L 1021-11:2020
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 テーバ形摩耗試験機による摩耗試験方法 ··············································································· 2
4.1 原理 ···························································································································· 2
4.2 装置 ···························································································································· 2
4.3 試験片の採取 ················································································································ 3
4.4 調製及び試験条件 ·········································································································· 3
4.5 手順 ···························································································································· 3
4.6 試験結果の表し方 ·········································································································· 3
4.7 試験報告書 ··················································································································· 4
5 リッソン形摩耗試験機による摩耗試験方法 ············································································ 4
5.1 原理 ···························································································································· 4
5.2 装置 ···························································································································· 4
5.3 試験片の採取 ················································································································ 8
5.4 調製及び試験条件 ·········································································································· 8
5.5 試験機の校正 ················································································································ 8
5.6 手順 ···························································································································· 9
5.7 試験結果の表し方 ········································································································· 11
5.8 試験報告書 ·················································································································· 12
6 WIRA形摩耗試験機による摩耗試験方法·············································································· 12
6.1 原理 ··························································································································· 12
6.2 装置 ··························································································································· 13
6.3 試験片の採取 ··············································································································· 14
6.4 調製及び試験条件 ········································································································· 14
6.5 手順 ··························································································································· 14
6.6 計算及び試験結果の表し方 ····························································································· 15
6.7 試験報告書 ·················································································································· 15
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 16
L 1021-11:2020
(2)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,日本カーペッ
ト工業組合(JCMA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を
改正すべきとの申出があり,日本産業標準調査会の審議を経て,経済産業大臣が改正した日本産業規格で
ある。これによって,JIS L 1021-11:2007は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS L 1021の規格群には,次に示す部編成がある。
JIS L 1021-1 第1部:物理試験のための試験片の採取方法
JIS L 1021-2 第2部:く(矩)形の繊維製床敷物の寸法測定方法
JIS L 1021-3 第3部:厚さの測定方法
JIS L 1021-4 第4部:質量の測定方法
JIS L 1021-5 第5部:単位長さ及び単位面積当たりのパイル数測定方法
JIS L 1021-6 第6部:静的荷重による厚さ減少試験方法
JIS L 1021-7 第7部:動的荷重による厚さ減少試験方法
JIS L 1021-8 第8部:パイル糸の引抜き強さ試験方法
JIS L 1021-9 第9部:剝離強さ試験方法
JIS L 1021-10 第10部:水及び熱の影響による寸法変化の試験方法
JIS L 1021-11 第11部:摩耗強さ試験方法
JIS L 1021-12 第12部:ベッターマンドラム試験機及びヘキサポッドタンブラー試験機による外観変
化の作製方法
JIS L 1021-13 第13部:外観変化の評価方法
JIS L 1021-14 第14部:改良形ベッターマンドラム試験機によるカットエッジの機械的損傷試験方法
JIS L 1021-15 第15部:ファイバーバインド試験方法
JIS L 1021-16 第16部:帯電性−歩行試験方法
JIS L 1021-17 第17部:電気抵抗測定方法
JIS L 1021-18 第18部:汚れ試験方法
JIS L 1021-19 第19部:クリーニング試験方法
日本産業規格 JIS
L 1021-11:2020
繊維製床敷物試験方法−第11部:摩耗強さ試験方法
Textile floor coverings-Part 11: Determination of wear
序文
この規格は,2015年に第2版として発行されたISO 12951及び1999年に第1版として発行されたISO
17504を基とし,対応する部分(リッソン形摩耗試験機による摩耗試験方法及びWIRA形摩耗試験機によ
る摩耗試験方法)については対応国際規格を翻訳し,技術的内容を変更することなく作成した日本産業規
格であるが,対応国際規格には規定されていない規定項目(テーバ形摩耗試験機による摩耗試験方法)を
日本産業規格として追加している。
なお,この規格で側線を施してある箇所は,対応国際規格を変更している事項である。変更の一覧表に
その説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,繊維製床敷物に対する摩耗試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 12951:2015,Textile floor coverings−Determination of mass loss, fibre bind and stair nosing
appearance change using the Lisson Tretrad machine
ISO 17504:1999,Textile floor coverings−Determination of wool fibre integrity using an abrasion
machine(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS L 0105 繊維製品の物理試験方法通則
注記 対応国際規格:ISO 139,Textiles−Standard atmospheres for conditioning and testing
JIS L 0212-1 繊維製品用語(衣料を除く繊維製品)−第1部:繊維製床敷物
注記 対応国際規格:ISO 2424,Textile floor coverings−Vocabulary
JIS L 1021-1 繊維製床敷物試験方法−第1部:物理試験のための試験片の採取方法
注記 対応国際規格:ISO 1957,Machine-made textile floor coverings−Selection and cutting of
specimens for physical tests
JIS L 1021-3 繊維製床敷物試験方法−第3部:厚さの測定方法
注記 対応国際規格:ISO 1765,Machine-made textile floor coverings−Determination of thickness
2
L 1021-11:2020
JIS L 1021-4 繊維製床敷物試験方法−第4部:質量の測定方法
注記 対応国際規格:ISO 8543,Textile floor coverings−Methods for determination of mass
JIS L 1021-13 繊維製床敷物試験方法−第13部:外観変化の評価方法
注記 対応国際規格:ISO 9405,Textile floor coverings−Assessment of changes in appearance
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS L 0212-1によるほか,次による。
3.1
単位面積当たりの質量減少量,mv(mass loss per unit area)
摩耗試験前後の試験片の質量差を摩耗面積で除した値(g/m2)。
3.2
相対質量減少率,mrv(relative mass loss for pile carpets)
単位面積当たりの質量減少量(mv)を単位面積当たりの基部上のパイル質量(mAP)で除し,百分率で
表した値。質量減少比ともいう。
3.3
ITR指数(ITR index)
次の式から求まる指数。
−
×
=
100
100
19
.0
rv
AP
TR
m
m
I
ここに,
mAP: JIS L 1021-4に規定する単位面積当たりの基部上のパイ
ル質量(g/m2)
mrv: 相対質量減少率(%)
4
テーバ形摩耗試験機による摩耗試験方法
4.1
原理
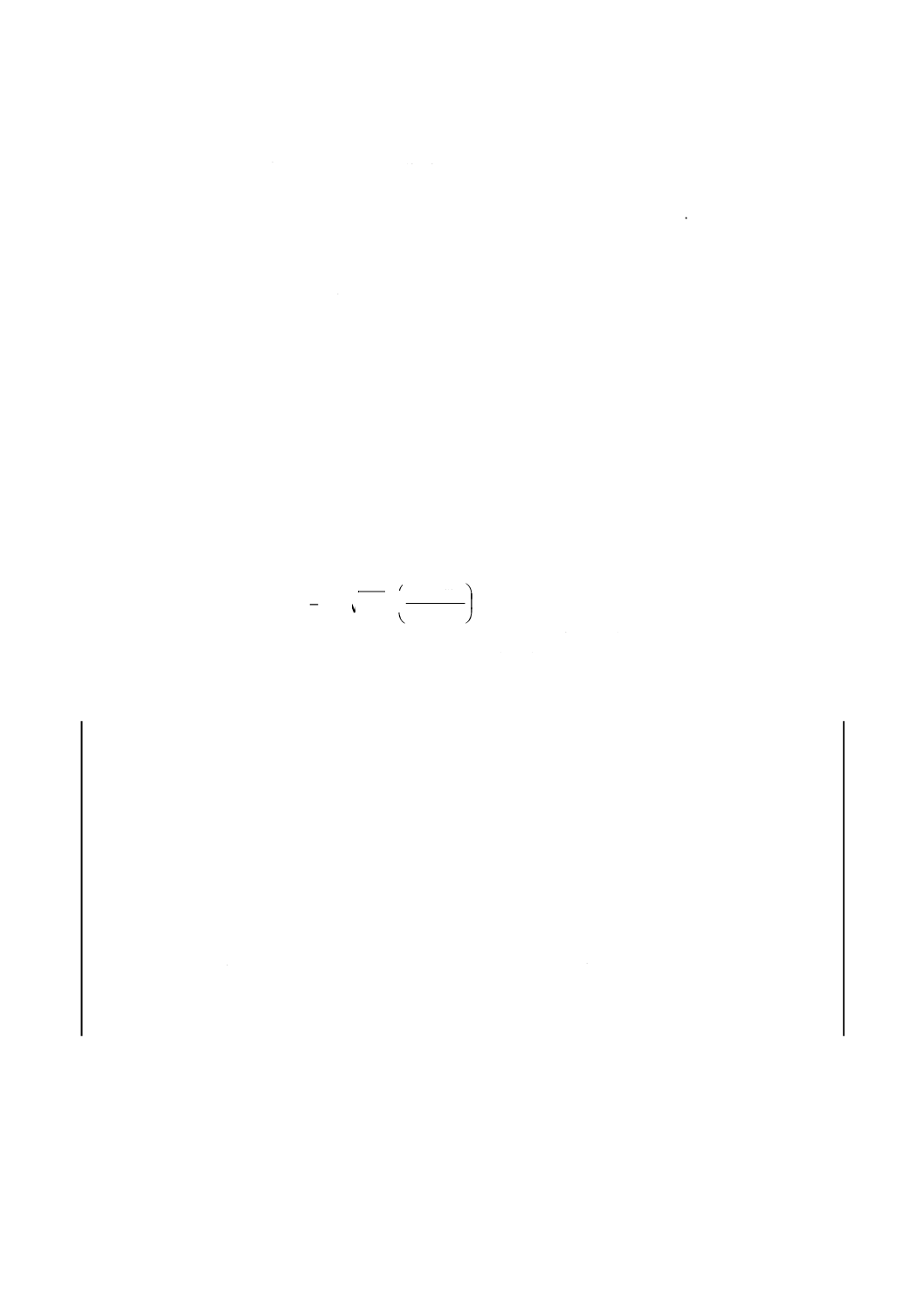
テーバ形摩耗試験機は,通常,パイルのない繊維製床敷物に適用する。
円形の試験片上に,荷重をかけたと(砥)石状の摩耗輪を載せ,試験片を回転させる。回転運動に伴う
摩耗作用によって生じる質量の減少量を測定する。
4.2
装置
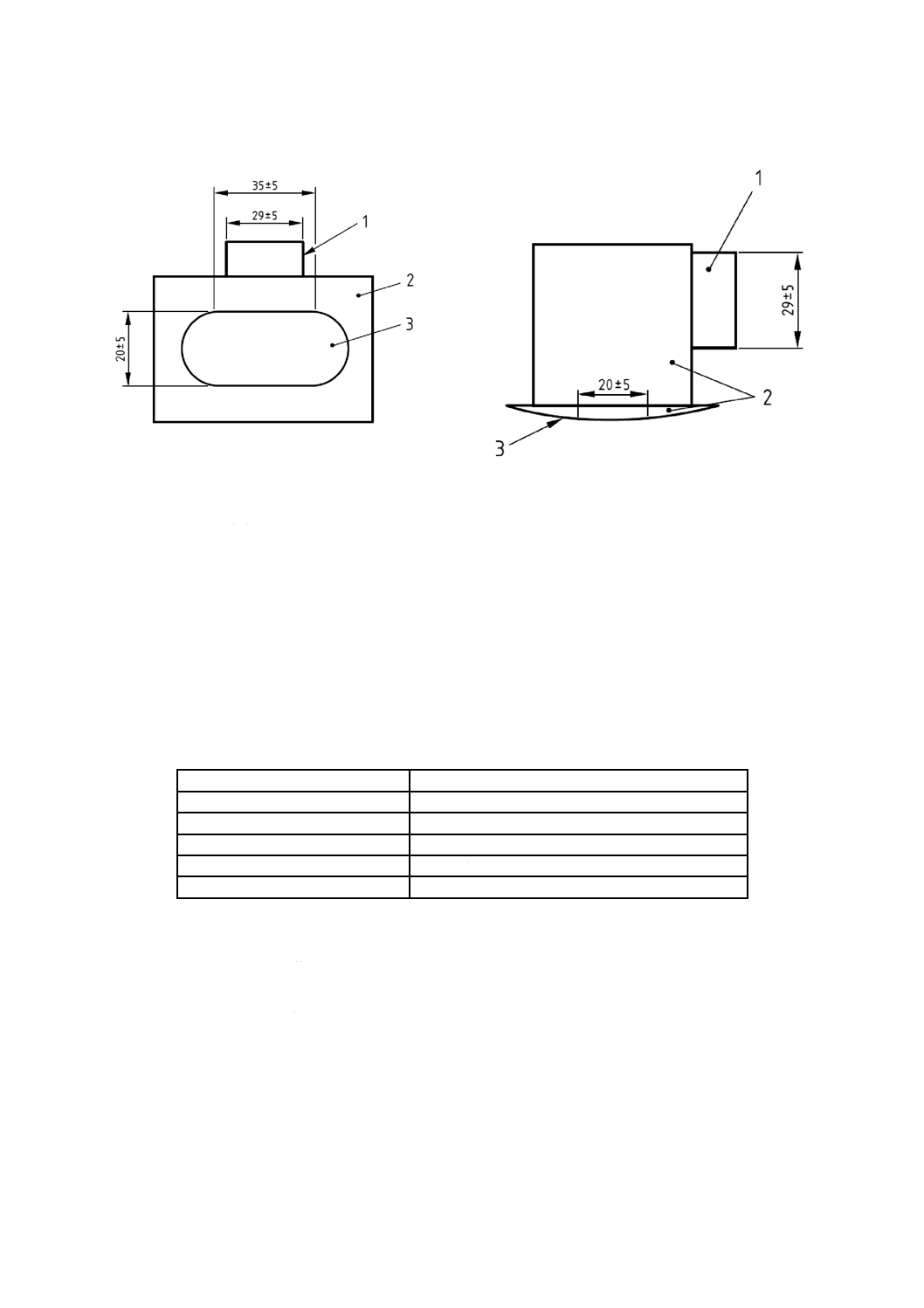
4.2.1
テーバ形摩耗試験機 試験機の概要を図1に示す。試験台は,中心に直径約6 mmのねじが突起し
ており,これに対応するナット上の固定ジグを備えている。また,試験台の円周部には,幅5 mm±2 mm
の金属製の試験片押さえ板があり,これによって直径130 mmの円形試験片を水平に,確実に固定する。
試験台は,70 rpm±2 rpmの速度で一方向に回転する。また,2 kPa程度の吸引圧をもつ吸引器を備えてい
る。
4.2.2
摩耗輪 摩耗輪はH-38を使用し,左右一対,計2個準備する。
3
L 1021-11:2020
図1−テーバ形摩耗試験機及び摩耗輪の概要
4.2.3
質量測定器 試験片の質量を0.01 gの桁まで測れるもの。
4.3
試験片の採取
JIS L 1021-1によって,打抜き刃型,圧縮機などを用い,パイル側を上に向けて直径130 mmの試験片を
3枚以上採取し,試験片の中心に直径約6 mmの孔をあける。
4.4
調製及び試験条件
試験片をパイル側が上を向くように平らなところに置き,JIS L 0105の5.1.1(標準状態)によって24
時間以上調製する。試験も同じ条件下で行う。
4.5
手順
手順は,次による。
a) 試験前の試験片の質量を1 mgの単位まで測定する。これを試験前の質量(mi)として記録する。
b) 試験台に試験片を取り付け,試験台中心のねじ及びナット並びに試験片円周部を金属製の試験片押さ
え板を用いて,試験片が確実に平面状態になるように固定する。必要に応じて,試験台上に容易に固
定できるように試験片の端のタフトを斜めに刈り取ってもよい。
c) 試験台の回転回数を試験の目的に応じて設定し(1 000回転,5 000回転又は10 000回転から選択する),
左右の摩耗輪を試験片上に下ろし,試験機を始動する。
d) 試験終了後,試験台から試験片を取り出し,摩耗によって脱落した繊維又は繊維の微じん(塵)をブ
ラッシング又は吸引によって完全に除去する。その後,試験片をパイル側が上を向くように平らなと
ころに置き,JIS L 0105の5.1.1によって24時間以上調製する。調製後,試験片の質量を1 mgの桁ま
で測定する。これを試験後の質量(mf)として記録する。
4.6
試験結果の表し方
試験結果の表し方は,次による。
a) 各試験片の質量減少量を次の式で求める。
f
i
L
m
m
m
−
=
ここに,
mL: 質量減少量(mg)
mi: 試験前の質量(mg)
mf: 試験後の質量(mg)
4
L 1021-11:2020
b) 質量減少量の平均値を算出する。
4.7
試験報告書
試験報告書には,次の事項を記入する。
a) この規格番号及び箇条番号
b) 試験台の回転回数
c) 質量減少量の平均値
d) 試験結果に影響を与えたこの規格の規定以外の操作,手順など
5
リッソン形摩耗試験機による摩耗試験方法
5.1
原理
リッソン形摩耗試験機は,アンダーレイがある場合又はアンダーレイがない場合の繊維製床敷物に適用
する。
繊維製床敷物の試験片に,四つの脚をもつ踏み車によって,一定荷重及びスリップによる摩耗作用を所
定回数加える。
なお,摩耗用の各脚には,交換可能なゴム製摩耗子を取り付ける。
注記 リッソン形摩耗試験機による摩耗試験方法には,次の四つの試験方法がある。
a) 試験A 繊維製床敷物の質量減少量を求めることができる。また,この方法は,パイルカ
ーペットのファイバーバインドを評価することもできる。
b) 試験B 繊維製床敷物の段鼻の外観変化を作成し,評価することができる。
c) 試験C ループパイルカーペットのファイバーバインドを評価することができる。
d) 試験D ニードリングされた床敷物及びパイルのない床敷物のファイバーバインド(ヘア
リネス)を評価することができる。
5.2
装置
5.2.1
リッソン形摩耗試験機
5.2.1.1
概要
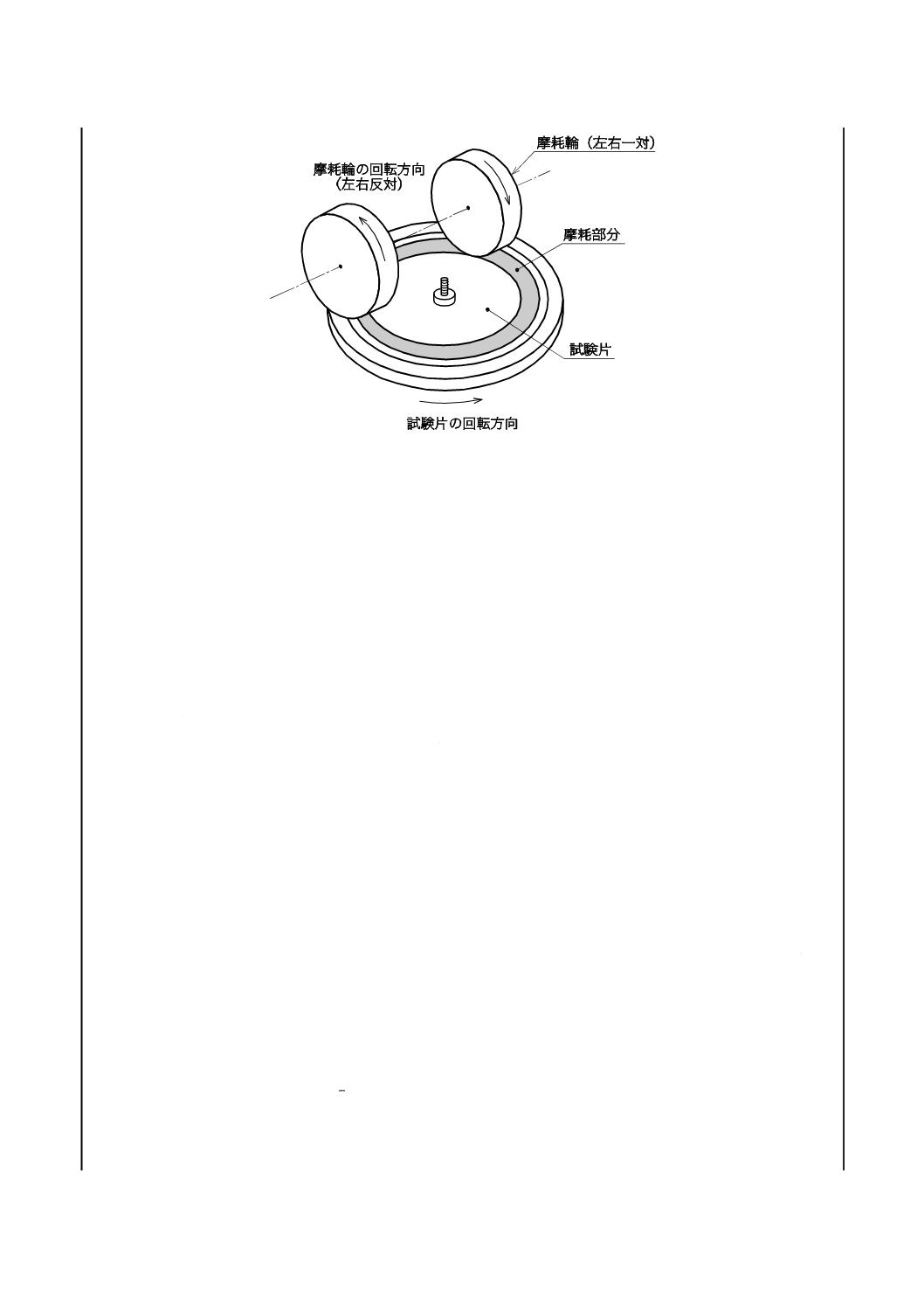
リッソン形摩耗試験機は,ベッドプレート,二つの踏み車,及び真空掃除機から構成されている(図2)。
5
L 1021-11:2020
1 支柱
2 踏み車の動き
3 歯形の付いた横棒
4 踏み車の車輪
5 設置台
6 伝動部
7 足
8 ベッドプレート
9 試験片
10 ダスト吸引
11 張力用おもり
12 試料固定クランプ
13 試料固定クランプ
14 張力用クランプ
図2−リッソン形摩耗試験機
5.2.1.2
ベッドプレート ベッドプレートの面は,踏み車の足が往復運動する方向と平行で,その前方の
端は段鼻を模倣して曲率半径10 mmに丸められている。
試験面は,踏み車の足の幅と踏み車が走行した軌跡の長さとなる。軌跡の長さは,ベッドプレートの前
方の端と踏み車が一番先まで進んで反転するときに踏み車の回転軸から垂直に投影した位置との間の距離
を測定し,試験機ごとに決定する。軌跡の長さは,800 mm±20 mmとする。
ベッドプレートの両端に設置されている二つのクランプ(図2の12,13)は,張力をかけた状態で試験
片を固定するために使用する。また,張力は,おもりの付いた三つ目のクランプ(図2の14)でかける。
これによって,試験片には20 kg±2 kgの力がかかる。
5.2.1.3
踏み車アセンブリ リッソン形摩耗試験機は,二つの並走する踏み車アセンブリをもち,踏み車
アセンブリは踏み車の車輪(図2の4),足(図2の7)及び伝動部(図2の6)で構成される。いずれも
ベッドプレートの上面から135 mm〜140 mmの高さにある踏み車の取付軸に自由に回転するように取り付
けられている。
いずれの踏み車にも強固に取り付けられた足が等間隔に四つ備わっている。
足の表面は,曲率半径112.5 mm±1 mm,足の大きさ100.0 mm±1.0 mm,幅55.0 mm±0.5 mmであり,
その表面の両端は曲率半径4.0 mm±0.5 mmで丸められている。
踏み車の足によって印加される鉛直方向の力は,試験位置においてゴム製摩耗子を取り付けずに静止状
態で15.0 kg±2.0 kgとする。
踏み車の直線運動の速度は0.28 m/s±0.02 m/sであり,ゴム製摩耗子を取り付けた踏み車の円周部の速度
は直線運動の速度よりも20.0 %±2.0 %速い。これによって,試験片に対し,押さえつける作用に加えて足
のスリップ作用を与える。
6
L 1021-11:2020
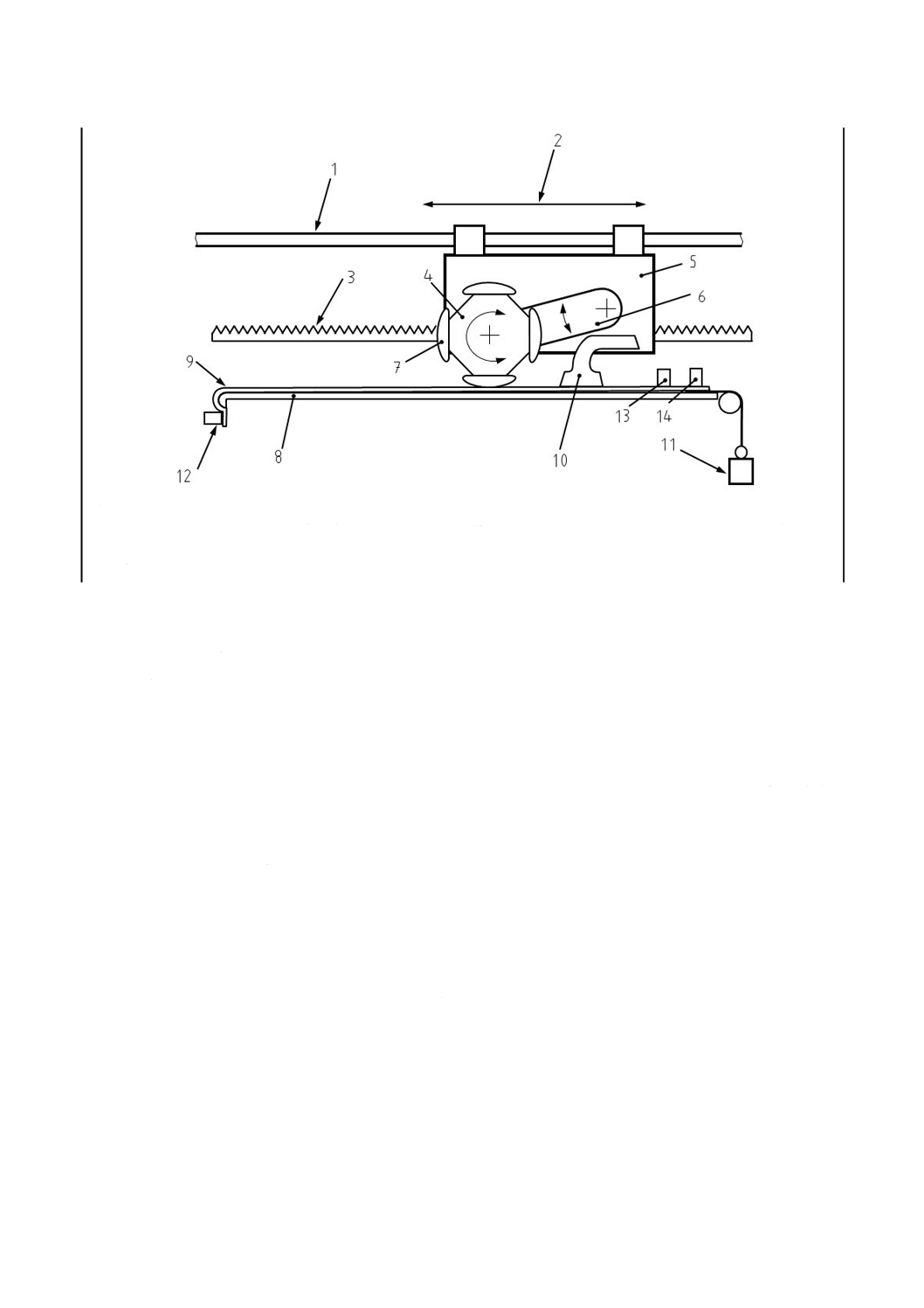
ベッドプレートの前方の端で,踏み車はベッドプレートより先に進むが,高さ調整用ストッパーによっ
て高さが変わらないように保持される。ゴム製摩耗子を付けないときの足の下端がベッドプレート表面の
高さの上下5 mm以内になるように,このストッパーの方法で調整する(図3)。
踏み車は進行方向を変えるところで約1秒間停止する。前方側の反転位置において停止している間に,
試験領域全体に均等に足が踏みつけるようにある角度分(90度ではない)だけ回転する。
1 足
2 踏み車
3 段鼻(曲率半径10 mm)
4 ベッドプレートの表面
5 ベッドプレート
図3−踏み車の高さの調整
5.2.1.4
真空掃除機 吸引ノズルは,踏み車の水平移動に追随し,その下面には試験片の上にもたれかか
るが,それによって試験片が摩耗しないような滑らかな接触面で柔軟に動くように取り付けられている。
ノズルの形状を図4に示す。ノズルは摩耗した繊維を取り除くために真空掃除機とつながっている。
試験片の表面から脱落した繊維を取り除くための真空掃除機の性能は,ノズルの結合付近を適切な風速
計で測ったときに,少なくとも30 L/sの気流を生み出すものでなければならない。
7
L 1021-11:2020
単位 mm
a) 下面から見た図
b) 側面から見た図
1 真空掃除機への接続
2 ノズルの外枠
3 ノズルの口
図4−吸込口
5.2.2
その他の準備品
5.2.2.1
ゴム製摩耗子 ゴム製摩耗子は,けい酸質白色充塡剤を添加した加硫スチレンブタジエンゴム
(SBR)とし,表1に示す要件を満たすものとする。
表1−リッソン形摩耗試験機用ゴム製摩耗子の要件
寸法
幅55 mm±0.5 mmで長さ190 mm±2 mm以上
厚さ
2.5 mm±0.3 mm
硬さ
A90±5
ゴム製摩耗子の波状凹凸の波長
13.0 mm±0.5 mm
ゴム製摩耗子の波状凹凸の振幅
2.0 mm±0.5 mm
ゴム製摩耗子の波状凹凸の高さ
0.6 mm±0.1 mm
注記 ゴム製摩耗子は,Textiles & Flooring Institute GmbH−Deutsches Teppichforschungsinstitut,
Charlottenburger Alle 41 52068 Aachen, Germanyから入手できる。この情報は,この規格を使用す
るときの利便性から記載したものであり,その製品を推奨しているわけではない。
5.2.2.2
質量測定器 試験片の質量を0.01 gの桁まで測れるもの。
5.2.2.3
真空掃除機 回転ブラシをもつもの(ビーターはあってもなくてもよい)。
5.2.2.4
ループパイルカーペットの見本写真 ループパイルカーペットの摩耗を評価するためのもの。
注記 ループパイルカーペットの見本写真は,Textiles & Flooring Institute GmbH−Deutsches
Teppichforschungsinstitut, Charlottenburger Alle 41 52068 Aachen, Germanyから入手できる。この情
報は,この規格を使用するときの利便性から記載したものであり,その製品を推奨しているわ
8
L 1021-11:2020
けではない。
5.2.2.5
ニードリング敷物類の見本写真 ニードリング敷物類の摩耗を評価するためのもの。
注記 ニードリング敷物類の見本写真は,CSTB-84 Avenue Jean Jaurès-BP 02-Champs Sur Marne-77421
Marne La Vallee−Franceから入手できる。この情報は,この規格を使用するときの利便性から
記載したものであり,その製品を推奨しているわけではない。
5.3
試験片の採取
試験片は,JIS L 1021-1によって選択する。
a) 試験Aの場合 生産方向に沿って1 500 mm,その方向と直角な方向に100 mmの大きさの試験片を4
枚以上採取する。試料がパイルのない敷物の場合,生産方向及びその方向と直角な方向に150 mmの
大きさの試験片をそれぞれ2枚ずつ採取する。
b) 試験Bの場合 生産方向に沿って1 500 mm,その方向と直角な方向に100 mmの大きさの試験片を4
枚以上採取する。
c) 試験Cの場合 生産方向に沿って1 500 mm,その方向と直角な方向に100 mmの大きさの試験片を4
枚以上採取する。
d) 試験Dの場合 生産方向及びその方向と直角な方向に150 mmの大きさの試験片をそれぞれ2枚ずつ
採取する。試料がタイルカーペットの場合,必要な試験片の大きさになるように切断されたものを集
めてもよい。
5.4
調製及び試験条件
試験片の使用面が上を向くように一つ一つ広げて置き,JIS L 0105の5.1.1に規定の標準状態で48時間
以上調製する。試験も同じ条件下で行う。
5.5
試験機の校正
5.5.1
概要
試験機の校正は,校正用標準カーペットが所定の質量減少量(許容誤差±7.5 %とする。)となるような
質量減少量を得るのに必要な往復回数に調整する。この校正による往復回数は両方の踏み車に適用するが,
その校正が一致しない場合は,別々に設定する。試験片の質量測定には,0.01 gの単位まで測定できる質
量測定器を使用する。
5.5.2
校正手順
校正手順は,次による。
a) リッソン形摩耗試験機によって摩耗される領域を正確に測定する。摩耗される領域は,踏み車の足の
幅(5.5 cm)と踏み車がそこを横切る長さとの積である。また,その長さは,ベッドプレートの前方
の段鼻から反対側の踏み車が止まる位置までの長さである。
なお,この長さの測定は,踏み車の回転軸の真下の位置で実施することとし,試験機を動かしては
測定するという行為を繰り返して10回以上測定して,平均値を計算する。その長さは800 mm±20 mm
とする。これと異なる場合は,反転スイッチ動作位置を変更することによって調整する。
b) 試験片を,パイル側が上を向くように平らなところに置き,JIS L 0105の5.1.1に規定の標準状態で
48時間以上調製し,試験前の試験片の質量を測定する。
c) 試験片は,パイル面の一方の端に1本線が引かれている。その線のある端がベッドプレートの段鼻の
位置にくるように,試験片を試験機に固定する。固定は,試験片に20 kgの張力をかけた状態で行う。
d) 試験機の真空掃除機は連続で動かす。ノズルは摩耗される領域の上に対称的に,かつ,常に試験片の
表面に接触するように配置する。
9
L 1021-11:2020
e) 試験停止カウンターを2 000回にして試験を開始する。最初の500回後に再び試験機の20 kgのおもり
で試験片を引き伸ばす。
なお,試験中もJIS L 0105の5.1.1に規定の標準状態で行う。
f)
試験後,試験片をパイル側が上を向くように平らなところに置き,JIS L 0105の5.1.1に規定の標準状
態で48時間以上調製し,試験後の試験片の質量を測定する。
g) 最初の二つの試験片の単位面積当たりの質量減少量が規定の±7.5 %のときは,引き続き別の二つの校
正用試験片を用いて再度確認を行う。最初の二つの結果が規定の±7.5 %にないときは,適切な質量減
少量となるように試験回数を調整する。
校正の結果,既定の質量減少量(許容誤差±7.5 %とする)になるのに必要な回転数が得られる。
校正は普段から繰り返し行う。特に修理後及び新しく送られてきたゴム製摩耗子を使用するときには校
正を実施する。
注記 校正用標準カーペットは,校正の詳細とともにTextiles & Flooring Institute GmbH−Deutsches
Teppichforschungsinstitut, Charlottenburger Alle 41 52068 Aachen, Germanyから入手できる。この情
報は,この規格を使用するときの利便性から記載したものであり,その製品を推奨しているわ
けではない。
5.6
手順
5.6.1
概要(共通事項)
試験に先立って,真空掃除機(5.2.2.3)を,試験片のたて方向及びよこ方向それぞれに対して4回通過
させてきれいにする。
リッソン形摩耗試験機のベッドプレート(5.2.1.2)の先頭にある曲率半径10 mmの端を覆うように試験
片を前方の台に取り付け,試験片に20 kg±2 kgの張力をかけた状態でベッドプレート上に固定する。
摩耗試験中に試験片が破損する場合は,試験片をベッドプレートに固定して安定化させてもよい。この
固定方法は,最初に片面テープを使用して試験片の下側をつなぎ合わせ,次に両面テープを使用してベッ
ドプレートに試験片を貼り付ける。これは,試験片の取外しによって質量変化がないとすることを認めて
いる(外見上テープの粘着剤が付着しているように見えても気にしない)。
独特なパイルの毛並みの向きをもつ試験片は,ベッドプレートの先頭の方にその方向を合わせる。
5.6.2
試験A:パイルカーペットの摩耗評価に用いる質量減少試験方法
パイル床敷物の場合,試験片を生産方向に2枚,生産方向と直角な方向に2枚採取する。試験片ごとに
質量を0.01 gの単位まで測定し,5.7.1に規定のm1を求める。次に,試験片を5.6.1に従って,ベッドプレ
ートに固定する。
その敷物が通常アンダーレイと一緒に設置される場合は,使用する予定のアンダーレイの上に試験片を
載せる。
ベッドプレートに対する踏み車の高さを,表2に従って調整する。
摩耗試験ごとに踏み車に未使用のゴム製摩耗子を取り付ける。
摩耗試験は,真空掃除機を連続運転にして行う。
試験片を踏み車で500往復踏みつける。次に,再度20 kg±2 kgの張力をかけて固定し直す。踏み車二つ
とも校正した全回数を通過するように,残りの回数に達するまで試験機を動かす。
10
L 1021-11:2020
表2−試験Aの踏み車の高さの調整値
単位 mm
JIS L 1021-3によって測定した試験片の全厚さ
ベッドプレート表面に対する踏み車の高さ調整値
≦10.0
>10.0
≦10.0+アンダーレイの厚さ
>10.0+アンダーレイの厚さ
−5
0
0
+5
試験終了時に5.2.2.3に規定の真空掃除機を,試験片に対して4回通過させて清掃し,JIS L 0105の5.1.1
に規定の標準状態で試験片の使用面が上を向くように置いて,調製する。約48時間後,試験片の質量を
0.01 gの桁まで測定し,5.7.1に規定のm2を求める。
5.6.3
試験B:段鼻部の外観変化試験方法
試験片を5.6.1に従ってベッドプレートに固定する。
独特なパイルの毛並みの向きをもつ試験片は,ベッドプレートの先頭の方にその方向を合わせる。
柄のあるカーペットの場合は,試験を実施したい柄のある部分をベッドプレートの先頭の方に置く。
その敷物が通常アンダーレイと一緒に設置される場合は,使用する予定のアンダーレイの上に試験片を
載せる。
ベッドプレートに対する踏み車の高さを,表3に従って調整する。
摩耗試験ごとに踏み車に未使用のゴム製摩耗子を取り付ける。
摩耗試験は,真空掃除機を連続運転にして行う。
試験片を踏み車で500往復踏みつける。次に,再度20 kg±2 kgの張力をかけて固定し直す。
二つの踏み車がそれぞれの校正回数に達するまで,試験機を動かす。
表3−試験Bの踏み車の高さの調整値
単位 mm
JIS L 1021-3によって測定した試験片の全厚さ
ベッドプレート表面に対する踏み車の高さ調整値
≦10.0
>10.0
≦10.0+アンダーレイの厚さ
>10.0+アンダーレイの厚さ
−5
0
0
+5
試験終了時に5.2.2.3に規定の真空掃除機を,試験片に対して4回通過させて清掃し,JIS L 0105の5.1.1
に規定の標準状態で24時間,試験片の使用面が上を向くように置いて調製する。
5.6.4
試験C:ループパイルカーペットの摩耗試験方法
試験片を5.6.1に従ってベッドプレートに固定する。
ベッドプレートに対する踏み車の高さを,表4に従って調整する。
摩耗試験ごとに踏み車に未使用のゴム製摩耗子を取り付ける。
摩耗試験は真空掃除機の電源を切って行い,ノズルは試験片の表面よりも高くする。
試験片を踏み車で400往復踏みつけ,5.7.3の規定によって評価する。
11
L 1021-11:2020
表4−試験Cの踏み車の高さの調整値
単位 mm
JIS L 1021-3によって測定した試験片の全厚さ
ベッドプレート表面に対する踏み車の高さ調整値
≦10.0
>10.0
−5
0
5.6.5
試験D:ニードリングされた床敷物及びパイルのない床敷物の摩耗試験方法
試験片を生産方向に2枚,生産方向と直角な方向に2枚採取する。
試験片を5.6.1に従ってベッドプレートに固定する。
ベッドプレートに対する踏み車の高さを,表5に従って調整する。
摩耗試験ごとに踏み車に未使用のゴム製摩耗子を取り付ける。
摩耗試験は真空掃除機の電源を切って行い,ノズルは試験片の表面よりも高くする。
試験片を踏み車で200往復踏みつけ,5.7.4の規定によって評価する。
表5−試験Dの踏み車の高さの調整値
単位 mm
JIS L 1021-3によって測定した試験片の全厚さ
ベッドプレート表面に対する踏み車の高さ調整値
≦10.0
>10.0
−5
0
5.7
試験結果の表し方
5.7.1
試験A
まず,単位面積当たりの質量減少量(mv)を次の式によってg/m2の単位で求める。
A
m
m
m
2
1
v
−
=
ここに,
m1: 試験前の質量(g)
m2: 試験後の質量(g)
A: 試験領域(m2)[5.5.2 a) に規定する踏み車の足によって
摩耗される領域;踏み車の幅×移動する長さ]
次に,mvの平均値を計算する。
なお,m2>m1のときはmv=0とする。
さらに,パイルカーペットの場合は,次の式によってITR指数を計算する。
−
×
=
100
100
19
.0
rv
AP
TR
m
m
I
ここに,
mAP: JIS L 1021-4に規定する単位面積当たりの基部上のパイ
ル質量(g/m2)
mrv: 相対質量減少率(mv/mAP×100)(%)
5.7.2
試験B
EN 1307の付録Cで規定された基準をもとに,3人以上の評価者によって独立に,全ての試験片の外観
を評価する。
JIS L 1021-13に規定の照明条件下で評価を行う。試験片は,段鼻を模擬するために90°に折り曲げた状
態で評価する。
12
L 1021-11:2020
試験片ごとに評価結果を与える。
全ての結果の中央値を報告する。
5.7.3
試験C
3人以上の評価者によって独立に外観を評価する。
摩耗強さの受容性の境界を示す最適な見本写真と比較して評価する。その見本写真は,次のものを表示
している。
a) ファインゲージループパイルカーペット
b) コースゲージループパイルカーペット
JIS L 1021-13に規定の照明条件下で評価を行う。
試験片は曲率半径15 mm〜20 mmで180°に折り曲げる。
試験片の試験領域の最も代表的な領域を1か所選び見本写真と比較して評価する。
試験に合格か不合格かを決定するために,試験片が見本写真と比べて良いか悪いかを報告する。
全ての結果の中央値を報告する。
5.7.4
試験D
生産方向に採取された試験片と製造方向と直角に採取された試験片とに分けて評価する。
3人以上の評価者がそれぞれ独立して外観を評価する。
摩耗度合いの異なる五つの等級を表示している見本写真と比較して評価する。
JIS L 1021-13に規定の照明条件下で評価を行う。
試験片は曲率半径15 mm〜20 mmで180°に折り曲げる。
評価は一人の評価者につき3か所行う。このとき,段鼻を覆っていた部分は除外する。
全ての結果の中央値を報告する。
5.7.5
異常な現象
試験後,試験片に生産上の欠陥に起因するような異常な現象,例えば,パイル層からのタフト又はルー
プの抜け,基部からの繊維の抜け落ち,バッキング層の変化などが見られないかを検査する。
5.8
試験報告書
試験報告書には,次の事項を記入する。
a) この規格番号及び箇条番号
b) 実施した試験の種類
c) 種類,製造元,色,製造番号などの試験試料の明細
d) 試料の履歴
e) 試験に供した試験片の数
f)
5.7の規定による試験結果
g) アンダーレイを使用した場合,その種類と明細
h) 5.7.5の規定による異常な現象
i)
試験結果に影響を与えたこの規格の規定以外の操作,手順など
6
WIRA形摩耗試験機による摩耗試験方法
6.1
原理
WIRA形摩耗試験機は,パイル素材にウールが80 %以上混合された繊維製床敷物に適用する。
円形の試験片を,所定の回転摩擦運動によって,規定の布はく(帛)(標準摩擦布)で摩耗させ,試験片
13
L 1021-11:2020
の質量減少量を測定する。
標準摩擦布を大きい方のホルダに取り付け,試験片を小さい方のホルダに取り付ける。試験片の表面に
は,一定相対速度を与え,標準摩擦布によって一様な摩耗作用を与える。
注記 WIRA形摩耗試験機による摩耗試験方法は,パイルに使用されている繊維の損傷量を求めるこ
とができる。
6.2
装置
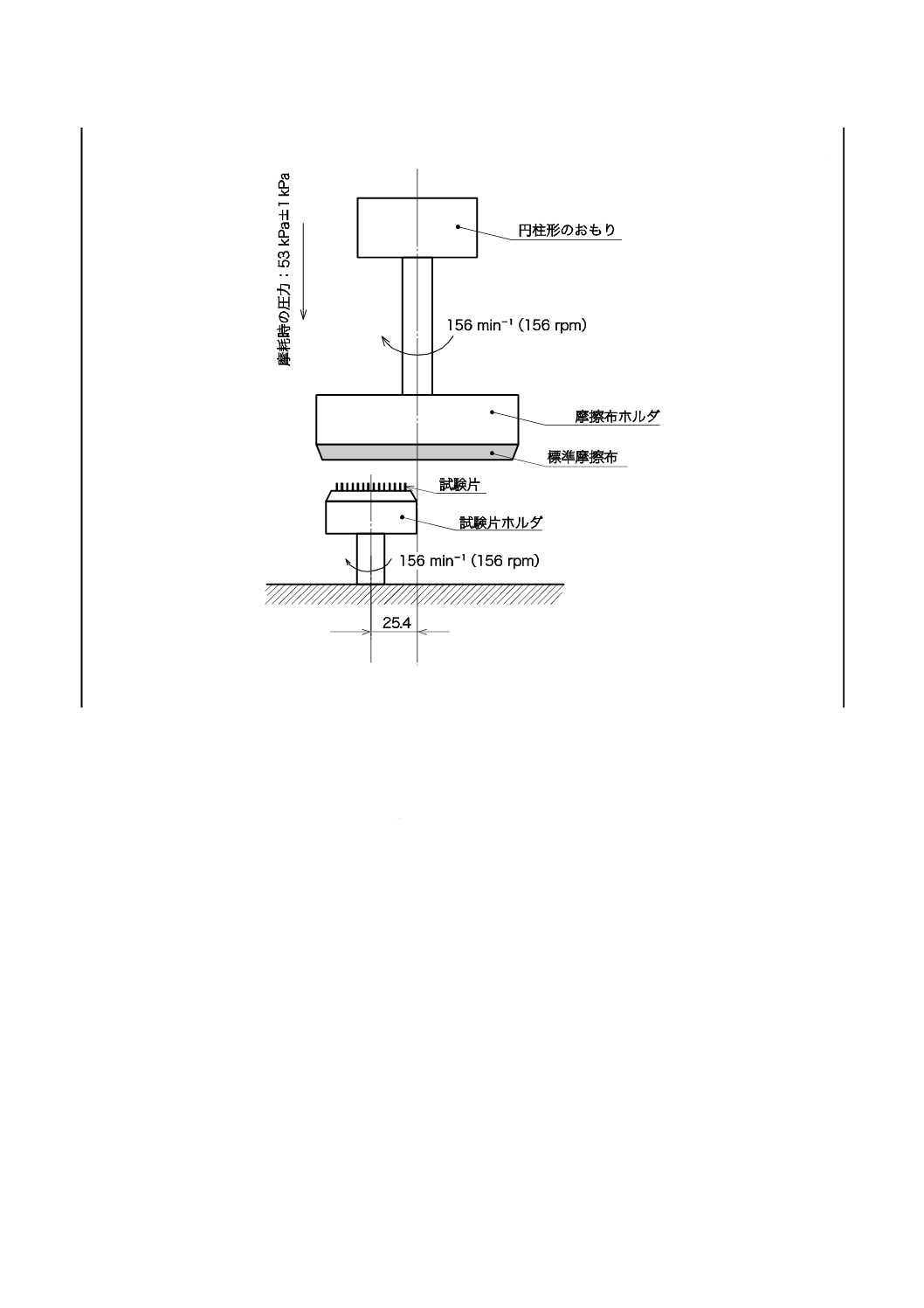
6.2.1
WIRA形摩耗試験機 この試験機は,図5のように,円形の回転する試験片ホルダ及びこれとほぼ
同速度で同方向に回転する円形の摩擦布ホルダからなり,それぞれの回転軸が離れたもので,主な仕様は,
次による。
a) 試験片ホルダ及び摩擦布ホルダの回転速度:156 rpm±3 rpm
b) 試験片ホルダの開口面積:800 mm2±10 mm2
c) 摩擦用布はく(帛)ホルダの開口面積:10 560 mm2±20 mm2
d) 試料ホルダと摩擦布ホルダとの回転軸間距離:25.4 mm±0.2 mm
e) 摩擦時の加圧:53 kPa±1 kPa
注記 この摩耗試験機は,Wira Instrumentation, 3 Water Lane, Bradford BD1 2JL, UKから入手できる。
この情報は,この規格を使用するときの利便性から記載したものであり,その製品を推奨して
いるわけではない。
6.2.2
標準摩擦布 平織りの布はく(帛)で,主な仕様は,次による。
a) 材質:モノフィラメントポリエステル
b) 糸の直径:150 μm±10 μm
c) 織り密度:1 cm当たり23.3本±1本
d) 厚さ:260 μm±10 μm
e) 単位面積当たりの質量:118 g/m2±5 g/m2
注記 適切な標準摩擦布は,形式PE 280で,Lockertex, PO Box 161, Warrington WA1 2SU, UKから入手
できる。この情報は,この規格を使用するときの利便性から記載したものであり,その製品を
推奨しているわけではない。
6.2.3
標準摩擦布の下敷き用フェルト 羊毛製フェルトとし,単位面積当たりの質量750 g/m2±50 g/m2,
厚さ2.5 mm±0.3 mmとする。
注記 標準摩擦布の適切な下敷き用フェルトは,形式W16及びW18で,P&S Textiles, Hornby street,
Bury BL9 5BL, UKから入手できる。この情報は,この規格を使用するときの利便性から記載し
たものであり,その製品を推奨しているわけではない。
14
L 1021-11:2020
単位 mm
図5−WIRA形摩耗試験機の概要
6.2.4
質量測定器 0.01 mgの単位まで測定でき,350 gまでの質量を測定する能力をもつもの。
6.2.5
柔らかい毛を逆立てたブラシ 質量測定前に,摩耗され抜け落ちた繊維を取り除けるもの。
6.3
試験片の採取
JIS L 1021-1によって,打抜き刃型,圧縮機などを用い,パイル側を上に向けて直径37.5 mmの試験片
を4枚採取する。
6.4
調製及び試験条件
試験片をパイル側が上を向くように平らなところに置き,JIS L 0105の5.1.1によって24時間以上調製
する。試験も同じ条件下で行う。
6.5
手順
6.5.1
試験片ホルダに,試験片が確実に平面状態になるように挿入する。必要であれば,試験片ホルダ内
に容易に挿入できるように試験片の端のタフトを刈り取ってもよい。トルクレンチを用いて,約6.5 Nmの
トルクで試験片をホルダに締め付け,パイル面から脱落した繊維及びタフトを払いのけておく。
6.5.2
試験片を固定した試験片ホルダの質量を測定し,10 mgの単位まで測定し,試験前の質量(mi)を
記録する。
6.5.3
試験片ホルダを試験機の所定の位置に取り付ける。
6.5.4
摩擦布ホルダに下敷き用フェルトと新品の円形標準摩擦布とを挿入し,それを試験機の所定の位置
に取り付ける。下敷き用フェルトは,カーペットごとに取り替える。ただし,10 000回転で裏返し,20 000
15
L 1021-11:2020
回転を超えて使用してはならない。また,色目が変化する程の繊維,又は表面に識別できるじんあい(塵
埃)によってひどく汚れ,除去することができないときはフェルトを取り替える。
6.5.5
試験回数を5 000回転に設定し,試験片上に摩擦布ホルダを下げて,試験機を始動する。
6.5.6
試験機から試験片ホルダを取り外し,摩耗処理終了後2分以内に脱落した繊維を全て払いのけ,質
量を測定する。10 mgの単位まで測定し,試験後の質量(mf)を記録する。
6.5.7
5 000回までに試験片のバッキング層が露出した場合は,試験回数を減らしてやり直す。試験回数
は,試験片のバッキングが露出しない,かつ,できるだけ多い回数に設定する(例えば,3 500回転,2 500
回転など)。
6.6
計算及び試験結果の表し方
計算及び試験結果の表し方は,次による。
a) 4枚の試験片それぞれの5 000回転当たりの質量減少量を次の式で求める。
f
i
L
m
m
m
−
=
ここに,
mL: 質量減少量(g)
mi: 試験前の質量(g)
mf: 試験後の質量(g)
試験回数が5 000回転未満のときの計算は,例えば,2 500回転後の試験後の質量をmf2.5としたとき
(
)
5.2
f
i
L
2
m
m
m
−
=
となる。
一般的には,次の式で表される。
(
)
NC
m
m
NC
m
−
=
i
L
000
5
ここに,
NC: 使用した試験回数(回)
mNC: NC回転後の質量(g)
b) 5 000回転当たりの質量減少量の平均値,標準偏差及び変動係数を算出する。
6.7
試験報告書
試験報告書には,次の事項を記入する。
a) この規格番号及び箇条番号
b) 種類,製造元,色,製造番号などの試験試料の明細
c) 試料の履歴
d) 5 000回転当たりの質量減少量の平均値及び変動係数
e) 使用した試験回数
f)
試験結果に影響を与えたこの規格の規定以外の操作,手順など
16
L 1021-11:2020
附属書JA
(参考)
JISと対応国際規格との対比表
JIS L 1021-11:2020 繊維製床敷物試験方法−第11部:摩耗強さ試験方法
ISO 12951:2015,Textile floor coverings−Determination of mass loss, fibre bind and stair
nosing appearance change using the Lisson Tretrad machine
ISO 17504:1999,Textile floor coverings−Determination of wool fibre integrity using an
abrasion machine
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
4 テーバ形
摩耗試験機
による摩耗
試験方法
−
−
−
追加
我が国独自の試験方法を追加して
いる。
我が国の利用実態を考慮し,引き
続き追加規定した。国際規格の見
直しの際,提案を検討。
5 リッソン
形摩耗試験
機による摩
耗試験方法
5.2 装置
ISO 12951 5
変更
JISでは対応国際規格と異なる図
(図2及び図3)を使用している。
JISでは,対応国際規格の図の不
備を修正した。
5.5 試験機の校正
8
Calibration of the
apparatus
変更
技術的な差異はないが,対応国際規
格の表現に分かりにくい部分が散
見されたため,修正した。
−
6 WIRA形
摩耗試験機
による摩耗
試験方法
6.2 装置
ISO 17504 4
変更
JISでは対応国際規格にはない
WIRA形摩耗試験機の概要図を載
せている。
JISでは,理解を助けるために
WIRA形摩耗試験機の概要図を載
せた。
−
−
9
Accuracy and precision
削除
対応国際規格では試験の精度及び
確度の規定項目があるが,JISでは
削除している。
JISでは不要であり,不採用とし
た。
3
L
1
0
2
1
-1
1
:
2
0
2
0
17
L 1021-11:2020
JISと国際規格との対応の程度の全体評価:(ISO 12951:2015,ISO 17504:1999,MOD)
関連する外国規格
EN 1307
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
L
1
0
2
1
-1
1
:
2
0
2
0