L 1076:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験場所 ························································································································· 2
5 試料及び試験片の採取及び準備 ··························································································· 2
6 試験の種類 ······················································································································ 2
7 試験機···························································································································· 3
7.1 ICI形試験機 ················································································································· 3
7.2 TO形試験機 ················································································································· 4
7.3 アピアランス・リテンション形試験機 ················································································ 5
7.4 ランダム・タンブル形試験機···························································································· 6
8 試験方法 ························································································································· 7
8.1 JIS法 ·························································································································· 7
8.2 ISO法 ························································································································· 8
9 判定······························································································································· 8
9.1 判定条件 ······················································································································ 8
9.2 等級判定 ······················································································································ 9
10 試験報告書 ··················································································································· 11
附属書A(規定)I法(ピリング・ボックス法)········································································ 16
附属書AA(参考)ピリング試験箱の使用に関する指針 ······························································ 20
附属書B(規定)J法(修正マーチンデール法) ······································································· 21
附属書BA(参考)ピリング試験の区分 ··················································································· 29
附属書JA(参考)E法,F法,G法及びH法 ··········································································· 30
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 36
L 1076:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人繊維評価
技術協議会(JTETC)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS L 1076:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 1076:2012
織物及び編物のピリング試験方法
Testing methods for pilling of woven fabrics and knitted fabrics
序文
この規格は,2000年に第1版として発行されたISO 12945-1及びISO 12945-2を基とし,我が国の使用
実態を反映させるため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で対応国際規格に規定されている方法は,箇条6のISO法[I法(ピリング・ボックス
法)(附属書A参照)]及び[J法(修正マーチンデール法)(附属書B参照)]であり,A法(ICI形試験
機を用いる方法),B法(TO形試験機を用いる方法),C法(アピアランス・リテンション形試験機を用い
る方法)及びD法(ランダム・タンブル形試験機を用いる方法)は,対応国際規格に規定されていない方
法である。変更の一覧表にその説明を付けて,附属書JBに示す。また,附属書JAは対応国際規格にはな
い事項である。
1
適用範囲
この規格は,織物及び編物のピリング試験方法について規定する。また,この規格で,E法(参考)(ア
クセレロータ形試験機を用いる方法),F法(参考)(ユニバーサル形試験機を用いる方法),G法(参考)
(ユニフォーム形試験機を用いる方法)及びH法(参考)(ブラシアンドスポンジ形試験機を用いる方法)
を参考として,附属書JAに記載した。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 12945-1:2000,Textiles−Determination of fabric propensity to surface fuzzing and to pilling−Part
1: Pilling box method
ISO 12945-2:2000,Textiles−Determination of fabric propensity to surface fuzzing and to pilling−Part
2: Modified Martindale method(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 2336 電気絶縁用ポリ塩化ビニル粘着テープ
JIS K 6253-3 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第3部:デュロメータ硬さ
JIS L 0105 繊維製品の物理試験方法通則
注記 対応国際規格:ISO 139,Textiles−Standard atmospheres for conditioning and testing(MOD)
JIS L 0208 繊維用語−試験部門
2
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8401 数値の丸め方
ISO 3175-1,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 1:
Assessment of performance after cleaning and finishing
ISO 3175-2,Textiles−Professional care, drycleaning and wetcleaning of fabrics and garments−Part 2:
Procedure for testing performance when cleaning and finishing using tetrachloroethene
ISO 6330,Textiles−Domestic washing and drying procedures for textile testing
ISO 12947-1,Textiles−Determination of the abrasion resistance of fabrics by the Martindale method−Part 1:
Martindale abrasion testing apparatus
3
用語及び定義
この規格で用いる主な用語の定義は,JIS L 0105及びJIS L 0208によるほか,次による。
3.1
ピリング
織物又は編物の表面の繊維が摩擦などによって毛羽立ち,この毛羽が更に絡み合い,小さな球状の塊(毛
玉,ピル)を生じた状態。
3.2
毛羽立ち
生地を構成する糸から繊維が分離,突出し,目で見える表面変化。
3.3
毛玉
表面に生じる毛羽の小さな球状の塊。ピルともいう。
3.4
ピリング摩擦
修正マーチンデール摩耗機の二つの外側ドライブの一回転。
4
試験場所
JIS L 0105の5.1(試験場所)によって試験を行う。
5
試料及び試験片の採取及び準備
JIS L 0105の6.3(布状の試料及びその試験片)又は6.4[製品(縫製品)状の試料の試験片]によって
試料及び試験片を採取及び準備する。
6
試験の種類
この規格の試験は,それぞれ独立した試験方法であり,次のうちから適切な方法を選んで行う。
a) JIS法
1) A法 (ICI形試験機を用いる方法)(8.1.1)
2) B法 (TO形試験機を用いる方法)(8.1.2)
3) C法 (アピアランス・リテンション形試験機を用いる方法)(8.1.3)
4) D法 (ランダム・タンブル形試験機を用いる方法)(8.1.4)
4.1) D-1法 (クロロプレン・シートを用い,綿繊維を入れる方法)[8.1.4 a)]
3
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2) D-2法 (クロロプレン・シートを用い,綿繊維を入れない方法)[8.1.4 b)]
4.3) D-3法 (コルク・シートを用いる方法)[8.1.4 c)]
b) ISO法
1) I法 (ピリング・ボックス法)[附属書A(規定)]
2) J法 (修正マーチンデール法)[附属書B(規定)]
7
試験機
7.1
ICI形試験機
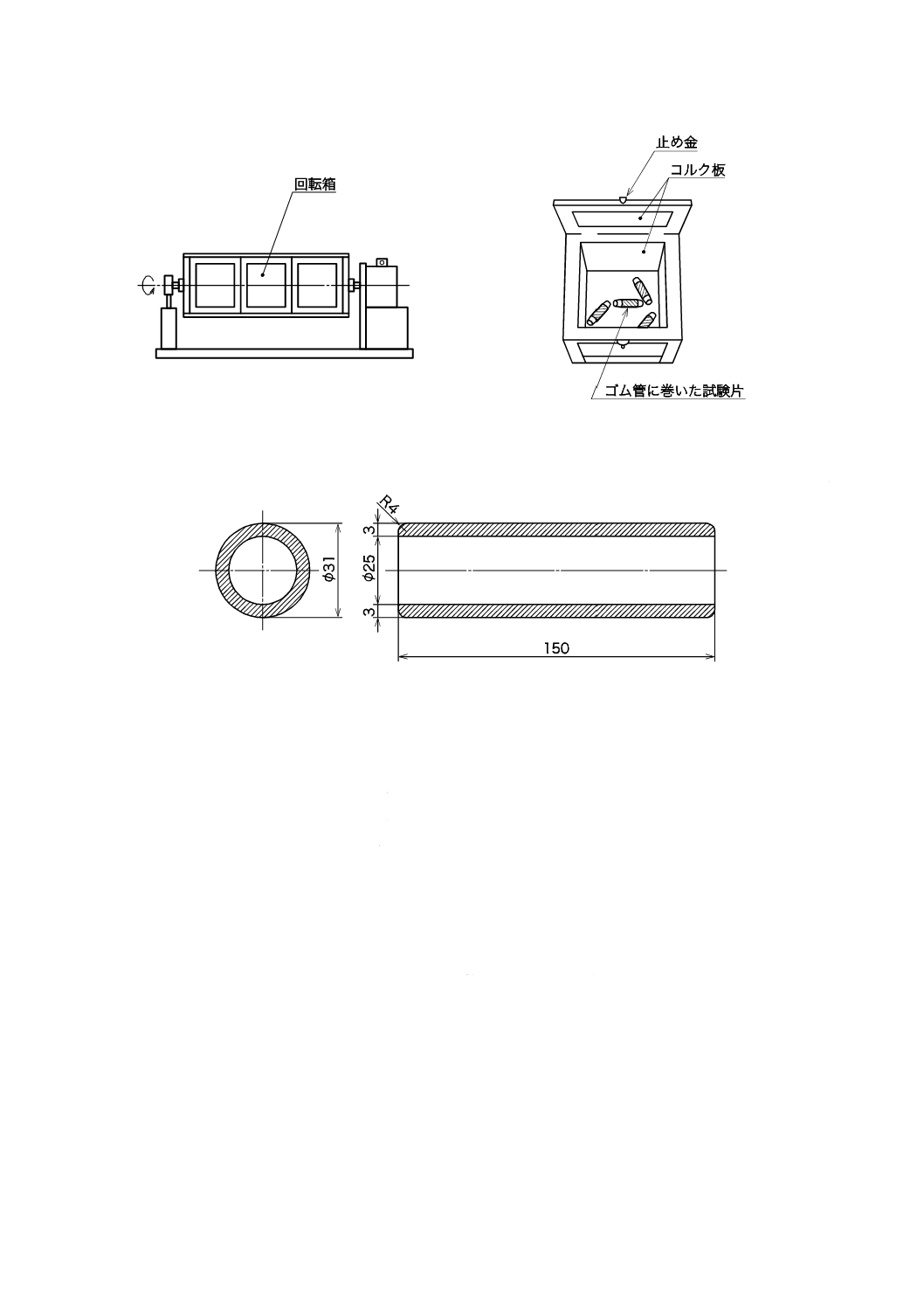
ICI形試験機は,図1及び図2に示すように,コルク板を内張りした回転箱及びこれに入れるピリング
試験用ゴム管(図3を参照)からなっている。
回転箱の大きさは,内側の一辺が230 mmの立方体で,内張りコルク板は,次の条件でなければならな
い。
なお,コルク板の使用限度は通常,1 500時間の回転とし,破損又は摩滅が生じた場合は,その都度取り
替える。
厚さ
:3 mm±0.2 mm
密度
:0.25 g/cm3±0.03 g/cm3
引張強度 :117.6 N /cm2
圧縮率
:690 kPaの圧力で1分間加圧後で20 %〜30 %
圧縮弾性率 :上記圧力を取り去って1分後で75 %以上
粒度
:約0.5 mm〜約0.8 mm
ピリング試験用ゴム管は,図3に示すように,円筒の両端が丸く削られたもので,次の条件を備える。
なお,ゴム管の使用限度は通常,質量47 gまでとし,破損又は摩滅が生じた場合は,その都度取り替え
る。
厚さ
:3 mm
長さ
:150 mm
外径
:31 mm
両端の角の半径(R) :4 mm
質量
:51 g
硬さ
:A42±5(JIS K 6253-3に規定するタイプAデュロメータによる。)
なお,回転箱及びゴム管は,最初に使用する場合は,毎分60回転±2回転で10時間空運転する。
4
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−ICI形試験機
図2−コルク板を内張りした回転箱内部
単位 mm
図3−ピリング試験用ゴム管
7.2
TO形試験機
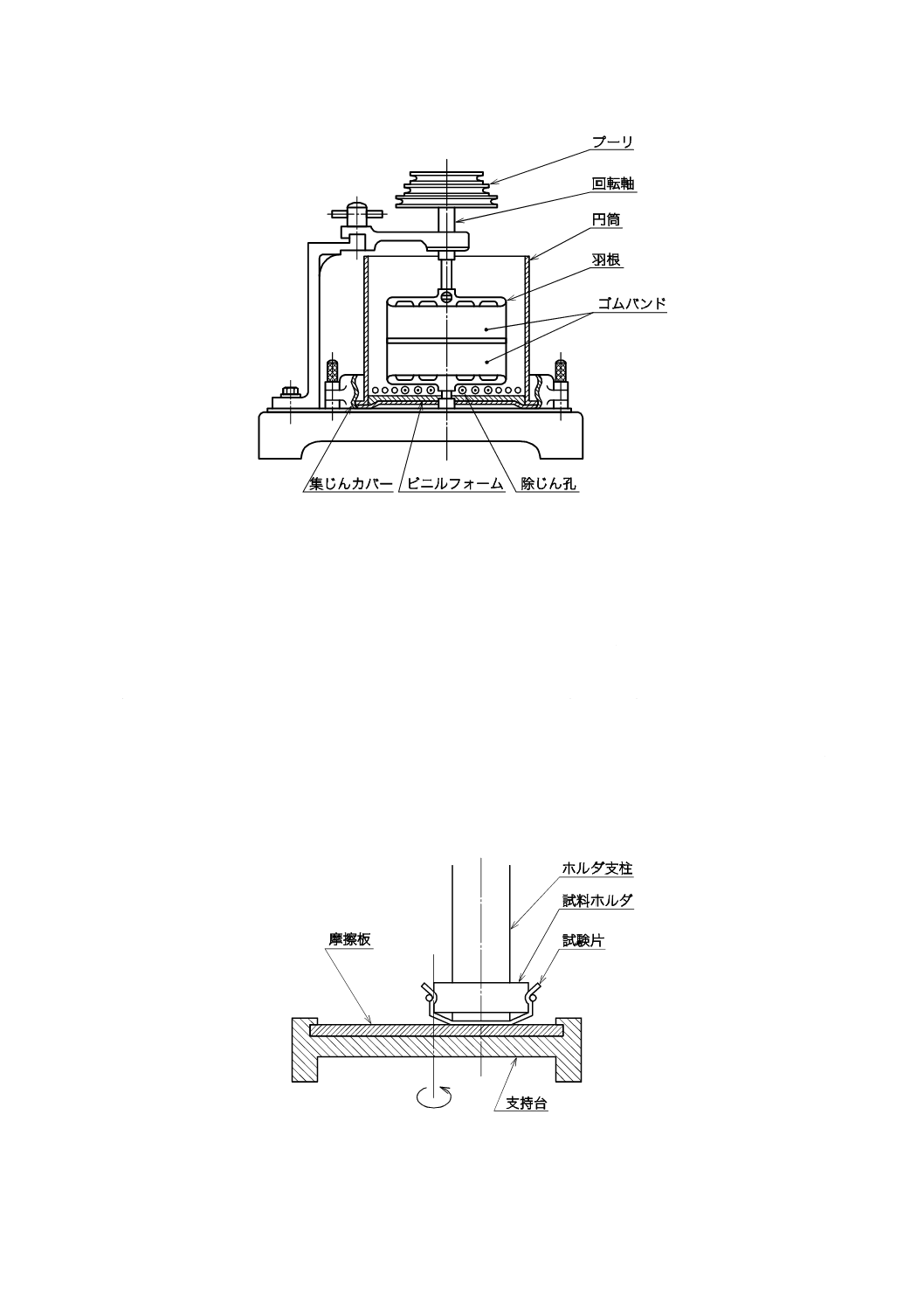
TO形試験機は,図4に示すように,金属製の円筒及び回転する羽根部分からなり,次の条件を備える。
円筒内径
:155 mm
羽根の幅(外のり)
:120 mm
羽根の高さ(外のり)
:95 mm
羽根と円筒内壁との隙間
:約17 mm
羽根の下端と円筒底部との隙間 :約26 mm
羽根のカバー用ゴムバンド
:厚さ約1 mm,幅約45 mm,円周約140 mm
円筒内壁は,平滑に仕上げる。
円筒内底部には厚さ約15 mmのビニルフォームを敷き,その上を厚さ約1 mmのゴム膜でカバーする。
ゴムバンド及びゴム膜は,表面平滑な純ゴムとする。
5
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−TO形試験機
7.3
アピアランス・リテンション形試験機
アピアランス・リテンション形試験機は,図5に示すように,試料ホルダ,ホルダ支柱及び摩擦板を取
り付けた支持台からなる。試料ホルダはホルダ支柱から取り外しができ,ホルダ支柱は上下にスライドす
るが回転せず,下部の摩擦板に接触する。摩擦板は直径38 mmの円周軌道を描いて毎分85回転±3回転
の速度で偏心回転する。
試験機の附属品には,次の種類のものがあり,必要に応じて組み合わせて試験を行う。
試料ホルダの底面積 :約13 cm2,約20 cm2,約26 cm2
押圧荷重
:約3.23 N(試料ホルダ及びホルダ支柱),約3.92 N(試料ホルダ,ホルダ支柱
及びおもり)
摩擦板
:シリコンカーバイド製摩擦板(3K又は同等の性能をもつもの)
図5−アピアランス・リテンション形試験機主要部
6
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
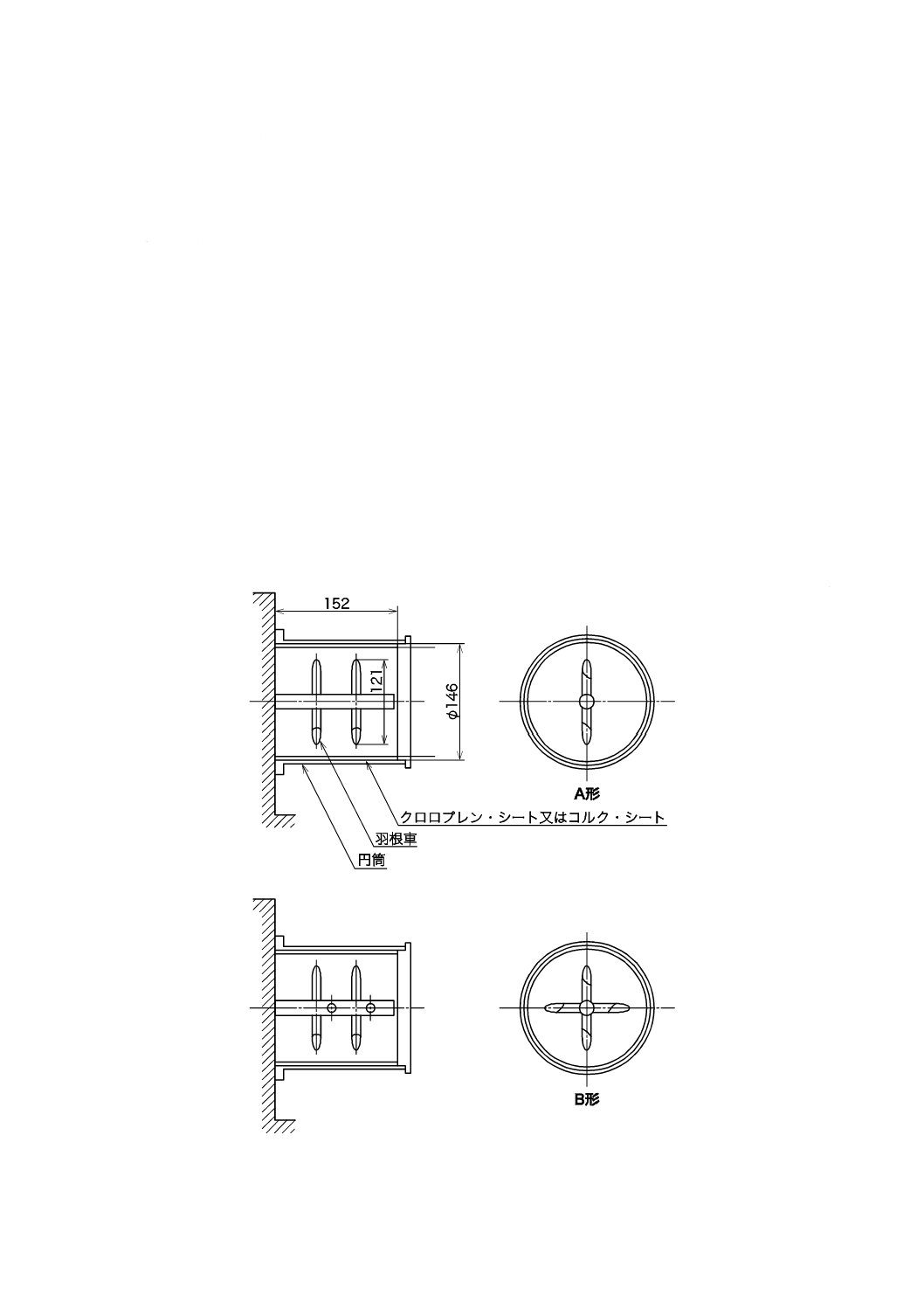
7.4
ランダム・タンブル形試験機
ランダム・タンブル形試験機は,図6に示すように,クロロプレン・シート又はコルク・シートを内張
りした円筒及び回転する一対の羽根部分からなり,次の条件を備える。
円筒
:内径146 mm×長さ152 mm
羽根の長さ
:121 mm
クロロプレン・シート :厚さ3 mm×長さ452 mm,硬さ47度±3度(JIS K 6253-3に規定するタイ
プ
Aデュロメータによる。)
コルク・シート
:厚さ1.5 mm×幅148 mm×長さ452 mmで7.1に規定するコルク板と同等の
もの。
クロロプレン・シートは使用に先立ち,附属のバイブロサンダと4/0番ガーネットペーパーとを用いて表
面を研磨し,均一な粗面を作った後洗浄する。通常,片面について30分間使用し,両面で60分間使用し
たクロロプレン・シートは,再び上記の操作を反復して粗面を再生させる。クロロプレン・シートの使用
限度は,厚さが2.8 mmまでとする。
コルク・シートの使用限度は,通常,片面10時間とし,10時間使用後は表裏を逆にする。両面につい
てそれぞれ10時間使用後は,コルク・シートを取り替える。
なお,試験機は,羽根の構造によってA形とB形とがある。
単位 mm
a) A形
b) B形
図6−ランダム・タンブル形試験機主要部
7
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
試験方法
8.1
JIS法
8.1.1
A法(ICI形試験機を用いる方法)
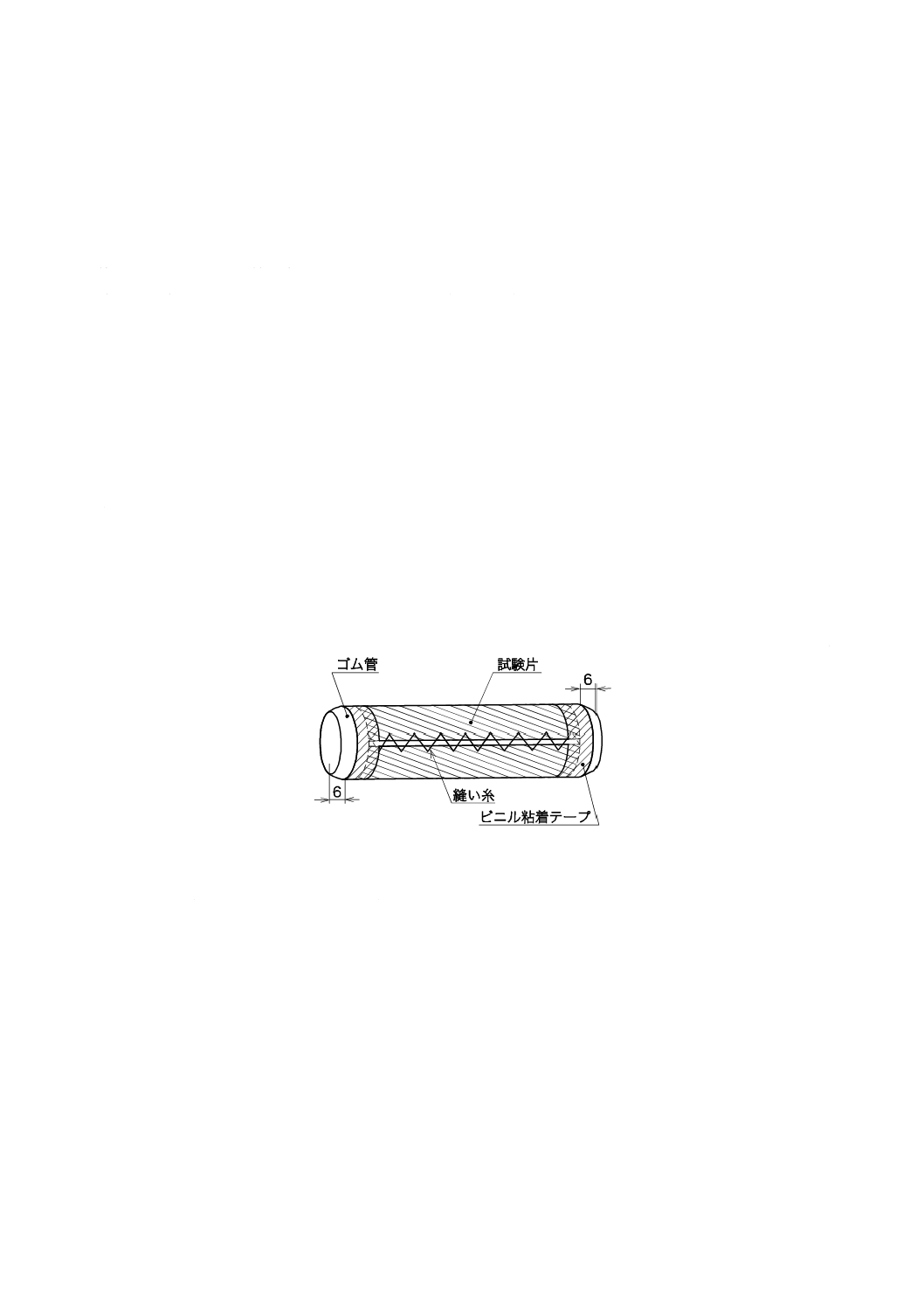
箇条5の試料につき,100 mm×120 mmの試験片を,織物にあっては,たて糸方向及びよこ糸方向に,
編物にあってはウェール方向及びコース方向にそれぞれ2枚採取し,短辺方向に張力を与えないように自
然の状態で7.1のゴム管に巻き付け,図7に示すように試験片が重ならないよう余分の試料を切り取って
縫い糸で縫い付け,両端を幅約19 mmのビニル粘着テープ(JIS C 2336に規定するA種又はこれと同等以
上の性能をもつもの)でゴム管の両端が約6 mm出るように止める。このとき,ビニル粘着テープの長さ
は,ゴム管の外周の1.5倍以内とする。このゴム管に巻いた試験片を4個一組として7.1の試験機の回転
箱に入れ,毎分60回転±2回転の回転速度で,通常,織物の場合は10時間,編物の場合は5時間操作す
る。試験結果は4枚の判定結果の平均値で,小数点以下1桁を0又は5に丸めて求めて表す。
平均値の小数点以下1桁の数値を0又は5に丸める方法は,次による。
a) 平均値の小数点以下2桁までの値が,0.00以上0.24以下の場合は,小数点以下1桁を0に丸める。
b) 平均値の小数点以下2桁までの値が,0.25以上0.74以下の場合は,小数点以下1桁を5に丸める。
c) 平均値の小数点以下2桁までの値が,0.75以上0.99以下の場合は,平均値の整数に1を加え,小数点
以下1桁を0に丸める。
試料の操作時間は,受渡当事者間の合意によって変更してもよい。変更した場合は,試験報告書に操作
時間を記載する。
単位 mm
図7−ゴム管に巻いた試験片
8.1.2
B法(TO形試験機を用いる方法)
箇条5の試料につき125 mm×125 mmの試験片を4枚採取し,試験片の四辺にオーバーロックミシンを
かけるか,又は3 mmを超えない幅で合成ゴム接着剤で固めるかして,ほつれないようにする。次に,こ
の試験片を7.2の試験機の円筒に2枚挿入し,通常,羽根を毎分1 200回転で30分間回転させる。試験結
果は4枚の判定結果の平均値で,小数点以下1桁を8.1.1と同様の方法で,0又は5に丸めて求めて表す。
8.1.3
C法(アピアランス・リテンション形試験機を用いる方法)
箇条5の試料につき,100 mm×100 mmの試験片を3枚採取し,通常,約20 cm2の試料ホルダに試験片
を取り付け,摩擦板3K又は同等の性能をもつものを用いて押圧荷重を約3.92 Nとして20回摩擦する。試
験結果は3枚の判定結果の平均で表す。平均を求めるには,表3のN,L,M及びHをそれぞれ4,3,2
及び1とみなし,3枚の平均値をJIS Z 8401の規則B(四捨五入法)によって整数位まで求める。この値
に対応するN,L,M又はHを平均として表記する。
8
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.1.4
D法(ランダム・タンブル形試験機を用いる方法)
箇条5の試料につき,織物にあってはたて糸方向又はよこ糸方向に対して,編物にあってはウェール方
向又はコース方向に対して約45°の角度で106 mm×106 mmの試験片を3枚採取し,試験片の四辺を3 mm
を超えない幅で,合成ゴム接着剤で固めてほつれないようにする。次に,7.4の試験機の円筒内壁にクロロ
プレン・シート又はコルク・シートをはめ込み,次のいずれかの方法で処理する。
試験結果は,3枚の判定結果の平均値で,小数点以下1桁を8.1.1と同様の方法で0又は5に丸めて求め
て表す。
a) D-1法(クロロプレン・シートを用い,綿繊維を入れる方法) 試験機の円筒内壁に新しく水洗乾燥
したクロロプレン・シートをはめ込む。3枚の試験片とともに約5 mmに切った灰色に染めた綿約25 mg
を試験機の円筒内に入れて,通常,毎分1 200回転で30分間操作する。綿繊維は,エジプト綿のカル
ナック又はこれと同等の繊細な綿[超長綿(繊維長平均35 mm以上)に相当]をスライバ状で染色し
たものを切断して使用する。
次に,試験片を取り出し,ピルに絡み付いていない余分の綿を真空掃除機で除去する。
b) D-2法(クロロプレン・シートを用い,綿繊維を入れない方法) 試験機の円筒内壁に新しく水洗乾
燥したクロロプレン・シートをはめ込む。3枚の試験片だけを試験機の円筒内に入れ毎分1 200回転で
通常,30分間操作する。
c) D-3法(コルク・シートを用いる方法) 試験機の円筒内壁にコルク・シートをはめ込む。3枚の試
験片だけを試験機の円筒内に入れ毎分1 200回転で通常,30分間操作する。
8.2
ISO法
8.2.1 I法(ピリング・ボックス法)
I法(ピリング・ボックス法)は,附属書Aによる。
8.2.2
J法(修正マーチンデール法)
J法(修正マーチンデール法)は,附属書Bによる。
9
判定
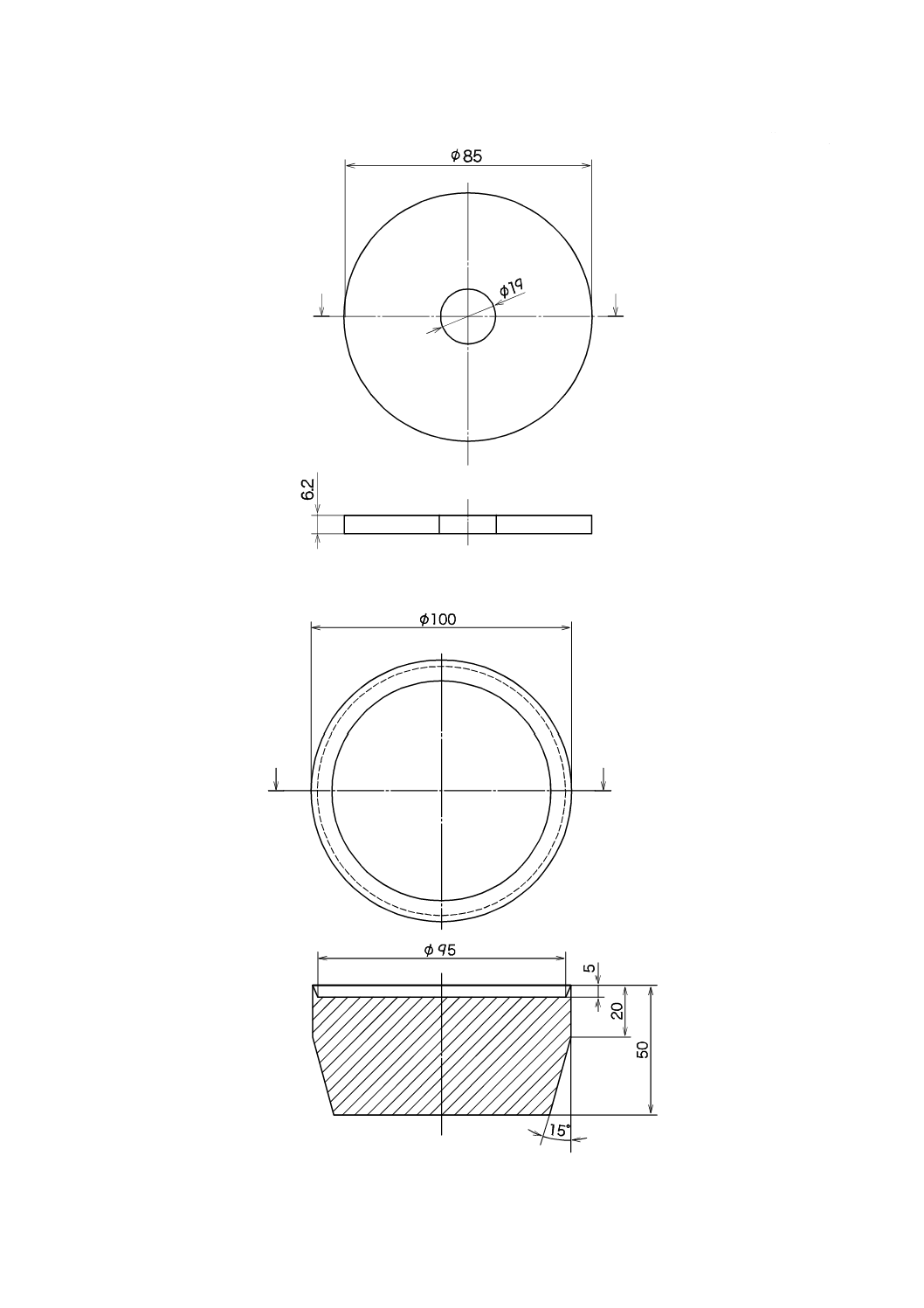
9.1
判定条件
試験後の試験片を軽く振って,試験片に付着したコルクくずや,試験片及び繊維がつながっていない毛
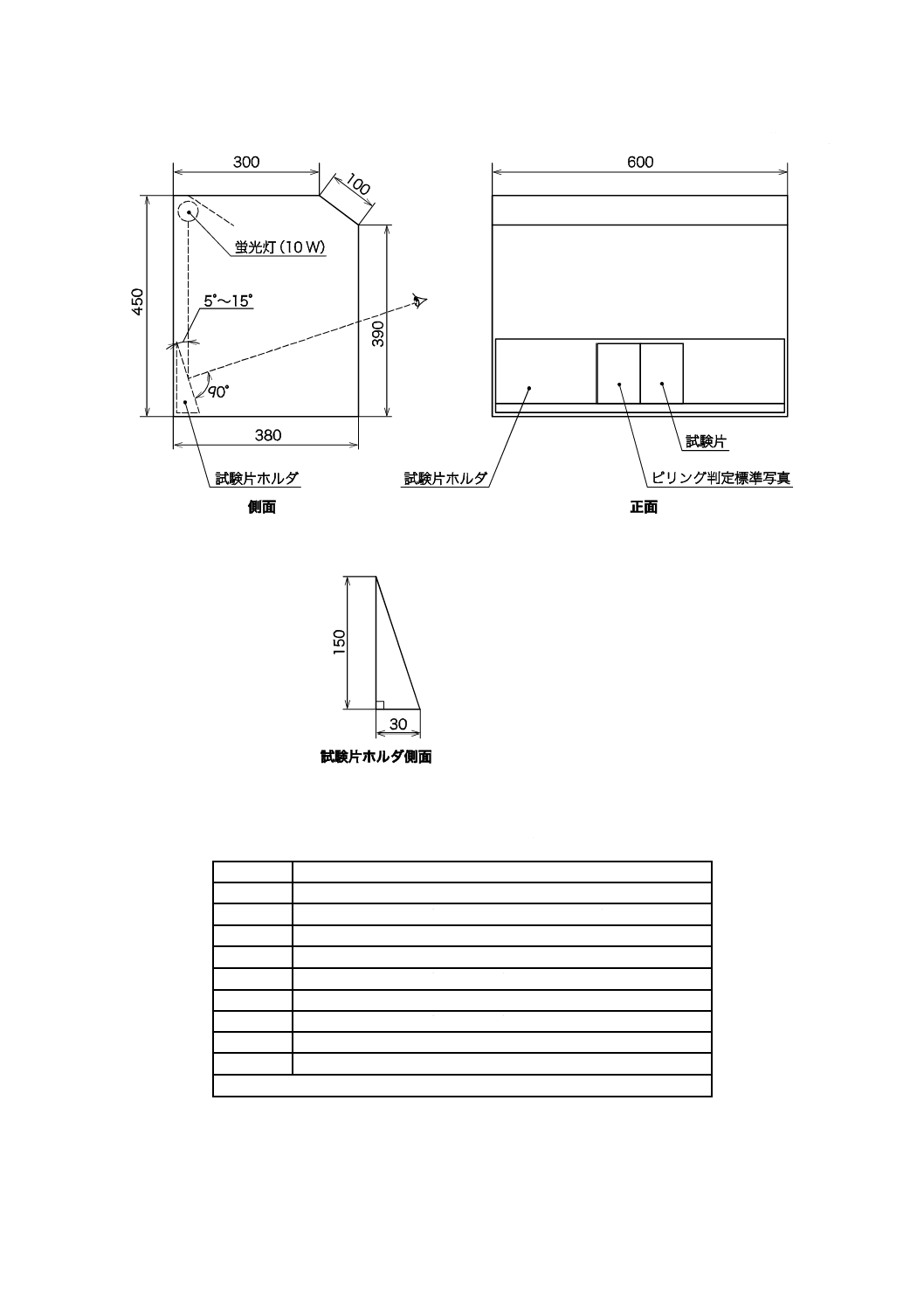
玉を落とす。照明は直射日光を避け,北窓光線又はこれに相当する400 lx以上の光源を用いる。光源は,
約45°の角度で試験片の表面に当て,見る角度は,試験片の表面に対してほぼ垂直になるようにする。た
だし,図9のような判定ボックスを用いてもよい。この場合は,照明は試験片面が400 lx以上になる光源
を用いて,試験片に対して5°〜15°の角度から行い,試験片の表面に対してほぼ垂直に見る。
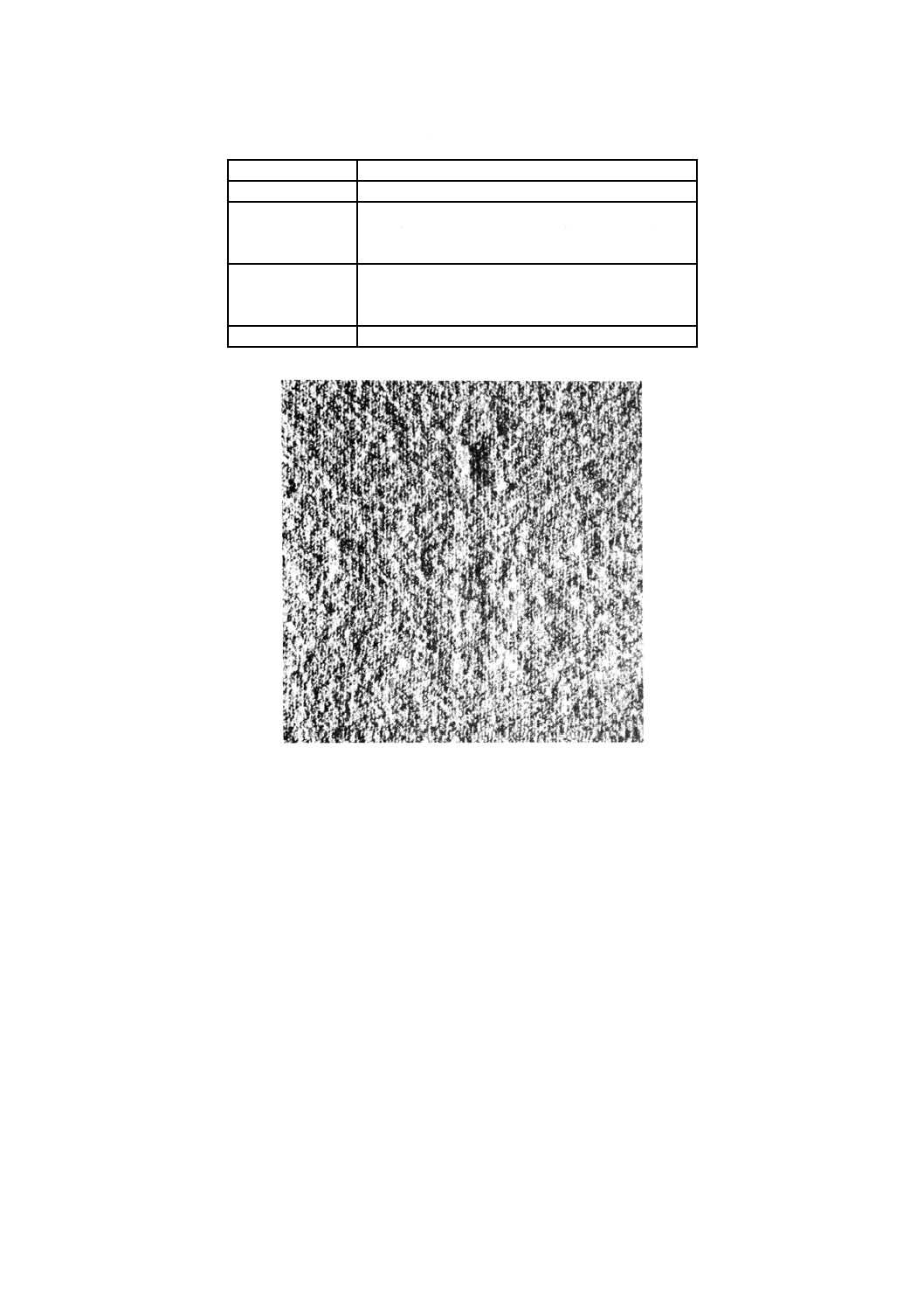
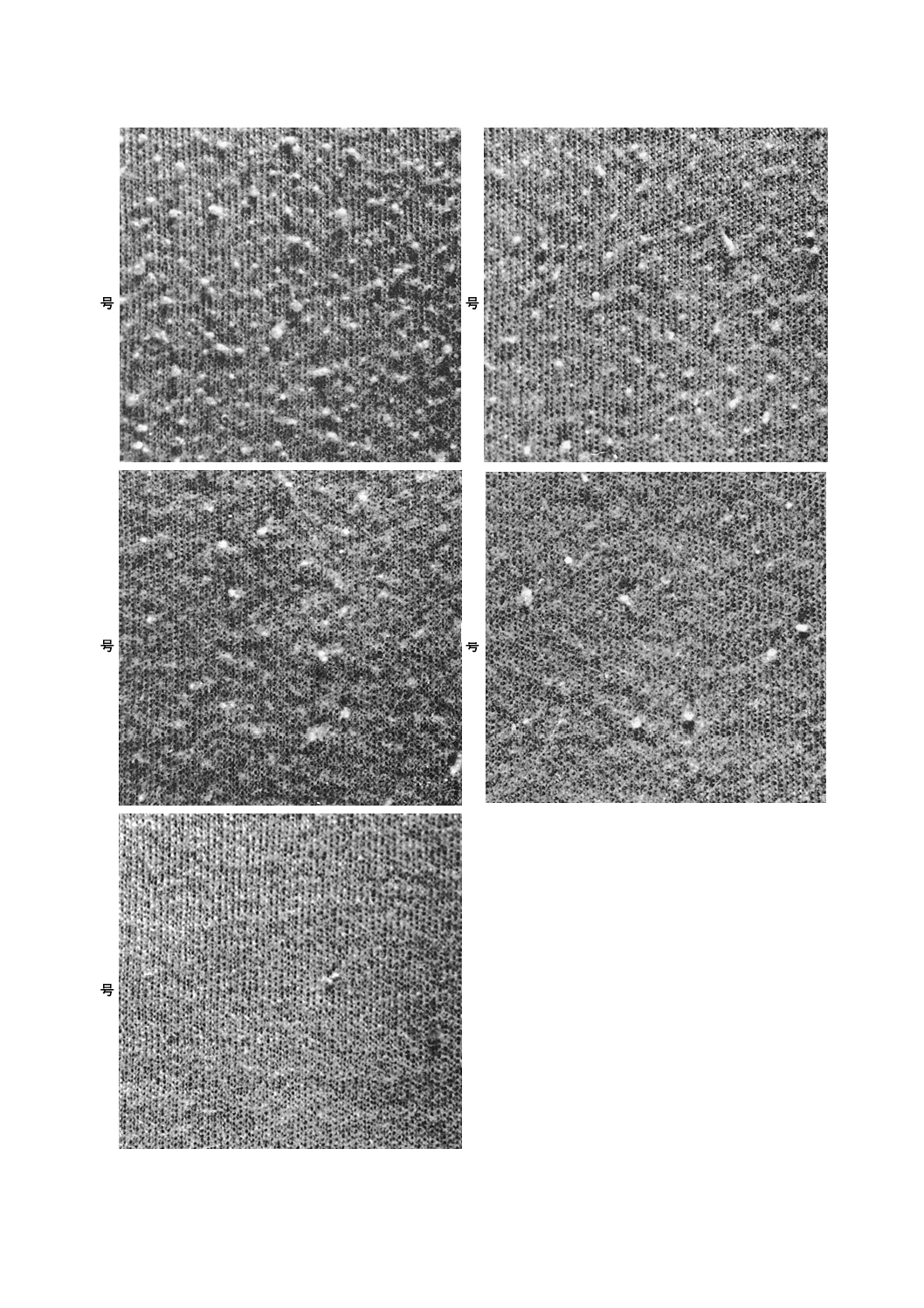
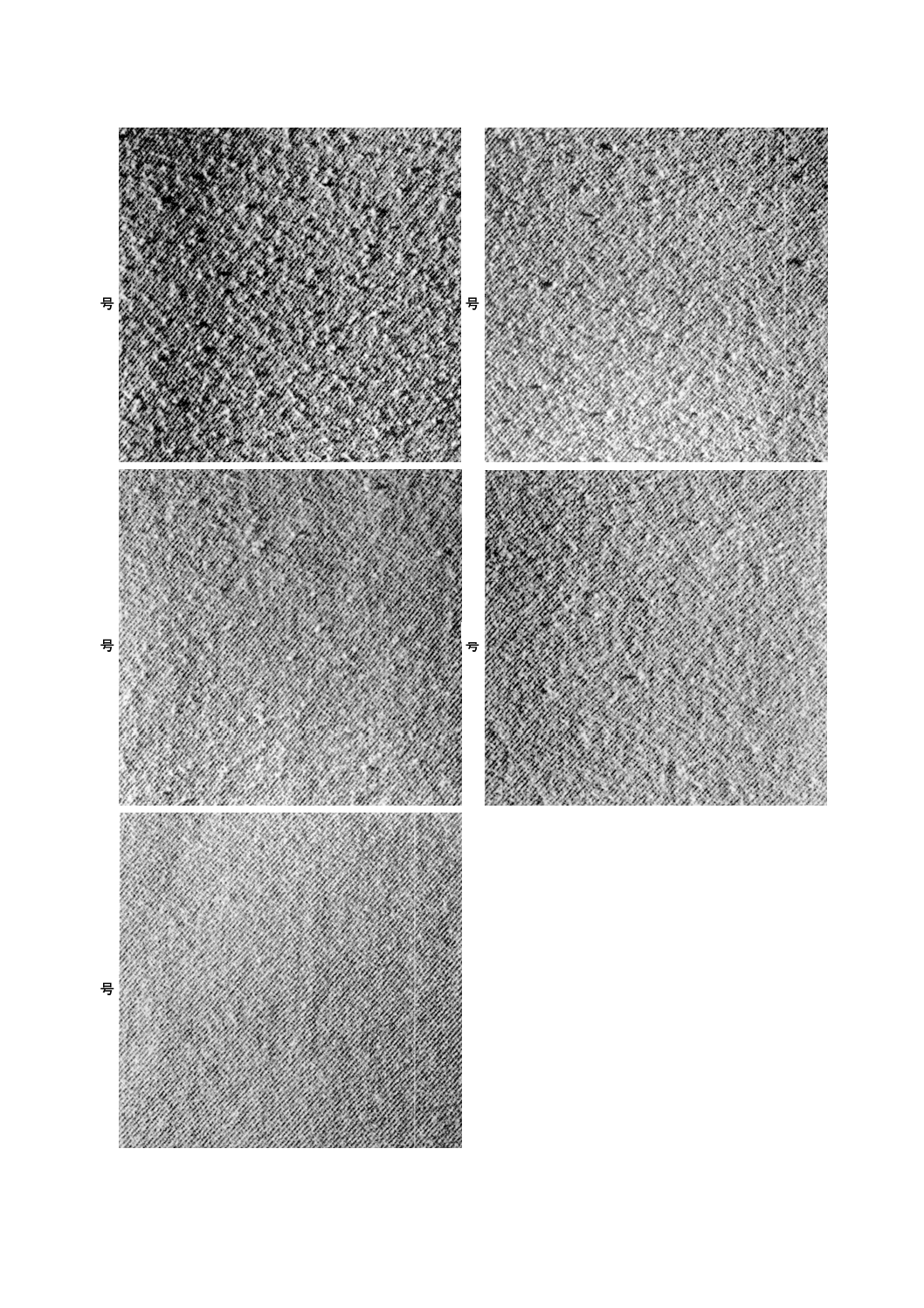
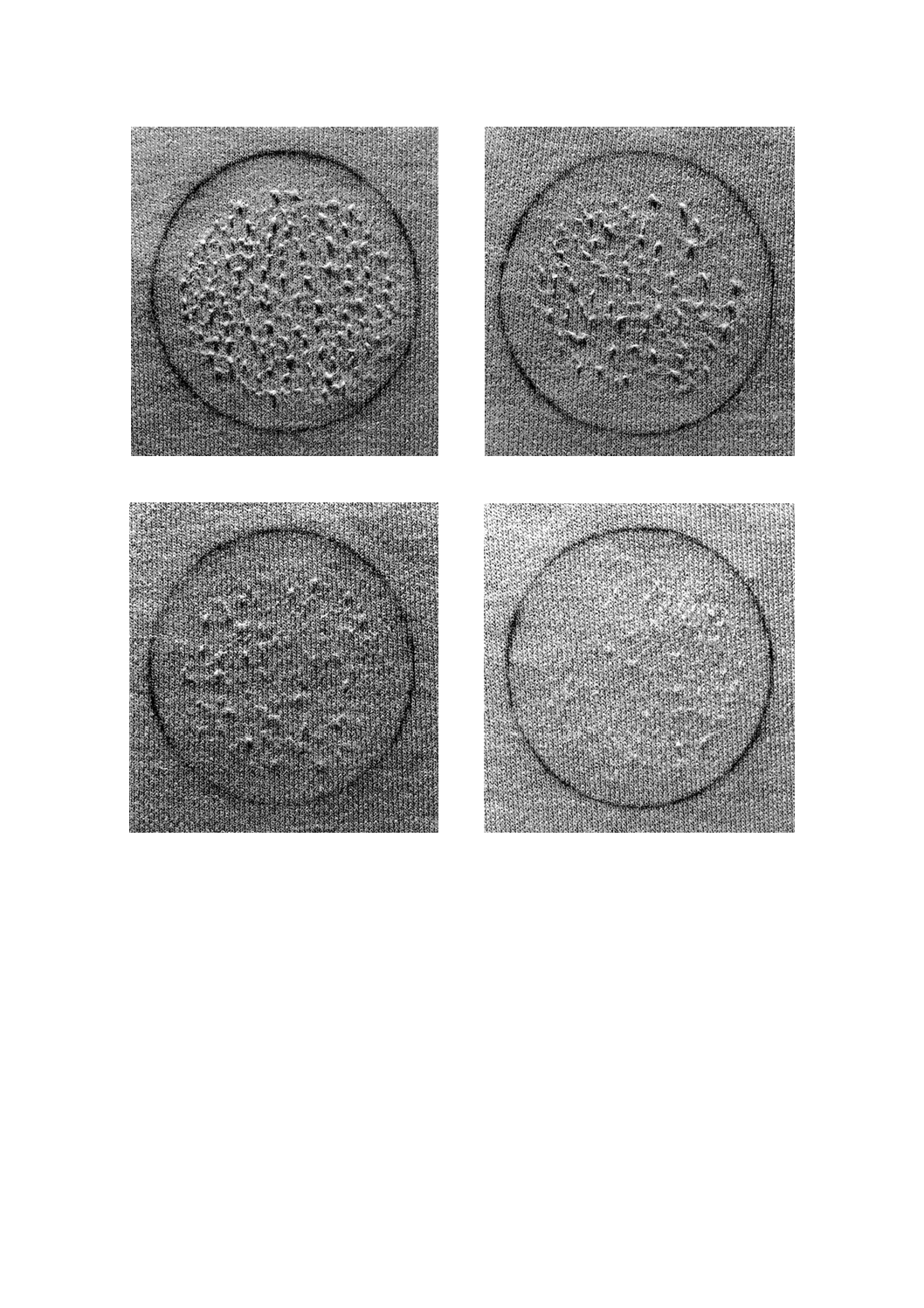
ピリングの発生の程度は,試験片とピリング判定標準写真とを並べて比較判定する。ピリング判定標準
写真は,図10,図11,図12及び図13の4種類があり,各試験方法に対して表1のように用いる。A法,
B法及びD法による編物の判定においては,用いた写真の種類を記載する。また,毛玉の脱落及び試験片
表面の毛羽乱れの有無について観察し,毛玉が脱落している場合又は図8のような状態が観察された場合
は,判定結果にその旨を記載する。
9
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−ピリング判定標準写真の適用方法
標準写真の種類
適用方法
図10−標準写真1 A法の織物の試験結果の判定に適用する。
図11−標準写真2
A法,B法及びD法の編物の試験でピルの大きさが
中程度か又はそれ以上の試験結果の判定に適用す
る。
図12−標準写真3 B法及びD法の織物の試験結果の判定並びにA法,
B法及びD法の編物の試験でピルの大きさが比較的
小さな試験結果の判定に適用する。
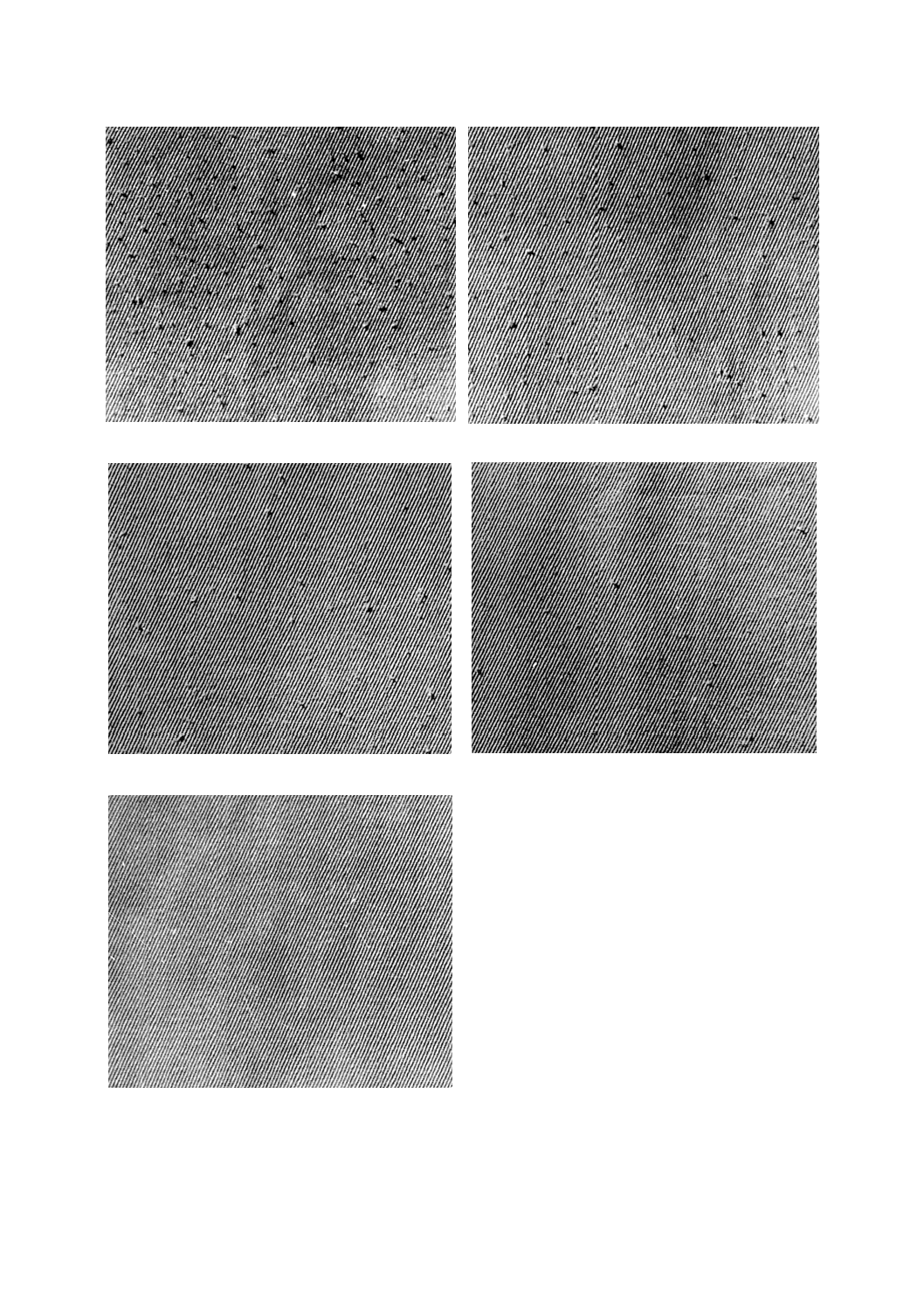
図13−標準写真4 C法の織物及び編物の試験結果の判定に適用する。
図8−毛羽乱れ
9.2
等級判定
A法,B法及びD法の場合は表2によって,また,C法の場合は表3によって等級を判定する。
10
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図9−判定ボックスの例
表2−判定基準表(A法,B法及びD法に適用)
等級(級)
判定基準
5
ピルの発生が標準写真の5号程度のもの
4-5
ピルの発生が標準写真の4号と5号との中間程度のもの
4
ピルの発生が標準写真の4号程度のもの
3-4
ピルの発生が標準写真の3号と4号との中間程度のもの
3
ピルの発生が標準写真の3号程度のもの
2-3
ピルの発生が標準写真の2号と3号との中間程度のもの
2
ピルの発生が標準写真の2号程度のもの
1-2
ピルの発生が標準写真の1号と2号との中間程度のもの
1
ピルの発生が標準写真の1号又はその程度を超えるもの
注記 4-5,3-4,2-3及び1-2は,それぞれ4.5,3.5,2.5及び1.5と同等とする。
11
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−判定基準表(C法に適用)
等級(級)
判定基準
N
ピルの数が標準写真のN号程度のもの
L
ピルの数が標準写真のL号程度のもの
M
ピルの数が標準写真のM号程度のもの
H
ピルの数が標準写真のH号程度のもの又はその程度を超えるもの
10 試験報告書
試験報告書には,次の事項を記載する。ただし,I法の場合は附属書A,J法の場合は附属書Bによる。
a) 試験年月日
b) 規格番号
c) 試験方法
d) 試験条件(試験場所の温度及び湿度)
e) 試験結果
例1 年月日,JIS L 1076,A法(ICI形),21 ℃ 66 % RH,4級(標準写真1)毛羽乱れあり
例2 年月日,JIS L 1076,A法(ICI形),21 ℃ 66 % RH,操作時間5時間,3.5級(標準写真2)
ピルの脱落あり
例3 年月日,JIS L 1076,B法(TO形),21 ℃ 66 % RH,2.5級(標準写真2)
例4 年月日,JIS L 1076,C法(アピアランス・リテンション形),21 ℃ 66 % RH,M級
12
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1号
2号
3号
4号
5号
図10−ピリング判定標準写真1
13
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11−ピリング判定標準写真2
1号
2号
3号
4号
5号
14
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図12−ピリング判定標準写真3
1号
2号
3号
4号
5号
15
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
H号
M号
L号
N号
図13−ピリング判定標準写真4
16
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
I法(ピリング・ボックス法)
この附属書は,2000年に第1版として発行されたISO 12945-1を基に,技術的内容を変更することなく,
規定したものである。
A.1 原理(試験方法)
試験片をポリウレタン試験片管に取り付けて,一定の回転速度でコルク内張りの箱の中で自由に回転さ
せる。毛羽立ち及びピリングは,所定の回転時間の後で視覚で判定される。試験所に提出された試験片へ
の全ての特別な処理,すなわち洗濯,クリーニングは合意されたものでなければならず,またテスト報告
書に記載しなければならない。
A.2 装置
A.2.1 ピリング試験箱(Pill Testing Box)
内張り前の内側寸法が235 mmの立方体。箱の全ての内側面は厚さ3.2 mmのコルクの継合せ板で内張り
とする。箱は向合せの2面の中央を通す水平軸の周りを毎分60回転±2回転で回転する。箱の一つの面は
出入口として取り外しができなければならない。
ピリング試験箱の校正及び使用に関する指針を,附属書AAに示す。
コルクの内張りは定期的に検査するものとし,また,明らかにそれらの摩耗性能に変化を及ぼすように
破損又は汚損している場合は,交換するものとする(AA.1を参照)。
A.2.2 ポリウレタンの試験片管(4個必要)
各々の寸法は,長さ140 mm±1 mm×外径31.5 mm±1 mm×厚さ3.2 mm±0.5 mm,質量52.25 g±1 gと
する。
A.2.3 取付用器具
試験片を試験片管に取り付けるのに用いる。
A.2.4 粘着ポリ塩化ビニルテープ
幅19 mm
A.2.5 ミシン
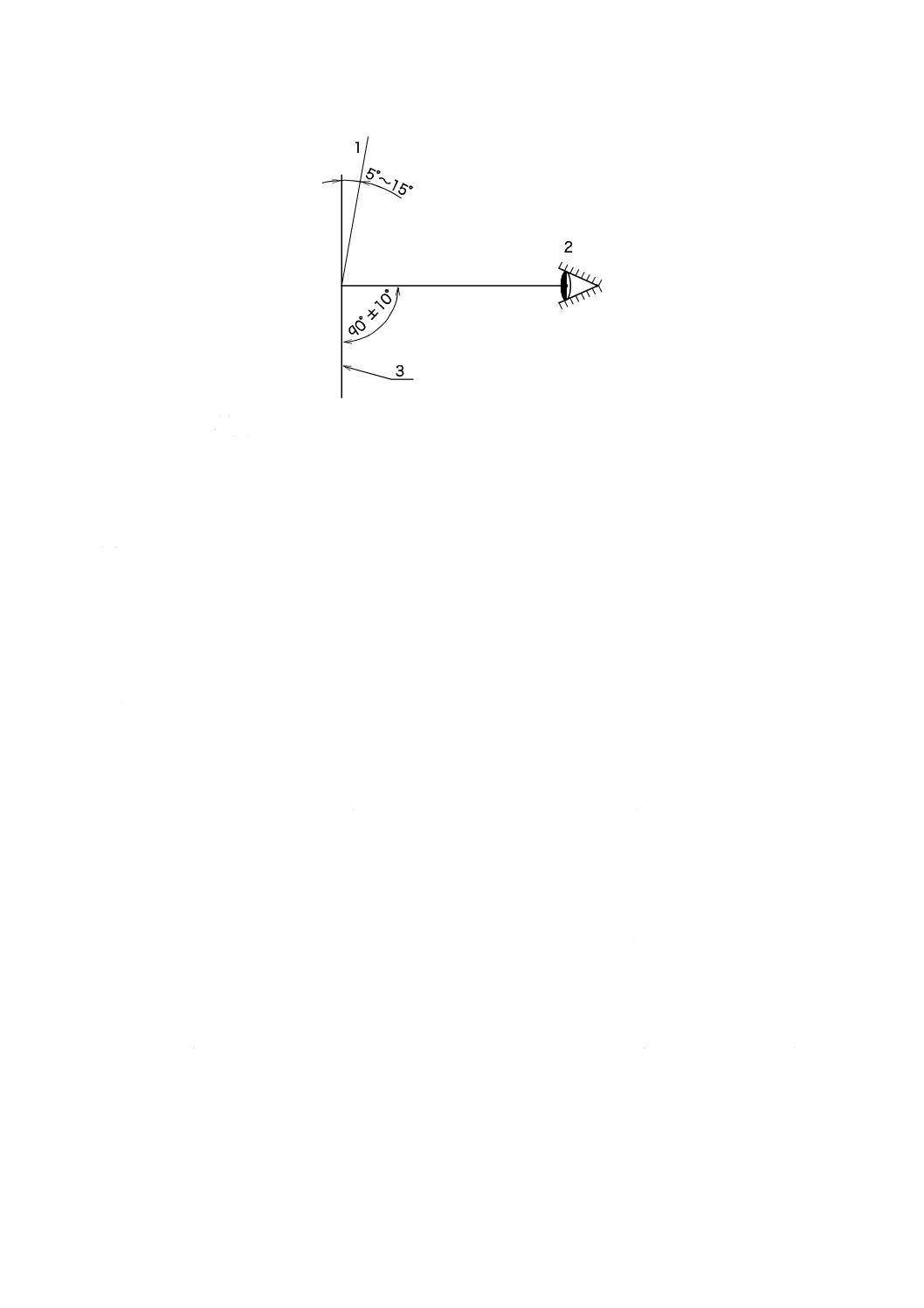
A.2.6 判定ボックス
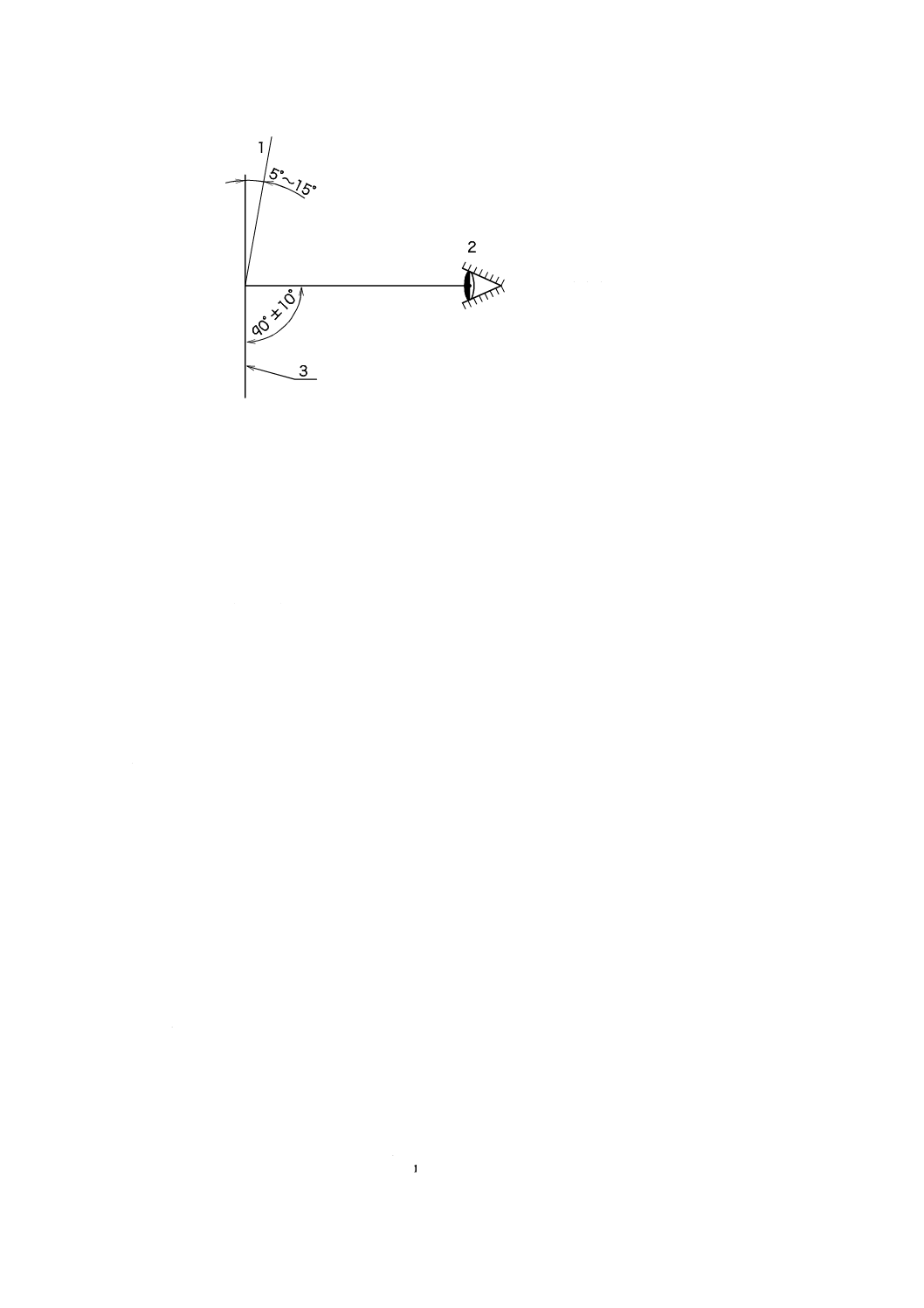
試験片の全幅に対し均一な照明を行うため,白色蛍光灯又は電球で照明し,また,観察者が直接光を直
視しないように覆いを付ける。光源は,試験片面に対し5°〜15°の間の角度から照射する位置に置く(図
A.1を参照)。目と試験片との間隔は,通常の正しい視力に対して,300 mm〜500 mmの間とする。
17
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 光源
2 観察者
3 試験片
図A.1−試験片照射
A.3 試験片調整及び試験室
JIS L 0105に規定されている試験片調整並びに試験のための標準状態の温度及び湿度は,20 ℃±2 ℃及
び(65±4)%の相対湿度を用いる。
A.4 試験片の準備
A.4.1 事前処理
試料は,ISO 6330又はISO 3175-1及びISO 3175-2に規定する方法で洗濯又はドライクリーニングを行
うが,受渡当事者間で合意された方法で行ってもよい。
結果に影響するおそれのある滑剤又は仕上剤は,ピリング試験箱と試験片管との摩擦面を保護するため
に,試験片を洗濯又はドライクリーニングによって除去することが望ましい。
洗濯又はドライクリーニングを実施するときは,表A.1を用いて事前処理前及び処理後の試験片を判定
する。
A.4.2 試験片の採取
125 mm×125 mmの4枚の試験片を切り取る。全ての試験片に生地の裏面及びたて方向のマークを付け
る。生地の面が識別できない場合には,両面を試験する。追加として,判定用に125 mm×125 mmの試験
片を切り取っておく。試験片は,どの試験片も共通するたて糸及びよこ糸を含まないよう,任意に位置を
決める。
A.4.3 試験片の数量
2枚の試験片を取り,もし,表面が識別できるならば,それを内側にし,たて糸方向が折り目方向とな
るようにして折り重ねる。切った端から12 mmのところを,バランスのとれた縫い目となるような針数で,
管状となるよう縫い合わせる。他の2枚の試験片は,よこ糸方向が折り目方向となるようにして同様に準
備する。
A.4.4 試験片の取付け
各々の試験片を裏返す。その結果,生地の表面は管の外側になり,さらに,縫い合わせでのぶれを取り
18
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
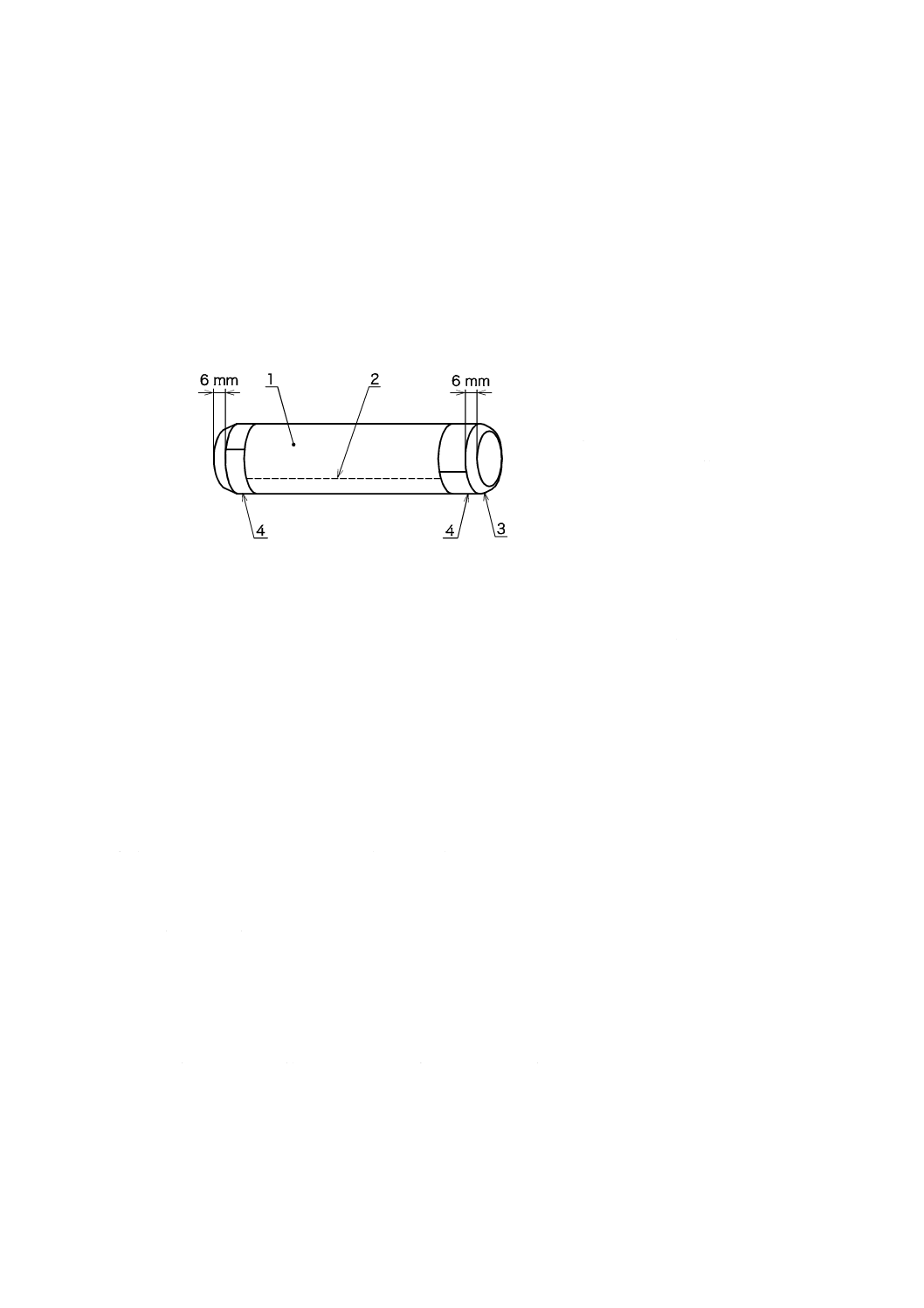
除くため,管の試験片の両端末を6 mm切り捨てる。取付用器具(A.2.3)を用いて,1枚の試験片をそれ
ぞれのポリウレタン試験片管(A.2.2)に,試験片の両端がポリウレタン試験片管の端から等しくなるよう
に取り付ける(図A.2参照)。縫い目の部分は,できる限り平らになるようにする。粘着塩化ビニルテープ
を各々の試験片の切断末端の周囲に巻き付ける。巻き付けたテープで試験片を管に固定させ,ポリウレタ
ン試験片管を6 mm露出させたままにする。試験片の各々の末端上のテープの長さは,管の円周の約1.5
倍の長さを超えることのないようにする。
A.4.5 調整
試験片を最低16時間A.3で規定した雰囲気で調整する。試験は同じ雰囲気で行う。
1 試験片
2 縫い目
3 ポリウレタン試験片管
4 粘着テープ
図A.2−ポリウレタン試験片管への試験片の取付け
A.5 手順
ピリング試験箱(A.2.1)の内側は清潔で綿くずのないよう確認する。試料から4個の取り付けられた試
験片を,同一のピリング試験箱の中に入れる。蓋を固く閉じ,A.2.1に規定する回転数で回転させる。次に,
箱から試験片を取り出し,縫い目からステッチを取り除く。
注記 全ての種類の生地をカバーするような試験/着用の予測はできない。したがって関係当事者は,
試験中の個々の生地組織に対する回転数に合意する必要がある。
A.6 毛羽立ち及び/又はピリングの判定
判定ボックスは,暗くした部屋に設置する。
事前処理を行った又は行っていない(A.4.1参照)試験された試験片及び1片のオリジナル見本を,たて
糸方向を垂直にして判定ボックス(図A.1参照)の中の試験片ホルダの中央に置く。正確に取り付けるた
めに,必要ならば粘着ポリ塩化ビニルテープ(A.2.4)を使用する。試験された試験片を左側に,オリジナ
ル見本を右側に取り付ける。
光源からのまぶ(眩)しさを避けるために,図A.1に示すように,判定ボックス(A.2.6)の外側から,
各々の試験片が真正面に見える所から観察する。
人による判定の性質上,2名以上の観察者が試験片を判定することが望ましい。
各々の試験片は,表A.1に示されている等級表に基づいて等級を付ける。仮に,等級が二つの等級の中
間である場合は“中間”の等級付けで,例えば3-4のように報告する。
個々の観察者の試験結果は,4枚の試験片の等級の平均とする。試験所の試験結果は,観察者等級の平
均とする。
受渡当事者間で合意された場合,記述的方法による判定を裏付けるため写真による判定を用いてもよい。
19
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
次に,ピリングの発生がより激しい場所を試験片を回しながら判定してもよい。この判定は“特殊”な
条件のためのデータを提示するために使用される。例えば,試験片の表面を平らな面に置いて観察するよ
うな場合。
表面の見掛けに劣化の見られる他の全ての観察を報告する。
表A.1−視覚判定
等級
判定基準
5
変化なし
4
僅かな表面毛羽立ち及び/又は部分的にできた毛玉
3
中程度の表面毛羽立ち及び/又は中程度のピリング
部分的に試験片表面に出るさまざまなサイズ及び密度の毛玉
2
明瞭な表面毛羽立ち及び/又は明瞭なピリング
さまざまなサイズ及び密度の毛玉が試験片表面の大部分に見られる。
1
密集した表面毛羽立ち及び/又は甚だしいピリング
さまざまなサイズ及び密度の毛玉が試験片表面の全体を覆っている。
A.7 結果
各々の試験片の等級付けを記録し,A.6で行われた全ての判定の平均結果を計算する。平均結果が整数
でないならば,その結果は一番近い0.5級に数字を丸める。4枚の試験片を平均した判定結果のばらつきの
範囲が,0.5級以上であってはならない。もし,ばらつきの範囲が0.5級以上の場合,それぞれ試験片の等
級を報告する。
A.8 試験報告書
試験報告書には,次の事項を記載する。
a) 試験年月日
b) 規格番号
c) 試験の種類
d) 提出試料についての記述
e) 該当している場合,提出試料の事前処理の詳細
f)
試験片の数量及び観察者の人数
g) 回転数
h) 最終的等級判定及びそれが毛羽立ちに関係するのか若しくはピリングか又はその両方であるのか。
i)
試験手順から逸脱した場合はその詳細
20
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書AA
(参考)
ピリング試験箱の使用に関する指針
この附属書は,2000年に第1版として発行されたISO 12945-1のAnnex Aを基に,技術的内容を変更す
ることなく記載したものであり,規格の一部ではない。
AA.1 ピリング試験箱
回転速度の毎分60回転±2回転は,定期的に検査する。
新しい内張りは,コルクの粉末の削り取りが止まるまで,4個の空の試験管を用いて約200時間運転さ
せる。一般に,コルクの摩擦特性はテスト結果変動の主たる原因ではない。長くそのコルクを使用すると,
コルクの表面は研磨されたり又は汚染されたりする。そのような場合は,コルクの内側を取り替える。
AA.2 試験片管
プレス成形によるポリウレタン管は,新品の場合全て同一とする。連続的に使用した試験の経験上,通
常の使用条件ではこれらのチューブには重大な破損は発生しない。
試験片管の最も重要な部分は,端末の凸状の外側の面とする。新しい試験片管を受け取ったときに,こ
の重要な部分に成形上の欠陥がないかどうか確認する。万が一,使用中に破損したときは,試験片管を取
り替える。
AA.3 クリーニング及び保全
各試験前に,以前の試験での毛羽又は脱落物を例えば真空掃除器又は筆毛を用いて,箱の内部から取り
除く。コルクの内張りが試験生地の仕上剤その他で汚染されている場合,定期的に清掃する。
クリーニング溶剤は工業用の変性アルコール(Methylated Spirit)とする。コルクの表面を拭き取るには
最小限の溶剤を用いる。
注記 変性アルコール(Methylated Spirit)の使用は,労働安全衛生法,消防法などの法規制を受ける
場合がある。
AA.4 校正
ピリング及び毛羽立ちの試験結果の等級が1-2〜4の間にある異なった2水準の校正用生地を準備するこ
とを推奨する。
これらの校正用生地は,新しく設置された箱及び新たに内張りされた箱を試験するのに使用し,試験し
た試験片は,その後の再判定のため保持しておく。
一定の間隔で例えば6か月,校正用生地で再試験を行い,当初試験した試験片と比較する。この方法で,
箱ごとの差又は箱内の差を検査する。
最初に試験された校正用生地の表面が,何回も手で触ることによって少し毛羽が伸ばされていることを
考慮に入れる。
21
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
J法(修正マーチンデール法)
この附属書は,2000年に第1版として発行されたISO 12945-2を基に,技術的内容を変更することなく,
規定したものである。
B.1 原理
定められた圧力の下,リサジュー形に回転する円形の試験片は,同じ繊維か又は適切な毛の摩擦布の上
を動く。試験片の軸は摩擦布に対して垂直に,容易に回転できる。毛羽立ち又はピルは,この摩耗試験の
決められた方法の後,目に見える形で評価する。
B.2 装置
B.2.1 修正マーチンデール摩耗試験機
試験機はピリングテーブルを支える基盤及び運転機構からなる。運転機構は,リサジュー図形を描くよ
うに試験布ホルダガイド板を駆動させる二つの外側のドライブと一つの内側ドライブとからなる。
試験布ホルダガイド板は,ガイド板の全てのポイントが同じリサジュー図形を描くよう,水平に動く。
リサジュー運動は円形から徐々に狭くなりだ円に変化し,それが直線になるまで続く。さらに,直線か
ら反対回転になりだ円形として広がり,これが繰り返される。
試験片ホルダガイド板は,ベアリング収納部と試験片ホルダガイド心軸を支える摩耗ベアリングとに接
触している。それぞれの試験片ホルダ心棒の下端は,試験片ホルダに挿し込まれている。試験片ホルダは
本体,試験布ホルダリング及び任意の質量のおもりからなる。
装置は,外側のドライブの回転を計測する事前設置計器をもっている。それぞれの回転は計測器によっ
て,ピリング摩擦の1回転又は完全なリサジュー図形を描く16回転が計測できる。
B.2.2 ドライブ及び基盤附属装置
B.2.2.1 ドライブ
試験片ホルダベアリング収納部,ベアリング及び試験布ホルダで構成されている試験片ホルダガイド板
の動きは,次のユニットによって成り立っている。
a) 外側二つの同時に動くドライブユニットで,ドライブユニット軸とその中央軸との距離は,12 mm±
0.25 mm。
b) 中央のドライブユニットで,ドライブユニット軸とその中央軸との距離は,12 mm±0.25 mm。
たて及びよこ方向の両方向で,試料ホルダガイド板の最大ストロークは,24 mm±0.5 mmとする。
B.2.2.2 計測器
ピリング摩擦を計測し,正確に1回の摩擦を計測する。
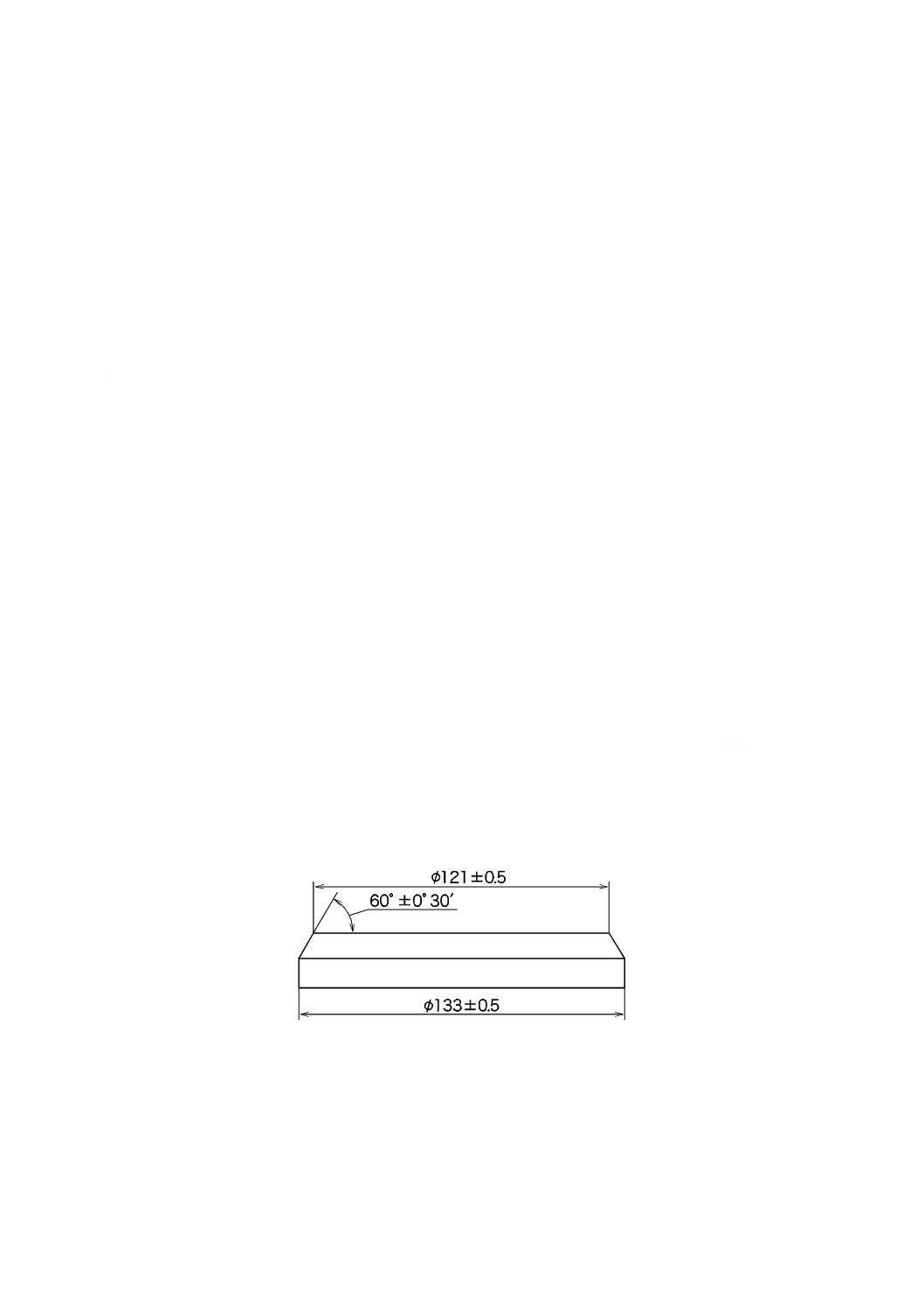
B.2.2.3 ピリングテーブル
ピリングテーブルは,次による。
a) ピリングテーブル(図B.1参照)
b) 押さえリング(図B.2参照)
c) 押さえリングを締めるための押さえ機構
22
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.2.2.4 試験片ホルダガイド板
三つのガイドがドライブユニットをかみ合わす金属板からなる。これらは試験片ホルダガイド板を,均
一で滑らかで小さな振動にする。
試験片ホルダガイド心棒は,それぞれのピリングテーブルの中央のガイド板にしっかり締められたベア
リング収納部にある。それぞれのベアリング収納部は二つのベアリングを支える。ガイド心棒は自由に動
き,ベアリングの遊びがあってはならない。
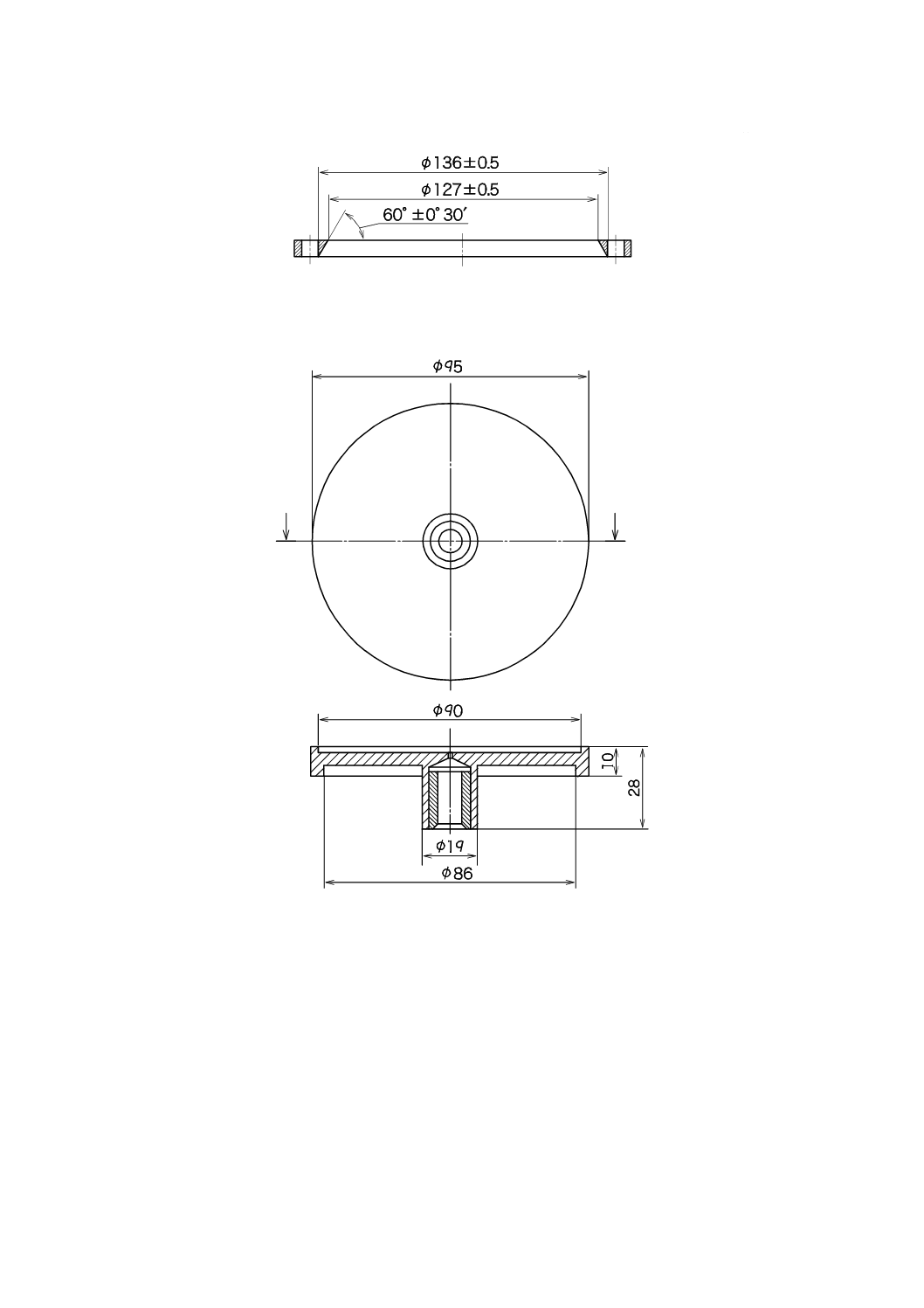
B.2.2.5 試験片ホルダ
試験片ホルダは,次による。
a) 試験片ホルダ(図B.3参照)
b) 試験片ホルダリング
c) 試験片ホルダガイド心棒
試験片ホルダガイド心棒及び試験片ホルダリングをもっている試験片ホルダの質量は,155 g±1 gとす
る。
B.2.2.6 おもり
B.2.2.5で規定した試験片ホルダにセットできる図B.4のような形状のステンレス製で円盤の形のおもり
とする。円盤の質量は,260 g±1 gとする。
試験片ホルダ及びステンレス製円盤の合計は,415 g±2 gとする。
B.2.2.7 試験片貼付け用附属装置
試験片ホルダ上で,折れのない試験片を貼り付けるために必要となる(図B.5参照)。
B.2.2.8 ピリングテーブルでの試験片貼付け用おもり
ピリングテーブル上で折れ,しわのない試験片又は摩耗布を貼り付けるために必要となる。最後は手で
きれいにする。貼付け用おもりは,2.5 kg±0.5 kg,直径は,120 mm±10 mmとする。
B.2.3 判定ボックス
試験片の全幅に対し均一な照明を行うため,白色蛍光灯又は電球で照明する。また,観察者が直接光を
直視しないように覆いを付ける。光源は,試験片面に対し5°〜15°の間の角度から照射する位置に置く
(図B.6参照)。目と試験片との間隔は,通常の正しい視力に対して300 mm〜500 mmの間とする。
単位 mm
図B.1−ピリングテーブル
23
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図B.2−押さえリング
単位 mm
図B.3−試験片ホルダ
24
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図B.4−おもり
単位 mm
図B.5−試験片貼付け用附属装置
25
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 光源
2 観察者
3 試験片
図B.6−試験片照射
B.3 補助材料
B.3.1 フェルト
フェルトは,ISO 12947-1に規定した円形であり,二つの試験片に対する保持材料として補助し,次に
よる。
a) 上部(試験片ホルダ) 直径90 mm±1 mm
b) 下部(ピリングテーブル) 直径140 mm
B.3.2 摩耗布(Abradant)
試験布がこれによって摩耗される。通常は試験布と同一のものを使用する。特別の場合,例えば,室内
装飾用生地は,ISO 12947-1に規定したウール摩耗布を使用する。摩耗布の選択は,試験報告書に記載す
る。
140 mm直径の円形標準布又はたて,よことも150 mm±2 mmの摩耗布をそれぞれの摩耗テーブルに
貼り付ける。
B.4 試験片の調整及び試験室
JIS L 0105に規定している試験片調整並びに試験のための標準状態の温度及び湿度は,20 ℃±2 ℃及び
(65±4)%の相対湿度を用いる。
B.5 試験布の準備
B.5.1 事前処理
試料は,ISO 6330,ISO 3175-1又はISO 3175-2で規定する方法で洗濯又はドライクリーニングを行うが,
受渡当事者間で合意された方法で行ってもよい。
B.5.2 試験片の採取
125 mm×125 mmの4枚の試験片を切り取る。全ての試験片に生地の裏面及びたて方向のマークを付け
る。生地の面が識別できない場合には,両面を試験する。判定用に,125 mm×125 mmの試験片を切り取
っておく。
試験片は,どの試料も共通するたて糸及びよこ糸を含まないよう,任意に位置を決める。
試験片ホルダ用の試験片は,直径140 mmの円形とする。ピリングテーブル用の試験片は,直径
+5
0
+5
0
+5
0
26
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
140 mm又はたて,よことも150 mm±2 mmのいずれかを選択する。
試験片の採取及び試験片の準備時に,繊維製品の異常な伸長を防ぐために,手による取扱いは引っ張ら
ないよう,特別な注意を払わなければならない。
B.5.3 試験片の数
試験片ホルダ用及びピリングテーブル用を1セットとし,少なくとも3セットの試験片を採取する。ピ
リングテーブル用にウール摩耗布を使用する場合は,少なくとも三つの試験片が試験片ホルダ用に必要で
ある。もし,三つの試験片以上の試験をする場合は,奇数の試験片を用いる。試験済み試験片に対する比
較評価には,更に試験片が必要である。
B.5.4 試験片へのマーキング
サンプリング前に,生地の裏側の同じ場所にマークを付ける。これによって,試験片を判定時,生地の
方向を同じにそろえる。マークは,試験に影響を与えてはならない。
B.6 手順
B.6.1 一般
ISO 12947-1によって修正マーチンデール摩耗試験機の精度を点検する。ピリング試験後,毎回試験片
保持材料を検査し,汚れ又は擦り切れがあったら取り替える。
B.6.2 試験片の取付け
軽量の編物のとき,試験片は引っ張られないよう,特別な注意を必要とする。
B.6.2.1 試験片ホルダへの試験片取付け
それぞれの試験片ホルダからホルダリングとガイド心棒とを取り外す。
試験片貼付け用附属装置(B.2.2.7)最上部の小さい直径を上にして,台又はテーブル上に置く。
試験片ホルダリングを附属装置の表面に置いて,底部の平行で大きな直径の位置まで引き下げる。
試験片ホルダを逆さにし,くぼんだ表面に確実に90 mm±1 mmの直径のフェルト円板を置く。
フェルトの上に確実に直径140 mmの試験片を表面を上にして置く。さらに試験片ホルダの端に余
分の試験片が出ていることを確認する。
試験片が,ホルダリングの溝を十分に覆っていることを確認する。
フェルト及び試験片を取り付けた試験片ホルダと試験片貼付け用附属装置の大きな直径側の端とを合わ
せ,試験片ホルダが附属装置のくぼみに位置するようにする。
試験片ホルダと補助装置とをきっちりと合わせた状態で,試験片ホルダリングを試験片ホルダの方向に
移動させて,試験片ホルダの溝におさめる。このようにして試験片及びフェルトを取り付ける。
残った試験片ホルダに対し,同じ手順を繰り返す。必要ならば,B.2.2.6のおもりを試験片ホルダガイド
心棒上に置く。
B.6.2.2 ピリングテーブル上への試験片の貼付け
ピリングテーブル上に直径140 mmのフェルト[B.3.1 b) 参照]を置く。その上に,擦られる表面を
上にした試験片又はウール摩擦布を置く。貼付け用おもり(B.2.2.8参照)で荷重を掛け,押さえリングで
締める。
B.6.3 ピリング試験
最初の摩耗段階が終わるまで試験を続行する(附属書BA参照)。
試験片ホルダから試験片を外さず,かつ,評価目的のため表面部分をきれいにすることなく,B.7によ
って最初の判定をする。
+5
0
+5
0
+5
0
27
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
判定に従いながら,試験片ホルダを試験場所に戻す。必要な場合,附属書BAに記載したように,摩耗
段階の最終が到達されるまでそれぞれの摩耗段階を判定しながら試験を継続する。
B.7 毛羽立ち及び/又はピリングの判定
判定ボックスは,暗くした部屋に設置する。
事前処理を行った又は行っていない試験した試験片及び1片のオリジナル見本を,たて糸方向を垂直に
して判定ボックス(図B.6参照)の中の試験片ホルダの中央に置く。正確に取り付けるために,必要なら
ば粘着ポリ塩化ビニルテープを使用する。試験した試験片を左側に,オリジナル見本を右側に取り付ける。
光源からのまぶ(眩)しさを避けるために,図B.6に示すように,判定ボックス(B.2.3)の外側から,
各々の試験片が真正面に見える所から観察する。
人による判定の性質上,2名以上の観察者が試験片を判定することを推奨する。
各々の試験片は,表B.1に示されている等級表に基づいて等級を付ける。仮に,等級が二つの等級の中
間の場合は“中間”の等級付けで,例えば3-4のように報告する。
個々の観察者のテスト結果は,4枚の試験片の等級の平均である。試験所のテスト結果は,観察者等級
の平均とする。
受渡当事者間で合意された場合,写真による判定は,記述的方法による判定を裏付けるため用いてもよ
い。
次に,ピリングの発生がより激しい場所については,試験片を回しながら判定してもよい。この判定は
“特殊”な条件のためのデータを提示するために使用される。例えば,試験片の表面を平らな面に置いて
観察するような場合。
表面の見掛けに劣化の見られる他の全ての現象を報告する。
表B.1−視覚判定
等級
判定基準
5
変化なし
4
僅かな表面毛羽立ち及び/又は部分的にできた毛玉
3
中程度の表面毛羽立ち及び/又は中程度のピリング
部分的に試験片表面に出るさまざまなサイズ及び密度の毛玉
2
明瞭な表面毛羽立ち及び/又は明瞭なピリング
さまざまなサイズ及び密度の毛玉が試験片表面の大部分に見られる。
1
密集した表面毛羽立ち及び/又は甚だしいピリング
さまざまなサイズ及び密度の毛玉が試験片表面の全体を覆っている。
B.8 結果
各々の試験片の等級付けを記録し,B.7によって全ての判定の平均結果を計算する。平均結果が整数で
ない場合は,その結果は一番近い0.5級に数字を丸める。4枚の試験片の平均した結果のばらつきの範囲が,
0.5級以上であってはならない。仮に,ばらつきの範囲が0.5級以上である場合は,それぞれ試験片の等級
を報告する。
B.9 試験報告書
試験報告書には,次の事項を記載する。
28
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 試験年月日
b) 規格番号
c) 試験の種類
d) 提出試料についての記述
e) 該当している場合,提出試料の事前処理の詳細
f)
試験片の数量及び観察者の人数
g) 使用された摩耗布
h) 負荷質量
i)
それぞれの段階での摩耗回数及びそれぞれのピリング等級
j)
等級判定及びそれが毛羽立ちに関係するのか若しくはピリングか又はその両方であるのか。
k) 試験手順から逸脱した場合はその詳細
29
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書BA
(参考)
ピリング試験の区分
この附属書は,2000年に第1版として発行されたISO 12945-2のAnnex Aを基に,技術的内容を変更す
ることなく記載したものであり,規格の一部ではない。
BA.1 概要
他に特記されない限り,繊維製品のピリング試験の区分は表BA.1のようになる。
表BA.1−ピリング試験の区分
区分
繊維製品タイプ
摩耗布タイプ
負荷質量
g
判定等級
摩擦数
1
室内装飾用
ウール摩耗布
415±2
1
500
2
1 000
3
2 000
4
5 000
2 a)
織物(室内装飾用
以外)
試験中の織物(表
面/表面)又はウ
ール織物
415±2
1
125
2
500
3
1 000
4
2 000
5
5 000
6
7 000
3 a)
編物(室内装飾用
以外)
試験中の編物(表
面/表面)又はウ
ール編物
155±1
1
125
2
500
3
1 000
4
2 000
5
5 000
6
7 000
注a) 最小試験回数は2 000ピリング摩擦となる。4-5級又はそれ以上の等級が観察されるならば,試験は
7 000ピリング摩擦以前に終了してもよい。
注記 2 000回の摩擦で現れる毛玉が7 000回摩擦までに取り除かれるであろうという理由で,7 000回摩擦
し続けられることによって,試験と着用行為との間でよい関係があることが数々の試みで示された。
30
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
E法,F法,G法及びH法
この附属書は,本体の規定に関連する事柄を補足するもので,規定の一部ではない。
JA.1 E法(アクセレロータ形試験機を用いる方法)
E法は,次による。
a) アクセレロータ形試験機 アクセレロータ形試験機は,図JA.1及び図JA.2に示すように,ゴム膜を
挿入した円筒及び金属製水平形回転羽根からなり,次の条件を備えたもの。
円筒
:内径140 mm×長さ70 mm
羽根
:幅19 mm×長さ115 mm
ゴム膜 :厚さ(1 mm±0.2 mm)×長さ445 mm
硬さ50度±2度(JIS K 6253-3のタイプAデュロメータによる。)。これを厚さ1 mm×長
さ
440 mmのボール紙に適切な接着剤で貼り合わせたもの。
ゴム膜の使用限度は,10時間とする。
図JA.1−アクセレロータ形試験機円筒
31
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図JA.2−金属製水平形回転羽根
b) 試験方法 箇条5の試料につき100 mm×100 mmの試験片を3枚採取し,試験片の四辺を3 mmを超
えない幅で,合成ゴム接着剤で固めてほつれないようにする。
次に,a) の試験機の円筒内に試験片を1枚挿入し,通常,毎分2 000回転の速度で織物の場合は20
分間,編物の場合は10分間回転させる。試験結果は3枚の平均値で,小数点以下1桁を0又は5に丸
めて求めて表す。平均値の小数点以下1桁の数値を0又は5に丸める方法は,次による。
1) 平均値の小数点以下2桁までの値が,0.00以上0.24以下の場合は,小数点以下1桁を0に丸める。
2) 平均値の小数点以下2桁までの値が,0.25以上0.74以下の場合は,小数点以下1桁を5に丸める。
3) 平均値の小数点以下2桁までの値が,0.75以上0.99以下の場合は,平均値の整数に1を加え,小数
点以下1桁を0に丸める。
c) 判定 箇条9に規定する方法で判定する。ただし,ピリング判定標準写真で,織物試料は,図12(ピ
リング判定標準写真3)を,編物試料は,図11(ピリング判定標準写真2)を用いる。
JA.2 F法(ユニバーサル形試験機を用いる方法)
F法は,次による。
a) ユニバーサル形試験機に取り付ける摩擦台,金属輪及び合成ゴム板 摩擦台は,図JA.3に示すような
黄銅製のつば付円すい(錐)台で,ユニバーサル形試験機に取り付けられるもの。
単位 mm
図JA.3−金属製摩擦台
金属輪は,図JA.4に示すような黄銅製のリングで,摩擦台にはめ込むことができるもの。
32
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図JA.4−金属輪
合成ゴム板は,図JA.5に示すような円板のもの。
単位 mm
図JA.5−合成ゴム板
b) 試験方法 箇条5の試料について,試験片を次のように作製する。
1) 100 mm×100 mmの試験片Aを4枚。
2) 230 mm×55 mmの試験片Bを織物にあってはたて糸及びよこ糸方向に,編物にあってはウェール及
びコース方向に1枚ずつ,計2枚採取する。
3) 次に,試験機に装置された平面摩耗用の円形の台の上面に図JA.6のように図JA.3の金属製摩擦台
を取り付ける。金属製摩擦台上に合成ゴム板を敷き,その上に試験片Aの表面を上にして摩擦台上
に置き,金属輪でしわのないように固く止め,次に試験片Bを上部の押圧板に表面を下にしてしわ
のないように取り付ける。
試験片Bのたて糸又はウェール方向のもの,よこ糸又はコース方向のもの,それぞれで試験片A
を2枚ずつ,次の条件で試験する。
試験片Bは,2枚目の試験片Aを試験する場合にずらして,1枚目の試験片に触れた箇所が再び
触れないようにする。
押圧荷重:8.83 N
摩擦子 :同じ試験片
摩擦速度:125 min−1±5 min−1
摩擦回数:織物は1 000回
編物は 500回
試験結果は,4枚の試験片Aの平均値をJA.1 b) と同様の方法で,小数点以下1桁を0又は5に
丸めて求めて表す。
33
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JA.6−装着された試験片
c) 判定 箇条9に規定する方法で判定する。ただし,ピリング判定標準写真で,織物試料は図10(ピリ
ング判定標準写真1)を,編物試料は,図11(ピリング判定標準写真2)を用いる。
JA.3 G法(ユニフォーム形試験機を用いる方法)
G法は,次による。
a) ユニフォーム形試験機 ユニフォーム形試験機は,図JA.7に示すように,回転軸を異にした摩擦子及
び試料ホルダからなり,同方向に偏心回転摩擦するもので,次の条件を備えたもの。
試料ホルダの質量
:約1 590 g,約2 720 g
試験片と摩擦子との接触面積 :約20 cm2
摩擦子の押圧荷重
:4.448 N
試料ホルダの回転速度
:62.5 min−1
摩擦子の回転速度
:59.5 min−1
単位 mm
図JA.7−ユニフォーム形試験機主要部
b) 試験方法 箇条5の試料につき直径約9 cmの試験片を3枚採取し,織物の場合は約2 720 g,編物の
場合は約1 590 gの試料ホルダに,摩擦子には通常,試験片と同じものを用い,摩擦子ホルダにそれぞ
れ取り付ける。次に,摩擦子の上部に力をかけて1分間摩擦する。試験結果はJA.1 b) によって,3
枚の平均で表す。
34
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 判定 箇条9に規定する方法で判定する。ただし,ピリング判定標準写真は,図13(ピリング判定標
準写真4)を用いる。
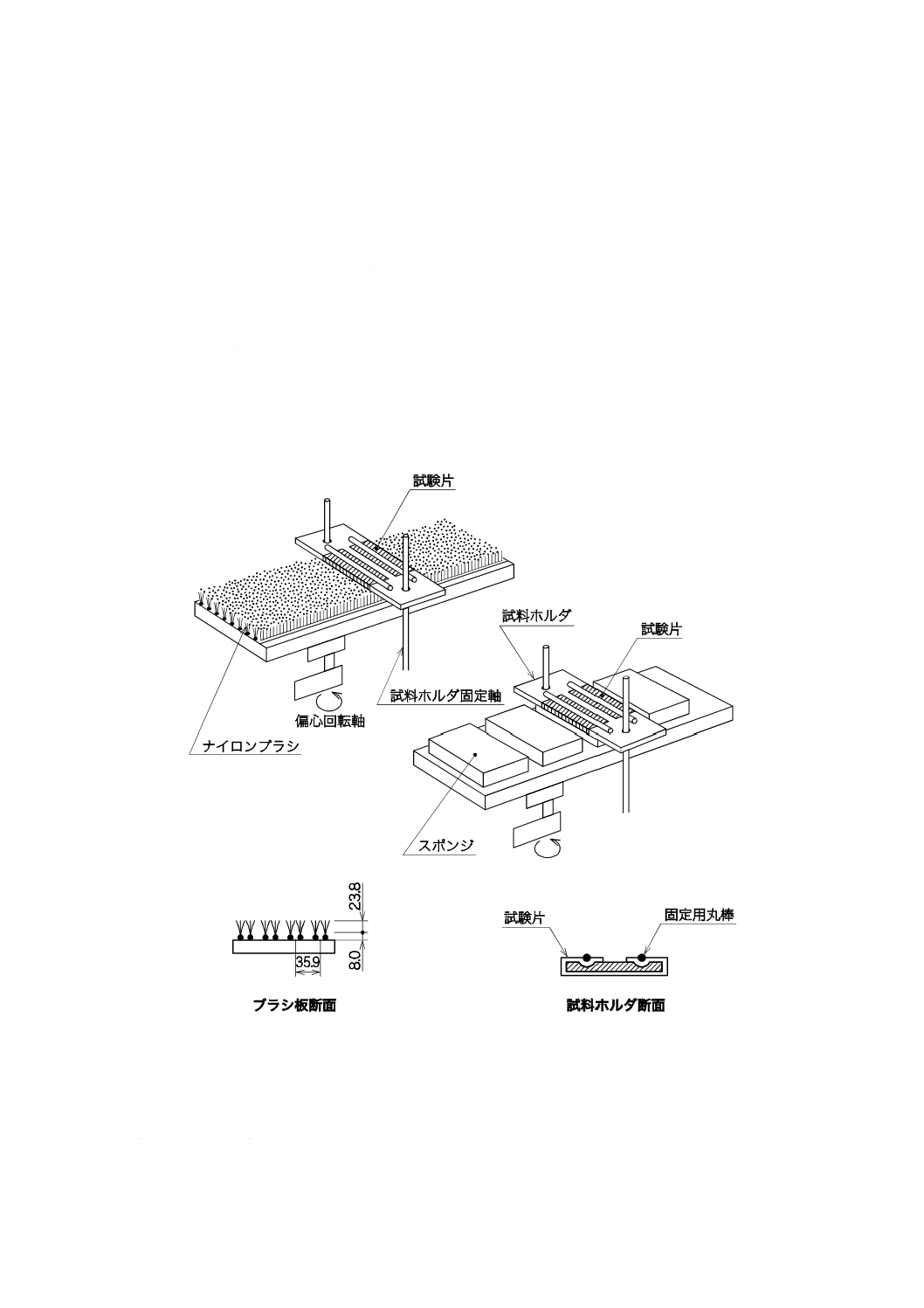
JA.4 H法(ブラシアンドスポンジ形試験機を用いる方法)
H法は,次による。
a) ブラシアンドスポンジ形試験機 ブラシアンドスポンジ形試験機は,図JA.8に示すように,58 min−1
で半径19 mmの円運動をするブラシ板とスポンジ板及び試験片が滑らないように研磨紙を貼り付け
た試料ホルダとからなり,次の条件を備えたもの。
ブラシ板
:約1.4 texの長さ23.8 mmのブラックナイロンを35.9 mmごとに2列ずつ合計8列植毛
したもの。
スポンジ板 :長さ152.4 mm×幅101.6 mm×厚さ50.8 mmのセルローススポンジを貼り付けたもの。
単位 mm
図JA.8−ブラシアンドスポンジ形試験機主要部
b) 試験方法 箇条5の試料につき,織物にあってはたて糸方向に250 mm,よこ糸方向に200 mm,編物
にあってはウェール方向に250 mm,コース方向に200 mmの試験片を3枚採取し,試験機の試料ホル
ダに取り付け,ブラシで58 min−1の速さで5分間摩擦した後,スポンジでも同様に5分間摩擦する。
試験結果は3枚の平均値を,JA.1 b) と同様の方法で,小数点以下1桁を0又は5に丸めて表す。
35
L 1076:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 判定 箇条9に規定する方法で判定する。ただし,ピリング判定標準写真で,織物試料は図10(ピリ
ング判定標準写真1),編物試料は,図11(ピリング判定標準写真2)を用いる。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS L 1076:2012 織物及び編物のピリング試験方法
ISO 12945-1:2000,Textiles−Determination of fabric propensity to surface fuzzing
and to pilling−Part 1: Pilling box method
ISO 12945-2:2000,Textiles−Determination of fabric propensity to surface fuzzing
and to pilling−Part 2: Modified Martindale method
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
織物及び編物のピ
リング試験方法に
ついて規定
ISO
12945-1
ISO
12945-2
1
1
JISとほぼ同じ
一致
−
−
2 引用規
格
3 用語及
び定義
ピリングの定義の
ほか,毛羽立ち,毛
玉,ピリング摩擦を
追加
3
3
JISとほぼ同じ
一致
−
−
4 試験場
所
試験場所について
規定
JIS L 0105に変更し
た。
6
7
JISとほぼ同じ
一致
−
−
5 試料及
び試験片
の採取及
び準備
試験片の採取方法
及び準備をJIS L
0105によって規定
7
8
試料の前処理並びに試験
片の採取方法及び準備に
ついて規定
変更
JISでは試料の前処理は行わな
い。
この規格の使用実態を踏まえ,規
定を変更しているが,今後ISO規
格との整合化を含め,再検討す
る。
6 試験の
種類
試験の種類につい
て規定
a) JIS法を規定追加
した。
I法
J法
選択
ISO法[ピリング・ボックス法
(I法)]及び[修正マーチン
デール法(J法)]に加えて,
JIS法を追加し,選択とした。
この規格の使用実態を踏まえ,規
定を追加しているが,今後ISO規
格との整合化を含め,再検討す
る。
3
L
1
0
7
6
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験機
7.1 ICI形試験機
7.2 TO形試験機
7.3 アピアランス・
リテンション形試
験機
7.4 ランダム・タン
ブル形試験機
ISO
12945-1
ISO
12945-2
5
5
ピリングボックス形試験
機
修正されたマーチンデー
ル摩耗試験機
変更
JIS法の試験機を追加。ISO法
は附属書A及び附属書Bに規
定している。
この規格の使用実態を踏まえ,規
定を追加しているが,今後ISO規
格との整合化を含め,再検討す
る。
8 試験方
法
A法,B法,C法,
D法,I法及びJ法
の試験方法を規定
8
9
I法の試験方法を規定
J法の試験方法を規定
選択
JIS法の試験方法を追加。ISO
法は附属書A及び附属書Bに
規定している。
この規格の使用実態を踏まえ,規
定を追加しているが,今後ISO規
格との整合化を含め,再検討す
る。
9 判定
判定方法について
規定
9
10
判定方法について規定
追加
JISは写真による比較判定であ
り,ISO規格は附属書A及び
附属書Bに規定しているが文
章表現からの判定となってい
る。
写真による比較判定をISO規格
へ提案したい。
10 試験報
告書
試験報告書につい
て規定
11
12
試験報告書について規定
変更
ISO規格の規定はさらに詳細
になっている。
この規格の使用実態を踏まえ,規
定を変更しているが,今後ISO規
格との整合化を含め,再検討す
る。
附属書A
(規定)
I法(ピリング・ボ
ックス法)について
規定
ISO
12945-1
JISと同じ
一致
JISは,ISO 12945-1を基に技
術的内容を変更することなく,
附属書として規定
−
附属書
AA(参考)
ピリング試験箱の
使用に関する指針
について記載
ISO
12945-1
Annex A
JISと同じ
一致
JISは,ISO 12945-1のAnnex A
を基に技術的内容を変更する
ことなく,附属書として記載
−
附属書B
(規定)
J法(修正マーチン
デール法)について
規定
ISO
12945-2
JISと同じ
一致
JISは,ISO 12945-2を基に技
術的内容を変更することなく,
附属書として規定
−
3
L
1
0
7
6
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書BA
(参考)
ピリング試験の区
分について記載
ISO
12945-2
Annex A
JISと同じ
一致
JISは,ISO 12945-2のAnnex A
を基に技術的内容を変更する
ことなく,附属書として記載
−
附属書JA
(参考)
E法,F法,G法及
びH法について記
載
−
−
−
追加
ISO規格には記載なし
この試験法は利用頻度が極めて
少ないため,本体から削除し,参
考とした。
JISと国際規格との対応の程度の全体評価:(ISO 12945-1:2000,ISO 12945-2:2000,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
L
1
0
7
6
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。