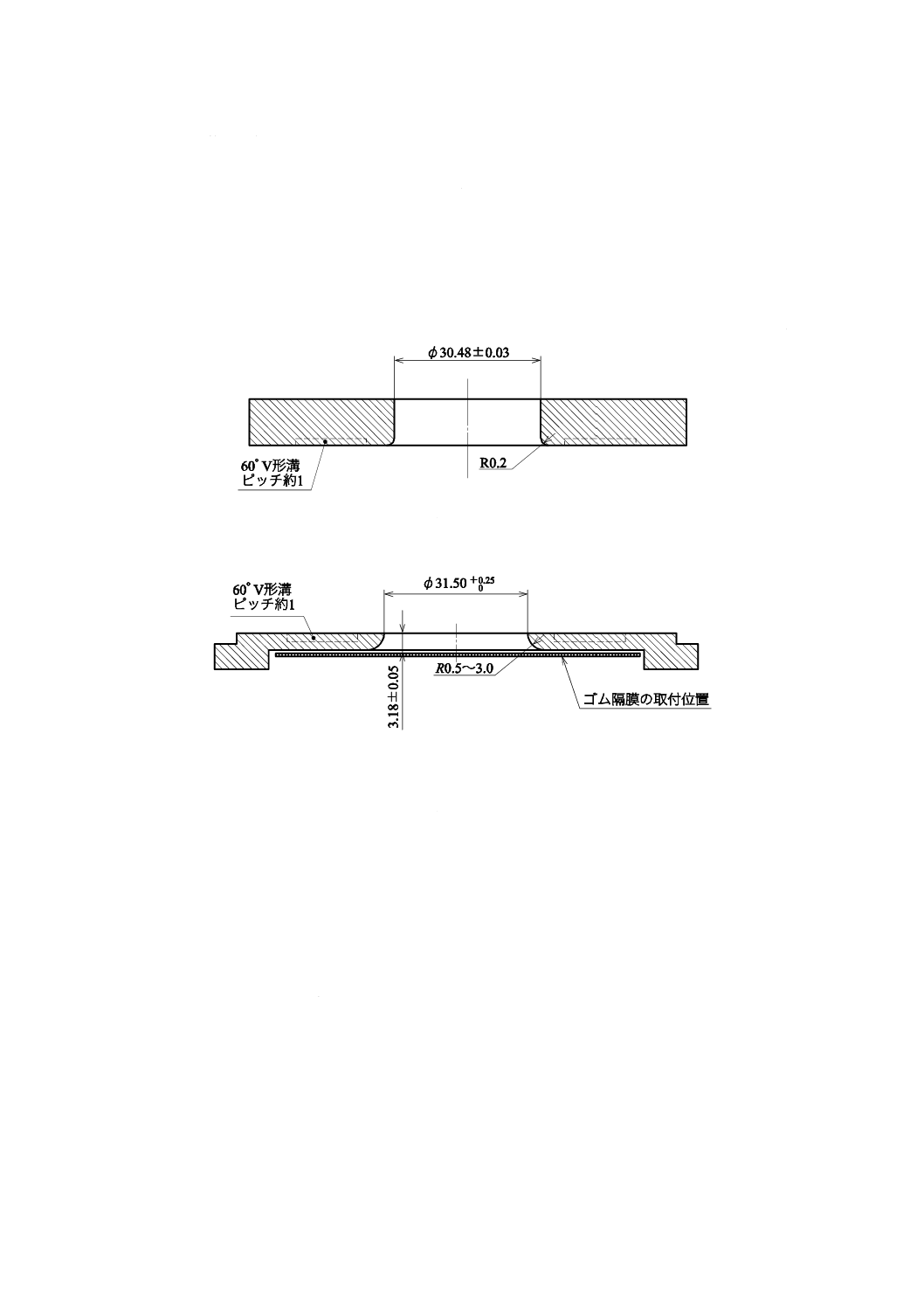
a) 装置 ミューレン低圧形試験機は,次による。
1) 締付装置 締付装置は,上部締付板及び下部締付板からなり,試験片を2個の平行な環状平面の間
に確実に締め付けることができるものとする。環状の平面には,溝ピッチ約1 mmの同心円又はら
せん状で,60°V形の溝を付け,上部締付板(締付リング)及び下部締付板(ゴム隔膜用板)の形
状・寸法を,図17及び図18に示す。
なお,上部締付板の直径は,通常,30.5 mm±0.3 mm,締付面の表面粗さは,JIS B 0601に規定す
るRz 1.6とし,上下締付板の中心点のずれは,±0.25 mmとする。また,締付圧を一定にすること
31
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ができる装置が望ましい。
2) 流体加圧装置 圧力を加えるための流体の増加割合は98 mL/min±4 mL/minとする。
3) ゴム隔膜 ゴム隔膜は,鉱物質の充てん剤を含まない厚さ0.84 mm〜0.89 mmの純ゴム質製のゴム
を使用し,締付面より9.5 mm高く膨らむ圧力は,34.3 kPa〜44.1 kPaとする。この膨らみ圧は,試
験を行う前に測定し,規定の範囲に入らない場合は,新しいものと取り替えなければならない。空
気がゴム隔膜の下にある場合は,測定値が変動するので試験前又は隔膜取替時に,空気を取り除く。
単位 mm
図17−上部締付板の形状・寸法
注記 ゴム隔膜は,圧力を加えたとき,ゴム隔膜が切れるのを防ぐために内円の下部の丸みが必要であ
り,Rは,0.5 mm〜3.0 mmが望ましい。
図18−下部締付板の形状・寸法
b) 手順 箇条6によって調整した試料から,約150 mm×150 mmの試験片を5枚採取し,ミューレン低
圧形試験機又はこれと同等以上の精度があるミューレン形破裂試験機を用い,試験片の表面を上にし
て,しわ及びたるみを生じないように均一な張力を加えてクランプでつかみ,圧力を加えてゴム隔膜
が試験片を突き破る強さ(kPa)及び破断時のゴム隔膜だけの強さ(kPa)を測る。
c) 計算 次の式によって破裂強さ(kPa)を求め,その平均値を算出し,有効数字3けたに丸める。
Bs=A−B
ここに,
Bs: 破裂強さ(kPa)
A: ゴム隔膜が試験片を突き破る強さ(kPa)
B: 破断時のゴム隔膜だけの強さ(kPa)
注記 試験機の検証は,標準アルミニウムを用いて調整を行う。標準アルミニウムの材質は,JIS H
4160に規定する合金番号1N30又はJIS H 4170に規定する合金番号1N90のもので,破裂強
さが確認できるものが望ましい。
32
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
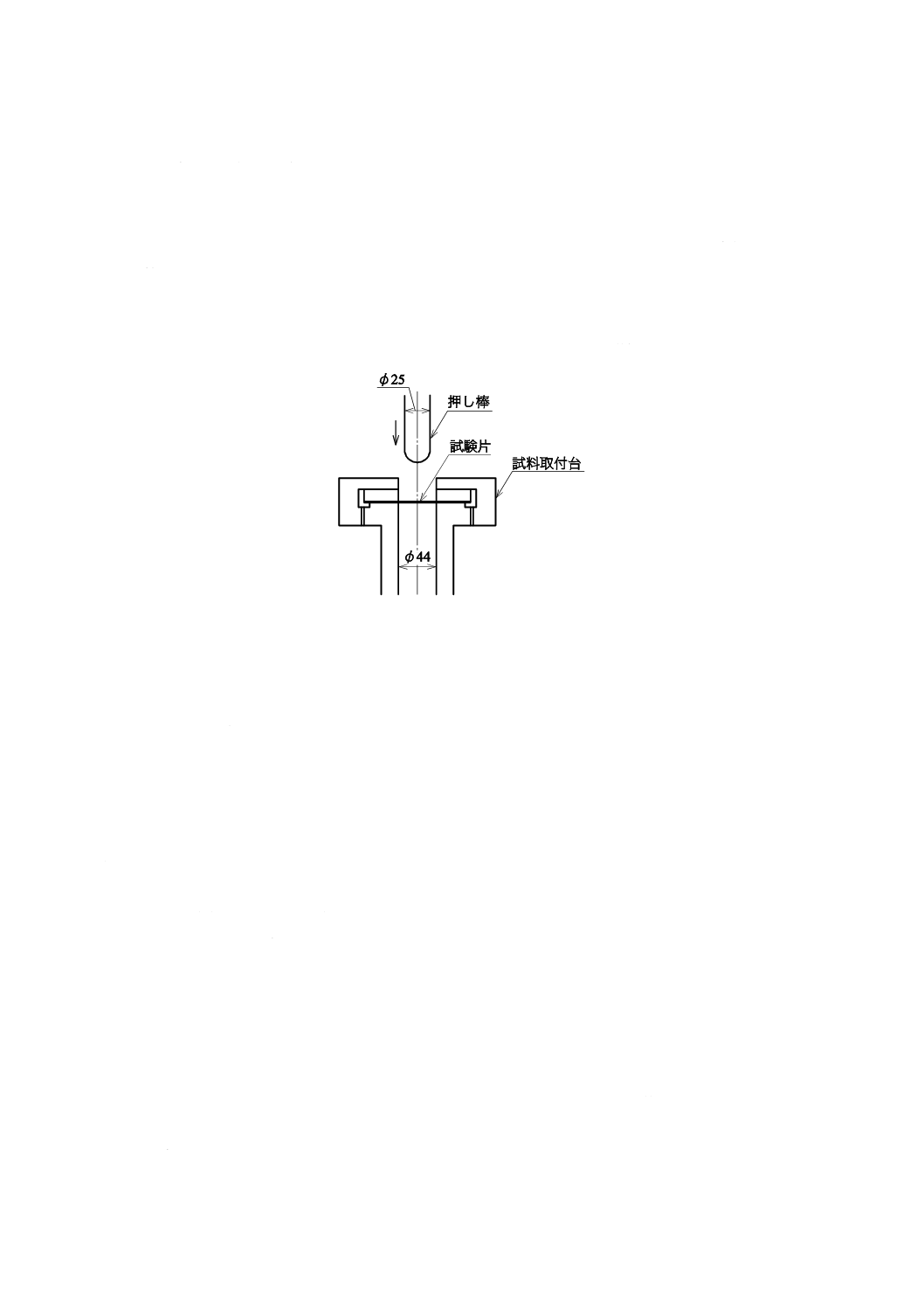
8.18.2 B法(定速伸長形法)
B法は,織物及び編物に適用し,次による。
a) 手順 箇条6によって調整した試料から,直径約80 mmの試験片を5枚採取し,図19のような定速
伸長形破裂試験機を用い試験片の裏面を上にして,しわ及びたるみが生じないように均一な張力を加
えてから,内径44 mmのクランプに取り付ける。次に,先端の曲率半径が12.5 mm,直径25 mmの押
し棒を用い100 mm/minの加圧速度で押し棒が試験片を突き破る強さ(N)を測る。
b) 計算 5回の平均値を算出し,小数点以下1けたに丸める。
単位 mm
図19−定速伸長形破裂試験機
8.18.3 C法(ISO法)
破裂強さ及び破裂膨張度の測定のための液圧法は,附属書Mによる。
8.19 摩耗強さ及び摩擦変色性
摩耗強さは,A法(ユニバーサル形法),B法(スコット形法),C法(テーバ形法),D法(アクセレロ
ータ形法),E法(マーチンデール法)又はF法(ユニホーム形法)による。
8.19.1 A法(ユニバーサル形法)
A法は,次のA-1法(平面法),A-2法(屈曲法)又はA-3法(折目法)による。
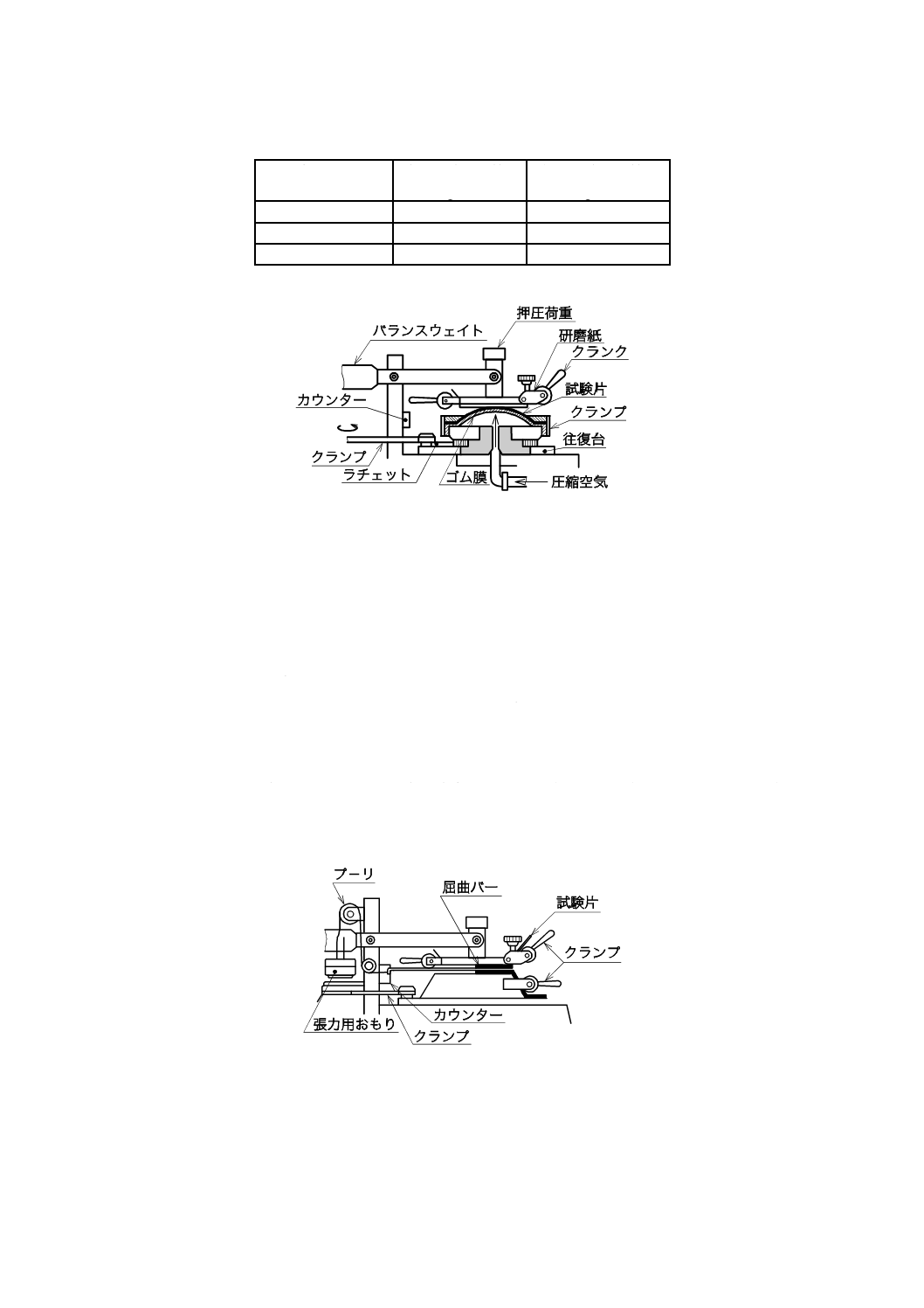
a) A-1法(平面法) A-1法は,織物及び編物の主として衣類着用時のひじ,ひざ,わき,しり(尻)
などの平面摩耗を評価する場合に適用し,次による。
1) 手順 箇条6によって調整した試料から,直径約120 mmの試験片を5枚採取し,これを図20のよ
うにゴム膜の上に載せJIS R 6253に規定する研磨紙で多方向に摩擦する。試験機の摩擦速度は,125
回±5回/分とし,摩擦回数100回について試験片が1回転するものとする。通常押圧荷重は4.45 N,
空気圧は27.6 kPaとする。試験片が摩耗して,孔の直径又は長辺などの最大長さが,8 mm±1 mm
の孔があいたときを終点とする。ただし,糸が数本残っていても下が見える状態になった時点で終
点とする。
注記 生地の種類によって予備試験を行い,終点の予測をしてから試験をすることが望ましい。
2) 測定及び計算 試験片に孔があいたときの回数を測り,5回の平均値を算出し,整数位に丸める。
研磨紙の番号及び条件を試験報告書に付記する。
注記 研磨紙の選定方法の例を,表7に示す。
33
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−研磨紙(参考)
研磨紙の種類
織物の試料の質量
g/m2
編物の試料の質量
g/m2
Cw-C-P 1 200
250未満
250未満
Cw-C-P 800
250以上400未満
250以上
Cw-C-P 400
400以上又は特殊品
−
図20−平面法ユニバーサル形平面摩耗試験機の例
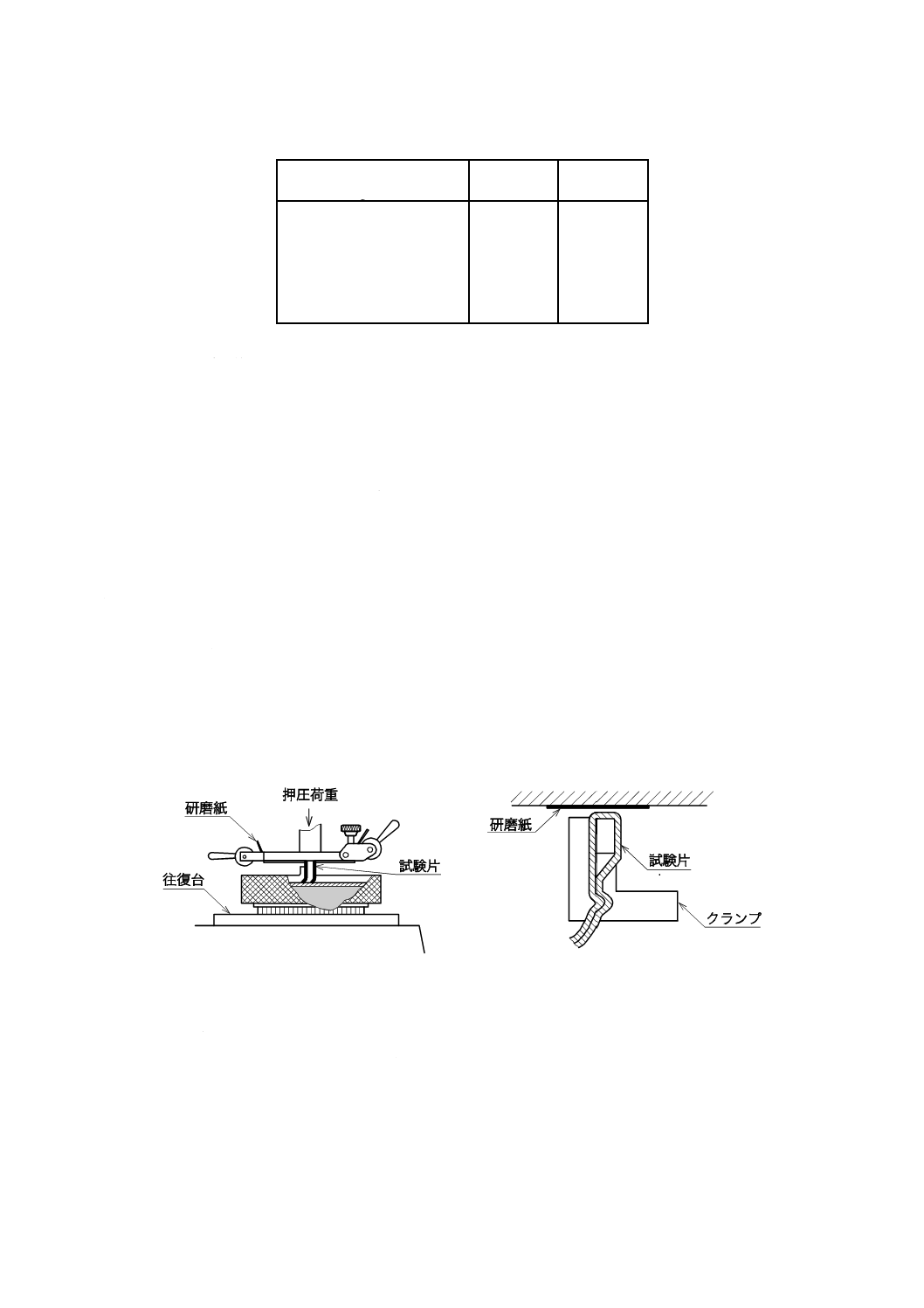
b) A-2法(屈曲法) A-2法は,主として織物の衣類着用時のひざ,ひじなどの屈曲部の摩耗強さ及び
摩擦変色性を評価する場合に適用し,次による。
1) 摩耗強さ
1.1) 手順 箇条6によって調整した試料から,密度50本/25.4 mm以上のものは約30 mm×200 mm,
50本/25.4 mm未満のものは約40 mm×200 mmの試験片をたて方向及びよこ方向にそれぞれ5枚
採取し,幅25 mmに最も近くなるまで両側からほぼ同数の糸を取り除いて25 mm×200 mmの試
験片とし,これを図21のように二つ折りにしてバーを挟むようにして試験機に取り付け,所定の
引張荷重(バーにかかる荷重)及び押圧荷重(試験片に垂直の方向にかかる荷重)を加えて25 mm
間の距離を往復摩擦する。試験機の摩擦速度は,125回/分±5回/分 とし,荷重の調整は,通
常,表8の試験条件によって行う。
図21−屈曲法ユニバーサル形屈曲摩耗試験機の例
34
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−試験条件
織物の単位面積当たりの質量
g/m2
引張荷重
N
押圧荷重
N
87以下
8.90
4.45
88〜168
13.34
6.67
169〜255
17.79
8.90
256〜342
22.24
11.12
343〜510
26.69
13.34
511以上
31.14
15.56
1.2) 測定及び計算 試験片が切断したときの回数を測り,たて方向及びよこ方向それぞれ5回の平均
値を算出し,整数位に丸める。引張荷重及び押圧荷重を試験報告書に付記する。
2) 摩擦変色性
2.1) 手順 箇条6によって調整した試料から,25 mm×約200 mmの試験片を採取し,図21のような
ユニバーサル形屈曲摩耗試験機を用いて,織物の表側がバーと摩擦されるように折り畳み,押圧
荷重2.23 N,引張荷重4.45 Nを加えて25 mm間の距離を100回往復摩擦する。
2.2) 摩擦変色性の測定 試験片を取り出し摩擦面と摩擦しない面の間に見える色の開きと,JIS L 0804
に規定する変退色用グレースケールの各色票間に見える色の開きを比較してJIS L 0801の方法に
よって判定する。
c) A-3法(折目法) A-3法は,織物及び編物の主として衣類着用時のそで(袖)口,えり,ズボンの
折目摩耗を評価する場合に適用し,次による。
1) 手順 箇条6によって調整した試料から,25 mm×約75 mmの試験片をたて方向及びよこ方向又は
ウェール方向及びコース方向にそれぞれ5枚採取する。次に,図22のように折目摩耗クランプに試
料を取り付け,押圧荷重2.23 N又は4.45 Nを加えて平面摩耗と同様にJIS R 6253に規定された研
磨紙で多方向に往復摩擦する。ただし,生地の種類によって一方向の往復摩擦とすることができる。
図22−折目法試験片の取付け方
2) 測定及び計算 試験片が破壊したときの回数を測り,たて方向及びよこ方向又はウェール方向及び
コース方向それぞれ5回の平均値を算出し,整数位に丸める。また,押圧荷重及び研磨紙の種類,
摩擦方向(一方向又は多方向)及びクランプの摩擦面の幅を試験報告書に付記する。一方向の往復
摩擦で試験した場合には,摩擦方向に対するクランプのセット方向も付記する。
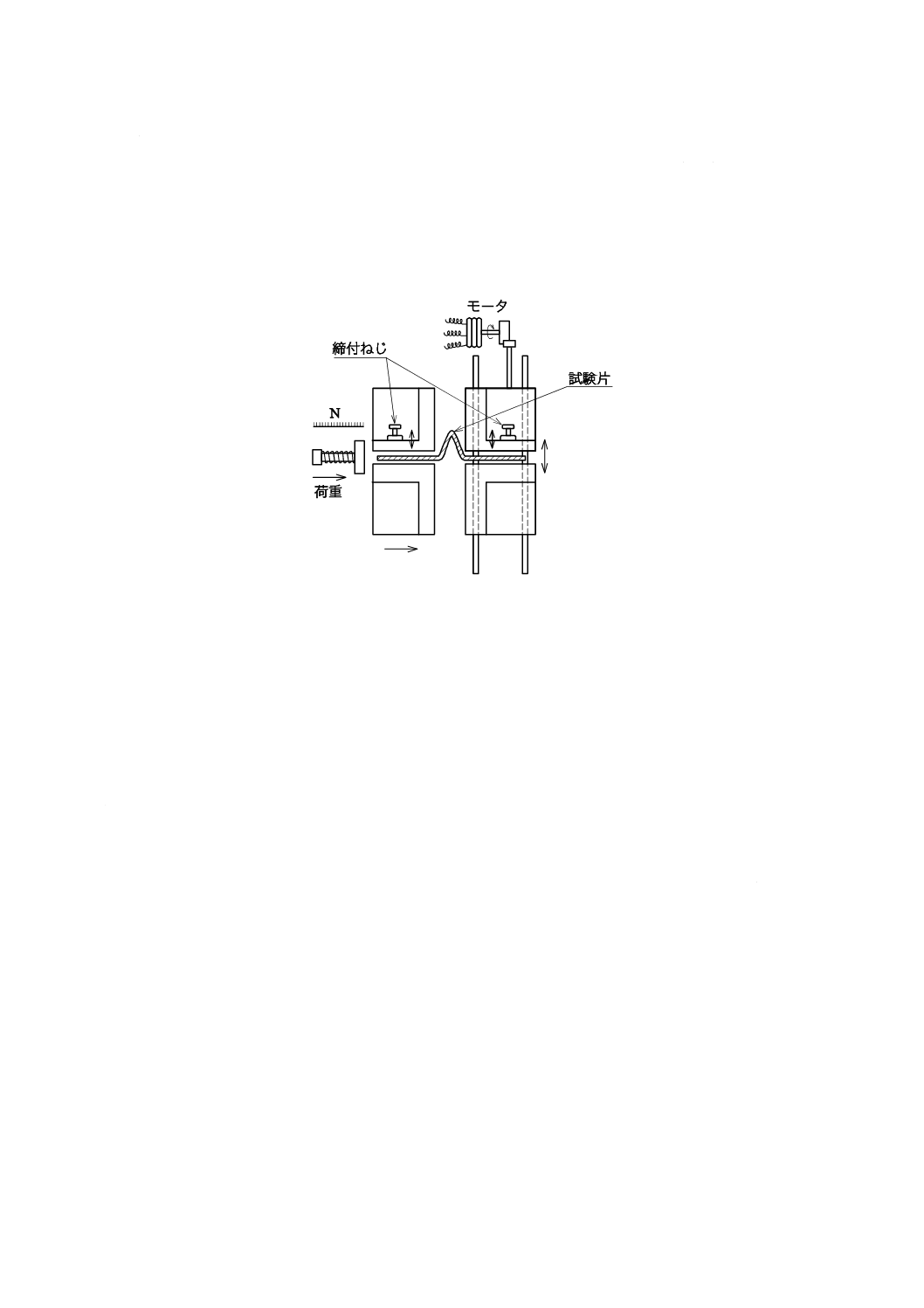
8.19.2 B法(スコット形法)
B法は,主として織物の特殊生地の摩耗を評価する場合に適用し,次による。
35
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 手順 箇条6によって調整した試料から,約30 mm×120 mmの試験片をたて方向及びよこ方向にそ
れぞれ5枚採取し,両側からほぼ同数の糸を取り除いて25 mm×約120 mmの試験片とする。これを
図23に示すスコット形試験機で,あらかじめ20 mm間隔に開いた二つのつかみ間に固定し,両つか
みの押圧荷重を9.81 Nとして40 mm間の距離を往復摩擦する。試験機の摩擦速度は,120回/分±2
回/分とする。押圧荷重が,9.81 N以外の場合,試験報告書に付記する。
図23−スコット形試験機
b) 測定及び計算 試験片の幅が10 mm〜15 mm切れたときの回数を測る。たて方向及びよこ方向それぞ
れ5回の平均値を算出し,整数位に丸める。ただし,試験片がコーティング布の場合は,1 000回で止
め,そのときの表面の状態を観察し,試験報告書に付記する。
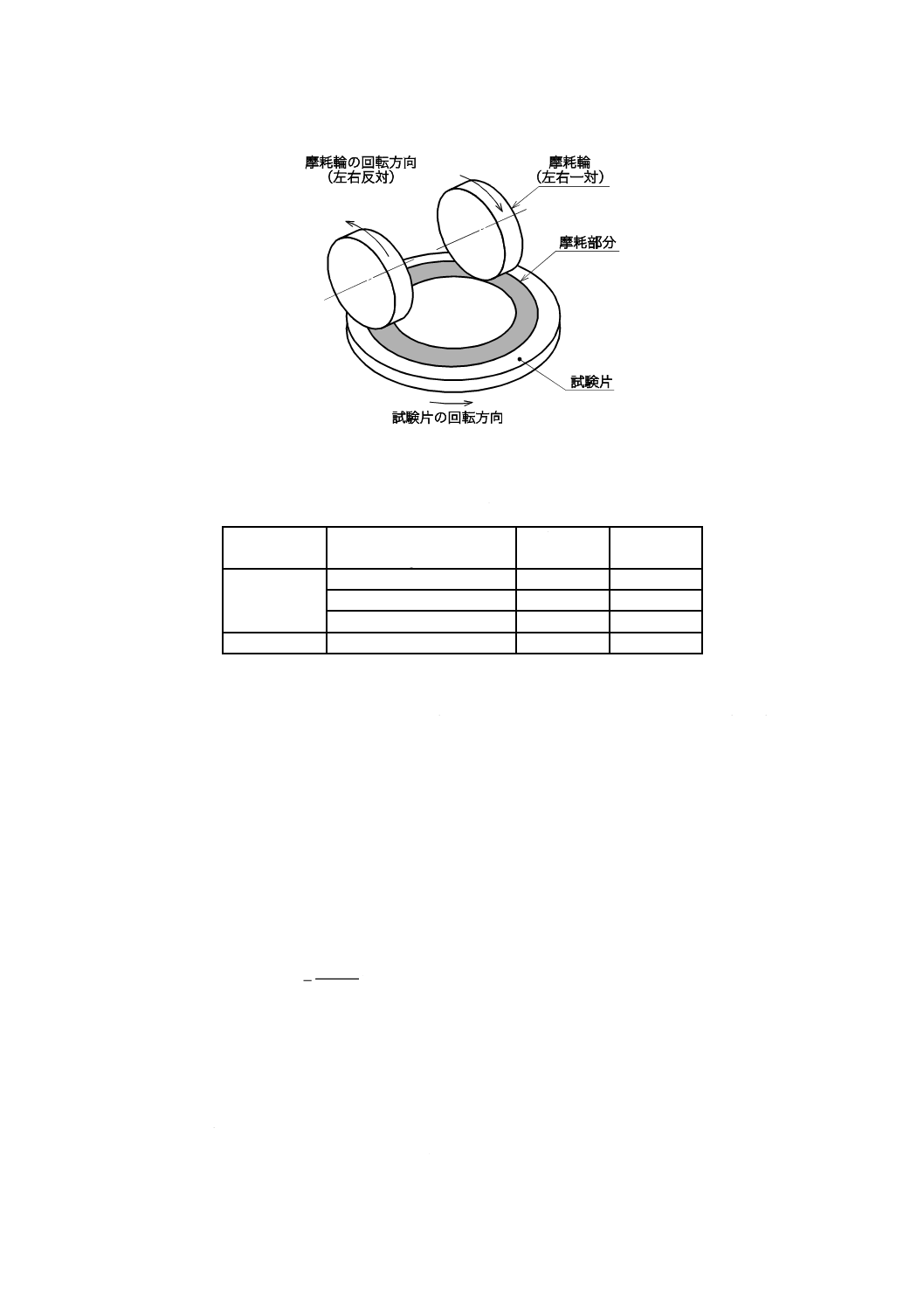
8.19.3 C法(テーバ形法)
C法は,主として織物,編物の厚地,特殊生地の摩耗強さ及び摩擦変色性を評価する場合に適用し,次
による。
a) 摩耗強さ 摩耗強さは,質量の減量,厚さ減少率,引張り強さ低下率及び外観変化による。
1) 準備 試験開始前に,摩耗輪の表面を新しくするため試料ホルダにJIS R 6251に規定するアルミナ
質P400を取り付け,摩耗輪を約15回走らせて面の再生を行う。
2) 手順 箇条6によって調整した試料から,直径約130 mmの円形試験片を5枚採取し,各試験片の
中心に直径約6 mmの孔をあけ,図24に示すテーバ形摩耗試験機を用い,試験片の表面を上にして
試料ホルダのゴムマット上に取り付ける。次に,通常,表9の摩耗輪を試験片の上に載せて約70 回
/分で回転摩擦する。
36
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図24−テーバ形摩耗試験機の例
表9−試験条件
生地の種類
質量
g/m2
摩耗輪
No.
荷重
N
織物
180以下のもの
CS-10
2.45
180を超え500以下のもの
CS-10
4.90
500を超えるもの
CS-17
9.81
編物
−
CS-10
2.45
3) 測定及び計算 測定は,次のいずれかの方法で行い,摩耗強さを表す。摩擦回数は,50回,100回,
300回,500回などを生地の品種に応じて適したもの(所定回数)を用いる。また,摩耗輪No.,荷
重(N)及び摩擦回数を試験報告書に付記する。
3.1) 質量の減量 質量の減量は,所定回数摩擦した後の質量(mg)を量り,次の式によって減量を求
め,5回の平均値を算出し,整数位に丸める。
Wl=W−W'
ここに, Wl: 質量の減量(mg)
W: 摩擦前の質量(mg)
W': 所定回数摩擦後の質量(mg)
3.2) 厚さ減少率 厚さ減少率は,所定回数摩擦した後の厚さ(mm)を測り,その減少率(%)を次の
式によって求め,5回の平均値を算出し,小数点以下1けたに丸める。
100
c
a
c
L
×
−
=
T
T
T
T
ここに,
TL: 厚さ減少率(%)
Tc: 原布の厚さ(mm)
Ta: 所定回数摩擦後の厚さ(mm)
3.3) 引張強さ低下率 引張強さ低下率は主に織物に適用する。所定回数摩擦した後の試験片から幅約
30 mm,長さ約60 mmの試験片を採り,引張強さ試験に供せるように,幅25 mmになるまで両側
からほぼ同数の糸を抜き,つかみ間隔25 mmで引張強さ(N)を測定し,次の式によって引張強
さ低下率(%)を求め,5回の平均値を算出し,小数点以下1けたに丸める。ただし,引張速度を
37
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験結果に付記するものとする。
100
a
a
L
×
−
=
S
S
S
S
ここに,
SL: 引張強さ低下率(%)
Sa: 原布の引張強さ(N)
S: 所定回数摩擦した後の引張強さ(N)
3.4) 外観変化 外観変化の判定は主に織物に適用する。所定回数摩擦した後の外観を観察し,次のよ
うに判定する。
A級 異常なし
B級 やや損傷している
C級 たて又はよこが切断している
b) 摩擦変色性
1) 手順 a) と同じように試験片を3枚採取し,生地の表側を上にして試料ホルダのゴムマット上に取
り付ける。次に,摩耗輪No.CS-10を試験片の上に載せて,織物は押圧荷重2.49 N,編物は,押圧荷
重2.45 Nで100回摩擦する。
2) 測定及び計算 試験片を取り出し摩擦面と摩擦しない面との間に見える色の開きと,JIS L 0804に
規定する変退色用グレースケール各色票間に見える色の開きとを比較してJIS L 0801の方法によっ
て判定する。
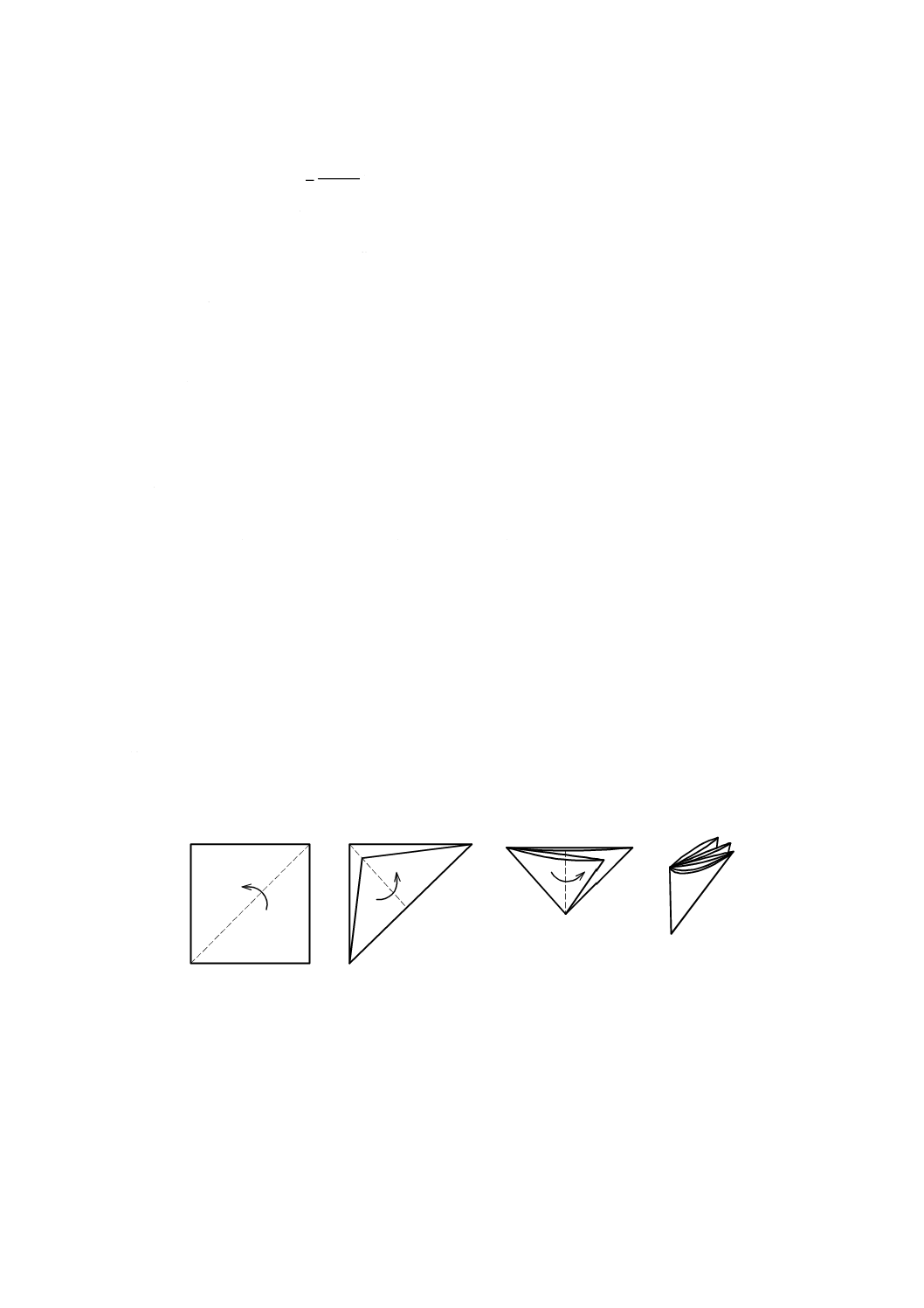
8.19.4 D法(アクセレロータ形法)
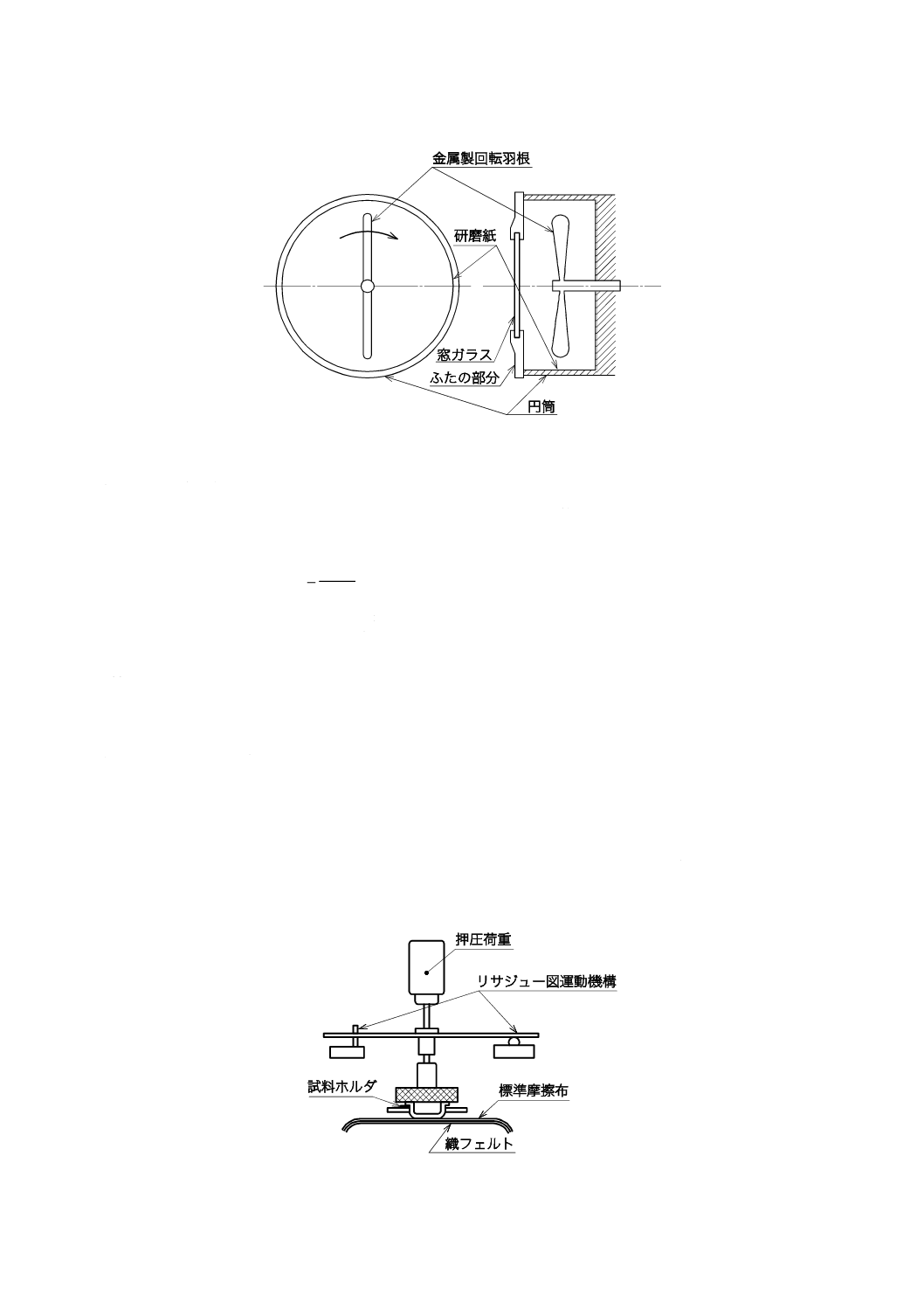
D法は,織物及び編物のごく自然に常時加わる弱い摩擦に対する摩耗強さの評価に適用し,次による。
a) 手順 箇条6によって調整した試料から,110 mm×110 mmの試験片を3枚採取し,編物の場合は4
辺の端糸を接着剤で固定し,織物の場合はそれぞれ4辺から内側の糸を約 3 mmほぐして取り除いた
後,4辺の端糸を接着剤で固定する。その後,標準状態の質量A(g)を量る。次に,試験片を図25
のように折り畳み,図26に示すアクセレロータ形摩耗試験機の回転羽根の下に挟み込む。回転羽根を
約3 000回/分の回転速度で5分間回転させる。この場合,試験機の円筒内壁に付ける研磨紙は,JIS
R 6253に規定されているものを用いる。
図25−試験片の作り方
38
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図26−アクセレロータ形摩耗試験機の例
b) 測定及び計算 試験片面上又は試験片の糸間に沈着した繊維くずを除いて標準状態の質量B(g)を量
り,次の式によって質量減少率(%)を求め,3回の平均値を算出し,小数点以下1けたに丸める。
研磨紙の番号及び用いた回転羽根の種類(S形又は平形)を試験報告書に付記する。
100
m
×
−
=
A
B
A
L
ここに, Lm: 質量減量率(%)
A: 摩耗前の質量(g)
B: 摩耗後の質量(g)
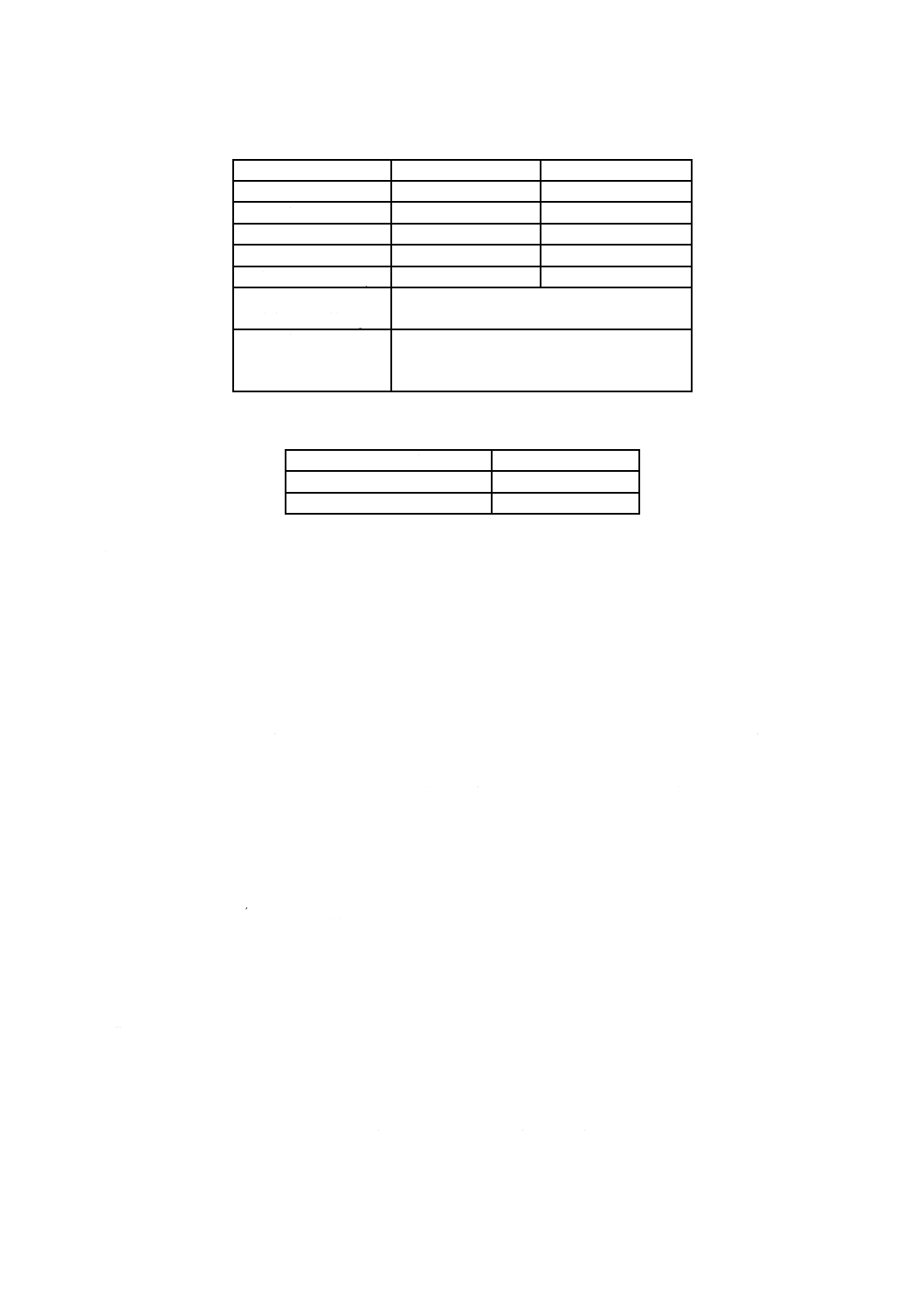
8.19.5 E法(マーチンデール法)
E法は,主として組成が毛の織物,編物の摩耗強さ,摩耗による変退色及び外観変化を評価する場合に
適用し,次による。
a) 試験片の作成及び取付け 箇条6によって調整した試料から,直径38 mmの試験片を4枚採取し,こ
れを図27に示すマーチンデール摩耗試験機の試料ホルダに取り付ける。ただし,織物の質量が500 g/m2
以下の試料の場合(ラミネートした織物を除く。)及び編物は,試験片の裏面にポリウレタンフォーム
(見掛密度0.03 g/cm3,厚さ約3 mm)のシートを重ねて試料ホルダに取り付ける。次に,あらかじめ
単位質量750 g/m2±50 g/m2,厚さ約3 mmの織フェルトの上に表10に示す標準摩擦布を重ねて取り付
けた摩擦台の上に載せて表11に示す押圧荷重を加える。
図27−マーチンデール摩耗試験機の例
39
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−標準摩擦布
項目
たて
よこ
繊維の種類
毛
毛
糸の繊度
tex
R63 tex/2
R74 tex/2
密度
本/cm
17
12
より数
/m
S450±20/Z540±20
S350±20/Z500±20
平均繊維直径
μm
27.5±2
29.0±2
標準状態における単位
面積当たりの質量g/m2
215
取替頻度
a) 各試験が終了するごとに替える。
b) 1回の試験が50 000回以上の場合は,
50 000回ごとに取り替える。
表11−試験条件
生地の用途
押圧荷重 kPa
衣料用
9.0±0.2
家具,カーペット用など
12.0±0.3
b) 操作 カウンターを“0”にし,適切な摩擦回数(例えば,5 000回)に予備セットカウンターをセッ
ト後,機械を始動し多方向に摩擦する。あらかじめセットした摩擦回数に達した後,試験片を調べ,
以後停止するごとに判定する。エンドポイントが近づいた場合は連続摩擦回数を減らしていく。試験
片に毛玉を生じた場合には,試験片の表面に出ている繊維だけを鋭いはさみ又はかみそりで注意深く
切り取る。
織フェルトが摩損したとき,両面が汚れたとき,又は25回の試験が終了した時点で取り替える。
なお,エンドポイントの判定は,次による。
1) 糸切れ 織物の場合のエンドポイントは試験片の2本以上の糸が切れたとき,編物の場合は試験片
が摩耗して孔があいたとき。
2) 変退色 エンドポイントは試験片の変退色の程度がJIS L 0804に規定の変退色用グレースケールの
3号と同等になったとき。
3) 外観変化 エンドポイントは試験片の顕著な外観変化,例えば,起毛の喪失,ブークレ糸のループ
の喪失,ファンシ糸の効果の喪失などが起こったとき。
c) 測定及び計算 b) 1),b) 2) 又はb) 3) 各々の方法を必要に応じ試験し,エンドポイントまでの回数を
測り,各々の4回の平均値を算出し,100回単位で表す。
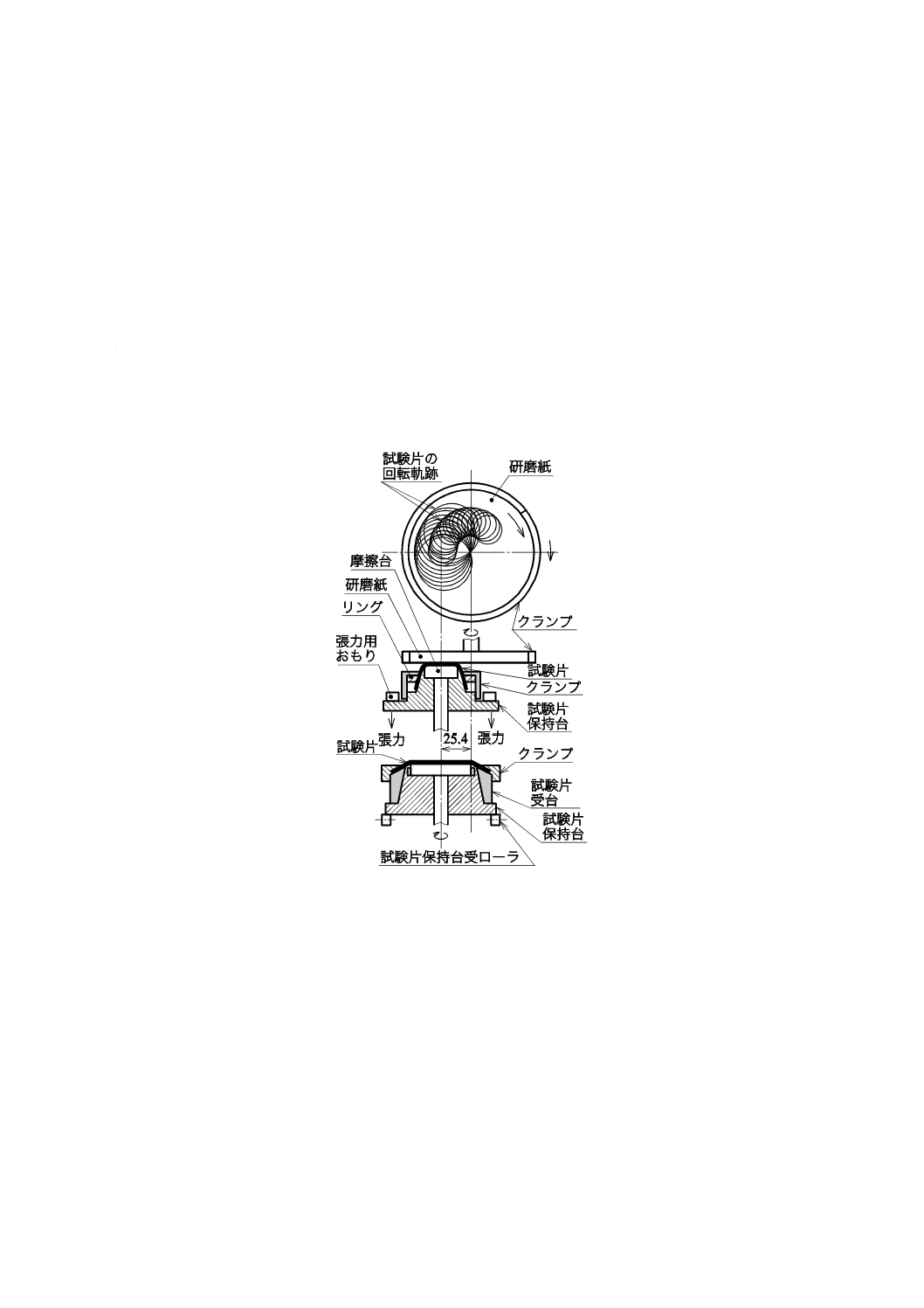
8.19.6 F法(ユニホーム形法)
F法は,主として編物のひじ,ひざ,内また(股)などの摩耗を評価する場合に適用し,次による。
a) 摩耗強さ
1) F-1法(スチールブレード法)
1.1) 標準状態での手順 箇条6によって調整した試料から,直径約70 mmの試験片を5枚採取し,図
28のようなユニホーム形摩耗試験機を用いて,摩擦面が直径25 mmの試料取付台に取り付け,11.1
N又は22.3 Nの引張荷重で試験片に均一な張力を加える。摩擦子にはスプリングスチールブレー
ドを用い,22.3 N又は44.5 Nの押圧荷重で試験片を多方向に摩擦する。
なお,摩耗試験機のスプリングスチールブレードの回転速度は238回/分±5回/分,試料取付
40
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
台の回転数は250回/分±5回/分とする。
1.2) 湿潤状態での手順 直径約70 mmの試験片を5枚採取し,試験片をあらかじめ常温の水に浸し,
十分湿潤させた後,1.1) 標準状態での手順と同じ操作を行う。ただし,1 000回摩擦するごとに試
験片を試料取付台に取り付けたまま,スポイトで試験片に水を滴下する。
2) F-2法(研磨紙法) F-2法は,a) 1) F-1法の1.1) と同様な操作方法とする。ただし,摩擦子には
平板にJIS R 6253に規定する研磨紙を取り付けて用い,4.45 Nの押圧荷重で試験片を多方向に摩擦
する。研磨紙は毎回交換する。また,研磨紙の番号を試験報告書に付記する。
注記 糸が数本残り,停止装置が作動しないことがあるため,目視と併用することが望ましい。
3) 測定 試験片が摩耗して孔があき,機械が停止したときの回数を測る。
4) 計算 5回の平均値を算出し,整数位に丸める。また,試験条件を試験報告書に付記する。
単位 mm
図28−ユニホーム形摩耗試験機主要部
b) 摩擦変色性
1) 手順 摩擦変色性は,箇条6によって調整した試料から,直径約100 mmの円形試験片を3枚採取
し,図28のようなユニホーム形摩耗試験機を用い,摩擦面が直径50 mmの試料取付台に編物の表
面を上にして取り付ける。次に,摩擦子にはスプリングスチールブレードを用い,4.45 Nの押圧荷
重で試験片を多方向に100回摩擦する。ただし,摩耗試験機のスプリングスチールブレードの回転
速度は約64回/分,試料取付台の回転数は約62回/分とし,摩擦子がスプリングスチールブレー
ドによらないときは試験報告書に付記する。
2) 測定及び計算 試験片を取り出し摩擦面と摩擦しない面との間に見える色の開きと,JIS L 0804に
規定の変退色用グレースケールの各色票間に見える色の開きを比較してJIS L 0801によって判定し,
41
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3回の平均値で表す。
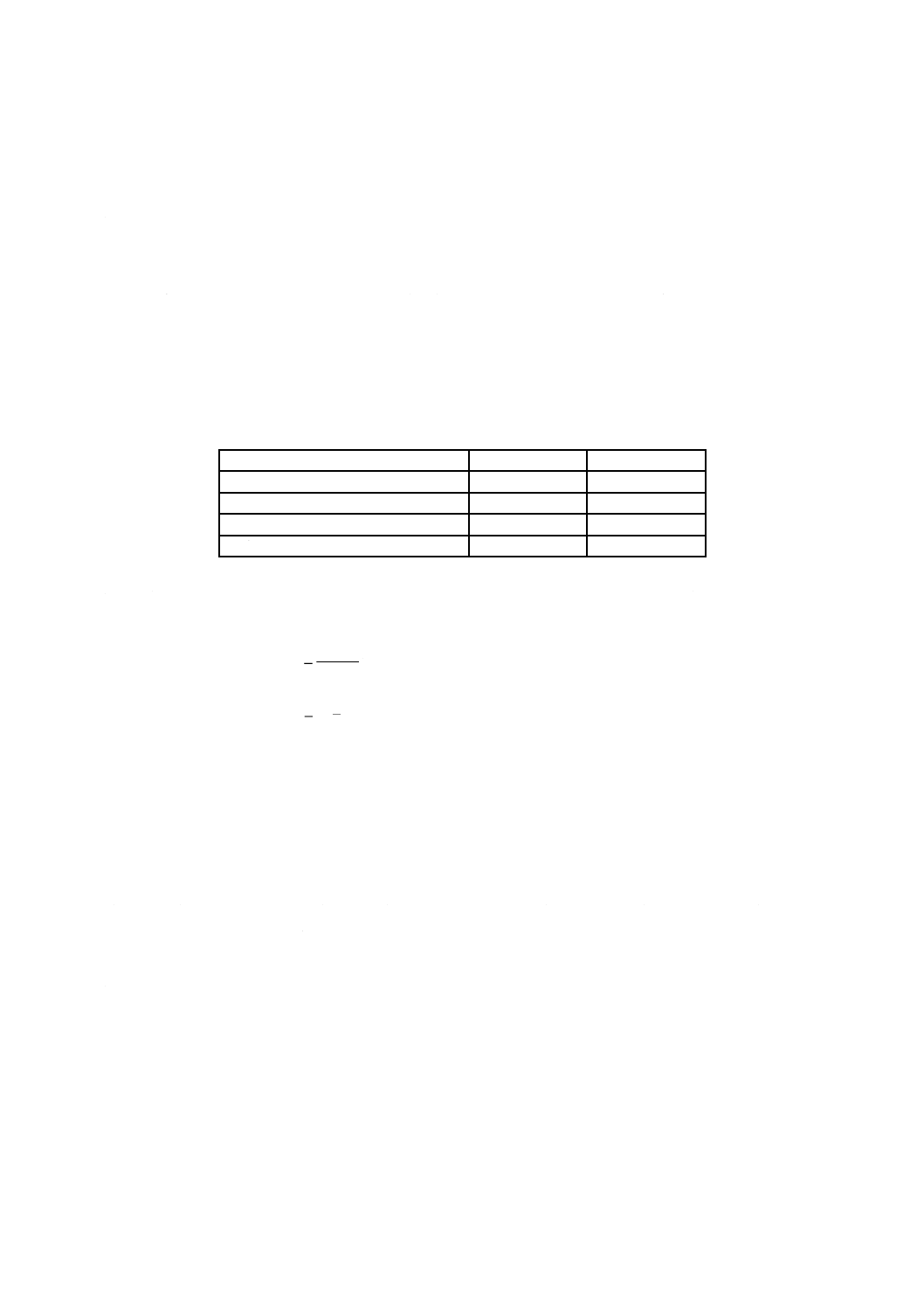
8.20 圧縮率及び圧縮弾性率
圧縮率及び圧縮弾性率は,次による。
a) 手順 圧縮率及び圧縮弾性率は,箇条6によって調整した試料から,約50 mm×50 mmの試験片を15
枚採取し,圧縮弾性試験機を用い,試験片3枚をたて方向又はウェール方向及びよこ方向又はコース
方向が交互に直角に交わるように重ねて,表12の標準圧力の下で厚さ(mm)を測り,次に,表12
の一定圧力の下で1分間保持して厚さ(mm)を測る。次に,加えた圧力を除き1分間放置した後,
再び標準圧力の下で厚さ(mm)を測る。厚地,起毛物などは,1枚で測ることができる。ただし,編
物の試験の加圧子の面積は,通常50 mm2とする。
なお,異なる枚数,圧力又は加圧子の面積を用いた場合は,試験報告書に付記する。
表12−標準圧力表
織物 kPa
編物 kPa
標準圧力
4.9
0.7
かさ高織物及び有毛織物の標準圧力
0.196
−
有毛編物の標準圧力
−
0.3
一定の圧力
29.4
19.6
b) 計算 次の式によって圧縮率(%)及び圧縮弾性率(%)を求め,5回の平均値を算出し,整数位に丸
める。
100
0
1
0
r
×
−
=
T
T
T
C
100
1
0
1
0
e
×
−
−
′
=
T
T
T
T
C
ここに,
Cr: 圧縮率(%)
Ce: 圧縮弾性率(%)
T0: 標準圧力を加えたときの厚さ(mm)
T1: 一定圧力を加え1分間保持後の厚さ(mm)
T'0: 圧力を除き,1分間放置後の標準圧力下の厚さ(mm)
8.21 剛軟度
剛軟度は,A法(45°カンチレバー法),B法(スライド法),C法(クラーク法),D法(ハートループ
法),E法(ハンドルオメータ法),F法(ハンドリングテスタ法)又はG法(ドレープ係数法)による。
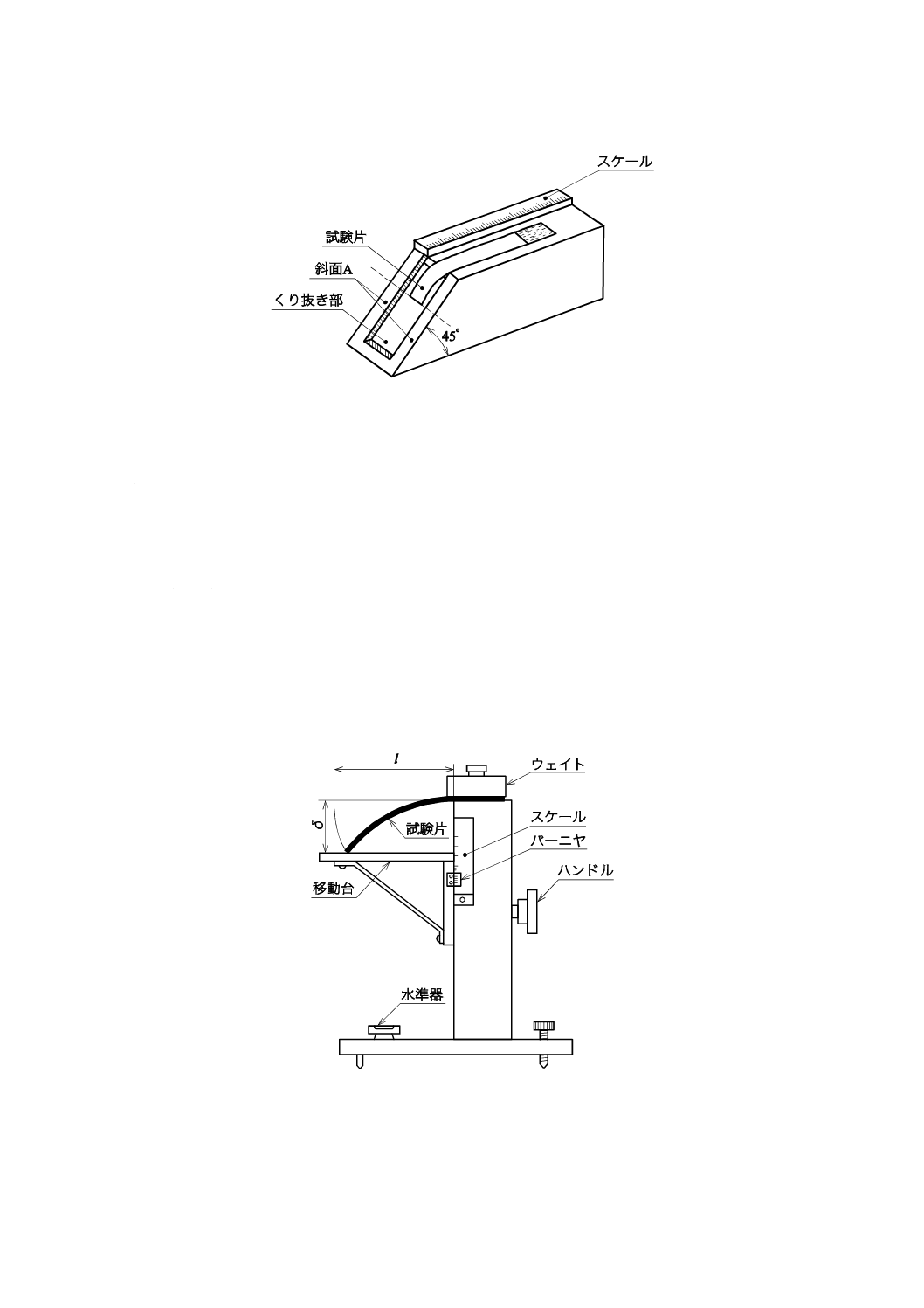
8.21.1 A法(45°カンチレバー法)
A法(45°カンチレバー法)は,次による。
a) 手順 A法は,箇条6によって調整した試料から,20 mm×約150 mmの試験片をたて方向及びよこ
方向又はウェール方向及びコース方向にそれぞれ5枚採取し,図29のような一端が45°の斜面をも
つ表面の滑らかな水平台の上に試験片の短辺をスケール基線に合わせて置く。次に,適切な方法によ
って試験片を斜面の方向に緩やかに滑らせて,試験片の一端の中央点が斜面Aと接したとき他端の位
置をスケールによって読む。剛軟度は,試験片が移動した長さ(mm)で示され,それぞれ5枚の表
裏を測る。
42
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図29−45°カンチレバー形試験機の例
b) 計算 たて方向及びよこ方向又はウェール方向及びコース方向それぞれの平均値を算出し,整数位に
丸める。
8.21.2 B法(スライド法)
B法(スライド法)は,次による。
a) 手順 B法は,箇条6によって調整した試料から,8.3.2によって標準状態における単位面積当たりの
質量(g/cm2)を測り,次に,20 mm×約150 mmの試験片をたて方向及びよこ方向又はウェール方向
及びコース方向にそれぞれ5枚採取する。図30に示す試験機を用い,まず,試験機本体と移動台との
上面が一致するようにしてから,その上に試験片及びウェイトを取り付ける。ウェイトは,試験片上
に試験機本体及び移動台の境界からわずかに移動台側に出るように置く。次に,静かにハンドルを回
して移動台を降下させ,試験片の自由端が移動台から離れるときの δ の値をスケールによって読む。
図30−スライド形試験機の例
b) 計算 次の式によって剛軟度(mN・cm)を求め,それぞれ5枚の表裏について測り,たて方向及びよ
43
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
こ方向又はウェール方向及びコース方向の平均値を算出し,小数点以下1けたに丸める。
δ
8
4
r
WL
B=
ここに,
Br: 剛軟度(mN・cm)
W: 試験片の単位面積当たり重力(mN/cm2)
L: 試験片の長さ(cm)
δ: スケールの読み(cm)
注記 スライド法による剛軟度は,試験片の単位幅について単位曲度に対する曲げモーメントで表
される。
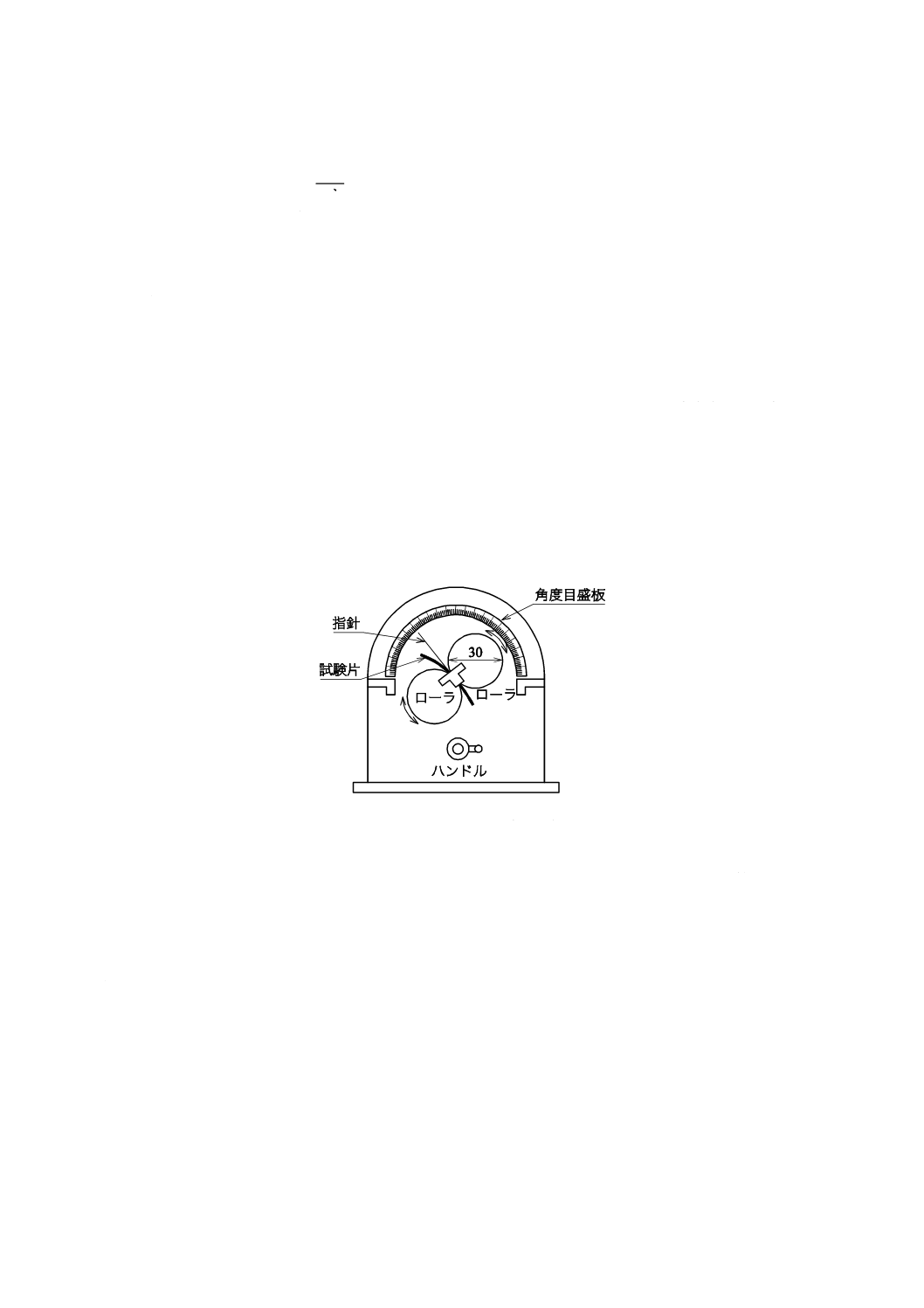
8.21.3 C法(クラーク法)
C法(クラーク法)は,次による。
a) 手順 C法は,箇条6によって調整した試料から,20 mm×150 mm〜250 mmの試験片をたて方向及び
よこ方向又はウェール方向及びコース方向にそれぞれ5枚採取し,図31に示すクラーク形試験機を用
い,試験片を2個のローラ間に挟む。次に,ハンドルを左右に回し,試験片が左右に倒れるときの角
度目盛板に指示される左右の角度の和が90°±2°となるように長さを加減し,そのときの長さ(mm)
を測る。
単位 mm
図31−クラーク形試験機の例
b) 計算 たて方向及びよこ方向又はウェール方向及びコース方向それぞれ5回の平均値を算出し,整数
位に丸める。
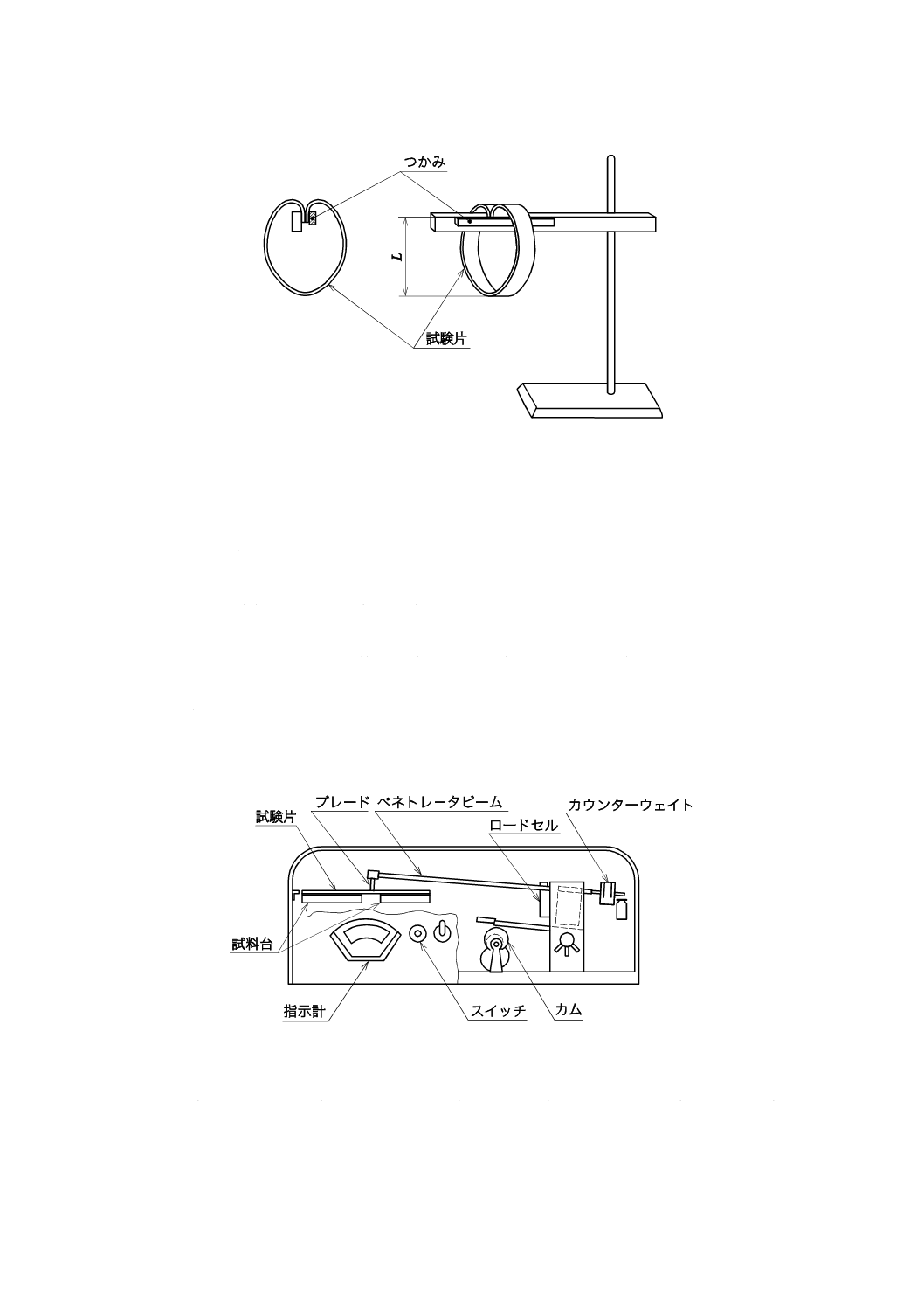
8.21.4 D法(ハートループ法)
D法は,比較的柔らかい織物及び編物に適用し,次による。
a) 手順 箇条6によって調整した試料から,20 mm×約250 mmの試験片をたて方向及びよこ方向,又
はウェール方向及びコース方向にそれぞれ10枚採取する。図32のように水平棒のつかみに試験片を
ハートループ状に取り付け,試験片の有効長が200 mmとなるようにする。次に,1分間経過してか
ら水平棒の頂部とループの最下点との距離L(mm)を測る。
44
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図32−試験片の取付け方の例
b) 計算 剛軟度はLで示され,それぞれ10枚の表裏について測り,たて方向及びよこ方向,又はウェ
ール方向及びコース方向それぞれの平均値を算出し,整数位に丸める。
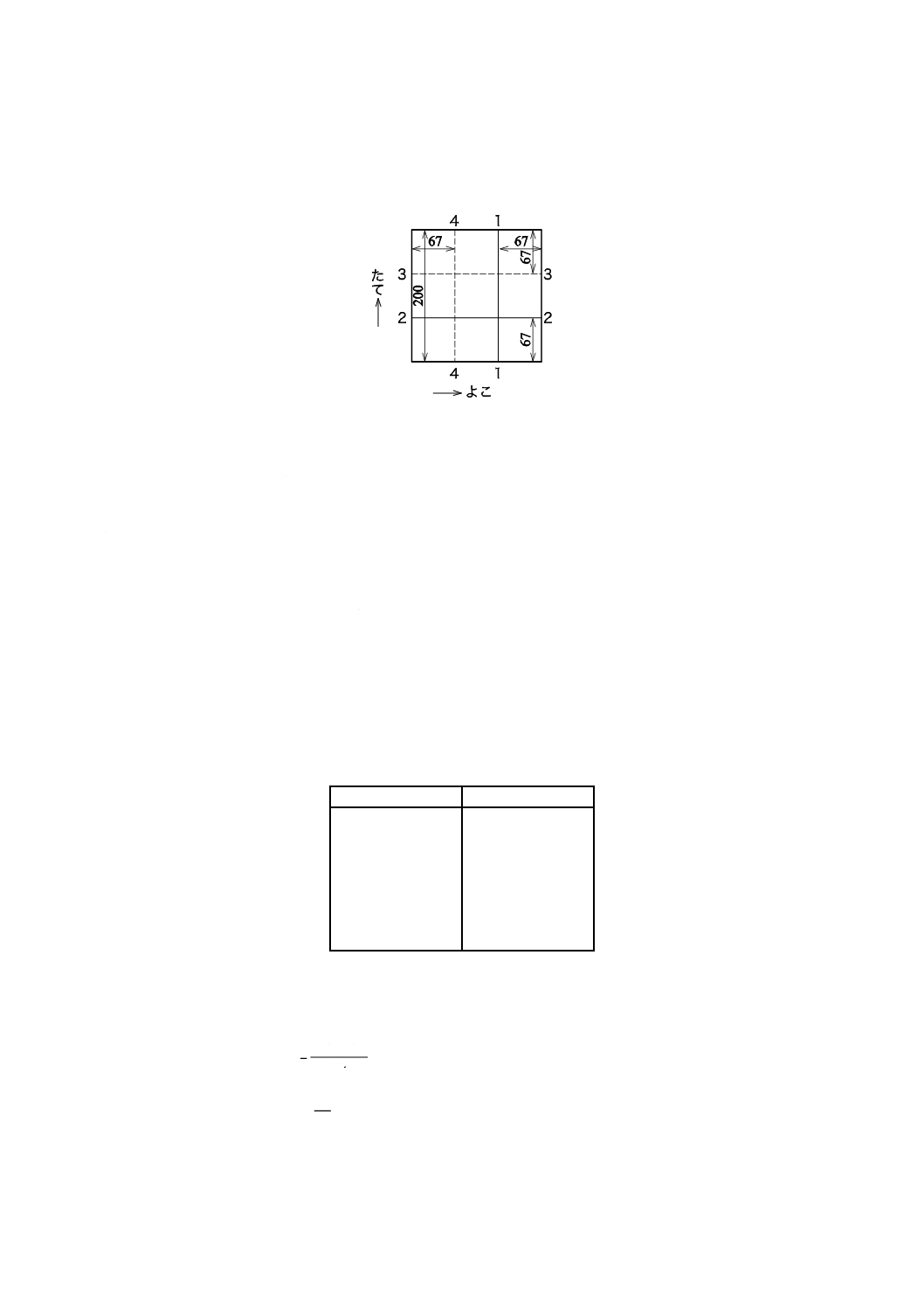
8.21.5 E法(ハンドルオメータ法)
E法(ハンドルオメータ法)は,次による。
a) 手順 E法は,箇条6によって調整した試料から,200 mm×200 mmの試験片を3枚採取し,図33に
示す試料台の上に試験片の測定方向がスロット(20 mm)と直角になるように置く。次に,試料台表
面から8 mmまで下がるように調節したブレードを下降させ,試験片を押圧する。
試料の性質によって200 mm×200 mm以下の試験片(25 mm×25 mm以上)を用いてもよい。また,
スロット幅を5 mm又は10 mmとして測定することができる。この場合,試験条件を試験報告書に付
記する。
図33−ハンドルオメータ形試験機の例
b) 測定 測定は,いずれか一方の辺から67 mm(試験幅の1/3)の位置で,たて方向及びよこ方向,又
はウェール方向及びコース方向それぞれ表裏異なる箇所について図34に示す番号順に行い,記録計又
は指示計の示す最高値(N)を読み取る。
45
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 計算 その4辺の最高値の合計値を求めて3回の平均値を算出し,小数点以下1けたに丸める。
単位 mm
図34−測定方法
8.21.6 F法(ハンドリングテスタ法)
F法(ハンドリングテスタ法)は,次による。
a) 手順 F法は,箇条6によって調整した試料から,直径200 mmの円形試験片を3枚採取する。試験
片の厚さを8.4によって測定した後,表13によってリングを選び試験機に取り付ける。一方,直径8 mm
の金属球を試験片の中心の裏側に取り付け,リングの下から試験片がリングに触れないようにして試
験機に取り付ける。次に,リングを300 mm/minの速度で下降させ,試験片がリング内を通るときの
最大荷重(N)を求め(最小目盛まで読み取る。),これを試験片1枚について3回繰り返す。また,
試験片の厚さが2.00 mm以上の場合は,直径150 mmの試験片を採取し,充実度が0.5〜1.0となるリ
ングを用いて試験を行う。試料の質量が影響する場合は,30 mm×30 mmとする。
表13−リングの種類
単位 mm
試験片の厚さ
リングの内径
〜0.12
10
0.13〜0.28
15
0.29〜0.50
20
0.51〜0.78
25
0.79〜1.12
30
1.13〜1.53
35
1.54〜2.00
40
b) 計算 その3回の平均値を求め,次の式によって,引通抵抗度(N)を求め,3枚の平均値を算出し,
小数点以下1けたに丸める。
2
4
d
L
D
P
×
×
=
P
W
P=
r
ここに,
P: 充実度
Pr: 引通抵抗度(N)
46
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
W: 引通荷重(N)
D: 試験片の直径(mm)
d: リングの内径(mm)
L: 試験片の厚さ(mm)
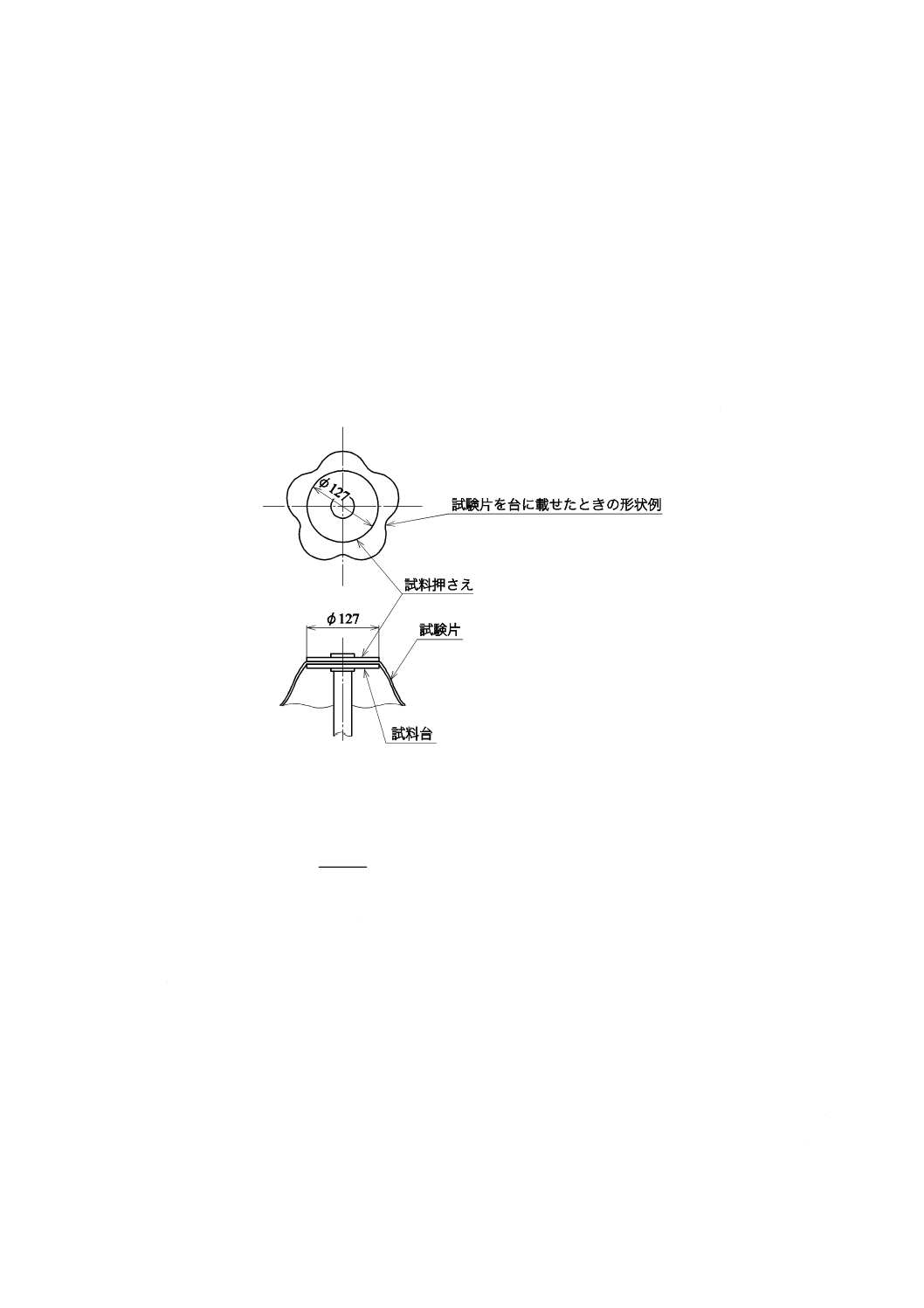
8.21.7 G法(ドレープ係数法)
G法(ドレープ係数法)は,次による。
a) 手順 G法は,箇条6によって調整した試料から,直径254 mmの円形試験片を5枚採取し,各試験
片の中心に直径約10 mmの孔をあける。次に,試験片の測定面を上にして図35に示すドレープテス
タの試料台(直径127 mm)の上に置き,試料押さえによって固定し,試料台を3回上下に振動させ
た後1分間放置して,そのときのドレープ形状面積を試験片の表裏について測定する。
単位 mm
図35−ドレープテスタの例
b) 計算 次の式によってドレープ係数を求めて,表裏の平均値を算出し,小数点以下3けたに丸める。
1
2
1
d
f
S
S
S
A
D
−
−
=
ここに,
Df: ドレープ係数
Ad: 試験片の垂直投影面積(ドレープ形状面積)(mm2)
S1: 試料台の面積(mm2)
S2: 試料の面積(mm2)
8.22 曲げ反発性
曲げ反発性は,A法 剛軟度(ガーレ法),B法(ベンディング法)又はC法(ループ圧縮法)による。
8.22.1 A法 剛軟度(ガーレ法)
A法 剛軟度(ガーレ法)は,主として硬めの織物に適用し,次による。
a) 試験片の採取 箇条6によって調整した試料から,長さL mm,幅d mmの試験片をたて方向及びよこ
方向にそれぞれ5枚採取する。通常,試験片の標準寸法は,長さ89 mm及び幅25 mmとする。ただ
し,適切な値を得るために,長さ25 mm,38 mm,114 mm,幅13 mm,51 mmなどの寸法を組み合わ
47
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
せる。
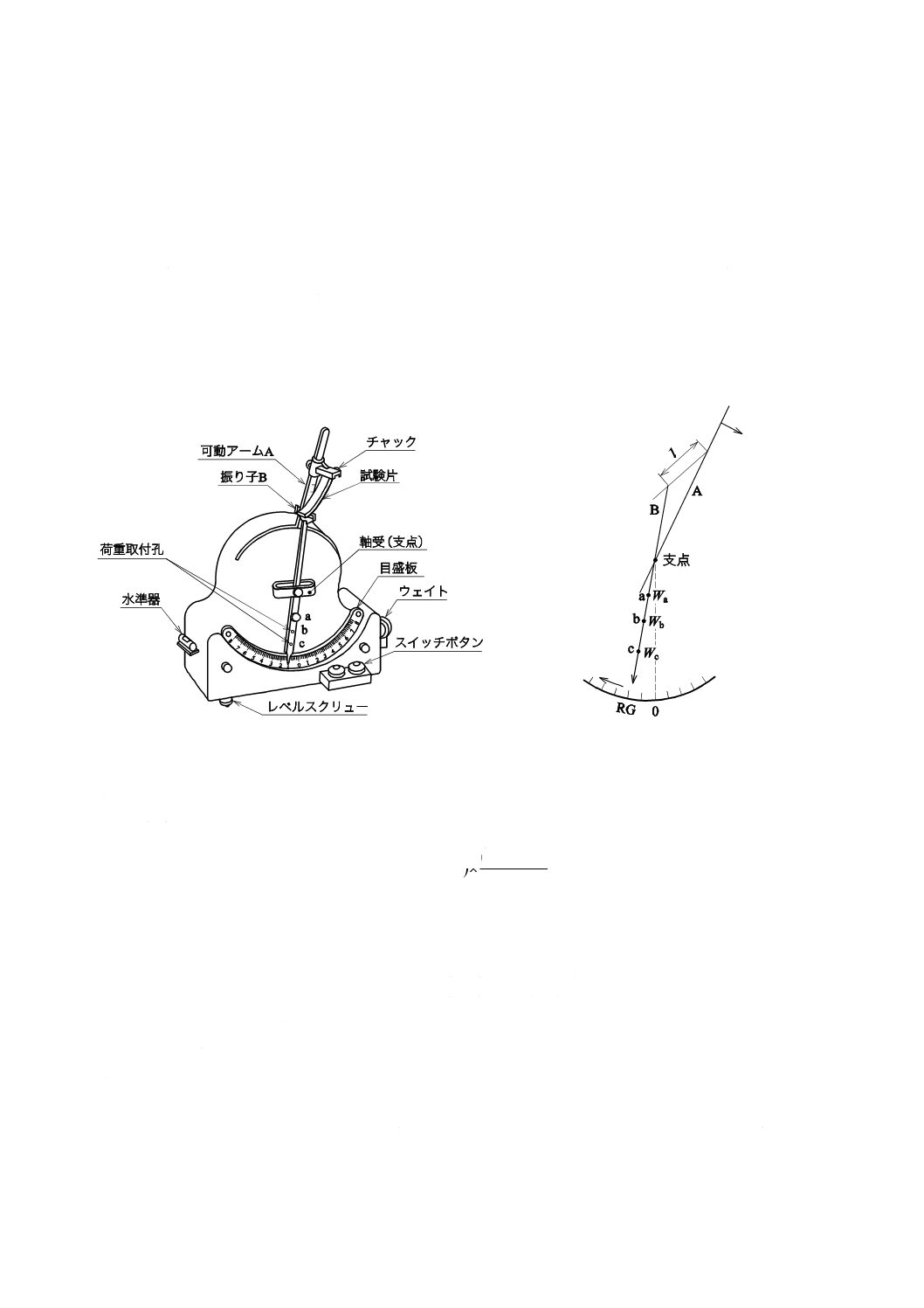
b) 操作
1) 準備 図36及び図37に示すようなガーレ式試験機を用い,試験片をチャックに取り付け,可動ア
ームA上の目盛1,1.5及び2(L/25.4)のいずれかに合わせてチャックを固定し,試験片が振り子
Bの頂点から離れた位置に移動しておく。次に,振り子Bの支点から下部の荷重取付孔a,b及びc
に適切な値が得られるよう,おもりWa(g),Wb(g)及びWc(g)を単独又は組み合わせて取り付
け,振動のない垂直の状態にする。おもりには,5,25,50,200 gなどがある。
2) 操作 可動アームを2回/minの速度で右又は左に定速で移動させる。試験片の下部が振り子Bに
接触し,振り子Bから離れるときの目盛RGを読む。剛軟度は,それぞれ5枚の試験片の表裏を測
る。
図36−ガーレ式試験機の例
図37−ガーレ式試験機の主要部
c) 計算 たて方向及びよこ方向それぞれ5回の平均値を算出し,次の式によって曲げ反発性を求める。
小数点以下1けたに丸める。
(
)(
)
5
2
c
b
a
r
10
375
.3
7.
12
−
×
×
−
×
+
+
×
=
d
L
cW
bW
aW
RG
B
ここに,
Br: 剛軟度(mN)
RG: 試験片が振り子Bから離れるときの目盛
a, b, c: 荷重取付孔と支点間の距離(mm)
Wa, Wb, Wc: 荷重取付孔に取り付けたおもりの質量(g)
L: 試験片の長さ(mm)
d: 試験片の幅(mm)
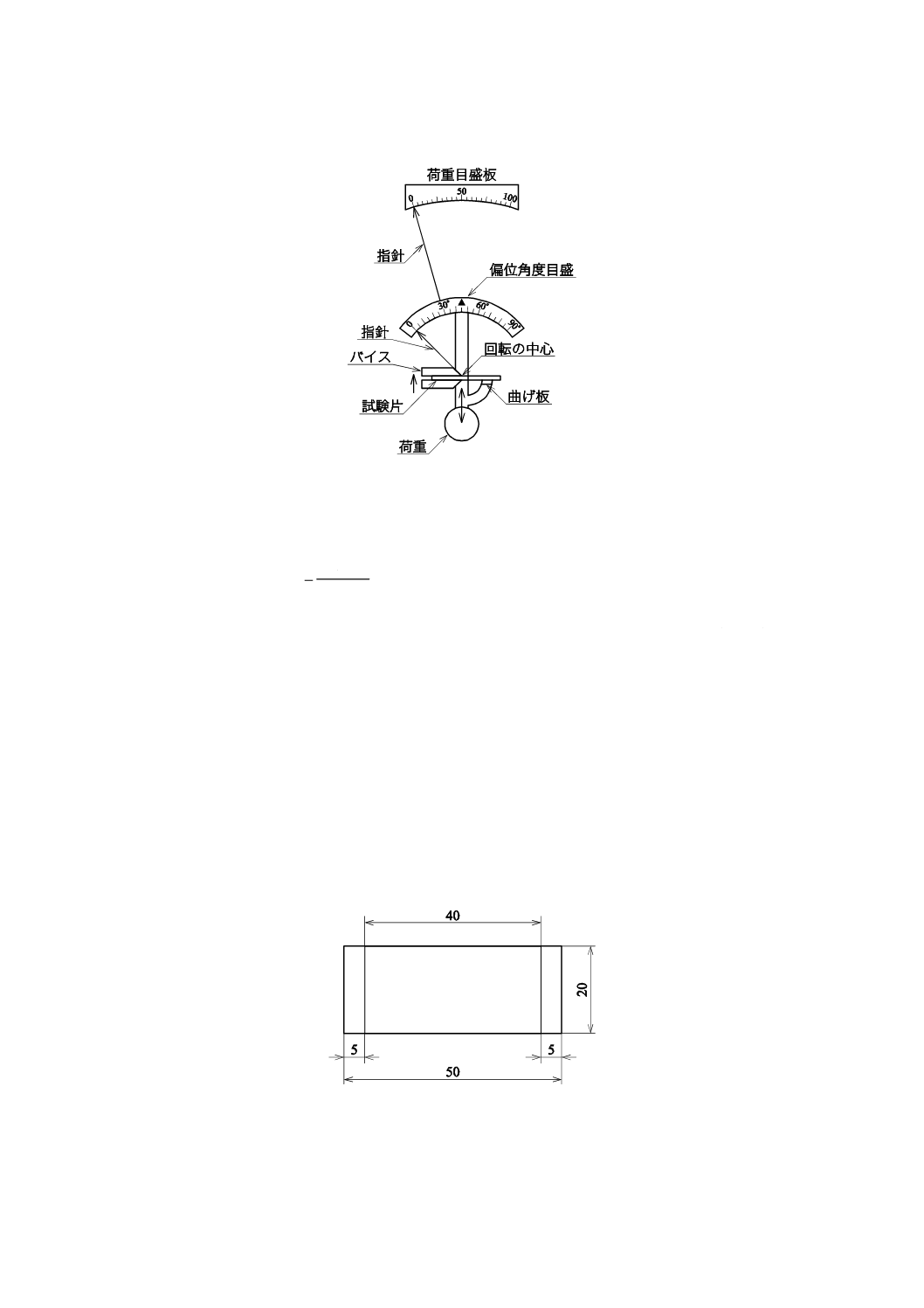
8.22.2 B法(ベンディング法)
B法(ベンディング法)は,主として硬めの織物の評価に適用し,次による。
a) 手順 箇条6によって調整した試料から,25 mm×50 mmの試験片をたて方向及びよこ方向にそれぞ
れ10枚採取し,図38のようなオルゼン形試験機を用い,試験片が所定の偏位角度に屈曲したときの
目盛を読み取り,次の式によって,曲げモーメント(N・cm)を求める。通常,所定の偏位角度は,30°
又は60°とし,用いた角度を試験報告書に付記する。
48
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図38−オルゼン形試験機の主要部の例
b) 計算 たて方向及びよこ方向それぞれ10枚の平均値を算出し,小数点以下1けたに丸める。
100
0
f
M
M
B
×
=
ここに,
Bf: 曲げモーメント(N・cm)
M0: 荷重目盛100 %における振り子のモーメント(N・cm)
M: 荷重目盛板の読み
注記 曲げ剛性(Pa)を求める場合は,JIS K 7106を参考にする。一般にはオルゼン曲げ試験と呼
ばれている。
8.22.3 C法(ループ圧縮法)
C法(ループ圧縮法)は,次による。
a) 試験片の作成 C法は,箇条6によって調整した試料から,50 mm×20 mmの試験片をたて方向及び
よこ方向にそれぞれ5枚採取し,図39に示すように両側5 mmのところに印を付け,印の間隔を40 mm
とする。
単位 mm
図39−試験片の寸法
49
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
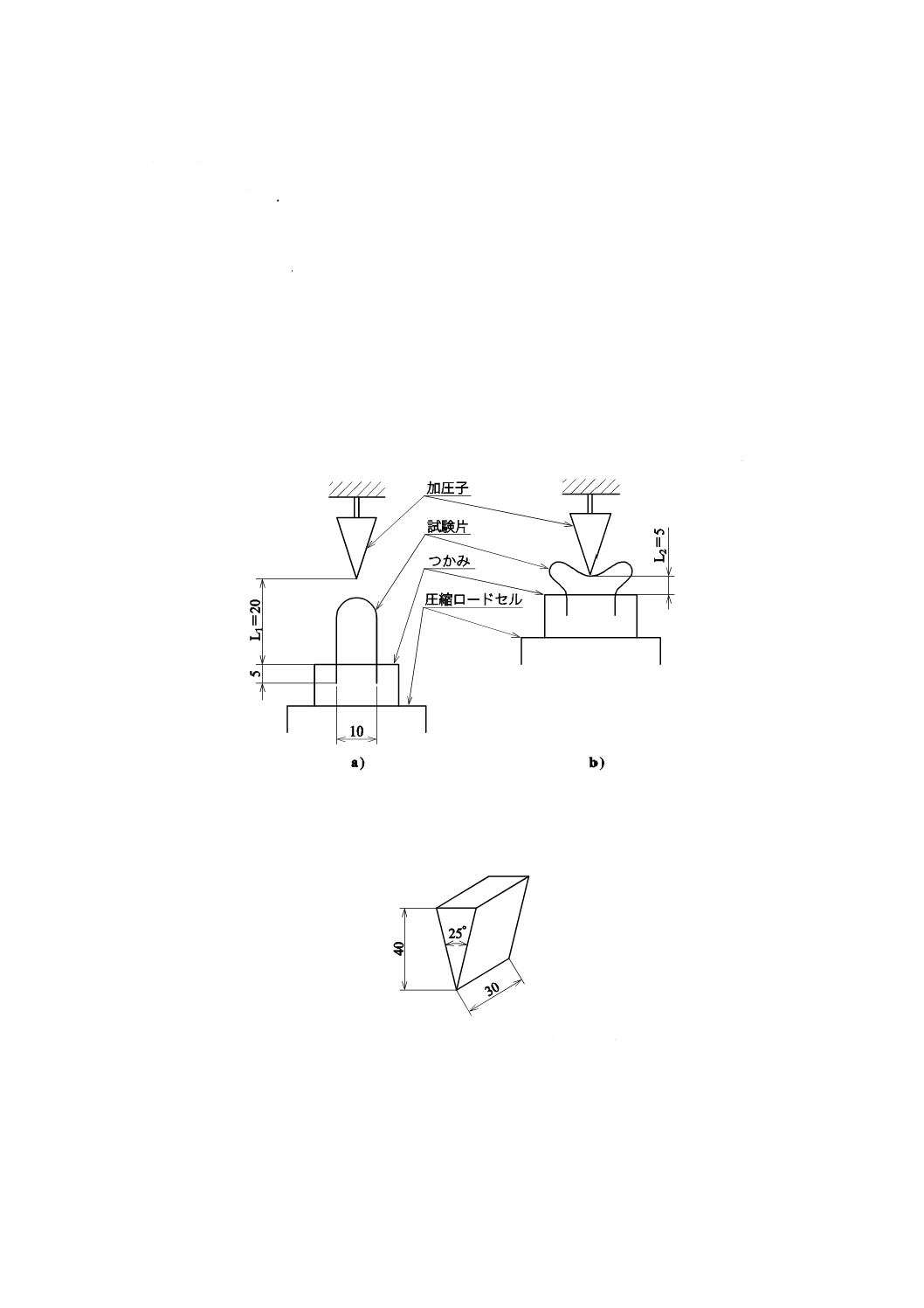
b) 操作 自記記録装置付引張試験機に,図40に示すようなループ圧縮用装置を取り付け,試験機を次の
条件に設定する。
− ヘッドスピード :50 mm/min
− チャートスピード :500 mm/min
− L1
:20 mm
− L2
:5 mm
試験片の両端5 mmをつかみに挟んで,加圧子(図41)の中心線と試験片の中心線とが一致するよ
うに圧縮ロードセル台上に載せる。次に,図40 a) のようにL1(20 mm)の位置から試験片を上昇さ
せ,加圧子及びつかみの距離が図40 b) のようにL2(5 mm)になるまで圧縮した後,元の位置まで戻
して図42のような1サイクルのヒステリシス曲線を描き,次の式によってループ硬さ(mN)及びル
ープ反発率(%)を求める。
単位 mm
図40−ループ圧縮用装置の例
単位 mm
注記 先端部は,サンドペーパで刃を落とす程度の仕上げをしたも
の。
図41−加圧子の例
50
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図42−ヒステリシス曲線
c) 計算 たて方向及びよこ方向それぞれ5回の平均値を算出し,小数点以下1けたに丸める。
B
B
L
′
=
h
100
r
×
′
′
=
C
C
C
D
L
(
)
B
C
C
A
′
′
=
′
ここに,
Lh: ループ硬さ(mN)
Lr: ループ反発率(%)
B
B′: 図42のBB' の平均荷重(mN)
C
D′: 図42のDC' の平均荷重(mN)
C
C′: 図42のCC' の平均荷重(mN)
8.23 滑脱抵抗力
滑脱抵抗力は,織物に適用し,縫目滑脱法,糸引抜き法又はピン引掛け法による。
8.23.1 縫目滑脱法
縫目滑脱法は,A法,B法,C法又はD法とし,次による。
a) A法
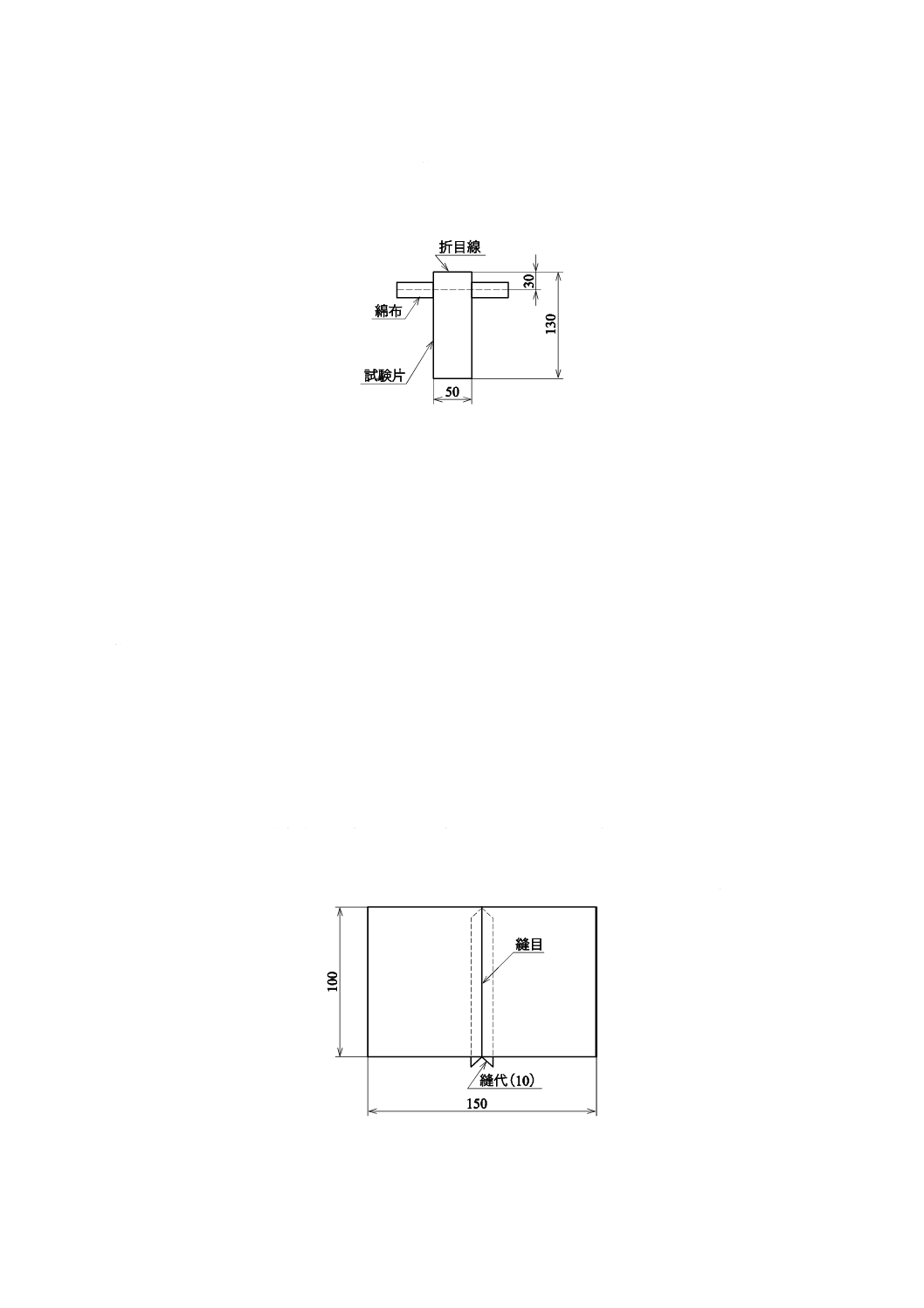
1) 試験片の作成 A法は,箇条6によって調整した試料から,約55 mm×約260 mmの試験片をたて
方向及びよこ方向にそれぞれ3枚採取し,長辺に沿って両側からほぼ同数の糸を抜いて50 mm幅に
する。この試験片を中表にして長さの半分に折り,折目の端から30 mmのところを次の条件で縫い
合わせた後折目を切断する。
なお,試験時に生じる縫い始め又は縫い終わりの縫糸の引込みを防止するために,幅約20 mm×
長さ約150 mmのJIS L 0803に規定する添付白布・綿3-1号を図43のように二つ折りの試験片の間
に挟んで縫い合わせる。
1.1) 縫目形式 縫目形式は,本縫いとする。
1.2) 縫目数 縫目数は,5針/cmとする。
1.3) 縫糸の種類及び繊度 縫糸の種類及び繊度は,JIS L 2511に規定するポリエステルフィラメント手
51
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
縫糸の78 dtex×3[♯50(3コード)]とする。
1.4) ミシン針の種類 ミシン針の種類は,普通針11とする。
単位 mm
図43−試験片の作製
2) 操作 引張試験機を用いて,試験片を開いた状態でつかみ間隔100 mmとしてつかみ,50 mm/min
の引張速度で147.1 Nの荷重を与えた後,試験片をつかみから取り外し,1時間保持後,縫目付近の
たるみが消える程度の荷重(約4.90 N/25.4 mm〜9.81 N/25.4 mm)を縫目に直角方向に加え,縫目の
滑りの最大孔の大きさを0.1 mmの単位まで測定する。ただし,試験片が147.1 N未満の荷重で切断
した場合は,切断荷重の2/3の荷重(N)とし,用いた荷重を試験報告書に付記する。また,滑脱状
態に異常があった場合は,試験報告書に付記する。
3) 計算 たて方向及びよこ方向それぞれ3回の平均値を算出し,小数点以下1けたに丸める。ただし,
たて方向の滑脱とは,たて糸上のよこ糸の滑脱をいい,よこ方向の滑脱とは,よこ糸上のたて糸の
滑脱をいう。
b) B法
1) 試験片の作成 B法は,箇条6によって調整した試料から,約100 mm×170 mmの試験片をたて方
向及びよこ方向にそれぞれ5枚採取する。この試験片を中表にして長さの半分に折り,折目を切断
し,図44のように切断端から10 mmのところをA法と同じ条件で縫い合わせる。ただし,用途又
は目的に応じて,縫製条件を適切なものに変えてもよい。この場合,試験報告書に付記する。
単位 mm
図44−試験片の作製
52
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 操作 引張試験機を用いて,グラブ法によってつかみ間隔76.2 mm,引張速度300 mm/minで,試料
が薄地(ブラウス地など)の場合は49.0 N,厚地(スラックスなど)の場合は117.7 Nの荷重を与
えた後,試験片をつかみから取り外し,1時間保持後縫目付近のたるみが消える程度の荷重(約4.90
N/25.4 mm〜9.81 N/25.4 mm)を縫目に直角方向に加え,縫目の滑りの最大孔の大きさを0.1 mmの
単位まで測定する。
なお,用途又は目的に応じて引張速度(100 mm/min)及び/又は荷重を変えてもよい。変更した
場合,試験報告書に付記する。また,滑脱状態に異常があった場合は,試験報告書に付記する。付
記する用語の例を表14に示す。
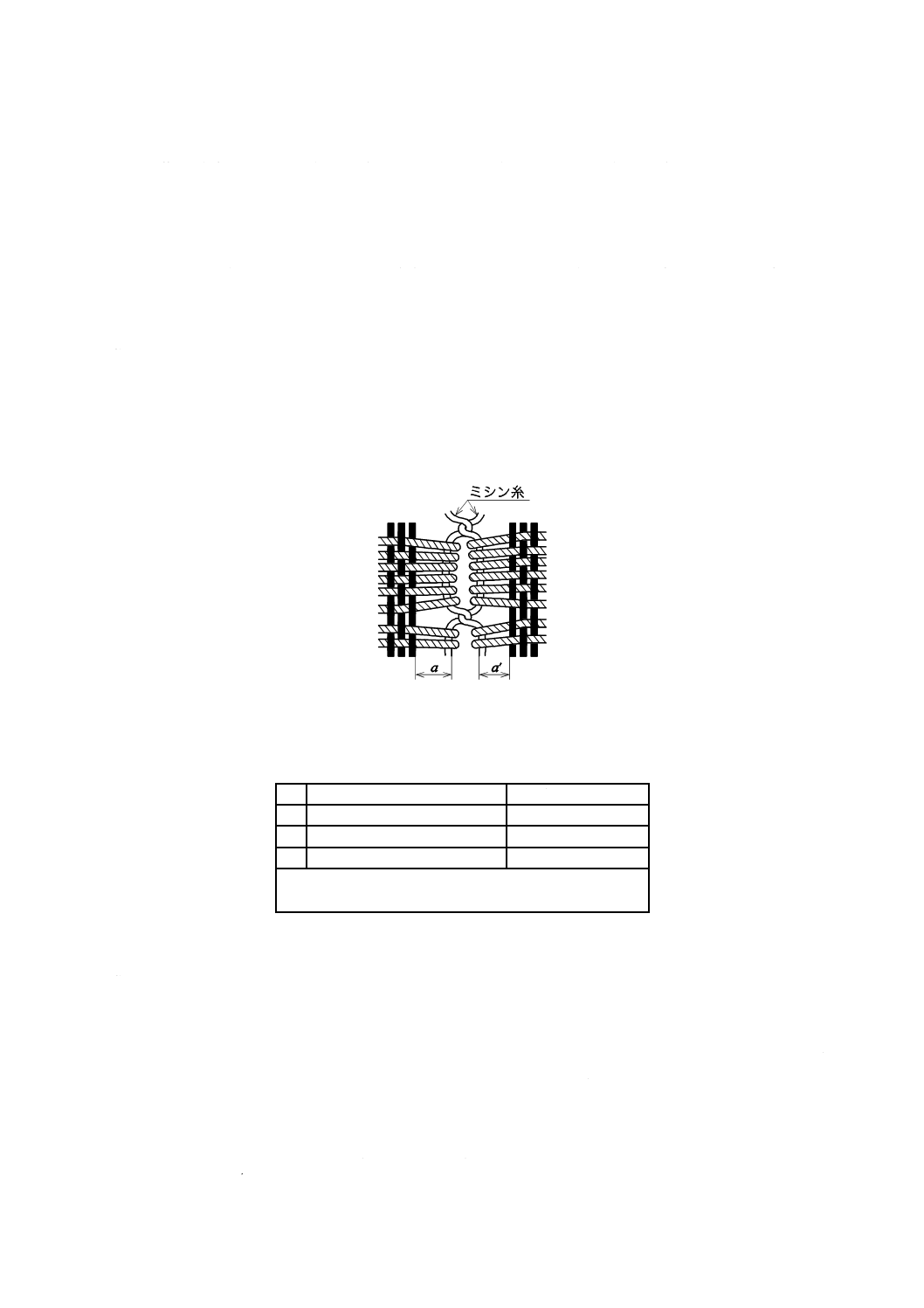
3) 計算 縫目の滑りの大きさは,図45のようにa+a' の値とする。たて方向,よこ方向それぞれ5回
の平均値を算出し,小数点以下1けたに丸める。
ただし,たて方向の滑脱とは,たて糸上のよこ糸の滑脱をいい,よこ方向の滑脱とは,よこ糸上
のたて糸の滑脱をいう。
図45−縫目の最大孔の測定箇所
表14−試験報告書に付記する用語例(参考)
異常状態の例
付記用語例
1
設定荷重以下での完全滑脱
○○Nで完全滑脱
2
設定荷重以下での生地破断
○○Nで生地破断
3
設定荷重以下での縫糸切断
○○Nで縫糸切断
注記 ○○Nは,基本的には最低荷重を報告する(○○に
は測定数値を記入する)。
c) C法 C法は,主として薄地のフィラメント織物に適用し,次による。
1) 試験片の作成 箇条6によって調整した試料から,約100 mm×350 mmの試験片をたて方向及びよ
こ方向にそれぞれ5枚採取する。これを長さの方向に,折目から一端までの長さが約100 mmとな
るように,布目に平行に折る。次に,折目から13 mmのところを普通針11の針でJIS L 2101の綿
ミシン糸♯60(3コード)60番の白シルケット糸を用い,25.4 mm当たり14針で布目に平行に本縫
いする。このとき,上糸と下糸との張力が均一になるように調節する。その後,折目を切断する。
よこ方向に直角な縫目のある試験片の5枚及びたて方向に直角な縫目のある試験片の各5枚を準備
する。
2) 操作 8.14.1 b) のB法(グラブ法)によって自記記録装置付引張試験機を用い,幅101 mmのつか
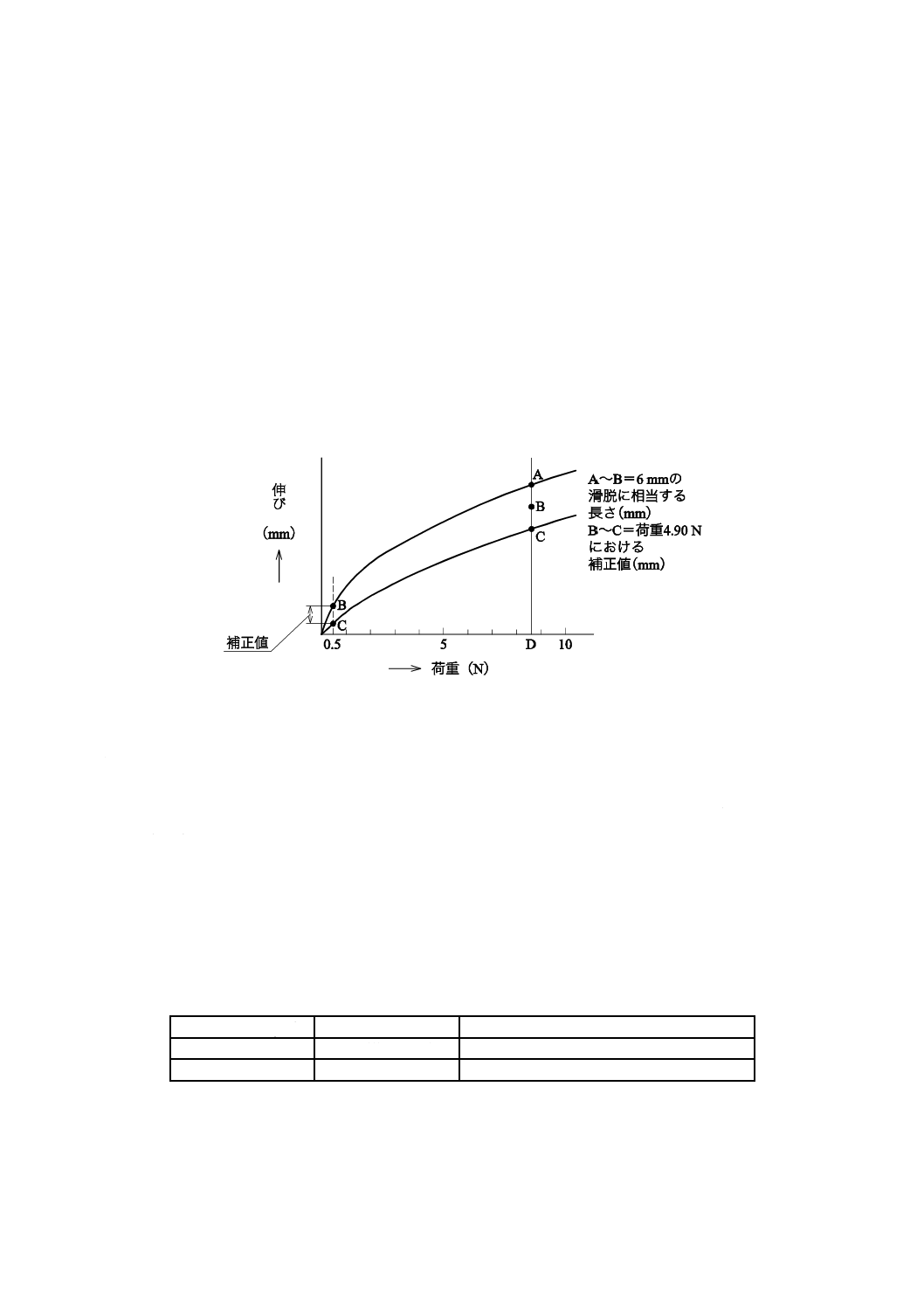
53
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
みをもった1.67 Nの初荷重の下で,つかみ間隔76 mmとして,試験片の縫目に近い端が上部つか
みに位置するようにし,更に,縫目がつかみ間の中央部に位置するようにつかみ,荷重−伸び曲線
を描く。次に,同一試験片で,縫目に遠い端(反対側の端)が上部つかみに位置するようにつかみ,
同一条件で縫目のない部分の荷重−伸び曲線を描く。
3) 測定及び計算 この二つの荷重−伸び曲線を,図46に示すように同一座標で同一原点を通るように
重ね,荷重4.90 Nのときの両曲線の間隔を求め,これを補正値とする。この補正値に6 mmの滑り
に相当する距離を加えた伸長の差を,2曲線の同一垂直座標上に求める。この垂直座標の足Dから
求めた荷重(N)から補正値を求めるための荷重4.90 Nを引いた値が,幅25.4 mm当たりについて
6 mmの滑脱に要する抵抗力である。たて方向,よこ方向それぞれ5回の平均値を算出し,小数点
以下1けたに丸める。任意の滑脱時における抵抗力は,上記に準じて求める。ただし,たて方向の
滑脱とは,たて糸上のよこ糸の滑脱をいい,よこ方向の滑脱とは,よこ糸上のたて糸の滑脱をいう。
図46−荷重−伸び曲線
d) D法 D法は,主として毛織物に適用し,次による。
1) 試験片の作成 箇条6によって調整した試料から,約175 mm×105 mmの試験片をたて方向,よこ
方向にそれぞれ3枚採取し,長辺に沿って両側からほぼ同数の糸を抜いて100 mm幅にする。この
試験片を中表にして長さの半分に折り,折目の端から13 mmのところを次の条件で縫い合わせた後,
折目を切断する(図47参照)。
1.1) ミシン ミシンは,電動式一本針本縫ミシンで,1分間に700針〜1 000針縫えるものとする。
1.2) 縫目数 縫目数は,14針/25.4 mmとする。
1.3) ミシン針及び縫糸の種類 ミシン針及び縫糸の種類は,表15によるものとする。
表15−ミシン針及び縫糸の種類
織物の質量 g/m2
ミシン針直径 mm
縫糸
140以下
0.75(普通針11)
JIS L 2101の綿ミシン糸♯60(3コード)
140以上
0.90(普通針14)
JIS L 2101の綿ミシン糸♯40(3コード)
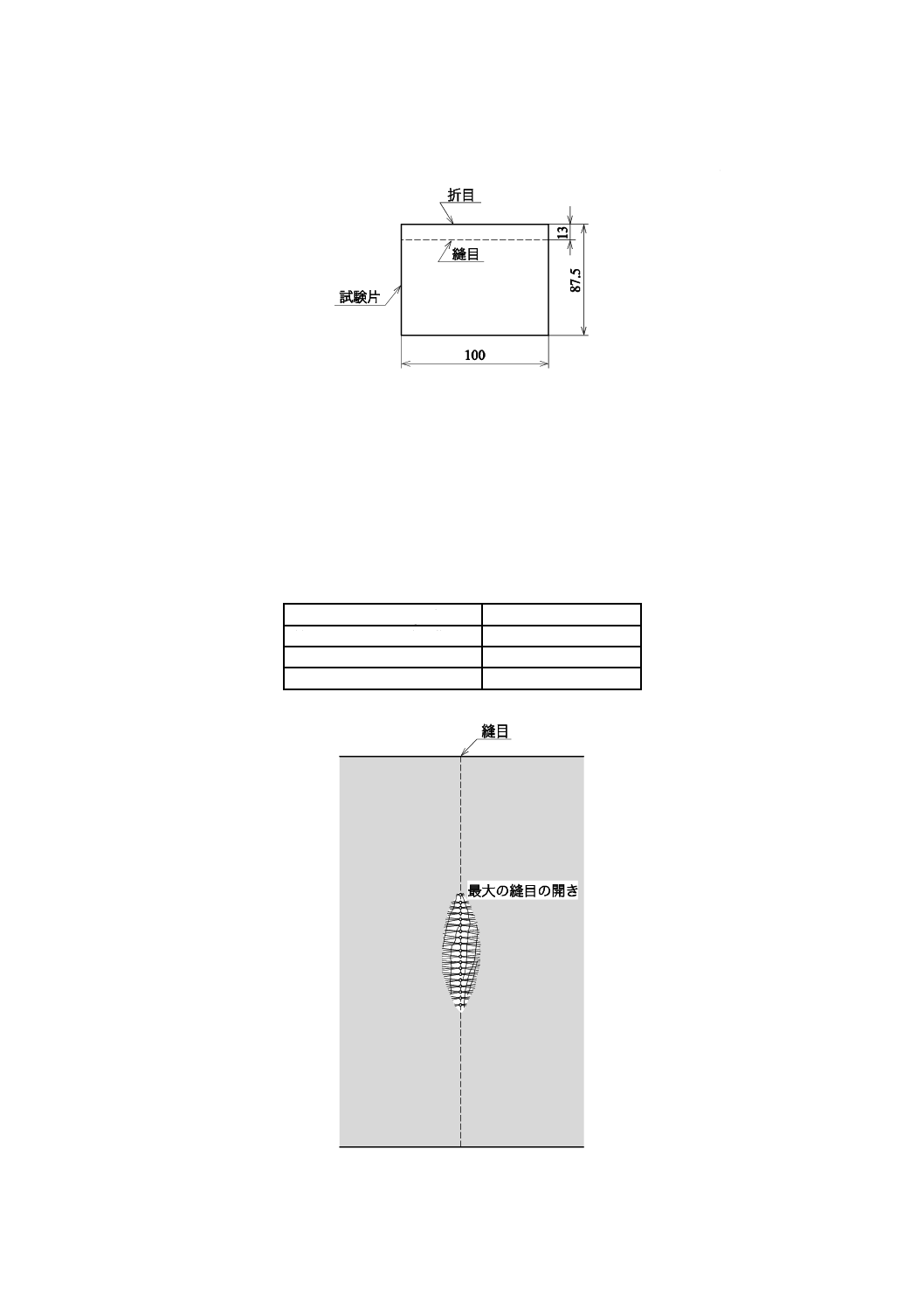
54
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図47−試験片
2) 操作 つかみの一方がたて25 mm×よこ25 mmで,他方がたて25 mm×よこ40 mm以上の引張試験
機を用いて,つかみ間隔75 mm,1分間当たり50 mmの引張速度で表16の荷重が負荷されるまで引
っ張り,そのとき,縫目が最も開いた箇所の両端の距離を縫目と直角にたて方向及びよこ方向それぞ
れ測定する(図48参照)。
表16−負荷荷重
織物の種類 g/m2
負荷する荷重 N
質量140以下の衣料用織物
78.45
質量140を超える衣料用織物
117.68
家具,カーペット用など
176.52
図48−最大の縫目の開き
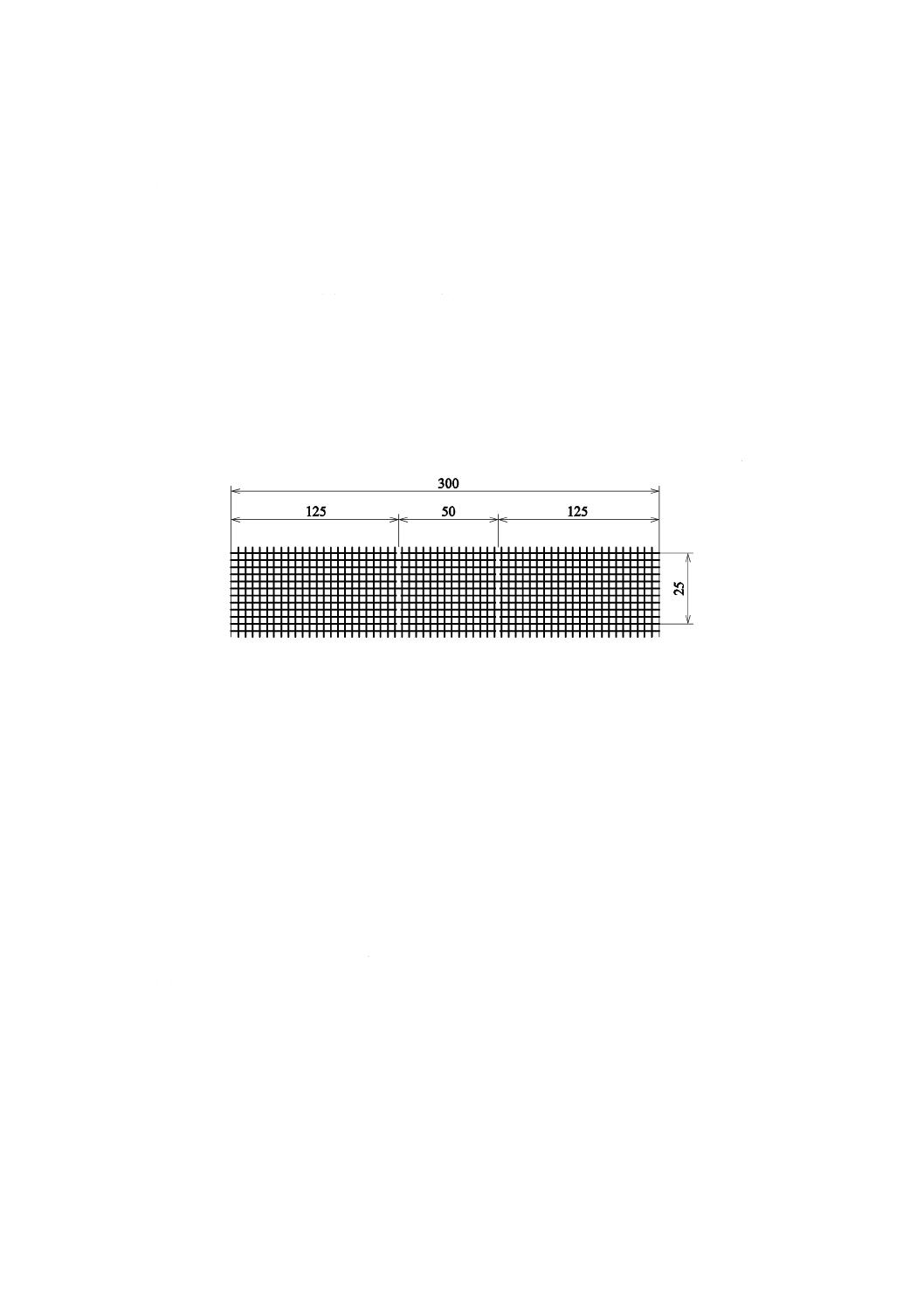
55
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 計算 3回の平均値を算出し,小数点以下1けたに丸める。ただし,たて方向の滑脱とは,たて糸
上のよこ糸の滑脱をいい,よこ方向の滑脱とは,よこ糸上のたて糸の滑脱をいう。
8.23.2 糸引抜き法
糸引抜き法は,次のA法又はB法とし,次による。
a) A法 A法は,JIS L 1062の7.2[B法(糸引抜き法)]による。
b) B法
1) 試験片の作成 B法は,箇条6によって調整した試料から,30 mm×300 mmの試験片をたて方向,
よこ方向にそれぞれ3枚採取し,両端から同数の糸を取り除き25 mm×300 mmの試験片とし,こ
れを図49に示すように,端から約125 mmの位置のところに縫針を長辺に向かって直角に入れ,奇
数番の糸を切り,その点から他端に向かって50 mmの距離において同様に縫針を入れ,偶数番の糸
を切り離す。
単位 mm
図49−試験片
2) 操作及び計算 引張試験機を用いて8.14.1のA法(ストリップ法)又はB法(グラブ法)と同じ方
法で引っ張り,糸を互いに滑脱させてその最大抵抗力(N)を測り,たて方向,よこ方向それぞれ3
回の平均値を算出し,小数点以下1けたに丸める。
8.23.3 ピン引掛け法
ピン引掛け法は,次による。
a) 手順 ピン引掛け法は,箇条6によって調整した試料から,50 mm×約150 mmの試験片をたて方向,
よこ方向にそれぞれ3枚採取し,これを図50のように長辺に沿って一方の端から5 mm(a部)の位
置から幅5 mm(b部)間の短辺方向の糸を取り除き,この部分に図51のようなピンを差し込み,織
物引張試験機に取り付け,8.14.1のA法(ストリップ法)又はB法(グラブ法)の方法に準じて,引
張速度は1分間当たり150 mm又は200 mmとしてc部を引っ張り,a部における糸の引抜き最大抵抗
力(N)を測る。
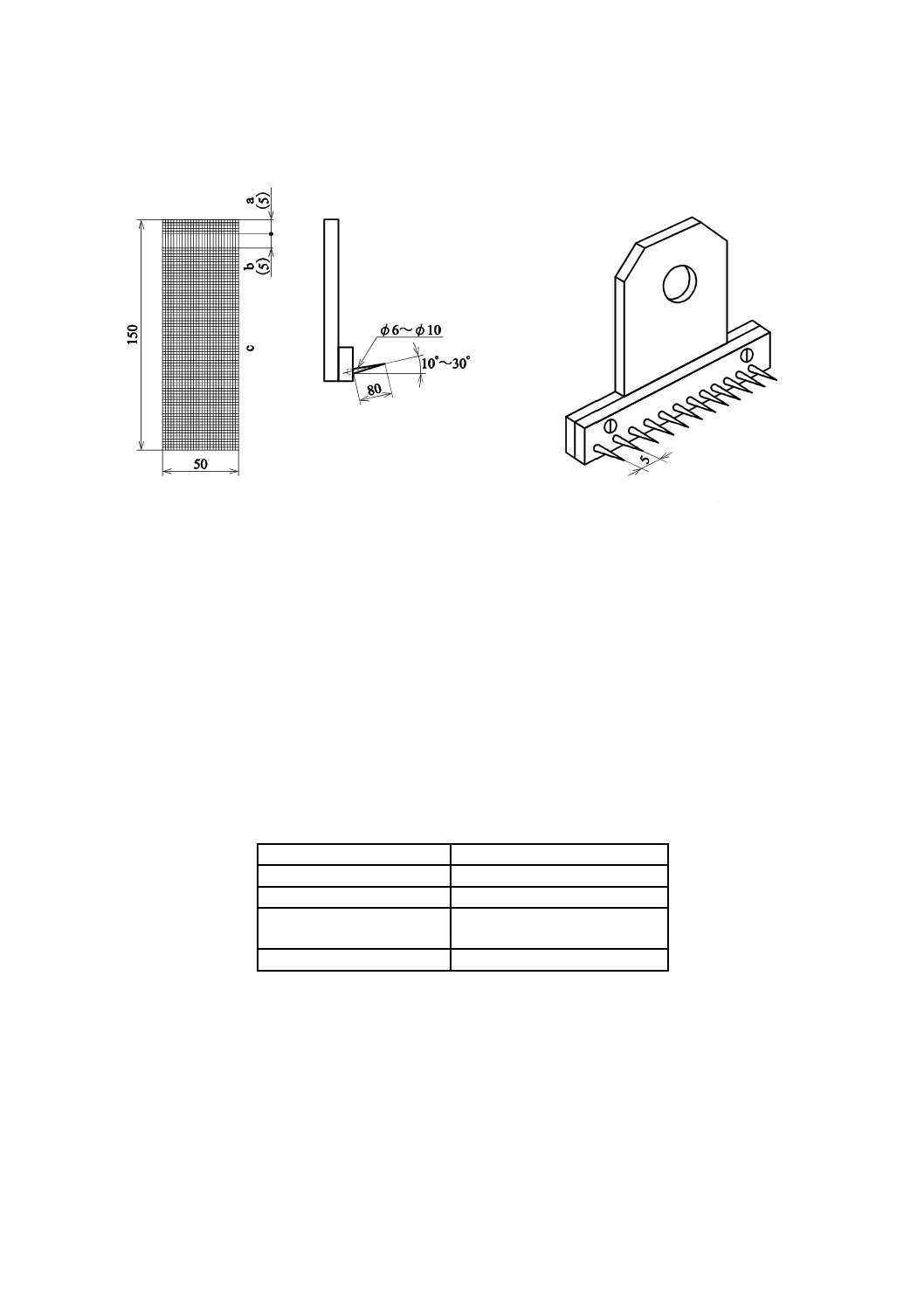
56
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
単位 mm
図50−試験片
図51−金属製ピン
b) 計算 たて方向,よこ方向それぞれ3回の平均値を算出し,小数点以下1けたに丸める。
8.24 洗濯後のしわ
洗濯後のしわは,A法(かくはん形洗濯機を用いる方法),B法(シリンダ形洗濯機を用いる方法)又は
C法(ISO法)による。
8.24.1 A法(かくはん形洗濯機を用いる方法)
A法(かくはん形洗濯機を用いる方法)は,A-1法又はA-2法とし,次による。
a) 装置及び補助品
1) 洗濯機 洗濯機槽内に脱水装置を併置し,表17及び図52の性能を備えたかくはん形洗濯機又はこ
れと同等の性能をもつ洗濯機を用いる。
表17−洗濯機の仕様
水容量
40 L〜70 L
回転羽根の回転速度
65回/分〜90回/分
回転羽根の回転角度
180°〜240°
脱水槽の回転速度
(最終遠心脱水速度)
500回/分〜720回/分
内径
400 mm〜550 mm
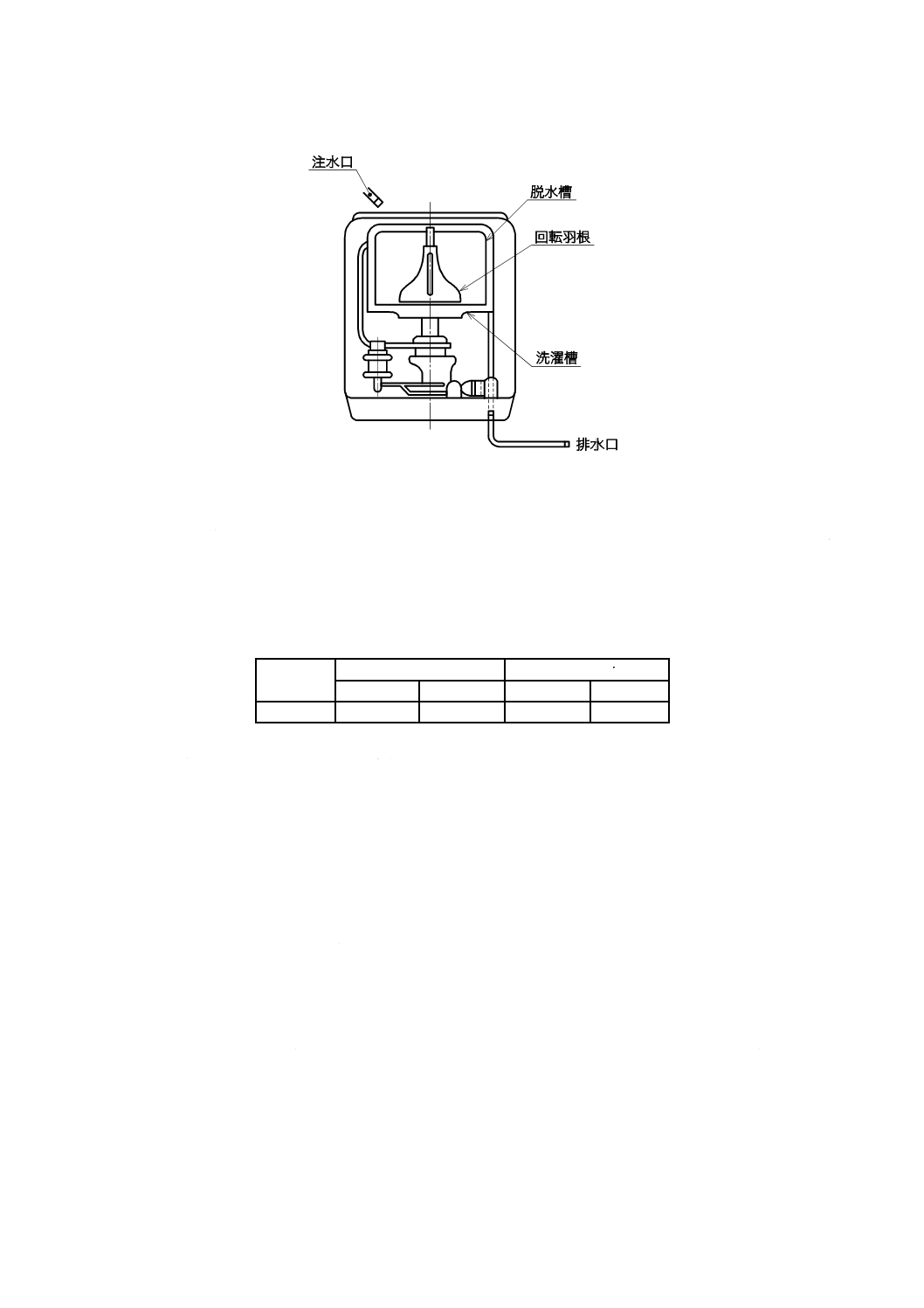
57
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図52−かくはん形洗濯機の例
2) 負荷布 約900 mm×900 mmの大きさののり抜き,精練,過酸化水素漂白,無のり仕上げしたJIS L
0803に規定する添付白布・綿3-1号の周辺を縁取りしたもの。負荷布の仕様は,表18のとおりで
ある。
表18−負荷布の仕様
用糸
糸の繊度dtex
密度 本/5 cm
たて糸
よこ糸
たて糸
よこ糸
綿糸
200
160
141
135
3) タンブル乾燥機 直径約66 cm,奥行き約46 cmの回転式ドラムの内部に,120°の間隔に3枚のさ
んの付いた乾燥機で約50回/分で回転し,乾燥温度が40 ℃〜70 ℃に調節できるもの又はこれと
同等の性能をもつ乾燥機を用いる。
b) 試料の作成 A法は,箇条6によって調整した試料から,400 mm×400 mmの試験片をたて方向又は
ウェール方向,及びよこ方向又はコース方向に平行にそれぞれ3枚採取し,必要に応じ,ほつれを避
けるために縁取りし,たて方向又はウェール方向に印を付ける。
c) A-1法(1回法)
1) 操作 洗濯機の水槽の水準線まで約40 ℃の水を入れ,これに1 g/Lの割合でJIS K 3371に規定す
る合成洗剤を加え,よくかき混ぜて洗剤を溶解する。浴比が1:40になるように3枚の試験片に負
荷布若干数を加えて洗濯液に投入し,自動洗濯操作を行う。すすぎに用いる水の温度も,通常,約
40 ℃とする。ただし,必要によっては洗濯時の温度を50 ℃又は60 ℃の温度にしてもよい。また,
必要によってはすすぎの水に常温水を用いてもよい。これらの場合には,それぞれの温度を試験報
告書に付記する。
1.1) 自動洗濯操作 自動洗濯操作は洗濯機種によって多少異なるが,おおよそ次のような時間配分の
ものを使用する。
洗濯12分→排水2分→遠心脱水及びスプレー2分→給水3分〜5分→すすぎ2分→排水2分→
58
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
遠心脱水及びスプレー2分→遠心脱水4分。
2) 乾燥 洗濯の後,次のいずれかの方法で乾燥する。
2.1) ドリップ乾燥 この乾燥方法は,主としてウォッシュ・アンド・ウェア性の生地に用い,試験片
を脱水することなく,たて方向及びウェール方向が垂直になるように,数箇所をつかみ,室温で
風通しのないところでつるして乾燥する。
2.2) ライン乾燥 脱水後,たて方向及びウェール方向が垂直になるように,数箇所をつかみ,室温で
風通しのないところでつるして乾燥する。
2.3) タンブル乾燥 脱水後,試験片及び負荷布を直ちに取り出し,もつれをほぐし,a) 3) のタンブル
乾燥機に入れ40 ℃〜70 ℃の温度で約30分間乾燥した後加熱を止め,更に約5分間回転して冷却
する。乾燥機が止まれば,直ちに試験片を取り出す。
d) A-2法(繰返し法)
1) 操作 A-1法の洗濯及び乾燥の工程を5回繰り返した後,最後の乾燥を終えた試験片を標準状態の
試験室で2時間以上,たて方向を垂直に数箇所挟んでつるし,放置する。
e) 判定 暗室内に設置した図53に示す観察装置の観察板に1枚の試験片をたて方向が垂直になるように
して取り付け,判定用標準をその両側に置く。判定は,3人の熟練した観察者が別々に各試験片につ
いて行うものとするが,まず,1人の観察者が観察板から122 cm離れて試験片の前に立ち,試験片の
外観を判定用標準と比べて表19の基準によって等級を判定する。引き続き,ほかの2枚の試験片につ
いても,同様にして等級を判定する。ほかの2人の観察者も,3枚の試験片について独自に等級を判
定する。
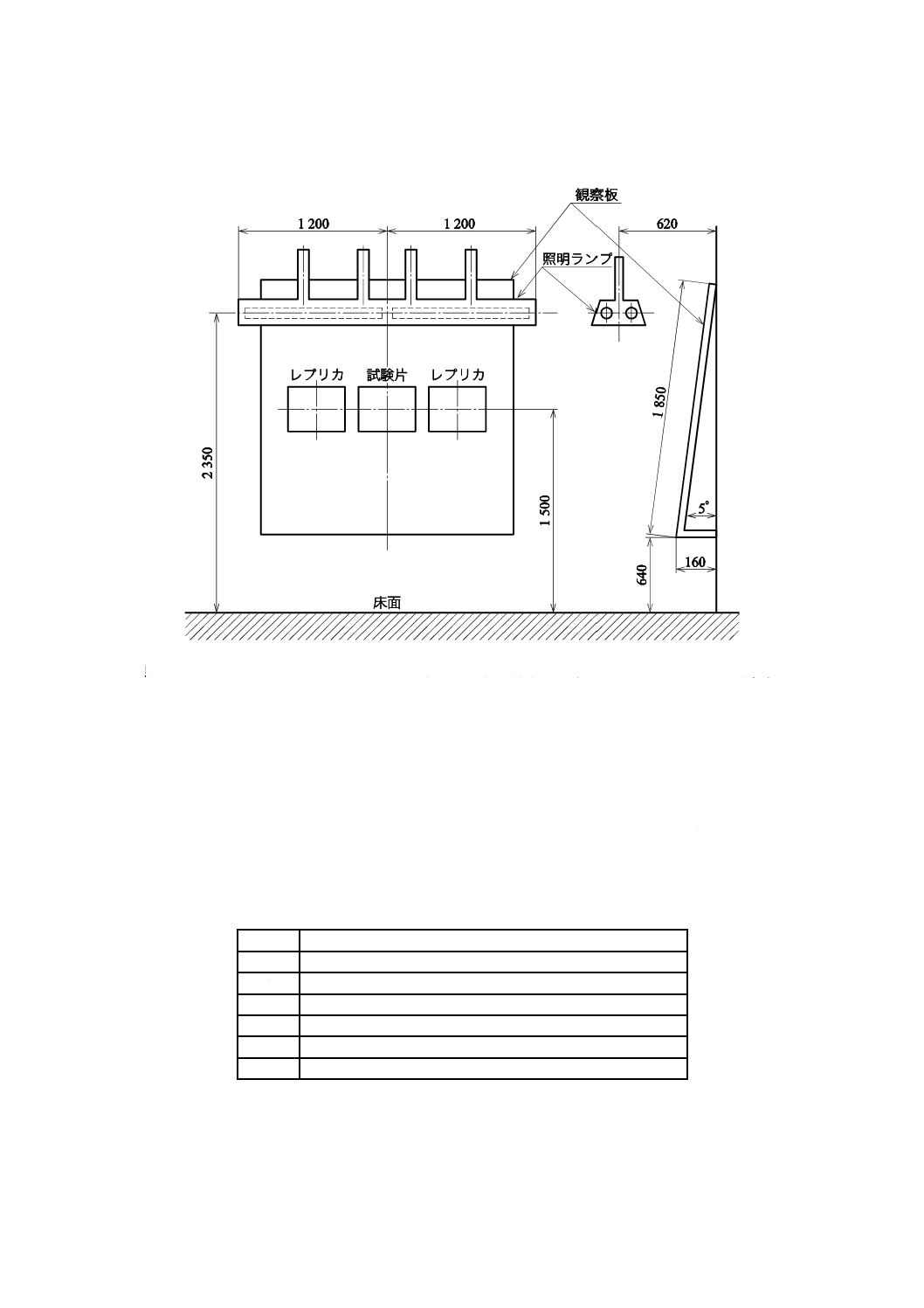
59
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
照明ランプはJIS C 7601のFL40Wのもの4本又は同等の照度をもつ長さ約2 400 mmのもの2本,反射
板の内部は白エナメルで塗装したものとし,照明ランプの照度は,常に一定であることが望ましい。
また,JIS C 7601のFL40Wのもの2本の照明ランプによってもよい。ただし,この場合は,判定用標準
(等級)のうち1,3及び4は必ず観察板に向かって左側に置き,2,3.5及び5は必ず右側に置く。
なお,観察板の表面の色はJIS L 0805に規定する汚染用グレースケール2号のb2と同等のものとする。
図53−観察装置の一例
注記 判定用標準にはAATCC Test Method 124(Appearance of Fabrics after Repeated Home
Laundering)に規定の6段階の立体的レプリカなどがある(表19参照)。
表19−しわの判定基準
等級
しわの判定基準
5
判定用標準5のレプリカの外観と同等のもの
4
判定用標準4のレプリカの外観と同等のもの
3.5
判定用標準3.5のレプリカの外観と同等のもの
3
判定用標準3のレプリカの外観と同等のもの
2
判定用標準2のレプリカの外観と同等のもの
1
判定用標準1のレプリカの外観と同等かそれ以上悪いもの
f)
計算 洗濯後のしわの評価は,3枚の試験片について3人の観察者の判定値,すなわち9個の判定値
の平均値を算出し,小数点以下1けたに丸める。また,試験方法の種類及び乾燥方法を試験報告書に
付記する。
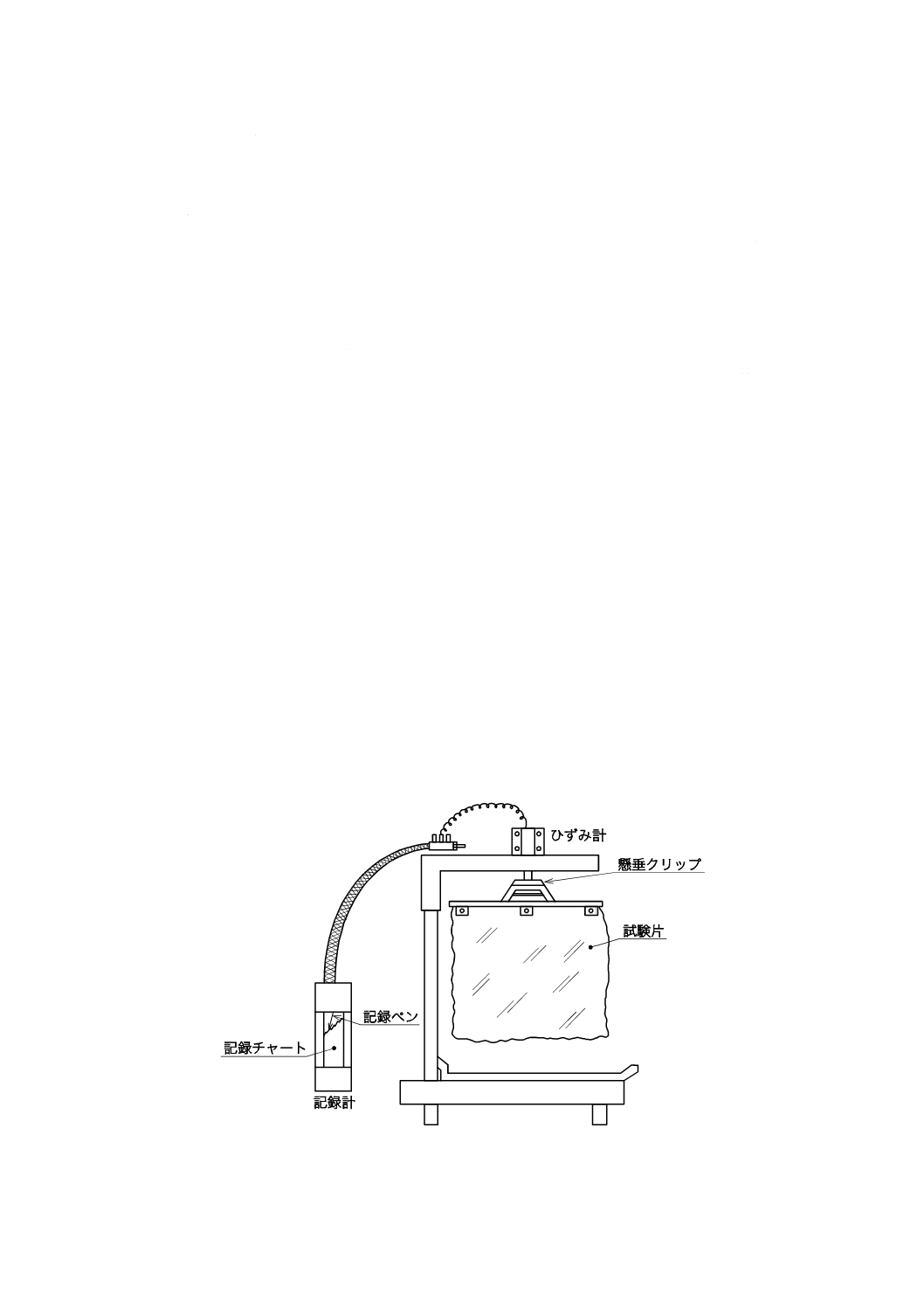
60
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.24.2 B法(シリンダ形洗濯機を用いる方法)
B法(シリンダ形洗濯機を用いる方法)は,B-1法又はB-2法とし,次による。
a) 試験片の作成 B法は,8.24.1のA法(かくはん形洗濯機を用いる方法)と同様の試験片を用いる。
b) シリンダ形洗濯機 シリンダ形洗濯機(ワッシャ)は,内幅500 mm〜610 mm,内径450 mm〜610 mm
の多孔シリンダをもつもので,シリンダ内に120°の間隔に3枚の高さ約75 mmのさんの付いたもの
を用い,回転速度は負荷時において周辺速度として約54 m/min,5回〜10回ごとに逆転するもの。
c) 操作
1) B-1法(1回法)シリンダ形洗濯機に約40 ℃の水を試験片が覆われるのに十分な量(約60 L)を入
れ,これに1 g/Lの割合でJIS K 3371に規定する衣料用合成洗剤を加え,よくかき混ぜて洗剤を溶
解する。この洗濯液に3枚の試験片と8.24.1 a) 2) に規定する負荷布若干数を1.4 kgの質量となるよ
うに投入し,運転を開始する。15分間処理した後運転を止め,新しい約40 ℃の水と替え,5分間
すすいだ後運転を止め,再び新しい約40 ℃の水と替え,引き続き10分間すすぐ。脱水後8.24.1 c)
2.3) のタンブル乾燥を行う。
2) B-2法(繰返し法) B-1法の洗濯及び乾燥の工程を5回繰り返す。
d) 評価 8.24.1のA法と同様にして洗濯後のしわを評価する。試験報告書には処理方法を付記する。
8.24.3 C法(ISO法)
洗濯後のしわは,附属書Nによる。
8.25 乾燥性
乾燥性は,次による。
a) 手順 乾燥性は,箇条6によって調整した試料から,400 mm×400 mmの試験片3枚を採取し,次に
20 ℃±2 ℃の水中に広げて浸せきし,十分に吸水させた後,水中から引き上げ,水滴が落ちなくなっ
てから,図54に示すような乾燥時間測定装置に取り付け,標準状態の試験室内で自然乾燥によって恒
量になるまでの時間(min)を計る。
b) 計算 3回の平均値を算出し,整数位に丸める。
図54−乾燥時間測定装置の例
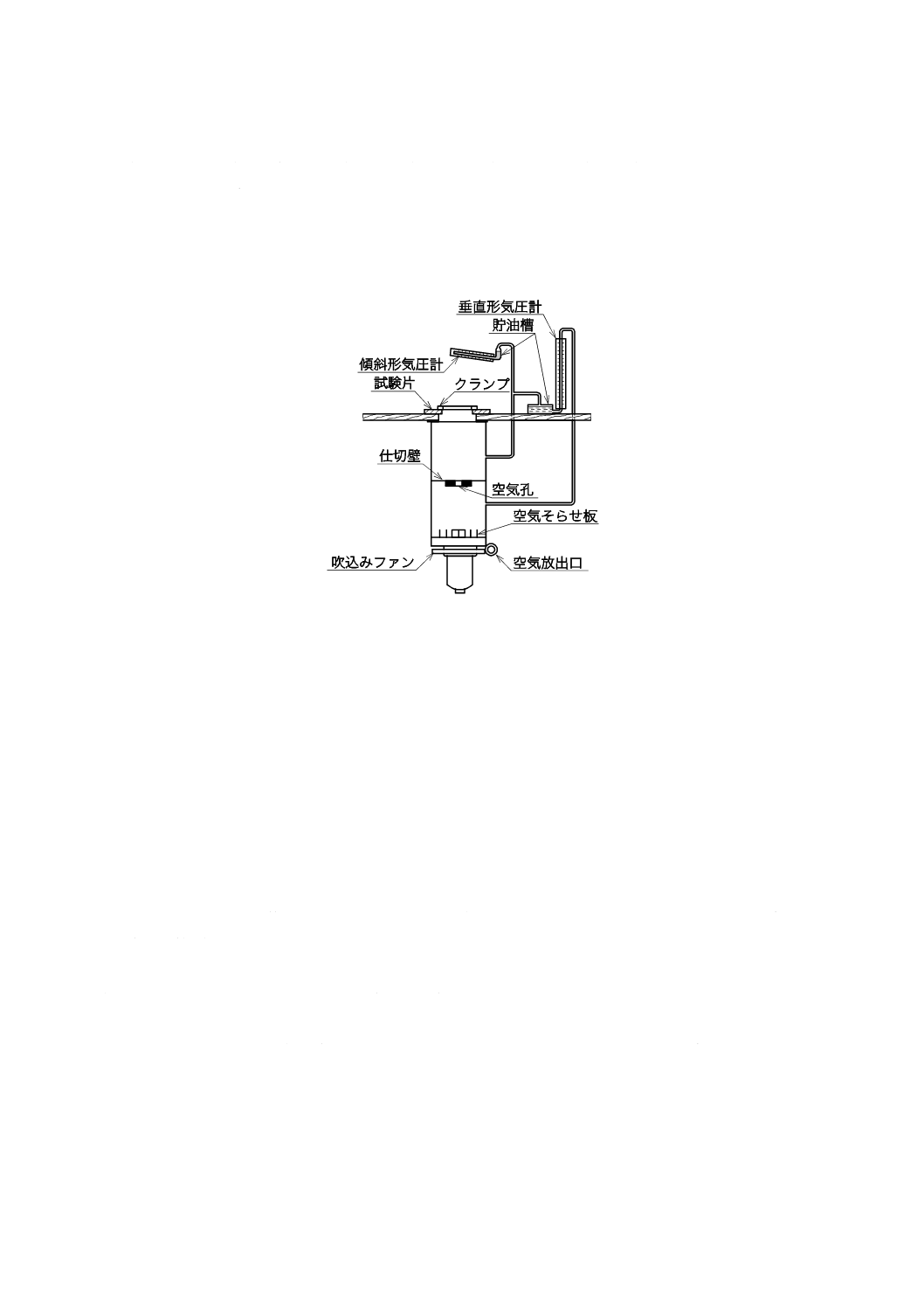
61
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.26 通気性
通気性は,A法(フラジール形法),B法(ガーレ形法)又はC法(ISO法)による。
8.26.1 A法(フラジール形法)
A法(フラジール形法)は,次による。
a) 装置 図55に示すようなフラジール形試験機とする。
図55−フラジール形試験機の例
b) 手順
1) 試料の異なる5か所から試験片約200 mm×200 mmを,それぞれ1枚採取する。
2) 試験機の円筒の一端に試験片を取り付けた後,加減抵抗器によって傾斜形気圧計が125 Paの圧力を
示すように吸込みファン及び空気孔を調整し,そのときの垂直形気圧計の示す圧力を測る。
3) 測定した圧力と使用した空気孔の種類とから,試験機に附属の換算表によって試験片を通過する空
気量(cm3/cm2・s)を求める。
c) 計算 5回の試験結果の平均値を求め,小数点以下1けたに丸める。
8.26.2 B法(ガーレ形法)
B法(ガーレ形法)は,主として通気性の低い生地に適用し,次による。
a) 装置 試験機は,内筒の質量142 g,試料締付板有効面積64 mm2(口径9 mm)のものとし,適切な場
合,外筒(高さ254 mm及び内径82.6 mm),内筒(高さ254 mm,外径76.2 mm,内径74 mm及び質
量567 g),試料締付板有効面積642 mm2(口径28.6 mm)のものとする。
b) 手順 試料の異なる5か所から約50 mm×50 mmの試験片を採取し,図56のようなガーレ形通気性
試験機の空気噴出口に試験片を差し込んでキャップスタンをねじ上げ,AB面で試験片を締め付ける。
次に,一定の圧力(内筒の自重による。)の下で,300 mLの空気が試料を通して噴出されるのに要す
る時間を計り,所要時間(秒)で空気透過度を表す。一つの試験片の異なる3か所について測定する。
c) 計算 5枚の試験片の平均値を求め,小数点以下1けたに丸める。
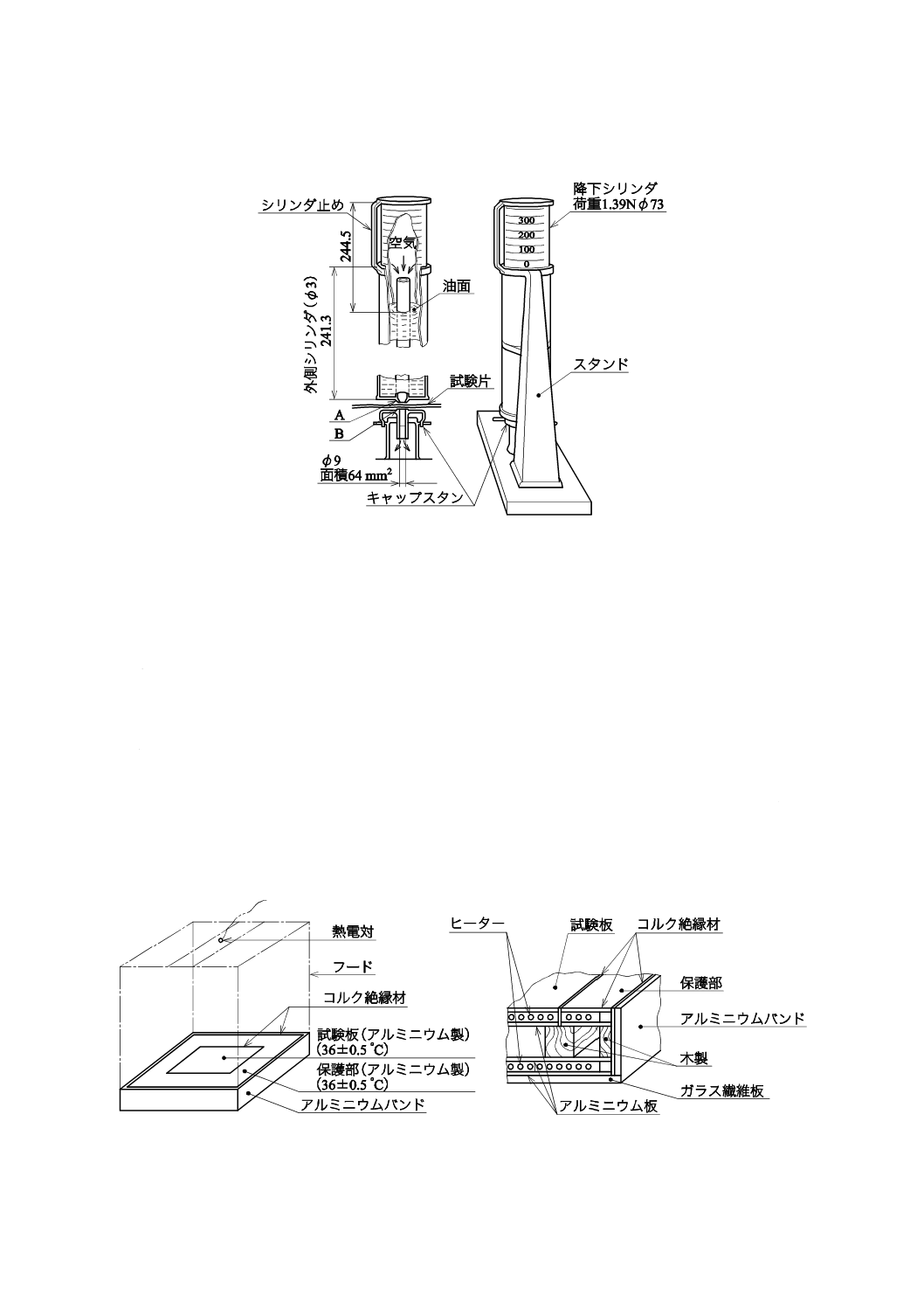
62
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図56−ガーレ形通気性試験機の例
注記 通気性には,JIS P 8117の箇条6に王研式試験機法がある。
8.26.3 C法(ISO法)
生地の通気性の測定は,附属書Oによる。
8.27 保温性
8.27.1 A法(恒温法)
保温性のA法(恒温法)は,次による。
a) 手順 A法は,試料の異なる2か所から試験片約300 mm×300 mmを,それぞれ1枚採取する。図57
のような保温性試験機を用い,試験片を恒温発熱体に取り付け,低温度の外気に向かって,流れ出す
熱量が一定となり,発熱体の表面温度が一定値を示すようになってから2時間後に試験片を透過して
放散される熱損失を求める。これと試験片のない裸状のままで同様の温度差,及び時間に放散される
熱損失を測定する。
a) 測定部位
b) 測定部位の断面
図57−保温性試験機(恒温法)の例
63
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 計算 次の式によって保温率(%)を求める。測定は2回とし,その平均値を算出し,小数点以下1
けたに丸める。また,外気と発熱体表面との温度差,風速,方向などの条件を試験報告書に付記する。
100
1
r
×
−
=
a
b
W
ここに,
Wr: 保温率(%)
a: 発熱体の裸状における放熱量(J/cm2・s)
b: 発熱体に試料を取り付けたときの放熱量(J/cm2・s)
8.28 耐光性
耐光性は,箇条6によって調整した試料から,必要な大きさ及び枚数の試験片を採取し,JIS B 7751又
はJIS B 7754に規定する耐光性試験機を用いて所定の時間照射した後,試験片を取り出して標準状態とす
る。この試験片は必要に応じて引張強さ,防水性,色の変化などの試験を行う。
例えば,引張強さ保持率は,次の式によって求める。
100
1
m
×
=G
G
S
ここに,
Sm: 引張強さ保持率(%)
G: 照射前の引張強さ(N)
G1: 照射後の引張強さ(N)
なお,色の変化の判定は,通常JIS L 0804に規定するグレースケールを用いて行う。試験条件は,JIS L
0842又はJIS L 0843による。
8.29 耐候性
耐候性の引張強さ及び色の変化と防水性は,次による。
a) 引張強さ及び色の変化 耐候性の引張強さ及び色の変化は,JIS L 0891による。
b) 防水性 耐候性における防水性は,前処理としてJIS L 0891による処理後,JIS L 1092による。
注記 屋外暴露法 屋外暴露法は,主として毛織物に適用する。試料から,任意の大きさの試験片
を採取し,木枠に取り付け,木枠を水平面に45°の角度で屋上又は影のない場所で南面にし
て置き,通常20日間継続して露出し,日光及び風雨にさらす。試験前後の変退色を比較して
色の変化を判定するのがよい。
標準見本がある場合は,試料と標準見本との両者から試験片を切り取り,同時に試験を行
い,ときどき両者を比較する。試料の試験片の変退色が標準見本の試験片の変退色より少な
い場合には,20日間以内に試験を中止するのがよい。
8.30 のり分
のり分は,JIS L 1095の9.27(のり分)による。
8.31 樹脂の定性及び樹脂量
樹脂の定性及び樹脂量は,JIS L 1041の6.1(樹脂定性試験)及び6.2(樹脂量)による。
8.32 油脂分
油脂分は,JIS L 1095の9.28[油脂分(ジエチルエーテル抽出法)]による。
8.33 溶剤抽出分
溶剤抽出分はJIS L 1095の9.30(溶剤抽出分)による。
8.34 洗浄減量
洗浄減量は,A法又はB法による。
8.34.1 A法
64
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A法は,試料から約100 mm×100 mmの試験片を2枚採取し,切り口がほつれないように白綿糸でかが
った後,絶乾質量(mg)を量る。この試験片をJIS K 3302の無添剤(1種)の固形洗濯石けん0.25 %及び
JIS K 8625に規定の特級無水炭酸ナトリウム0.25 %を含む50 ℃±2 ℃の溶液(浴比1:50)中で20分間
かき混ぜ処理し,50 ℃±2 ℃の水で十分洗浄した後,絶乾質量(mg)を量り,次の式によって洗浄減量
(%)を求め,2回の平均値を算出し,小数点以下1けたに丸める。
100
1
w
×
−
=
W
W
W
R
ここに, Rw: 洗浄減量率(%)
W: 洗浄前の絶乾質量(mg)
W1: 洗浄後の絶乾質量(mg)
8.34.2 B法
B法は,JIS L 1095の9.29(洗浄減量)による。
8.35 練減り
練減りは,絹織物に適用し,次による。
a) 手順 試料の異なる3か所から200 mm×200 mm以上の試験片3枚を採り,その標準状態における質
量を量る。これをJIS K 3302の無添剤(1種)の固形洗濯石けん0.5 %及びJIS K 1408の1号〜3号
のけい酸ナトリウム0.2 %を含む溶液(浴比1:30)中で1時間煮沸する。次に,これを温水で,更に
水で数回洗浄し,乾燥した後標準状態でその質量を量る。中目付以上のもの,ポプリンのようなち密
な織物,強ねん糸織物などの特殊の織物などで普通2回練りを行うものは,上記の操作を繰り返した
後,標準状態でその質量を量る。
b) 計算 練減り率(%)は,次の式によって求め,3回の平均値を算出し,小数点以下1けたに丸める。
100
L
×
′
−
=
W
W
W
D
ここに, DL: 練減り率(%)
W: 抽出前の質量(g)
W': 抽出後の質量(g)
8.36 遊離ホルムアルデヒド量
遊離ホルムアルデヒド量は,JIS L 1041の6.3(遊離ホルムアルデヒド試験)による。
8.37 抽出液のpH
抽出液のpHは,A法(JIS法)又はB法(ISO法)とし,次による。
a) A法(JIS法)
1) 手順 試料から,5.0 g±0.1 gの試験片を採取し,約10 mm×10 mmの断片にする。別にガラス栓付
きの200 mLフラスコに50 mLの蒸留水を入れ,2分間静かに煮沸した後フラスコを熱源から遠ざ
け,上記の断片試料をフラスコに入れ,フラスコに栓をして30分間放置する。この間ときどき栓を
緩めてフラスコを振とうする。30分後抽出液を25 ℃±2 ℃に調節し,JIS Z 8805に規定するpH
測定器で抽出液のpHを測定する。
2) 計算 試験は,2個の試験片について行い,その平均値を算出し,小数点以下1けたに丸める。
b) B法(ISO法)
水抽出液のpHの測定は,附属書Pによる。
8.38 バリウム活性数
バリウム活性数は,主として綿のマーセル化度の測定に適用し,試験片を約1 cm2の大きさに切断する。
65
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
それ以外は,JIS L 1095の9.32(バリウム活性数)による。
8.39 寸法変化
8.39.1 試験方法の種類
寸法変化の試験方法の種類は,次による。ただし,試験の目的によって次の処理方法又は測定方法を組
み合わせて用いる。
a) 浸せき処理方法
1) A法(常温水浸せき法)
2) B法(沸騰水浸せき法)
3) C法(浸透浸せき法)
4) D法(石けん液浸せき法)
b) 洗濯処理方法
1) E法(洗濯試験機法)
2) F法(ワッシャ法)
F-1法(低温ワッシャ法)
F-2法(中温ワッシャ法)
F-3法(高温ワッシャ法)
3) G法(家庭用電気洗濯機法)
c) プレス処理方法
1) H法(プレス法)
H-1法(乾熱加圧法)
H-2法(蒸熱オープン法)
H-3法(蒸熱加圧法)
H-4法(蒸熱ロック法)
d) ドライクリーニング処理方法
1) J法(ドライクリーニング法)
J-1法(パークロロエチレン法)
J-2法(石油系法)
8.39.2 器具
測定に用いる器具は,次による。
a) 長さ測定器 長さ測定器は,JIS B 7516に規定するもの又はこれらと同等以上の精度のもので1 mm
まで測定できるもの。ただし,寸法を測定する部分の長さ以上のものを用いる。
b) 印付用具 測定点に印を付けるために必要なものは,次による。
1) インキ 洗濯などの処理に耐えるもの。
2) 型板 測定点に印を付けるための格子状に線が引いてあり,交点に穴があいている板。
3) 縫糸 布地の色と明確に見分けられる色のもの。
4) ワイヤ 加熱して小さい穴があけられるもの。
注記 熱可塑性繊維に使用するものに適している。
5) ステープラ
注記 試験片をかくはんしないものに適している(例えば,浸せき試験)。
c) 作業台 試料よりも大きく,滑らかで平らな面をもつもの。
66
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) アイロン この試験で用いるアイロンは,質量1.3 kg〜2.7 kgで,規定の温度に調節できるものとする。
ただし,試験方法によって規定されているときは,その規定に従う。
8.39.3 試験片の作成
試験片の作成は,次による。
なお,試験操作中に布地がほぐれるおそれのある場合は,試験片を規定寸法よりやや大きめに裁断し,
寸法変化のほとんどない糸で試験片の縁をかがる。また,受渡当事者間の協定によって,試験片の点数を
変更することができる。
a) 織物の場合 試験片の数は,F法では2枚以上,F法以外では3枚とし,試験の種類に応じて表20の
とおりとする。
表20−織物の場合の試験片の種類
単位 mm
試験の種類
試験片の大きさ
(長さ×幅)
測長区間の長さa)
A法(常温水浸せき法)
B法(沸騰水浸せき法)
C法(浸透浸せき法)
D法(石けん液浸せき法)
約250×250
200
E法(洗濯試験機法)
約250×250
200
F法(ワッシャ法)
約500×500
400
G法(家庭電気洗濯機法)
約400×400
200
H法(プレス法)
J法(ドライクリーニング法)
約250×250
200
注a) すべての測長区間は,たて糸方向及びよこ糸方向ごとに同じ長さに
そろえる。
b) 編物の場合 編物生地の場合は,各2枚の試験片を試験の種類に応じて表21の大きさに作る。試験片
の作り方は,通常一重とするが,F法,G法及びJ法は生地を2枚重ねとし,寸法変化のほとんどな
い糸で試験片の縁を図59のように長さ方向の上辺及び下辺に約40 mmの縫い空き部分があるように
かがり(二つ折りした場合には3辺をかがることでもよい),1試験片とする。
注記 試験片の大きさは,ウェール方向をコース方向より長く400 mm×300 mm,500 mm×400 mm
などの大きさにすることが望ましい。
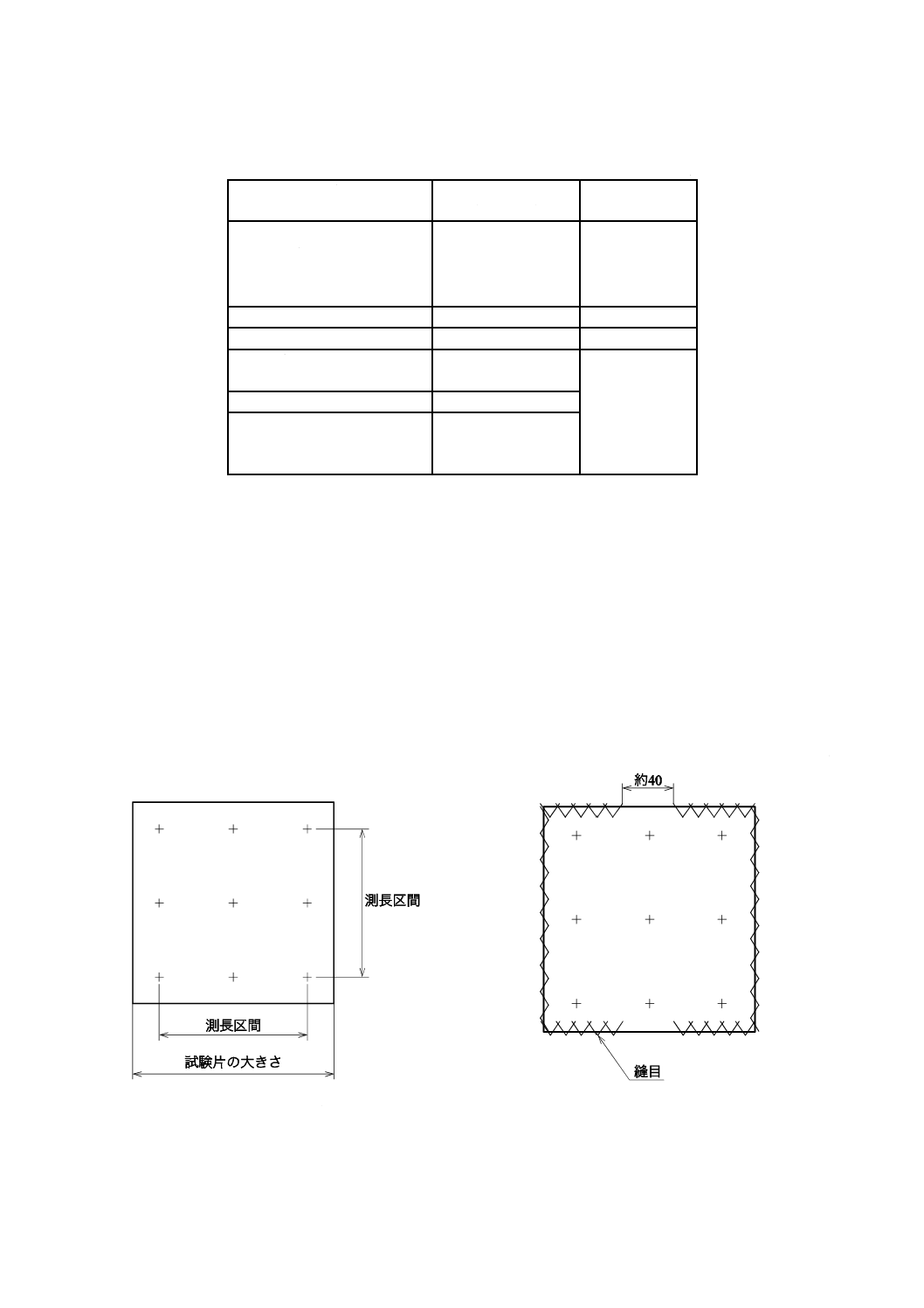
67
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表21−編物の場合の試験片の種類
単位 mm
試験方法
試験片の大きさ
(長さ×幅)
測長区間の長さ
A法(常温水浸せき法)
約250×250
約300×300
200
B法(沸騰水浸せき法)
C法(浸透浸せき法)
D法(石けん液浸せき法)
E法(洗濯試験機法)
約250×250
200
F法(ワッシャ法)
約500×500
400
G法(家庭用電気洗濯機法)
約300×300
約500×500
200
H法(プレス法)
約250×250
J法(ウォッシュシリンダ法)
約250×250
約300×300
約500×500
8.39.4 マーキング方法
試験片を作業台上に置き,図58に示すように,たて方向及びよこ方向(編物生地においては,ウェール
方向及びコース方向)に,いずれも3対以上の印を等間隔に付け,測定点とする。各対の二つの印間の距
離は指定された長さとし,かつ,試験片の縁から20 mm未満には印を付けてはならない。次に,試験片を
JIS L 0105の5.1.1(標準状態)の状態となるまで又は標準状態の試験室に4時間以上放置した後に,作業
台上に置き,引き伸ばさないようにし,ゆがまないように注意しながら長さ測定器を用いて1 mmまでそ
の長さを測定し,処理前の測定基準長とする。すべての測長区間は,たて方向及びよこ方向ごとに同じ長
さにそろえる。
単位 mm
図58−マーキングの例
図59−2枚重ねの縫代の例
68
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.39.5 試験方法
寸法変化の試験方法は,次による。
a) 浸せき処理方法
1) A法(常温水浸せき法) A法は,試験片を25 ℃±2 ℃の水中に30分間浸せきし,水を十分に浸
透させた後,試験片を1分以内で遠心脱水するか,又は軽く押さえて水を切り,更に紙又は布の間
に挟み,押さえて脱水し,8.39.6に規定するスクリーン乾燥(平干し)する。
2) B法(沸騰水浸せき法) B法は,試験片を沸騰水中に30分間浸せきし,以下,A法と同様な方法
で脱水・乾燥させる。
3) C法(浸透浸せき法) 試験片をJIS L 0860に規定の非イオン界面活性剤を0.05 %含む25 ℃±2 ℃
の水溶液中に30分間浸せきし,十分に浸透させた後,A法と同様な方法で脱水・乾燥する。
4) D法(石けん液浸せき法) D法は,試験片をJIS K 3302に規定する無添剤石けん(1種)を0.5 %
含む50 ℃±2 ℃の温水溶液中に20分間浸せき(浴比1:50)する。次に,試験片を取り出して軽
く水を切り,50 ℃±2 ℃の温水で20分間浸せきした後,A法と同様な方法で脱水・乾燥する。
b) 洗濯処理方法
1) E法(洗濯試験機法) JIS L 0844に規定の洗濯装置(試験機)を使用し,試験片をJIS K 3302に規
定する無添剤石けん(1種)0.5 %を含む38 ℃±2 ℃の温水溶液300 mLとともに試験機の試験瓶に
入れて密閉し,試験機の回転軸に取り付けて同温度で15分間運転する。次に,試験片の入った試験
瓶を取り出し,38 ℃±2 ℃の温水を3回替えてすすぎ,同温度の300 mLの温水とともに再び試験
瓶に密閉し,試験機の回転軸に取り付けて同温度で5分間運転する。次に,A法と同様な方法で脱
水・乾燥する。
2) F法(ワッシャ法)
2.1) 装置及び器具 この試験で用いる主な装置及び器具は,次のとおりとする。
2.1.1) 洗濯装置 洗濯装置は,8.24.2のB法に規定するものとする。
2.1.2) 負荷布 負荷布は,JIS L 0803に規定する添付白布・綿3-1号を用い,周辺を縁取りしたもので,
通常は,試験片と同じ大きさとする。
2.1.3) フラットベッドプレス フラットベッドプレスは,プレス面積が500 mm×500 mm以上のもの
で,規定の温度に調節できるものとする。
2.1.4) アイロン アイロンは,質量約2.7 kgで,規定の温度に調節できるものとする。
2.2) 洗濯処理 F法の操作は,次の処理方法のいずれかによる。
2.2.1) F-1法(低温ワッシャ法) 洗濯装置に試験片が覆われるのに十分な量(約60 L)の温水(約40 ℃)
を入れ,試験片が1.4 kgになるようにして,その中に投入し,同時にJIS K 3303に規定する無
添剤粉末洗濯石けん(1種)を約0.1 %溶液になるように加え,15分間運転する。ただし,試験
片が1.4 kgに満たないときは,負荷布を加えて規定の負荷量とする。続いて,新しい約40 ℃の
温水に替えて5分間運転し,再び新しい約40 ℃の温水に替えて10分間運転する。
排水後,試験片を取り出し,水分が約55 %になるように遠心脱水し,1枚ずつ温度130 ℃〜
150 ℃のフラットベッドプレスでプレスする。ただし,フラットベッドプレスが使用できないと
きは,同温度のアイロンを使用してもよい。
なお,フラットベッドプレス又はアイロンの温度は,試験片が規定の温度より低温を要する繊
維を含むか,又は樹脂加工などを施したときは,適切な温度によるものとし,その温度を試験報
告書に付記する。また,フラットベッドプレス又はアイロンによる乾燥に代えて,8.39.6 a) 又は
69
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.39.6 b) の乾燥方法に規定のいずれか一つを選んで行ってもよい。この場合は,その旨を試験
報告書に付記する。
2.2.2) F-2法(中温ワッシャ法) 洗濯装置に試験片が覆われるのに十分な量(約60 L)の温水(約60 ℃)
を入れ,試験片が1.4 kgになるようにして,その中に投入し,同時にJIS K 3303に規定する無
添剤粉末洗濯石けん(1種)を約0.1 %溶液になるように加え,30分間運転する。ただし,試験
片が1.4 kgに満たないときは,負荷布を加えて規定の負荷量とする。続いて,新しい約40 ℃の
温水に替えて5分間運転し,再び新しい約40 ℃の温水に替えて10分間運転する。次に,F-1法
と同様な方法で脱水・乾燥させる。
2.2.3) F-3法(高温ワッシャ法) F-3法は,主に織物に適用する。洗濯装置に試験片が覆われるのに
十分な量(約60 L)の温水(約40 ℃)を入れ,試験片が1.4 kgになるようにして,その中に投
入し,運転を開始する。ただし,試験片が1.4 kgに満たないときは,負荷布を加えて規定の負荷
量とする。
同時に生蒸気を入れて速やかに温度を上げ,100 ℃になったとき蒸気を閉じ,JIS K 3303に規
定する無添剤粉末洗濯石けん(1種)を約0.05 %溶液になるように加える。運転開始から40分
後に新しい水に替え,5分間以内に60 ℃とし,運転開始から45分後に再び新しい水に替えて
60 ℃とし,10分後排水する。次に,5分間水なしで運転を行った後,試験片を取り出す。
試験中は,洗濯装置を止めずに60分間連続運転し,この間の排水・給水・温度上昇操作は,
できるだけ速やかに行う。次に,F-1法と同様な方法で脱水・乾燥させる。
3) G法(パルセーター形家庭用電気洗濯機法) JIS L 0217の付表1[記号別の試験方法−洗い方(水
洗い)]の番号103に規定の試験方法による。試験片が規定重量に満たないときは,負荷布を加えて
規定の負荷量とする。負荷布は,JIS L 0803に規定する添付白布・綿3-1号を用い,通常,300 mm
×300 mmの周辺を縁取りしたものとする。ただし,試験片と同じ大きさの負荷布を使用してもよ
い。
なお,脱水処理を行わないドリップ乾燥した場合は,試験報告書に付記する。
c) プレス処理方法
1) 装置 この試験で用いるプレス機は,プレス面積が400 mm×400 mm以上で,蒸気圧,加圧力及び
温度(こて面中央部で設定温度に対し±2 ℃)を調節できるもので,蒸気ふかし装置及び吸引装置
を備えているものとする。ただし,H-1法に用いるプレス機は,蒸気ふかし装置のないものを用い
てもよい。
2) 操作 プレス処理の操作は,次の方法のいずれかによる。ただし,蒸気ふかしを使用した場合には,
上ごて又は下ごての別を試験報告書に付記する。
2.1) H-1法(乾熱加圧法) プレス機の上ごてを所定の温度に設定し,試験片を下ごて中央部に丁寧
に置き,39 kPaの圧力で20秒間プレスした後,上ごてを上げ,20秒間吸引する。ただし,かさ高
加工糸使用生地及び編物については,20 kPaとする。また,繊維の種類によって通常,表22の温
度とし,繊維が混用されている場合は,低い方の温度を用いる。ただし,異なった温度を用いた
場合は,その温度を試験報告書に付記する。
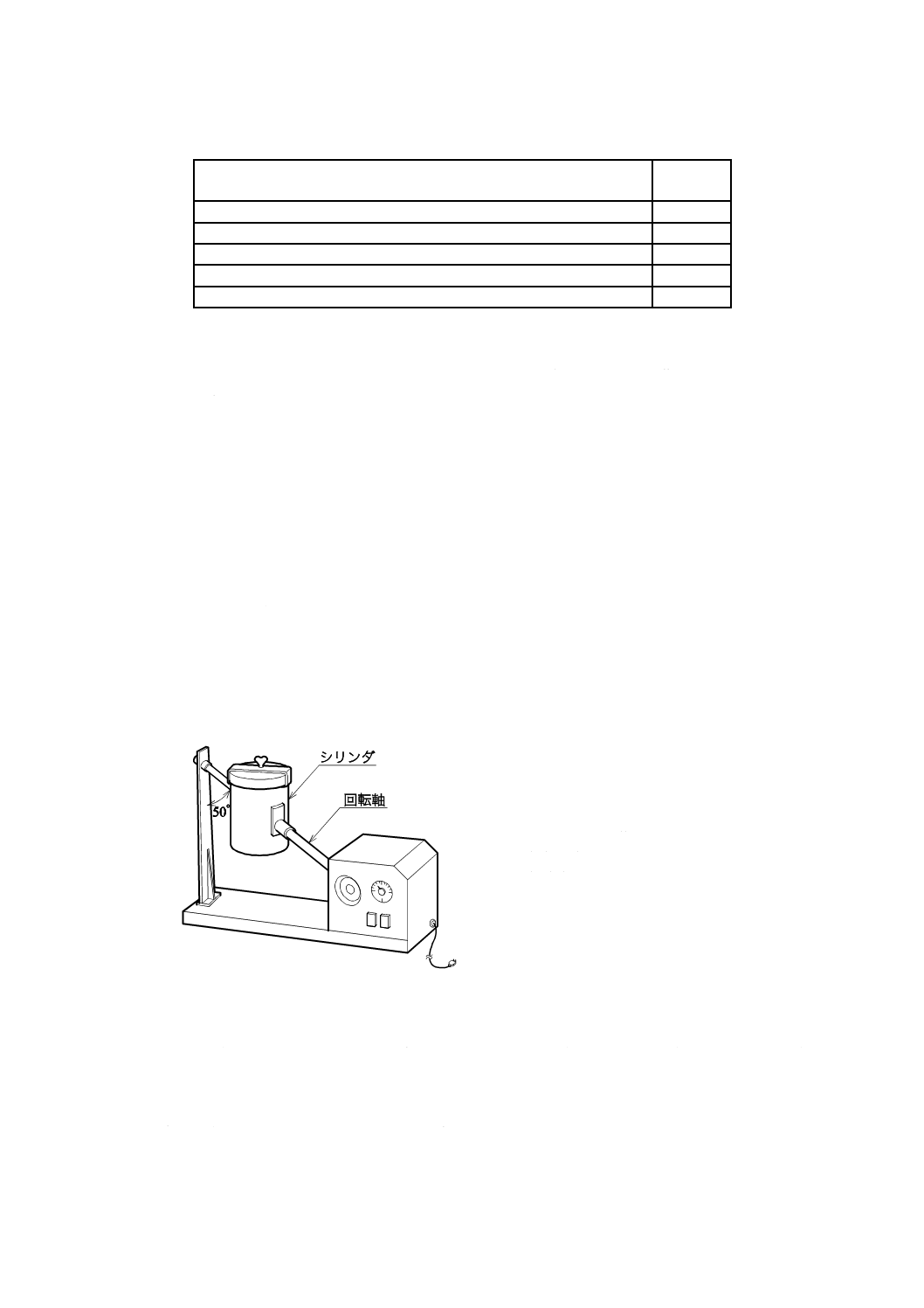
70
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表22−プレス処理時の素材別設定温度表
素材名
設定温度
℃
綿,麻
180
毛,ポリノジック,レーヨン,キュプラ
160
ポリエステル(PET,PTT,PBT),ビニロン
140
絹,アセテート,トリアセテート,ナイロン,アクリル
120
アクリル系,ポリクラール,ポリウレタン,プロミックス,ポリ乳酸
100
2.2) H-2法(蒸熱オープン法) プレス機の蒸気圧を490 kPaに設定し,試験片を下ごて中央部に丁寧
に置き,上ごてを試験片の表面から約20 mmの位置まで降ろす。15秒間蒸気をふかした後,上ご
てを上げ,15秒間吸引する。
2.3) H-3法(蒸熱加圧法) プレス機の蒸気圧を490 kPa,上ごての温度を表22の所定の温度に設定
し,試験片を下ごて中央部に丁寧に置き,上ごてを試験片の表面から約20 mmの位置まで降ろす。
20秒間蒸気をふかした後,上ごてを下に降ろし,H-1法に規定の圧力で20秒間プレスした後,上
ごてを上げ,20秒間吸引する。
2.4) H-4法(蒸熱ロック法) プレス機の蒸気圧を490 kPa,上ごての温度を表22の所定の温度に設
定し,試験片を下ごて中央部に丁寧に置き,H-1法に規定の圧力で20秒間蒸気をふかしながらプ
レスした後,上ごてを上げ,20秒間吸引する。
d) ドライクリーニング処理方法
1) 装置及び器具
1.1) 洗濯装置 洗濯装置は,図60に示すような構造のウォッシュシリンダ形洗濯装置とし,次の条件
を備えているものとする。
シリンダ容積
約12 L
回転軸角度
50°
回転速度
約45 min−1
図60−ウォッシュシリンダ形洗濯装置の例
1.2) 負荷布 負荷布は,JIS L 0803に規定するポリエステル布(添付白布8-1号)を用い,周辺を縁取
りしたもので,通常は,試験片と同じ大きさとする。
1.3) タンブル乾燥機 タンブル乾燥機は,8.39.6 c) 1) に規定のものとする。
1.4) プレス機 プレス機は,8.39.5 c) 1) に規定のものとする。
2) J法(ドライクリーニング法) 操作は,J-1法(パークロロエチレン法)又はJ-2法(石油系法)
71
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
のいずれかによる。
警告 この規格の利用者は,通常の実験室での作業に精通しているとしても,安全及び健康に対する
適切な処置を取らなければならない。パークロロエチレンは,吸引などによって人体に悪影響
を及ぼすおそれがあり,工業ガソリンは,取扱い不備によって引火などのおそれがあるので注
意して扱う必要がある。
2.1) J-1法(パークロロエチレン法) この操作は特に換気に注意する。試験液は,パークロロエチレ
ン4 Lに対して,JIS L 0860に規定する陰イオン界面活性剤2 g及びJIS L 0860に規定する非イオ
ン界面活性剤2 gを溶かし,更に,水8 mLを加えてよくかき混ぜて均一な溶液としたものとする。
40 ℃の試験液をウォッシュシリンダ形洗濯装置のシリンダに入れ,試験片が200 gになるよう
にして,その中へ投入し,15分間運転する。ただし,試験片が200 gに満たないときは,負荷布
を加えて規定の負荷量とする。次に,試験片を遠心脱水するか,又は軽く押さえて液を切り,更
に,紙又は布の間に挟み,押さえて脱液し,水平に置いた金網,すだれ又はこれに類するものの
上で自然乾燥させる。
なお,自然乾燥に代えて,タンブル乾燥を行ってもよい。
2.2) J-2法(石油系法) 試験液は,JIS K 2201に規定する5号(クリーニングソルベント)4 Lに対
して,JIS L 0860に規定する陰イオン界面活性剤2 g及びJIS L 0860 に規定する非イオン界面活
性剤2 gを溶かし,更に,水8 mLを加えてよくかき混ぜて均一な溶液としたものとする。35 ℃
の試験液をウォッシュシリンダ形洗濯装置のシリンダに入れ,試験片が200 gになるようにして,
その中へ投入し,35分間運転する。ただし,試験片が200 gに満たないときは,負荷布を加えて
規定の負荷量とする。次に,J-1法と同様な方法で脱水・乾燥させる。
8.39.6 乾燥方法
乾燥は,次のうちいずれか一つを選んで行い,試験報告書に付記する。
a) ライン乾燥(つり干し)方法 ライン乾燥には,脱水後及び無脱水による方法があり,ウェール方向
に伸びやすい編地には用いない方がよい。
1) ライン乾燥 ライン乾燥は,試験片を脱水後,たて方向又はウェール方向が垂直になるように,数
箇所をつかみ,つるして標準状態で乾燥する。ただし,標準状態によらない場合は,JIS Z 8703の
常温(5 ℃〜35 ℃)で風通しのない日陰干しとし,8.39.7によって処理後の調整を行う。
2) ドリップ・ライン乾燥(無脱水つり干し) ドリップ・ライン乾燥は,試験片を脱水せず,a) 1) の
ライン乾燥をする。
b) スクリーン乾燥(平干し)方法
1) スクリーン乾燥 スクリーン乾燥は,試験片を脱水後,ねじったり伸ばしたりすることなく不自然
なしわを除いて,水平なスクリーンメッシュ又は類似の孔のあいた面上に載せ,広げてa) 1) と同
じ条件で乾燥させる。
2) ドリップ・スクリーン乾燥(無脱水平干し) ドリップ・スクリーン乾燥は,試験片を脱水せず,
b) 1) のスクリーン乾燥をする。
c) タンブル乾燥方法 タンブル乾燥方法は,次による。
1) 装置 タンブル乾燥機は,容量80 L〜130 Lの回転式ドラムの内部に2枚〜3枚のさんが付いており,
規定の乾燥温度に調節できるもの,又はこれと同等の性能をもつものとする。
注記 J-1法に使用するタンブル乾燥機は,耐溶剤性があるものを使用することが望ましい。
警告 J-2法は,引火の可能性があるため防爆形のタンブル乾燥機を使用する。
72
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) タンブル乾燥 タンブル乾燥は,次のいずれかによる。
8.39.5のF法(ワッシャ法),G法(パルセーター形家庭用電気洗濯機法)及びJ法(ドライクリ
ーニング法)のいずれかの試験方法に基づいて洗濯後,脱水処理又は脱液した試験片及び負荷布を
直ちに取り出し,試験片及び負荷布のもつれをほぐし,タンブル乾燥機に投入する。ただし,J法
で処理したときには,試験布だけを投入する。
2.1) 低温タンブル乾燥 60 ℃を超えない温度で試験片及び負荷布を十分乾燥した後,加熱を止め,更
に,約5分間回転して冷却する。乾燥機が止まれば直ちに試験片を取り出す。
2.2) 高温タンブル乾燥 80 ℃を超えない温度で2.1) の低温タンブル乾燥と同様な方法によって乾燥
を行う。
8.39.7 処理後の調整及び測定方法
処理後の調整及び測定方法は,次による。
a) アイロン処理 必要に応じて,アイロン処理を行う。
1) 乾燥した試験片には,必要があれば噴霧器で軽く湿気を与えて,約50 ℃のアイロンで仕上げをし,
標準状態の試験室に4時間放置する。この場合は,その旨を試験報告書に付記する。
2) 必要に応じて,JIS L 1057のA-2法(霧吹アイロン法)に規定する方法でアイロン仕上げを行う。
この場合は,その旨を試験報告書に付記する。
b) 調整 試料又は試験片は,JIS L 0105の5.1.1(標準状態)の状態となるまで又は標準状態の試験室に
4時間以上放置する。
c) 測定方法 試験片を作業台の上に置き,試験片を引き伸ばさないように注意しながらしわを取り除く。
次に,試験片がゆがまないように注意しながら,長さ測定器を用い,対になった二つの印間の距離を
1 mmの単位まで測定する。
8.39.8 計算
寸法変化率の計算は,たて及びよこ方向,又はウェール及びコース方向それぞれ三つの測定区間の長さ
の平均値(小数点以下1けたまで)を求め,次の式によって寸法変化率(小数点以下2けたまで)を算出
する。次に,たて及びよこ方向,又はウェール及びコース方向ごとに,それぞれの試験片の平均値を求め,
小数点以下1けたに丸めて表す。
100
1
1
2
×
−
=
L
L
L
ΔL
ここに, ΔL: 寸法変化率(%)
L1: 処理前の長さ(mm)
L2: 処理後の長さ(mm)
9
試験報告書
試験報告書には,次の事項を記載する。
a) 試験年月日
b) 規格番号
c) 試験方法
d) 試験条件
e) 試験結果
73
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
この規格に関連する試験方法には,次のような規格がある。
1 染色堅ろう度試験方法
a) JIS L 0841 日光に対する染色堅ろう度試験方法
b) JIS L 0842 紫外線カーボンアーク灯光に対する染色堅ろう度試験方法
c) JIS L 0843 キセノンアーク灯光に対する染色堅ろう度試験方法
d) JIS L 0844 洗濯に対する染色堅ろう度試験方法
e) JIS L 0845 熱湯に対する染色堅ろう度試験方法
f)
JIS L 0846 水に対する染色堅ろう度試験方法
g) JIS L 0847 海水に対する染色堅ろう度試験方法
h) JIS L 0848 汗に対する染色堅ろう度試験方法
i)
JIS L 0849 摩擦に対する染色堅ろう度試験方法
j)
JIS L 0850 ホットプレッシングに対する染色堅ろう度試験方法
k) JIS L 0851 酸滴下に対する染色堅ろう度試験方法
l)
JIS L 0852 アルカリ滴下に対する染色堅ろう度試験方法
m) JIS L 0853 水滴下に対する染色堅ろう度試験方法
n) JIS L 0854 昇華に対する染色堅ろう度試験方法
o) JIS L 0855 窒素酸化物に対する染色堅ろう度試験方法
p) JIS L 0856 塩素漂白に対する染色堅ろう度試験方法
q) JIS L 0860 ドライクリーニングに対する染色堅ろう度試験方法
r) JIS L 0869 蒸熱に対する染色堅ろう度試験方法
s)
JIS L 0879 乾熱処理に対する染色堅ろう度試験方法
t)
JIS L 0884 塩素処理水に対する染色堅ろう度試験方法
u) JIS L 0888 光及び汗に対する染色堅ろう度試験方法
v) JIS L 0889 過炭酸ナトリウム添加漂白及び洗濯に対する染色堅ろう度試験方法
w) JIS L 0890 オゾンに対する染色堅ろう度試験方法
2 物性試験方法
a) JIS B 7721 引張試験機・圧縮試験機−力計測系の校正方法及び検証方法
b) JIS L 1030-1 繊維製品の混用率試験方法−第1部:繊維鑑別
c) JIS L 1030-2 繊維製品の混用率試験方法−第2部:繊維混用率
d) JIS L 1056 織物及び編物の摩擦溶融試験方法
e) JIS L 1058 織物及び編物のスナッグ試験方法
f)
JIS L 1059-1 繊維製品の防しわ性試験方法−第1部:水平折り畳みじわの回復性の測定(モンサント
法)
g) JIS L 1059-2 繊維製品の防しわ性試験方法−第2部:しわ付け後の外観評価(リンクル法)
h) JIS L 1060 織物及び編物のプリーツ性試験方法
i)
JIS L 1061 織物及び編物のバギング試験方法
j)
JIS L 1065 染色物の染料部属判定方法
k) JIS L 1075 織物及び編物のパイル保持性試験方法
74
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l)
JIS L 1076 織物及び編物のピリング試験方法
m) JIS L 1091 繊維製品の燃焼性試験方法
n) JIS L 1092 繊維製品の防水性試験方法
o) JIS L 1093 繊維製品の縫目強さ試験方法
p) JIS L 1094 織物及び編物の帯電性試験方法
q) JIS L 1099 繊維製品の透湿度試験方法
r) JIS L 1901 織物及び編物のリバース試験方法
s)
JIS L 1907 繊維製品の吸水性試験方法
t)
JIS P 8112 紙−破裂強さ試験方法
u) JIS Z 8701 色の表示方法−XYZ表色系及びX10Y10Z10表色系
v) JIS Z 8741 鏡面光沢度−測定方法
w) ASTM D523 Paint and Related Coating Standards -66T(塗料とそれに関連する被覆の規格)
3 その他
a) JIS H 4160 アルミニウム及びアルミニウム合金はく
b) JIS H 4170 高純度アルミニウムはく
c) JIS K 7106 片持ちばりによるプラスチックの曲げこわさ試験方法
d) JIS P 8117 紙及び板紙−透気度及び透気抵抗度試験方法(中間領域)−ガーレー法
4 国際規格(ISO)
a) ISO 3998,Textiles−Determination of resistance to certain insect pests(繊維製品−ある種の害虫に対する
抵抗性の測定)
b) ISO 7768,Textiles−Test method for assessing the smoothness appearance of fabrics after cleansing(繊維−
洗濯後の繊維の滑らかさ外観を評価する試験方法)
c) ISO 7771,Textiles−Determination of dimensional changes of fabrics induced by cold-water immersion(繊維
製品−冷水に浸せき時における寸法変化測定方法)
d) ISO 6330:2000,Textiles−Domestic washing and drying procedures for textile testing(繊維製品−繊維試験
のための家庭における洗濯及び乾燥手順)
e) ISO 3175-1,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 1:
Assessment of performance after cleaning and finishing(繊維−ドライクリーニング及び仕上げ−第1
部:繊維及び衣服が選択可能かを評価する方法)
f)
ISO 3175-2,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 2:
Procedure for testing performance when cleaning and finishing using tetrachloroethene(繊維−ドライク
リーニング及び仕上げ−第2部:テトラクロロエテンの手順)
g) ISO 3175-3,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 3:
Procedure for testing performance when cleaning and finishing using hydrocarbon solvents(繊維−織物及
び衣服の職業的手入れ,ドライクリーニング及びウェットクリーニング−第3部:炭化水素溶剤
を用いたクリーニング及び仕上げ時の性能試験手順)
h) ISO 3175-4,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 4:
Procedure for testing performance when cleaning and finishing using simulated wetcleaning(繊維−織物
75
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
及び衣服の職業的手入れ,ドライクリーニング及びウェットクリーニング−第4部:模擬ウェッ
トクリーニングを用いたクリーニング及び仕上げ時の性能試験手順)
i)
ISO 13936-1,Textiles−Determination of the slippage resistance of yarns at a seam in woven fabrics−Part 1:
Fixed seam opening method(繊維製品−織物のシームにおけるヤーンの滑脱抵抗の求め方−第1
部:固定シーム切断法)
j)
ISO 13936-2,Textiles−Determination of the slippage resistance of yarns at a seam in woven fabrics−Part 2:
Fixed load method(繊維製品−織物のシームにおけるヤーンの滑脱抵抗の求め方−第2部:固定荷
重法)
k) ISO 13936-3,Textiles−Determination of the slippage resistance of yarns at a seam in woven fabrics−Part 3:
Needle clamp method(繊維製品−織物のシームにおけるヤーンの滑脱抵抗の求め方−第3部:ニ
ードルクランプ法)
76
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
繊維製品−織物−構造分析法−
組織図並びにそうこう通し,おさ通し及び織方の表示方法
この附属書は,1984年に第1版として発行されたISO 7211-1,Textiles−Woven fabrics−Construction−
Methods of analysis−Part 1: Methods for the presentation of a weave diagram and plans for drafting, denting and
liftingを基に,技術的内容を変更することなく作成したものである。
そうこう通し,おさ通し及び織方図は,厳密には織物分解の範囲内ではないが,この附属書では,これ
らの表示方法を包含する方が都合がよいと考えられている。ジャカード組織では,織り始めの部分だけあ
りのまま詳細に表し,これを全体に適用するように,意匠紙に切れ目なく明暗の色をつけ,紋紙のせん孔
を筆記した一連のカードカッティング指図書をあてがう。この附属書の範ちゅう(疇)では,広くジャカ
ード組織に用いられている意匠の短縮方式の使用を何も除外してはいない。この附属書を利用するときの
注意事項は,ISO 2959及びISO 3572による。また,この附属書で用いる主な用語の定義は,ISO 3572に
よる。
A.1 適用範囲
この附属書は,織物の組織の記録について扱い,完全組織に関連して,違った種類の糸が使われている
順序を表す方法について規定する。また,たて糸及びよこ糸の配列の表示についても規定する。この附属
書は,たて糸及びよこ糸が交錯しているところに,たて糸が交差する多重織物を含むすべての織物に適用
できる。
注記 小さい試料(例えば,4 cm×4 cm)しか入手できなかった場合は,附属書D及び附属書F〜附
属書I(ISO 7211の第1部以外の部)の中に記載した試験を次の順序によって行うことが望ま
しい。
a) 試料の面積を測定し,単位面積当たりの質量を測定する。
b) 織物を解除する。ほぐした糸は,たて糸及びよこ糸別にまとめて置く。
c) ほぐした糸を用いて,単位面積当たりのたて糸及びよこ糸の質量及び/又は見掛繊度を測
定する。
A.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
ISO 2959,Textiles−Woven fabric descriptions
ISO 3572,Textiles−Weaves−Definitions of general terms and basic weaves
A.3 原理
意匠紙に示した完全組織は,織物の組織の表示方法として採用されている。たて糸及びよこ糸に2種類
以上の糸が使われている場合,完全組織との関係で,その異なる糸の配列の表し方を規定する。カラーパ
ターンのカラーの順序を示すものとしては,表による方法が用いられている。そうこう通し,おさ通し及
77
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
び織方図は,完全組織及び同じ意匠紙で示されており,また,慣習的な方法で完全組織と関連させている。
A.4 装置
A.4.1 意匠紙(ISO 3572参照)
A.4.2 低倍率拡大鏡(例えば,織物分解鏡)
A.4.3 ピンセット
A.4.4 はさみ
A.4.5 分解針
A.5 試験片
数個の完全組織を含む生地から試験片を選択する。
A.6 操作
A.6.1 解除
試験片の表面,たて糸及びよこ糸を確認する。たて糸からよこ糸をほぐすか,又はその反対にするかを
決める。試験片の両端から垂直に糸をほぐして,端部が長さ約1 cmとなるようにする。A.6.2に示すよう
に糸の交錯状態を記録しやすくするために,分解針(A.4.5参照)を用いて,糸を一方の端部側に平行に滑
らせる。順次,生地から糸をほぐし,たて糸及びよこ糸の交錯状態を観察して記録し,これを完全組織が
得られるまで続ける。必要な場合,たて糸及びよこ糸の交錯状態を明りょう(瞭)にするために,生地の
片面を表面だけ焦がすか,軽く削ってもよい。
A.6.2〜A.6.5のようにして完全組織,そうこう通し,おさ通し及び織方図を記録する。また,必要な場
合,A.6.6のようにしてたて糸及びよこ糸の配列を記録する。ただし,低倍率拡大鏡(A.4.2参照)による
目視観察で完全組織を直接得られる場合は,生地を分解する必要はない。
A.6.2 完全組織
慣例によって,意匠紙(A.4.1参照)上の正方形又は長方形の列で,たて方向の列をたて糸,よこ方向の
列をよこ糸とみなす。一方の糸(通常はたて糸)が他方の糸の上に浮いていることを表す印を意匠紙上に
付ける。
特に規定がなければ,意匠紙上の印は,たて糸の交錯状態がよこ糸の上になっていることを表すと仮定
する。ほとんど機会はないが,これが不都合な場合は,“よこ糸浮き”と明記し,印がよこ糸が上になって
いることを示す。少なくとも,意匠紙上には,範囲を明示した一つの完全組織を表すものとする。
一つの完全組織だけを示すことが望ましい。たて及びよこ方向の升目の列を既に記録した組織単位で更
に,繰り返している場合には,組織図の記録を中止する。簡単な完全組織を,図A.1 a) に示す。
便利がよければ,完全組織を短縮してもよい。これは,完全組織がたて方向又はよこ方向に2個又はそ
れ以上の部分に分割され,その各部分がサブ完全組織で構成される場合は,短縮することができる。サブ
完全組織は,該当する升目を括弧(印)でくくることによって示し,括弧に隣接させて,掛け算の×印と
繰返し数を表示する。図A.1 a) の組織は,図A.1 b) のように短縮できる。
升目を埋める代わりに,多種類のマーク(例えば,斜線,たて線又はよこ線)を用いると便利であり,
特に変わった記号で織物の構造(例えば,多重織物)を明確にするのによい。
A.6.3 そうこう通し
完全組織の上部にそうこう通しを作成する[図A.2 a) 参照]。完全組織でたて糸を表しているたての列
78
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,そうこう通しでも同じたて糸を表す。そうこう通しのよこの列は,織機のそうこうを表す。
特定のそうこうにあるそうこうの目を通っているたて糸を表すには,たて糸を表すたての列とそうこう
を表すよこの列との交差する升目の中に×印を入れる。そうこう通しは,可能な場合は完全組織で記述し
た方法で短縮してもよい[図A.2 b) 参照]。
A.6.4 おさ通し
おさ通しは,完全組織とそうこう通しとの間で升目の列を完全に横切っている太いよこ線で示し,その
おさを通っているたて糸を表す[図A.2 a) 参照]。完全組織及びそうこう通しを短縮する表示は,おさ通
しではできないので,完全組織とそうこう通しとの間の余白におさ通しの指示を記入する[図A.2 b) 参照]。
A.6.5 織方図
完全組織の右側に織方図を作成する。完全組織でよこ糸を表す升目のよこの列は,織方図でも同じよこ
糸を表す。織方図のたての列はそうこうに相当する。織方図の左側のそうこうは,そうこう通しの低いそ
うこうと同じである。二つの関連は,図A.3に示すように直角の線によって表す。両方の図の他のそうこ
うの関係も同様に表される。織方図は,完全組織で記述した方法で短縮してもよい。
A.6.6 たて糸及びよこ糸の配列
たて糸及びよこ糸の配列は,異なった糸を示すのに,既に記述した方法で表すのがよい。しかし,色と
完全組織の大きさが等しくないため,又は両者が同一に短縮できないために,この方法は一般的に不可能
である。図A.4のように,たて糸及びよこ糸のカラーパターンを表で示す。この表中で,各色はよこ方向
の行で示され,同色のグループの糸本数は,その欄にわたって引き続くグループに正確な順序で示される。
グループの順序がカラーパターンの範ちゅうで繰り返されるなら,全部を示す必要はない。グループの順
序は,たて線で囲んで示すのがよい。このとき,たて線の下端を括弧(印)によってくくり,繰返し数を
示す数字を括弧に添える。カラーパターンは,二重のたて線で囲み,たて線の最下端を括弧でくくり,た
て糸の場合には織物の全幅の繰返し数を括弧に添えて明記する。カラーパターンの最初の糸が完全組織の
最初の糸に相当する。織物の縁のたて糸で,部分的繰返し又は繰返しのない色の順序は,カラーパターン
を区切った二重のたて線の左右両側に隣接して示す。
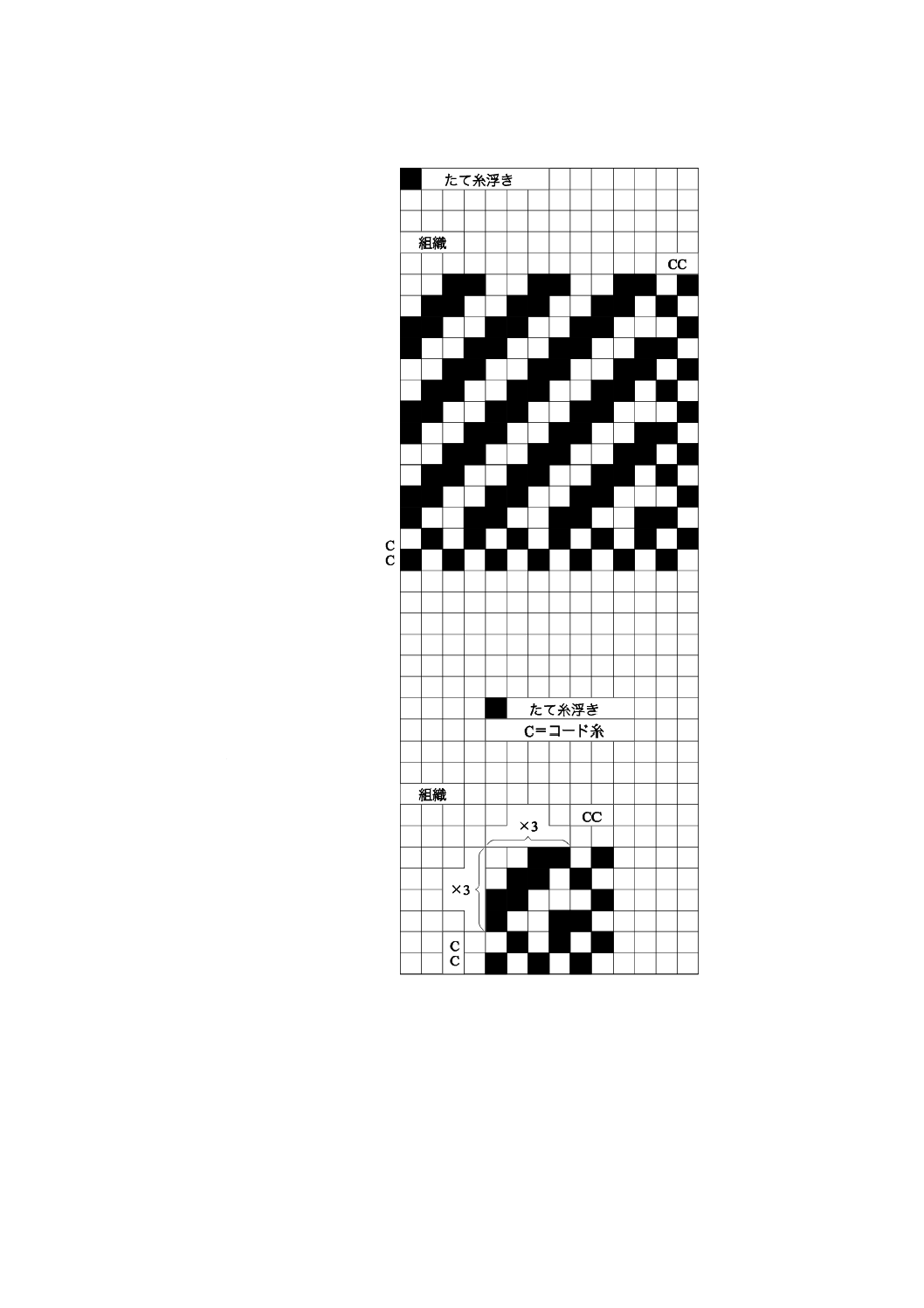
79
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.1 a)−完全組織
図A.1 b)−図A.1 a) の
短縮組構
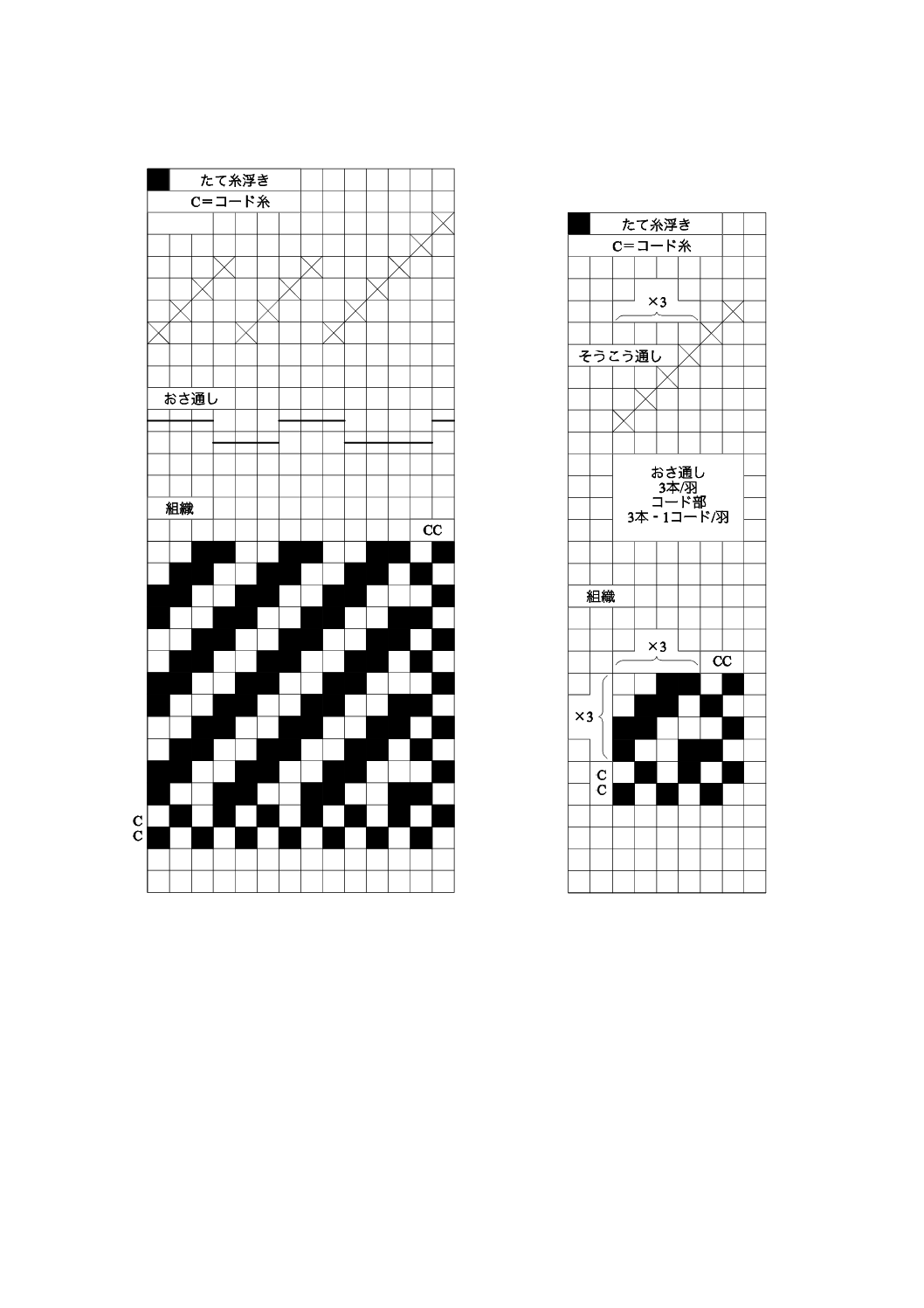
80
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.2 a)−完全組織のそうこう通し及びおさ通し
図A.2 b)−図A.2 a) の短縮図
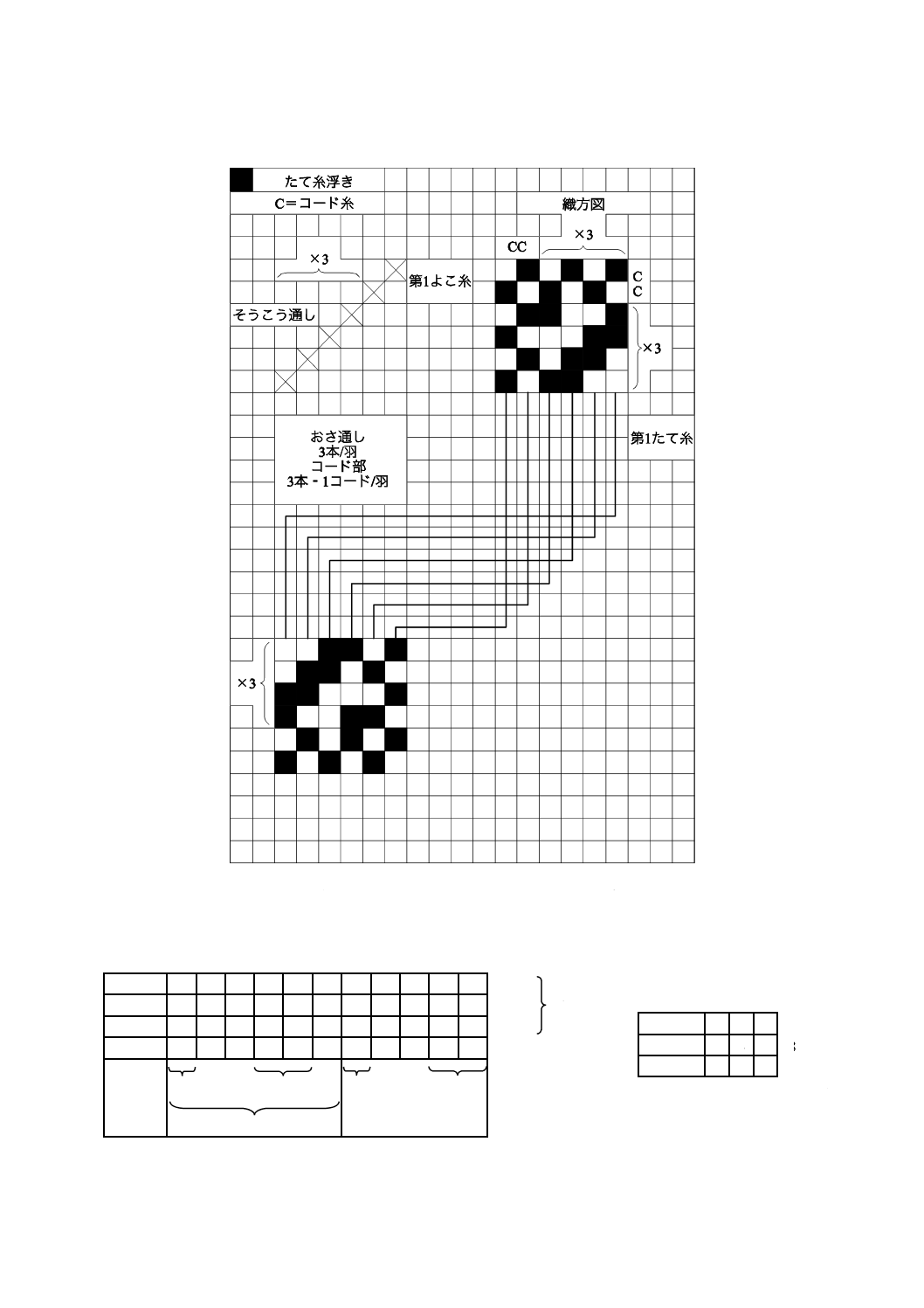
81
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.3−短縮した完全組織そうこう通し,織方図及びおさ通し
たて糸の配列
青
2
2
2
2
760
黄
2
2
2
2
760
ビーム1
オレンジ
4
4
4
4
760
白コード
2
2
2
378
ビーム2
2 658 合計
×2
×2
×2
×2
×94
よこ糸の配列
緑
8
8 16
オレンジ 4 4
8
白コード 2
2 4
28合計
図A.4−たて糸及びよこ糸の配列
82
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
繊維製品−生地−幅及び長さの測定
この附属書は,2006年に第1版として発行されたISO 22198,Textiles−Fabrics−Determination of width and
lengthを基に,技術的内容を変更することなく作成したものである。
B.1 適用範囲
この附属書は,張力が加わっていない緩和した状態の生地の長さ及び幅を測定する方法について規定す
る。この測定方法は,全幅,幅の中央を長さ方向に折り畳んだもの又は筒状に巻いたもので,長さが100 m
を超えない生地に適用できる。この附属書は,生地組織の欠陥又はその他の欠点を調べるための方法を規
定したものではない。また,コーティングを施した生地には適用できない。
B.2 引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
ISO 139,Textiles−Standard atmospheres for conditioning and testing
ISO 10012,Measurement management systems−Requirements for measurement processes and measuring
equipment
B.3 用語及び定義
この附属書で用いる用語及び定義は,次による。
B.3.1
反物の長さ
生地の長さ方向又はたて(機械の進行)方向に最初の先端から最後の末端まで測った距離(長さ)。
B.3.2
反物の全幅
生地の長さ方向に直角に測った生地の両端間の距離。
B.3.3
反物の有効幅
耳,マーク,ピンホール又は均質でない組織の部分を除いた生地のよこ幅。
注記 最終用途(エンドユース)又は仕様に関連して受渡当事者間の協定によって有効幅の定義が異
なることがある。
B.4 原理
試験時の標準状態の中でし(弛)緩した無緊張状態で,調温調湿・コンディショニングした生地サンプ
ルを平滑な平面に広げる。
長さ及び幅の測定には校正した物差し(定規)を用いる。長さを測定する場合は,分割した部分ごとの
長さを測定し,部分ごとの長さの合計から全体の長さを出す。
83
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.5 サンプリング
試料は,生地の材料仕様書に記載された手順又は当事者間の合意によって選定する。
B.6 装置
B.6.1 校正済みの物差し(定規)
ISO 10012に準拠し,生地の幅又は1 mより長く,いずれか長い方で,ミリメートル(mm)刻みの目盛
があるもの。
B.6.2 測定台
測定する生地よりも幅及び長さが大きく,表面が平滑なもの。台は,2 m以上の長さのサンプルを測れ
るように少なくとも3 mの長さとする。
台の長手方向の平行な両端に沿って,1 m±1 mmの間隔で連続して目印を置く。
サンプルを適切に置けるように,最初の目印は,台の手前の端から0.5 mの位置とする。
分割して部分ごとに測る長尺の反物は,部分ごとの長さを測定する間,反物全体を台に載せるものとす
る(附属書BA参照)。
B.7 コンディショニング時の標準状態
予備コンディショニング,調温調湿及び試験時の標準状態は,ISO 139の規定に準拠する。
生地は,し(弛)緩した無緊張状態で調温調湿・コンディショニング及び測定を行うものとする。
し(弛)緩無緊張状態を確実にするために,全幅,幅中央で二つ折り又は円筒巻きそれぞれいずれの形
状においてもサンプルに張力がかからないようにして配置するものとする。
注記 長尺生地の扱い方の説明図を,附属書BAに示す。
し(弛)緩・緩和状態に至ったことを確認するために,生地に沿って2区間に予備的に目印を付ける。
24時間間隔で目印間の長さを測定し,その差が0.25 %以下であれば,適切にし(弛)緩・緩和状態になっ
たものとみなしてもよい。ニット生地を受け入れたままの状態でなく特別な処理を行った後に測定する場
合は,受渡当事者間の合意によって行うものとし,試験報告書にその旨を記載する。
B.8 操作
B.8.1 一般
サンプルは,測定台の上に平たく広げる。全幅,幅中央で二つ折り又は円筒巻きの形状で試験を行う。
生地自体がよじれないようにする。
B.8.2 サンプル長さの測定
B.8.2.1 1 m未満のサンプル
長さが1メートル(m)に満たないサンプルは,長さ方向の端に平行に物差しを置いてミリメートル(mm)
単位まで測定する。幅方向に異なる箇所で全長を繰り返し3回測定する。
B.8.2.2 1 m以上のサンプル
生地の縁に目印を付ける。B.6.2で規定するように,測定台上の目印を使用して,1 mの距離に2番目の
目印を置く。サンプルの全長にわたって1 m増加するごとに連続して目印を付ける。最後に残った1 m未
満の長さをB.6.1に規定の校正した物差しで測定する。サンプルの全長は,1 m増加するごとに付けた長さ
と最後に残った長さとを合計したものである。必要ならば,サンプル上に置いた新たな目印で,3回測定
を繰り返す。
84
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験者は,サンプルの先端及び後端のつなぎ目部分の長さを含めるか否かを事前に取り決めておかなけ
ればならない。
B.8.3 サンプル幅の測定
全幅に広げられた生地の幅は,両端に直角に測った最外端の間の距離(長さ)とする。
中央で二つ折りにした生地の幅は,二つに折り曲げた部分の端からきちんと重ね合わされた両端までを
折り曲げ,端に直角に測った距離(長さ)の2倍とする。
両端がきちんと重ね合わされていない場合は,折り曲げ端から近い方の端までを測定し,その旨を報告
書に記載する。円筒状に巻かれた生地の幅は,サンプルがきちんと置かれ,両端が平らに保たれている状
態で両端に直角に測った両端間の距離(長さ)とする。サンプルの全長にわたって均等な間隔で測定する。
− 5 mまでの長さのサンプル
:5回測定
− 20 mまでの長さのサンプル
:10回測定
− 20 mを超える長さのサンプル
:2 m間隔で少なくとも10回測定
端から端までの全幅を測定しない場合は,試験者は有効幅の定義についての取り決めをし,その旨を試
験報告書に記載する。
有効幅を測定する場合は,全幅に準じて測定し,B.3.3に記載の耳・縁などを除外する。有効幅は,織組
織の種類・バリエイションによって,又は衣服,その他の既製品を作る上での特別な要求によって,その
定義が異なることがある。
B.9 計算及び結果の表示
B.9.1 反物の長さ
サンプルの長さ(測定値)の算術平均をセンチメートル(cm)単位まで計算する。必要に応じて,変動
係数を1 %の位までと95 %信頼限界とをセンチメートルの単位まで計算するか,又は個々の測定値をセン
チメートル単位まで表示する。
B.9.2 反物の幅
サンプル幅(測定値)の算術平均をセンチメートル単位まで計算する。必要に応じて,変動係数を1 %
の位までと95 %信頼限界とをセンチメートル単位まで計算する。
B.10 試験報告書
試験報告書には,次の事項を記載する。
a) 一般情報
1) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
2) サンプルの識別確認及び採取手順
3) サンプル形状(全幅,中央二つ折り,円筒巻き)及び特別な処理を行った後に試験した場合の記述
4) 規定の試験手順から逸脱した点
b) サンプルの長さ
1) メートル単位での算術平均値
2) 必要に応じて,変動係数(%)及び95 %信頼限界(m)又は個々の測定値(m)
3) 説明事項。 例えば,“片側の端が伸びていたため両端の長さが異なっていた”,“端末のつなぎ目の
部分を測定に加えた”などの説明
c) サンプルの幅
85
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 測定幅が“全幅”,“有効幅”,“別の定義及び合意に基づいた幅”のいずれかについての説明
2) メートル単位での算術平均値
3) 必要に応じて,パーセント表示の変動係数及びメートル(m)単位で表した95 %信頼限界
4) メートル単位で表示した最少幅
86
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書BA
(参考)
調温調湿・コンディショニング,緩和処理及び
測定のための反物の置き方
し(弛)緩した無緊張状態で調温調湿・コンディショニングの雰囲気に十分に暴露するように長い反物
を便利で効果的に置く方法は,反物を広げて,適切な大きさに緩やかに波打たせて置くことである(図BA.1
参照)。
目印を付けて測定する間,幅を測定しようとする生地の反物を,張力がかからないように測定台上に配
置することが重要である。このためには,測定する部分以上に広げられた反物の両端を図BA.2のように
カットル折り(cuttle-fold)にして,測定する部分のそれぞれの端を積み重ねておくと便利である。
測定台が短かすぎてこの方法が使えない場合には,測定台と連続した長方形の面となるように同じ高さ
で少なくとも同じ幅の補助台を測定台の両端に置いて使用することができる。
図BA.1−ゆるい折り畳み
図BA.2−カットル状折り畳み
87
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
繊維製品−織物−単位長さ及び単位面積当たりの質量の測定
この附属書は,1977年に第1版として発行されたISO 3801,Textiles−Woven fabrics−Determination of
mass per unit length and mass per unit areaを基に,技術的内容を変更することなく作成したものである。
織物生地の単位面積当たりの質量及び単位長さ当たりの質量は,一つの方法だけでなく複数の方法で測
定する場合がある。
ある種の生地は,単位長さ当たりの質量と単位面積当たりの質量とは,単に生地幅に関係あるだけであ
るが,(生地の耳又は本体のいずれかの)構造に変化のある生地は,単位面積当たりの質量と単位長さ当た
りの質量との間には重要な区別がある。可能な限りの方法を考え,生地に適した方法を選択することが重
要であり,大きな柄の生地を試験するときは,方法5に採用した試験片の大きさでは不十分な場合がある
ことに特に注意する必要がある。
これらの場合には,この方法で議論することは適切でない。布地の試料又は試験片(すなわち,一定長
さの試料又は切断片)に対して適切な方法か,荷口,すなわち,反物(通常の生産単位)の中の生地に適
している方法であるかで選択しなければならない。
反物のバッチを代表する試料として切断片が用いられる場合は,調整していない反物の正確な寸法及び
質量に,試料の試験結果を利用することを勧める。生地質量のどの測定方法を選ぶかは,状況による場合
が多い。
いずれの方法も唯一の標準的な方法として他の方法より正確であるとして,正当化することはできない。
そのため,特定の状況の下で,単位長さ当たりの質量と単位面積当たりの質量とを選択し,試料に適した
方法又は反物に適した方法を選択することが望ましい。
C.1 適用範囲
C.1.1 この附属書は,次の測定を行う方法について規定する。
a) 単位長さ当たりの質量
b) 単位面積当たりの質量
これらは,試験用標準状態で調整した織物生地について測定する。
C.1.2 方法は全幅にした,又は中央を折り畳んだ織物生地(伸縮性タイプも含む。)に適用でき,一定長
さの試料での測定と同様に完全な反物でも生地の質量の測定に適用できる。
C.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
ISO 139,Textiles−Standard atmospheres for conditioning and testing
ISO 22198,Textiles−Fabrics−Determination of width and length
C.3 原理
C.3.1 方法1及び方法3
88
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
反物又は一定長さの試料を試験用標準状態で調整し,生地の長さと質量を測定し,単位長さ当たりの質
量を算出するか,又は関連として生地の長さ,幅及び質量を測定し,単位面積当たりの質量を算出する。
C.3.2 方法2及び方法4
試験用標準状態に反物全体を調整することが実際的でない場合は,反物の長さ(及び幅)及び質量を一
般的な大気中で緩和させた後に測定し,単位長さ当たりの質量(単位面積当たりの質量)を算出し,補正
係数を適用して補正した値を求める。その補正係数は,緩和後,反物から裁断した特定部分の長さ(及び
幅)及び質量を最初に周辺一般的な大気中で測定し,次に,試験用標準状態で測定して,その値の比によ
って決まる。
C.3.3 方法5
小さい試料で試験をする必要がある場合は,この試料から採取した小試料を標準状態で水分平衡になる
までさらして,単位面積当たりの質量を測定する。この場合,寸法既知の試験片を採取し,ひょう量し,
単位面積当たりの質量を算出する。
C.4 装置
C.4.1 目盛付き鋼製物差し
長さ3 m(得られない場合は2 m以上)で,センチメートル及びミリメートル単位の目盛の付いたもの
で,方法1,方法2,方法3及び方法4に使用する。
C.4.2 器具
耳と直角に裁断した全幅の試験片を作れるもので,方法1,方法2,方法3及び方法4に使用する。
C.4.3 天びん
反物又は一定長さの試料の質量を,測定質量の±0.2 %の精度で測定できるもの。 方法5については,
0.001 gの精度を必要とする。
C.4.4 テーブル
表面が平滑で,測定する織物生地の幅より大きく,長さ4 m以上のもの。
C.4.5 器具
10 cm×10 cmの大きさに裁断するか,又は100 cm2の円形面に1 %の精度で裁断でき,方法5に使用で
きるもの。
C.4.6 金属板
約9 cm幅の正方形(又は80 cm2円盤を使用)で,厚さ1 cm,方法5に使用できるもの。
C.5 調整及び試験時の標準状態
調整及び試験時の標準状態は,ISO 139に規定した標準状態とする。標準状態は,相対湿度(65±4)%,
温度20 ℃±2 ℃である。
注記 熱帯地域の場合は,27 ℃±2 ℃の温度を受渡当事者間の協定によって使用してもよい。
C.6 操作
C.6.1 予備調整
水分平衡には乾燥側から近づけていくものとする。受け取った生地を速やかにこの条件にするのが難し
い場合には,生地を温度50 ℃以下,相対湿度10 %以下の大気中に暴露し,予備調整するとよい。2時間
以上の間隔で連続してひょう量した差が,この大気中で調整したときの生地の最終質量が0.5 %以下にな
89
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ったとき,予備調整で水分平衡に達したものとみなす。
C.6.2 耳
耳の単位長さ(又は面積)当たりの質量が,生地の単位長さ(又は面積)当たりの質量とかなり異なる
場合は,単位面積当たりの質量は,本体の最も外側のたて糸に沿って耳部を除去した試料で測定し,計算
は耳部を除いた試料の質量並びにその長さ及び幅に基づいて算出する。
C.6.3 方法1
試験用標準状態で調整できる反物,又は一定長さの試料の単位長さ当たりの質量の測定。
C.6.3.1 反物
附属書B(ISO 22198)によって,調整した反物の長さを測定し,次に(標準状態から取り出さずに)ひ
ょう量する。別法として,反物の全長を測定するのが不可能か,必要ない場合はできる限り反物の中央部
から採取した0.5 m以上,できれば3 m〜4 mの長さの試料をC.6.3.2に示した方法を使用して測定する。
C.6.3.2 一定長さの試料
C.6.3.2.1 耳及び直角な平行線に沿って確実に反物の全幅を裁断するようにし,試料の長さが0.5 m以上,
できれば3 m〜4 mとなるようにする。
C.6.3.2.2 附属書B(ISO 22198)によって,調整した試料の長さを測定し,次に(標準状態から取り出さ
ずに)ひょう量を測定する。
C.6.4 方法2
試験用標準状態でする。調整することが実際的でないときの反物の単位長さ当たりの質量の測定。
附属書B(ISO 22198)によって,一般的な大気中で緩和後,反物の長さを測定し,次いで同じ大気中で
ひょう量する。できる限り,反物の中央から全幅で少なくとも1 m以上,できれば3 m〜4 mの長さのも
のを裁断し,一般的な大気中で質量及び長さを測定する。その大気の温度及び/又は湿度の急激な変化に
よる影響を最小限にするため,同時に同じ大気中での反物の質量及び一定長さの試料の質量を測定する。
次にC.6.3.2.2に規定した操作による。
C.6.5 方法3
試験用標準状態で調整できる反物,又は一定長さの試料の単位面積当たりの質量の測定。
C.6.5.1 反物
C.6.3.1に示した操作によって,附属書B(ISO 22198)の調整した幅を測定する。
C.6.5.2 一定長さの試料
C.6.3.2に示した操作によって,附属書B(ISO 22198)の調整した幅を測定する。
C.6.6 方法4
試験用標準状態で調整することが実際的でないときの反物の単位面積当たりの質量の測定。
方法2を使用し,一般的な大気中で緩和後の反物の幅並びに試験用標準状態で緩和及び調整した後の試
料の幅を附属書B(ISO 22198)によって測定する。
C.6.7 方法5
小さい試験片を使用しての単位面積当たりの質量の測定。
C.6.7.1 試験試料
できるだけ全体の生地を代表するところからしわ及び耳部分を避けて選び,生地から約15 cm×15 cmの
大きさの試料を5枚(ほかに規定がない場合)採取する。単位面積当たりの質量がかなり異なっている面
積部分が含まれているような大きな柄のある生地の場合,柄の一完全の整数倍を含むように試料を採取す
る。
90
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.6.7.2 操作
C.6.1によって,試料を予備調整する。少なくとも24時間の間,無緊張状態で試験用標準状態にさらし,
試料を水分平衡にする。各試料を裏返し,裁断するのに適した表面をもつものの上に置く。試料の中央に
金属板を置き,カッターの位置を決めて,約10 cm×10 cmの正方形の試験片(又は100 cm2の円形の試験
片)に裁断する。糸のほつれが生じないように注意して,±0.001 gの精度で試験片をひょう量する。
C.7 結果の計算
C.7.1 方法1及び方法3
単位長さ当たりの質量(g/m)及び/又は単位面積当たりの質量(g/m2)を,次の式によって算出する。
c
c
ul
l
m
m=
c
c
c
ua
W
l
m
m
×
=
ここに, mul: 試験用標準状態で調整後の反物又は試料の単位長さ当たりの
質量(耳を含む場合及び含まない場合)(g/m)
mua: 試験用標準状態で調整後の反物又は試料の単位面積当たりの
質量(耳を含む場合及び含まない場合)(g/m2)
mc: 試験用標準状態で調整後の反物又は試料の質量(耳を含む場合
及び含まない場合)(g)
lc: 試験用標準状態で調整後の反物又は試料の長さ(m)
Wc: 試験用標準状態で調整後の反物又は試料の幅(耳を含む場合及
び含まない場合)(m)
結果は,グラム単位の整数位に丸める。
C.7.2 方法2及び方法4
C.7.2.1 緩和した生地,緩和した試料及び調整した試料のデータから,反物の調整したときの長さを附属
書B(ISO 22198)によって算出する。
C.7.2.2 単位面積当たりの質量を測定するときは,同様に算出するが,反物の調整した幅は附属書B(ISO
22198)による。
C.7.2.3 反物の調整した質量(g)を,次の式によって算出する。
s
sc
r
c
m
m
m
m
×
=
ここに,
mc: 試験用標準状態で調整後の反物の質量(g)
mr: 一般的な大気中で緩和後の反物の質量(g)
msc: 試験用標準状態で調整後の試料の質量(g)
ms: 一般的な大気中で緩和後の試料の質量(g)
C.7.2.4 C.7.2.3から求めたmcの値を用い,C.7.1のように単位長さ当たりの質量又は単位面積当たりの質
量を算出する。
C.7.2.5 結果は,グラム単位の整数位に丸める。
C.7.3 方法5
試験片の質量から,生地の単位面積当たりの質量を,次の式によって算出する。
mua=m×100
ここに, mua: 試験用標準状態で調整後の生地の単位面積当たりの質量
(g/m2)
91
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
m: 試験片の質量(g)
算出した5回の平均値を求める。
結果は,グラム単位の整数位に丸める。
C.8 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 複数の試験片で試験した場合は,各試験片についての結果
c) 試験を実施した日
d) 単位長さ当たりの平均質量(g/m)及び/又は単位面積当たりの平均質量(g/m2)
e) 各々の結果を得た方法(方法1,方法2,方法3,方法4又は方法5)
f)
この結果に耳を含むかどうか
g) 規定操作から逸脱した場合の詳細
92
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(規定)
繊維製品−織物−構造−分析法−生地の単位面積当たりの
たて糸及びよこ糸の質量の測定
この附属書は,1984年に第1版として発行されたISO 7211-6,Textiles−Woven fabrics−Construction−
Methods of analysis−Part 6: Determination of the mass of warp and weft per unit area of fabricを基に,技術的内
容を変更することなく作成したものである。
織物について,単位面積当たりの質量[附属書C(ISO 3801)参照]及びセンチメートル当たりのたて
糸及びよこ糸の本数によって規定するのが一般的慣例である。しかし,これは織物中のたて糸及びよこ糸
の比率を確定していない。糸の見掛繊度を明示しなくとも,生地の単位面積当たりのたて糸及びよこ糸の
質量それぞれの値を示すことで,たて糸及びよこ糸間に含まれた両者の望ましいバランスを言い表すこと
ができる。
D.1 適用範囲
この附属書は,非繊維物質を除去した後の生地の単位面積当たりのたて糸及びよこ糸の質量の測定方法
について規定する。
D.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
ISO 139,Textiles−Standard atmospheres for conditioning and testing
ISO 3801,Textiles−Woven fabrics−Determination of mass per unit length and mass per unit area
ISO 1833-1,Textiles−Quantitative chemical analysis−Part 1: General principles of testing
D.3 原理
D.3.1 A法
たて糸及びよこ糸に分解する生地片の外形を,正方形又は長方形の形に印を付ける。印を付けた部位は,
まだ大きな試料生地の一部を成している間に非繊維物質を除去するので,糸は減少することがない。非繊
維物質の量を測定する場合には,この大きな試料は,生地の各糸方向に平行な対角線をもつ正方形とする。
非繊維物質の量を測定しない場合には,大きな試料はいかなる形状又は寸法でもよい。
D.3.2 B法
面積既知の試験片を,たて糸及びよこ糸に分解する。非繊維物質を,たて糸及びよこ糸から除去する。
D.4 器具
D.4.1 消えないマーキングインク
D.4.2 はさみ
D.4.3 分解用針
D.4.4 小さいテンプレート
93
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
150 cm2以上の面積既知の正方形又は長方形に印を付けるか,又はこれを打抜きするもの。長方形の幅に
対する長さの比率は,4倍以下とする。また,適切なテンプレートは,約15.8 cm×15.8 cmとする。この
糸の質量(g)を40倍したものが平方メートル当たりのグラム数を示す。
D.4.5 大きいテンプレート
十分に大きな正方形に印を付けるもの,又はこれを打抜きするものとする。この正方形は,小さいテン
プレート(D.4.4参照)で印を付けた部位を取り囲むのに十分に大きく,かつ,取り囲まれた正方形又は長
方形の各辺がこの正方形の対角線と平行に配置するものとする。
D.4.6 天びん
ひょう量する最小単位の0.1 %の精度があるもの。
D.5 調整及び試験時の標準状態
調整及び試験時の標準状態は,ISO 139に規定した標準状態とする。試料の調整及び試験時に用いる。
D.6 試験片
D.6.1 調整
印を付けるか又は切り取る前に,試験片を採取する試料を水分平衡となるまで調整用標準状態にさらし
ておく。次に,各試料から試験片を採取する。
D.6.2 A法
大きいテンプレート(D.4.5参照)を用いて,たて糸及びよこ糸の方向に対角線をもつ正方形を,試料の
上に鉛筆で印を付ける。この正方形の中心に,小さいテンプレート(D.4.4参照)を用いて,たて糸及びよ
こ糸の方向に各辺をもつ正方形又は長方形を消えないマーキングインク(D.4.1参照)で印を付ける。はさ
み(D.4.2参照)を用いて試料から大きい正方形を切り取り,たて糸及びよこ糸方向を確認する。又はその
代わりに,打抜きを用いて試料から大きい正方形を採取する。
非繊維物質の量を測定する必要がない場合は,この付与物質を除去する間,糸が内側の印を付けた部位
にとどまっているのであれば,大きい試験片はどのような形状又は寸法でもよい。
D.6.3 B法
小さいテンプレート(D.4.4参照)を用いて,たて糸及びよこ糸と各辺ができるだけ平行になるように正
方形又は長方形を鉛筆で印を付ける。はさみ(D.4.2参照)を用いて生地から正方形又は長方形を切り取り,
たて糸及びよこ糸方向を確認する。又はその代わりに,打抜きを用いて生地から適切な大きさの正方形を
採取する。
D.7 操作
D.7.1 A法
ISO 1833-1に規定した方法によって試料から非繊維物質を除去する。試料は,水分平衡になるまで,調
整及び試験用標準状態にさらしておく。付与物質を除去する前に試料に付けた印で,内側の正方形又は長
方形の各辺に沿って切り取る。印を付けた部位の質量を,0.1 %の精度で測定する。
試験中の生地から糸並びに繊維の断片を見やすくするために,適切な色紙の上に載せてから,正方形又
は長方形の一方の端から糸をほぐし始める。そして,生地から容易にほぐれるようになった糸を,ひとま
とめにして集める。ときどき生地のもう一方の方向に残っている糸のフリンジを切り取り,その短い長さ
のものを一つに集め,容易にほぐれるようになった糸とは分離しておく。
94
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
印を付けた部位全体をたて糸及びよこ糸に分解したとき,0.1 %の精度で別々にたて糸及びよこ糸の質量
を測定する。この二つの質量の合計が,分解前の生地の質量と1 %以上異なってはならない。たて糸及び
よこ糸の質量の合計が生地片の質量と1 %以上異なる場合は,この操作が十分に正確な手順で行われなか
ったものといえる。必要とする正確さに達するように,この操作を繰り返す。
注記 長い長方形の試験片のほうが,正方形より分解しやすい。しかし,正方形を分解するとき,生
地から容易に糸がほぐれるようになった糸の方向を長辺にして,幾つかの長方形に切り取るこ
とによって容易に分解できる。
D.7.2 B法
試験中の生地から糸の断片を見やすくするために,適切な色紙の上に載せてから,面積既知の試験片を
たて糸及びよこ糸に分解する。試験片の分解が終わるとISO 1833-1に規定した方法によってたて糸及びよ
こ糸から別々に非繊維物質を除去する。この処理中に繊維が減少しないように注意して行う。
糸を予備乾燥し,乾燥した糸を標準状態に大まかにさらすことによって,試験用標準状態で水分平衡と
する。この2組の糸の質量を,0.1 %の精度で別々に測定する。
D.8 計算及び結果の表示
付与物質を除去し,水分平衡にしたたて糸及びよこ糸の質量,及び分解した試験片の既知の面積から,
単位面積当たりのたて糸,よこ糸及び生地の質量(g/m2)を算出する。
D.9 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 使用した標準状態(通常温度又は熱帯温度)
c) 用いた方法(A法又はB法)
d) 非繊維物質の除去に用いた方法
e) 各試験片の単位面積当たりのたて糸及びよこ糸の質量,並びに必要な場合,生地の単位面積当たりの
質量(g/m2)
f)
規定操作から逸脱した場合の詳細
95
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(規定)
繊維製品−生地及び繊維製品の厚さ測定
この附属書は,1996年に第2版として発行されたISO 5084,Textiles−Determination of thickness of textiles
and textile productsを基に,技術的内容を変更することなく作成したものである。
E.1 適用範囲
この附属書は,規定の圧力の下で生地及び繊維製品の厚さを測定する方法について規定する。ただし,
特定の日本工業規格がある繊維製床敷物,不織布,ジオテキスタイル及びコーティング生地には適用でき
ない(附属書EA参照)。
E.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
ISO 139,Textiles−Standard atmospheres for conditioning and testing
ISO 10012,Measurement management systems−Requirements for measurement processes and measuring
equipment
E.3 用語及び定義
この附属書で用いる主な用語及び定義は,次による。
E.3.1
繊維製品の厚さ
繊維製品に1 kPa以下の圧力を加えたときの二つのプレート間の垂直距離。
E.4 原理
試験片の厚さは,試験片を載せたレファレンスプレートと試験中にその繊維製品の部位に規定の圧力を
加えたときの円形のプレッサフットとの間の距離として測定される。
試験片を二つのレファレンスプレート間に置き,その試験片に既知の圧力を加える。規定の時間後にレ
ファレンスプレート間の垂直距離を測定し,記録する。
E.5 装置
E.5.1 厚さ試験機
厚さ試験機の確認方法は,ISO 10012による。厚さ試験機は,次の機器を組み入れる(又は装備する)
ものとする。
E.5.1.1 交換可能なプレッサフット
試験する生地の種類に適した大きさのもの。試験には,2 000 mm2±20 mm2の大きさのプレッサフット
が望ましい。これは,直径50.5 mm±0.2 mmのプレッサフットに相当する(附属書EA参照)。その他の
大きさのものを用いる場合には,受渡当事者間の協定及び試験報告書への記録をしなくてはならない。
96
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.5.1.2 レファレンスプレート
プレッサフット(E.5.1.1参照)より大きく,直径50 mm以上で,上面が平滑なもの。
E.5.1.3 プレッサフット移動装置(レファレンスプレートの上面に対し,垂直方向に移動)
プレッサフットの移動する面がレファレンスプレート(E.5.1.2参照)の上面に対し,水平で平行を保ち,
レファレンスプレート上に載せてある試験片に1 kPa±0.01 kPa及び0.1 kPa±0.001 kPaの圧力を加えるこ
とができるもの(附属書EA参照)。
E.5.1.4 厚さゲージ
プレッサフット(E.5.1.1参照)の移動する面とレファレンスプレート(E.5.1.2参照)との間の距離を
0.01 mmの精度で測定できるもの。
E.5.2 ストップウォッチ
E.6 調整及び試験時の標準状態
調整及び試験時の標準状態は,ISO 139で規定した標準状態とする。試料の調整及び試験時に用いる。
E.7 試料の採取,選定及び調整
E.7.1 次の方法のいずれかによって適切な試料を採取する。
a) 関連の材料規格が示す指示による。
b) このような指示が材料規格にないときは,受渡当事者間の協定によった手順とする。
E.7.2 EA.3によって試料から試験部位を選択する。例えば,ある種のニット生地のような不安定で敏感
な生地については,EA.3によって試験片を切断する。広幅生地で,ゆがまないようには扱えないものは,
試験片を切断する。
E.7.3 緩和状態の試料及び試験片を,試験用標準状態で平衡状態になるまで調整する。
注記 試料を,緩和状態に16時間以上調整することが望ましい。
E.8 操作
E.8.1 プレッサフット(E.5.1.1参照)及びレファレンスプレート(E.5.1.2参照)をきれいにする。プレ
ッサフット軸が自由に動くか点検する。レファレンスプレートに規定の圧力を加えるためプレッサフット
を載せる。そして,厚さゲージ(E.5.1.4参照)の目盛をゼロにする。加える圧力は,1 kPa±0.01 kPaが望
ましい。
E.8.2 プレッサフットを持ち上げ,張力及びゆがみがない状態で,測定部位が耳から150 mm以内になら
ないようにレファレンスプレートに試料又は試験片を置く。測定する部位は,しわがないようにする。
E.8.3 プレッサフットを試験片の上にゆっくり降ろし,30秒±5秒後にゲージを読み,記録する。
E.8.4 E.8.2及びE.8.3の操作に従って,試料の5か所以上の異なる部位,又は5枚以上の試験片(附属書
EA参照)の厚さを測定する。
E.9 結果の表示
0.01 mmの精度で,E.8によって測定した値の平均値を算出する。変動率を最小0.1 %まで,及び95 %信
頼区間を最小0.01 mmまで算出する。
97
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.10 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 生地についての記述。適切な場合,細幅生地の幅
c) 用いたプレッサフットの大きさ
d) 加えた圧力
e) 試験回数
f)
生地又は繊維製品の厚さを平均値(mm)で表す。必要な場合,変動係数(%)及び95 %信頼区間(mm)
を示す(E.9参照)。
g) 受渡当事者間の協定又は別の方法によって,規定された手順からの逸脱及びその理由
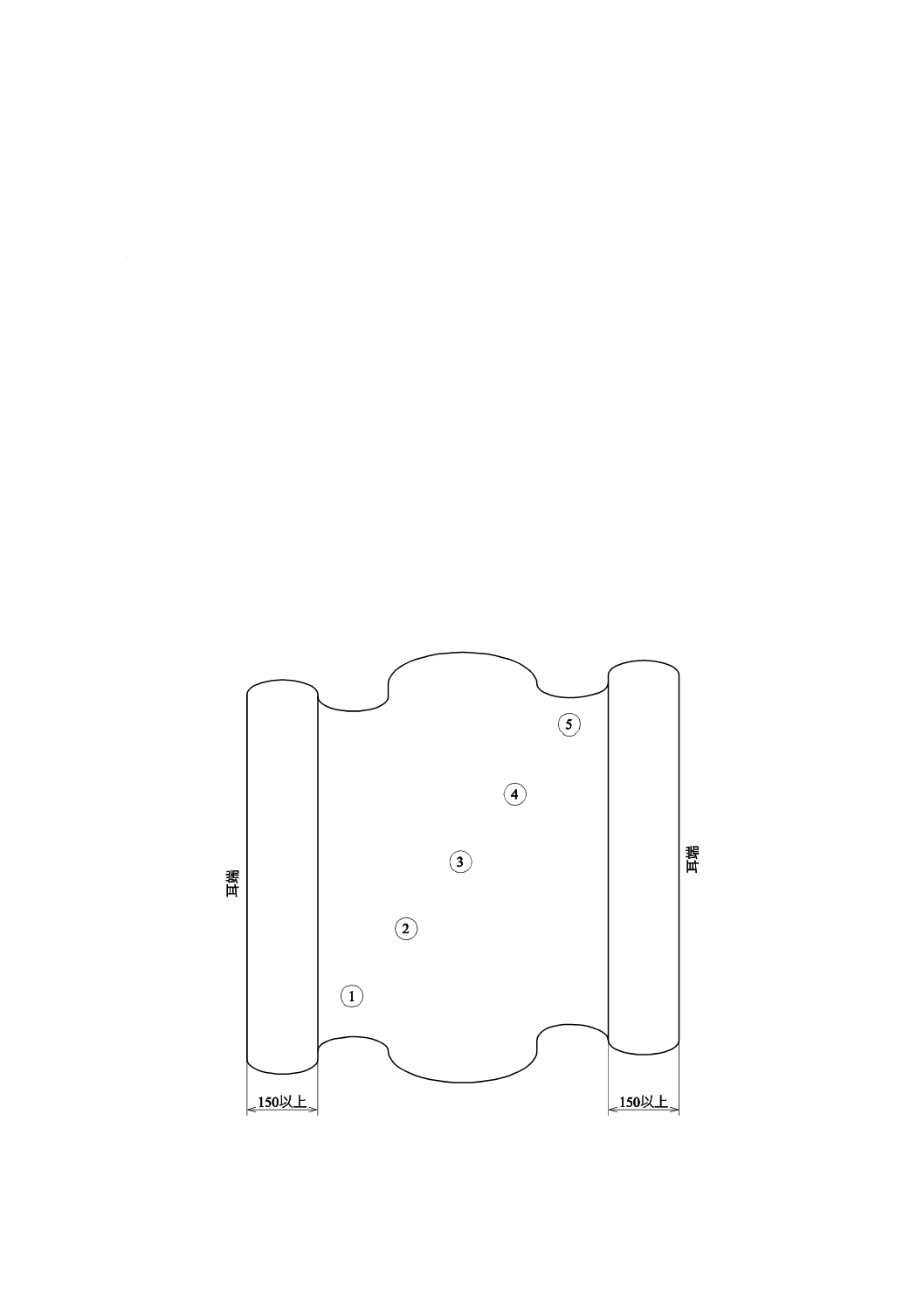
98
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書EA
(規定)
試験部位及びプレッサフットの大きさ並びに加える圧力の選択
EA.1 プレッサフット
E.5.1.1で推奨したプレッサフットの大きさが用いられない場合は,次のいずれかによる。
a) 細幅生地,例えば,有効幅50 mm以下の生地に対しては,大きさを100 mm2±1 mm2とする。これは,
直径11.28 mm±0.5 mmの円形のプレッサフットに相当する。
b) その他の生地では,大きさを10 000 mm2±100 mm2とする。これは,直径112.84 mm±0.5 mmの円形
のプレッサフットに相当する。
EA.2 加える圧力
E.8.1で奨励した圧力が用いられない場合は,例えば,パイル又はわな(輪奈)生地及びある種のニット
生地などには,0.1 kPa±0.001 kPaを用いる。
EA.3 試験部位
試料上の試験部位又は試験片の位置を,図EA.1に示す。
単位 mm
図EA.1−試験部位又は試験片の位置
99
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書EB
(参考)
参考文献
繊維製床敷物,不織布及びジオテキスタイルの厚さ測定についての関連規格を次に示す。
ISO 1765:1986,Machine-made textile floor coverings−Determination of thickness
ISO 9073-2:1995,Textiles−Test methods for nonwovens−Part 2: Determination of thickness
ISO 9863-1:2005,Geosynthetics−Determination of thickness at specified pressures−Part 1: Single layers
ISO 9863-2:1996,Geotextiles and geotextile-related products−Determination of thickness at specified pressures
−Part 2: Procedure for determination of thickness of single layers of multilayer products
100
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(規定)
繊維製品−織物−構造−分析法−単位長さ当たりの糸本数の測定
この附属書は,1984年に第1版として発行されたISO 7211-2,Textiles−Woven fabrics−Construction−
Methods of analysis−Part 2: Determination of number of threads per unit lengthを基に,技術的内容を変更する
ことなく作成したものである。
F.1 適用範囲
この附属書は,織物のセンチメートル当たりの糸本数を測定する3種類の方法について規定する。次の
方法の選択は織物の特性によって3種類の方法のいずれを用いてもよい。異論のある場合は,A法による
ことが望ましい。
a) A法 織物を分解するもので,すべての織物に適する。これは,最も手間のかかる方法であるが,他
の方法より制約が少ない。特に,多層の組織のもの及び複雑な織り方のものを測定するのに最も適し
ている。
b) B法(織物分解鏡) センチメートル当たり50本以上の織物に適する。
c) C法[移動式糸数計測器(実体顕微鏡)] すべての織物に適する。
センチメートル当たりの糸本数が少ない場合は,結果を10 cm当たりの糸本数として表示することが便
利である。
注記 平行形及びテーパー形デンシメータを用いる方法を,附属書FAに示す。これらの方法は,標
準的な試験方法として用いるには十分な精度があるとみなされていないが,日常的な試験とし
て概数を求めたり,予備試験を行うのに使用することができる。
F.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。この
引用規格は,その最新版(追補を含む。)を適用する。
ISO 139,Textiles−Standard atmospheres for conditioning and testing
F.3 原理
センチメートル当たりの糸本数を測定する3種類の方法が規定されており,いずれの方法を用いてもよ
く,その選択は織物の特性による。原理は,次のとおりである。
a) A法 F.4に示す方法によって一定の大きさの織物を分解して糸の本数を数える。数える糸は,短い間
隔がよく,1 cm〜2 cmが適切である。
b) B法 規定した織物分解鏡の目盛板の範囲内で観測できる糸本数を数える。
c) C法 織物のセンチメートル当たりの糸本数は,移動式糸数計測器(実体顕微鏡)で測定する。
F.4 最小測定区間
表F.1に規定した適切な最小測定区間を用いる。
101
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表F.1−最小測定区間
1 cm当たりの糸本数 最小測定区間
cm
試験片当たりの糸本数
本
精度 %
(誤差範囲:0.5本)
10未満
10
100未満
0.5を超える
10〜25
5
50〜125
1.0〜1.4
25を超え40以下
3
75〜120
0.7〜0.4
40を超える
2
80を超える
0.6未満
A法では,糸が100本以上ある試験片を採取する。幅が10 cm又はそれ未満の細幅の織物では,両耳の
糸を含めて全幅の糸を数え,全幅当たりの糸本数として結果を表す。柄生地で糸密度の粗密のある柄のあ
るものは,少なくとも一つの完全組織(F.10参照)を含む試験片を選択する。
F.5 調整及び試験時の標準状態
調整及び試験時の標準状態は,ISO 139に規定した標準状態とする。試料の調整及び試験時に用いる。
F.6 試験片
A法を除いて,特別に試験片を準備する必要はないが(F.7.2参照),できるだけ全体の生地を代表する
ような5か所以上異なったところを選択して糸を数える。試験をする前に,16時間以上試験用標準状態で
生地又は試験片をさらす。
F.7 A法 織物の分解
F.7.1 器具
F.7.1.1 クランプ
二つの短いピンを平行に備えたもので,そのピンの間隔がF.4で規定した最小測定区間の±0.02 cm以内
の誤差範囲であるもの。
クランプが入手できない場合は,それに代わるもの。
F.7.1.2 分解用針2本
F.7.1.3 鋼製の重めの物差し
F.7.2 操作
F.4に規定した最小測定区間より0.4 cm〜0.6 cm大きく,かつ,十分に取り扱いやすい幅の試験片5枚を
無作為に採取する(F.6参照)。この場合,特に組織の粗い織物にあっては,糸の配列を乱さないように十
分留意する。
試験片の両端から0.2 cm〜0.3 cm内側にクランプ(F.7.1.1参照)のピンを突き刺す。2本のピンの外側
の短いほうの糸を数えていく方向に取り除き,ピンの内側の織物の測定区間の糸はそのままとする。次に,
試験片から測定区間の短いほうの糸をほぐして,糸本数を数える。ピンの刺さった糸は1/2本と数える。
通常,糸をほぐすには,先のとがったピンセット1本を用いると便利である。ほぐした糸は,10本ごとに
まとめておくと後の計数に便利である。
クランプが入手できない場合の別法としては,織物の端に置いた鋼製の重めの物差し(F.7.1.3参照)で
適切な目盛に印を付け,所定の測定区間の位置に2本の分解用針(F.7.1.2参照)を差し込んでその区間の
糸をほぐす方法でもよい。
102
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F.8 B法 織物分解鏡
F.8.1 器具
F.8.1.1 織物分解鏡
目盛板の幅は,すべての辺で2 cm±0.005 cm又は3 cm±0.005 cmとし,その目盛板の縁(エッジ)の厚
さは,0.1 cmを超えないものとする。
F.8.2 操作
F.4に規定した最小測定区間を用いる。織物を表面が平滑な台の上に平らにして置き,目盛板の一辺が
たて糸と平行になるように織物の上に織物分解鏡(F.8.1.1参照)を置く。織物には,すべての糸を観測し,
数えるが,数えることができない場合には,完全組織を数えるとよい。
完全組織の中で容易に識別できる1本の糸を選び,目盛板の一辺がこの糸に隣接するように織物分解鏡
を置く。測定区間内の完全組織の個数と端数の糸本数とを数える。完全組織の糸本数は,組織を分解する
か,織物をほぐして求める。目盛板の向かい合った辺によってくくられた区間のたて糸の本数又は完全組
織の個数を数えるか,又はたて糸単位の繰返し数と1単位中の端数の糸本数とを数える。
よこ糸についても同様な方法で,織物分解鏡の目盛板の一辺をよこ糸に平行に合わせ,よこ糸の本数又
は完全組織の個数を数えるか,又はよこ糸単位の繰返し数を数える。
ある種の斜文織,朱子織などのように,表面が専ら糸の塊をなしている織物については,組織が容易に
確認できる裏面で数えると比較的容易に分かる。
F.9 C法 移動式糸数計測器(実体顕微鏡)
F.9.1 器具
F.9.1.1 移動式糸数計測器(実体顕微鏡)
4倍〜20倍までの低倍率の拡大鏡を備えた器具で,つまみを回すと拡大鏡がF.4で規定した最小測定区
間を満たすのに十分な距離にわたって,横方向に目盛板の上を移動する。接眼レンズに標線のあるタイプ
か,又はつまみの回転に伴って拡大鏡と一緒に移動する指針が付き,拡大鏡を通して観察できるタイプの
ものであれば差し支えない。
F.9.2 操作
F.4で規定した最小測定区間を用いる。織物を表面が平滑な台の上に平らにして置き,計数する方向に
拡大鏡のつまみを回すと,拡大鏡が計数する糸の方向によってたて糸又はよこ糸と平行に織物上を移動す
るように,移動式糸数計測器(F.9.1.1参照)を織物の上に置く。次に,つまみを回しながら規定の最小測
定区間の糸本数を数える。
指針又は標線を織物上を移動させたときに通過したすべての糸を観察し,数えられる織物については問
題ないが,これができない織物については,完全組織の数を数えるとよい。完全組織の中で,容易に識別
できる1本の糸から数える。測定区間内の完全組織の個数及び端数の糸本数を数える。完全組織の糸本数
は,組織を分解するか,織物をほぐして求める。
ある種の斜文織,朱子織などのように,表面が専ら糸の塊をなしている織物については,組織が容易に
確認できる裏面で数えると比較的容易に分かる。
F.10 計算及び結果の表示
センチメートル当たりの糸本数を算出する。各方向について,各測定値の平均値で表す。すなわち,セ
ンチメートル当たりのたて糸本数をたて糸方向,センチメートル当たりのよこ糸本数をよこ糸方向とする。
103
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
平方センチメートル当たりの糸本数は,センチメートル当たりのたて糸本数,よこ糸本数の各平均値の合
計とする。
糸間に粗密のある部位によって柄を出した織物の場合は,柄ごとに糸本数を測定し,柄ごとにセンチメ
ートル当たりの糸本数を報告する。
F.11 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 適用した標準状態(通常温度又は熱帯温度)
c) 適用した方法(A法,B法又はC法)
d) 使用した最小測定区間
e) 測定回数
f)
たて糸,よこ糸ごとのセンチメートル当たりの個々の測定値及びセンチメートル当たりの平均値。密
度の粗密のある部位によって柄を出した織物のときは,必要な場合,柄ごとで,たて糸,よこ糸ごと
の測定値及びセンチメートル当たりの平均値。
粗い密度の織物については,10 cm当たりの結果で表してもよい。細幅の織物(F.4参照)について
は,全幅の糸本数で結果を表す。
g) 必要な場合,平方センチメートル当たりの糸本数(又は100 cm2当たり)
h) 規定操作から逸脱した場合の詳細
104
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書FA
(規定)
テーパー形及び平行形デンシメータを使用する方法
FA.1 方法D(平行形デンシメータ)
この方法は,容易に目に見える干渉バンドを生じる織り組織の織物に適用する。
FA.1.1 原理
平行形デンシメータを,織物上に載せたときに現れる干渉バンドの数を測定する。
FA.1.2 装置
FA.1.2.1 平行形デンシメータ
10 cm又は20 cmの長さで,測定する織物のセンチメートル当たりの糸本数に対して約±5 %以内のもの。
異なるゲージのデンシメータが数種類ある場合は,あらかじめ試行し,その中から最適のデンシメータを
選択する。
デンシメータ上に刻まれたラインは,真っすぐで,相互に平行であることが必要である。デンシメータ
全体のセンチメートル当たりの平均ライン数は,0.1単位で求めるものとし,長さ既知のときにどちらのへ
りでもセンチメートル当たりの平均ライン数が,全体の平均ライン数から0.15 %以上の差がないものとす
る。
FA.1.3 操作
織物に適したデンシメータを選択し,測定する方向の糸及びデンシメータのラインが平行になるように
織物上に置く。適切なデンシメータを選択したときには,図FA.1に示すようにデンシメータのへりに平
行に多数の干渉バンドが現れる。デンシメータの中央部分のバンド数を数え,バンド数を数えたデンシメ
ータの長さ(cm)で除し,センチメートル当たりの平均バンド数を算出する。次の方法に従って,センチ
メートル当たりのバンド数をデンシメータのセンチメートル当たりのライン数に加算するか,又はデンシ
メータのセンチメートル当たりのライン数からセンチメートル当たりのバンド数を引き算する。
その方法は,デンシメータをわずかに回転したときに干渉バンドが同方向に回転して見える場合は,デ
ンシメータのセンチメートル当たりのライン数から,センチメートル当たりのバンド数を引き算する。し
かし,干渉バンドがデンシメータと反対方向に回転した場合は,デンシメータのセンチメートル当たりの
ライン数にバンド数を加算する。
FA.1.4 計算及び結果の表示
この試験で密度が直接求められない織物は,センチメートル当たりの糸本数を算出する。各方向につい
て,各測定値の平均値で表す。すなわち,センチメートル当たりのたて糸本数をたて糸方向,センチメー
トル当たりのよこ糸本数をよこ糸方向とする。平方センチメートル当たりの糸本数は,センチメートル当
たりのたて糸本数,よこ糸本数の各平均値の合計とする。
糸間に粗密のある部位によって柄を出した織物の場合は,柄ごとに糸本数を測定し,柄ごとにセンチメ
ートル当たりの糸本数を記録するのがよい。
FA.2 方法E テーパー形デンシメータ
この方法は,容易に目に見える干渉じま(縞)を生じる織り組織の織物に適用する。
FA.2.1 原理
105
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
テーパー形デンシメータを織物上に載せたときに現れる干渉模様の観察から糸本数を測定する。
FA.2.2 装置
FA.2.2.1 テーパー形デンシメータ 2本の平行のスケール間が2.5 cmの距離で,対称的に配列された発散
形のラインからなる。このラインは,対称軸に直角で等間隔に切り離されたものとする。対応するスケー
ルの目盛が,反対側にもついていて,目盛は一方のスケールの目盛から他方の対応する目盛に直線を引い
たとみなされる線及び場所を構成単位の数値として表示する。目盛は,フルスケールの0.5 %の精度で表
示する。ラインの発散する程度は,センチメートル当たりのライン数の最大値と最小値でスケールの長さ
(cm)の4倍の格差がないものとする。
FA.2.3 操作
測定する方向の糸及びテーパー形デンシメータの長辺が平行になるように織物上に置く。適切なデンシ
メータを選択したときは,デンシメータのセンチメートル当たりのライン数がセンチメートル当たりの糸
本数と等しい箇所が1か所存在する。この箇所に,対称形又は曲線形で,明暗色の十字の干渉模様が現れ
る。この十字の短いあし(肢)2本の先端が指すスケールの目盛の読みが,センチメートル当たりの糸本
数を示す。この十字の干渉模様が非対称である場合は,十字の短いあしが指す両端のスケールの読みの平
均値をとる。25本/cmの糸本数の織物を測定したときに生じた干渉模様を,図FA.2に示す。スケールの
読みが,センチメートル当たりの糸本数の倍数又は約数となる位置に他の模様が見られる場合があるが,
これらの模様は極めて薄く,正しいものと判定違いするようなことはほとんどない。
斜文織の斜文線による模様が生じることもあるが,このような場合は,デンシメータの短辺を測定する
方向の糸に合わせて平行にすると防止できる。こうした注意は,織糸で作る斜文線が小さい角度を作るの
で,朱子のような表面が滑らかな織物では特に必要とする。
一般に,デンシメータのラインが開く方向に沿って光線を当てるとよい結果が得られる。しかし,いつ
もそうとは限らない。特に,つやのある織物では必ずしもよい結果にはならないので,試行錯誤によって
最善の条件を探すとよい。この場合は,透過光を用いるとよい。
FA.2.4 計算及び結果の表示
各方向について,各測定値の平均値で表す。すなわち,センチメートル当たりのたて糸本数をたて糸方
向,センチメートル当たりのよこ糸本数をよこ糸方向とする。平方センチメートル当たりの糸本数は,セ
ンチメートル当たりのたて糸本数,よこ糸本数の各平均値の合計とする。糸間に粗密のある部位によって
柄を出した織物の場合は,柄ごとに糸本数を測定し,柄ごとにセンチメートル当たりの糸本数を記録する
のがよい。
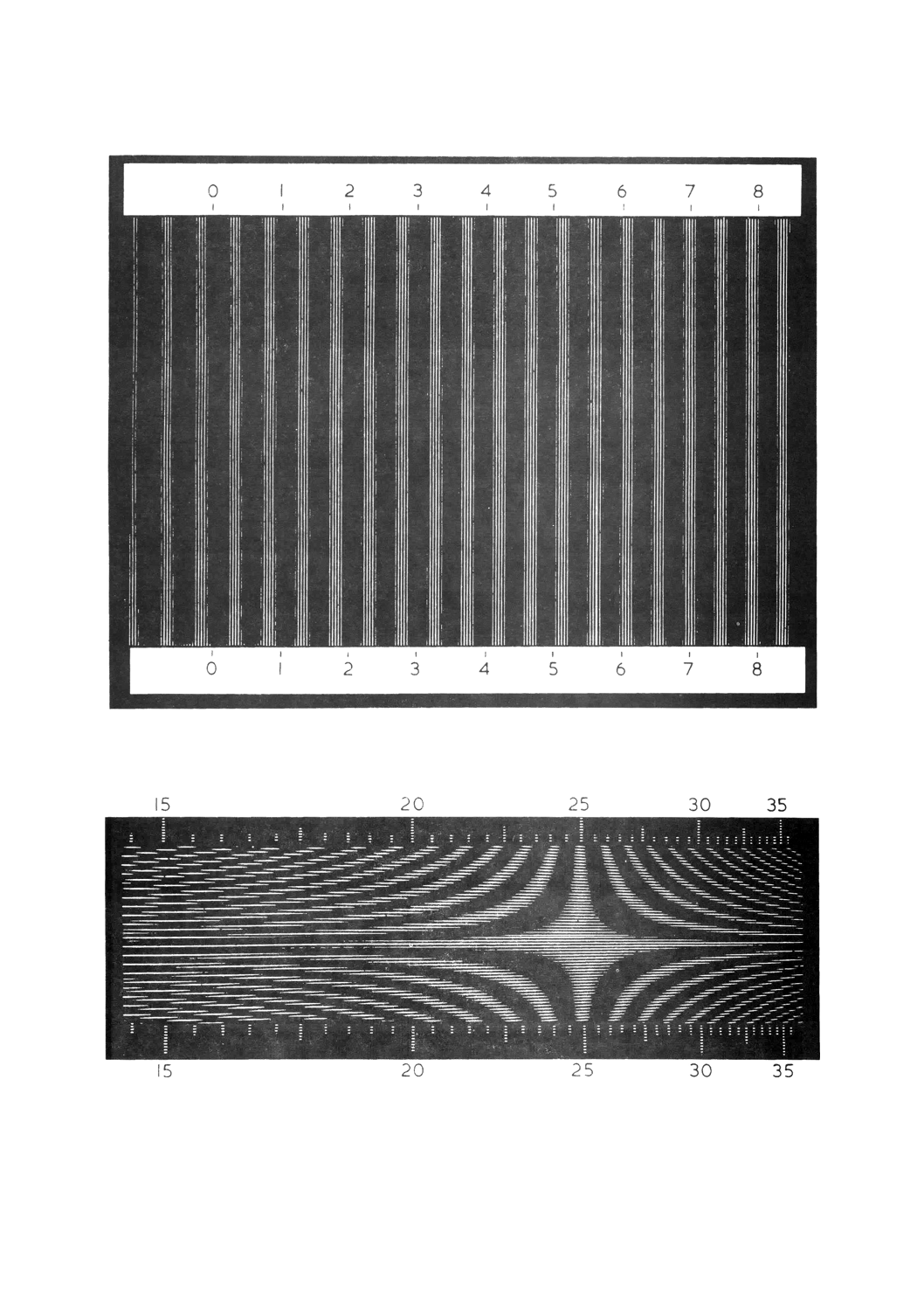
106
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図FA.1−平行形デンシメータの例
図FA.2−テーパー形デンシメータの例
107
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(規定)
繊維製品−織物−構造−分析法−生地中の糸の織縮み率の測定
この附属書は,1984年に第1版として発行されたISO 7211-3,Textiles−Woven fabrics−Construction−
Methods of analysis−Part 3: Determination of crimp of yarn in fabricを基に,技術的内容を変更することなく作
成したものである。
織物では,糸が交錯しているために,たて糸及びよこ糸の両方に波形又は織縮みを引き起こす。したが
って,例えば,織物生地片に織り込まれている状態のようなたて糸の両端の間の距離は,真っすぐに伸ば
した糸の長さより短く,この二つの長さの差が織縮みの測定に使用される。この手法では,織縮みした糸
を真っすぐにするために張力をかける必要がある。理論的には,この張力が糸を伸ばさないですべての織
縮みを取り除くものとなるのだが,これは実際には不可能と思われる。したがって,初荷重の表(附属書
GA参照)は,多少の避けられない伸び,又は完全には取り除けないと不完全な織縮み(そのうえ,残っ
た織縮みは無視される。)がある中で,その両者の平均をとったものを見出すために,指針としての要素を
含んだものである。紋織生地を試験する場合は,確実に試験用の糸を模様の一完全組織から採取する必要
がある。
G.1 適用範囲
この附属書は,生地中の糸の織縮みの測定方法について規定する。この方法は,ほとんどの織物生地に
適用できる。ただし,規定した初荷重の下で糸から織縮みを取り除くことができないか,又は実際的でな
いような方法で製造された織物には適用できない。
G.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。この
引用規格は,その最新版(追補を含む。)を適用する。
ISO 139,Textiles−Standard atmospheres for conditioning and testing
G.3 用語及び定義
この附属書で用いる主な用語の定義は,次による。
G.3.1
織縮み率
真っすぐに張った糸の長さと,生地中の糸の両端の間の距離との差の平均値を後者に対する百分率で表
す。
G.3.2
初荷重
製織によって生じた織縮みを取り除くために糸に加える最小荷重。
G.4 原理
長さ既知の織物生地片から糸をほぐす。この糸をその種類及び繊度に従って変わる張力をかけて真っす
108
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ぐにし,真っすぐの状態で測定する。真っすぐに張った糸の長さと生地中の糸の両端の間の距離との差を
後者に対する百分率で表す。
G.5 装置
G.5.1 糸のストレイトニング長さ測定装置
次の要求項目に適合した水平形又は垂直形の装置とする。
a) 2個の糸つかみ具をもち,つかみ具は最初に後部の一端を閉じ,閉じたときにつかみ面が平行になる
もの。
b) つかみ間の距離を変えられるもの。
c) つかみ間の距離を測定できるもの。
d) 各つかみ具の一方につかんだ表面に標線が付けられ,もう一方のつかみ具のへりとの最短距離が約2.5
mmのもので,つかみ具を閉じたときに観察できるもの。
e) つかみ具を通して,糸に規定した初荷重を加えることができるもの。
G.5.2 物差し
糸のストレイトニング装置として,同じ長さ単位の目盛の付いているもの。
G.5.3 分解用針
G.6 調整及び試験時の標準状態
調整及び試験時の標準状態は,ISO 139に規定した標準状態とする。試料の調整及び試験時に用いる。
G.7 試験片
16時間以上試料を調整する。調整した織物を張力をかけず,しわを取り除いて平らに置く。織物上にた
て糸に平行に長辺をとったもの2枚とよこ糸に平行に長辺をとったもの3枚の5枚の長方形生地片を型ど
るように印を付ける。各生地片は,幅方向に10本以上の糸本数とし,長さは装置の両方のつかみ具につか
む試験片の部分の20倍以上とする。織物に5枚のフラップを作るように各長方形生地片の二つの短辺と一
つの長辺に沿って切る。フラップの二つの短辺間の距離をミリメートル単位で測定する。また,織縮みの
測定及び繊度の測定の両方を行う必要がある場合は,更に,よこ方向の生地片を準備し,5枚とも異なる
よこ糸パッケージを代表して採取したものかを確認する必要がある。すべての生地片は,長さがなるべく
同じ長さで約250 mmが望ましく,幅は試験によってたて糸又はよこ糸のいずれかが25本以上含まれるよ
うにする。
G.8 操作
G.8.1 装置の設定
過度に引き伸ばさずに,試験片からできるだけ多くの織縮みを取り除くように,一方の糸のつかみ具に
伸長装置(G.5.1参照)を取り付ける。結果を報告するとき,選択した初荷重を記述する。ある種の糸に対
する初荷重は,附属書GAに指針として示す。
G.8.2 装置への糸の挿入
分解用針(G.5.3参照)を用いて,両端に織糸がまだ交錯したまま約1 cmを残して,外側の糸10本をフ
ラップの中央部からゆっくりとほぐす。よりが戻らないように,できるだけ糸の端末近くを持って,織糸
のうち1本の糸の端をほぐす。装置の一方のつかみ具の中に,この糸端がわずかにはみ出すように差し込
109
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
む。この端が標線と一致するまで,わずかな張力の下で糸を引っ張り,つかみ具を閉じ始める。完全につ
かみ具を閉じる(標線とつかみ具のへりとの間の糸部分がほぼ真っすぐになる。)。生地から他の端の糸を
ほぐし,同様な方法で他のつかみ具に差し込む。
G.8.3 糸の直線状の長さ
選択した初荷重が徐々に加わるように,つかみ具を引き離す。つかみ具上の標線間を測定し,ミリメー
トル単位で糸の真っすぐに張った長さを求める。
G.8.4 糸本数
5枚の各長方形フラップから10本の糸の真っすぐに張った長さを得るために測定を繰り返す。
G.9 計算及び結果の表示
10本の糸の各組について,平均の真っすぐに張った長さをミリメートル単位で算出する。織縮み率C[例
えば,平均の真っすぐに張った長さと生地中の糸の占有長さ(フラップ幅)の差を後者に対する百分率で
表す。]は,次の式による。
100
0
0×
−
=
L
L
L
C
ここに,
C: 織縮み率(%)
L: 生地から取り除いた10本の糸の平均長さ(mm)
L0: 生地中の糸の占有長さ(フラップ幅)(mm)
G.10 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 使用した標準状態(通常温度又は熱帯温度)
c) 生地の試験片長さ(フラップ幅)
d) 使用した初荷重
e) たて糸及びよこ糸の10本の各組についての平均の真っすぐに張った測定長(mm)
f)
各組の織縮み率
g) たて糸及びよこ糸の平均織縮み率
h) 規定操作から逸脱した場合の詳細
110
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書GA
(規定)
初荷重
特に規定したものがない場合,生地からほぐした後,糸を真っすぐに張るのに用いられる初荷重を表
GA.1に示す。
表GA.1−初荷重
糸
繊度 tex
初荷重 cN a)
綿紡績糸
7又は7より細い糸
7より太い糸
(0.75×tex値)
(0.2 ×tex値)+4
紡毛又はそ毛
15〜60
61〜300
(0.2 ×tex値)+4
(0.07×tex値)+12
人造連続フィラメン
ト糸(非加工糸)
すべて
(0.5 ×tex値)
注a) 1 cN=1 gf
111
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書H
(規定)
繊維製品−織物−構造−分析法−
生地から取り出した糸の見掛繊度の測定
この附属書は,1984年に第1版として発行されたISO 7211-5,Textiles−Woven fabrics−Construction−
Methods of analysis−Part 5: Determination of linear density of yarn removed from fabricを基に,技術的内容を変
更することなく作成したものである。
織物から取り出した糸の見掛繊度の測定方法は,糸パッケージから抽出した糸の測定とは次のような点
で異なる。織物からの糸の場合,たて糸及びよこ糸の交錯によって糸に付与された織縮みを考慮に入れな
ければならない。また,糸パッケージから抽出して試験に用いた糸に相当する長さが,都合よく織物から
採取されないこともある。得られた結果は,標準の方法を採用し,十分な試料を採取しない限り,かなり
の個人的誤差を受けることもある。
この附属書Hは,四つの章に分類されている。第1章及び第4章は,両方の方法に適用できる項目を扱
う。第2章は,非繊維物質を除去しない生地から取り出した糸の見掛繊度の測定方法を規定し,第3章は,
非繊維物質を除去した後の生地から取り出した糸の見掛繊度の測定方法を規定している。この方法によっ
て得られた糸の見掛繊度は生地に使用した原糸の見掛繊度と同じでないものもあることに注意しておくと
よい。
第1章 一般
H.1 適用範囲
この附属書は,生地から取り出した糸の見掛繊度の測定方法を規定する。通常は,均一な繊度の糸に適
用できる。この附属書は,生地から糸をほぐす方法を規定し,真っすぐに張った長さを測定する糸の本数
及びすべての糸の質量の測定方法を規定している。
H.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
ISO 139,Textiles−Standard atmospheres for conditioning and testing
ISO 1833-1,Textiles−Quantitative chemical analysis−Part 1: General principles of testing
ISO/TR 6741-4,Textiles−Fibres and yarns−Determination of commercial mass of consignments−Part 4:
Values used for the commercial allowances and the commercial moisture regains 1)
ISO 7211-3,Textiles−Woven fabrics−Construction−Methods of analysis−Part 3: Determination of crimp of
yarn in fabric
注1) 現在,技術レポート原案段階。
H.3 原理
織物の長方形生地片から糸をほぐし,ほぐした糸の真っすぐに張った長さを測定する。質量は,試験用
標準状態で水分平衡にしたもの(方法A),又は絶乾質量にISO 6741-4に示す商用許容差を加算したもの
112
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(方法B)のいずれかで測定する。見掛繊度は,真っすぐに張った長さの合計及び質量から算出する。
温度105 ℃に加熱すると水以外の揮発性物質がかなり減少しそうな場合は,方法Aを用いる。
測定は,非繊維物質を除去しないで行うか(第2章),又は非繊維物質を除去した後行う(第3章)。
H.4 装置
H.4.1 天びん ひょう量する最小単位の0.1 %の精度のあるもの。
H.4.2 糸のストレイトニング長さ測定装置 [附属書G(ISO 7211-3)に規定した装置]
H.4.3 熱風乾燥機(方法B)
H.5 調整及び試験時の標準状態
調整及び試験時の標準状態は,ISO 139に規定した標準状態とする。試料の調整及び試験時に用いる。
H.6 試験片
なるべく5個以上のよこ糸パッケージの糸を含んでいて,必要な糸試料を用意するのに十分な大きさの
織物を,24時間以上試験用標準状態にさらしておく。
たて糸の見掛繊度を測定するのに,異なるたて糸を含んだ2枚以上の長方形生地片を,調整した織物か
ら切り取る。よこ糸の見掛繊度を測定するのに,異なるよこ糸パッケージから代表して採取した糸を含ん
だ5枚以上の長方形生地片を切り取る。附属書G(ISO 7211-3)に規定したように,この生地片から必要
とする糸を採取する。これらの作業の間,たて糸をよこ糸から分離しておく。ただし,すべての生地片は
約50 cmの長さのもので,なるべく同じ長さとする。試験がたて糸とよこ糸のどちらでも生地片の幅は,
たて糸又はよこ糸が50本以上含まれているようにする。
第2章 非繊維物質を除去しない生地から取り出した糸の見掛繊度の測定
H.7 操作
H.7.1 糸の分離及び長さの測定
附属書G(ISO 7211-3)に規定したように,各生地片から初めの10本の糸をほぐして真っすぐに張った
長さを測定する。次に,各生地片から40本以上の糸をほぐす。
H.7.2 A法−標準状態で水分平衡に調整したもの
ISO 139に規定した予備調整用標準状態で4時間,糸試料を予備調整する。予備調整後,糸試料を試験
用標準状態に24時間さらすか,又は標準状態に連続してさらす中で30分以上の間隔でひょう量し,その
前後の質量差が後の質量の0.1 %以内となるまでさらして,糸試料を水分平衡にする。
たて糸はすべて合わせてひょう量し,よこ糸は別々に50本の組ごとにひょう量する。
H.7.3 B法−絶乾質量に商用許容差を加算したもの
熱風乾燥機(H.4.3参照)の中で,20分間隔(乾燥機内で糸試料をひょう量する場合)又は,40分間隔
(乾燥機の外で糸試料をひょう量する場合)でひょう量し,その前後の質量差が後の質量の0.1 %以内と
なるまで行い,糸試料を一定の質量に乾燥する。たて糸はすべて合わせてひょう量し,よこ糸は別々に50
本の組ごとにひょう量する。
113
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第3章 非繊維物質を除去した後の生地から取り出した糸の見掛繊度の測定
H.8 操作
H.8.1 糸の分離及び長さの測定
附属書G(ISO 7211-3)に規定したように,各生地片から初めの10本の糸をほぐして真っすぐに張った
長さを測定する。次に,各生地片から40本以上の糸をほぐす。非繊維物質が糸の分離を妨げている場合に
は,最初にこれを除去する必要がある。これが糸の長さに影響を及ぼすこともあるので注意する。糸を分
離する前に非繊維物質を除去している場合は,真っすぐに張った長さを測定する前に,6時間以上試験用
標準状態に除去済みの生地をさらしておく。
H.8.2 非繊維物質の除去
ISO 1833-1に示す操作を用いて非繊維物質を除去する。
糸試料から非繊維物質を除去した後,第2章で示したA法(H.7.2参照)又はB法(H.7.3参照)の操作
による。
第4章 計算,結果の表示及び試験報告
H.9 計算及び結果の表示
次の式によって,たて糸及びよこ糸それぞれの合計した長さ及び合計した質量を換算して,見掛繊度
(tex)を算出する。
H.9.1 A法
次の式によって,糸の見掛繊度を算出する。
000
1
s
s
×
×
=
n
L
W
L
ここに,
Ls: 標準状態で調整した糸の見掛繊度(tex)
Ws: 生地から取り出した糸の質量(g)
L: 真っすぐに張った長さの平均値(m)
n: ひょう量した糸の本数
H.9.2 B法
次の式によって,糸の繊度を算出する。
000
1
d
d
×
×
=
n
L
W
L
ここに,
Ld: 絶乾質量の糸の繊度(tex)
Wd: 生地から取り出した糸の絶乾質量(g)
L: 真っすぐに張った長さの平均値(m)
n: ひょう量した糸の本数
(
)
100
100
d
c
K
L
L
+
×
=
ここに,
Lc: 絶乾質量に商用許容差を加算した繊度(tex)
Ld: 絶乾質量の糸の繊度(tex)
K: ISO 6741-4に示す商用許容差
H.10 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
114
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 使用した標準状態(通常温度又は熱帯温度)
c) 実際に用いた方法,すなわち,A法又はB法のいずれか
また,次のいずれか
1) 非繊維物質を除去しないもの(第2章)
2) 非繊維物質を除去した後のもの(第3章)
d) 非繊維物質の除去に用いた方法
e) たて糸の見掛繊度
f)
よこ糸の見掛繊度
g) 規定操作から逸脱した場合の詳細
115
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書I
(規定)
繊維製品−織物−構造−分析法−
生地から取り出した糸のよりの測定
この附属書は,1984年に第1版として発行されたISO 7211-4,Textiles−Woven fabrics−Construction−
Methods of analysis−Part 4: Determination of twist in yarn removed from fabricを基に,技術的内容を変更する
ことなく作成したものである。
織物から取り出した糸のよりは,糸パッケージから抽出した糸のよりの測定(ISO 2061参照)に使用す
るものと同じ装置で測定するが,方法が多少異なる。特に,織物から装置に糸を移す間によりが変わらな
いように注意しなければならない。織物の織り組織からくる,ほとんどの糸に存在する織縮みを取り除く
ためには,標準的な張力をかける必要もある。
糸がより複雑な構造の織物に組織されたり,そこから取り出されたりするとき,よりの変化が生じると
いわれている。もろより糸の試料から単糸のよりを測定するためには,もろより糸を解ねんする必要があ
り,そのため,単糸に再びよりがかかることになる。こうした単糸のより試験の結果は,もろより糸によ
り合わせる前の状態を示し,もろより糸の構成糸として作用している場合のものではない。
I.1 適用範囲
この附属書は,織物生地から取り出した糸のよりの測定方法について規定する。この方法は,通常の方
式で紡績した糸にだけ適用できる。ただし,オープンエンド紡績糸又はインターレース糸には適用できな
い。
I.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
ISO 2,Textiles−Designation of the direction of twist in yarns and related products
ISO 139,Textiles−Standard atmospheres for conditioning and testing
ISO 2061,Textiles−Determination of twist in yarns−Direct counting method
ISO 7211-3,Textiles−Woven fabrics−Construction−Methods of analysis−Part 3: Determination of crimp of
yarn in fabric
I.3 原理
一定長さの糸を生地から取り出し,初荷重をかけた状態で既知距離間にある二つのつかみ具で把持する。
そして,一方のつかみ具をすべてのよりが一定長さの糸から取り除かれるまで回転させる。
I.4 装置
I.4.1 検ねん器
一対のつかみ具からなり,その一方は回転計に接続し,左右どちらにも回転できる。つかみ具は,表I.1
に規定した長さの糸を試験できるように調節することが可能なものとする。ある種のもろより糸,ケーブ
116
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ル糸及び類似した糸について,解ねん中に糸試料の長さが変わることもあり,固定側のつかみ具の位置を
置き換えできるものが都合よい。つかみ具を締める前に適切な初荷重[附属書G(ISO 7211-3)参照]を
加えられるように備えたものとする。
I.4.2 分解用針
I.4.3 拡大鏡 試験中の糸試料を拡大して見るためのもの。
I.5 調整及び試験時の標準状態
調整及び試験時の標準状態は,ISO 139に規定した標準状態とする。試料の調整及び試験時に用いる。
I.6 試験片
糸試料を取り出す織物1枚又は数枚を,試験用標準状態中に16時間以上さらしておく。試験用に抽出す
る本数よりも多くの本数を含んだ生地片から1本ずつ糸を取り出し,次のように試験長より7 cm〜8 cm以
上長く切り取る。
織物生地中のたて糸は,多くの異なるたて糸パッケージからのものとし,試験用として既に採取してい
ることになる。試験用として必要な本数の糸試料を用意するための,十分な幅をもつたて方向の生地片1
枚を採取する(表I.1参照)。各よこ糸パッケージからのよこ糸が生地のある長さを占めているので,試料
の異なった部位から採取するものとし,必要な本数の糸試料を用意するための,十分な幅をもつよこ方向
の生地片を5枚採取する(表I.1参照)。
生地片を2枚以上使用する場合には,生地片の間でほぼ同じ試験本数に分けて採取する。
試験片の長さを表I.1に示す。ほかに規定したものがなければ,試験片の本数は表I.1に示した本数以上
とする。これは,理論的な正確さで平均値を求めるのに必要な最小値である。特定の目的のためにその精
度に達するための最小の試験回数は,統計的に決められる。
表I.1−試験長及び試験回数
糸の種類
最小試験回数 試験長 cm
もろより糸及びケーブル糸
20
20
連続フィラメント糸(単糸)
20
20
紡績糸(単糸)a),b)
50
2.5
注a) 長い葉脈繊維から乾式紡績した生成り糸(単糸)を試
験するときには,試験長20 cmで試験回数を20回と
してもよい。
b) 一部の綿糸については,最小の試験長を1.0 cmにする
必要がある場合がある。
I.7 操作
I.7.1 よりの方向
1本の糸を引き出し,この糸の短いところ(約10 cm)で端をつかんで垂直にする。垂直にした糸の断片
を調べる。糸の基本形態(繊維,フィラメント又はより合わせ糸)の傾斜が,“S”又は“Z”いずれかの
文字の真ん中部分の傾きに一致しているかを観察する。より方向は,“S”又は“Z”で記述する(ISO 2
参照)。
I.7.2 より数
117
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
生地片の縁に最も近い糸の一端をつかみ,よこ方向に引き出して,ゼロ点にセットした検ねん器(I.4.1
参照)の回転側つかみ具に取り付ける。この操作は,糸の端をほぐす前に行う。次に,同じ糸のもう一方
の端をつかみ,織物からよこ方向に糸の残りを引き出し,適切な初荷重をかけた後,この糸の端をほぐす
前に固定側つかみ具に取り付ける。用いる初荷重は,附属書G(ISO 7211-3)による。
この操作では,織物から検ねん器までによりのくるいが生じないように糸を移動させるものとし,つか
み間にある糸部分は,取付け中に手で触れてはならない。
回転側つかみ具を回転してよりを解ねんする。分解用針(I.4.2参照)を差し込み,繊維又は他の形態の
ものの間を移動して,よりの解ねんを確認する。よりの解ねんに必要とした回転側つかみ具の回転数を記
録する。糸試料のより数が5回以下の場合は,0.1単位で個々の試験結果を記録する。5回〜15回の間の場
合は,0.5単位で記録し,15回を超える場合は,直近の数値を整数位で記録する。生地片から更に糸を取
り出して,この操作を繰り返す。このとき,試験用に糸を引き出すのを容易にするために,よこ糸のフリ
ンジを切り捨てる。
もろより糸を構成する糸のよりを測定するときには,最初に検ねん器を使って構成糸を分ける。構成糸
を取り外し,よりが変わらないように取り外したそれぞれの糸の端を保持しておく。別々に糸を検ねん器
にかけ,上記によってより数を測定する。
I.8 計算及び結果の表示
各糸試料のメートル当たりのより数を,次の式によって算出する。
100
r
a
×
=L
T
T
ここに,
Ta: より数(回数/m)
Tr: 試験長間のより数(回数)
L: 試験長(cm)
たて糸及びよこ糸それぞれの平均値を算出する。
I.9 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 使用した標準状態(通常温度又は熱帯温度)
c) 糸及び各構成糸のより方向(“S”又は“Z”)
d) 使用した試験長
e) より数の各試験結果(回数/m)
f)
より数の各試験結果の平均値(回数/m)
g) 規定操作から逸脱した場合の詳細
118
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書J
(規定)
繊維製品−生地の引張特性−
引張強さ及び伸び率の測定−ストリップ法
この附属書は,1999年に第1版として発行されたISO 13934-1,Textiles−Tensile properties of fabrics−Part
1: Determination of maximum force and elongation at maximum force using the strip methodを基に,技術的内容
を変更することなく作成したものである。
J.1 適用範囲
この附属書は,ストリップ法による生地の最大張力及び最大張力時の伸びを測定する手順について規定
する。この試験方法は,主として織物に適用する。他の技法で作られた生地にも適用できるが,通常弾性
織物,ジオテキスタイル,不織布,コーティング布,ガラス繊維の織物及び炭素繊維又はポリオレフィン
テープヤーンで作られた生地には適用できない(附属書J3参照)。
この方法は,試験の標準雰囲気中で平衡に達した試験片及び湿潤状態の試験片の最大張力及び最大張力
時の伸びを測定する方法を規定する。
この方法で使用する引張試験機は,定速伸長形引張試験機(CRE)に限定する。
注記 ISO 13934の第2部は,グラブ法による試験方法を規定する。参考規格については附属書J3を
参照。
J.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用することを推奨する。
ISO 139:1973,Textiles ‒ Standard atmospheres for conditioning and testing(EN 20139)
ISO 3696,Water for analytical laboratory use−Specification and test methods
ISO 10012:2003,Measurement management systems−Requirements for measurement processes and
measuring equipment
EN 10002-2,Metallic materials−Tensile testing−Part 2: Verification of the force measuring system of the
tensile testing machines
J.3 用語及び定義
この附属書で用いる用語及び定義は,次による。
J.3.1
定速伸長形引張試験機(CRE)
固定つかみ具と定速移動つかみ具とを備え,全体が実質的にたわみを生じない構造の引張試験機。
J.3.2
ストリップ試験
試験片の幅全体を試験機のつかみ口でしっかりと把持して行う引張試験。
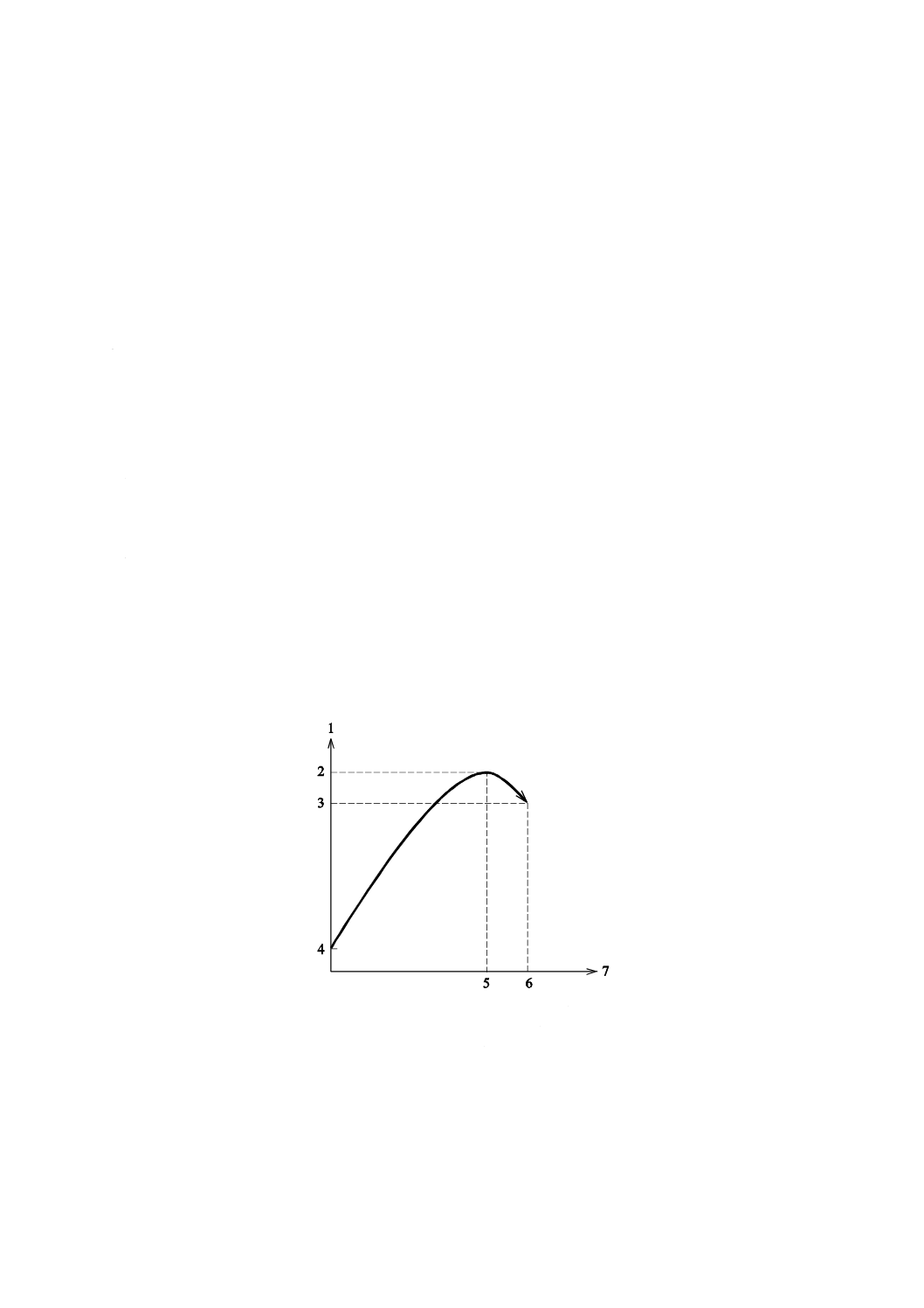
119
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
J.3.3
ゲージ長
試験装置の二つの有効つかみ点間の距離。
注記 つかみ口の有効つかみ点(又は線)は,所定の初張力の下でカーボン紙と共に試験片をつかむ
ことによって試験片及び/又はつかみ口の表面に生じるつかみ模様で確認することができる。
J.3.4
初期長さ
試験開始時に所定の初張力の下で二つの有効つかみ点の間にある試験片の長さ(J.3.3参照)。
J.3.5
初張力
試験開始時に試験片に加えられる力。
注記 試験片の初期長さを測定するために初張力を用いる(J.3.4及びJ.3.7参照)。
J.3.6
伸び
張力を加えることによって生じる試験片の伸び。長さの単位で表示する。
J.3.7
伸び率
初期長さに対する試験片の伸びの比率。百分率(パーセント)で表示する。
J.3.8
最大張力時の伸び
最大張力が加えられたときに生じる試験片の伸び(図J.1参照)。
1 張力
5 最大張力時の伸び
2 最大張力
6 切断時の伸び
3 切断時の張力
7 伸び
4 初張力
図J.1−張力−伸長曲線
120
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
J.3.9
切断時の伸び
切断時の張力に対応した試験片の伸び(図J.1参照)。
J.3.10
切断時の張力
引張試験で試験片が切断したときに記録された張力(図J.1参照)。
J.3.11
最大張力
所定の条件下で試験片が切断するまで引っ張られたときに記録された最大張力(図J.1参照)。
J.4 原理
所定寸法の試験片を切断に至るまで定速で伸長し,その最大張力及び最大張力時の伸びを測定,記録す
る。必要に応じて,切断時の張力及び切断時の伸びを記録する。
J.5 サンプリング
試験片は,生地の材料仕様書に規定された手順又は受渡当事者間の協議によって選定する。適切な材料
仕様書がない場合には,附属書J1に示したサンプリング推奨手順を使用する。
J.6 装置
J.6.1 CRE引張試験機
引張試験機の計量確認システムは,ISO 10012:2003に準拠するものとする。定速伸長形引張試験機(CRE)
は,J.6.1.1〜J.6.1.6に記載の一般特性を具備するものとする。
J.6.1.1 引張試験機は,試験片を切断するまで引っ張ったときに加えられた張力及び試験片の伸びの両方
を表示又は記録する装置を備える。使用条件の下で,装置の精度はEN 10002-2の1級とする。試験機の使
用範囲内では,任意の点における最大張力の表示値又は記録値の誤差は,±1 %を超えないこと及びつか
み具の距離間隔の表示値又は記録値の誤差は,±1 mmを超えてはならない。
J.6.1.2 EN 10002-2の2級の試験機を使用する場合は,その旨を試験報告書に記載する。
J.6.1.3 張力及び伸びの記録が,データ取込み基板及びソフトウエアによって行われる場合は,データの
取込み頻度は少なくとも1秒間に8回以上とする。
J.6.1.4 試験機は,±10 %の精度で20 mm/分及び100 mm/分の定速伸長が可能なもの。
J.6.1.5 試験機は,ゲージ長100 mm及び200 mmを±1 mm以内に設定可能なもの。
J.6.1.6 試験機のつかみ装置は,二つのつかみ口の中心が張力の作用線上にあり,その両先端は張力方向
に直角に,また,つかみ面は同一平面上に配置する。
つかみ口は,試験片を滑らないように把持することができ,試験片の切断又は強力低下を起こさない構
造とする。
つかみ口のつかみ面は,平滑で平らとする。パッキンを入れて装着しても試験片を満足に把持できない
場合は,滑りを起こさないように刻み目又は波形模様のつかみ口を使用してもよい。
平滑又は波形模様のいずれのつかみ口を使用する場合でも,試験片の把持をよくするために補助材とし
て紙,皮革,プラスチックス又はゴムを使用することができる。平滑なつかみ口ではつかみ口での切断又
は滑りが防止できない場合は,キャプスタン(capstan)つかみ口が良好であることが多い。伸びは,試験
121
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
片上の二つの基準点の動きをエクステンシオメータでたど(辿)ることで測定できる。つかみ口の幅は,
試験片の幅より狭くなく,少なくとも60 mmの幅があることが望ましい。
J.6.2 試験片を切り取る装置と所定の幅にほぐす装置
J.6.3 湿潤試験のための試験片浸せき装置
J.6.4 試験片を湿潤するためのISO 3696に準拠した3級の水
J.6.5 非イオン湿潤剤
J.7 調温調湿・コンディショニング及び試験時の標準状態
調温調湿・コンディショニング及び試験時の標準状態は,ISO 139(EN 20139)の規定に準拠する。ま
た,湿潤状態での試験の場合は,調温調湿・コンディショニングは必要ない。
注記 試験片は,無緊張状態で少なくとも24時間調温調湿することが望ましい。
J.8 操作
J.8.1 全般
それぞれの試験室用サンプルから二組の試験片を一組はたて糸方向,ほかの一組はよこ糸方向に切り取
る。
それぞれの組は少なくとも5枚以上の試験片で構成される。さらに高い精度が求められる場合は,試験
片を増やして試験する。
J.5及び附属書J2に準じて,試験片は試験室サンプルの両端から150 mm以内の部分から切り取っては
ならない。たて糸方向の試験片は,それぞれの試験片が同じたて糸を含まないように切り取り,よこ糸方
向の試験片は,それぞれが同じよこ糸を含まないように切り取る。
J.8.2 寸法
それぞれの試験片の幅は50 mm±0.5 mm(縁の部分を除く)とし,長さは200 mmのつかみゲージ長さ
が確保できる長さとする。ただし,以前の経験等から最大張力を掛けたときの伸びが75 %を超えると予想
される生地については,つかみ長さを100 mmに短縮してよい。受渡当事者間で協議した場合は,50 mm
以外の幅の試験片で試験してもよい。この場合は試験片の幅を報告書に明記する。
J.8.3 試験片の調製
織物生地の場合,試験片は,その長辺が織物のたて糸又はよこ糸と平行になるようにする。また,必要
な縁の部分が十分確保できる幅に切り取る。切り取り片の長辺の各々の縁の部分からほぼ同数の糸を抜き
取ってJ.8.2に規定した試験片の幅にする。縁の部分の幅は,試験中に長さ方向の糸が各々の縁の部分か
ら抜け落ちない幅とする。
注記 通常の織物の場合,縁の部分は約5 mm数が15本あれば十分である。高密度の織物の場合は,
縁の部分はもっと狭くてよい。非常に目の粗い織物の場合は,縁の部分を10 mmとすることが
できる。
1 cm当たり数本の糸しかない生地の場合は,糸をほぐして,所定の幅(J.8.2参照)に可能な限り近づけ
る。
幅方向の糸本数を数えて,20本以上の場合は,同一組の残りの試験片も同じ糸本数に合わせる。糸本数
が20本より少ない場合は,試験片の幅を糸本数が少なくとも20本になるよう調節する。試験片の幅が50
mm±0.5 mmでない場合は,その幅及び糸本数を試験報告書に記載する。糸をほぐして抜き取ることがで
きない生地の場合は,50 mm離れた線に沿って,たて糸又はよこ糸に平行に試験片を切り取る。一部の織
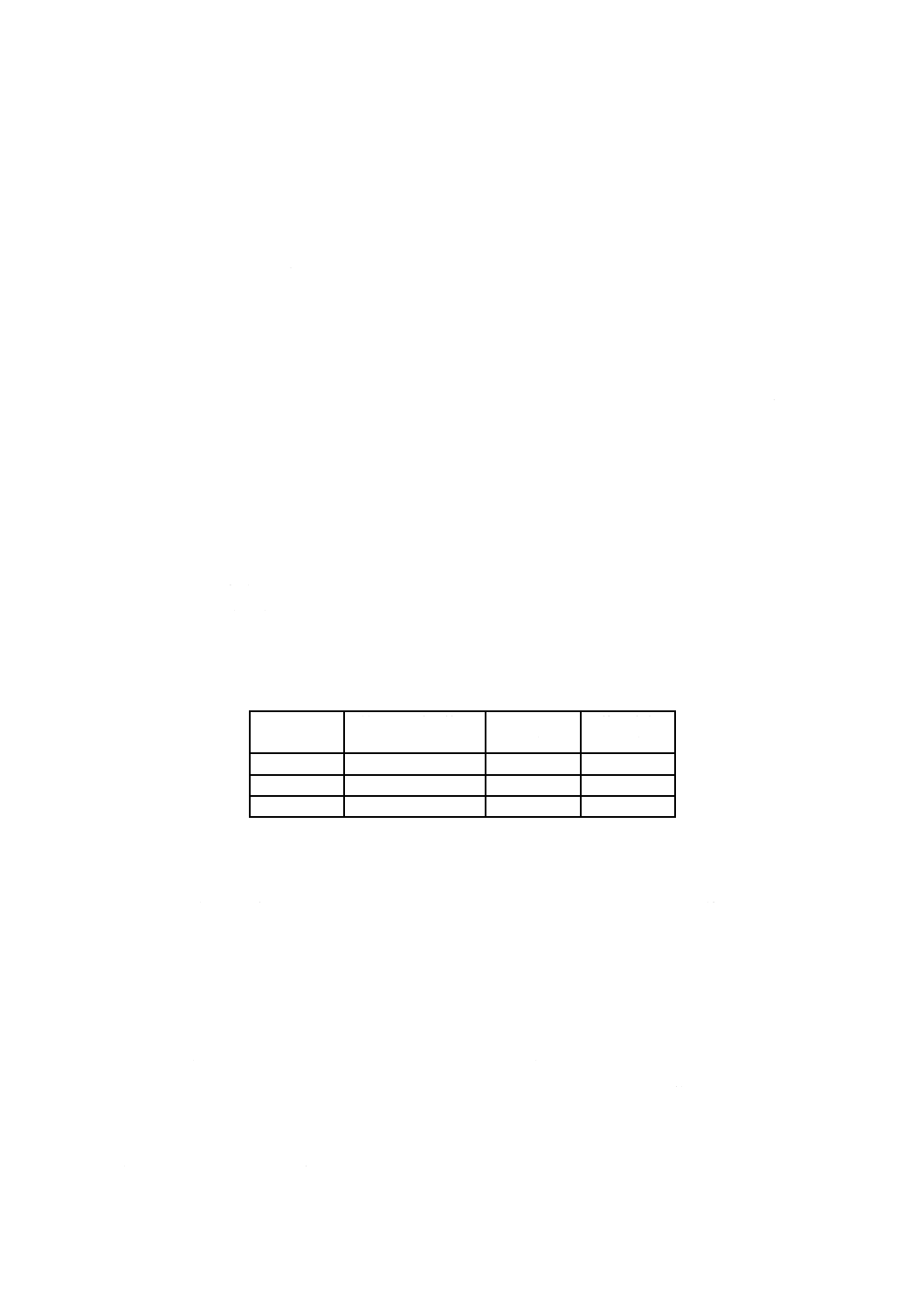
122
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
物では,布を引き裂いてみないと糸方向を確かめることができないが,引き裂くことで試験片を規定の幅
にしないほうがよい。
J.8.4 湿潤試験用試験片
J.8.4.1 乾燥状態での最大張力に加えて湿潤状態での最大張力が必要な場合は,適切な幅をもち,乾燥状
態の試験で必要な長さの少なくとも2倍以上の長さの切片を切り取る(附属書J2参照)。各切片の両端に
番号を付けて(ほぐせる場合には)ほぐし,次に,よこ方向に切断して二分する。一方は乾燥状態での最
大張力測定用,もう一方は湿潤状態での最大張力測定用とする。こうすることによってそれぞれ組になっ
た試験片は,長さ方向に同じ糸を含むことになる。
経験的に湿潤すると異常に大きく収縮する生地の場合は,湿潤状態での最大張力測定用試験片の長さは,
乾燥状態での最大張力測定用試験片の長さよりも長くしなければならない。
J.8.4.2 湿潤状態での試験用として,試験片をISO 3696に準拠した3級の水に20 ℃±2 ℃の温度で1時
間浸せきする。1 L当たり1 gを超えない非イオン湿潤剤を含有する水溶液を水の代わりに使用してもよい。
注記 熱帯地域の場合は,ISO 139に規定する温度を適用する。
J.9 操作
J.9.1 ゲージ長(つかみ長さ)
最大張力時の伸びが75 %までの生地に対しては,引張試験機のゲージ長を200 mm±1 mmに,最大張力
時の伸びが75 %を超える生地に対しては,100 mm±1 mmに設定する(J.8.2及びJ.9.2参照)。
J.9.2 伸長速度及び伸び速度
引張試験機の伸長速度又は伸び速度を最大張力時の伸びを関数として表J.1に規定したように設定する。
表J.1−伸長又は伸び速度
ゲージ長
mm
最大張力時の伸び
%
伸び速度
%/分
伸長速度
mm/分
200
<8
10
20
200
≧8〜≦75
50
100
100
>75
100
100
J.9.3 試験片の装着
試験片は,初張力を掛けて装着するか又は張力がほとんどゼロに近いし(弛)緩状態で装着する。初張
力を掛けて装着する場合は,2 %以上の伸びが生じていないことを確認する。2 %以下の伸びにとどめるこ
とができない場合は,初張力を掛けて装着してはならない。
J.9.3.1 し(弛)緩状態での装着
し(弛)緩状態で試験片を装着する。この場合は,試験片を装着する間及びつかみ口を閉じた後に掛け
る初張力は,J.9.3.2に示した初張力以下に保ち,2 %を超える伸びを生じてはならない。試験片の伸びは,
J.9.3.2に示した初張力に対応する張力−伸長曲線上の点から測定する。初張力に到達するまでの伸びは,
ゲージ長に加算する。このようにして,最大張力時の伸びを計算するために必要な初期長さを決定する。
伸びを記録するために電子計測器を使用する場合は,正確な初期長さが,伸びの計算に用いられているこ
とを確認する。
J.9.3.2 初張力を掛けての装着
単位面積当たりの質量に見合った,次のa),b) 又はc) に規定した初張力を付与する。
123
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位面積当たりの質量
初張力
a) ≦ 200 g/m2
2 N
b) > 200 g/m2 〜 ≦ 500 g/m2
5 N
c) > 500 g/m2
10 N
J.9.4 操作
試験片のたて方向の中央線がつかみ口前面の中点を通るように試験片を真中につかむ。最大張力及び最
大張力時の伸びを記録する装置を起動する。可動つかみ具を作動させ,試験片を破断点まで伸長する。
a) ニュートン単位で最大張力及び必要に応じて破断張力を記録する。
b) 最大張力時及び必要に応じて破断時の伸びをミリメートル単位で,又は伸び率を百分率で記録する。
伸び及び伸び率を少なくとも次に最も近い単位で記録する。
伸び率が < 8 % の場合は,0.4 mm又は0.2 %
伸び率が ≧ 8 % 〜 ≦ 75 %の場合は,1 mm又は0.5 %
伸び率が > 75 % の場合は,2 mm又は1 %
生地のたて方向及びよこ方向それぞれについて,少なくとも五つの試験片を試験する。
J.9.4.1 滑り
試験片が滑って,不均衡又はつかみ線から2 mm以上はみ出した場合は,その試験結果は除外する。
J.9.4.2 つかみ口破断
つかみ口のつかみ線から5 mm以内の位置で発生した破断をつかみ口破断として記録する。5回の試験
を終了した時点で,試験結果を調べつかみ口破断として記録された結果が,正常破断の結果の最低値より
も高い場合は,つかみ口破断の試験結果も含めてよい。つかみ口破断の結果が,正常破断の最低値よりも
低い場合は,つかみ破断の結果は排除し,5回の正常破断の結果が得られるまで試験を続行する。すべて
の試験結果がつかみ口破断であった場合又は5個の正常破断が得られない場合は,個々の試験結果を変動
係数又は信頼限界を付けずに報告する。つかみ口破断の結果は,報告書にその旨記載し,受渡当事者間で
結果について協議する。
J.9.5 湿潤試験片についての試験
浸せき液(J.8.4.2参照)から試験片を取り出し余分な水分を吸取紙で短時間除去した後,直ちにJ.9.1〜
J.9.4の規定によって試験を実施する。湿潤試験では,J.9.3.2に規定した初張力の半分(1/2)を付与する。
J.10 計算及び結果の表示
たて及びよこ方向それぞれについて,最大張力及び破断時張力の算術平均をニュートン単位で算出する。
結果を次のように丸める。
張力が
< 100 Nの場合
1 N単位まで
≧ 100 N 〜 < 100 Nの場合
10 N単位まで
≧ 100 Nの場合
100 N単位まで
たて及びよこ方向それぞれについて,最大張力時の伸び率と必要に応じて,破断時の伸び率の算術平均
を計算し,結果を次のように丸める。
伸び率が < 8 %の場合
0.2 %単位
≧ 8 % 〜 < 75 %の場合
0.5 %単位
> 75 %の場合
1 %単位
必要に応じて,変動係数を最小0.1 %単位まで計算,また,当該測定値の95 %信頼限界を計算し,平均
124
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
値と同じ精度で数値を丸める。
J.11 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 試験サンプルの確認及び必要に応じてサンプリング手順
c) ミリメートル単位で表したゲージ長
d) パーセント/分単位での伸び率又はミリメートル/分単位での伸長速度
e) ニュートン単位での初張力又はし(弛)緩状態で装着した手順
f)
試験片の状態(調温調湿したか,湿潤状態か)
g) 除外した試験数を含めて試験の総数及び除外した試験の理由
h) 幅が50 mm±0.5 mmでない場合は,その幅及び糸本数
i)
規定の操作からの逸脱
j)
ニュートンで表示した最大張力及び必要に応じて破断時張力の算術平均
k) パーセントで表示した最大張力時の伸び率及び必要に応じて破断時の伸び率の算術平均
l)
必要に応じて,当該張力及び伸び率の百分率で表示した変動係数
m) 必要に応じて,当該張力,ニュートン単位で表した当該張力の95 %信頼限界及び百分率で表示した当
該伸び率の95 %信頼限界
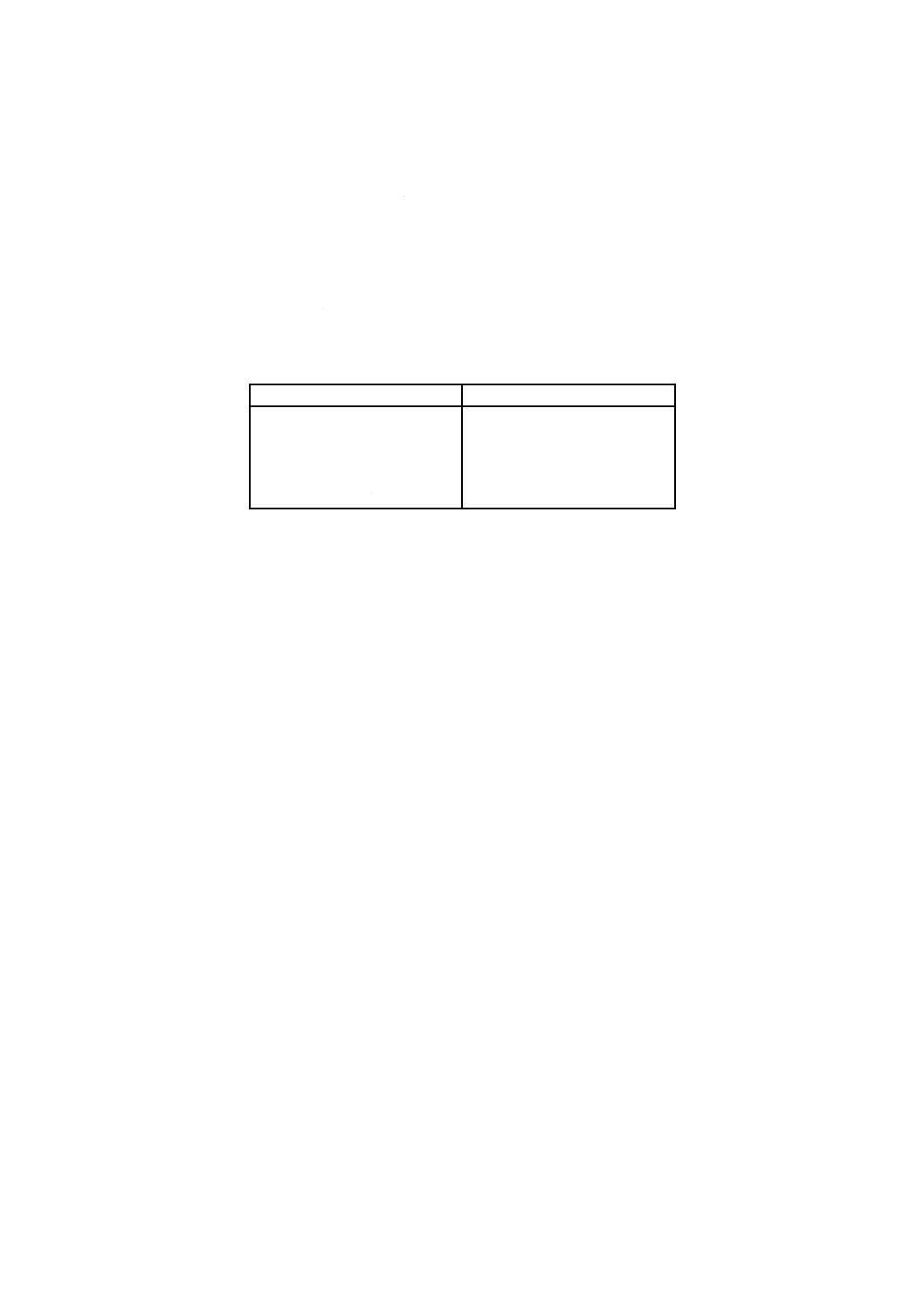
125
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書J1
(参考)
サンプリングの推奨手順
J1.1 荷口試料(積荷又はロットから採取する反物の数)
積荷又はロットから,表J1.1に記載した所定数の反物をランダムに採取する。輸送中に損傷又はぬ(濡)
れたこん(痕)跡のある反物は含まないようにする。
表J1.1−荷口試料
積荷又はロット中の反物数
荷口試料中の反物の最低個数
3以下
4〜10
11〜30
31〜75
76以上
1
2
3
4
5
J1.2 試験試料の数
荷口試料の各反物から長さ1 m以上の全幅の試験試料を切り取る(反物の端から3 m以上離れてランダ
ムに選んだ場所から)。
しわ又は目視によってきずのある部分は試験試料に含まれないようにする。
126
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書J2
(参考)
試験試料からの試験片の切取り場所
1 生地の幅
2 生地の長さ
3 縁
4 湿潤試験用の追加部分(必要に応じて)
d=150 mm
図J2.1−試験試料からの試験片の切取り場所
127
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書J3
(参考)
参考文献
ISO 13934-2,Textiles−Tensile properties of fabrics−Part 2: Determination of maximum force using the grab
method
ISO 13935-1,Textiles−Seam tensile properties of fabrics and made-up textile articles−Part 1: Determination of
maximum force to seam rupture using the strip method
ISO 13935-2,Textiles−Seam tensile properties of fabrics and made-up textile articles−Part 2: Determination of
maximum force to seam rupture using the grab method
ISO 1421,Rubber- or plastics-coated fabrics−Determination of tensile strength and elongation at break
ISO 4606,Textile glass−Woven fabric−Determination of tensile breaking force and elongation at break by the
strip method
ISO 9073-3,Textiles−Test methods for nonwovens−Part 3: Determination of tensile strength and elongation
ISO 10319,Geosynthetics−Wide-width tensile test
128
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書K
(規定)
繊維製品−生地の引張特性−
グラブ法による引張強さの測定
この附属書は,1999年に第1版として発行されたISO 13934-2,Textiles−Tensile properties of fabrics−Part
2: Determination of maximum force using the grab methodを基に,技術的内容を変更することなく作成したも
のである。
K.1 適用範囲
この附属書は,生地の引張強さ(最大張力)の測定法としてのグラブ法について規定する。この試験方
法は,主として織物に適用する。他の技法で作られた生地にも適用できるが,通常,弾性織物,ジオテキ
スタイル,不織布,コーティング布,ガラス繊維織物及び炭素繊維又はポリオレフィンテープヤーンで作
られた生地には適用できない(附属書KD参照)。
この方法は,標準雰囲気中で平衡に達した試験片及び湿潤状態の試験片の最大張力を測定する方法を規
定する。この方法で使用する引張試験機は,定速伸長形引張試験機(CRE)に限定する。
注記 ISO 13934の第1部は,ストリップ法について規定している。参考文献については附属書KD
を参照。
K.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用することを推奨する。
ISO 139:1973,Textiles−Standard atmospheres for conditioning and testing(EN 20139)
ISO 3696,Water for analytical laboratory use−Specification and test methods
ISO 10012:2003,Measurement management systems−Requirements for measurement processes and
measuring equipment
EN 10002-2,Metallic materials‒Tensile testing−Part 2: Verification of the force measuring system of the
tensile testing machines
K.3 用語及び定義
この附属書で用いる用語及び定義は,次による。
K.3.1
定速伸長形引張試験機(CRE)
固定つかみ具及び定速移動つかみ具を備え,全体が実質的にたわみを生じない構造の引張試験機(ISO
13934-1参照)。
K.3.2
グラブ試験
試験片の中央部分だけをつかみ装置のつかみ口で把持して行う引張試験。
129
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
K.3.3
最大張力
所定の条件下で試験片を破断するまで引っ張ったときに記録される最大張力(ISO 13934-1参照)。
K.3.4
ゲージ長
試験装置の二つの有効つかみ点間の距離。
注記 つかみ口の有効つかみ点(又は線)は,所定の初張力の下でカーボン紙と共に試験片をつかむ
ことで試験片及び/又はつかみ口の表面に付いたパターンによって確認することができる。
K.4 原理
規定寸法のつかみ口で試験片の中央部分を把持し破断するまで定速伸長して,最大張力を記録する。
K.5 サンプリング
生地の材料仕様書に規定された手順又は受渡当事者間の協議によって,試験試料を選定する。しかるべ
き材料仕様書がない場合には,附属書KAに示した推奨サンプリング手順の例を使用することができる。
試験室の試験試料から試験片を切り取るのに適した具体例を附属書KBに示す。折れ曲がり,しわの部分,
両端の耳及びその生地を代表していない部分のある試験片は除外する。
K.6 装置
K.6.1 CRE引張試験機
引張試験機の計量確認システムは,ISO 10012:2003に準拠する。定速伸長形引張試験機(CRE)は,K.6.1.1
〜K.6.1.6に規定の一般特性を具備する。
K.6.1.1 引張試験機は,伸長破断するまで試験片に加えられた張力を表示又は記録する装置を備えていな
ければならない。装置の精度は,使用条件の下でEN 10002-2の1級とする。試験機の使用範囲内では最大
張力の表示又は記録値の誤差が±1 %を超えてはならない。
K.6.1.2 EN 10002-2に規定の2級の試験機を使用する場合は,その旨を試験報告書に記載する。
K.6.1.3 張力の記録が,データ取込み基板及びソフトウエアによって行われる場合は,データの取込み頻
度は少なくとも1秒間に8回以上とする。
K.6.1.4 試験機は,±10 %の精度で50 mm/分の定速伸長が可能なもの。
K.6.1.5 試験機は,±1 mm以内でゲージ長を100 mm又は当事者間の合意がある場合は,75 mmに設定可
能なもの。
K.6.1.6 試験機のつかみ装置は,つかみ口の中心点を張力方向の真中に,先端の両端は張力方向に直角に,
また,つかみ面は同一平面上になるように取り付けられる。つかみ口は,試験片を滑らないように把持す
ることができ,試験片の切断又は強力低下を起こさない構造に作られていなければならない。つかみ口の
つかみ面は,平滑で平たん(坦)とする。パッキングを入れて装着しても試験片を満足に把持できない場
合は,滑りを起こさないように刻み目又は波形模様のつかみ口を使用してもよい。平滑又は波形模様のい
ずれのつかみ口を使用する場合でも,試験片の把持をよくするために補助材として紙,皮革,プラスチッ
クス又はゴムを使用することができる。グラブ法では,生地をつかむ面の面積は,25 mm±1 mm×25 mm
±1 mmとする。
附属書KCで説明するように,次のa) 又はb) のいずれかの方法でこの面積にすることができる。
130
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 一つのつかみ具(25 mm×最低40 mm,望ましくは50 mm)を長辺が伸張方向に直角になるよう横向
きに配置する。もう一方の同寸のつかみ具を長辺が伸張方向と平行になるように先のつかみ具に対し
てたて向きに取り付ける[図KC.1 a)]。
b) 一つのつかみ具(25 mm×最低40 mm,望ましくは50 mm)を長辺が伸長方向に直角になるよう横向
きに配置する。もう一方のつかみ具(25 mm×25 mm)を取り付ける[図KC.1 b)]。
K.6.2 試験片を切り取る装置
K.6.3 湿潤試験のための試験片浸せき装置
K.6.4 試験片を湿潤させるためのISO 3696に準拠した3級の水
K.6.5 非イオン湿潤剤
K.7 調温調湿・コンディショニング及び試験時の標準状態
調温調湿・コンディショニング及び試験時の標準状態は,ISO 139(EN 20139)の規定に準拠する。湿
潤状態で試験する場合は,調温調湿・コンディションニングは必要ではない。
注記 試験片は,無緊張状態で少なくとも24時間調温調湿することが望ましい。
K.8 試験片の準備
K.8.1 全般
試験試料から2組の試験片を切り取る。1組はたて糸方向,もう1組はよこ糸方向から切り取る。それ
ぞれの組は少なくとも5枚の試験片で構成される。より高い精度が求められる場合は,更に多くの試験片
を試験するものとする。
K.5及び附属書KBに従って,試験片は,試験室サンプルの両端150 mm以内の部分からは切り取らな
いものとする。たて糸方向の試験片は,それぞれの試験片が同じたて糸を含まないように切り取り,よこ
糸方向の試験片は,それぞれの試験片が同じよこ糸を含まないように切り取る。
K.8.2 寸法
試験片の幅は,100 mm±2 mmとし,長さは100 mmのつかみゲージ長さが十分確保できる長さとする。
K.8.3 試験片の調製
それぞれの試験片上に,一方の端から38 mmの距離に,たて糸又はよこ糸に平行に試験片の全長にわた
って一本の直線を引くものとする。
K.8.4 湿潤試験用試験片
K.8.4.1 乾燥時の最大張力に加えて湿潤時の最大張力が必要な場合は,所定の幅で乾燥時の試験に必要な
長さの少なくとも2倍以上の長さの試験片を切り取る(附属書KB参照)。各切片の両端に番号を付け,次
に,よこに切断して二分する。一方を乾燥状態での測定用,もう一方を湿潤状態での測定用とする。こう
することによってそれぞれ組になった試験片は,長さ方向に同じ糸を含むことになる。これまでの経験か
ら湿潤すると非常に大きな収縮が生じる生地については,湿潤時の最大張力測定用の試験片の長さは,乾
燥時の最大張力測定用試験片より長くしなければならない。
K.8.4.2 湿潤試験
湿潤状態での試験のために,試験片をISO 3696に準拠した3級の水に20 ℃±2 ℃の温度で1時間浸せ
きする。1 L当たり1 gを超えない非イオン湿潤剤を含有する水溶液を水の代わりに使用してもよい。
注記 熱帯地域の場合は,ISO 139に規定する温度を適用してよい。
131
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
K.9 操作
K.9.1 ゲージ長
引張試験機のゲージ長を±1 mm以内で100 mmに,受渡当事者間で合意した場合は75 mmに設定する。
K.9.2 引張速度
引張試験機の引張速度を50 mm/分に設定する。
K.9.3 試験片の装着
試験片の長さ方向の中心線が,つかみ口前面の先端の中点を通りつかみ口の両端に垂直になるように,
又は試験片上に描いた直線がつかみ口の一方の端に一致するように,試験片を中心に装着する。上部のつ
かみ口を閉じ,張力が掛からないように下のつかみ口の指示線に沿って試験片を調整し,試験片を自重で
垂れ下がらせて,下のつかみ具を閉じる。
K.9.4 操作
最大張力を記録する装置を起動する。可動つかみ具を作動させ,試験片を破断点まで伸長する。ニュー
トン単位で最大張力を記録する。たて方向及びよこ方向それぞれについて少なくとも5個の試験片を試験
する。
つかみ口のつかみ線から5 mm以内のところで起きた破断は,すべてつかみ口破断として記録する。5
回の試験を終了した時点で試験結果を調べ,正常破断の最低値よりも高いつかみ口破断がある場合は,そ
のつかみ口破断の結果を含めてもよい。つかみ口破断の結果が,正常破断の最低値よりも低い場合はつか
み破断の結果は除外するものとし,5回の正常破断が得られるまで更に試験を続行する。すべての試験結
果がつかみ口破断の場合,又は5回の正常破断結果が得られない場合は,変動係数又は信頼限界を計算せ
ずに,個々の試験結果を報告する。つかみ口破断の結果は,報告書にその旨を記載し,その結果について
は受渡当事者間で協議する。
K.9.5 湿潤試験片についての試験
浸せき液(K.8.4.2参照)から試験片を取り出し,余分な水分を短時間吸取紙で除去した後,直ちにK.9.1
〜K.9.4によって試験を実施する。
K.10 計算及び結果の表示
たて方向及びよこ方向それぞれの試験結果について,最大張力の算術平均をニュートン単位で算出する。
数値を次のように丸める。
< 100 N
1 N単位
≧ 100 N 〜 < 1 000 N
10 N単位
≧ 1 000 N
100 N単位
必要に応じて,変動係数を最小0.1 %単位まで,また95 %信頼限界を平均値と同じ精度に丸めて算出す
る。
K.11 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 試験サンプルの証明確認及び必要に応じてサンプリングの手順
c) 試験片の状態(調温調湿・コンディションをしたか,湿潤状態か)
d) 除外した試験の数を含めて試験片の数及び除外した理由
132
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) ゲージ長が100 mmでない場合は,その長さ
f)
所定の操作からの逸脱
g) ニュートンで表示した最大張力の算術平均
h) 必要に応じて,パーセントで表した平均値の変動係数
i)
必要に応じて,ニュートン単位での平均値の95 %信頼限界
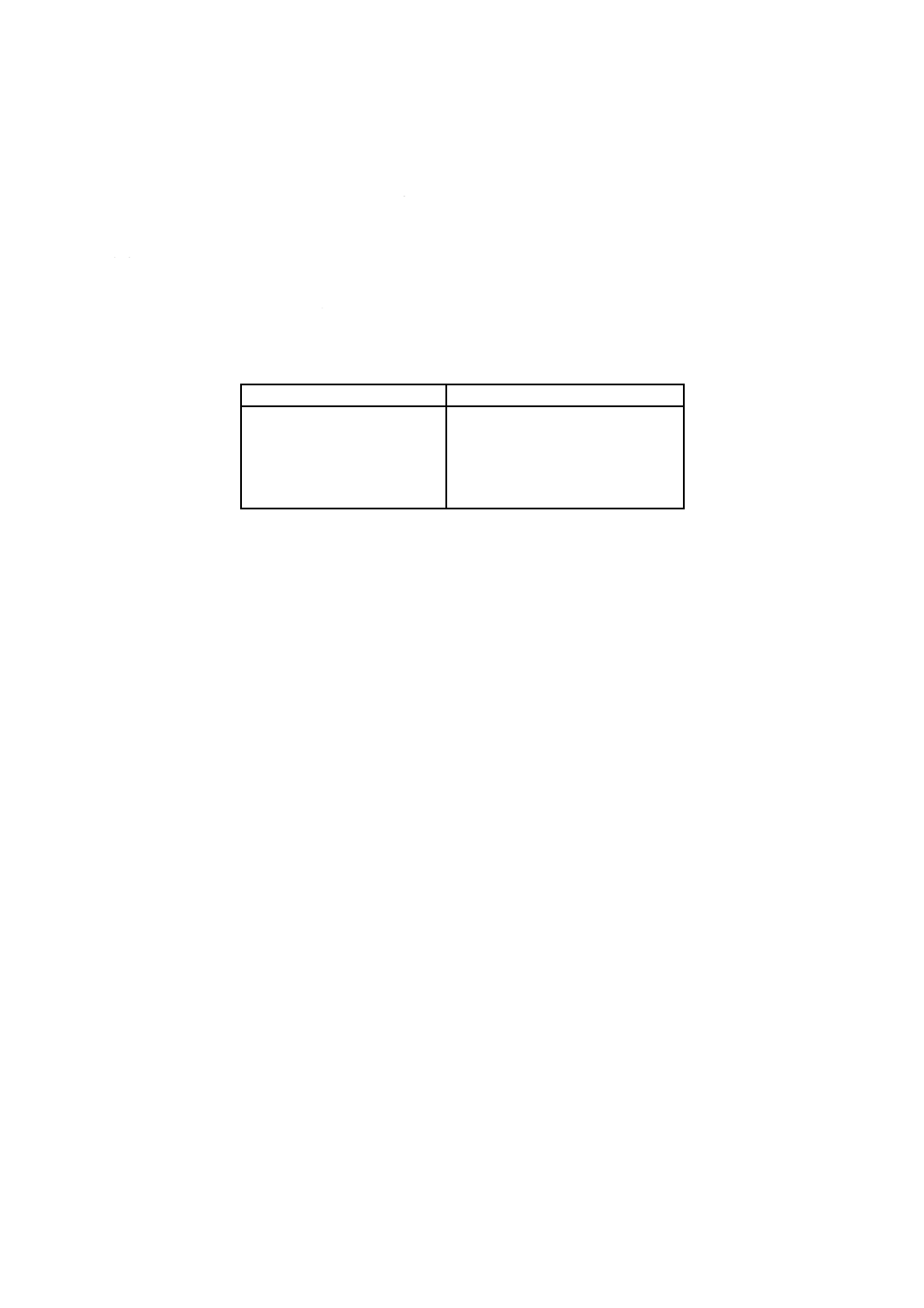
133
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書KA
(規定)
サンプリングの推奨手順
KA.1 荷口試料(積荷又はロットから採取する反物の数)
積荷又はロットから,表KA.1に規定した所定数の反物をランダムに採取する。輸送中に損傷又はぬ(濡)
れたこん(痕)跡のある反物は含まないようにする。
表KA.1−荷口試料
積荷又はロット中の反物数
荷口試料中の反物の最低個数
3以下
4〜10
11〜30
31〜75
76以上
1
2
3
4
5
KA.2 試験試料の数
荷口試料の各反物から長さ1 m以上の全幅の試験試料を切り取る(反物の端から少なくとも3 m離れた
場所からランダムに)。
しわ又は目視によってきずのある部分は,試験試料に含まれないようにする。
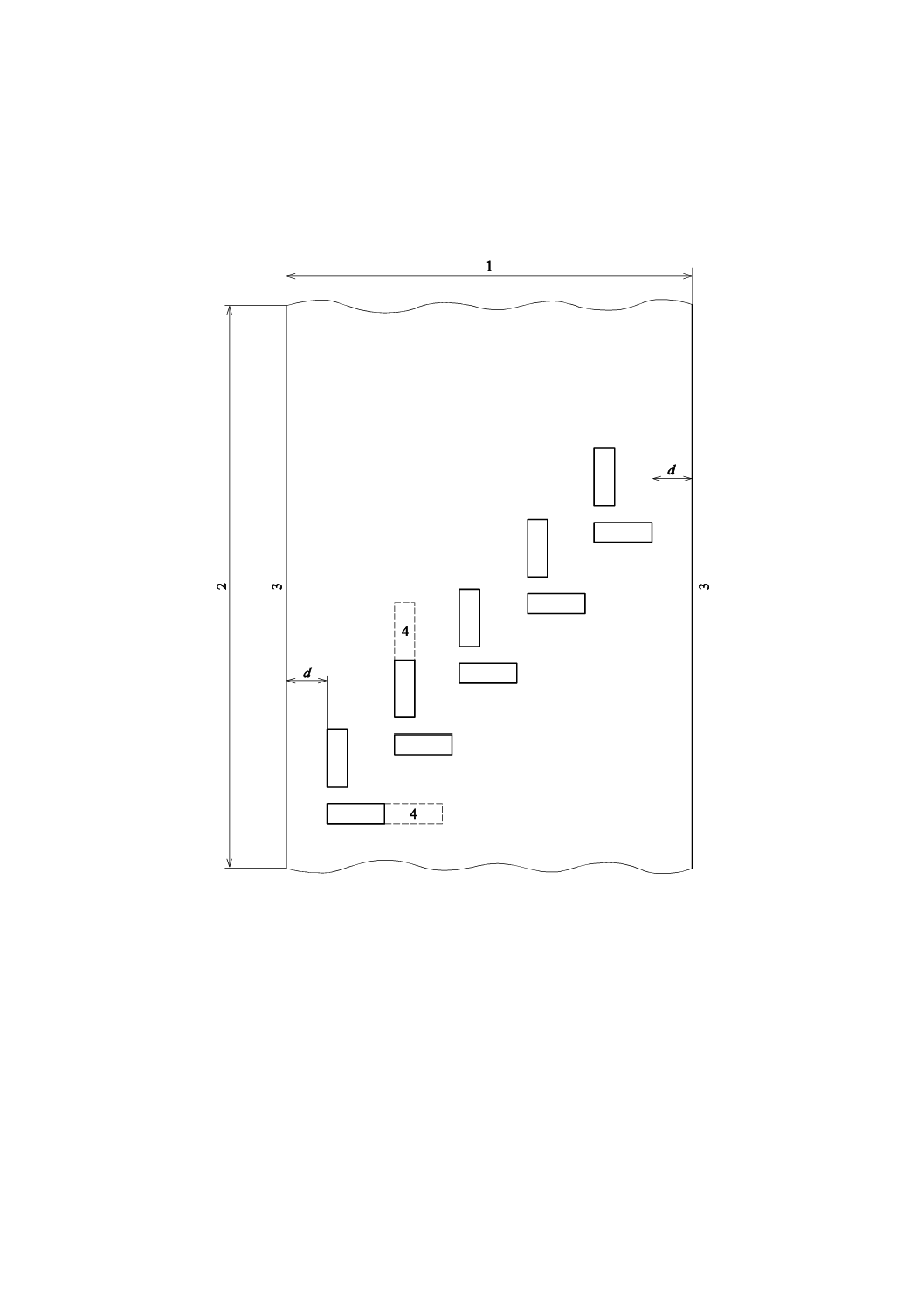
134
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書KB
(参考)
試験試料からの試験片の切取り場所
1 生地の幅
2 生地の長さ
3 縁
4 湿潤試験用の追加部分(必要な場合)
d=150 mm
図KB.1−試験試料からの試験片の切取り場所
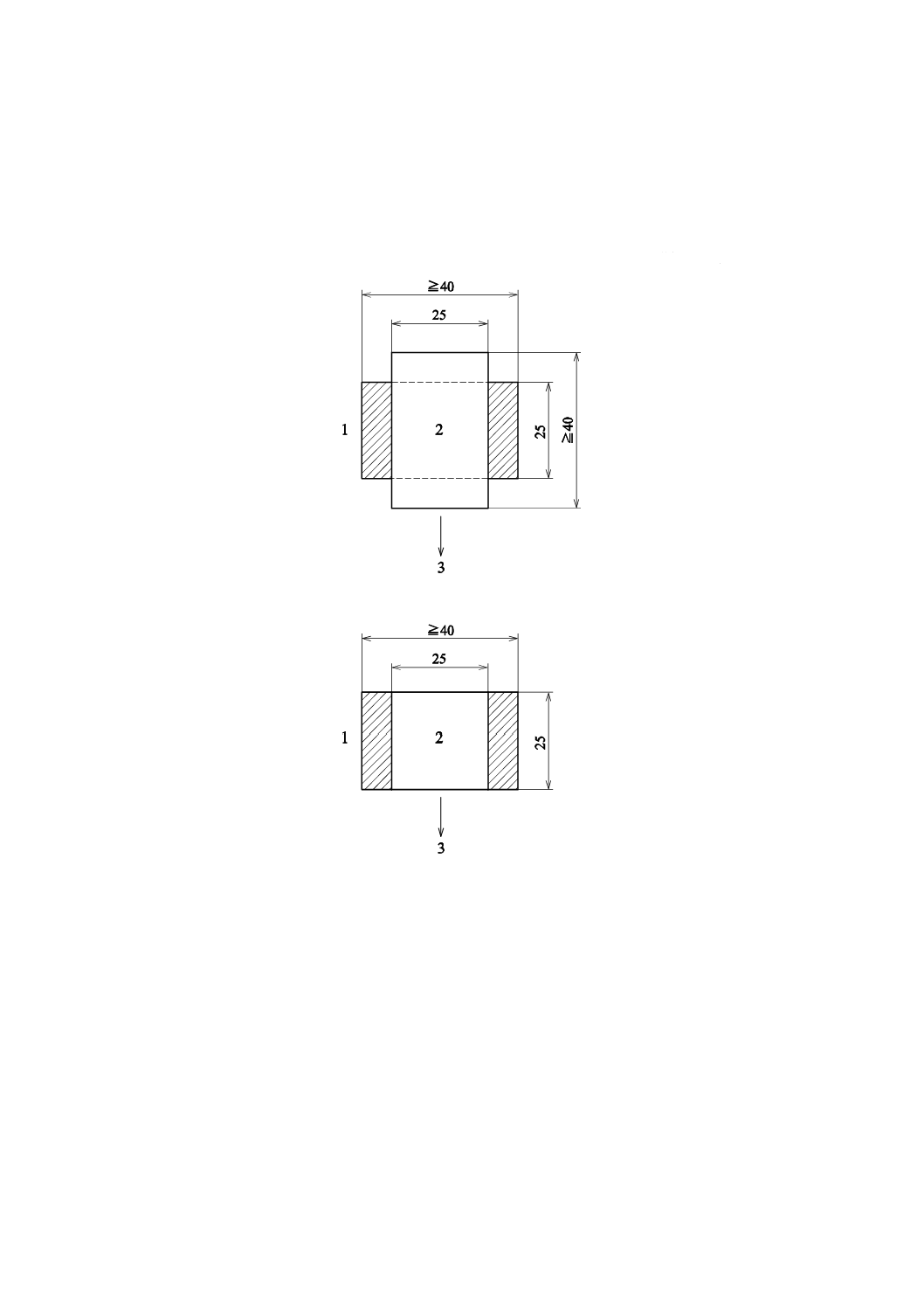
135
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書KC
(参考)
グラブ試験のためのつかみ具の配置
単位 mm
1 後方背面のつかみ具の面
2 前面のつかみ具の面
3 張力の作用方向
図KC.1−グラブ試験のためのつかみ具の配置
a)
b)
136
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書KD
(参考)
参考文献
ISO 13934-1,Textiles−Tensile properties of fabrics−Part 1: Determination of maximum force and elongation at
maximum force using the strip method
ISO 13935-1,Textiles−Seam tensile properties of fabrics and made-up textile articles−Part 1: Determination of
maximum force to seam rupture using the strip method
ISO 13935-2,Textiles−Seam tensile properties of fabrics and made-up textile articles−Part 2: Determination of
maximum force to seam rupture using the grab method
ISO 1421,Rubber-or plastics-coated fabrics−Determination of tensile strength and elongation at break
ISO 4606,Textile glass−Woven fabric−Determination of tensile breaking force and elongation at break by the
strip method
ISO 9073-3,Textiles−Test methods for nonwovens−Part 3: Determination of tensile strength and elongation
137
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書L
(規定)
繊維製品−生地の引裂特性−
弾道振り子法(エルメンドルフ)による引裂強さの測定
この附属書は,2000年に第1版として発行されたISO 13937-1,Textiles−Tear properties of fabrics−Part 1:
Determination of tear force using ballistic pendulum method (Elmendorf) を基に,技術的内容を変更することな
く作成したものである。
L.1 適用範囲
この附属書は,生地の引裂強さを測定する弾道振子・ペンジュラム(エルメンドルフ)法について規定
する。この方法は,生地から採取した試験片の切れ目に急激な力を加え,その切れ目を規定の長さまで引
き裂くのに要する力を測定する。この測定は,主として織物生地に適用する。ただし,例えば,不織布の
ような他の技法で作られた生地にも適用できる場合があるが,一般的にニット生地及び伸縮性織物生地に
は適用できない。また,裂け目が一方向から他方向に移動する可能性のある異方性の高い生地及び目の粗
い生地には適用できない。
注記1 引張試験機を使用した試験として,ISO 13937-2にはトラウザーズ法が,ISO 13937-3にはウ
ィング法が,ISO 13937-4にはタング法が規定されている。
注記2 コーティング布に対するペンジュラム法ついてはISO 4674-2を参照。トラペゾイド試験法に
ついては,不織布の場合はISO 9073-4を,コーティング布の場合はISO 4674を参照。
L.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格のうちで,西暦年を付してあるものは記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
ISO 139,Textiles−Standard atmospheres for conditioning and testing
ISO 1974:1990,Paper−Determination of tearing resistance (Elmendorf method)
ISO 10012:2003,Measurement management systems−Requirements for measurement processes and
measuring equipment
L.3 用語及び定義
この附属書で用いる用語及び定義は,次による。
L.3.1
引裂強さ
所定の条件の下で生地を引き裂くのに要する力。
注記 引裂強さは,たて糸を“横断して”引き裂くか,よこ糸を“横断して”引き裂くかによって,
それぞれ,たて糸引裂強さ,よこ糸引裂強さとして定義される。
L.3.2
引裂長さ
138
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
引裂きの開始点から終点までの距離を測定する。
L.4 原理
あらかじめ切り目を入れた生地を所定の距離まで引き裂くのに要した仕事量を測定することによって,
引裂き強さを測る。装置は,つかみ具を備えた振り子から成り,振り子を最大位置エネルギーをもつ試験
の開始位置まで持ち上げたときに振り子上のつかみ具及び台に固定されたつかみ具とが一直線になるよう
に構成されている。試験片を二つのつかみ具に固定し,二つのつかみ具の間の試験片に切り目を付けるこ
とによって引裂きを始める。次に,振り子を放し,振り子上の可動つかみ具が台の固定つかみ具から離れ
て移動するにつれて,試料片が完全に引き裂かれる。このときの引裂強さを測定する。
L.5 サンプリング
材料仕様書に記載された手順又は受渡当事者間の協定によって試験試料を選定する。しかるべき材料仕
様書がない場合のため,サンプリング手順の推奨例を附属書LBに示した。また,試験室サンプルから切
り取る試験片の型の一例を附属書LCに示した。折り曲がり,しわのある部分,生地の両耳の部分及び生
地を代表しない部分は試験試料として用いない。
L.6 装置
L.6.1 一般
振り子試験機の計量確認の体系は,ISO 10012に準拠するものとする。装置の校正については,ISO 1974
の附属書Bの指示による。
L.6.2 振り子試験機
試験片は,試験機の可動つかみ口及びフレームに取り付けられた固定つかみ口の二つの間に保持される。
可動つかみ口は,重力で落下する振り子に取り付けられている。試験している間は振り子に触れなくとも
振り子が自動的に試験片を引き裂いていく。
装置は,次の部分から構成される。
L.6.2.1 剛体構造
振り子,固定つかみ口及び切り込みを入れるナイフ並びに測定装置を支える支持構造体。
L.6.2.2 振り子
試験開始位置まで持ち上げられた振り子の保持(振り子止め)及び瞬時に振り子を解放するための装置
をもち,軸受上の水平軸の周りを自由にスウィングすることができる振り子。振り子は,おもりを加える
か,振り子を交換することで質量を変えられるものとする。
L.6.2.3 機械式又は電子式計測器
振り子が最初に振れたときの最大振幅を測ることで,試験片を引き裂くために要したエネルギーを測定
するための機械式又は電子式の計測器。引裂き強さを直接読み取ることができ,ゼロ点設定手段のあるも
の。
L.6.2.4 振り子と一体となった可動つかみ口及び装置構造体と一体となった固定つかみ口
この二つのつかみ口は,ナイフが入るように3 mm±0.5 mm離れているものとする。つかみ具は,把持
した試験片が振り子の軸に平行な平面をつくるように,一列に配置されている。振り子の支持軸の中心と
つかみ口の上端を結ぶ線と支持軸からの垂直線とは,27.5°±0.5°の角度をなし,支持軸の中心とつかみ
口の上端との距離は104 mm±1 mmである。
つかみ口のつかみ面の寸法はそれほど重要ではなく,幅が30 mm〜40 mm,奥行き及び高さが,望まし
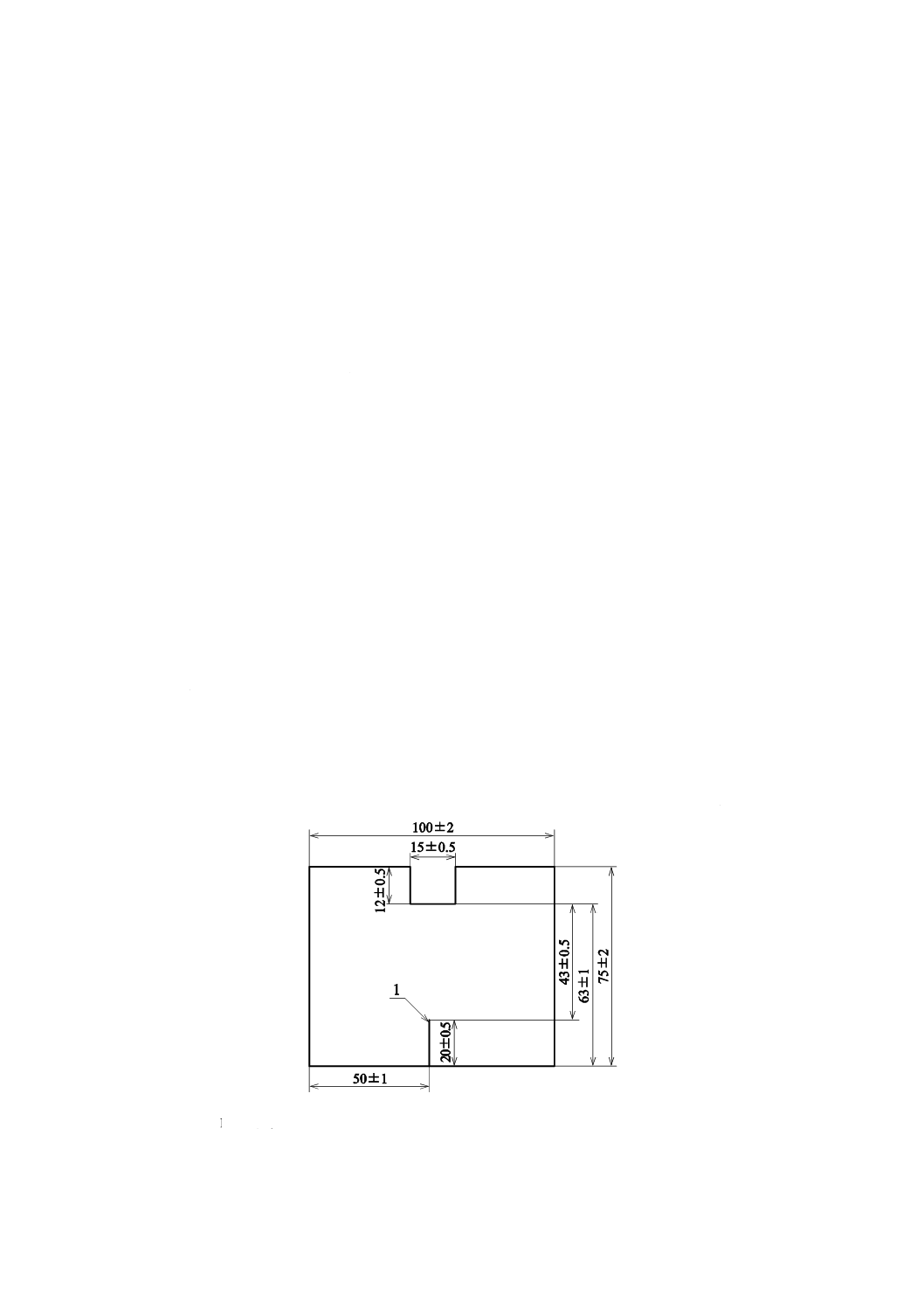
139
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
くは20 mmであるが15 mm以下でなければ適合していると考えてよい。振り子が開始位置に持ち上げら
れているとき,二つのつかみ口のつかみ面は,振り子の運動面に垂直な同一面にあるものとする。つかみ
面の表面状態及びつかみ口に加えられる力は,試験片を滑らないように把持することができるものとする。
L.6.2.5 鋭利なナイフ
試験片の引裂き開始時に二つのつかみ口の中間に20 mm±0.5 mmの切り込みを入れるための鋭利なナ
イフ。
L.6.3 試験片を切り取るための道具
図L.1に示す寸法の試験片を切り取るために,できれば型抜き又は型枠を用いる。
L.7 調温調湿・コンディショニング及び試験時の標準状態
調温調湿・コンディショニング及び試験時の標準状態はISO 139の規定に準じる。
L.8 試験片の準備
L.8.1 一般
試験試料から,二組の試験片を準備し,一組はたて糸方向の試験片,もう一組はよこ糸方向の試験片を
切り取る。引裂きが確実に切り欠きノッチ範囲内に伝ぱ(播)して行くように,試験片の短い辺をたて糸
方向又はよこ糸方向に対してきちんと平行にそろ(揃)える。
織物以外の生地については,例えば,長さ方向及びよこ方向と指示された方向を用いる。試験片の一組
は,少なくとも5個の試験片,合意がある場合は,更に多くの数の試験片から構成される。L.5及び附属
書LCによって,どの二つの試験片をとっても,同じたて糸又はよこ糸が含まれず,また,どの試験片も
生地の端から150 mm以内の部分からは切り取られていないものとする。
L.8.2 形及び寸法
試験片は,図L.1に示す形状に切り取る。引裂長さ43 mm±0.5 mmが確保されている限りは,若干の形
状の相違(例えば,角の部分の丸み,つかみ口の位置合わせのための補助部分)は許容される。
単位 mm
1 スリット
図L.1−試験片の寸法
140
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L.8.3 試験片の切取り
織物生地についての試験片は,その短い辺が生地のたて糸又はよこ糸に平行になるように切り取るもの
とする。短い辺がたて糸に平行な試験片では,引裂きは“よこ糸を横断して”起こり,短い辺がよこ糸に
平行な試験片では,引裂きは“たて糸を横断して”起こるものとみなされる(L.3.1及び附属書LC参照)。
L.9 操作
L.9.1 一般
測定値が指示計のフルスケールの15 %〜85 %の間に入るように,振り子(L.6.2.2)の質量を選定する。
装置がゼロに設定されていることを確認して,振り子を開始位置まで持ち上げる。
L.9.2 試験片の装着
試験片の長い辺がつかみ口の上端に平行になるように,試験片をつかみ口(L.6.2.4)に装着する。試験
片の下端をつかみ口の下端に合わせるようにして,注意深く試験片を中央に挟み込む。ナイフ(L.6.2.5)
を使って切り欠きノッチの反対側に20 mm±0.5 mmの切れ目を入れる。43 mm±0.5 mmの引裂き長が残る
ことになる。
L.9.3 動作
振り子止め(L.6.2.2)を押して,振り子を解放する。指示計の指針の位置を乱さないようにして振り子
を静止する。指示計の最小目盛又はデジタル計で引裂強さをニュートン単位で読み取る。指示装置によっ
ては,ニュートン単位にするためには,装置に決められたファクターを読取り数値に掛ける必要がある場
合もある(L.10及びLA.5参照)。試験結果が実際にフルスケールの15 %〜85 %の範囲以内に入っている
ことを確認する。生地のたて糸及びよこ糸方向それぞれに少なくとも5個の試験片について試験を繰り返
す。
引裂力の方向に沿って引き裂かれているかどうか,引き裂かれたのではなく糸が生地から滑って抜け落
ちていないかどうかを観察する。
a) 生地からの糸の滑り・抜け落ちがなく
b) つかみ口での滑り及びずれもなく
c) 15 mm幅の切り欠き範囲内で引裂きが完了している場合
試験は正しく行われたと判断し,その他の試験結果は破棄する。
5個の試験片のうちの3個以上の試験片の試験結果を破棄しなければならない場合は,この試験方法は
不適切である。受渡当事者間の協議によって合意があれば,追加の試験片,試験片の数を2倍にして試験
する。その場合には,結果の報告についてもまた合意しておくものとする。
L.10 計算及び結果の表示
振り子は,エネルギーを直接的に測定する。現在は,引裂抵抗を直接にニュートン単位の力として表現
することが通例である。他の単位で表示された結果はニュートンに変換する(LA.5参照)。
たて糸及びよこ糸方向のニュ−トン単位の引裂き強さの算術平均を計算し,2けたの有効数字に丸める。
必要に応じて,変動係数を最小0.1 %の位まで,またニュートン単位での95 %信頼限界を有効数字2けた
まで計算する。必要に応じて,生地のたて糸及びよこ糸方向それぞれについての最小引裂き強さ及び最大
引裂き強さを記録する。
141
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L.11 試験報告書
試験報告書には,次の事項を記載する。
L.11.1 一般情報
一般情報は,次による。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 試験サンプルの識別確認及び必要に応じて,サンプリングの手順
c) 使用した測定範囲
d) 試験片の数及び除外した試験の数並びにその理由
e) 異常な引裂き挙動についての観察記録
f)
規定の操作からの逸脱・相違点
L.11.2 試験結果
試験報告は,次による。
a) ニュートン単位でのたて糸方向及びよこ糸方向の平均引裂き強さ。
正しく引き裂かれた試験片が3個又は4個だけしかない場合は,正しく引き裂かれた試験片の個々の
結果を追記する。
b) 必要に応じて,引裂き強さの変動係数(%)を記載
c) 必要に応じて,ニュートン単位での引裂き強さの95 %信頼限界
d) 必要に応じて,ニュートンで表した各試験片及び生地それぞれの最大引裂き強さ及び最小引裂き強さ
142
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書LA
(参考)
試験装置の調整及び証明
必要ならば,L.6の要求事項に合うように製造業者の指示によって,試験装置の機能部品を調整する。
試験を実施する前に推奨する点検事項は,次による。
LA.1
振り子を開始位置に持ち上げた状態で,つかみ具が一直線に配列されていることを確認する。ナイフが
二つのつかみ具の間の中央にあり,つかみ具間の距離が3 mm±0.5 mmであることを確かめる。ナイフが
十分鋭利であることを確認する。ナイフの切れ味が悪いと試験結果に悪影響がある。
LA.2
試験片の引裂き長さは,紙の試験片で確認することができる。紙の試験片を正しくつかみ,ナイフで20
mm±0.5 mmの切り込みを付ける。切り欠きノッチのある試験片が43 mm±0.5 mmの引裂き長さになるよ
うにナイフの高さを調整する。
LA.3
試験装置の水平性は極めて重要である。振り子が振れる間に機器が揺れ動くことは,誤差の大きな原因
となる。振り子が振れる間,装置が揺れを感じない程度に強固に装置を固定する。装置に埋め込まれた水
平器で装置を水平に調整する。
LA.4
試験片を装着せずに可動つかみ具を閉じた状態で,水平に置かれた装置を数回動かして軸受けの摩擦抵
抗,指針板のゼロ指針の停止又はゼロ点の読みをチェックする。ゼロ点が,続けて3回のチェックで,指
針尺度の±1 %の許容範囲内であれば,その装置は適切に調整されているものとみなす。
LA.5
ニュートン以外の単位で目盛付けされている装置については,その機器の製造業者が決めた変換係数を
使用する。
143
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書LB
(参考)
推奨するサンプリング手順
LB.1 荷口試料(積荷又はロットから採取する反物の数)
積荷又はロットから,表LB.1に記載の所定数の反物をランダムに採取する。輸送中に損傷又はぬ(濡)
れたこん(痕)跡のある反物は含まないようにする。
表LB.1−荷口試料
積荷又はロット中の反物数
荷口試料中の反物の最低個数
3以下
4〜10
11〜30
31〜75
76以上
1
2
3
4
5
LB.2 試験試料の数
荷口試料の各反物から長さ1 m以上の全幅の試験試料を切り取る(反物の端から少なくとも3 m離れた
場所からランダムに)。
しわ又は目視によってきずのある部分は,試験試料に含まれないようにする。
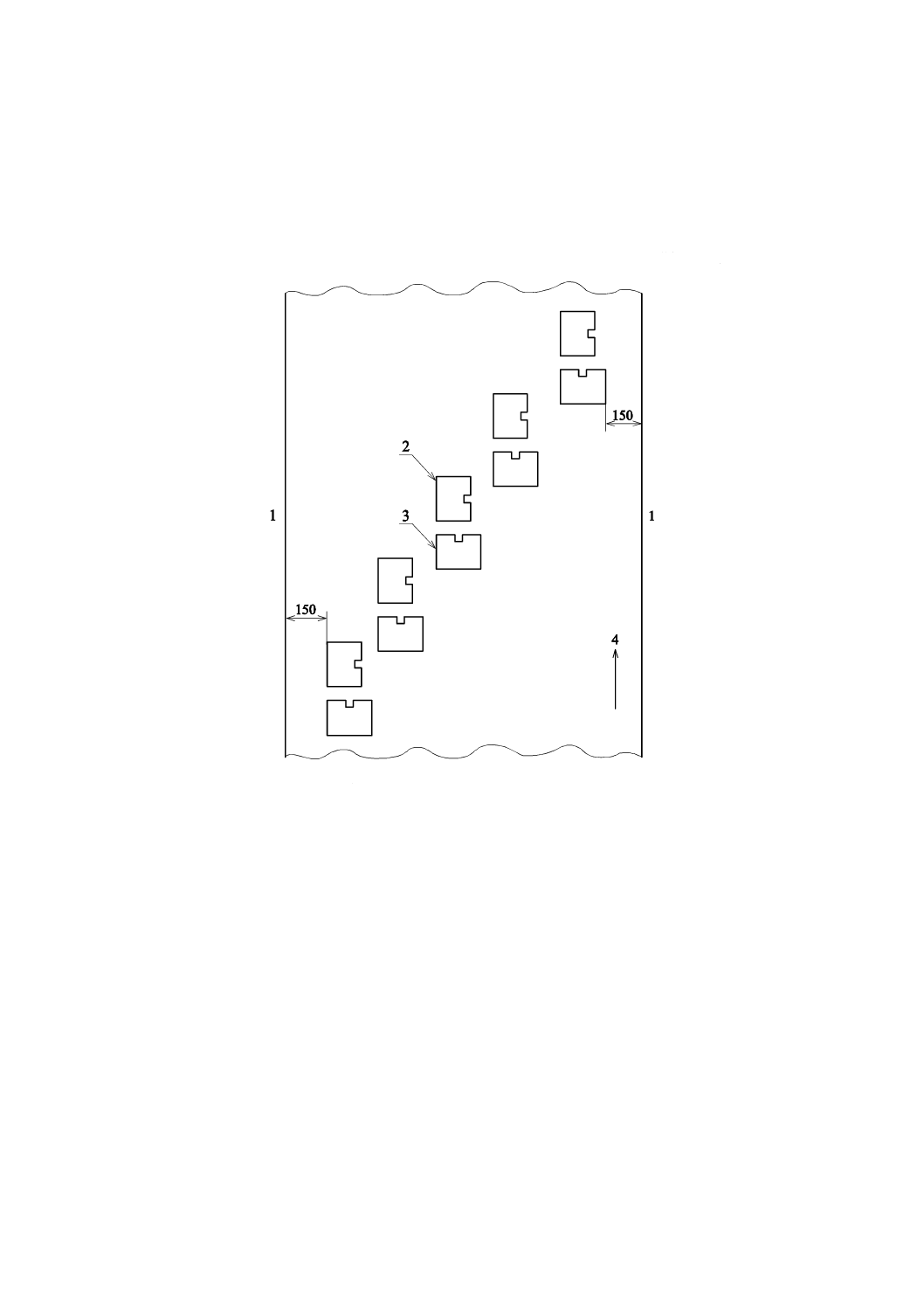
144
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書LC
(参考)
試験試料から試験片を切り取るためのパターンの例示
単位 mm
1 生地の縁
2 たて糸引裂き用の試験片
3 よこ糸引裂き用の試験片
4 たて糸方向
図LC.1−試験試料からの試験片の切取り場所
145
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書LD
(参考)
参考文献
ISO 13934-1:1999,Textiles−Tensile properties of fabrics−Part 1: Determination of maximum force and
elongation at maximum force using the strip method
ISO 13934-2:1999,Textiles−Tensile properties of fabrics−Part 2: Determination of maximum force using the
grab method
ISO 13935-1:1999,Textiles−Seam tensile properties of fabrics and made-up textile articles−Part 1:
Determination of maximum force to seam rupture using the strip method
ISO 13935-2:1999,Textiles−Seam tensile properties of fabrics and made-up textile articles−Part 2:
Determination of maximum force to seam rupture using the grab method
ISO 13936-1,Textiles−Determination of the slippage resistance of yarns at a seam in woven fabrics−Part 1:
Fixed seam opening method
ISO 13937-1:2000,Textiles−Tear properties of fabrics−Part 1: Determination of tear force using ballistic
pendulum method (Elmendorf)
ISO 13937-2:2000,Textiles−Tear properties of fabrics−Part 2: Determination of tear force of trouser-shaped test
specimens (Single tear method)
ISO 13937-3:2000,Textiles−Tear properties of fabrics−Part 3: Determination of tear force of wing-shaped test
specimens (Single tear method)
ISO 13937-4:2000,Textiles−Tear properties of fabrics−Part 4: Determination of tear force of tongue-shaped test
specimens (Double tear test)
ISO 4674-1:2003,Rubber-or plastics-coated fabrics−Determination of tear resistance−Part 1: Constant rate of
tear methods
ISO 9073-4:1997,Textiles−Test methods for nonwovens−Part 4: Determination of tear resistance
146
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書M
(規定)
繊維製品−生地の破裂特性−
破裂強さ及び破裂膨張度の測定(液圧法)
この附属書は,1999年に第1版として発行されたISO 13938-1,Textiles−Bursting properties of fabrics−
Part 1: Hydraulic method for determination of bursting strength and bursting distensionを基に,技術的内容を変更
することなく作成したものである。
M.1 適用範囲
この附属書は,生地の破裂強さ及び破裂膨張度を測定するための液圧法について規定する。この附属書
の液圧,ポンプ装置によって定速加圧される。
この方法は,ニット,織物,不織布及びラミネート生地に適用することができる。そのほかの技法で作
られた生地にも適用可能な場合がある。この測定は調温調湿した試験片又は湿潤試験片に適している。
実測データからは,800 kPaまでの圧力に対しては液圧式又は空気圧式破裂試験機のいずれを用いても破
裂強さの結果に有意な差はない。この圧力範囲は,一般衣料に想定されている性能の大部分を包含してい
る。液圧法は,高い破裂圧力を必要とする特殊な繊維製品の試験により一層適している。
注記 ISO 13938-2は,空気圧法を規定している。
M.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格のうちで,西暦年を付記してあるものは記載の年の版を適用し,その後の改正版(追補を含
む。)は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
ISO 139:1973,Textiles−Standard atmospheres for conditioning and testing
ISO 3696,Water for analytical laboratory use−Specification and test methods
ISO 10012:2003,Measurement management systems−Requirements for measurement processes and
measuring equipment
M.3 用語及び定義
この附属書で用いる用語及び定義は,次による。
M.3.1
試験面積
円形締付け装置内の試験片の面積。
M.3.2
破裂圧力(破裂時の圧力)
ダイヤフラム上に装着した試験片が破裂するまでに加えられた最高圧力。
M.3.3
破裂強さ(破裂時の強度)
平均破裂圧からダイヤフラム圧を差し引いて得られる圧力。
147
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
M.3.4
ダイヤフラム圧
試験片を装着せずに,試験片の平均破裂膨張度まで膨張させるためにダイヤフラムに加えられる圧力。
M.3.5
破裂膨張度(破裂時の膨張度)
破裂圧を受けたときの試験片の膨張度。破裂時の高さ又は容積のいずれかで表される。
M.3.6
破裂時の高さ
膨張前の試験片の上面と破裂圧を加えた時点の試験片の頂点との間の距離。
M.3.7
破裂時の容量
破裂圧まで圧入した流体の容量。
M.3.8
破裂までの時間
試験片を破裂させるまで膨張させるために要した時間。
M.4 原理
膨張性のあるダイヤフラムに覆いかぶせた試験片を円形の締め付けリングで固定する。流体をダイヤフ
ラムの下側に注入して加圧し,ダイヤフラム及び生地を膨張させる。試験片が破裂するまで単位時間当た
り一定の割合で流体を注入し,破裂強さ及び破裂膨張度を測定する。
M.5 サンプリング
生地の材料仕様書記載の手順又は受渡当事者間の協定によって試験試料を選定する。適切な材料仕様書
がない場合のサンプリング手順を附属書MAに示す。折れ曲がり,しわのある部分,両端の耳部及びその
生地を代表していない部分は除外する。締付け装置を慎重に取り扱えば,試験片を切り取らずに生地のま
ま試験することができる。
M.6 装置
M.6.1 破裂試験機
破裂試験機は,ISO 10012によって,計量確認を実施しなければならない。破裂試験機は,次の要求事
項に適合しなければならない。
M.6.1.1 試験装置は,毎分100 cm3〜500 cm3までの範囲で,色々な単位時間当たりの流量設定値に対して
±10 %以内で定量注入が可能なものでなければならない。流量を調節する機能のない装置の場合は,試験
片が破裂するまでの時間を,20秒±5秒に設定し,試験報告書にその旨を記載する。
M.6.1.2 破裂圧力は,最初の20 %の範囲を超えたところでは全体の目盛範囲の±2 %の精度で表示される
ものとする。
M.6.1.3 破裂時の高さは,70 mmまでは±1 mmの精度で表示する。測定ゲージのゼロ点は,試験片の厚
みに応じて調整可能なものとする。
M.6.1.4 破裂時の流体容量を(可能であれば)指示値の±2 %以内まで表示する手段があるものとする。
M.6.1.5 試験面積50 cm2(直径79.8 mm)が使用できるものとする。50 cm2の推奨試験面積が適用できな
148
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
い次の場合には,試験面積を100 cm2(直径112.8 mm),10 cm2(直径35.7 mm)又は7.3 cm2(直径30.5 mm)
としてもよい。
− 既存の試験装置では適用できない場合。
− 生地が高伸縮,低伸縮又は生地のそのほかの特性による場合。
− 受渡当事者間の協定による場合。
M.6.1.6 締付け装置は,ゆがみ,損傷及び滑りを生じないように,しっかりと試験片を固定できるものと
する。締付けリングは,破裂時の高さが直径の1/2以上となるような膨張性の高い生地試験片でも,乱れ
ることなくアーチ形に膨張できるものとする。試験片の締付けリングの内径は正確に±2 mmとする。試
験片の損傷を防止するために試験片に接する締付けリング内面の角を少し縁取りするとよい。
M.6.1.7 試験片が膨張する間,締付け装置部分を安全カバーで覆う。安全カバーは,試験片が膨張する様
子をはっきりと観察できるものとする。
M.6.1.8 ダイヤフラムは,次の要求に適合しなければならない。
− 厚さは2 mmまでとする。
− 高度の膨張性がある。
− ダイヤフラムを繰り返し使用する場合は,試験中に観測される破裂高さの範囲内で伸縮弾力性がある。
− 加圧に使用する流体に対して耐久性がある。
M.7 調温調湿・コンディショニング及び試験時の標準状態
調温調湿・コンディショニング及び試験の雰囲気は,ISO 139による。湿潤試験では,事前を含めコン
ディショニングの必要はない。
M.8 操作
M.8.1 試験に先立ち試料は,M.7によって無緊張状態で調温調湿・コンディショニングをする。コンディ
ショニング及び試験中は,試験片をM.7に定める雰囲気に保持する。
M.8.2 50 cm2の試験面積を設定する(M.6.1.5参照)。ほとんどの生地,特にニット生地に対しては,50 cm2
の試験面積が適用できる。
低伸張性の生地,すなわち,技術的用途向けの生地については(過去の知見から),100 cm2の試験面積
が推奨される。これらの条件が適用できないか又は不適切な場合は,受渡当事者間の協定によってM.6.1.5
によって代替の試験面積を使用してよい。試験結果を比較する場合には,同一試験面積及び同一加圧流速
で試験することが必要である。
M.8.3 試験面積及び生地の要件に応じて,100 cm3/分〜500 cm3/分までの間で一つの定流量加圧値を設定
する。定流量加圧が適用できない場合は,予備試験をして試験片が20秒±5秒で破裂するよう膨張時間を
調整する。
M.8.4 表面にひずみが生じないように試験片を平らに無張力の状態でダイヤフラム上に置く。締め付け部
分をきずつけないように注意しながら,試験中に滑りが起きないように円形ホルダーで試験片をしっかり
と締め付ける。膨張記録装置を測定できる態勢にしてゼロ点位置を調整する。安全カバーを掛けて,破裂
するまで試験片に圧力を加える。
破裂後直ちに装置を最初のスタート位置に戻す。破裂圧,破裂時の高さ及び/又は破裂時の流体容量を
記録する。締付け装置の縁周辺近くで試験片が破裂した場合には,その旨を記載する。
締付け線の2 mm以内で起こった締付け口による破損は除外する。生地の異なる場所で少なくとも4回
149
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
以上試験を繰り返す。受渡当事者間の協定によって試験片の数を増やしてもよい。
M.8.5 ダイヤフラムの補正
上記の試験に用いた同じ試験面積,流体流量又は破裂時間で,試験片を装着せずにダイヤフラムを試験
片の平均破裂高さ又は平均破裂容量と等しい数値になるまで膨張させる。このときのダイヤフラムの圧力
を“ダイヤフラム圧”として記録する。
M.8.6 湿潤試験
湿潤状態での試験は,試験片をEN ISO 3696:1973に規定の3級の水に20 ℃±2 ℃の温度で1時間浸せ
きする。水の代わりに1 L当たり1 gを超えない非イオン湿潤剤を含んだ水溶液を使用してもよい。試験
片を浸せき液から取り出して,直ちに吸取紙で余分な水を吸い取り,M.8.2〜M.8.5までの手順で試験する。
注記 熱帯地域ではISO 139:1973に準拠した温度でもよい。
M.9 計算及び結果の表示
M.9.1 キロパスカル(kPa)で表示した破裂圧の算術平均を計算する。M.8.5で測定したダイヤフラム圧
(キロパスカル)を差し引き,破裂強さを算出する。結果は有効数字3けたに丸める。
M.9.2 ミリメートル(mm)で表示の破裂高さの算術平均を計算する。結果は有効数字2けたに丸める。
M.9.3 必要に応じて,立方センチメートル(cm3)で表示した破裂時の流体容量の算術平均を計算する。
結果は,有効数字3けたに丸める。
M.9.4 必要に応じて,変動係数,破裂圧及び破裂高さ,更に,必要に応じて破裂時の容量についての95 %
信頼限界を計算する。変動係数は0.1 %単位で丸め,95 %信頼限界は平均値に合わせて丸める。
M.10 試験報告書
試験報告書には,次の事項を記載する。
M.10.1 全般事項
この試験の報告は,次による。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 必要に応じて,試験サンプルの証明確認及びサンプリングの手順
c) 使用した破裂試験機のメーカ及び型番
d) 平方センチメートルで表示した試験面積
e) 流体流量又は破裂までの時間
f)
試験に供した試験片の数及び締め付け装置近傍で破裂した数並びに除外した試験の数
g) 破裂挙動についての観察所見(例えば,糸方向の一方又は両方向へ破裂した)
h) 試験の状態(調温調湿・コンディショニングをしたか,又は湿潤試験であったか)
i)
所定の試験手順からの逸脱
M.10.2 試験結果
試験の結果は,次による。
a) キロパスカル(kPa)単位での平均破裂強さ
b) ミリメートル(mm)単位での平均破裂高さ
c) 必要に応じて,立方センチメートル(cm3)単位での破裂時の平均流体容量
d) 必要に応じて,当該測定値のパーセント(%)単位での変動係数
e) 必要に応じて,当該平均値についての95 %信頼限界
150
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書MA
(参考)
試験領域の選定
生地のサンプリング手順がない場合には,図MA.1に示す例を参考にして使用してよい。
図MA.1−推奨する試験位置又は試料の採取位置
151
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書N
(規定)
繊維製品−洗濯後の生地の外観平滑性を評価する方法
この附属書は,2009年に第3版として発行されたISO 7768,Textiles−Test method for assessing the
smoothness appearance of fabrics after cleansingを基に,技術的内容を変更することなく作成したものである。
N.1 適用範囲
この附属書は,1回又は数回の洗濯を行った後の生地が洗濯前の平滑な外観を保持しているかどうかを
評価する方法について規定する。
この方法は,ISO 6330に規定するタイプBの家庭用洗濯機を主として使用する目的で開発されたもので
あるが,タイプAの洗濯機を使用することも可能である。また,この方法はその他の洗濯操作を施した後
の外観平滑性の評価にも使用することができる。
注記 プリント柄又は模様が,生地のしわを目立たなくすることはあるが,そのことで,アイロン掛
けを必要としない生地を消費者に提供しようという外観平滑性の考え方の重要性を損なうもの
ではない。
N.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
ISO 105-A03,Textiles−Tests for colour fastness−Part A03: Grey scale for assessing staining
ISO 139,Textiles−Standard atmospheres for conditioning and testing
ISO 3175 (all parts),Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments
ISO 6330,Textiles−Domestic washing and drying procedures for textile testing
N.3 原理
生地の試験片に洗濯処理を模した操作を行う。受渡当事者間の協定によって,ISO 6330に規定する家庭
洗濯乾燥操作の一つ又は一連のISO 3175規格に規定された専門業者による操作の一つを実行する。
N.4 装置
N.4.1 ISO 6330に規定する洗濯・乾燥装置又はISO 3175に規定する商業洗濯クリーニング装置
N.4.2 照明
評価場所は,図N.1に示した頭上の光源配置及び次の備品を備えた暗室とする。ランプの寸法は,試験
片及び標準レプリカの全体の面幅より長いものを選定する。
N.4.2.1 白色蛍光ランプ(CW:cool white)2個:最低2 mの長さのランプ2個を遮へい(蔽)板又はガ
ラス板を取り付けずに,横に並べて配置する。
N.4.2.2 白いエナメル反射板1枚:遮へい板又はガラス板を取り付けていないもの。
N.4.2.3 試験片ホルダ1個
N.4.2.4 厚い合板の観察板1枚:ISO 105-A03に規定する汚染評価用グレースケール2級(No.2)に相当
152
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
するグレー色で塗られた厚手の合板。
N.4.3 外観平滑性評価用標準立体レプリカ(図N.2参照)
注記 図N.2に示したレプリカは,説明の目的のためのものである。このレプリカは,AATCC技術
センター(One Davis Drive, P.O.BOX 12215,Research Triangle Park, North Carolina 27709-2215,USA;
Tel: 919-549-8141; Fax: +919-549-8933; http://www.aatcc.org/)から入手できる。
N.5 試験片
試験片3枚を長さ方向に平行に38 cm×38 cmの大きさに裁断し,ほつれないように縁をぎざぎざに裁断
して,長さ方向を示す目印を付ける。
N.6 操作
N.6.1 受渡当事者間の協定によって,ISO 6330又はISO 3175に規定した洗濯操作の一つでそれぞれの試
験片を処理する。
N.6.2 必要に応じて,選択した処理を4回繰り返し,合計5回の処理を施す。
N.6.3 ISO 139によって,試験片を最低4時間,最高24時間,ゆがみを生じないように長さ方向に垂直に
広げてつるし,調温調湿・コンディショニングを行う。
N.6.4 評価
N.6.4.1 3名の観察者がそれぞれ独自に,処理後の試験片を等級付けする。
N.6.4.2 図N.1に図示したように観察板(N.4.2.4)上に長さ方向が垂直になるように試験片を取り付ける。
比較評価・等級付けがしやすいように試験片の両側に標準立体レプリカを配置する。頭上の蛍光灯(N.4.2.1)
が観察板の唯一の光源となるよう室内のすべての光源を消灯する。多くの観察者が,観察板近くの側壁か
らの反射光が等級付けの結果に支障をきたすことを経験しているので,反射障害をなくすために側壁を黒
く塗るか,観察板の両側に暗幕を取り付けることが望ましい。
N.6.4.3 観察者は,観察板から1.2 m離れて,試験片の正面に立つ。し(恣)意的に目の高さを1.5 mよ
り上又は下にしてみたが,観察者の身長が標準的なばらつきであれば,等級付けに影響しないことが分か
っている。
N.6.4.4 試験片の外観に最も近い標準レプリカの等級に格付けする。試験片の外観が明らかに二つの標準
レプリカの中間と判断される場合は,標準レプリカの等級の中間値を格付けする(表N.1参照)。
SA-5の格付けは,SA-5のレプリカと同等で,最も平滑な外観を示し,処理前の外観を最もよく保持し
ていることを示す。一方,SA-1の格付けはSA-1のレプリカと同等であり,最も平滑性の悪い外観である
ことを示し,元の外観保持性も最も悪いことを表している。
N.6.4.5 同様にして観察者は,残りの2枚の試験片をそれぞれ個別に格付けする。他の2人の観察者も同
様の方法で独自に格付けを行う。
注記 この情報は,この規格の使用者の便宜のために提供されるもので,ISOがこの製品を推奨する
ものではない。同等の評価結果を示すものであれば,相当の製品を使用してよい。
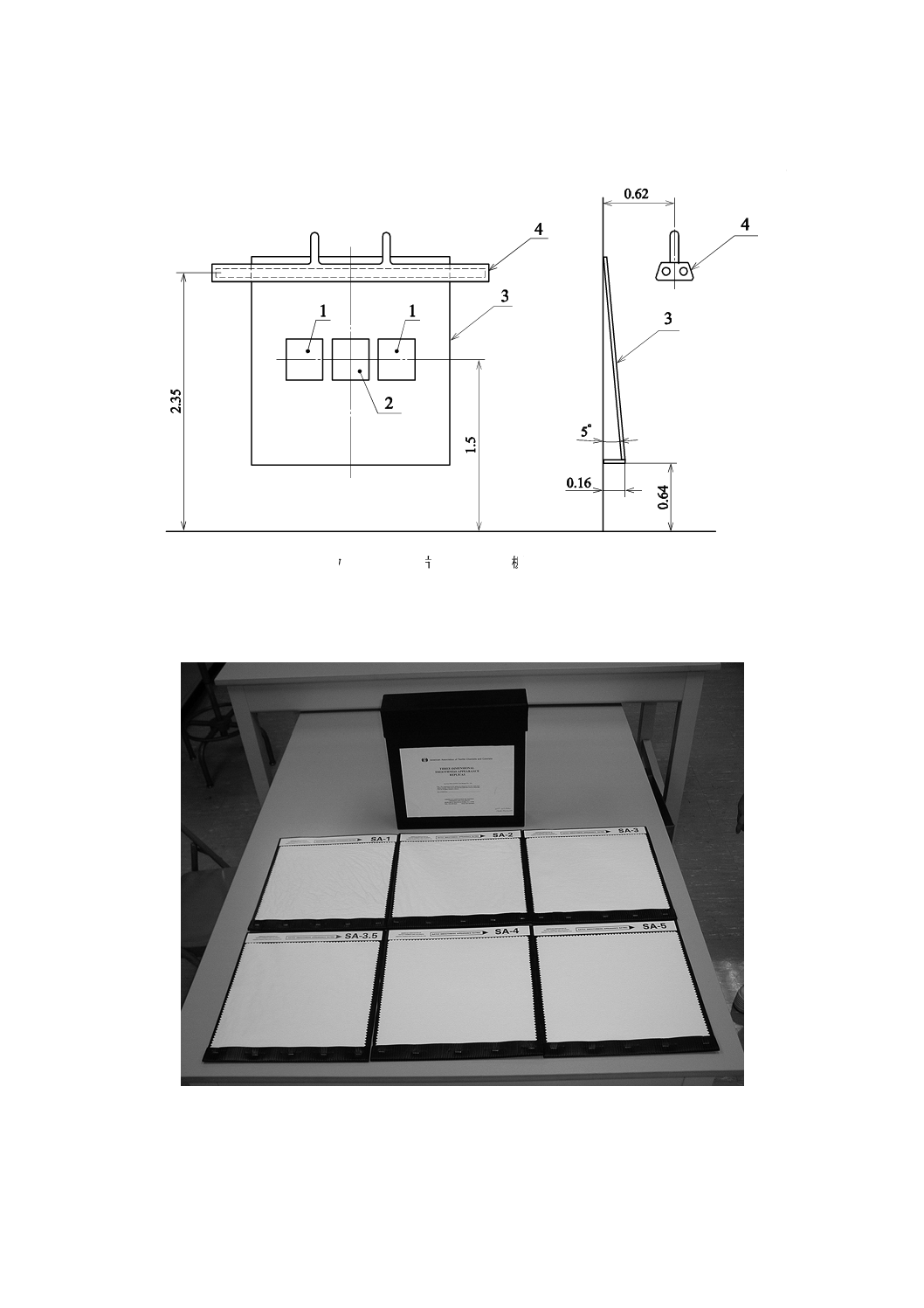
153
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 m
1 レプリカ 2 試験片 3 観察板 4 蛍光灯の設置例
図N.1−試験試料を観察・評価するための照明装置
図N.2−レプリカ
154
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表N.1−生地の平滑性の等級付け
格付け等級
外観平滑性
SA-5
SA-5の標準レプリカと同等の外観平滑性
4.5
SA-4標準とSA-5標準との中間の外観平滑性
SA-4
SA-4の標準レプリカと同等の外観平滑性
3.5
SA-3標準レプリカとSA-4標準レプリカとの中間の外観平滑性
SA-3
SA-3の標準レプリカと同等の外観平滑性
2.5
SA-2標準レプリカとSA-3標準レプリカとの中間の外観平滑性
SA-2
SA-2の標準レプリカと同等の外観平滑性
1.5
SA-1標準レプリカとSA-2標準レプリカとの中間の外観平滑性
SA-1
SA-1の標準レプリカと同等の外観平滑性
N.7 試験結果の表し方
3人の観察者が,3個の試験片に格付けした9個の観察値の平均値を算出する。0.5級単位で平均値に最
も近い格付け等級を報告する。
注記 精度及び正確さは,附属書NAによるとよい。
N.8 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 評価した試料の詳細
c) 実施した洗濯操作の詳細
d) 洗濯回数
e) N.7によって計算し,表N.1によって表示した生地の平滑性の格付け等級
f)
規定の操作から逸脱があった場合の詳細
155
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書NA
(参考)
精度及び正確さ
1980年に米国の8試験所で4種類の生地について試験を実施した。
データの分布が正規分布でなく,レプリカの等級が限定されていて不連続であることの理由から分散分
析法は適用できないと判断された。個々の試験片の格付け等級の分布から試験所の試験結果の期待値を計
算することによってデータを解析した。
観察者の一人は,次の頻度で3枚の試験片を格付けしていることが,データから判明した。
− 三つの試験片全部を同じレプリカ等級に格付け
0.55
− 二つの試験片を同一レプリカ等級に,もう1枚を別のレプリカ等級に格付け
0.40
− 三つの試験片を全部異なるレプリカ等級に格付け
0.05
また,三つの試験片の格付け等級が,隣り合うレプリカ等級を飛び越えて格付けされることは極めてま
れ(稀)であった。このことは,観察者の格付けの再現性が高いことを示している。観察者の格付け等級
の分布から,試験所試験結果の分布をそれぞれのレプリカについて0.5級刻みの格付けを含めて計算した。
全SAレプリカにわたって精度が改善された。
同水準の試験所について,試験所の試験結果の頻度分布から二つの試験所の試験水準間の限界差異Dを
計算した。
限界差異
信頼水準
D>0.17
P≧0.95
D≧0.25
P≧0.99
二つ以上の試験所の試験結果を比較する場合は,試験の比較を始める前に試験所の間で,試験所の水準
を明確にすることを推奨する。この目的のために,履歴及び性能の分かった生地を使用することができる。
試験所の(同じ洗濯乾燥条件下で同一生地についての)試験結果の間の差異が1/4(0.25)レプリカ単位
に等しいか又は大きい場合は,その差異は0.99以上の信頼水準Pで統計的に有意である。
この数値又はそれ以上の大きな差異は,試験所の水準に差異があることを示しており,試験所の水準比
較が必要であることを示している。
繰り返し家庭洗濯した後の外観平滑性についての実態の数値は,評価試験を行ったその試験方法に限っ
て決まるもので,真の値を測定する単独の試験方法は存在しない。この特性の評価として,この試験に偏
りは知られていない。
156
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書O
(規定)
繊維製品−生地の通気性の測定
この附属書は,1995年に第1版として発行されたISO 9237,Textiles−Determination of the permeability of
fabrics to airを基に,技術的内容を変更することなく作成したものである。
O.1 適用範囲
この附属書は,生地の通気性を測定する方法について規定する。この方法は,特殊技術にかかわる工業
用生地,不織布及び衣料品を含んだ通気性のあるほとんどのタイプの生地に適用できる。
O.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,記載の年の版を適用し,その後の改正版(追補を含む。)は適用しない。
ISO 48:1994,Rubber, vulcanized or thermoplastic−Determination of hardness (hardness between 10 IRHD
and 100 IRHD)
ISO 139:1973,Textiles−Standard atmospheres for conditioning and testing
ISO 10012:2003,Measurement management systems−Requirements for measurement processes and
measuring equipment
O.3 定義
この附属書で用いる主な用語の定義は,次による。
O.3.1
通気性
規定の面積,圧力差及び時間の条件下で,試験片を垂直に透過する空気流量(mm/s)。
O.4 原理
生地の規定の面積を通して空気が垂直に透過する空気流量を,規定の圧力差で,規定時間中に試験片を
通過したときの空気量を測定する。
O.5 試料の採取
生地の素材仕様書に規定された手順によって試料を選定するか,又は受渡当事者間の協定によって試料
を選定する。仕様書がないときは,附属書OBに示す試料の採取の例による。
O.6 調整及び試験時の標準状態
前処理,調整及び試験時の標準状態は,ISO 139の規定による。
O.7 装置
試験装置の精度の確認は,ISO 10012によって行う。
157
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
O.7.1 円形試験片ホルダ
5 cm2,20 cm2,50 cm2及び100 cm2それぞれの面積の試験を行うのに適切なオリフィスのもの。試験面
積の許容差は,±0.5 %を超えないものとする。
注記 特に大きい試験表面において,試験片に適した支持具が望ましい。
O.7.2 クランプ装置
試験片をゆがみのないようにしっかり締められるもの。
注記 試験片の縁の辺りからの空気漏れを防ぐように注意する。その代わりとして,空気漏れを別に
測定し,試験結果から差し引いてもよい。
O.7.3 ガードリング装置
クランプ(O.7.2参照)とともに任意に使用するもので,空気漏れを防ぐもの(OA.2.1参照)。
O.7.4 気圧計又はマノメータ
試験筒に連結された計器で,試験面を透過するときの圧力差50 Pa,100 Pa,200 Pa及び500 Paを±2 %
の精度で指示するもの。
O.7.5 一定の空気の流量を吸い込む装置
試験片ホルダを通して温湿度を調整した空気を吸い込み,試験片を透過するときの圧力差50 Pa〜500 Pa
を作り出すように流速を調節するもの。
O.7.6 流量計,容積計又は絞り計測器
空気流量を1 dm3/min(1 L/min)単位で,±2 %の精度で指示するもの。
注記 流量計又は容積計は,±2 %の要求精度が維持される場合は,1 cm3/s単位(又はその他の適切
な単位)で空気量の流速を測定してもよい。
O.8 試料の調整及び試験条件
試験の前に試料を調整し,試験は試験用標準状態で行う(O.6参照)。望ましい試験条件は,次のとおり
とする。
− 試験表面の大きさ:20 cm2
− 圧力差 :衣料生地の場合100 Pa
− 圧力差 :工業用生地の場合200 Pa
もし,これらの圧力差に達しないか又は適用できない場合には,受渡当事者間の協定によって50 Pa又
は500 Paのいずれかの圧力差を用いてもよい。また,5 cm2,50 cm2又は100 cm2のいずれかの試験面積を
選択してもよい。
注記 結果の比較には,同じ試験面積で同じ圧力差でもって試験することが望ましい。
O.9 試験操作
しわを除くように十分な張力をかけて,試験片を円形試験片ホルダ(O.7.1参照)に取り付ける。生地
がその平面上にゆがみのないように注意する。生地の耳,折り目及び折り重なった箇所のある部位を避け
る。生地の表裏で通気性が異なるものにおいては,どちらの面で試験を行ったか試験報告書[O.11 a) 2) 参
照]に詳細を記述する。空気漏れを防ぐため,より低い圧力側に対し試験片で片面を覆いクランプを締め
る。
吸込ファン又は試験片を通して空気を強制作用する,その他の装置(O.7.5参照)を始動させる。そし
て,上記で推奨した試験条件のとおりに生地の試験面を透過して達する圧力差まで,徐々に空気量を調節
158
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。少なくとも1分後の空気流量(O.7.6参照),又は一定状態に達したときの空気流量(O.7.6参照)
を記録する。同一の条件下で,試料の異なる位置で10回以上試験を繰り返す。
注記1 試験機の校正及び試験の実施についての助言は,附属書OAに示す。
注記2 例えば,容積計のような装置では,要求精度を保証するため空気量約10 dm3の容積を必要と
することがある。
O.10 計算及び結果の表示
O.10.1 個々の測定値の平均値及び変動率(0.1 %単位まで)を算出し,95 %信頼区間を記述する。
O.10.2 次の式によって通気性R(mm/s)を算出する。
167
v×
=A
q
R
ここに,
R: 通気性(mm/s)
vq: 空気の流速の平均値[dm3/min(L/min)]
A: 試験下の生地面積(cm2)
167: 置換係数[dm3/min/cm2(L/min/cm2)からmm/sへ]
O.10.3 目の開いた生地及び不織布では,次の式によって通気性R(m/s)を表してもよい。
167
v×
=A
q
R
ここに,
R: 通気性(mm/s)
vq: 空気の流速の平均値[dm3/min(L/min)]
A: 試験下の生地面積(cm2)
O.10.4 O.10.2又はO.10.3で規定した単位によって95 %信頼区間を表し,O.10.2又はO.10.3で求めた値
を2 %まで丸めて通気性Rの結果を表す。
O.11 試験報告書
試験報告書には,次の事項を記載する。
a) 一般事項
1) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
2) 試験に供した試料を特定するための完全情報,必要に応じ,生地を通過する空気の方向の表示
3) 用いた試験面積(cm2)
4) 用いた圧力差(Pa)
5) 試験片の数
6) 用いた試験調整及び試験用標準状態
7) 規定された操作からの逸脱事項
b) 試験結果
1) 通気性の平均値R(mm/s又は適用できる場合はm/s)
2) 変動率(%)
3) 95 %信頼区間(mm/s又は適用できる場合はm/s)
159
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書OA
(規定)
試験機の校正及び試験の実施にかかわる助言
OA.1 装置の点検及び校正
常に使用する場合は週1回,まれに使用する場合は試験の前,装置を動かした後,又は修理した後に装
置の校正及び適切な機能の点検をすることが望ましい。装置の校正は,12か月を超えない間隔で定期的に
参照標準と比較して点検するのがよい。
気圧計(O.7.4参照)の校正も定期的に実施するのがよい。規定された圧力差で通気性既知の絞り計測
値をもった校正用チェックプレートは,校正に用いるものとする。空気漏れを避けるため,円形試験片ホ
ルダ(O.7.1参照)の正確な位置にチェックプレートを締めることで再現性を確実にする。特定の装置に
望ましい校正方法は,その装置の仕様書及び要求精度によって行うのがよい。
OA.2 試験の導入
OA.2.1 環状のガードリング装置(O.7.3参照)によって,縁からの空気漏れを防ぐことができる。ガー
ドリングを透過したときの圧力差は,別々の気圧計又はマノメータ(O.7.4参照)によって測定される。
ガードリングを通過した空気が流量計(O.7.6参照)を通り抜けてはいけない。試験表面及びガードリン
グ表面を透過したときの圧力差が一様になると縁から空気が試験表面を出入りして通過することができな
くなる。
測定装置にガードリングが備わっていないときは,試料と同じ大きさのラバープレートを試料にカバー
することによって縁漏れの割合を測定する。ラバープレートは,厚さ1 mm〜2 mmで,硬度がISO 48に
よって試験したとき651 IRHD〜701 IRHDのもの,又はこれと同等のものとする。
OA.2.2 生地表面を締めるクランプは,適切な等級のゴムを表面に付けたものとする(O.7.2参照)。ガス
ケットは,厚さ2.5 mmで硬度がISO 48に従って試験したとき651 IRHD〜701 IRHDのもの,又はこれと
同等のものとする。
OA.2.3 試験片をクランプに締めるとき,ゆがめたり又は伸ばしたりしないように注意するのがよい。
160
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書OB
(規定)
望ましい試料の採取方法
OB.1 荷口試料の準備(積荷又はロットから採取する試料片の数)
荷口試料を準備するため,積荷又はロットから少なくとも表OB.1に規定した必要な点数の試料をラン
ダムに採取する。この荷口試料には,輸送中に損傷又はぬ(濡)れたりしたこん(痕)跡のある試料が含
まれないようにする。
表OB.1−荷口試料
積荷又はロット中の試料数
荷口試料の試験片の数
3以下
1
4〜10
2
11〜30
3
31〜75
4
76以上
5
OB.2 試験試料の準備
荷口試料を構成する各試料から,全幅にわたって長さ1 m以上の試験試料を切り取る(当該試料の反末
から3 m以上離れている位置で,ランダムに選んだ場所から)。試験試料には,しわの部分又は目視によ
ってきずが認められる部分が入らないようにする。
161
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書P
(規定)
繊維製品−水抽出液のpHの測定
この附属書は,2005年に第3版として発行されたISO 3071,Textiles−Determination of pH of aqueous
extract を基に,技術的内容を変更することなく作成したものである。
繊維製品の水抽出液のpH値は,その繊維製品の加工履歴を知る有益な指標となる。さらに,色々な形
態の繊維製品の水抽出液のpH値が,酸性又はアルカリ性の特定範囲に適合することを要求されることが
ますます一般的になってきている。
P.1 適用範囲
この附属書は,繊維製品の水抽出液のpH値を測定するための方法について規定する。この方法は,ど
のような形態の繊維製品にも適用できる。
P.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。この
引用規格は,その記載の年の版を適用する。
ISO 3696:1987,Water for analytical laboratory use−Specification and test methods
P.3 用語及び定義
この規格で用いる用語及び定義は,次による。
P.3.1
pH
抽出液の水素イオン濃度の常用対数
P.4 原理
繊維製品の水抽出液のpH値を室温でガラス電極を用いて電気化学的に測定する。
P.5 試薬
使用する試薬類は,すべて分析試薬級と認定されたものとする。
P.5.1 蒸留水又は脱イオン水
ISO 3696に規定している3級(Grade 3)以上の水で,pHが5.0〜7.5のもの。pH値は,最初に使用する
ときに測定及び確認する。pH値が所定の範囲内にない場合には,耐薬品性のガラス容器を用いて再蒸留す
るものとする。酸又は有機物は,1 g/Lの過マンガン酸カリウム及び4 g/Lの水酸化ナトリウムを加えて蒸
留することで除去することができる。アルカリ(例えば,アンモニアの存在)は,希硫酸溶液を加えて蒸
留することで除去することができる。蒸留水が3級でない場合は,その蒸留水 100 mLをビーカーに入れ
て10分±1分間緩やかに煮沸し,ふた(蓋)をして室温まで放冷する。
P.5.2 塩化カリウム水溶液
蒸留水又は脱イオン水で0.1 mol/Lに調製する。
162
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
P.5.3 緩衝液
測定前にpH計を校正するため,測定するものに近いpHをもつ緩衝液を附属書PAに記載する方法に従
って調製する。pH 4.7及び9近傍のpHをもつ緩衝液を用いるのがよい。
P.6 装置
P.6.1 栓付きのガラス又はポリプロピレンフラスコ 水抽出液を準備するための耐薬品性のガラス又は
ポリプロピレン製フラスコ。
注記 この試験に使用するガラス器具は,蒸留水を満たし,この目的のためだけに別にして保管して
置くことが望ましい。
P.6.2 振とう機 繊維材料内部と抽出液との間で迅速に液の移動及び置換が起こるために十分な回転又
は往復運動を行うもの。毎分60回以上の往復動作又は毎分30回以上の回転動作があればよい。
P.6.3 ビーカー 容量150 mLの耐薬品性のあるもの(P.6.1の注記参照)。
P.6.4 ロッド(棒) 耐薬品性のあるもの(P.6.1の注記参照)。
P.6.5 pH計 ガラス電極をもち,少なくとも0.1のpH目盛まで測定可能なもの。
P.6.6 天びん 0.01 gまで測定できる精度のあるもの。
P.6.7 容量1 Lのフラスコ A級品質のもの。
P.7 試験試料の準備
P.7.1 試験する荷口を代表し,必要な数の試験試料を調製できるように十分な量の試験試料を採取する。
試験試料を約5 mm幅の小片又は迅速に湿潤する大きさに切断する。
P.7.2 汚染を避けるため,できるだけ試料には手を触れないようにする。試験試料からそれぞれ2.00 g±
0.05 gの試験試料3個を採取する。
P.8 操作
P.8.1 水抽出液の準備
次のようにして水抽出液3個を室温で準備する。
試験試料及び水(P.5.1)又は塩化カリウム水溶液(P.5.2)を栓付きフラスコ(P.6.1)に入れ,試料が,
ほどよく湿潤するように,短時間手で振とうする。次いで,2時間±5分間,振とう機で振とうする。抽出
に使用した液(水又は塩化カリウム溶液)の温度を記録する。
P.8.2 抽出液のpHの測定
まず,抽出液の温度でpH計を校正する。2種類の緩衝液を用いてpH計を校正,チェックする。pH指
示値が安定するまで,抽出液の準備に使用した同じ溶液(水又は塩化カリウム溶液)に電極を数回浸せき
する。最初の抽出液をビーカーに移し,電極を直ちに少なくとも10 mmの深さまで浸せきし,pH値が安
定するまで棒で緩やかにかくはん(攪拌)する(この溶液のpH値は記録しない)。
2回目の抽出液を別のビーカーに取り,電極を洗浄せずに直ちに少なくとも10 mmの深さまで浸せきし,
かくはん(攪拌)せずにpH値が安定するまでそのままに放置する。このpH値を記録する。
3回目の抽出液を別のビーカーに注ぎ,電極を洗浄せずに直ちに少なくとも10 mmの深さまで浸せきし,
かくはんせずにpH値が安定するまで浸せきして置く。このpH値を記録する。
2回目及び3回目の抽出液のpH値を第1回及び第2回の測定値として記録する。
163
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
P.9 計算
直近の0.1 pH単位で表した二つの測定値の差が0.2以上ある場合には,別の試験試料で上記の操作を繰
り返して行う。二つの有効な測定値が得られたら,その平均値を求める。
P.10 精度
9試験機関で7試料を試験し,統計解析を行ったところ次の結果が得られた。
− 抽出液として水(P.5.1参照)を使用した場合
:再現性限界R=1.7 pH
− 抽出液として塩化カリウム溶液(P.5.2参照)を使用した場合 :再現性限界R=1.1 pH
注記 統計解析は,“JIS Z 8402-2[測定方法及び測定結果の精確さ(真度及び精度)−第2部:標準
測定方法の併行精度及び再現精度を求めるための基本的方法]”に準拠して行った。
P.11 試験報告書
試験報告書には,次の事項を記載する。
a) この附属書によった旨。例えば,ISO規格番号及び発行年並びに試験実施日
b) 直近の0.1 pH単位で表した平均pH値
c) 使用した溶液の種類(水又は塩化カリウム溶液)
d) 抽出液のpH値
e) 抽出液の温度
f)
試験試料が湿潤しにくかったことなどを含めて結果に影響をもたらしたと考えられる要因
g) 試験実施日
164
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書PA
(参考)
標準緩衝液の調整
PA.1 全般
分析試薬級と認定された薬品だけを使用する。ISO 3696の規定する3級以上の水を使用して調製する。
PA.2 pH 4.0 フタル酸カリウム溶液(0.05 mol/L)
フタル酸カリウム(KHC8H4O4)10.21 gを1 Lの容量フラスコで蒸留水又は脱イオン水に溶解し,1 Lの
目盛まで希釈する。この溶液のpHは,20 ℃で4.00,25 ℃で4.01である。
PA.3 pH 6.9 オルトりん酸二水素カリウム及びオルトりん酸水素二ナトリウム溶液(0.08 mol/L)
オルトりん酸二水素カリウム(KH2PO4)3.9 gとオルトりん酸水素二ナトリウム(Na2HPO4)3.54 gとを
1 Lの容量フラスコに取り,蒸留水又は脱イオン水に溶解し,1 Lの目盛まで希釈する。この溶液のpHは,
20 ℃で6.87,25 ℃で6.86である。
PA.4 pH 9.2 ほう酸ナトリウム溶液(0.01 mol/L)
ほう酸ナトリウム10水塩3.80 gを1 Lの容量フラスコで蒸留水又は脱イオン水に溶解し,1 Lの目盛ま
で希釈する。この溶液のpHは,20 ℃で9.23,25 ℃で9.18である。
165
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS 1096:2010 織物及び編物の生地試験方法
国際規格の番号,年号及び名称は,注記3に示す。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
織物生地及び編物生
地の一般的な特性を
評価する試験方法を
規定。
ISO
7211-1,
ISO
22198,
ISO 3801,
ISO
7211-6
など
1
織物の組織及び織方の表
示方法など個別試験方法
を規定。
追加
JISは,ISO規格以外の織物生
地及び編物生地全般の試験方
法を追加し規定。
JISは,生産・流通・消費の各過程に
おける品質特性の評価のための試験
項目を追加。
ISO規格は,商取引上,必要な試験
項目を規定しており,繊維製品のグ
ローバル化に対応し,JIS試験方法を
ISO規格に追加提案を検討する。
2 引用規
格
3 用語及
び定義
JIS L 0105,JIS L
0208,JIS L 0211など
の用語を引用し規定。
3
反物の長さ,反物の全幅
など当該個別規格に用い
る用語を規定。
変更
JISは,JIS用語を引用し包括
的に規定。
実質的な差異はない。
4 試験の
種類
試験の種類を列挙し
た。
記載なし。
追加
JISに試験項目を記述した。
実質的な差異はない。
5 試験条
件
試験場所,絶乾質量,
公定水分率,温度及び
湿度は,JIS L 0105を
引用し規定。
試験場所,試料の調製な
どISO 139を引用し規定。
変更
JISは,JIS L 0105を引用し包
括的に規定。
ISO規格は,ISO 139を引用し
ているが,JIS L 0105に該当す
る部分は同等。
ISO規格は,個別規格の中で規定し
ており,実質的な差異はない。
1
6
5
L
1
0
9
6
:
2
0
1
0
166
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 試料及
び試験片
の採取及
び準備
JIS L 0105を引用し
規定。試験片の数は受
渡当事者間の協定で
増減可能。
ISO 3801,
ISO
7211-3
など
5,6
6,7
調整及び試験時の標準状
態,操作(予備調整)な
どで規定。
変更
JISは,試料の採取及び準備の
項目で包括的に規定。
ISO規格は,試験方法が個別規
格であり,調整及び試験時の標
準状態の中で規定。
規格編集上の問題で,実質的な差異は
ない。
7 数値の
丸め方
試験結果の数値の丸
め方をJIS Z 8401を
引用し規定。
追加
JISは,数値の丸め方を統一す
るために規定。
ISO規格は,手順,計算及び結
果の表示,試験報告書の中で規
定。
規格編集上の問題で,実質的な差異は
ない。
8 試験方
法
8.1 組織
織物は,意匠紙を用
い,たて糸及びよこ糸
の組合せ組織図,文字
又は記号で表す。
編物は,編糸の組合せ
をJIS L 0200に規定
する組織図,文字又は
記号で表す。
ISO
7211-1
6
織物は,意匠紙を用い,
たて糸及びよこ糸の配
列,そうこう通し,おさ
通し及び織り方を組織図
で表す。
変更
JISは,織物及び編物の組織を
規定。
ISO規格は,織物,そうこう通
し,おさ通し及び織り方の組織
を規定。
織物の組織をISOへの提案を検討す
る。
8.2.1 幅
金属製直尺などを用
い,両耳端間の距離を
測定。筒状の編地はへ
ん平の状態で測定し,
その2倍を全幅。
ISO 22198 8
定規を用い,両端を直角
に測定。幅は,最外端間
の距離(長さ)。二つ折り
で測定した場合,その2
倍で全幅。
サンプルの長さによって
測定回数を規定。
変更
JISは,異なる3か所測定。
ISO規格は,長さによって5回
又は10回測定。
ISO規格は,幅及び長さの個別規格で
あり,測定箇所を除き技術的差異はな
い。
8.2.2 長
さ
繊維製巻尺などを用
い,全長を測定。
8
定規を用い,全長を測定。
サンプルの長さによって
測定方法を規定。
変更
ISO規格は,1 m超のサンプル
の測定方法を具体的に規定。
ISO規格は,幅及び長さの個別規格で
あり,測定方法を除き技術的差異はな
い。
1
6
6
L
1
0
9
6
:
2
0
1
0
167
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8.3.2 標
準状態に
おける単
位面積当
たりの質
量
約200 mm×200 mm
の試験片採取し,標準
状態の質量を量り,単
位面積当たりの質量
をg/m2で表す。
ISO 3801
6
標準状態,一般的な大気
中,小試料ごとに単位長
さ当たりの質量及び単位
面積当たりの質量を規
定。
変更
JISは,標準状態の単位面積当
たりの質量を規定。
ISO規格は,標準状態以外を含
め単位長さ及び単位面積当た
りの質量を規定。
ISO規格の標準状態以外の単位長さ
及び単位面積当たりの質量は,実質
的でないので,国際商取引の現状を
見極め,ISOへの改正提案を今後検
討する。
8.3.3 織
物の単位
面積当た
りのたて
糸及びよ
こ糸の質
量
ISO 7211-6を引用し,
規定。
ISO
7211- 6
7
非繊維物質を除去した後
の生地の単位面積当たり
のたて糸及びよこ糸の質
量を規定。
一致
8.4 厚さ
厚さ測定器を用い,一
定時間及び一定圧力
の下で厚さを測定。
ISO 5084
8
厚さ測定器を用い,1 kPa
の下で,30秒後の厚さを
規定。
変更
JISは,普通の織物及び編物,
有毛の織物及び編物ごとに圧
力を規定し,加圧が一定したと
きの厚さを規定。
JISは,加圧条件を具体的に規定して
おり,技術的差異はない。
8.6.1 織
物の密度
適切な区間の5か所
のたて糸及びよこ糸
の本数を数え,それぞ
れの単位長さを算出。
ISO
7211-2
7
cm当たりの糸の本数を
規定。
変更
JISは,異なる5か所の50 mm
などの区間のたて糸及びよこ
糸の本数を規定。
ISOは,織物の特性によって3
方法(目視,分解鏡又は糸数計
測器)によってcm当たりの糸
本数を規定。
ISOは,測定器具を規定しているが,
技術的差異はない。
1
6
7
L
1
0
9
6
:
2
0
1
0
168
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8.7 糸の
織縮み率
A法は,糸引張り試験
機を用い,荷重−伸び
曲線から,たて方向及
びよこ方向の糸の織
縮みを測定。
B法は,初荷重を加え,
真っすぐに張った長
さから,たて方向及び
よこ方向の糸の織縮
みを測定。
ISO
7211-3
8
生地中の糸の織縮み率の
測定方法を規定。
変更
JISは,糸の織縮み率を糸引張
試験機による方法と初荷重を
加える方法の2種類を規定。
ISOは,糸ストレイトニング長
さ測定装置による方法を規定。
JISは,荷重−伸び曲線又は初荷重を
加えた状態から糸の伸びを求めてお
り,ISOは糸ストレイトニング長さ
測定装置を用いているが,今後,ISO
法との整合化を含め,試験方法の一
元化を検討する。
8.9.1.1
糸の見掛
繊度
織物と編物の糸との
見掛繊度を規定。
織物の糸の見掛繊度
は,たて糸及びよこ糸
の質量から見掛繊度
を算出。
ISO
7211-5
7
織物の生地から取り出し
た糸の見掛繊度の測定方
法を規定。
変更
JISは,標準状態の糸の質量か
ら見掛繊度を規定。
ISOは,非繊維物質を除去する
か又は除去しない生地から取
り出した糸を標準状態又は絶
乾質量に商業許容差を加えた
方法によって質量及び糸の長
さを含めて糸の見掛繊度を規
定。
JISは,標準状態の見掛繊度を規定し
ているが,今後,ISO法との整合化
を含め,試験方法の一元化を検討す
る。
8.9.2 a)
より数
JIS L 1095の9.15(よ
り数)を引用し規定。
ISO
7211-4
7
織物の生地から取り出し
た糸のより測定方法を規
定。
変更
JIS L 1095の対応国際規格ISO
2061は,糸パッケージから取
り出した糸のよりの直接測定
方法を規定しており,ISO
7211-4は織物から取り出した
糸のよりの測定方法を規定。そ
れぞれの測定装置は同一であ
るが,測定方法に若干の差異が
ある。
ISO 7211-4とISO 2061とのよりの測
定方法の技術的内容を統一するよう
今後,ISOへの改正提案を検討する。
1
6
8
L
1
0
9
6
:
2
0
1
0
169
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8.14
引
張強さ及
び伸び率
JIS法としては,ストリ
ップ法(標準時及び湿
潤時)及びグラブ法(標
準時及び湿潤時)の4
方法を規定。A法(ス
トリップ法)は,ラベ
ルドストリップ法又は
カットストリップ法に
よって試験片を作成
し,引張試験機を用い,
切断時の最大荷重及び
伸びを測定。B法(グ
ラブ法)は,引張試験
機を用い,切断時の最
大荷重及び伸びを測
定。C法(湿潤時スト
リップ法)は,20 ℃±
2 ℃の水中に湿潤し,
標準時と同様な測定方
法を規定。D法(湿潤
時グラブ法)は,20 ℃
±2 ℃の水中に湿潤
し,標準時と同様な測
定方法を規定。
ISO法としては,E法
及びF法の2方法を規
定。
ISO
13934-1
ISO
13934-2
9
9
ストリップ法による生地
の標準時及び湿潤時の引
張強さの測定方法を規
定。
グラブ法による生地の標
準時及び湿潤時の引張強
さの測定方法を規定。
変更
JIS法は,定速緊張形試験機又
は定速伸長形試験機を使用。
ISO法は,定速伸長形試験機を
限定しており,引張速度などの
試験条件に差異がある。
我が国の引張試験機の使用状況及び
試験条件の実態を見極め,今後,ISO
法との整合化を含め,試験方法の一
元化を検討する。
1
6
9
L
1
0
9
6
:
2
0
1
0
170
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8.17 引裂
強さ
A法(シングルタング
法),B法(ダブルタン
グ法),C法(トラペゾ
イド法)及びD法(ペ
ンジュラム法)の4方
法を規定。D法(ペン
ジュラム法)は,エル
メンドルフ形引裂試験
機を用い,たて方向及
びよこ方向又はウェー
ル方向及びコース方向
に引き裂いたときの荷
重強さ(引裂強さ)を
測定。
また,E法としてISO
ペンジュラム法を規
定。
ISO
13937-1
9
ペンジュラム(エルメン
ドルフ)法による生地の
引裂強さの測定方法を規
定。
変更
JISは,A法〜D法の4方法に
加え,ISO法のペンジュラム
法を,E法として規定。
ISO規格は,引裂強さ測定方法の個
別規格であり,規格編集上の問題で,
実質的な差異はない。
8.18 破裂
強さ
A法(ミューレン形法)
及びB法(定速伸長形
法)の2方法を規定。A
法(ミューレン形法)
は,ミューレン形試験
機を用い,試験片を突
き破る強さ及び破断時
のゴム隔膜の強さを測
定し,破裂強さを算出。
また,C法としてISO
法を規定。
ISO
13938-1
8
液圧法による標準時及び
湿潤時の生地の破裂強さ
及び破裂膨張度の測定方
法を規定。
変更
JISは,A法及びB法の2方
法に加え,ISO規格に規定さ
れている減圧法を,C法とし
て規定。
我が国は,専らA法のミューレン形
破裂試験機を用いて試験を行ってお
り,今後,ISOへの試験方法の追加
を検討する。
1
7
0
L
1
0
9
6
:
2
0
1
0
171
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8.24 洗濯
後のしわ
A法(かくはん形洗濯
機を用いる方法)及び
B法(シリンダ形洗濯
機を用いる方法)の2
方法を規定。A法は,
かくはん形洗濯機を
用い洗濯(1回又は5
回),乾燥後のしわの
評価を判定用標準レ
プリカで判定。
また,C法としてISO
法を規定。
ISO 7768
6
1回又は数回の家庭洗濯
及び乾燥後の生地の外観
の評価方法を規定。
変更
JISは,かくはん形洗濯機及び
シリンダ形洗濯機を用いた洗
濯操作に加え,ISO規格に定め
るISO 6330又はISO 3175の洗
濯操作を,C法として規定。
現在,ISO 6330の改正審議中であり,
我が国の全自動式家庭洗濯機を追加
するよう改正中である。
8.26 通気
性
A法(フラジール形
法)及びB法(ガー
レ形法)の2方法を規
定。A法は,フラジー
ル形試験機を用い,測
定圧力と使用した空
気孔の種類とから試
験片を通過する空気
量を算出。
また,C法としてISO
法を規定。
ISO 9237
9
生地の通気性の測定方法
を規定。
変更
JISは,フラジール形試験機を
用い,試験片を通過する空気量
から通気性を算出する方法に
加え,生地の試験面を透過する
空気量を一定の圧力差まで調
整し,規定の時間中に試験面を
通過した空気量から通気性を
算出するISOの方法を,C法
として規定。
我が国の試験方法の実態を見極め,
今後,ISO法との整合化を含め,試
験方法の一元化を検討する。
8.37 抽出
液のpH
JIS Z 8805に規定す
るpH測定用ガラス電
極を用い,抽出液の
pHを測定。
ISO 3071
8
水抽出液のpHの測定方
法を規定。
変更
技術的差異はない。
今後,ISO法との整合化を含め,試
験方法の一元化を検討する。
9 試験報
告書
一致
1
7
1
L
1
0
9
6
:
2
0
1
0
172
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(規定)
ISO法として,組織図
並びにそうこう通し,
おさ通し及び織方の
表示方法について規
定。
−
追加
JISは,ISO 7211-1を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書B
(規定)
ISO法として,生地の
幅及び長さの測定に
ついて規定。
−
追加
JISは,ISO 22198を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書BA
(参考)
調温調湿・コンディシ
ョニング,緩和処理及
び測定のための反物
の置き方。
附属書C
(規定)
ISO法として,織物の
単位長さ及び単位面
積当たりの質量の測
定について規定。
−
追加
JISは,ISO 3801を基に技術的
内容を変更することなく,附属
書として規定。
−
附属書D
(規定)
ISO法として,生地の
単位面積当たりのた
て糸及びよこ糸の質
量の測定について規
定。
−
追加
JISは,ISO 7211-6を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書E
(規定)
ISO法として,生地及
び繊維製品の厚さ測
定について規定。
−
追加
JISは,ISO 5084を基に技術的
内容を変更することなく,附属
書として規定。
−
附属書EA
(規定)
試験部位及びプレッ
サフットの大きさ並
びに加える圧力の選
択について規定。
附属書EB
(参考)
参考文献
1
7
2
L
1
0
9
6
:
2
0
1
0
173
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書F
(規定)
ISO法として,単位長
さ当たりの糸本数の
測定について規定。
−
追加
JISは,ISO 7211-2を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書FA
(規定)
テーパー形及び平行
形デンシメータを使
用する方法について
規定。
附属書G
(規定)
ISO法として,生地中
の糸の織縮み率の測
定について規定。
−
追加
JISは,ISO 7211-3を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書GA
(規定)
初荷重について規定。
附属書H
(規定)
ISO法として,生地か
ら取り出した糸の見
掛繊度の測定につい
て規定。
−
追加
JISは,ISO 7211-5を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書I
(規定)
ISO法として,生地か
ら取り出した糸のよ
りの測定について規
定。
−
追加
JISは,ISO 7211-4を基に技術
的内容を変更することなく,附
属書として規定。
−
附属書J
(規定)
ISO法として,引張強
さ及び伸び率の測定
で,ストリップ法につ
いて規定。
−
追加
JISは,ISO 13934-1を基に技
術的内容を変更することなく,
附属書として規定。
−
附属書J1
(参考)
サンプリングの推奨
手順
附属書J2
(参考)
試験試料からの試験
片の切取り場所
附属書J3
(参考)
参考文献
1
7
3
L
1
0
9
6
:
2
0
1
0
174
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書K
(規定)
ISO法として,グラブ
法による引張強さの
測定について規定。
−
追加
JISは,ISO 13934-2を基に技
術的内容を変更することなく,
附属書として規定。
−
附属書KA
(規定)
サンプリングの推奨
手順について規定。
附属書KB
(参考)
試験試料からの試験
片の切取り場所
附属書KC
(参考)
グラブ試験のための
つかみ具の配置
附属書KD
(参考)
参考文献
附属書L
(規定)
ISO法として,弾道振
り子法(エルメンドル
フ)による引裂強さの
測定について規定。
−
追加
JISは,ISO 13937-1を基に技
術的内容を変更することなく,
附属書として規定。
−
附属書LA
(参考)
試験装置の調整及び
証明
附属書LB
(参考)
試験装置の調整及び
証明
附属書LC
(参考)
試験試料から試験片
を切り取るためのパ
ターンの例示
附属書LD
(参考)
参考文献
附属書M
(規定)
ISO法として,破裂強
さ及び破裂膨張度の
測定(液圧法)につい
て規定。
−
追加
JISは,ISO 13938-1を基に技
術的内容を変更することなく,
附属書として追加。
−
附属書MA
(参考)
試験領域の選定
1
7
4
L
1
0
9
6
:
2
0
1
0
175
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の
理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
附属書N
(規定)
ISO法として,洗濯後
の生地の外観平滑性
を評価する方法につ
いて規定。
−
追加
JISは,ISO 7768を基に技術的
内容を変更することなく,附属
書として追加。
−
附属書NA
(参考)
精度及び正確さ
附属書O
(規定)
ISO法として,生地の
通気性の測定につい
て規定。
−
追加
JISは,ISO 9237を基に技術的
内容を変更することなく,附属
書として追加。
−
附属書OA
(規定)
試験機の校正及び試
験の実施にかかわる
助言について規定。
附属書OB
(規定)
望ましい試料の採取
方法について規定。
附属書P
(規定)
ISO法として,水抽出
液のpHの測定につい
て規定。
−
追加
JISは,ISO 3071を基に技術的
内容を変更することなく,附属
書として追加。
−
附属書PA
(参考)
標準緩衝液の調整
JISと国際規格との対応の程度の全体評価:(ISO 3071,ISO 3801,ISO 5084,ISO 7211-1,ISO 7211-2,ISO 7211-3,ISO 7211-4,ISO 7211-5,ISO 7211-6,ISO 7768,
ISO 9237,ISO 13934-1,ISO 13934-2,ISO 13937-1,ISO 13938-1及びISO 22198,MOD)
1
7
5
L
1
0
9
6
:
2
0
1
0
176
L 1096:2010
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
注記3 国際規格の番号,年号及び名称
ISO 3071:2005,Textiles−Determination of pH of aqueous extract
ISO 3801:1977,Textiles−Woven fabrics−Determination of mass per unit length and mass per unit area
ISO 5084:1996,Textiles−Determination of thickness of textiles and textile products
ISO 7211-1:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 1: Methods for the presentation of a weave diagram and plans for drafting, denting
and lifting
ISO 7211-2:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 2: Determination of number of threads per unit length
ISO 7211-3:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 3: Determination of crimp of yarn in fabric
ISO 7211-4:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 4: Determination of twist in yarn removed from fabric
ISO 7211-5:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 5: Determination of linear density of yarn removed from fabric
ISO 7211-6:1984,Textiles−Woven fabrics−Construction−Methods of analysis−Part 6: Determination of the mass of warp and weft per unit area of fabric
ISO 7768:2009,Textiles−Test method for assessing the smoothness appearance of fabrics after cleansing
ISO 9237:1995,Textiles−Determination of the permeability of fabrics to air
ISO 13934-1:1999,Textiles−Tensile properties of fabrics−Part 1: Determination of maximum force and elongation at maximum force using the strip method
ISO 13934-2:1999,Textiles−Tensile properties of fabrics−Part 2: Determination of maximum force using the grab method
ISO 13936-1:2004,Textiles−Determination of the slippage resistance of yarns at a seam in woven fabrics−Part 1: Fixed seam opening method
ISO 13936-2:2004,Textiles−Determination of the slippage resistance of yarns at a seam in woven fabrics−Part 2: Fixed load method
ISO 13936-3:2005,Textiles−Determination of the slippage resistance of yarns at a seam in woven fabrics−Part 3: Needle clamp method
ISO 13937-1:2000,Textiles−Tear properties of fabrics−Part 1: Determination of tear force using ballistic pendulum method (Elmendorf)
ISO 13938-1:1999,Textiles−Bursting properties of fabrics−Part 1: Hydraulic method for determination of bursting strength and bursting distension
ISO 22198:2006,Textiles−Fabrics−Determination of width and length
4
L
1
0
9
6
:
2
0
1
0