L 1060:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 試験場所························································································································· 2
5 試料及び試験片の採取及び準備 ··························································································· 2
6 装置及び材料 ··················································································································· 2
7 操作······························································································································· 2
7.1 洗濯操作 ······················································································································ 2
7.2 乾燥操作 ······················································································································ 3
8 試験の種類 ······················································································································ 3
9 試験方法························································································································· 3
9.1 A法(開角度法) ·········································································································· 3
9.2 B法(伸長法) ·············································································································· 7
9.3 C法(外観判定法) ······································································································· 9
10 試験報告書 ··················································································································· 10
附属書A(参考)精度及び偏り ······························································································ 11
附属書B(参考)ISO折り目レプリカのデジタル化 ···································································· 13
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 18
L 1060:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人繊維評価
技術協議会(JTETC)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS L 1060:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 1060:2012
織物及び編物のプリーツ性試験方法
Testing methods for pleating of woven and knitted fabrics
序文
この規格は,2009年に第4版として発行されたISO 7769を基とし,我が国の使用実態に併せて,技術
的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,織物及び編物の洗濯に対するプリーツ性試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7769:2009,Textiles−Test method for assessing the appearance of creases in fabrics after cleansing
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 7617-2 直管蛍光ランプ−第2部:性能仕様
JIS L 0105 繊維製品の物理試験方法通則
注記 対応国際規格:ISO 139,Textiles−Standard atmospheres for conditioning and testing(MOD)
JIS L 0208 繊維用語−試験部門
JIS L 0217 繊維製品の取扱いに関する表示記号及びその表示方法
JIS L 0801 染色堅ろう度試験方法通則
JIS L 0803 染色堅ろう度試験用添付白布
JIS L 0805 汚染用グレースケール
注記 対応国際規格:ISO 105-A03,Textiles−Tests for colour fastness−Part A03: Grey scale for
assessing staining(MOD)
JIS L 0860 ドライクリーニングに対する染色堅ろう度試験方法
JIS L 1096 織物及び編物の生地試験方法
JIS Z 8401 数値の丸め方

2
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
用語及び定義
この規格で用いる主な用語の定義は,JIS L 0105及びJIS L 0208によるほか,次による。
3.1
プリーツ線
ひだ又は折り目線。
3.2
プリーツ幅
となり合うプリーツ線間の長さ。
4
試験場所
JIS L 0105の5.1(試験場所)によって試験を行う。
5
試料及び試験片の採取及び準備
JIS L 0105の6.3(布状の試料及びその試験片)又は6.4[製品(縫製品)状の試料の試験片]によって
試料及び試験片を採取及び準備する。ただし,試料は,プリーツの形が同一の部分から採取し,試験片は,
通常,試料の異なるプリーツ線から無作為に採取する。
6
装置及び材料
装置及び材料は,次による。
a) 洗濯装置 JIS L 0217の付表1[記号別の試験方法−洗い方(水洗い)],JIS L 1096の8.24(洗濯後の
しわ)及びJIS L 1096の8.39.5 d)(ドライクリーニング処理方法)に規定する試験装置。
b) タンブル乾燥機 JIS L 1096の8.24及びJIS L 1096の8.39.6 c) 1)(装置)に規定する乾燥機。
c) 電気乾燥機 JIS L 0801の箇条5 c)(乾燥機)に規定する乾燥機。
d) 負荷布 JIS L 0803に規定する添付白布綿3号を用い,周辺を縁取りしたもので,通常,試料又は試
験片と同じ大きさとする。
e) パークロロエチレン(テトラクロルエチレン)1)
f)
陰イオン界面活性剤 JIS L 0860に規定するもの。
g) 非イオン界面活性剤 JIS L 0860に規定するもの。
注1) この規格の利用者は,通常の実験室での作業に精通しているとしても,安全及び健康に対す
る適切な処置を取らなければならない。パークロロエチレンは,吸引などによって人体に悪
影響を及ぼすおそれがあるので注意して扱う必要がある。
7
操作
試料又は試験片の洗濯及び乾燥操作は,7.1及び7.2から試験目的にあった適切な操作を選んで行い,試
験報告書に記載する。
7.1
洗濯操作
洗濯操作は,次による。
a) JIS L 0217の付表1に規定する試験方法とする。ただし,洗濯ネットを用いた場合は,試験報告書に
記載する。
b) かくはん形洗濯機を用いる方法 JIS L 1096の8.24.1[A法(かくはん形洗濯機を用いる方法)]に規
3
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定する試験方法とする。
c) シリンダ形洗濯機を用いる方法 JIS L 1096の8.24.2[B法(シリンダ形洗濯機を用いる方法)]に規
定する試験方法とする。
d) ドライクリーニング法 この操作は特に換気に注意する。ウォッシュシリンダに約30 ℃の試験液を
4 L入れ,その中へ試料又は試験片に負荷布を加え,質量が約0.45 kgとなるように調整したものを投
入し,10分間操作する。次に,試料又は試験片を取り出し,十分な量のパークロロエチレンで2回す
すいだ後,遠心脱水機によって脱液する。
試験液は,パークロロエチレン4 Lに対して,陰イオン界面活性剤2 g及び非イオン界面活性剤2 g
を溶かし,更に水8 mLを加えてよくかき混ぜて均一な溶液とする。
7.2
乾燥操作
乾燥操作は,次による。
a) ドリップ乾燥 洗濯して最後のすすぎを行った後,排水することなく水中から試料又は試験片を直ち
に取り出し,不自然なしわを除き,室温で風通しのないところでプリーツ線を垂直にしてプリーツに
影響を与えないように数箇所挟んでつるして乾燥する。
なお,プリーツ幅が小さく,つるせないものは,スクリーンメッシュの上で乾燥する。
b) ライン乾燥 最後のすすぎの後,排水し,脱水槽を回転して脱水する。脱水が終わった後,試料又は
試験片を直ちに取り出し,不自然なしわを除き,室温で風通しのないところでプリーツ線を垂直にし
てプリーツに影響を与えないように数箇所挟んでつるして乾燥する。
なお,プリーツ幅が小さく,つるせないものは,スクリーンメッシュの上で乾燥する。
c) タンブル乾燥 洗濯後,試料又は試験片をJIS L 1096の8.24.1 c) 2.3)(タンブル乾燥)のタンブル乾
燥に規定する方法又はJIS L 1096の8.39.6 c) 2.1)(低温タンブル乾燥)に規定する方法で乾燥する。
ただし,アイロン仕上げは行わない。
d) 電気乾燥機乾燥 不自然なしわを除き,60 ℃±2 ℃の電気乾燥機中で,プリーツ線を垂直にしてプリ
ーツに影響を与えないように数箇所挟んでつるし,20分間乾燥する。
8
試験の種類
試験は,次のいずれかによる。
a) A法(開角度法)
1) A-1法(開角度法) この方法は,主にプリーツ線が明確であり,プリーツ幅20 mm以上のものに
適用する。
2) A-2法(糸開角度法) この方法は,主にたて糸方向又はよこ糸方向と一致するようにプリーツ加
工を施した毛織物に適用する。
b) B法(伸長法) この方法は,主にプリーツ幅の小さいもの又はプリーツ線が曲線状のものに適用す
る。
c) C法(外観判定法) この方法は,主にズボンのプリーツに適用する。
9
試験方法
9.1
A法(開角度法)
9.1.1
A-1法(開角度法)
A-1法(開角度法)の試験方法は,次による。
4
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 装置
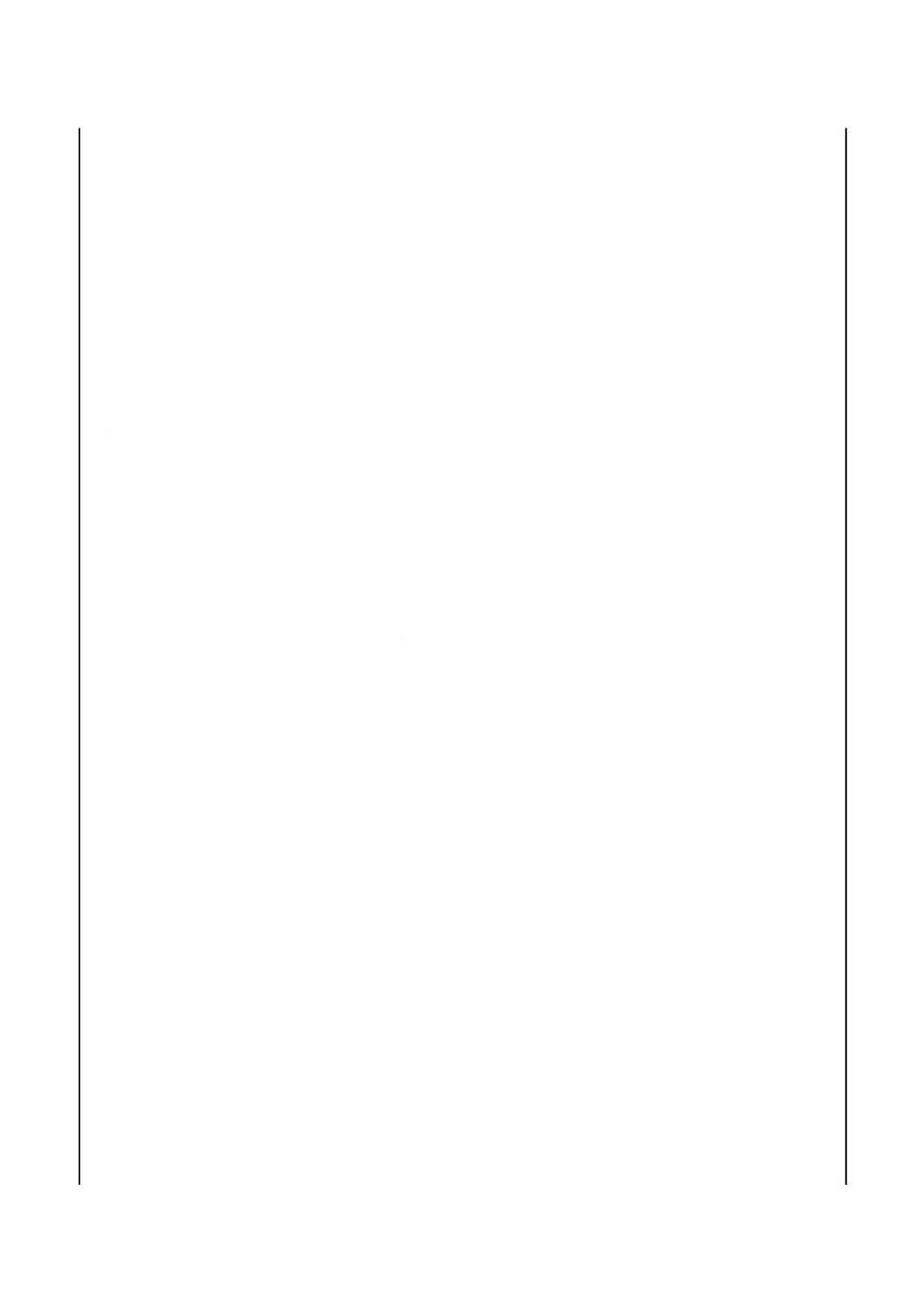
1) モンサント形試験器 モンサント形試験器の一例を図1に示す。
1.1) 試験機の構成は,分度器の中心からの垂線が確認できる印又は指示器及び回復角測定板(固定さ
れた分度器の中心を軸として回転できる円板に固定された試験片ホルダ支持架及び角度読取り用
印又は指針をもつ)から構成される。
1.2) 分度器は1°刻みの円形の分度器で,0.5°まで読み取ることができるもの。
1.3) 試験片ホルダ支持架は,試験片ホルダ支持台及び試験片ホルダ押さえ金具からなり,挿入した試
験片ホルダの短い金属製平板(以下,プレートという。)の内側が分度器の中心を通った水平線上
に保持でき,試験片ホルダの中心側の端は分度器の中心から2 mm離れるようにセットできる機構
とする(図1及び図5参照)。
図1−モンサント形試験器の一例
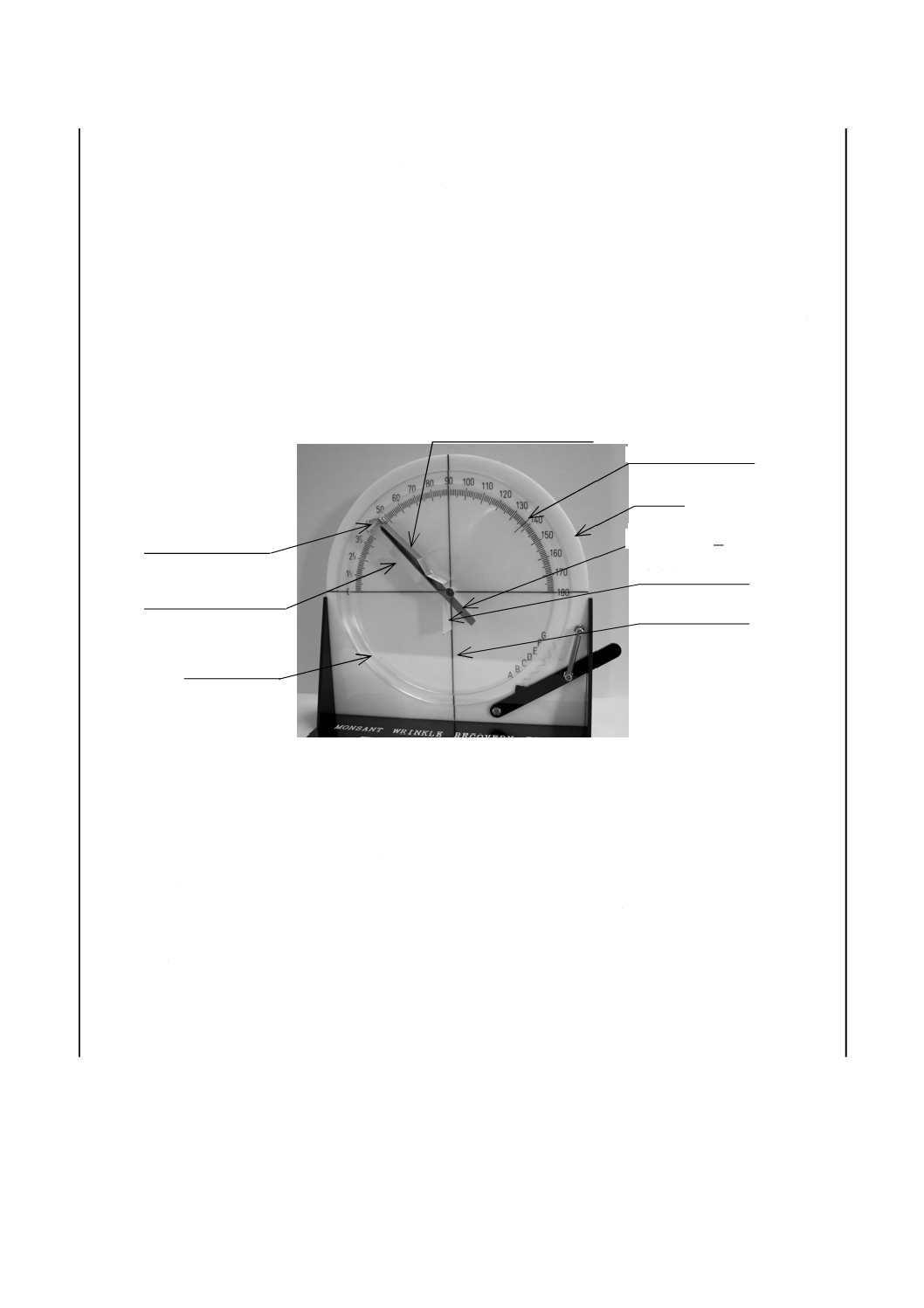
2) 荷重装置
2.1) 試験片ホルダ 試験片ホルダは,厚さ0.16 mm±0.01 mmのプレートで,短いプレートと長いプレ
ートとの2枚からなり,片端を合わせて固定し,試験片を挟むことのできるもの(図2参照)。
注記 短いプレートの開口するほうの端から18 mmの距離に幅方向の印線を,また,長いプレ
ートの開口するほうの端から22 mmの距離に幅方向の印線を入れると,試験片を装着す
るのが容易である。
2.2) プレスホルダ プレスホルダは,長さ約95 mm×幅20 mmの2枚のプラスチック製のプレートか
らなり,その片側を固定し,反対側の一片におもりを載せるための長さ23 mm×幅20 mmの小プ
レートを固定した構造のもの(図2参照)。
2.3) おもり 荷重をかけるための質量500 gのおもり。
試験片ホルダ押さえ金具
垂直確認指示線
試験片ホルダ
試験片ホルダ支持台
分度器
回復角測定板
試験片の懸垂側
試験片ホルダ止め
角度読取り用印線
5
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図2−500 gのおもりによる荷重装置の一例
b) 操作
1) 試験片の採取 箇条5の試料から図3に示すようにプリーツ線に平行に幅15 mm,プリーツを開い
た状態でプリーツ線を中心に直角に左右に20 mmの長さの試験片を山折り箇所及び谷折り箇所か
らそれぞれ5枚採取する。
単位 mm
図3−試験片の採取方法
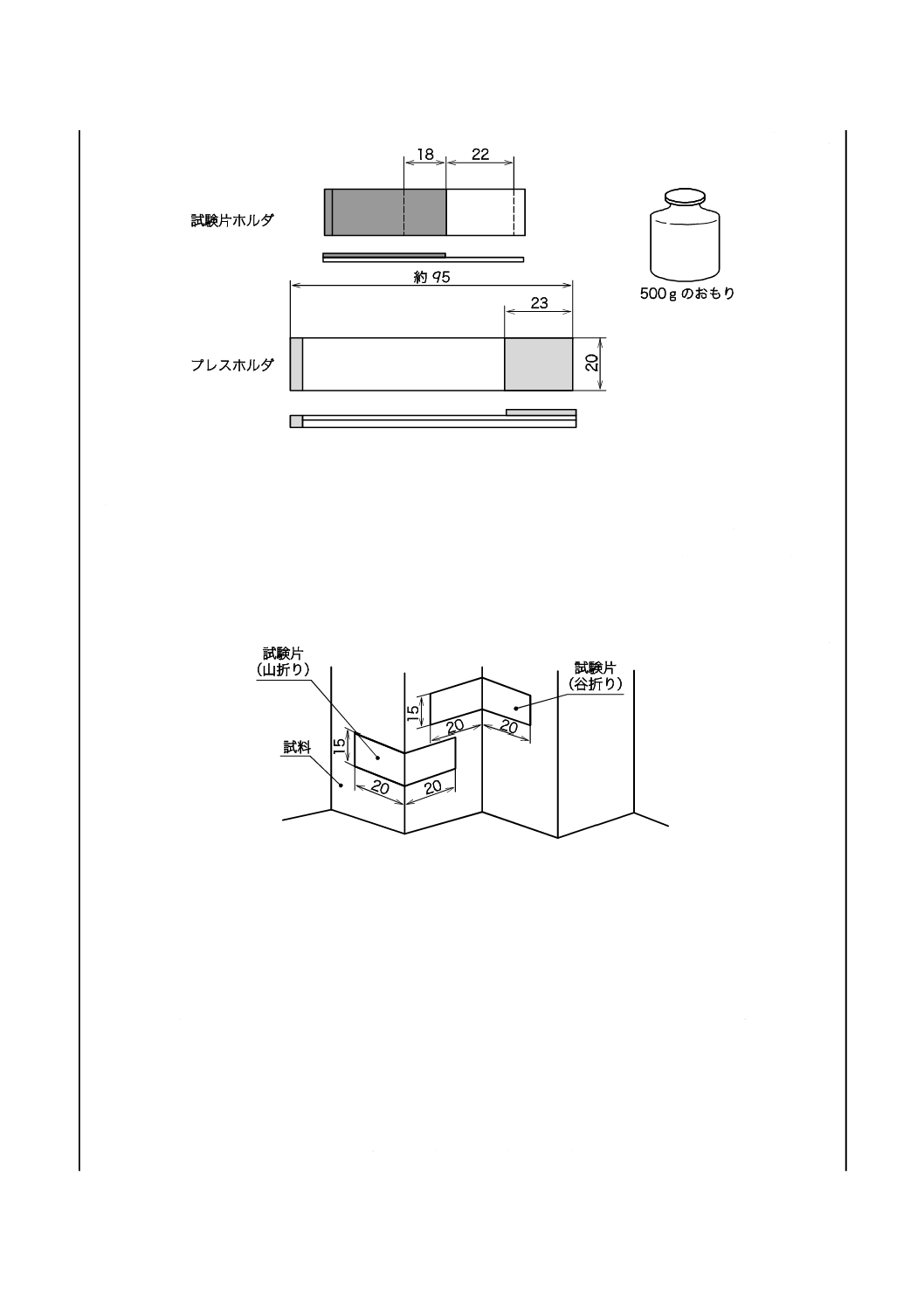
2) 試験手順
2.1) 試験片ホルダの短いプレート側を上にする。
2.2) 試験片及び試験片ホルダを同方向にし,試験片ホルダの間に試験片を差し込み,出ている部分が
22 mm,すなわち,差し込まれた部分が18 mmになるようセットする(図4参照)。
注記 試験片ホルダの短いプレートの先端と生地の折り返し部分には約2 mmの隙間ができる
(図4参照)。
2.3) 試験片の山折り箇所及び谷折り箇所の両方について試験する。
2.4) 試験片ホルダの短いプレートを上にしてプレスホルダに差し込む。その際,プレスホルダの小プ
レートの中央及び試験片の中央,すなわちプリーツ線の位置が重なるようにする(図4参照)。
2.5) 遅滞なく質量500 gのおもりを載せて,負荷する(図4参照)。
6
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図4−試験片ホルダをプレスホルダに装着し荷重した一例
2.6) 荷重時間は,5分±5秒間とする。
2.7) おもりを除き,プレスホルダから試験片ホルダを速やかに抜き取り,試験片に触れないようにし
ながら試験片ホルダの短いプレートが下側になるように裏返す。
2.8) その状態を保ちながら試験機の試験片ホルダ支持架に速やかに差し込み,折り目が分度器の中心
の延長線上(分度器との同心軸)になるように調整する(図5参照)。
注記 2.7) 及び2.8) の操作のときに試験片ホルダに挟まれた部分の試験片が動かないように
注意する。
2.9) 試験片の懸垂している部分が,絶えず試験器の中心の垂線に一致するように試験器の回転板を回
転し,5分後に試験片の開角度(α1)を測定する。
単位 mm
図5−試験片を装着した一例
7
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) プリーツ保持率の算出 箇条5の試料から,更に約250 mm×250 mmの中間試料を新たに採取し,7.1
の洗濯操作及び7.2の乾燥操作を3回繰り返した後,前と同様な方法で試験片を採取し,同様な試験
操作を行って開角度(α2)を測定し,次の式によってプリーツ保持率(%)を求める。
試験結果は,プリーツ保持率の10 回の平均値をJIS Z 8401の規則B(四捨五入法)によって整数
に丸めて表す。
100
180
180
1
2×
−
−
=
α
α
P
ここに,
P: プリーツ保持率(%)
α1: 洗濯前の開角度(°)
α2: 洗濯後の開角度(°)
プリーツ幅が20 mm以下の試験片で試験を行った場合は,その試験片の長さを試験報告書に記載す
る。
9.1.2
A-2法(糸開角度法)
A-2法(糸開角度法)の試験方法は,次による。
a) 装置及び材料
1) ペトリ皿 直径150 mmのもの。
2) 分度器 9.1.1 a) 1.2) による。
3) 非イオン界面活性剤 箇条6 g) に規定のもの。
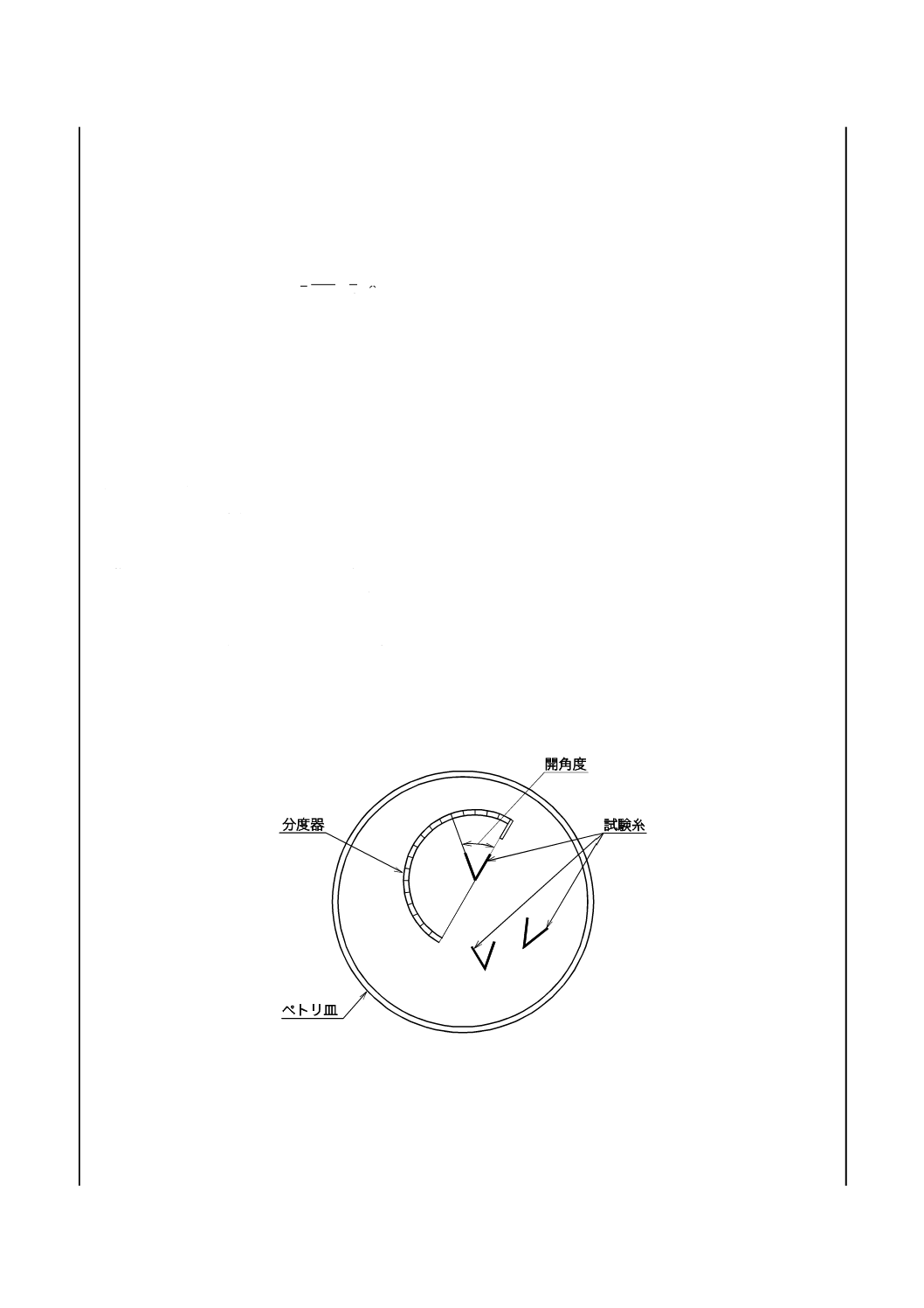
b) 操作 箇条5の試料からプリーツ線を中心に左右に20 mmの長さの試験糸を山折り箇所及び谷折り箇
所からそれぞれ5本採取する。
次に,この糸を非イオン界面活性剤1 g/Lを含む25 ℃±2 ℃の水溶液100 mLの入っているペトリ
皿中に2分間浸せきした後,図6に示すようにペトリ皿の外側から分度器で開角度(°)を測定する。
試験結果は,開角度の10回の平均値をJIS Z 8401の規則B(四捨五入法)によって整数に丸めて表
す。
図6−測定方法の一例
9.2
B法(伸長法)
B法(伸長法)の試験方法は,次による。
a) 装置 引張装置は,幅70 mm以上の試験片を懸垂でき,1.96 N又は0.49 Nの荷重を懸垂できる装置と
8
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。
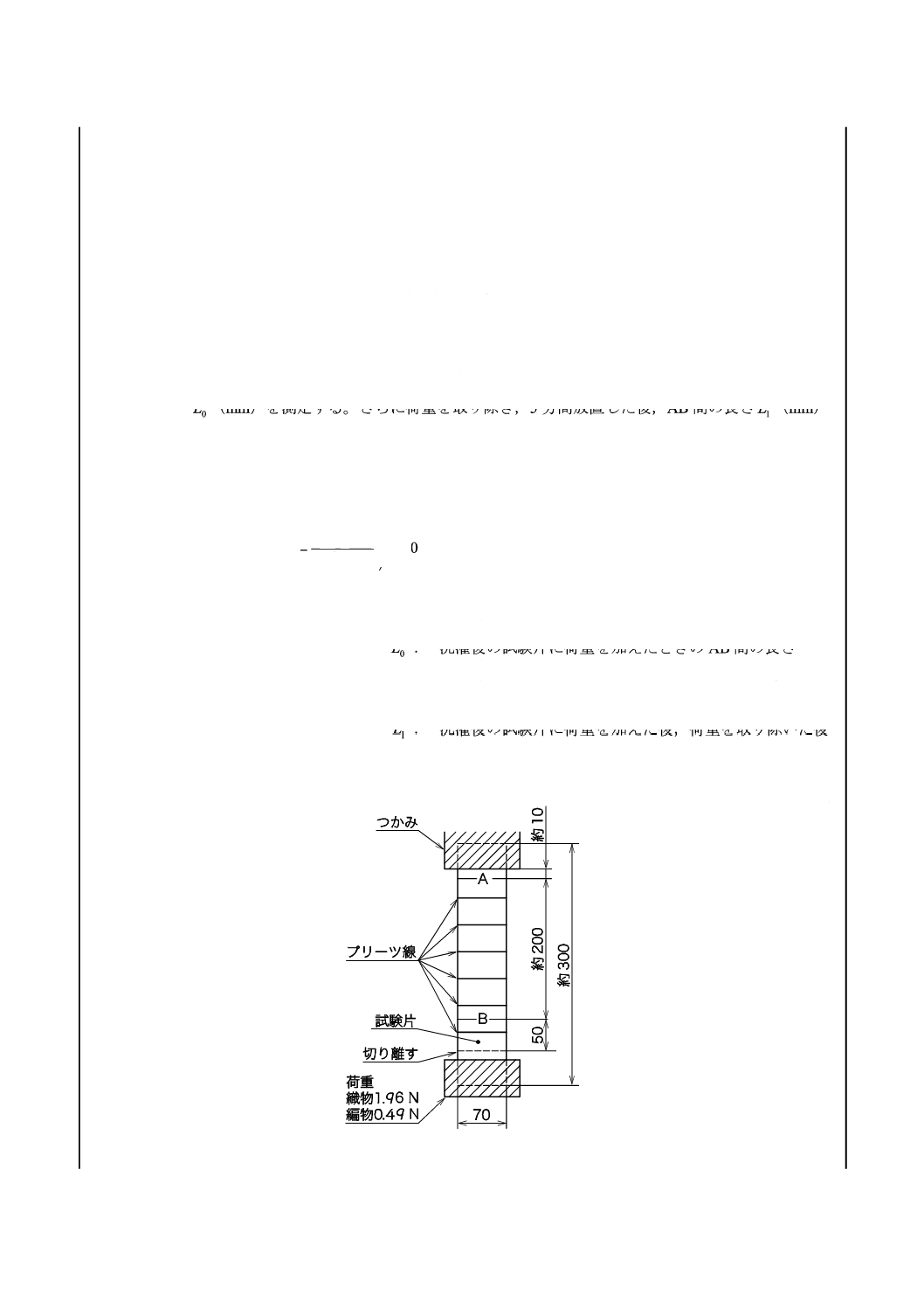
b) 操作 箇条5の試料からプリーツ線に平行に幅70 mm,プリーツを開いた状態でプリーツ線に直角に
約300 mmの長さの試験片を3枚採取する。
次に,引張装置を用いて図7に示すように試験片の一端の全幅をつかみ,他端の全幅に,織物にあ
っては1.96 N,編物にあっては0.49 Nの荷重が均一に加わるように懸垂し,10秒後,試験片の上端の
つかみ部分から約10 mm下がったところをAとしてその位置に印を付け,そこから約200 mmの位置
をBとして印を付けてAB間の長さL0(mm)を測定する。さらにBから50 mmのところで切り離し
て荷重を取り除き,5分間放置した後,再びAB間の長さL1(mm)を測定する。
次に,この試験片に7.1の洗濯操作及び7.2の乾燥操作を3回繰り返した後,前と同様な操作で懸垂
し,試験片の下端に,織物にあっては1.96 N,編物にあっては0.49 Nの荷重を5分間加えた後,AB
間の長さ
0L′(mm)を測定する。さらに荷重を取り除き,5分間放置した後,AB間の長さ 1L′(mm)
を測定し,次の式によってプリーツ保持率(%)を求める。
試験結果は,プリーツ保持率の3回の平均値をJIS Z 8401の規則B(四捨五入法)によって整数に
丸めて表す。
なお,荷重を変えて試験を行った場合は,その荷重を試験報告書に記載する。
(
)
(
)100
1
0
0
1
0
0
×
−
′
′
−
′
=
L
L
L
L
L
L
P
ここに,
P: プリーツ保持率(%)
L0: 洗濯前の試験片に荷重を加えたときのAB間の長さ
(mm)
0L′: 洗濯後の試験片に荷重を加えたときのAB間の長さ
(mm)
L1: 洗濯前の試験片に荷重を加えた後,荷重を取り除いた後
のAB間の長さ(mm)
1L′: 洗濯後の試験片に荷重を加えた後,荷重を取り除いた後
のAB間の長さ(mm)
単位 mm
図7−試験片の懸垂装置
9
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.3
C法(外観判定法)
C法(外観判定法)の試験方法は,次による。
a) 装置
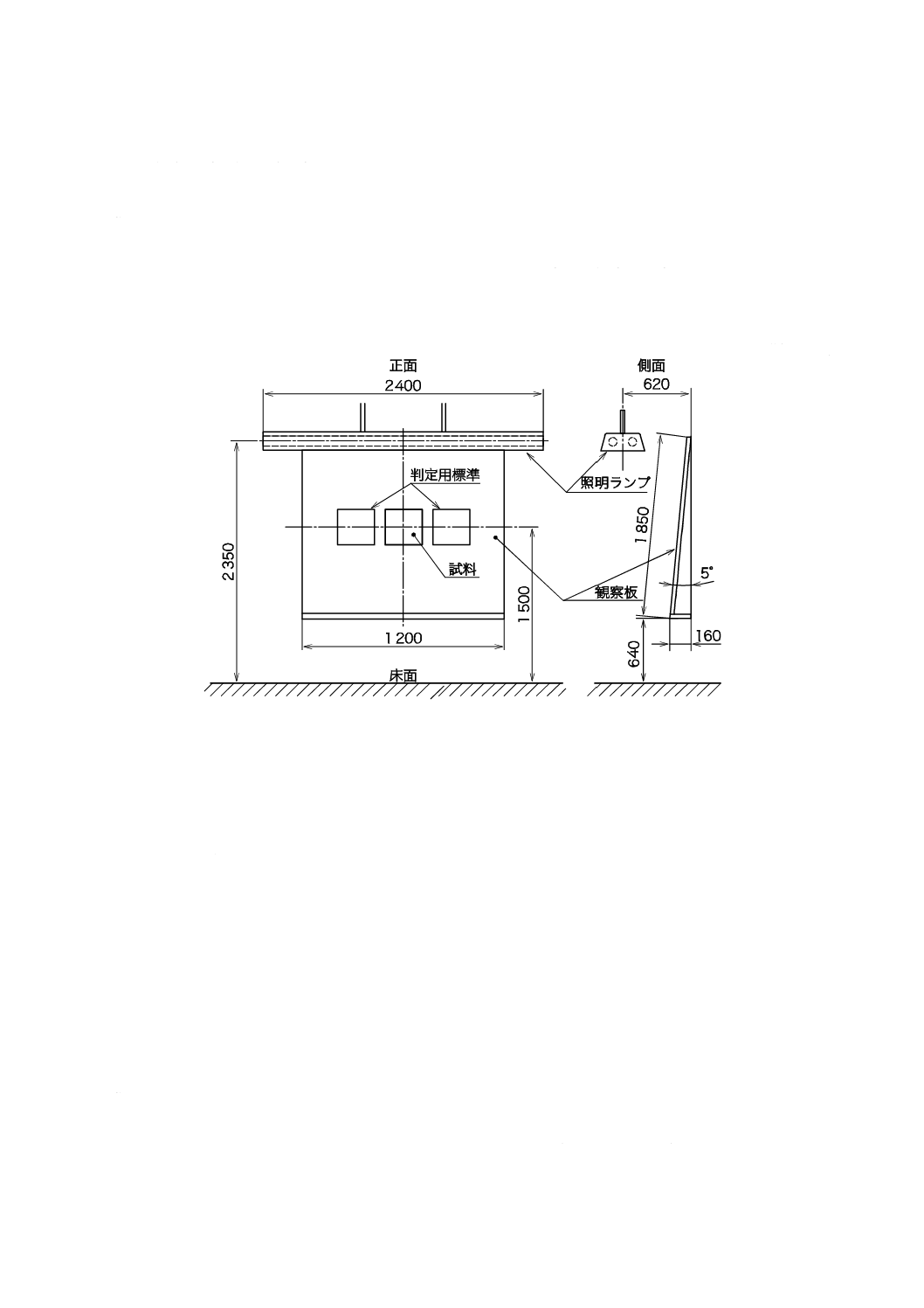
1) 観察装置 暗室に設置した観察装置の一例を図8に示す。照明ランプはJIS C 7617-2に規定する
FL40SWのもの2本とするが,これと同等の照度が得られる4本の照明ランプでもよく,反射板の
内部は白エナメルで塗装したものとする。照明ランプの照度は,観察中は常に一定とする。
なお,観察板の表面の色はJIS L 0805に規定する汚染用グレースケール2号のb2と同等とする。
単位 mm
図8−観察装置の一例
2) 判定用標準 プリーツ性を5級から1級までの5段階で表した判定用標準立体レプリカとする。ま
た,判定標準立体レプリカのデジタル化は,附属書Bを参照。
注記 判定用標準は,AATCC Test Method 88 Cに規定する5段階の判定標準立体レプリカがあ
る。
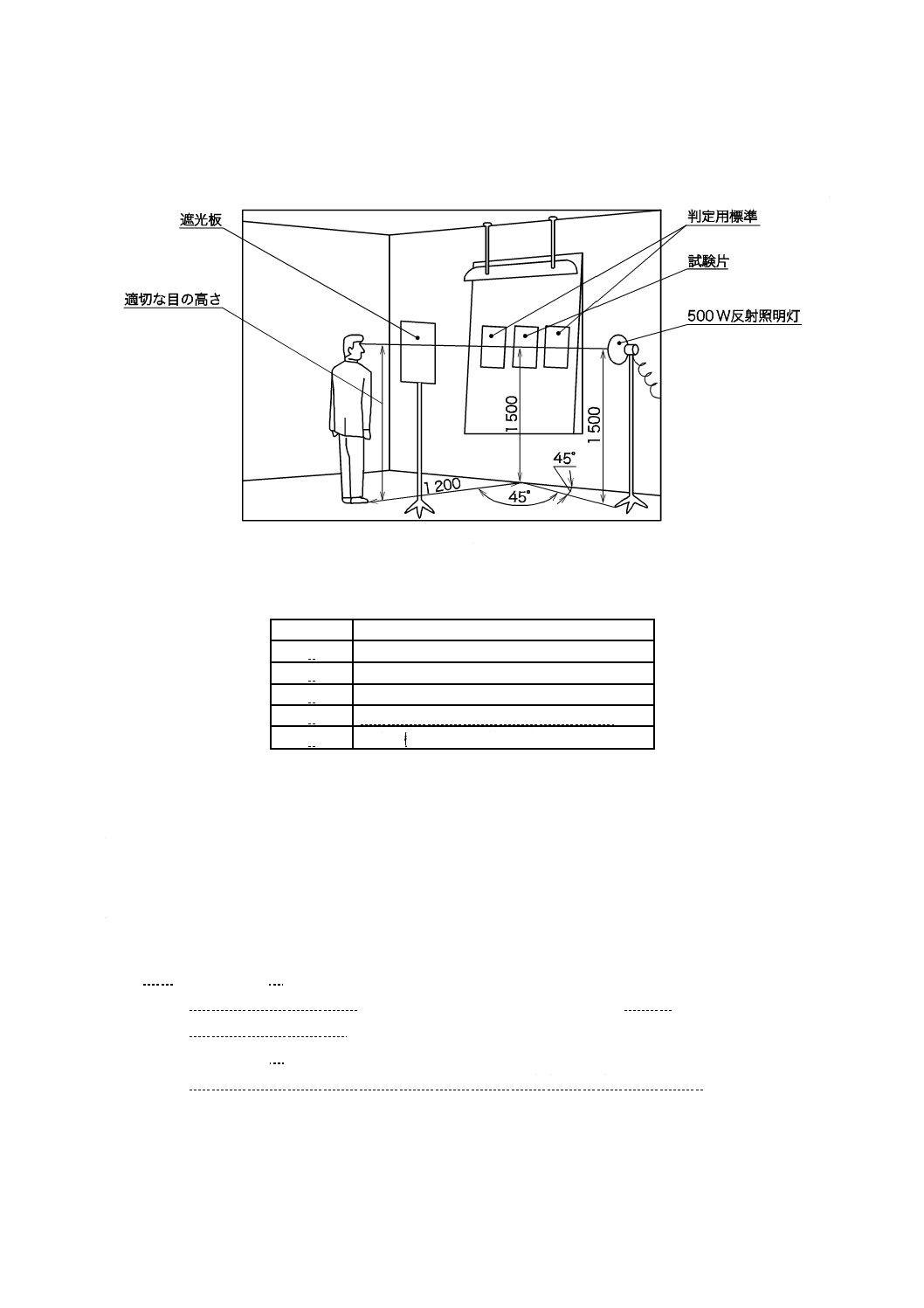
b) 操作 箇条5の試料からプリーツ線を中心にして大きさ380 mm×380 mmの試験片を3枚採取し,7.1
の洗濯操作及び7.2の乾燥操作を5回繰り返した後,プリーツの程度を判定用標準と比較し,表1の
判定基準によって等級を判定する。
この場合の判定方法は,図9に示すように判定用標準と並べて試験片をプリーツ線が垂直になるよ
うにして観察板に取り付け,観察装置に500 Wの反射照明灯及び遮光板を加えて暗室で判定する。
判定は3枚の試験片について3名の観察者が行う。
なお,判定の精度及び偏りについては,附属書Aを参照。判定結果は,9回の判定値の平均を求め
小数点以下1桁を0又は5に丸めて表す。平均値の小数点以下1桁の数値の丸め方は,次による。
1) 平均値の小数点以下2桁までの値が0.00以上0.24以下の場合は,小数点以下1桁を0に丸める。
2) 平均値の小数点以下2桁までの値が0.25以上0.74以下の場合は,小数点以下1桁を5に丸める。
3) 平均値の小数点以下2桁までの値が0.75以上0.99以下の場合は,平均値の整数に1を加え,小数点
10
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
以下1桁を0に丸める。
単位 mm
図9−照明及び観察の位置
表1−判定基準
等級
判定基準
5
判定用標準の5と同等の外観を示すもの
4
判定用標準の4と同等の外観を示すもの
3
判定用標準の3と同等の外観を示すもの
2
判定用標準の2と同等の外観を示すもの
1
判定用標準の1と同等の外観を示すもの
10 試験報告書
試験報告書には,次の事項を記載する。
a) 試験年月日
b) 規格番号
c) 試験方法(洗濯操作,乾燥操作を行ったときはその方法を付記する)
d) 試験条件(試験場所の温度及び湿度)
e) 試験結果
例1 年月日,JIS L 1060,A-1法(開角度法),
洗濯操作 JIS L 0217 104法,乾燥操作 ドリップ乾燥,20 ℃ 65 %RH,
プリーツ保持率 80 %
例2 年月日,JIS L 1060,C法(外観判定法),
洗濯操作 かくはん形洗濯機,乾燥操作 ライン乾燥,18 ℃ 45 %RH,
3.5級
11
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
精度及び偏り
A.1 予備試験
1組5枚のプラスチック標準立体レプリカを開発する過程で一連のインターラボ試験が実施され,次の
ことが結論付けられた。
a) 立体レプリカは,標準写真より望ましい。
b) 立体レプリカは,その等級格付けを変更しない。
c) 側面から照明がないと,等級付け水準が高くなる。
d) 0.5単位で等級付けを行うと,精度が改善される。
以上のことが,一連の標準立体レプリカの採用,側面照明の維持及び0.5単位までの等級付け容認の基
礎となった。
A.2 精度
1985年12月に1か所の試験所で6名の判定者が,立体レプリカ及び1級から5級の範囲にわたる5種
類の布地を用いて,1布地当たり3枚の試験片について等級付け評価を行った。
6名の判定者に対して全ての条件を同等にしたので,判定者の評価等級についての予期せぬ評価値の度
数分布に関する偏りのない推定値(判定者の評価等級のばらつき)が,この一連のデータから得られた。
限定された数でしかも非連続の立体レプリカ等級尺度であるため,分散分析法はこの一連のデータには適
用できないと判断されたが,度数分布に関してはそのような制限を課すものではない。一連のデータから
判定者は個々の試験片を下記の度数で0.5単位(E)の評価等級付けをしていることが分かった。
期待値より1単位低く評価
0.011 11
期待値より半単位(0.5)低く評価
0.133 34
期待値(E)どおりに評価
0.600 00
期待値より半単位(0.5)高く評価
0.200 00
期待値より1単位高く評価
0.055 55
合計
1.000 00
判定者の評価に対する正常に近い分布[分布1) と名付ける]をはじめとして,次のような付加的な分
布を算出した。2)(1回測定)判定者間の差異の確率,3) 3回測定についての判定者全体の分布,4) (全
体として3回測定)判定者間の差異の確率,5) (3名の判定者が各3回,合計9回測定)試験所全体の分
布及び6) 試験所(全体で9測定)間で生じる差異の確率。
通常のP=0.05(一部の例では,若干大きい方が望ましい。)に基づく信頼限界に従って,表A.1に示し
たように,三つの異なる分布から限界差異を明確にした。

12
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−限界差異
根拠データ
限界差異(平均)
確率P
2名の判定者間(それぞれ1回測定の場合)
1
0.03
2名の判定者間(それぞれ3回測定の場合)
0.67
0.02
2か所の試験所間(それぞれ9回測定の場合)
0.33
0.50
0.05
0.01
上記の数値は,同じ水準にある判定者及び試験所を基にしたものである。2か所又はそれ以上の試験所
の試験結果を比較する場合は,履歴及び性能の分かった布地折り目の評価等級付けを通して試験所間で,
同じ洗濯乾燥条件で処理した同じ布地について,試験所の水準をあらかじめ検証しておくことが推奨され
る。限界差異より大きな差異がある場合は,試験所水準が相違していることを示しており,そのような偏
りを取り除く必要があることを示している。
A.3 偏り
家庭洗濯後の製品の折り目外観の真の値は,特定の試験方法に関してだけ決定することができる。真の
値を決定する単独の方法はない。
13
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
ISO折り目レプリカのデジタル化
B.1 はじめに
この附属書は,立体折り目レプリカのデジタル描写を規定する。このデータは試験片を評価するために
使用することを意図したものではない。試験片を評価する場合は,立体折り目レプリカを使用する。
B.2 測定及び解析の手順
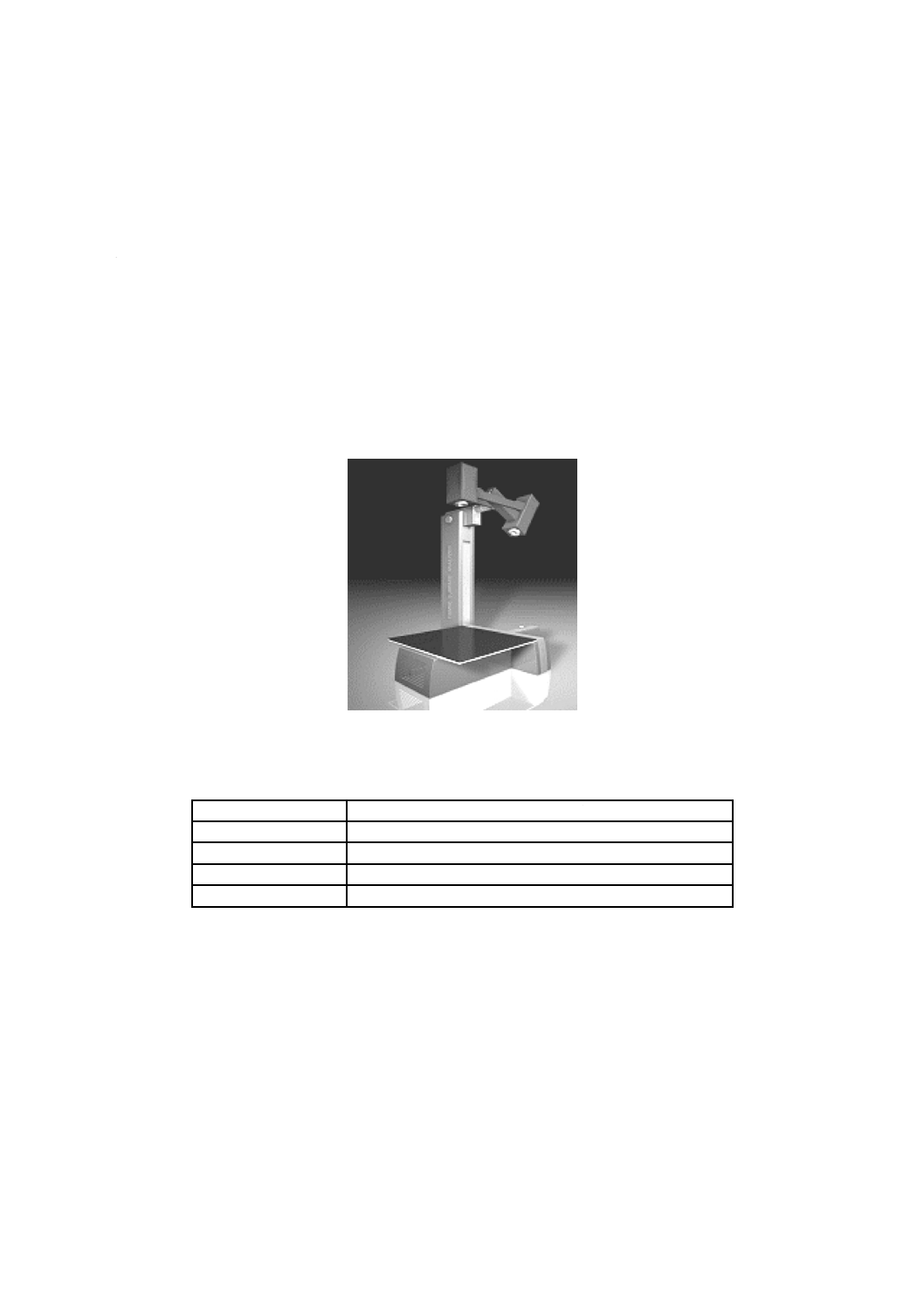
B.2.1 図B.1に示したように,3次元スキャニングシステムを使用して,ISO規格の折り目レプリカのデ
ジタル画像を測定する。スキャニングシステムの仕様を表B.1に記載する。
図B.1−3次元スキャニングシステム
表B.1−3次元スキャニングシステムの仕様
カメラ
1 024×768ピクセル,白黒(Black/White)
特殊パターン
ハロゲンランプによる構造ビーム
焦点の調整
レーザー点光源を使用
測定時間
約70秒又は約80秒
解像度
±0.05 mm
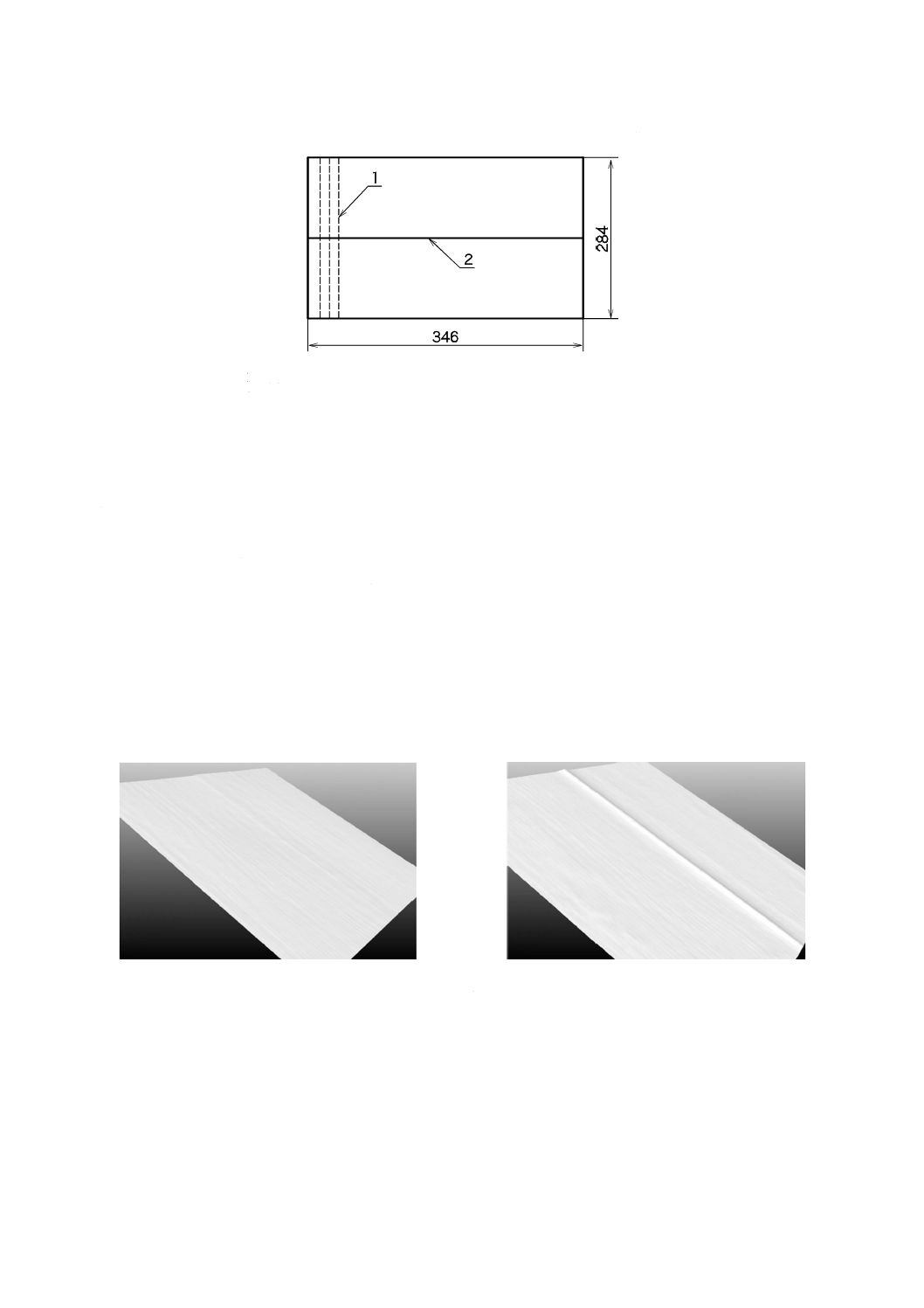
B.2.2 測定する領域を図B.2に示す。
14
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1 測定ライン
2 折り目線
図B.2−折り目レプリカの測定領域
B.2.3 3次元レーザースキャニングシステムを用いてレプリカの折り目線に垂直方向に0.375 mm及び
1 mmの2通りの間隔で,折り目レプリカの幾何学的図形を測定する。折り目線に沿った測定点の数は,
その間隔によって決まる。
折り目レプリカを解析するために,レプリカの等級に影響をもつ最も重要な形状パラメータである高さ
の最高値を決定する。この値が折り目線の最高頂点,ピークポイントの高さに対応する。
各折り目線ごとに,パラメータを測定する。
B.3 1 mm間隔で測定した折り目の解析
B.3.1 折り目レプリカの測定画像
図B.3は,3次元スキャニングシステムを用いて1 mm間隔で測定した折り目レプリカの画像である。
a) 等級1級
b) 等級2級
図B.3−折り目レプリカの測定画像
15
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
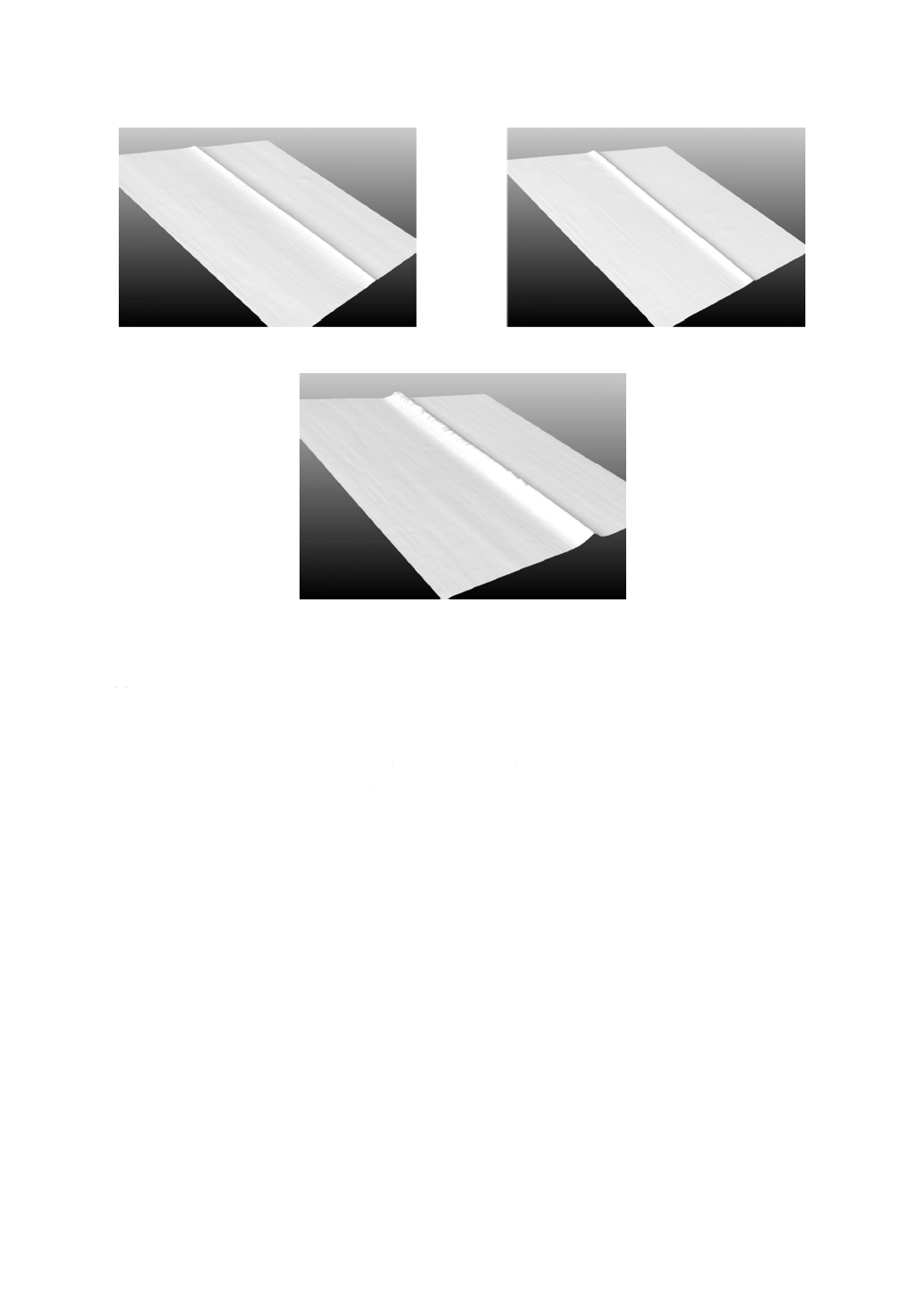
c) 等級3級
d) 等級4級
e) 等級5級
図B.3−折り目レプリカの測定画像(続き)
B.3.2 パラメータの解析
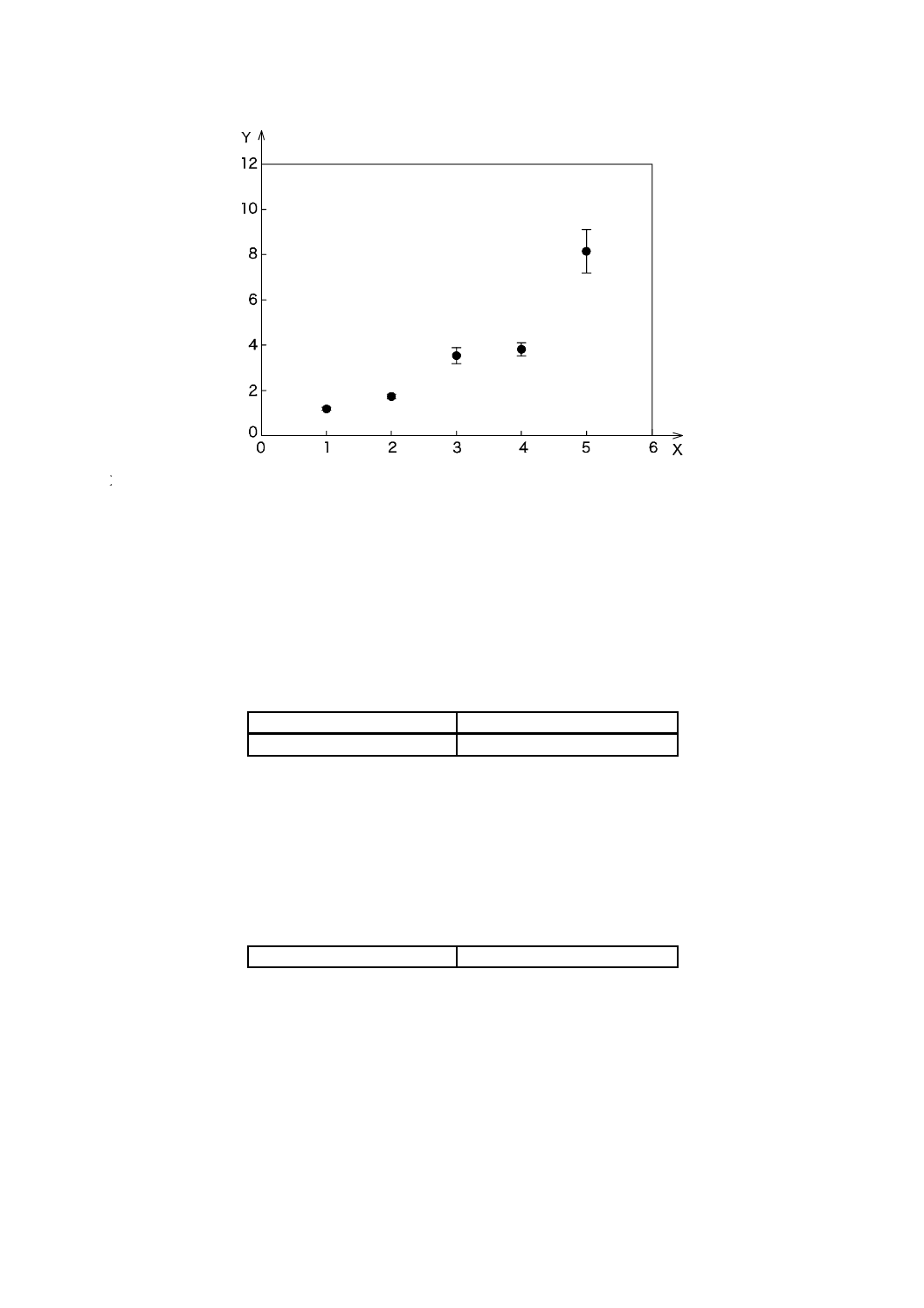
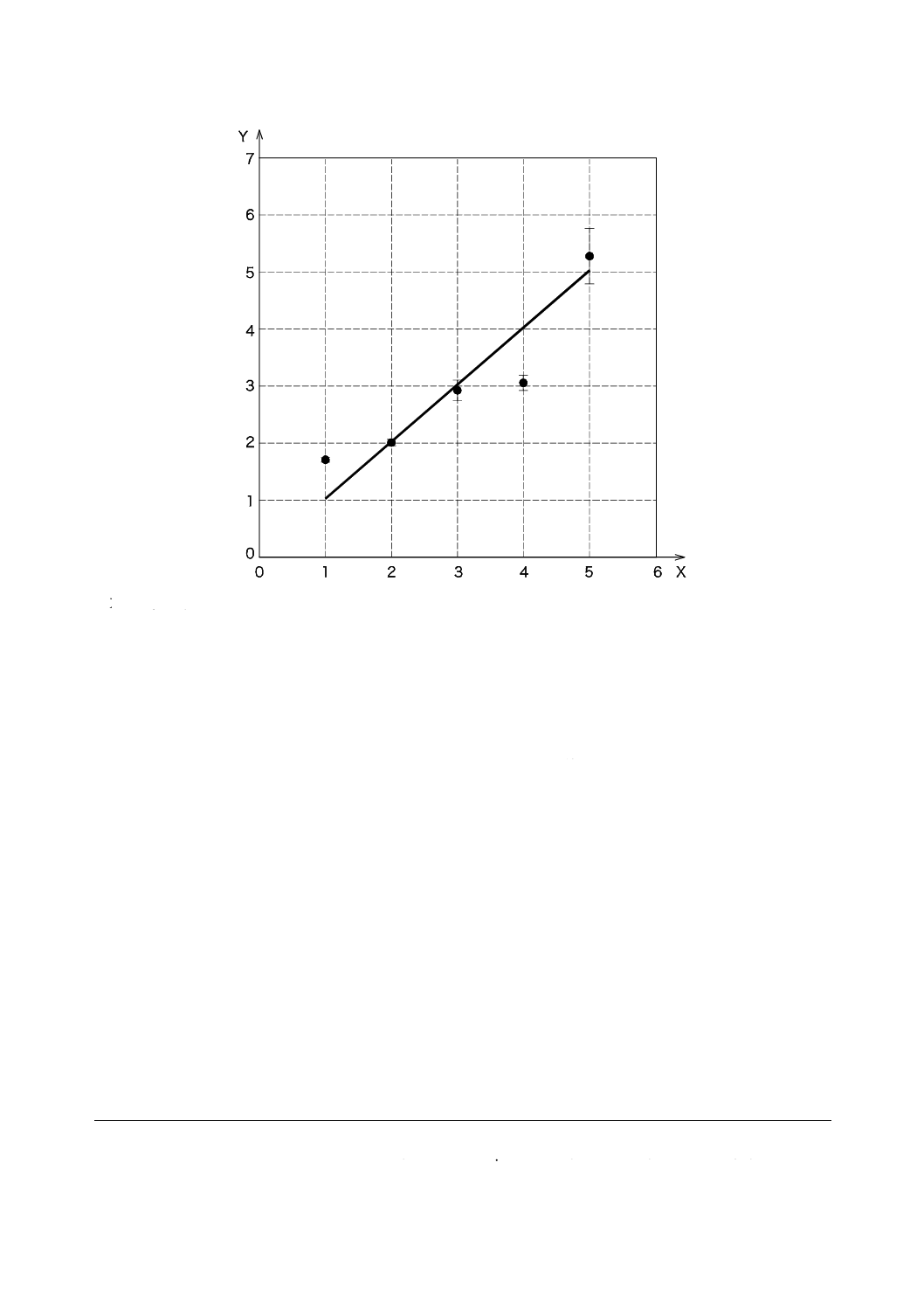
B.3.2.1 高さの最高値(hmax)
図B.4は,折り目等級と高さ最高値(hmax)との間の関係を示している。等級間の高さの最高値の差異
を確認するために分散分析(ANOVA)検定及びチューキ検定(Tukey's method)を行った。
分散分析及びチューキ検定で,このデータを用いて全ての等級を95 %信頼水準で分類した。
16
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X 折り目等級
Y 高さ最高値(hmax)単位は,mmである。
図B.4−折り目等級と1 mm間隔での高さ最高値との関係
B.3.2.2 回帰分析
レプリカ等級と高さ最高値との直線関係を確認するために単回帰分析を行った。
この分析結果から,表B.2に示すように寄与率は,82.60 %であった。
表B.2−単回帰分析の結果
回帰方程式
等級=1.10−0.51 hmax
寄与率
82.60 %
B.3.3 相関分析
客観的な等級は,単回帰方程式から得られる。回帰方程式を用いて,客観的な等級は,相関分析から主
観的等級との対比が可能である。表B.3に客観的等級と主観的等級との間の相関係数を示す。図B.5に,
回帰方程式から得られた主観的等級と客観的折り目等級との間の関係を示す。
表B.3−相関分析の結果
相関係数
0.909
17
L 1060:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X 主観的等級
Y 回帰方程式を使用した客観的等級
図B.5−主観的等級と客観的折り目等級との間の関係
B.4 結論
折り目レプリカの画像から高さの最高値をパラメータとして測定し,統計的な解析を行った。
分散分析の結果,高さの最高値とレプリカ等級との間には強い直線関係があることが分かった。この回
帰直線とパラメータとを使用して,客観的な折り目等級を算出した。
折り目試料の客観的等級と主観的等級との間に高い相関があることが証明された。このことから,現行
のISO規格の折り目レプリカは主観的等級付け評価に適切であることが,結論として確認できた。
参考文献 ISO 6330,Textiles−Domestic washing and drying procedures for textile testing
AATCC Test Method 88C,Retention of Creases in Fabrics after Repeated Home Laundering
附属書JA
(参考)
JISと対応国際規格との対比表
JIS L 1060:2012 織物及び編物のプリーツ性試験方法
ISO 7769:2009,Textiles−Test method for assessing the appearance of creases in
fabrics after cleansing
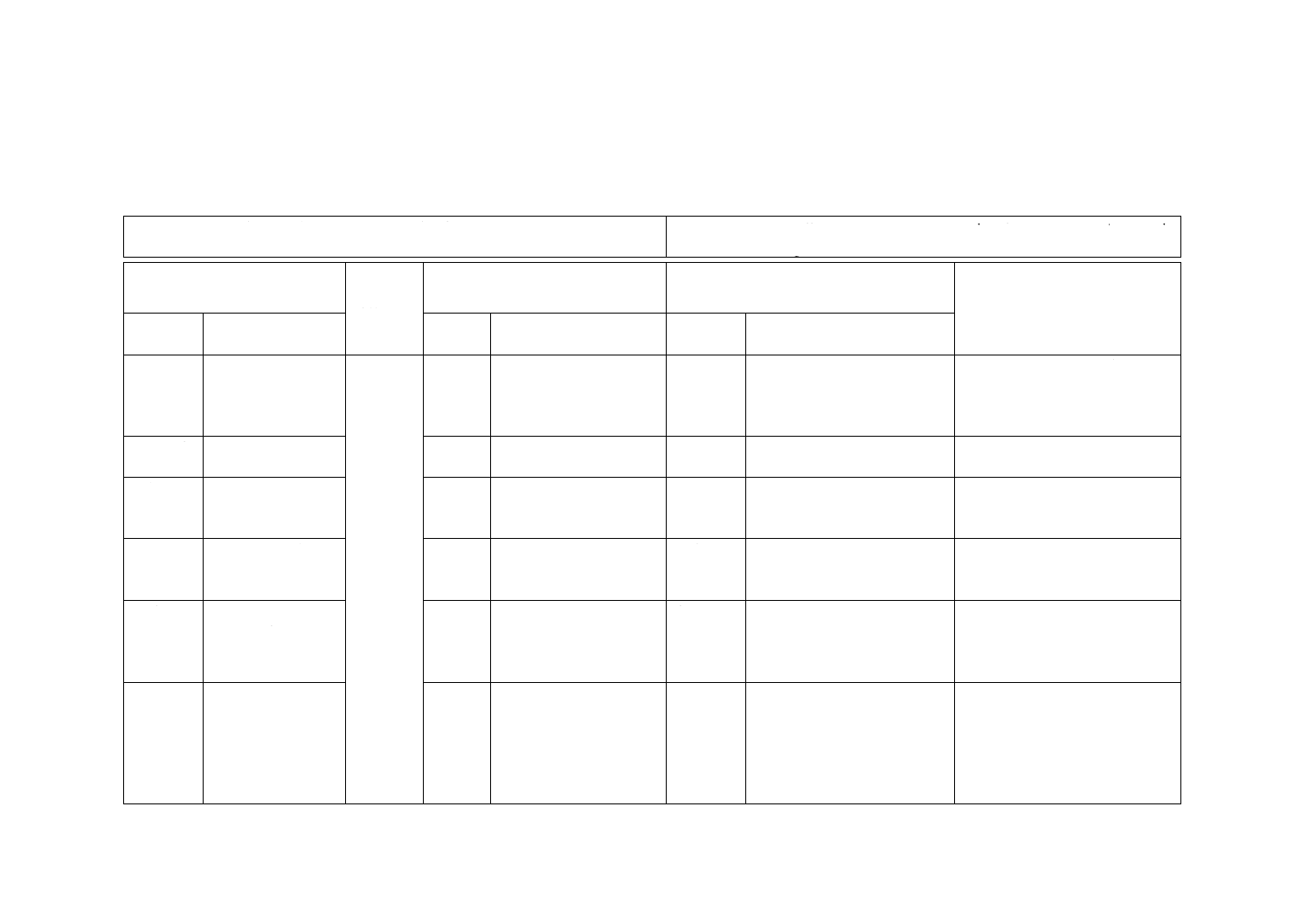
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
織物及び編物の洗
濯に対するプリー
ツ性を規定
1
折り目付けされた布地の
折り目の保持性を洗濯後
に評価
変更
JISは,洗濯前後のプリーツ保
持性を規定
この規格の使用実態を踏まえ,規
定を変更しているが,今後ISO規
格との整合化を含め,再検討す
る。
2 引用規
格
3 用語及
び定義
プリーツ線及びプ
リーツ幅を定義
−
−
追加
JISは,プリーツ線及びプリー
ツ幅の定義を追加した。
実質的差異はないが,今後ISO規
格との整合化を含め,再検討す
る。
4 試験場
所
20±2℃,(65±
4)%RH(JIS L 0105
引用)
6
JISと同じ
一致
−
−
5 試料及
び試験片
の採取及
び準備
JIS L 0105の6.3及
び6.4を定義
5
折り目が中央になるよう
に380 mm×380 mmの試
験片を3枚採取する。
変更
JISは布の他,製品からの試料
の採取方法を規定し,試験片の
大きさは,試験方法ごとに規定
している。
この規格の使用実態を踏まえ,規
定を変更しているが,今後ISO規
格との整合化を含め,再検討す
る。
6 装置及
び材料
洗濯装置及びタン
ブル乾燥機など,試
料の前処理に関わ
る装置及び材料を
規定
4
ISO 6330に規定された洗
濯機及び乾燥機又はISO
3175-1〜4に規定された
プロフェッショナルケア
装置を規定。また,その
他試験装置を規定。
変更
JISは,国内の実態に合わせた
洗濯機及び乾燥機を使用して
いる。
この規格の使用実態を踏まえ,規
定を追加しているが,今後ISO規
格との整合化を含め,再検討す
る。
3
L
1
0
6
0
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番
号
内容
箇条ごと
の評価
技術的差異の内容
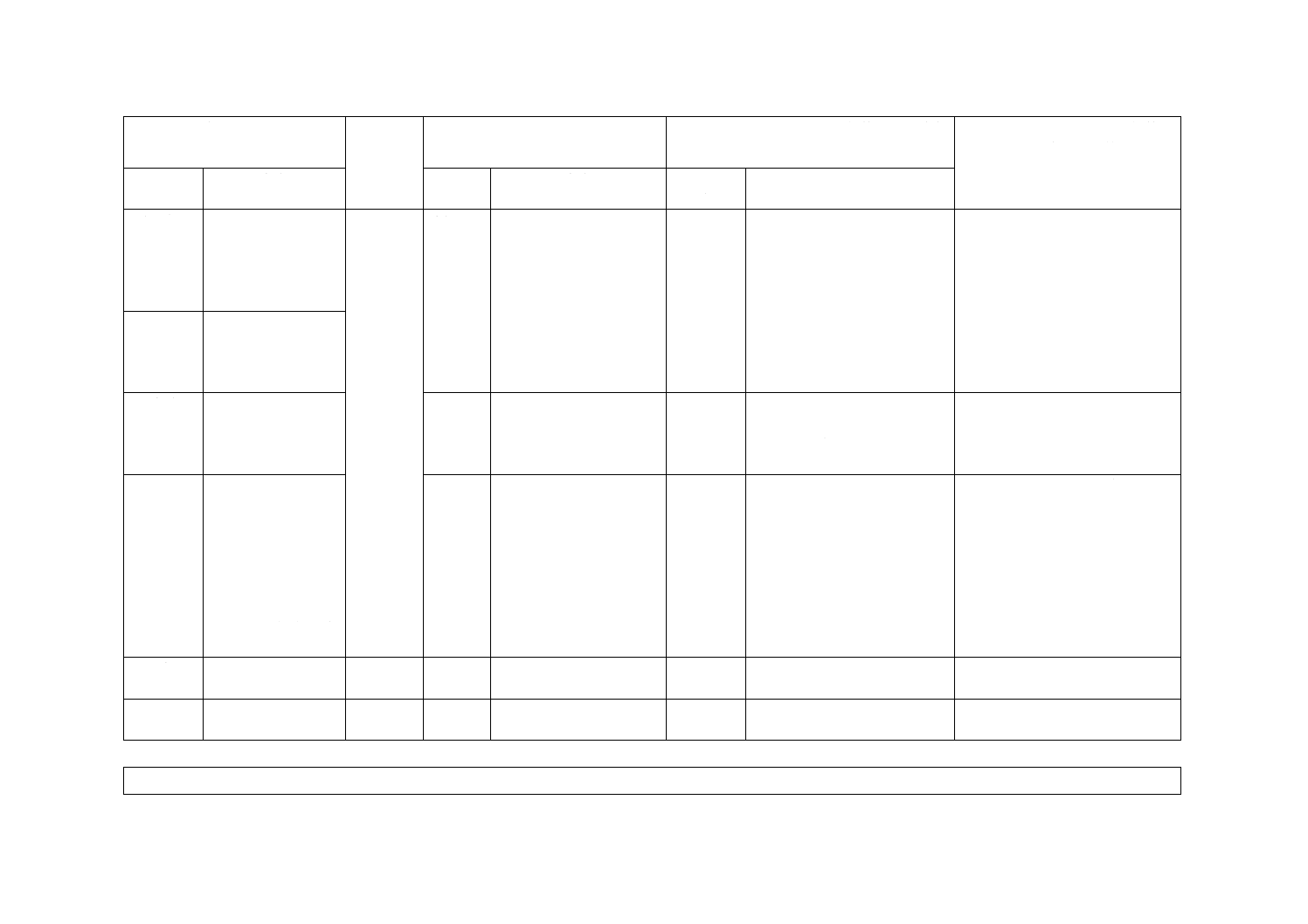
7.1 洗濯
操作
a) JIS L 0217に規定
する洗い方
b) JIS L 1096に規定
する乾燥方法など
を規定
6.1
6.2
6.3
ISO 6330及びISO 3175-1
〜4に規定する洗濯及び
乾燥処理を規定
変更
JISは,国内の実態に合わせた
洗濯機及び乾燥機を使用して
いる。
この規格の使用実態を踏まえ,規
定を変更しているが,今後ISO規
格との整合化を含め,再検討す
る。
7.2 乾燥
操作
ドリップ乾燥,ライ
ン乾燥,タンブル乾
燥及び電気乾燥機
乾燥を規定
8 試験の
種類
A法(開角度法),B
法(伸長法)及びC
法(外観判定法)
−
−
選択
JISは,国際規格の規定内容と
は異なる規定内容を追加し,そ
れらのいずれかを選択すると
している。
−
9 試験方
法
9.1 A法(開角度法)
モンサント形試験
器を使用した布地
の評価及びペトリ
皿での糸による評
価を規定。その他
9.2 B法(伸長法)
9.3 C法(外観判定
法)を規定
6.4
観察用照明装置を用い,
試験結果を,標準立体レ
プリカによって等級判定
する外観評価方法を規定
追加
JISは,ISO規格の外観判定法
以外に,国内の実態に合わせA
法(開角度法)及びB法(伸
長法)を追加した。
この規格の使用実態を踏まえ,規
定を変更しているが,今後ISO規
格との整合化を含め,再検討す
る。
附属書A
(参考)
附属書B
(参考)
JISと国際規格との対応の程度の全体評価:ISO 7769:2009,MOD
3
L
1
0
6
0
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。

注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
− 選択……………… 国際規格の規定内容とは異なる規定内容を追加し,それらのいずれかを選択するとしている。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
L
1
0
6
0
:
2
0
1
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。