L 1093:2011
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験の種類 ······················································································································ 2
5 試験条件························································································································· 2
6 試験片の採取及び準備 ······································································································· 2
7 試験方法························································································································· 2
7.1 A法(グラブ法) ·········································································································· 2
7.2 B法(破裂法) ·············································································································· 4
8 試験報告書 ······················································································································ 5
附属書A(規定)A-3法(ISO法) ·························································································· 6
附属書AA(参考)グラブ試験のつかみ口の配置 ······································································· 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 12
L 1093:2011
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人繊維評価
技術協議会(JTETC)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS L 1093:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 1093:2011
繊維製品の縫目強さ試験方法
Test methods for seam strength of textiles
序文
この規格は,1999年に第1版として発行されたISO 13935-2を基とし,我が国の使用実態を反映させる
ため,技術的内容を変更して作成した日本工業規格である。
なお,この規格でA-1法(縫目水平法),A-2法(縫目垂直法)及びB法(破裂法)は,対応国際規格
に規定されていない方法である。変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,一般の繊維製品の縫目強さの試験方法について規定する。
なお,この規格で,A-3法(ISO法)を用いる場合は,箇条5,箇条6及び箇条8は適用しないで,附
属書Aを適用する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 13935-2:1999,Textiles−Seam tensile properties of fabrics and made-up textile articles−Part 2:
Determination of maximum force to seam rupture using the grab method(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 9003 家庭用本縫ミシンの裁縫用語
JIS L 0105 繊維製品の物理試験方法通則
注記 対応国際規格:ISO 139:2005,Textiles−Standard atmospheres for conditioning and testing(MOD)
JIS L 0208 繊維用語−試験部門
JIS L 0860 ドライクリーニングに対する染色堅ろう度試験方法
JIS L 1096 織物及び編物の生地試験方法
JIS Z 8401 数値の丸め方
ISO 10012,Measurement management systems−Requirements for measurement processes and measuring
equipment
EN 10002-2,Metallic materials−Tensile testing−Part 2: Verification of the force measuring system of the
tensile testing machines
2
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語の定義は,JIS B 9003,JIS L 0105及びJIS L 0208による。
4
試験の種類
試験の種類は,次による。
a) A法(グラブ法)
1) A-1法(縫目水平法) 主に織物に適用する。
2) A-2法(縫目垂直法) 主に伸びの大きい織物及び編物に適用する。
3) A-3法(ISO法) 主に織物に適用する。
b) B法(破裂法) 主に編物に適用する。
5
試験条件
試験条件は,JIS L 0105の5.1(試験場所)に規定する試験場所で行う。また,初荷重は,試験片が織物
の場合,試験片の10 m当たりの質量に相当する荷重(mN)とし,編物の場合は30 mNとする。
なお,異なった荷重を用いた場合は,試験報告書に付記する。
6
試験片の採取及び準備
試験片の採取及び準備は,縫糸の種類及び縫目の形が同一であって,縫い合わせ方向,縫い方向,縫い
代及び単位長さ当たりの縫目数が均一なものが得られる部分から採取し,JIS L 0105の5.3.1(試料又は試
験片の標準状態)によって恒量にするか,又は標準状態の試験室に4時間以上放置し,調整する。
7
試験方法
7.1
A法(グラブ法)
7.1.1
A-1法(縫目水平法)
A-1法(縫目水平法)は,次による。
a) 標準時縫目引張強さ及び伸び率
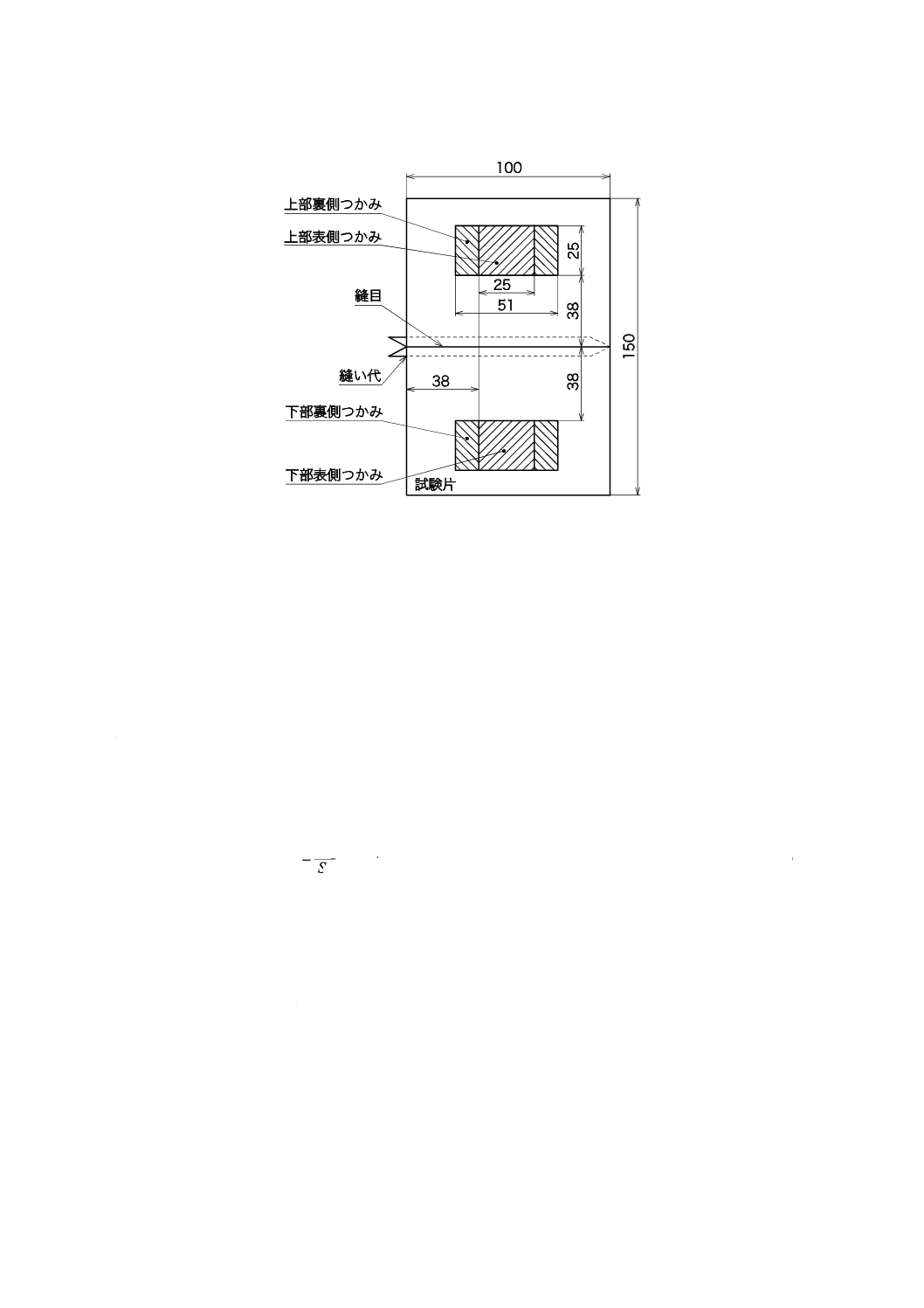
1) 試験片は,試料から縫目が中央になるように縫目と平行な方向に100 mm,縫目と直角の方向に150
mm以上の大きさのものを,5枚採取する。
なお,試験片には,縫目と直角な試験片の一辺から38 mmのところに,試験片の全長にわたって
縫目線に対し直角に交わるように直線を引く。
2) 引張試験機に試験片を次の条件で,初荷重を加えて取り付ける(図1参照)。
2.1) つかみの大きさは,上下ともに表側を25 mm×25 mm,裏側を51 mm×25 mm以上のものを用い
る。
2.2) つかみ間隔を76 mmとし,縫目がつかみ間の中央になるようにする。
3) 試験片を引張速度300 mm/min±20 mm/minで引っ張り,縫目が最初に切断したときの引張強さを有
効数字3桁まで測定し,同時に縫目切断時の伸びを1 mmまで測定する。この伸びから伸び率を算
出し,JIS Z 8401の規則B(四捨五入法)によって有効数字3桁に丸める。
4) 5回の平均値を算出し,JIS Z 8401の規則B(四捨五入法)によって有効数字3桁に丸める。ただし,
つかみの近くで切断したものは除く。
3
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図1−A-1法(縫目水平法)試験片
b) 湿潤時縫目引張強さ及び伸び率
1) 試験片は,a) 1) と同様とする。
2) 試験片を別に設けた容器に入れ,20 ℃±2 ℃の水の中にそれぞれ自重で沈下するまでおくか,1時
間以上水中に沈めておく。ぬれにくい織物を完全にぬらすことが必要な場合は,JIS L 0860の4.8
[非イオン(ノニオン)界面活性剤]に規定する非イオン(ノニオン)界面活性剤が0.1 %以下の
水溶液を用いてもよい。ただし,この場合,試験の前に試験片を十分に水洗しておく。
3) 試験片を水から出して1分以内に,a) と同様な方法によって試験を行い,縫目が最初に切断したと
きの引張強さ及び伸び率を求める。また,必要に応じて,乾湿強力比を算出し,JIS Z 8401の規則
B(四捨五入法)によって有効数字3桁に丸める。
なお,乾湿強力比は,式(1)による。
100
d
w
r
×
=SS
F
············································································ (1)
ここに,
Fr: 乾湿強力比(%)
Sd: 標準時引張強さ(N)
Sw: 湿潤時引張強さ(N)
7.1.2
A-2法(縫目垂直法)
A-2法(縫目垂直法)は,次による。
a) 標準時縫目引張強さ及び伸び率
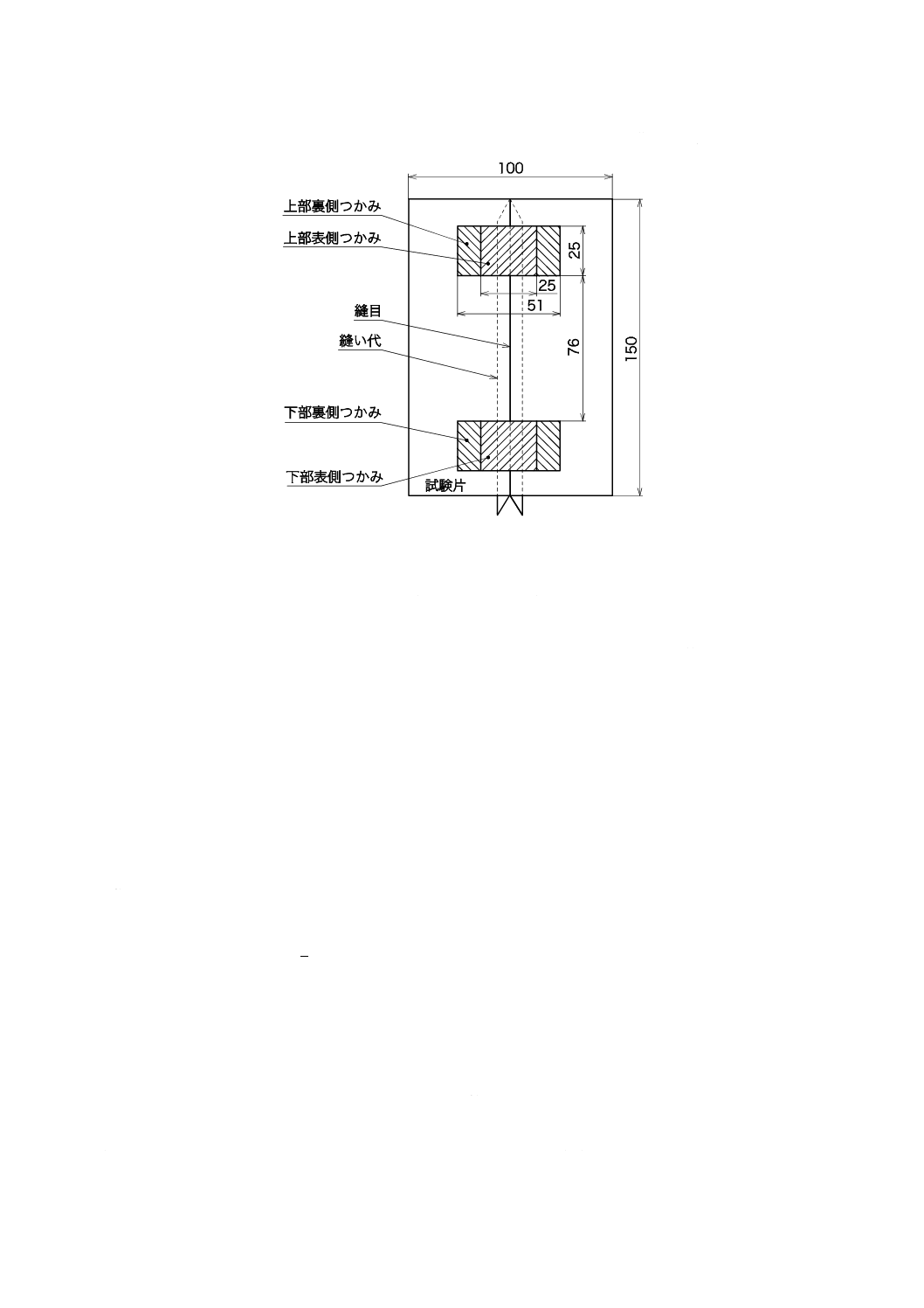
1) 試験片は,試料から縫目が中央になるように縫目と平行な方向に150 mm,縫目と直角の方向に100
mm以上の大きさのものを,5枚採取する。
2) 7.1.1 a) 2) と同様の試験機を用い,試験片を次の条件で取り付ける(図2参照)。
2.1) つかみの大きさは,7.1.1 a) 2.1) による。
2.2) つかみ間隔を76 mmとし,縫目線が上下のつかみ部分の中心を通るようにする。
3) 測定は7.1.1 a) 3) による。
4
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図2−A-2法(縫目垂直法)試験片
b) 湿潤時縫目引張強さ及び伸び率 湿潤時縫目引張強さ及び伸び率は,試験片を7.1.1 b) 2) と同様な方
法によって湿潤させた後,7.1.1 a) と同様な方法で試験を行い,縫目が最初に切断したときの引張強
さ,伸び率を求める。また,必要に応じて,乾湿強力比[7.1.1 b) 3) による]を算出する。
7.1.3
A-3法(ISO法)
A-3法(ISO法)は,附属書Aによる。
7.2
B法(破裂法)
B法(破裂法)は,次による。
a) 標準時縫目破裂強さ
1) 試験片は,試料から縫目が中央になるように約150 mm×150 mmの大きさのものを,5枚採取する。
2) JIS L 1096の8.18.1 a)(装置)に規定するミューレン低圧形試験機又はこれと同等以上の精度があ
る破裂試験機を使用し,試験片は縫い代を下にして縫目がクランプの中央になるように取り付ける。
3) 圧力を加えてゴム膜が試験片の縫目を突き破る強さを測定し,式(2)によって縫目が最初に破裂した
ときの強さを算出する。
b
a
F
−
=
······································································································· (2)
ここに,
F: 破裂強さ(kPa)
a: ゴム膜が試験片を突き破る強さ(kPa)
b: 破断時のゴム隔膜だけの強さ(kPa)
4) 5回の平均値を算出し,JIS Z 8401の規則B(四捨五入法)によって有効数字3桁に丸める。ただし,
クランプの近くで切断したものは除く。
5) 試験機の検証は,標準アルミニウムを用いて調整を行う。標準アルミニウムは,JIS L 1096の8.18.1
[A法(ミューレン形法)]に規定するものを用いる。
b) 湿潤時縫目破裂強さ 湿潤時縫目破裂強さは,試験片を7.1.1 b) 2) と同様な方法によって湿潤させた
5
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
後,a) と同様な方法で試験を行い,破裂強さを求める。
8
試験報告書
試験報告書には,次の事項を記載する。ただし,A-3法(ISO法)による場合には,A.10による。
a) 試験年月日
b) 規格番号
c) 試験の種類
d) 試験方法
e) 試験条件
f)
試験結果
g) 試験の観察による縫目破壊の原因
例1 縫糸の切断
例2 生地糸の切断
例3 生地糸の滑脱
例4 上記のうちの二つ以上の組合せによるもの
h) 製品から縫目試料を採取した場合の,その部位名
6
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
A-3法(ISO法)
A.1 一般概要
A-3法[ISO法(ISO 13935-2)]は,縫目に垂直に張力を掛けたときの縫目破断時の最大引張強さを測
定する方法で,グラブ法として知られている。
この方法は,主に織物に適用できるが,他の技術によって製造された生地にも適用できる。通常,この
方法は,弾性織物,ジオテキスタイル,不織布,引布(レザー),ガラス繊維織物,炭素繊維及びポリオレ
フィンテープヤーンで作られた生地には適用できない。
縫い合わせた生地は,既製品又は受渡当事者が合意する方法で生地見本から調製することができる。
この方法は,一直線のまっすぐな縫目だけに適用でき,曲線状の縫目には適用できない。また,この方
法は,定速伸長形(CRE)試験機を使用する。
注記 ISO 13935-1は,ストリップ法として規定している。
A.2 用語及び定義
この附属書で用いる主な用語の定義は,次による。
A.2.1
定速伸長形(CRE)試験機[constant-rate-of-extension (CRE) testing machine]
固定つかみ具及び定速移動つかみ具を備え,試験機全体が実質的にたわみを生じない構造の引張試験機
(ISO 13934-1参照)。
A.2.2
グラブ試験(grab test)
試験片の中央部分だけをつかみ装置のつかみ口で把持して行う引張試験(ISO 13934-2参照)。
A.2.3
縫目破断時の最大引張強さ(maximum force at seam rupture)
所定の条件下で縫目が破断するまで,縫目に対して垂直方向に試験片を引っ張ったときに記録される最
大張力(ISO 13935-1参照)。
A.2.4
ゲージ長(gauge length)
試験装置の二つの有効つかみ点間の距離(ISO 13934-1参照)。
注記 つかみ口の有効つかみ点又はつかみ線は,所定の張力のもとでカーボン紙と共に試験片とをつ
かみ,試験片及び/又はつかみ口の表面に付いた模様によって確認することができる。
A.3 原理
真ん中に縫目がある試験片の中央部分を所定の大きさのつかみ具でつかみ,縫目に対して垂直に縫目が
破断するまで定速で引っ張り,縫目破断時の最大引張強さを記録する。
7
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4 試料の採取
試料の採取は,材料仕様に定める手順に従うか,又は受渡当事者間の合意によって,試料を選定する。
試験前に縫目の調製が必要なときは,折り畳まれた部分,しわのある部分,耳及び生地を代表しない部分
からの試験片の採取は避ける。既に縫い合わせてある製品については,試験片の縫目が一直線の部分だけ
であり,その製品に該当する縫目のタイプを代表するものであることを確認する。どのような詳細な事項
も報告書に記載する。
A.5 装置
A.5.1 定速伸長形(CRE)試験機
引張試験機の計量確認システムは,ISO 10012の規定によるものとする。
定速伸長形(CRE)試験機は,次のa)〜f) に記載の一般特性を備えたものとする。
a) 引張試験機は,伸長破断するまで試験片に加えられた張力を表示又は記録する装置を備えていなけれ
ばならない。装置の精度は,使用条件のもとでEN 10002-2の1級とする。
引張試験機の使用範囲の任意点における最大引張強さの表示値又は記録値の誤差は,±1 %を超え
ないものとする。
b) EN 10002-2に規定の2級の引張試験機を使用する場合は,その旨を試験報告書に記載しなければなら
ない。
c) 張力の記録が,データ取込み基板及びソフトウエアによって行われる場合は,データの取込み頻度は
少なくとも1秒間に8回以上とする。
d) 引張試験機は,精度±10 %で毎分50 mmの定速伸長ができるものとする。
e) 引張試験機は,ゲージ長を100 mm±1 mmに設定することができるものとする。
f)
引張試験機のつかみ装置は,二つのつかみ具の中心が力のかかる方向と同一線上にあるように位置す
るものとする。つかみ具の先端は力のかかる方向と直角に位置し,つかみ面は同一平面上にあるもの
とする。
つかみ具は,試験片が滑らないように試験片を保持することができるものとする。また,試験片を
切断したり,つかみ具による生地の損傷によって生地強度が低下したりしないように設計されている
ものとする。
つかみ具の表面は,滑らかで,かつ,平たんとする。表面が平たんなつかみ具では詰め物を用いて
も試験片を満足に保持することができないときは,滑りを防ぐため表面に刻み,又は波形のあるつか
み具を使用することができる。試験片のつかみをよくするために,つかみ具及び使用する補助材料は,
紙,革,プラスチック又はゴムが含まれる。
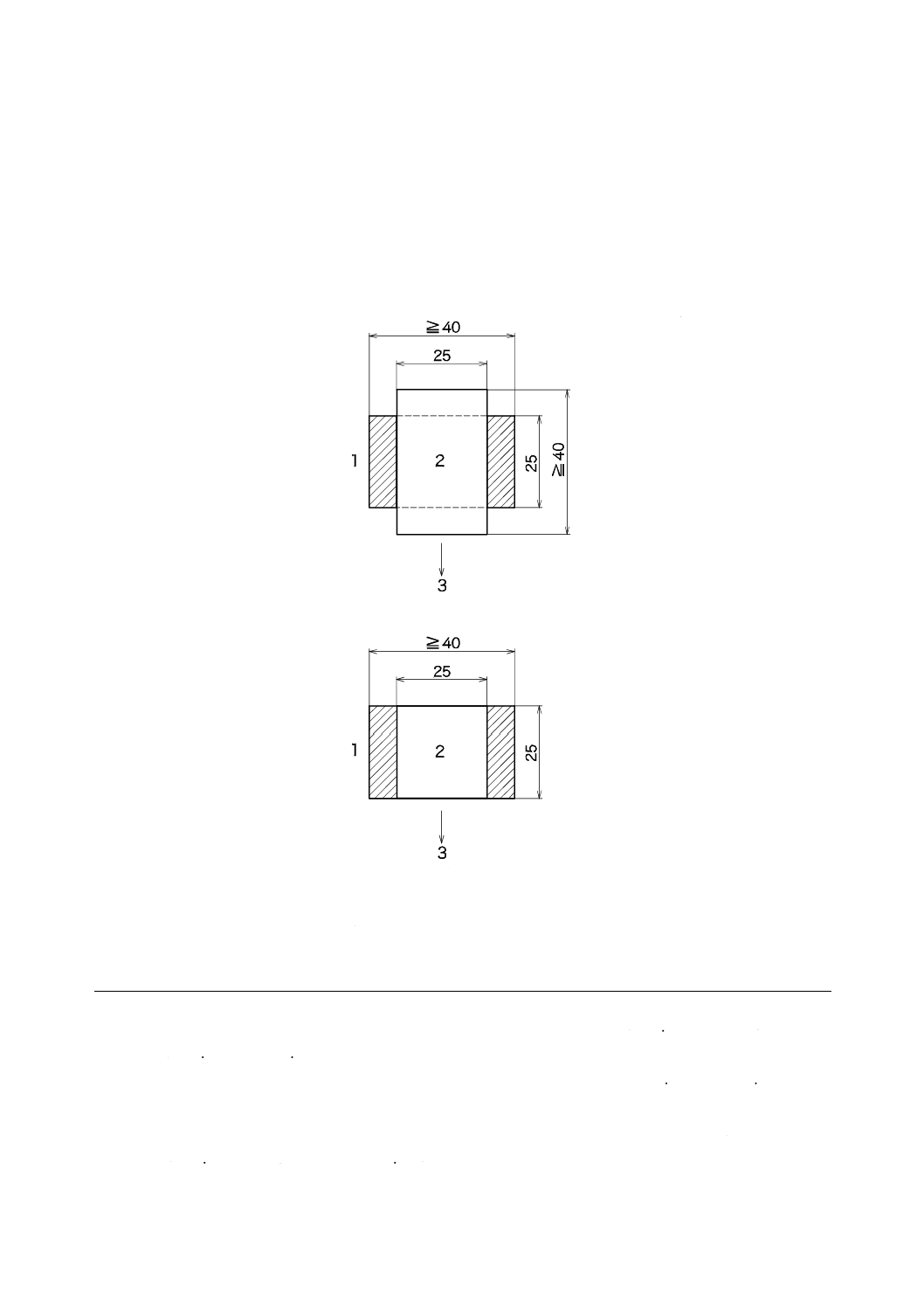
グラブ試験では,生地のつかみ面積は,(25 mm±1 mm)×(25 mm±1 mm)とする。附属書AA
につかみ口の配置を示す。また,次のいずれかの方法によってこの面積を確保することができる。
1) 25 mm×40 mm以上,望ましくは50 mmの一つ目のクランプは,その幅広の方向を力を加える方向
に対して直角に置き,同じ寸法の二つ目のクランプは,その幅広の方向が力がかかる方向と平行に
なるように最初のクランプに対して直角に置く。
2) 25 mm×40 mm以上,望ましくは50 mmの一つ目のクランプは,その幅広の方向を力が加わる方向
に対して直角に置き,二つ目のクランプは,25 mm×25 mmを使用する。
A.5.2 所定の縫目を縫うための装置
A.5.3 試験片を切断するための装置
8
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.6 調温調湿及び試験のための雰囲気
予備調温調湿,コンディショニング及び試験のための雰囲気は,JIS L 0105による。
注記 試料は緩和状態で24時間以上調温調湿することが望ましい。
A.7 縫目及び試験片の調製
A.7.1 試験前の縫目調製
試験のために縫目を調製する場合,受渡当事者は,縫糸のタイプ,針のタイプ,縫目のタイプ,縫い代
及び単位長さ当たりの縫目の数を含めて,縫製条件について合意するものとする。試験生地の予備片を使
用して,正しい条件となるようミシンを調整する。
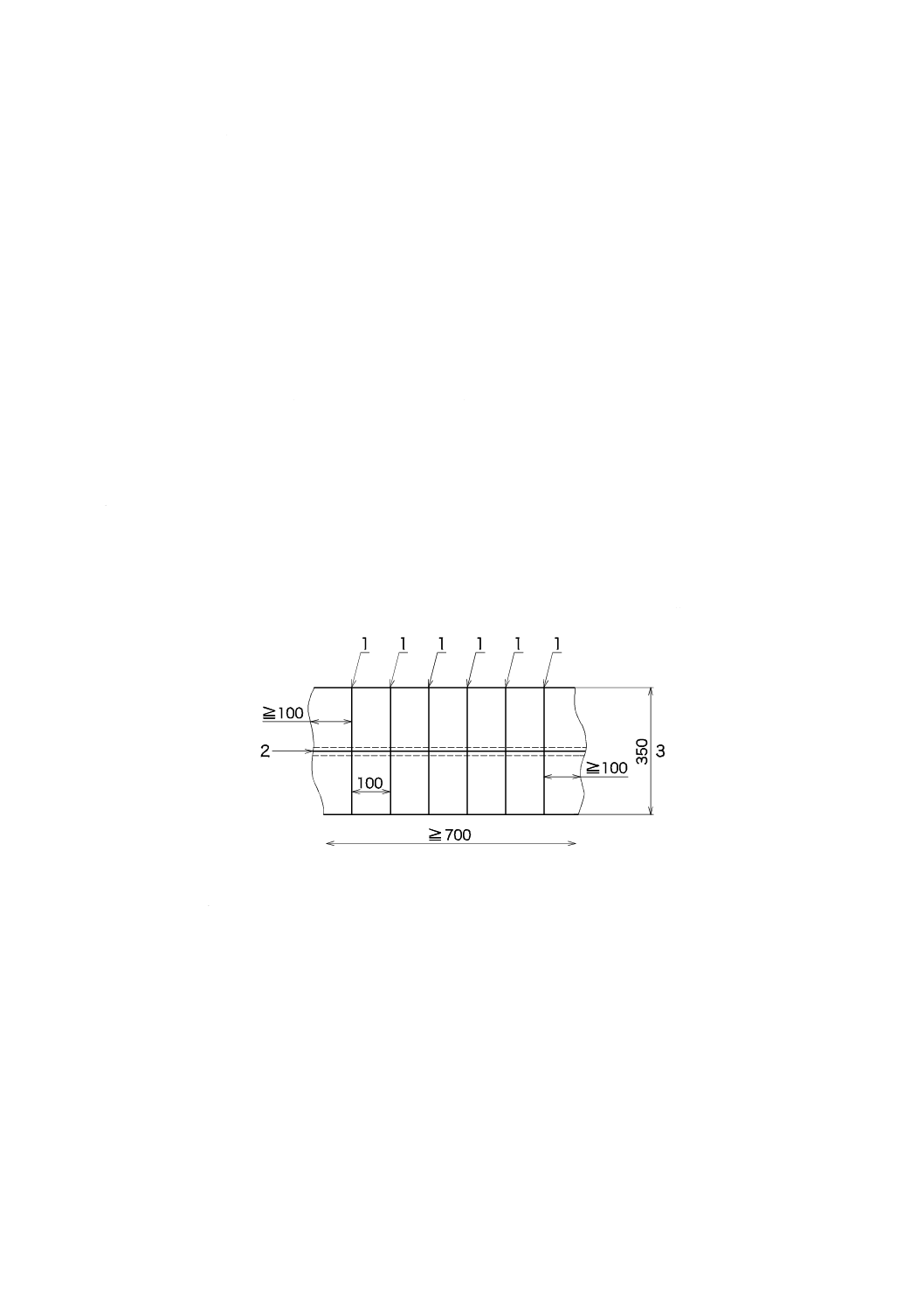
250 mm×700 mm以上の生地試料を採取する。長い辺に平行に半分に折り曲げて重ね合わせて,この方
向に受渡当事者が合意した縫目を作成し,合意した縫い代となるよう裁断する。受渡当事者間の合意に従
って,たて糸方向,よこ糸方向,又は両方向に対して平行に縫目を作成する。
A.7.2 寸法
縫目を付けた試験室試料から,図A.1に示すように,100 mm幅に試験片を切り取り,五つ以上の試験
片を1組とする。
A.7.1に記載する縫目を用いる場合は,調製した縫目の両端末から100 mm以内のところでは試料を裁断
しない(図A.1参照)。
単位 mm
1 裁断
2 縫目
3 縫い合わせ前の長さ
図A.1−縫い合わせた試料及び試験片の表示
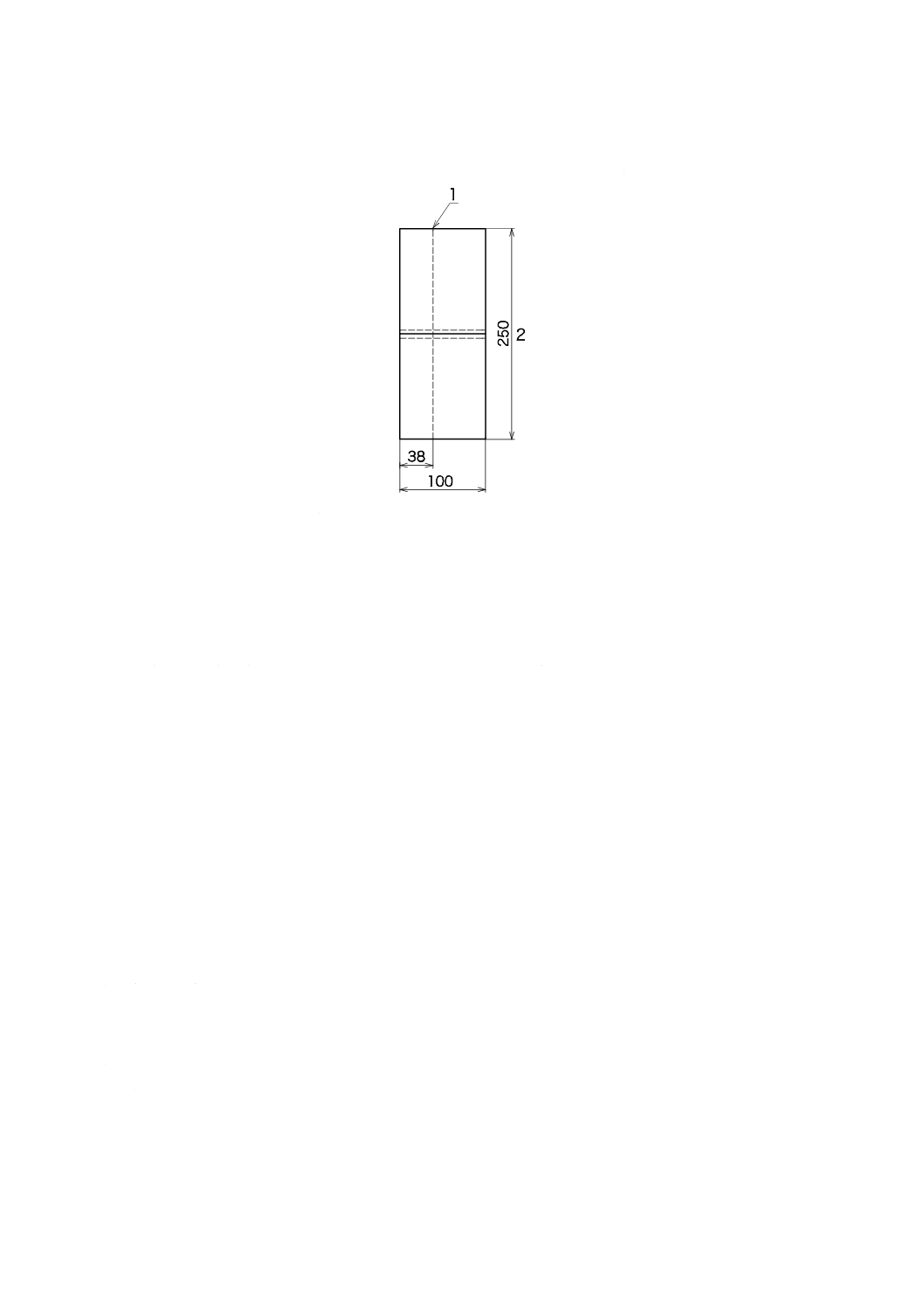
A.7.3 試験片の調製
各試験片に一方の端から38 mmの位置に試験片の全長にわたって直線を引くものとする(図A.2参照)。
9
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1 試験片に引いた直線
2 縫い合わせ前の長さ
図A.2−試験片
A.8 操作
A.8.1 ゲージ長
引張試験機のゲージ長(つかみ間隔)を100 mm±1 mmに設定する。
A.8.2 伸長速度
引張試験機の伸張速度を50 mm/minに設定する。
A.8.3 試験片の取付け
試験片の縦方向の中心線がつかみ口の先端の中心点を通り,つかみ口の先端と直角になるようにする。
また,試験片に引いた直線とつかみ口の一端とが一致し,つかみ間隔の中心に位置する縫目に対して垂直
に力がかかるように,試験片を中央に装着する。
上側のつかみ口を閉めた後,試験片を下側のつかみ口に合わせて下側のクランプを閉めたときに,試験
片が自重でつり下がるようにするため,初荷重を加えない。
A.8.4 操作
最大引張強さを記録できる装置を起動する。可動クランプを作動させ,試験片が破断するまで伸長する。
最大引張強さをニュートンの単位(N)で記録し,次の箇所に破断が生じたかどうかを記録する。
a) 生地の切断
b) つかみ口での生地の切断
c) 縫目部分での切断
d) 縫糸の切断
e) 糸抜け
f)
上記の組合せ
a) 又はb) の切断が生じた場合は,これらの結果は除外し,縫目切断が5個得られるように試験を続行
10
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。
全てが生地切断又はつかみ口での生地切断の場合は,変動係数及び信頼限界を付さずに個々の結果を記
載する。これらの結果は,生地切断又はつかみ口での生地切断として報告書に記載し[A.10 j) 参照],受
渡当事者間で結果について決定するものとする。
A.9 計算及び結果の表示
A.8.4のc)〜f) に該当する切断縫目は,たて糸及びよこ糸それぞれの方向についてニュートンの単位(N)
で縫目の最大強さの算術平均値を計算する。
結果は,次のように丸める。
− 100 N未満の場合
:最も近い1 Nの位の数値
− 100 N以上〜1 000 N未満 :最も近い10 Nの位の数値
− 1 000 N以上
:最も近い100 Nの位の数値
必要であれば,変動係数が最も近い0.1 %の数値まで計算し,その95 %信頼限界を求め平均値と同様の
精度で丸める。
A.10 試験報告書
試験報告書には,次の事項を記載する。
a) この規格の規格番号,対応国際規格及び試験の年月日
例 JIS L 1093-ISO 13935-2:2011.YY.XX
b) 試験試料の確認と必要であれば,サンプリング手順
c) 縫目についての情報(A.7.1参照)
d) 除外した試験回数とその理由を含めて,試験した試験片の数
e) 縫目切断の観察結果(A.8.4参照)
f)
規定の操作から逸脱した操作
g) ニュートンで表示した縫目の最大強さの算術平均値
h) 必要によって,平均値の変動係数を百分率で表示した値
i)
必要によって,平均値の95 %信頼限界をニュートンで表示した値
j)
生地切断又はつかみ口での生地切断の場合は,個々の測定結果(A.8.4参照)
11
L 1093:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書AA
(参考)
グラブ試験のつかみ口の配置
AA.1 グラブ試験のつかみ口の配置
単位 mm
1 背側のつかみ口
2 表側のつかみ口
3 力がかかる方向
図AA.1−グラブ試験のつかみ口の配置
参考文献
ISO 13934-1,Textiles−Tensile properties of fabrics−Part 1: Determination of maximum force and elongation
at maximum force using the strip method
ISO 13934-2,Textiles−Tensile properties of fabrics−Part 2: Determination of maximum force using the grab
method
ISO 13935-1,Textiles−Seam tensile properties of fabrics and made-up textile articles−Part 1: Determination
of maximum force to seam rupture using the strip method
a)
b)
附属書JA
(参考)
JISと対応国際規格との対比表
JIS L 1093:2011 繊維製品の縫目強さ試験方法
ISO 13935-2:1999 Textiles−Seam tensile properties of fabrics and made-up textile
articles−Part 2: Determination of maximum force to seam rupture using the grab
method
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
1
繊維製品のうち,織物の
縫目の引張強さの測定
方法を規定。
選択
ISO法(A-3法)以外にA-1
法,A-2法及びB法を追加し,
いずれかを選択している。
A-1法,A-2法及びB法については,
次回ISO規格改正時に提案を検討す
る。
3 用語及
び定義
JIS B 9003,JIS L
0105及びJIS L
0208の用語を引用
し規定
3
ISO 139及びISO 10012-1 変更
−
JISとして必要な用語を定義。
4 試験の
種類
A-1法(縫目水平
法),A-2法(縫目
垂直法),A-3法
(ISO法)及びB法
(破裂法)。通常,
A-1法は織物に,
A-2法は伸びの大
きい織物及び編物
に用い,A-3法は主
に織物に用いる。B
法は編物に用いる。
−
−
追加
ISO規定には,グラブ法一つ
だけ規定しているため試験の
種類はない。
今後ISO法との整合化を含め,再検
討する。
5 試験条
件
試験は,JIS L 0105
の5.1(試験場所)
で行う。
7
EN 20139による。
一致
表現は異なるが実質的にJIS
と同じ。
−
1
2
L
1
0
9
3
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
5 試験条
件(続き)
試験片に対する初
荷重:織物は,10 m
当たりの質量に相
当する荷重。
編物は,30 mN。
7
初荷重はかけない。
変更
JISとして必要なため。
ISO規格の次回改正時に提案する。
6 試験片
の採取及
び準備
試験片は,縫糸の種
類及び縫目の形が
同一で,縫製が均一
な縫目が得られる
部分から採取し,
JIS L 0105の5.3.1
によって恒量にす
る。
5
JISとほぼ同じ。
一致
表現は異なるが,実質的に同
じ。
−
7 試験方
法
7.1.1
A-1法
縫目水平法を規定
a) 標準時縫目引張
強さ及び伸び率
b) 湿潤時縫目引張
強さ及び伸び率
−
−
追加
国内ではA-1法が多く使用さ
れているため追加した。
ISO規格の改正時に提案を検討す
る。
7.1.2
A-2法
縫目垂直法を規定
a) 標準時縫目引張
強さ及び伸び率
b) 湿潤時縫目引張
強さ及び伸び率
−
−
追加
国内ではA-2法が多く使用さ
れているため追加した。
ISO規格の改正時に提案を検討す
る。
7.1.3
A-3法
グラブ法による縫
目破断時の最大引
張強さを規定
(附属書Aを参照)
3〜9
JISと同じ。
一致
−
−
1
3
L
1
0
9
3
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
7.2
B法
破裂法を規定
a) 標準時縫目破裂
強さ
b) 湿潤時縫目破裂
強さ
−
−
追加
国内ではB法が多く使用され
ているため追加した。
ISO規格の改正時に提案を検討す
る。
8 試験報
告書
試験報告書への記
載項目を規定
11
試験報告書への記載項
目を規定。
JISとほぼ同じ。
変更
JISは,ISO規格の項目b)〜
d),h) 及びi) を削除。
JISでは製品試験だけで,縫目
の調整は行わない。
今後ISO法との整合化を含め,再検
討する。
附属書A
(規定)
A-3法(ISO法)と
して,縫目破断時の
最大引張強さの測
定方法を規定
−
−
−
−
−
JISと国際規格との対応の程度の全体評価:ISO 13935-2:1999,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
1
4
L
1
0
9
3
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。