L 1017 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これに
よってJIS L 1017 : 1995は改正され,この規格に置き換えられる。
JIS L 1017には,次に示す附属書がある。
附属書1(参考) 衝撃切断仕事量,疲労強さ,接着力及びディップピックアップ(アラミド)試験
方法
附属書2(参考) タイヤコードすだれ織物の取引における表示方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
L 1017 : 2002
化学繊維タイヤコード試験方法
Test methods for chemical fibre tire cords
序文 この規格は,対応する国際規格はないが,我が国における化学繊維タイヤコードの試験方法として,
1953年(昭和28年)に制定された。
今回の改正では,引用規格の改正に伴う引用規格の名称を変更し,さらにJIS Z 8301(規格票の様式)に
基づき様式を変更している。
1. 適用範囲 この規格は,化学繊維(レーヨン,ナイロン,ビニロン,ポリエステル及びアラミドのフ
ィラメント糸)のタイヤコード,タイヤコードすだれ織物及びその原糸の試験方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS K 0050 化学分析方法通則
JIS K 0557 用水・排水の試験に用いる水
JIS K 8102 エタノール (95) (試薬)
JIS K 8103 ジエチルエーテル(試薬)
JIS K 8105 エチレングリコール(試薬)
JIS K 8111 塩化亜鉛(試薬)
JIS K 8180 塩酸(試薬)
JIS K 8264 ぎ酸(試薬)
JIS K 8858 ベンゼン(試薬)
JIS K 8891 メタノール(試薬)
JIS K 8951 硫酸(試薬)
JIS L 0101 テックス方式
JIS L 0105 繊維製品の物理試験方法通則
JIS L 0208 繊維用語−試験部門
JIS R 3503 化学分析用ガラス器具
JIS Z 8401 数値の丸め方
JIS Z 8806 湿度−測定方法
3. 定義 この規格で用いる主な用語の定義は,JIS L 0208によるほか次による。
デシテックス (dtex) 繊維の太さを表す単位。長さ10km当たりの質量のグラム数。1dtexは,0.9D(1D
は1.111dtex)に相当する。
2
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 項目 項目は,次のとおりとする。
a) コードゲージ
b) 水分率
c) 正量繊度
d) より
e) 引張強さ及び伸び率
f)
一定伸長時荷重
g) 一定荷重時伸び率
h) 初期引張抵抗度
i)
耐熱強さ
j)
乾熱収縮率
k) 乾熱時収縮応力
l)
クリープ率
m) 吸水率
n) 沸騰水収縮率
o) ディップピックアップ
p) 溶剤抽出分
5. 繊度,コード構造及びよりの表示方法
5.1
繊度の表示方法 繊度の表示方法は,JIS L 0101の7.(表示方法)による。
5.2
コード構造の表示方法 コード構造の表示方法は,次の例のとおりとする。
例1. 1 400dtexの2本よりの場合
……………… 1 400dtex/2
例2. 1 400dtex単糸の下よりだけの場合
……………… 1 400dtex/1
例3. 1 400dtexの2本引きそろえ糸を下よりし,これを更に2本より
(上より)した場合
……………… 1 400dtex//2/2
5.3
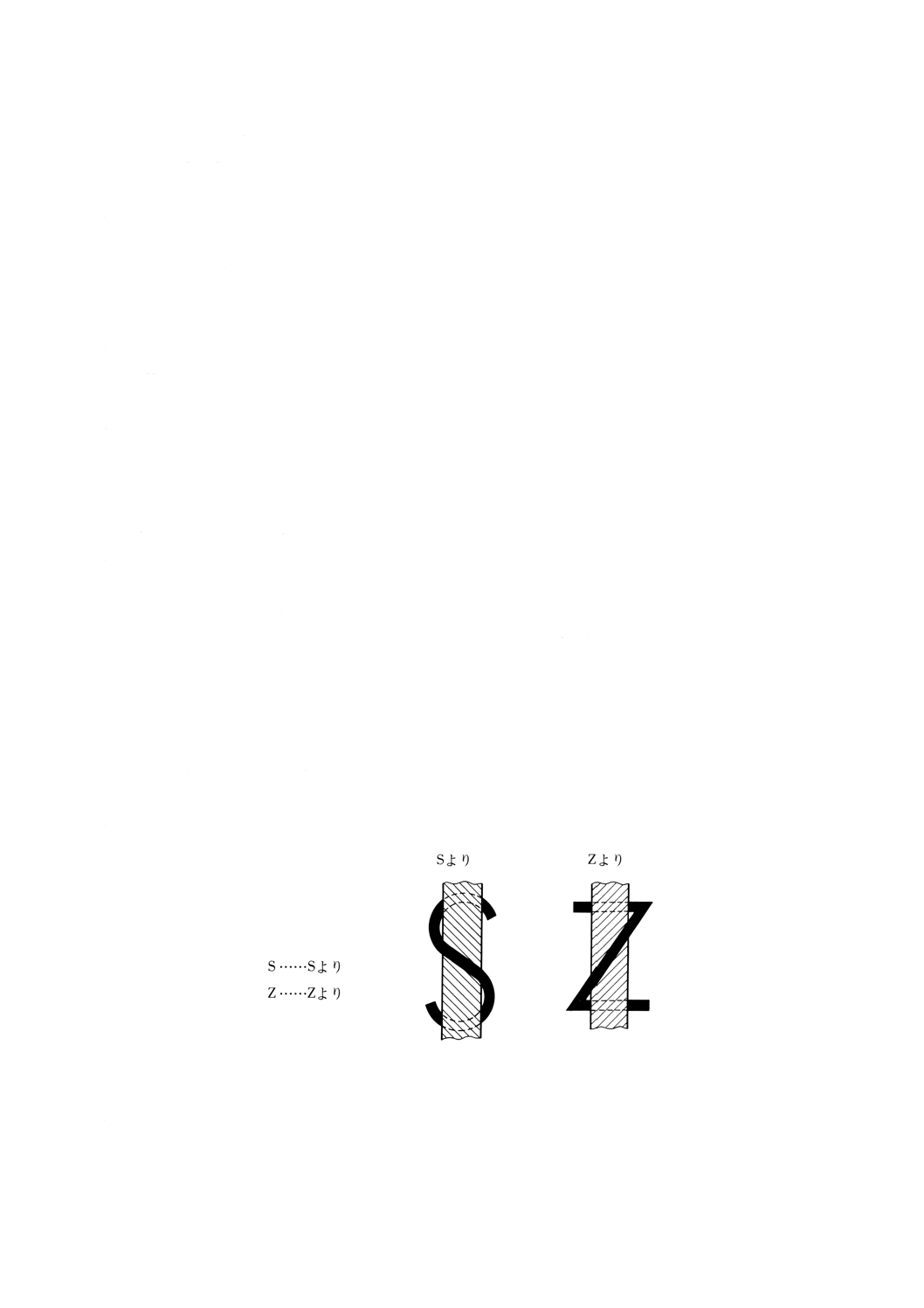
よりの表示方法
a) より方向は,図1に示すとおりS及びZで表示する。
図1 より方向
b) より方向の表示は,“下より方向×上より方向”で表示する。
c) より数は,10cm間の数値で表し,JIS Z 8401によって小数点以下1けたに丸めた数値で表す。
d) より方向とより数を併記する場合は,次のとおりとする。
3
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
下より数(より方向)×上より数(より方向)
例 単糸コードをZ方向に10cm間37.0回下よりし,これを2本引きそろえてS方向に10cm間39.0
上よりした場合
37.0 (Z) ×39.0 (S) T/10cm
6. 試料の採取及び準備
6.1
試料の採取 原則として,原糸の場合は,パーン,チーズ又はコーンの糸口から約100mを除いたも
のを試料とし,コードの場合は,スプール,ボビン又はコーンの糸口から約25mを除いたものを試料とす
る。
また,すだれ織物の場合は,ロールから長さ50cm以上のタビー付き試料を採取し,さらにこれから任
意に小試片を切り取って試料とする。
6.2
試料の準備 温度又は湿度が影響する試験(1)に用いる試料は,かせ又は単糸状のものとし,試験前
に標準状態(2)(3)に至らせておく。ただし,水分率の試験に用いる試料は,もとの試料から試験に必要な量
を手早く採取し,密閉容器内に保管する。
注(1) 温度又は湿度が影響する試験とは,正量繊度,より,引張強さ,伸び率,一定伸長時荷重,一
定荷重時伸び率,初期引張抵抗度,乾熱収縮率,乾熱時収縮応力,クリープ率,沸騰水収縮率
などをいう。
(2) 合成繊維(ナイロン,ビニロン,ポリエステル及びアラミド)の場合は,予備乾燥を乾燥剤在
中のデシケーター中で真空乾燥してもよい。
(3) 収縮のおそれがないレーヨン,アラミドなどは温度40±5℃の乾燥機中で予備乾燥を行った後,
標準状態としてもよい。
備考1. 標準状態の試験室又は装置が使えない場合には,試料を密閉容器(36%硫酸在中)内に入れ
ておき,20±2℃になるようにする。この場合は,その旨を記録に付記する。
2. 原糸又はコードのパーン,ボビンなどのパッケージをそのまま標準状態に至らせた後,試験
を行う場合は,その旨を付記する。
7. 試験条件
7.1
試験場所 温度又は湿度が影響する試験(1)は,JIS L 0105に規定する標準状態の試験室内で行う。
備考 温度又は湿度が影響する試験を標準状態以外の場所で行った場合は,試験時の温度及び相対湿
度を付記する。
7.2
絶乾質量 絶乾質量は,熱風乾燥機を用い,試料を乾燥させた後に求める。
7.3
公定水分率 公定水分率は,JIS L 0105による。
7.4
初荷重 初荷重は,表示デシテックス数×0.45mNとする。この場合,JIS Z 8401によって100mN
に丸める。
備考 コードの初荷重を算出する場合は,原糸の表示デシテックスに合糸数を乗じて求める。
例 1 400dtex×2の場合
1 400×2×0.415=1 260mN≒1.3N
7.5
温度及び湿度の測定 温度及び湿度は,JIS Z 8806に規定する通風乾湿計による測定法によって測
定する。
4
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 方法
8.1
コードゲージ コードゲージの試験は,6.の試料から4本一組の試料を採取し,たるまないように引
きそろえて平行に並べ,所定のダイヤルゲージ(4)で5か所を測定し,その平均値を0.01mmまで表す。
注(4) ダイヤルゲージは,脚の直径9.5±0.03mm,荷重1 670±30mN(脚の基盤上にあるとき)のもの
を用い,約6.5mmの高さから落下して測定する。
8.2
水分率 水分率の試験は,6.の試料から約5gを採取し,その質量及び絶乾質量を測定し,次の式に
よって水分率を算出する。試験回数は2回とし,その平均値を求め,JIS Z 8401によって小数点以下1け
たに丸める。
100
×
′
′
−
=
m
m
m
Mr
ここに, Mr: 水分率 (%)
m: 試料の採取時の質量 (g)
m': 試料の絶乾質量 (g)
8.3
正量繊度 正量繊度の試験は,次のとおりとする。
a) 原糸 原糸の正量繊度は,6.の試料を枠周既知(5)の検尺機(6)を用い,初荷重をかけ,120回/minの速
度で巻き返し,糸長(7)50m又は100mの小かせをつくり,質量を測定する。次に,これを温度105±2℃
の乾燥機中に2時間以上放置し,恒量になるまで乾燥させて絶乾質量を求め,次の式によって正量繊
度を算出し,JIS Z 8401によって整数に丸める。
L
R
m
d
c
+
×
×′
=
100
1
000
10
ここに,
d: 正量繊度 (dtex)
Rc: 公定水分率 (%)
m': 試料の絶乾質量 (g)
L: 試料の長さ (m)
注(5) 枠周は,原則として1.250m又は1.000mとする。
(6) 同等の性能をもつ巻返し機を用いてもよい。
(7) 測定に用いた糸長を付記する。
b) コード コードの正量繊度は,6.の試料に初荷重をかけて,合計の長さが10m以上になるように試料
を切断し,その糸長を測定する。次に,その質量を正確に測定し,a)と同様に絶乾質量を求めて,正
量繊度を算出する。
c) すだれ織物 すだれ織物の正量繊度は,試料から20本のコードを採取し,これに初荷重をかけて50cm
の長さに正確に切断し,20本合わせてその質量を測定する。次に,a)と同様に絶乾質量を求めて,正
量繊度を算出する。
8.4
より よりの試験は,検ねん機を用い,6.の試料に初荷重をかけてつかみ間隔を25cmとし,次の各
項について測定を行う。試験回数は,いずれも10回とし,その平均値を求め,JIS Z 8401によって小数点
以下1けたに丸める。
なお,より数の変化を避けるため,かせの場合は,各かせをかせ枠にかけ,これを回転させながら測定
し,かせ以外の場合は,原則としてよこ取りにして測定する。
a) 原糸のより数 原糸のより数は,よりを完全に解ねんして,その解ねん数を2.5で除し,10cm間のよ
り数を算出する。
5
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) コードの上より数 コードの上より数は,上よりを完全に解ねんして,その解ねん数を2.5で除し,
10cm間の上より数を算出する。
c) コードの下より数 コードの下より数は,b)に引き続き,上よりを完全に解ねんして平行になった下
より糸の1本を残し,他を切り捨て,下より糸1本に対する初荷重を加えて,そのときに長さLを0.1cm
まで測定した後,解ねんし,その解ねん数をLで除し,10倍して,10cm間の下より数を算出する。
d) コードのより縮み率 コードのより縮み率は,c)の下よりを完全に解ねんして平行になった原糸の長
さの増加分を測定し,増加分の原長 (25cm) に対する百分率を算出する。
8.5
引張強さ及び伸び率 引張強さ及び伸び率の試験は,次のとおりとする。
a) 標準時試験 6.によって採取した試料をより数が変わらないようにして初荷重をかけ,表1の引張条
件で試験を行う試料が切断したときの荷重を最小目盛の21で測定し,かつ,伸びを0.1cmまで測定し,
次の式によって標準時引張強さ及び伸び率を算出する。試験回数は10回とし,その平均値を求め,JIS
Z 8401によって小数点以下1けたに丸める。ただし,表1の引張条件によらない場合は,条件を付記
する。
表1 引張試験条件
試験機の種類
つかみ間隔
引張速度
定速伸長形
25cm
30±2cm/min
d
F
F
d
t=
ここに, Ft: 引張強さ (cN/dtex)
Fd: 切断時の強さ (cN)
d: 試料の正量繊度 (dtex)
100
×
=LE
Er
ここに, Er: 伸び率 (%)
E: 切断時の伸び (cm)
L: つかみ間隔 (cm)
b) 絶乾時試験 6.によって採取した試料を絶乾状態にした後,乾燥機から取り出して(8),一定時間内(9)
にa)と同様な方法で乾燥時引張強さ及び伸び率を求める。合成繊維(ナイロン,ビニロン,ポリエス
テル及びアラミド)の場合は,乾燥剤在中のデシケーター中で24時間以上真空乾燥し,加熱すること
なく絶乾状態にした試料を用いてもよい。試験回数は10回とし,その平均値を求め,JIS Z 8401によ
って小数点以下1けたに丸める。
注(8) 試料をスプール(金属,プラスチック製など)にとる場合は,試料が直接スプールに接しない
ように紙や布などで包み,加熱時の収縮が可能で加熱が均一に行われる状態とする。この際,
より数が変わらないように横取りにし,巻き崩れがないように注意する。次に,スプールを乾
燥機に入れ,糸口を乾燥機の糸出口から出しておき,絶乾状態とする。試料を取り出すときは
糸口から約2mを除き,直ちに測定する。
(9) レーヨン及びビニロンの場合は,試験1回につき30秒とし,ナイロン,ポリエステル及びアラ
ミドの場合は60秒とする。
備考1. 無ねん原糸の場合は10cmにつき8回のよりをかけて測定する。よりをかけないで測定する場
合は,その旨を付記する。
2. 試料のつかみ又はつかみから3mm以内で切断した場合は,その数値を除く。
6
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. つかみ切れの多いときは,柔らかい紙などで試料を挟み,つかみ切れを防ぐ。
4. 引張強さには,初荷重が含まれる。
5. 標準時引張強さ及び伸び率試験の場合,試験室が標準状態に保たれていないときは,試験時
の温度及び湿度を付記する。
6. 真空乾燥した絶乾試料を用いた場合は,その旨を付記する。
7. 引張試験機は,当分の間,応力が従来単位によって表示されたものを用いてもよい。
8.6
一定伸長時荷重 一定伸長時荷重の試験は,次のとおりとする。
a) 標準時試験 6.によって採取した試料を8.5a)と同様な方法で試験を行って,表2に示す一定伸長時
の引張荷重を最小目盛の21まで求める。試験回数は10回とし,その平均値を求め,JIS Z 8401によっ
て少数点以下1けたに丸める。
なお,試験結果には,伸長率を付記する。
表2 一定伸長条件
単位 %
繊維の種類
未処理の原糸・コードの
場合の伸長率(10)
ディップ処理したコード
の場合の伸長率(10)
レーヨン
6
3
ナイロン
14
7
ビニロン
4
2
ポリエステル
10
5
アラミド
1
1
注(10) 引張試験機のつかみ間隔に対する百分率を示す。
b) 絶乾時試験 6.によって採取した試料を絶乾状態にし,8.5b)と同様な方法で表3に示す一定伸長時
の引張荷重を最小目盛の21まで求める。試験回数は10回とし,その平均値を求め,JIS Z 8401によっ
て小数点以下1けたに丸める。
なお,試験結果には,伸長率を付記する。
表3 一定伸長条件
単位 %
繊維の種類
未処理の原糸・コードの
場合の伸長率(10)
ディップ処理したコード
の場合の伸長率(10)
レーヨン
6
3
ビニロン
4
2
8.7
一定荷重時伸び率 一定荷重時伸び率の試験は,次のとおりとする。
a) 標準時試験 6.によって採取した試料を8.5a)と同様な方法で試験を行い,次の式によって算出した
一定荷重時の伸び率を求める。試験回数は10回とし,その平均値を求め,JIS Z 8401によって小数点
以下1けたに丸める。
なお,試験結果には荷重条件を付記する。
1
2
44
d
d
F
×
=
ここに,
F: 一定荷重 (N)
d1: 基準繊度であって,表4に示すもの (dtex)
d2: 試料の表示繊度 (dtex)
7
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 各繊維の基準繊度
単位 dtex
繊維の種類
原糸
コード
レーヨン
1 840
3 680
ナイロン
940
1 880
ビニロン
1 330
2 660
ポリエステル
1 100
2 200
アラミド
b) 絶乾時試験 6.によって採取した試料を絶乾状態にし,8.5b)と同様な方法で試験を行い,a)の式によ
って算出した一定荷重時の伸び率を求める。試験回数は10回とし,その平均値を求め,JIS Z 8401に
よって小数点以下1けたに丸める。
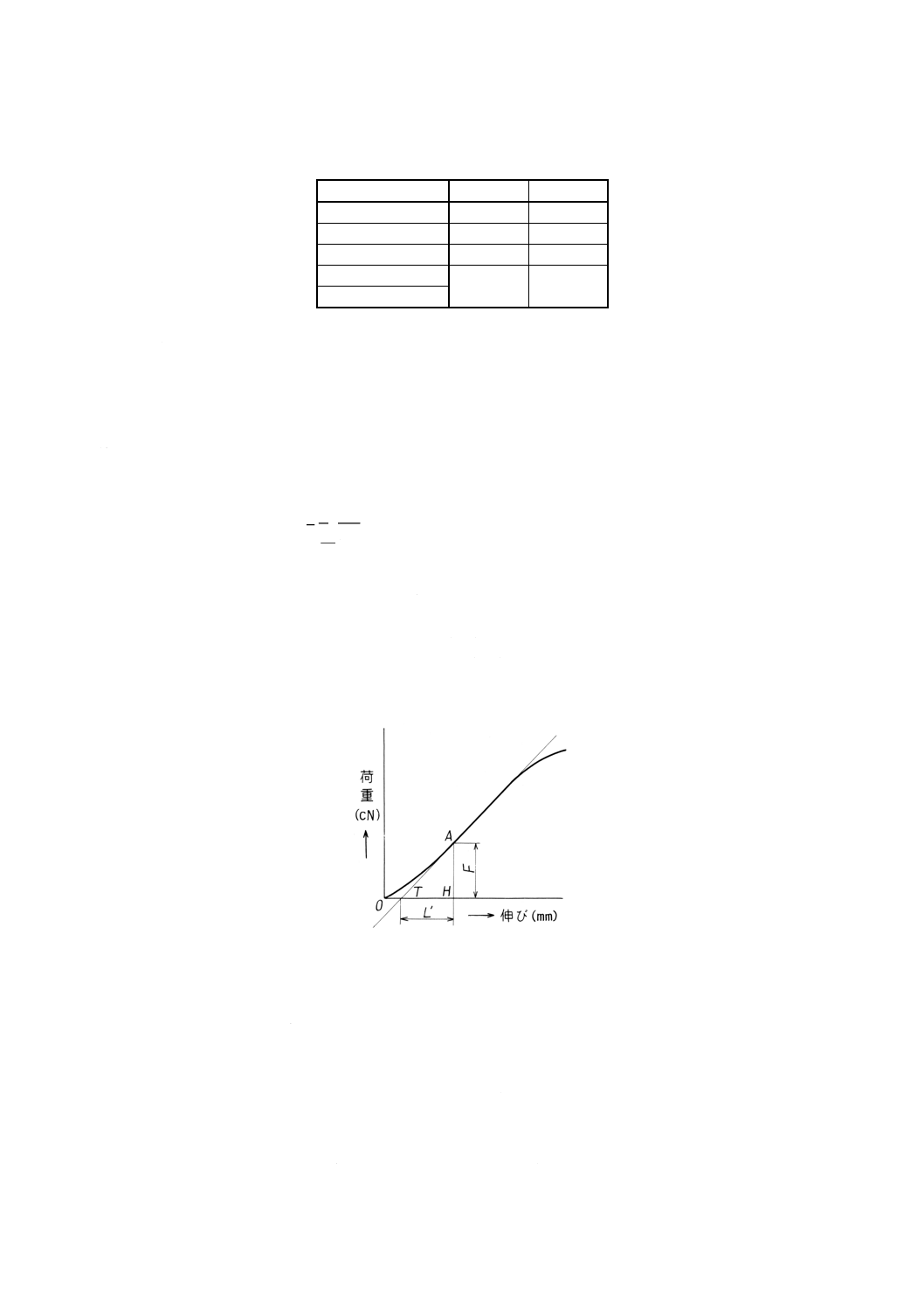
8.8
初期引張抵抗度 初期引張抵抗度の試験は,6.によって採取した試料を8.5a)と同様な方法で試験を
行い,図2の荷重−伸長曲線を描き,この図から,原点の近くで伸長変化に対する荷重変化の最大点A(切
線角の最大点)を求め,次の式によって初期引張抵抗度を求める。試験回数は10回とし,その平均値を求
め,JIS Z 8401によって小数点以下1けたに丸める。
d
L
L
F
Rd
×
′
=
ここに, Rd: 初期引張抵抗度 (cN/dtex)
F: 切線角の最大点Aにおける荷重 (cN)
d: 正量繊度 (dtex)
L: 試験長 (mm)
L': THの長さ (mm)
(Hは垂線の足,Tは接線と横軸との交点)
図2 荷重−伸長曲線
備考1. 測定誤差を少なくするために,初期の荷重−伸長曲線のA点における接線が,伸び軸に対し
て45°ぐらいになるようにチャートスピードを調節する。
2. 初期引張抵抗度と見掛ヤング率との関係は,次の式のとおりである。
E'=100×ρ×Rd
ここに,
E': 見掛ヤング率 (N/mm2)
Rd: 初期引張抵抗度 (cN/dtex)
ρ: 繊維の密度 (g/cm3)
3. 試験機は,原則として定速伸長形引張試験機を用い,引張条件を付記する。ただし,その他
の試験機を用いた場合は,試験機の種類及び引張条件を付記する。
8
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.9
耐熱強さ 耐熱強さの試験は,次のとおりとする。
a) 絶乾時耐熱強さ(A法) 6.によって採取した試料を耐熱試験用スプール(11)にとり,所定温度(12)の乾
燥機に入れ,所定時間(12)加熱した後,直ちに105±2℃の乾燥機に移し,30分間以上放置し,8.5b)と
同様な方法で絶乾時耐熱強さを算出する。試験回数は10回とし,その平均値を求め,JIS Z 8401によ
って小数点以下1けたに丸める。その後,耐熱強力比を次の式によって算出し,JIS Z 8401によって
整数に丸める。
100
×
=
d
h
r
S
S
S
ここに, Sr: 耐熱強力比 (%)
Sh: 絶乾時耐熱強さ (N)
Sd: 絶乾時強さ (N)
注(11) 試料をスプール(金属プラスチック製など)にとる場合は,試料が直接スプールに接しないよ
うに紙,布などで包み,加熱時の収縮が可能で,加熱が均一に行われる状態にする。
(12) 加熱温度及び時間は,次のいずれかとする。
a) 180±3℃で4時間
b) 180±3℃で2時間
c) 160±3℃で5時間
d) 140±3℃で24時間
b) 標準時耐熱強さ(B法) 6.によって採取した試料を耐熱試験用スプール(1)にとり,所定温度(12)の乾
燥機に入れ,所定時間(12)加熱した後,標準状態の試験室に放置し,水分平衡に至らせ,8.5a)と同様
な方法で標準時耐熱強さを算出する。試験回数は10回とし,その平均値を求め,JIS Z 8401によって
小数点以下1けたに丸める。その後,耐熱強力比を次の式によって算出し,JIS Z 8401によって整数
に丸める。
100
'
'×
=
d
h
r
S
S
S
ここに,
Sr: 耐熱強力比 (%)
Sh': 標準時耐熱強さ (N)
Sd': 標準時強さ (N)
備考 測定条件を付記する。
8.10 乾熱収縮率 乾熱収縮率の試験は,次のとおりとする。
a) 加熱時乾熱収縮率(A法) 6.の試料から,300mm以上の試験片を採取し,その一端を固定して初荷
重をかけ,よりが戻らないようにして原糸長を正確に測定する。次に,これを初荷重をかけた状態で
所定温度(13)の乾燥機に入れ,所定時間(13)放置した後,加熱の状態で糸長を測定する。次の式によっ
て加熱時乾熱収縮率を算出し,5回の平均値を求め,JIS Z 8401によって小数点以下1けたに丸める。
100
1×
−
=
L
L
L
ACr
ここに, ACr: 加熱時乾熱収縮率 (%)
L: 原糸長 (mm)
L1: 加熱時の糸長 (mm)
注(13) 所定温度及び時間は,次のいずれかとする。
1) 150±3℃で30分
2) 160±3℃で30分
9
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 180±3℃で30分
備考1. 試験機は,定荷重をかけることのできる装置と,試料の長さの変化を読み取ることのできる
装置を備えたものとする。
2. 測定条件を付記する。
b) 加熱後乾熱収縮率(B法) 6.の試料から,300mm以上の試験片を採取し,その一端を固定して,初
荷重をかけ,よりが戻らないようにして,原糸長を正確に測定する。次に,これを無荷重の状態で所
定温度(13)の乾燥機に入れ,所定時間(13)加熱する。加熱後,試料を乾燥機から取り出して標準状態の
試験室に30分以上放置した後,初荷重をかけて糸長を測定する。次の式によって加熱後乾熱収縮率を
算出し,5回の平均値を算出し,JIS Z 8401によって小数点以下1けたに丸める。
100
1×
−
=
L
L
L
BCr
ここに, BCr: 加熱後乾熱収縮率 (%)
L: 原糸長 (mm)
L1: 加熱後の糸長 (mm)
備考 測定条件を付記する。
8.11 乾熱時収縮応力 乾熱時収縮応力の試験は,次のとおり行う。
a) 6.の試料の一端を上部つかみに取り付け,初荷重をかけて固定する。
b) 次に,これを所定温度(14)の乾燥機に入れて5分以上放置した後,生じた力の最大値を読む。
c) 次の式によって乾熱時収縮応力を算出し,5回の平均値を求め,JIS Z 8401によって小数点以下2け
たに丸める。
d
F
F
Sf
′
−
=
ここに, Sf: 乾熱時収縮応力 (cN/dtex)
F: 試料に生じた力 (cN)
F': 初荷重 (cN)
d: 正量繊度 (dtex)
注(14) 所定温度は160±3℃とするが,その他の条件を用いてもよい。この場合は,温度を付記する。
備考 試験機には,試料を生じる力の変化を読み取ることのできる装置を備えたものを用いる。
8.12 クリープ率 クリープ率の試験は,次のとおりとする。
a) 6.の試料から300mm以上の試験片を採取し,その一端を固定し,よりが戻らないようにし,初荷重を
かけて原糸長を正確に測定する。
b) 次に,所定の荷重(15)をかけ,所定の温度(16)で60分間放置した後,糸長を測定する。
c) 次の式からクリープ率を算出し,5回の平均値を求め,JIS Z 8401によって小数点以下1けたに丸め
る。
100
2
×
−
=
L
L
L
Cr
ここに, Cr: クリープ率 (%)
L: 原糸長 (mm)
L2: 加重後の糸長 (mm)
注(15) 所定の荷重は,表示繊度に0.008 8を乗じた数値とし,単位はNとする。
(16) 所定の温度は,常温又は135℃とする。
備考 試験条件を付記する。
10
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
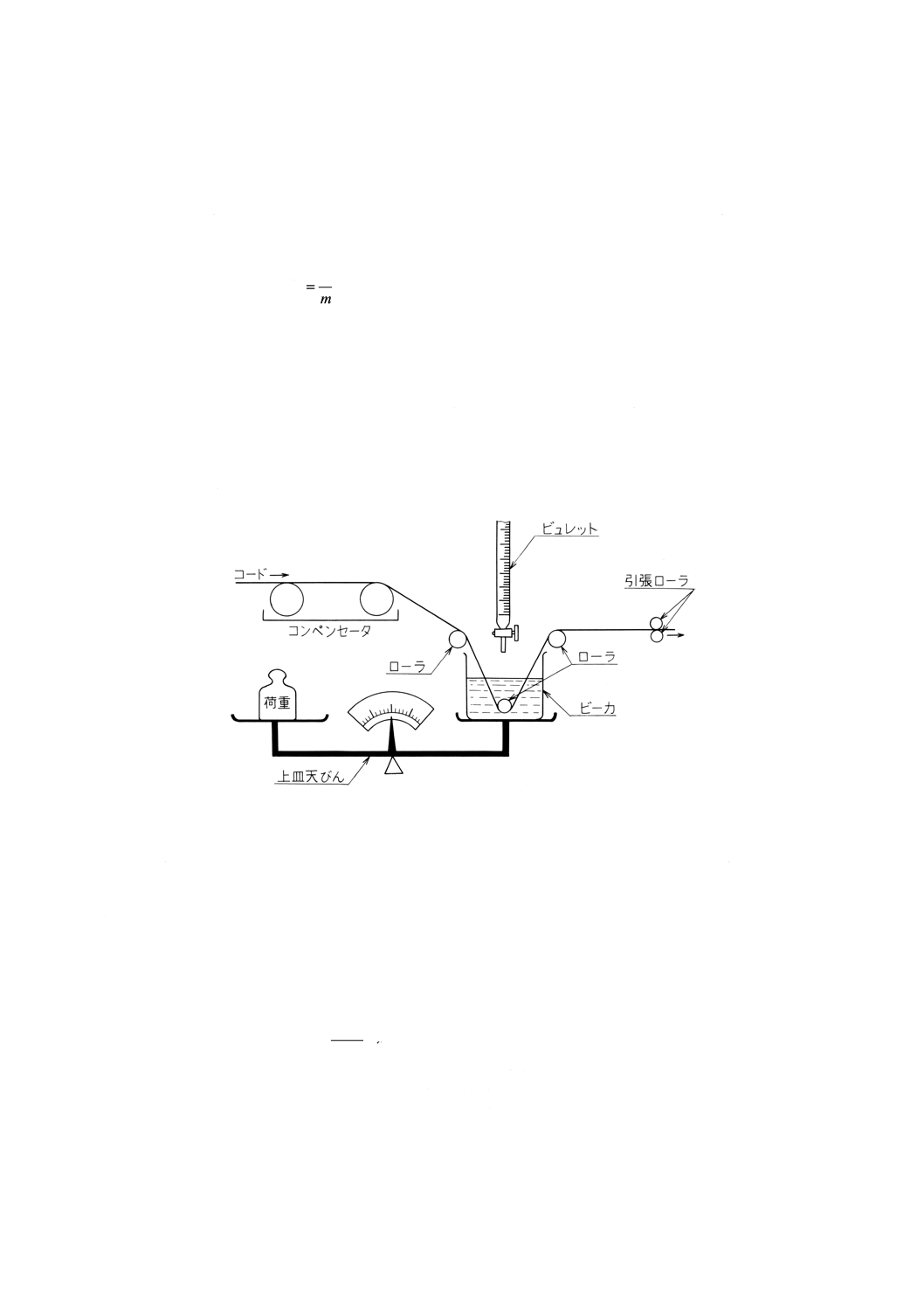
8.13 吸水率 吸水率の試験は,6.の試料(17)を図3に示すような装置のコンペンセータに通して,約0.64N
の荷重を与え,誘導ローラを経て引っ張り,ローラに挟んだ後,浸せき長が18±0.5cmになるように20±
2℃の水を容量500mlのビーカーに入れ,ビーカーを上皿天びん(感量0.1g)でバランスさせながら,ビ
ュレットから水(18)を滴下しながら毎分4.5mの速さで引っ張り,この間に試料45m間の水(18)の滴下量を測
定する。次の式によって吸水率を算出し,JIS Z 8401によって小数点以下1けたに丸める。
100
×
=mP
Ar
ここに, Ar: 吸水率 (%)
P: ビュレットの水(18)滴下量 (ml)
m: 45m試料の標準状態における質量 (g)
注(17) 試料は,検尺器で測定前の誘導用として9mを採取して印を付け,続いて測定用として45mを採
取し,同様に印を付け,更に測定後の誘導用として9mを採取し,合計約63mのかせとする。こ
のかせを水分平衡に至らせ,45mの標準状態における質量を算出する。試料は,小形木製ボビ
ン又はチーズ木管に巻き返して用いる。
(18) JIS K 0557に規定する水を用いる。
図3 吸水率の測定装置
8.14 沸騰水収縮率 沸騰水収縮率の試験は,次のとおりとする。
a) 6.の試料をよりが戻らないようにして300mm以上の長さのループとし,その一端を固定し,初荷重を
かけて原糸長を正確に測定する。
b) 次に,これを無荷重で沸騰水中に浸せきし,30分間放置する。その後,ろ紙などで試料の水分を十分
吸い取り,標準状態の試験室に3時間以上放置した後,初荷重をかけて糸長を測定する。
c) 次の式によって沸騰水収縮率を算出し,5回の平均値を求め,JIS Z 8401によって小数点以下1けた
まで求める。
100
3×
−
=
L
L
L
WCr
ここに, WCr: 沸騰水収縮率 (%)
L: 原糸長 (mm)
L3: 浸せき後の糸長 (mm)
8.15 ディップピックアップ ディップピックアップの試験は,次のとおりとする。
a) 溶解法 繊維の種類によって,次のいずれかの方法で行う。
11
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) ナイロンの場合 6.の試料約3gを5mm以下の長さに切り,よくほぐした後,105±2℃の乾燥機に
移し,恒量になるまで放置し,デシケーター内で冷却後,質量を正確に測定する。これを容量500ml
のビーカーに移し250mlのぎ酸(19)を加えて室温でかくはんしながら溶解させ,質量既知のガラスフ
ィルター(1G2又はこれに相当するもの)でろ過する。この残さを25mlのぎ酸(19)で2回洗い,ぎ
酸(19)をろ過後,約100mlの水で4回に分けて洗い,ろ過する。残さの入ったガラスフィルターを
105±2℃の乾燥機に移し,恒量になるまで放置し,デシケーター中で冷却後,質量を正確に測定す
る。次の式によってディップピックアップを算出し,2回の平均値を求め,JIS Z 8401によって小
数点以下1けたに丸める。
100
×′
−
′
=
m
m
m
Di
ここに, Di: ディップピックアップ (%)
m: 試料の絶乾質量 (g)
m': 残さの絶乾質量 (g)
注(19) JIS K 8264の特級を用いる。
2) ポリエステルの場合 6.の試料約3gを5mm以下の長さに切り,よくほぐした後,105±2℃の乾燥
機に移し,恒量になるまで放置し,デシケーター内で冷却後,質量を正確に測定する。これを,あ
らかじめ塩化亜鉛(20)30mgと沸石を入れた容積50mlの三角フラスコに移し,エチレングリコール
(21)25mlをホールピペットを用いて注入する。加熱器の上で冷却器(例えば,リービッヒ冷却管な
ど)を取り付け,沸騰し始めたらときどきかくはんしながら2.5時間加熱し,溶解させる。溶解を
終えたら加熱器から取り外し,栓をして放冷し,質量既知のガラスフィルター(1G2又はこれに相
当するもの)でろ過する。さらに,0.5mol/lの塩酸(22)10mlを加えガラス棒でかくはんし,再びろ過
する。次に,60℃に熱した水500mlで洗浄し,ろ過する。以下,1)と同様にしてディップピックア
ップを算出する。
なお,接着剤の種類によって補正係数を求める。
注(20) JIS K 8111の特級を用いる。
(21) JIS K 8105の特級を用いる。
(22) JIS K 8180の特級を用いる。
3) レーヨンの場合 6.の試料約3gを5mm以下の長さに切り,よくほぐした後,105±2℃の乾燥機に
移し,恒量になるまで放置し,デシケーター内で冷却後,質量を正確に測定する。これを容量300ml
のビーカーに移し,25〜30℃の硫酸(23)(70〜72%) 150mlをかくはんしながら加え,溶解後,さらに
20分間かくはんし,質量既知のガラスフィルター(1G2又はこれに相当するもの)でろ過する。残
さを水で酸性がなくなるまで洗う(メチルレッドで判定)。以下,1)と同様にしてディップピックア
ップを算出する。
注(23) JIS K 8951の特級を用いる。
4) ビニロンの場合 6.の試料約3gを5mm以下の長さに切り,よくほぐした後,105±2℃の乾燥機に
移し恒量になるまで放置し,デシケーター内で冷却後,質量を正確に測定する。これを500mlの三
角フラスコに移し10%塩酸(22)を200ml加え,沸石を入れ,サンドバスに載せ,冷却器(例えば,リ
ービッヒ冷却管など)を取り付けて,加熱器で2時間以上加熱して溶解させる。溶解後,質量既知
のガラスフィルター(1G2又はこれに相当するもの)でろ過し,残さを70〜80℃に熱した水100〜
200mlで3回洗う。以下,1)と同様にしてディップピックアップを算出する。
12
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 試験に用いる器具は,JIS K 0050の規定による。
b) 質量法 コードについては,次の式によってディップピックアップを算出し,JIS Z 8401によって小
数点以下1けたに丸める。
100
×
−′
=
m
m
m
Di
ここに, Di: ディップピックアップ (%)
m: ディップ前の未処理コードの絶乾質量 (g)
m': ディップ処理後のコードの絶乾質量 (g)
備考 繊維付着油剤の脱着量が無視できない場合は,これを補正する。
8.16 溶剤抽出分 溶剤抽出分の試験は,繊維の種類によって,次のいずれかの方法で試験を行う。
a) アルコール・ベンゼン抽出分(レーヨン,ビニロン及びアラミドの場合) 6.の試料から水分既知の
試料約5gを正確に測定し,ソックスレー抽出器(24)に円筒ろ紙を用いずに軽く入れた後,附属フラス
コに約150mlのアルコール・ベンゼン混合液(25)(容量比1 : 2)を入れ,水浴上に載せて抽出液が弱く
沸騰を保つ程度(26)に4時間加熱した後,試料部にたまった溶液をフラスコに戻し,フラスコ内容物を
10〜15ml以下に濃縮した後(必要に応じて1G1又は3G1のガラスろ過器でろ過する。),あらかじめ
105±2℃で恒量を求めたはかり瓶に移す。抽出フラスコは,50〜60℃のアルコール・ベンゼン混合液
で洗浄し,洗液(ガラスろ過器を用いた場合は,前記ガラスろ過器でろ過後)をはかり瓶に合わせ,
水浴上で溶剤を揮発した後,105±2℃の恒温乾燥機中に1.5時間放置し,デシケーター内で冷却し質
量を測定する。抽出分は,アルコール・ベンゼン混合液抽出量の絶乾質量に対する百分率で表す。試
験回数は2回とし,その平均値を求め,JIS Z 8401によって小数点以下2けたに丸める。
注(24) ソックスレー抽出器は,JIS R 3503に規定するものを用いる。
(25) JIS K 8102及びJIS K 8858の特級を用いる。回収したアルコール・ベンゼン混合液を使用する
際には,水分が1.7±0.5%となるように調製して用いる。
(26) 加熱は,10分間に1回サイホン管を通じて溶剤が還流する程度とする。
b) ジエチルエーテル抽出分(ナイロンの場合) 6.の試料から水分既知の試料約5gを正確に測定し,ソ
ックスレー抽出器(24)に円筒ろ紙を用いずに軽く入れた後,附属フラスコに約150mlのジエチルエーテ
ル(27)を入れ,水浴上に載せて,抽出液が弱く沸騰を保つ程度(26)に1.5時間加熱した後,試料部にたま
った溶液をフラスコに戻し,フラスコ内容物を10〜15mlに濃縮した後(必要に応じて1G1又は3G1
のガラスろ過器でろ過する。),あらかじめ105±2℃で恒量を求めたはかり瓶に移す。抽出フラスコは
ジエチルエーテルで洗浄し,洗液(ガラスろ過器を用いた場合は前記ガラスろ過器でろ過後)をはか
り瓶に合わせ,水浴上で溶剤を揮発させた後,105±2℃の恒温乾燥機中に1.5時間放置し,デシケー
ター内で冷却し質量を測定する。抽出分は,ジエチルエーテル抽出量の絶乾質量に対する百分率で表
す。試験回数は2回とし,その平均値を求め,JIS Z 8401によって小数点以下2けたに丸める。
注(27) JIS K 8103の特級を用いる。
c) メタノール抽出分(ポリエステルの場合) 6.の試料から水分既知の試料約5gを正確に測定し,ソッ
クスレー抽出器(24)に円筒ろ紙を用いずに軽く入れた後,附属フラスコに150mlのメタノール(28)を入
れ,水浴上に載せて抽出液が弱く沸騰を保つ程度(26)に3時間加熱した後,試料部にたまった溶剤をフ
ラスコに戻し,フラスコ内容物を5ml以下に濃縮した後(必要に応じて1G1又は3G1のガラスろ過器
でろ過する。),あらかじめ105±2℃で恒量を求めたはかり瓶に移す。抽出フラスコはメタノールで洗
浄し,洗液(ガラスろ過器を用いた場合は,前記ガラスろ過器でろ過後)をはかり瓶に合わせ,溶剤
13
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
を揮発させた後,105±2℃の恒温乾燥機中に1.5時間放置し,デシケーター内で冷却し,質量を測定
する。抽出分は,メタノール抽出量の絶乾質量に対する百分率で表す。試験回数は2回とし,その平
均値を求め,JIS Z 8401によって小数点以下2けたに丸める。
注(28) JIS K 8891の特級を用いる。
備考 試験に用いる器具は,JIS K 0050の規定による。
14
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 衝撃切断仕事量,疲労強さ,接着力及び
ディップピックアップ(アラミド)試験方法
この附属書(参考)は,タイヤコード及びタイヤコードすだれ織物の衝撃切断仕事量,疲労強さ,接着
力及びディップピックアップ(アラミドの場合)試験方法についての代表例を記述するものであり,規定
の一部ではない。
1. 衝撃切断仕事量 衝撃切断仕事量は,振子形衝撃強さ試験機を用い,試験片のつかみ間の距離を30cm
として衝撃振子を60°の角度から落下させ,衝撃振子が反対方向に上昇する角度を,試験片を用いない場
合と用いた場合についてそれぞれ測定し,次の式によって算出する。試験回数は10回とし,その平均値を
求め,JIS Z 8401によって小数点以下2けたに丸める。
A=F・s(cosα−cosα0)
ここに,
A: 衝撃切断仕事量 (J)
F: 衝撃振子が試験片に衝突するときの力 (N)
s: 重心と支点の距離 (m)
α0: 試験片を用いない場合の上昇角度
α: 試験片を切断した場合の上昇角度
備考1. コードつかみと接する点で切断したものは除く。
2. 試験機の形式は,試料のたて方向に衝撃を与える方式でも,試験片のよこ中央部に衝撃を与
える方式でもいずれでもよい。ただし,その形式を記録に付記する。
3. 必要に応じて,F,s及び衝撃部分の径を付記する。
2. 疲労強さ
2.1
圧縮・曲げ疲労強さ 圧縮・曲げ疲労強さの試験には,次のファイアストン法(A法)又はデマチ
ア法(B法)がある。
2.1.1
ファイアストン法(A法)
a) 附属書1図1に示すような圧縮・曲げ試験機を用い,試験片をゴム付コード(1)の状態にして,このゴ
ム付コードを埋め込んだ試験用パッド(2)(3)の試験片側が試験機のスピンドル面にくるように取り付け,
71±15℃で所定荷重(4)をかけ,250rpmの速さで圧縮・曲げ処理を行う。
15
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図1 ファイアストン法(A法)圧縮・曲げ試験機
注(1) 試験片に受渡当事者間で取り決めた材質のゴムをはり合わせ,幅約15cm,長さ約35cm,厚さ0.114
〜0.127cmの状態としたもの。この場合,試験片のコード密度を記録に付記する。
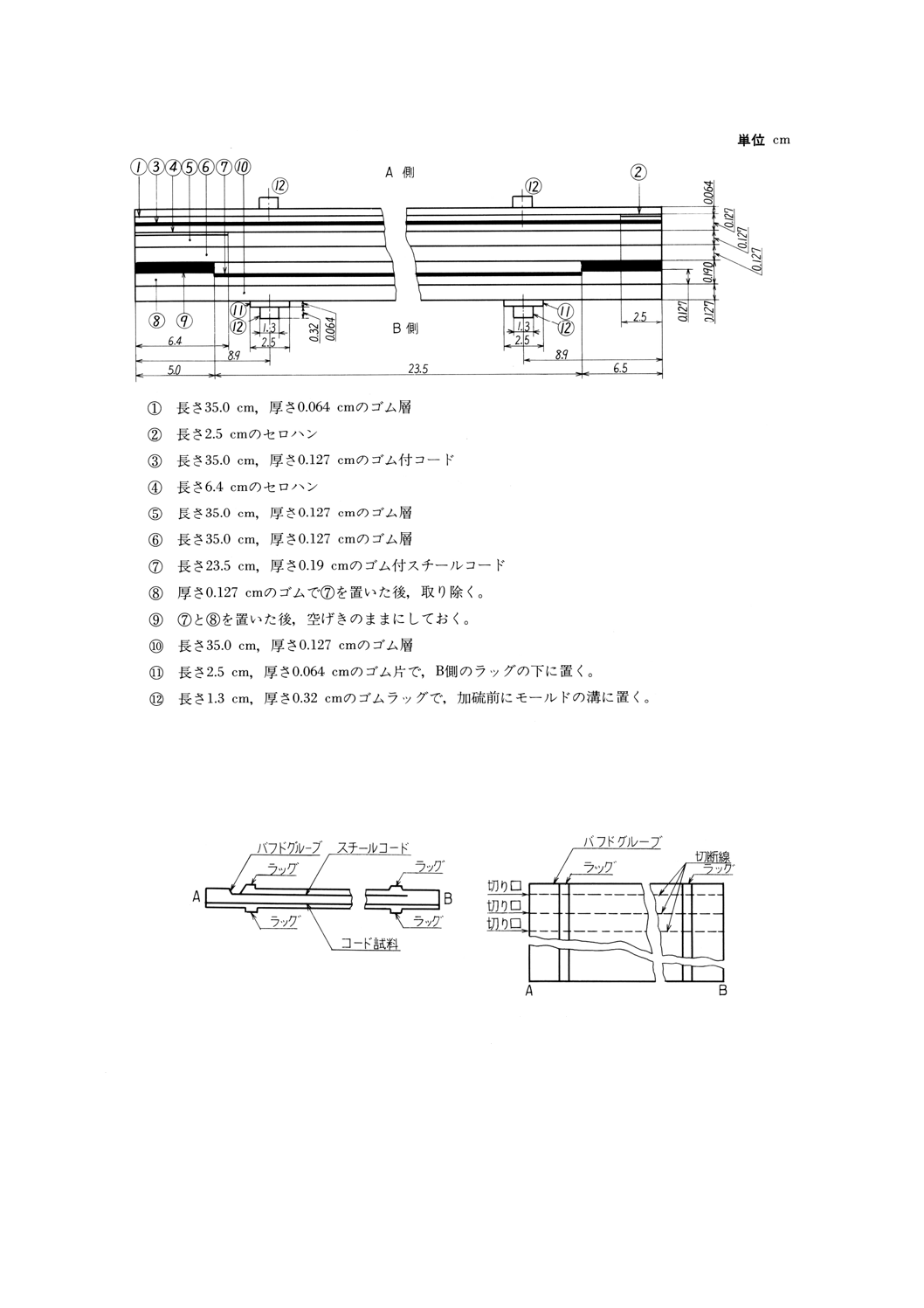
(2) 試験用パッドは,附属書1図2に示すような構造(幅は,すべて15cmであるので側面図だけ
を示す。)をもつもので,加硫後24時間以上,標準状態の室内又は装置内に放置しておいたも
のを用いる。
16
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図2 試験用パッドの一例
(3) 試験用パッドのスチールコード側を附属書1図3の“バフドグルーブ”のようにスチールコー
ドまでバフする。次に試験用パッドの一端からスチールコード5本(約0.64cm)を数え,バフ
部から“A”端まで切り口を入れ,それぞれの切り口から長さ方向に試験用パッドを切断する。
附属書1図3 バフドグルーブ
(4) スピンドルにかかる荷重は,受渡当事者間の協議による。
b) 次に,未処理及び圧縮曲げ処理を行った試験用パッド(以下,未処理試験用パッド及び処理試験用パ
ッドという。)をはく離(5)し,それぞれの試験用パッドから10本及び5本ずつコードをとり,本体の
8.5b)に準じて絶乾時引張強さを求める。
注(5) 試験用パッドのはく離法 未処理試験用パッド及び処理試験用パッドは,次の方法によっては
17
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
く離し,コードを取り出す。
1) 各試験用パッドにおいて,附属書1図2の①及び③をA,⑤,⑥,⑦及び⑩をBとし,④
を外し,Aを万力でつかみ,Bを引っ張って,AとBとを分離する。
2) 次にAにあるコードを1本ずつ取り出す。
c) 標準のタイヤコード(6)を用いた試験片(以下,標準コード試験片という。)を用いてa)及びb)の操作
を行う。
注(6) 受渡当事者間の協議によって作製したもの。
d) 次の式によって圧縮・曲げ疲労率を求める。
100
×
=
c
e
r
NF
NF
F
ただし、
e
e
e
e
e
e
NR
TF
TA
TF
TA
NF
×
−
−
=
c
c
c
c
c
c
NR
TF
TA
TF
TA
NF
×
−
−
=
ここに,
Fr: 圧縮・曲げ疲労率 (%)
NFe: 試験片が疲労限界強さに達するまでの圧縮・曲げ回数
NFc: 標準コード試験片が疲労限界強さに達するまでの圧縮・曲
げ回数
TAe: 試験片を埋め込んだ未処理試験用パッドから取り出したコ
ードの絶乾時引張強さ (N)
TAc: 標準コード試験片を埋め込んだ未処理試験用パッドから取
り出したコードの絶乾時引張強さ (N)
TFe: 試験片の疲労限界強さ (N)
TFc: 標準コード試験片の疲労限界強さ (N)
TBe: 試験片を埋め込んだ処理試験用パッドから取り出したコー
ドの絶乾引張強さ (N)
TBc: 標準コード試験片を埋め込んだ処理試験用パッドから取り
出したコードの絶乾引張強さ (N)
NRe: 試験片の圧縮・曲げ回数
NRc: 標準コード試験片の圧縮・曲げ回数
2.1.2
デマチア法(B法) 附属書1図4に示すような圧縮・曲げ試験機を用い,試験片をゴム付コード
(7)の状態にして,さらに試料台をはり合わせたゴム付コード試験片(8)の試料側が,圧縮・曲げ作用を受け
るように,上下に7.0cmのストロークで運動するつかみに取り付け(9),所定時間(受渡当事者間の協議に
よる。),400rpmの速さで圧縮・曲げ処理を行う。
次に,未処理ゴム付コード及び処理ゴム付コードをはく離(10)し,それぞれのゴム付コードから各10本
ずつの試験片を採取し,本体の8.5b)に準じて引張強さを求め,次の式によって,圧縮・曲げ耐久率を求
める。
100
×
=
a
b
r
T
T
T
ここに, Tr: 圧縮・曲げ耐久率 (%)
Ta: 未処理ゴム付コードから取り出した試験片の引張強さ (N)
Tb: 処理ゴム付コードから取り出した試験片の引張強さ (N)
18
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
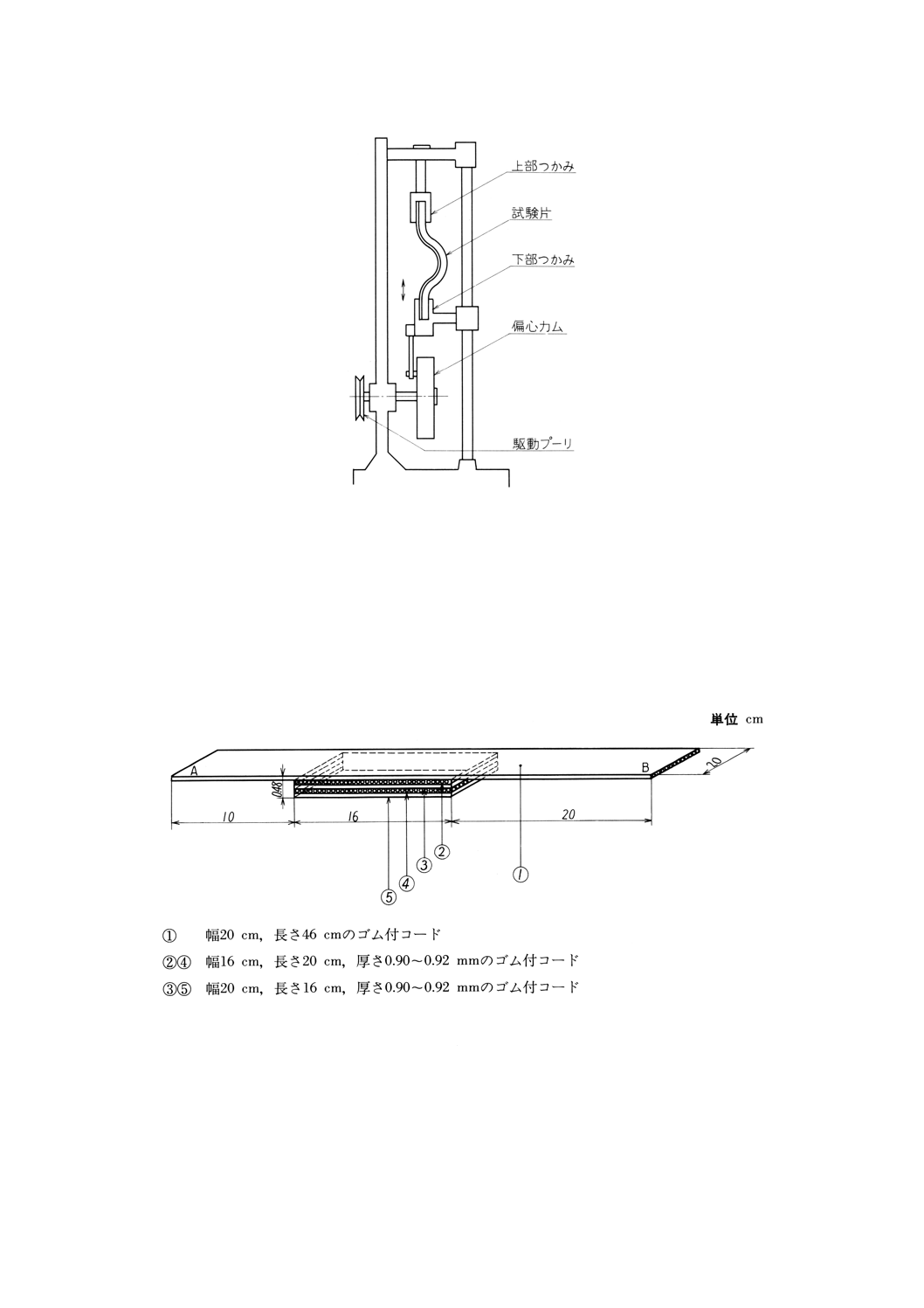
附属書1図4 デマチア法(B法)用圧縮・曲げ試験機
注(7) 試験片に受渡当事者間で取り決めた材質のゴムをはり合わせ,幅20cm,長さ46cmの状態とし
たもの。この場合,試験片の密度を記録に付記する。
(8) ゴム付コード試験片は,附属書1図5に示すようにゴム付コードと試料台(ゴム付コードを交
互に90°に4枚はり合わせたもの)からなり,“A”“B”両端に次の伸びを与えて,固定した状
態で加硫したものを用いる。加硫条件は,受渡当事者間の協議による。
また,ゴム付コード試験片は,加硫後24時間以上,標準状態の室内又は装置内に放置してお
く。
備考 幅は,コードのたて方向をいい,長さは,コードのよこ方向をいう。
附属書1図5 ゴム付コード試験片
(9) 試験機には,ゴム付コード試験片の両端約2.5cmを除き,中央部分から幅2.5cmの試験片を6
個採取する。次に,この中の3個を附属書1図5の“B”端から試料台の部分までを切り取り,
切り取った端を試料コードが内側(屈曲側)になるように,垂直に下部つかみに取り付ける。
この場合,幅2.5cmの試験片は,同時に3個並べて取り付ける。“A”端のゴム付コードを折り
19
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
曲げて試料台の他端を試験機の上部つかみに取り付ける。上下つかみ間距離は,10cmとする。
(10) はく離する場合,試験片の中央部から,10本同時に試料台から引きはがさなければならない。
2.2
伸長・圧縮疲労強さ
2.2.1
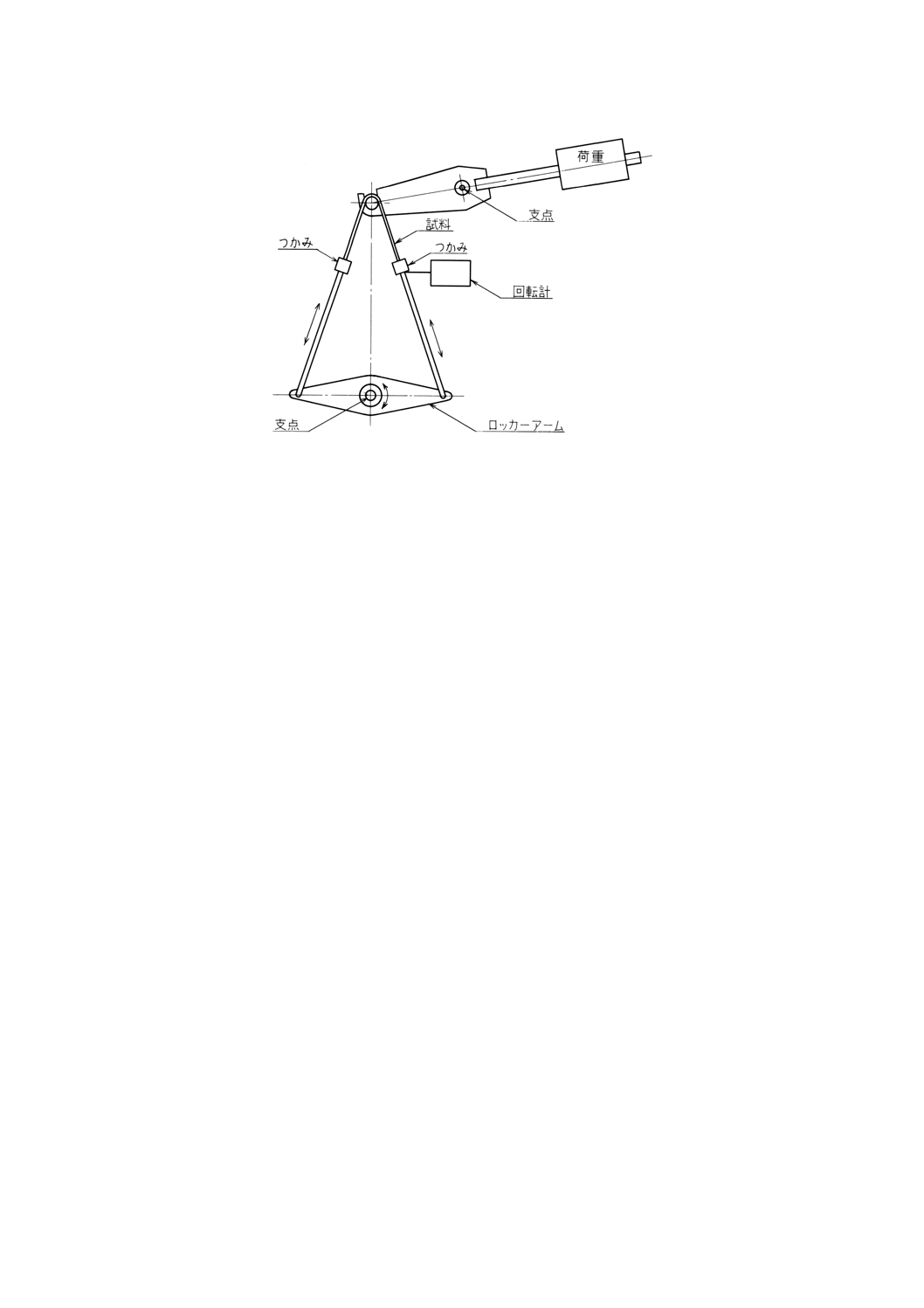
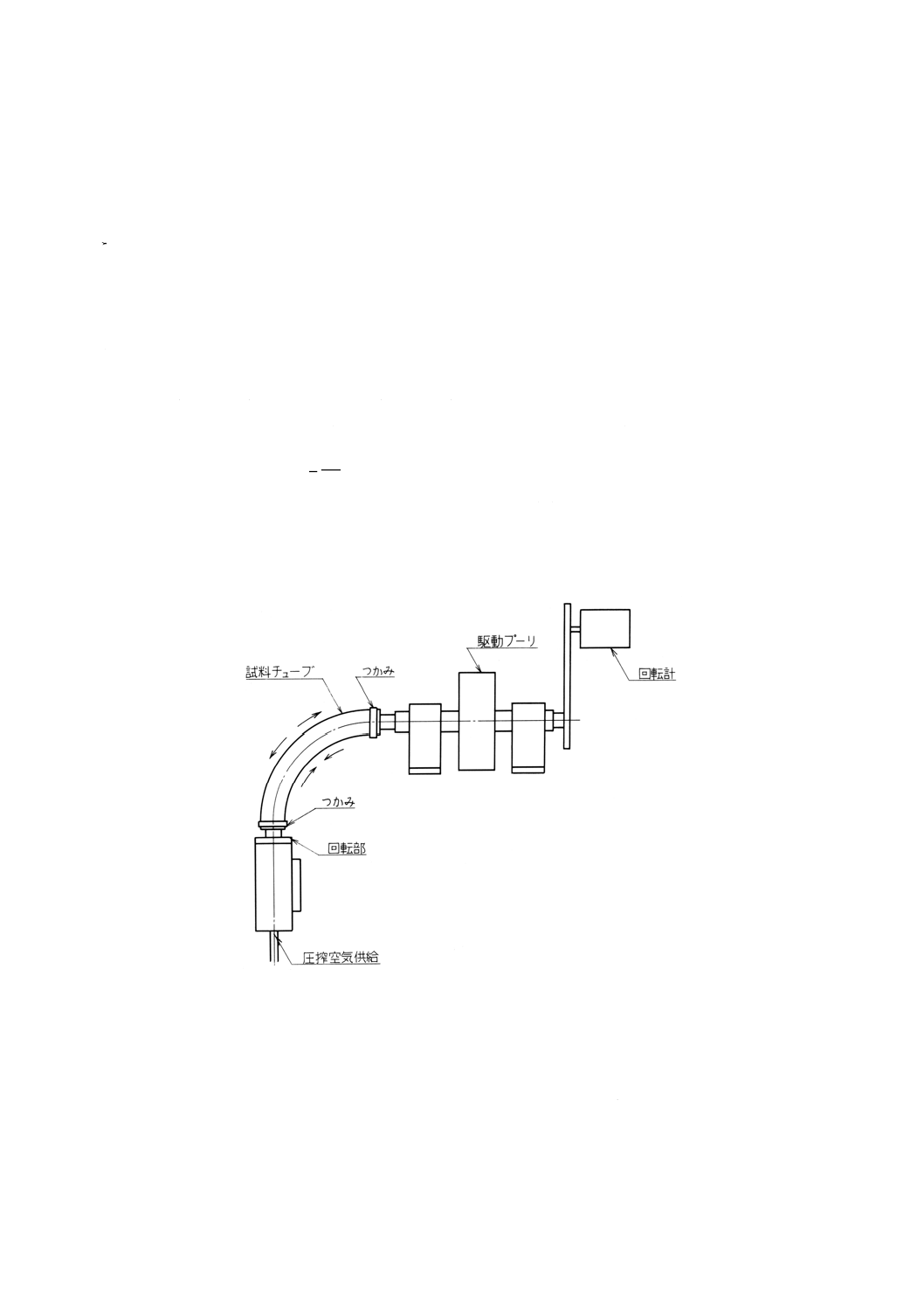
チューブ疲労強さ(グッドイヤ法) チューブ疲労強さ(グッドイヤ法)の試験は,次のとおり行
う。
a) 附属書1図6に示すような伸長・圧縮疲労試験機を用い,試験片を軸と平行に埋めたゴム製チューブ
状試験片(11)を90°に折り曲げて取り付け(12),圧搾空気で内圧をかけて回転させ(13),伸長・圧縮疲労
によってチューブが破壊するまでの回転数を記録する。
b) 次に,標準のタイヤコード(6)を用い,ゴム製チューブ状試験片(11)と同様に作製したゴム製チューブ状
標準試験片の破壊までの回転数を記録する。
ゴム製チューブ状試験片及びゴム製チューブ状標準試験片とも6本の試験片について行い,次の式
によって伸長・圧縮耐久率を算出し,さらに,6本の試験片の平均値を算出する。
100
×
=
c
e
r
NR
NR
N
ここに,
Nr: 伸長・圧縮耐久率 (%)
NRe: 試料コードの回転数
NRc: 標準コードの回転数
附属書1図6 グッドイヤ法の伸長・圧縮疲労試験機
注(11) 次の手順によって,ゴム製チューブ状試験片を作製する。
また,構造図を附属書1図7に示す。
1) 試験片は,ラッピングドラムを使用してゴム付コードにする。
2) ラバーアプライヤで軸しんにゴムシートを直径2.1cmまで巻き,ゴム付コードを張り,さ
らに直径2.5cmまでゴムシートを巻く。
3) 次に,スパイラルラップ装置でラップコードを巻き,再びラバーアプライヤに移してゴム
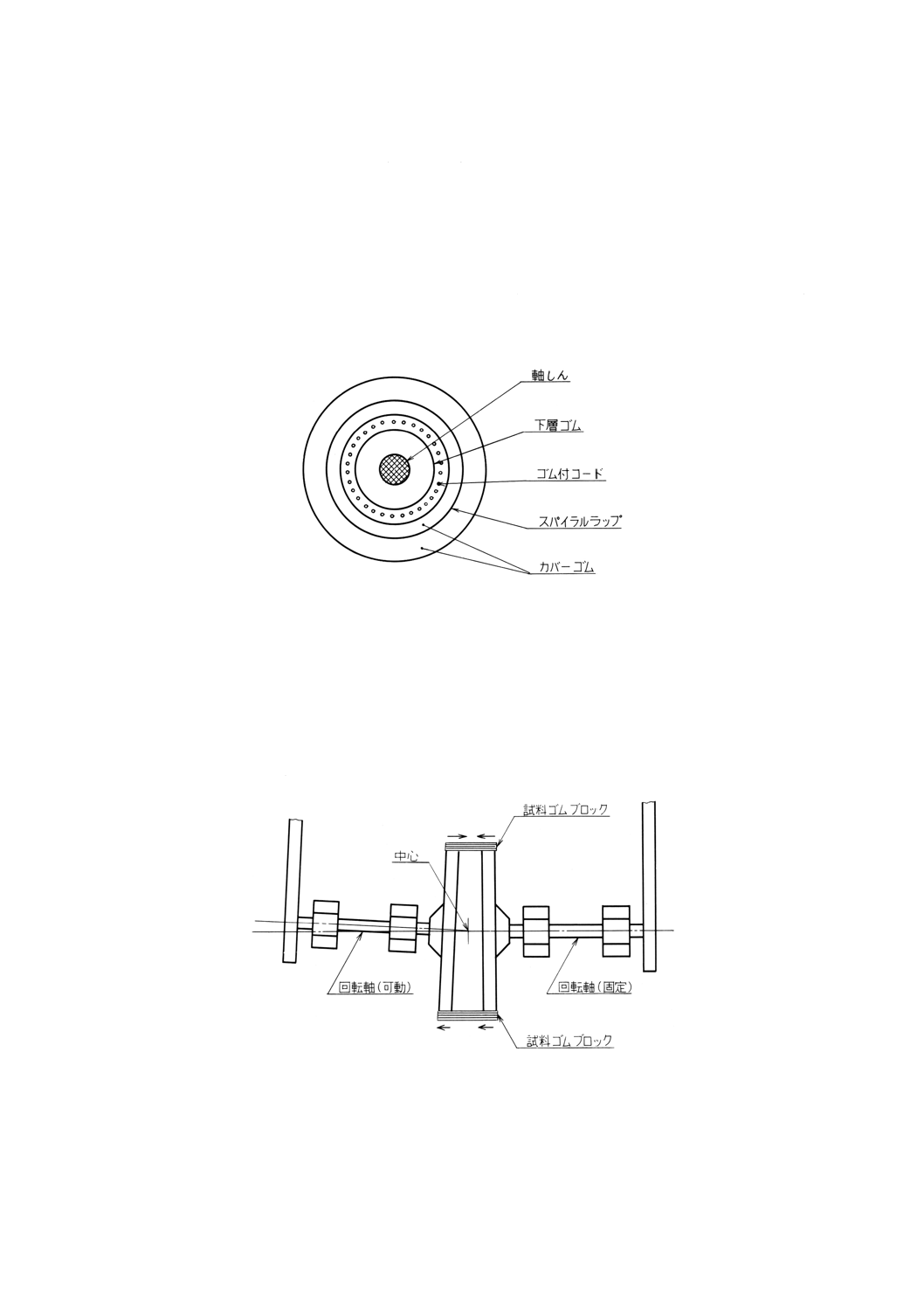
20
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
シートを直径2.75cmまで巻く。
なお,両端にラッピングテープを巻く。
4) 3)で作製したものをプレス加硫し,長さを24.1cmにする。
(12) プレフレックスマシンに2分間かけ,試料になじみを付けた後,90°に折り曲げて取り付ける。
(13) 試験条件は,次のとおりとする。
1) 内圧 0.34MPa
備考 圧力を確認する計器は,当分の間,従来単位に基づくものを用いてもよい。この場合,
圧力は,3.5kgf/cm2とする。
2) 回転数 850rpm。ただし,30分ごとに回転方向を変える。
附属書1図7 ゴム製チューブ状試験片の構造
2.2.2
ディスク疲労強さ(グッドリッチ法) ディスク疲労強さ(グッドリッチ法)の試験は,次のとお
り行う。
a) 附属書1図8に示すようなディスク疲労試験機を用い,試験片を埋めたゴムブロック(14)を所定の伸長
率及び圧縮率(受渡当事者間の協議による。)になるように,傾けた2枚のディスクの周囲に取り付け
る。
注(14) 長さ5.0〜8.0cm,幅及び厚さ1.0〜1.5cmの大きさのゴムブロックで,長さ方向の中央に試験片
を入れたものである。
附属書1図8 ディスク疲労試験機
b) 次に,1 800〜2 800rpmの回転数で24時間から72時間の範囲内(15),所定温度(16)で回転させた後,試
験片をゴムブロックから取り出し,本体の8.5b)に準じて強さの試験を行う。
注(15) 24時間から72時間の範囲内で,受渡当事者間の協議による。
21
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(16) 受渡当事者間の協議による。
c) 次の式によって,圧縮・曲げ耐久率を算出する。
100
×
=
c
d
r
T
T
NF
ここに, NFr: 圧縮・曲げ耐久率 (%)
Tc: 未処理ゴムブロックから取り出した試験片の引張強さ (N)
Td: 処理ゴムブロックから取り出した試験片の引張強さ (N)
3. 接着力
3.1 Tテスト(A法) Tテスト(A法)の試験は,次のとおり行う。
a) コードを接着剤処理後,接着性能が変化しないように遮光性容器(例えば,黒ポリエチレン袋)に入
れて密封し,標準状態温度で保存された試料を10本とり,あらかじめ溝付加硫板に埋め込まれた未加
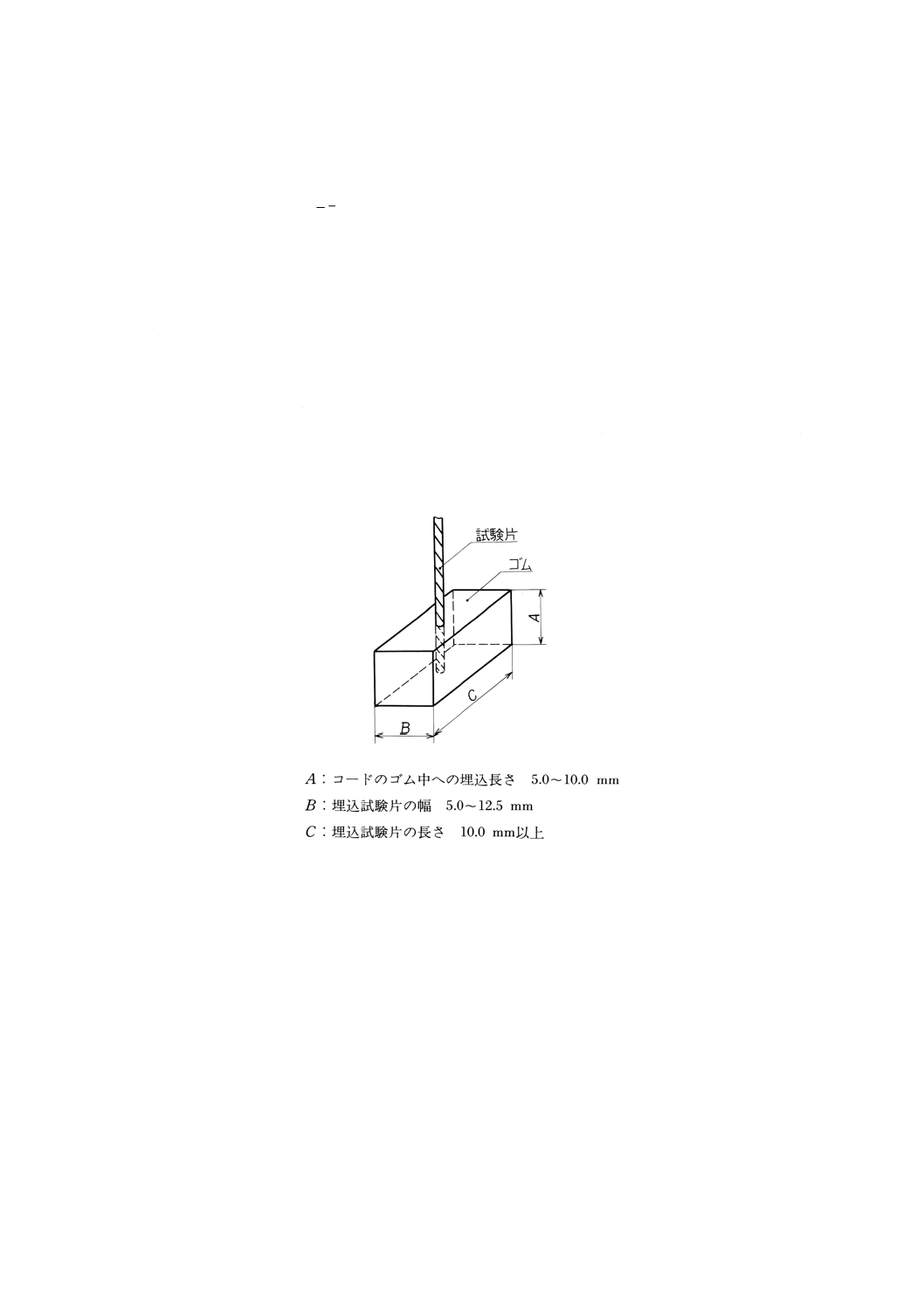
硫ゴム上に荷重をかけてコードを張り,その上に未加硫ゴムを張り合わせ,試験片が動かない状態で
加硫して埋込試験片(17)を10個作製する。
注(17) 埋込試験片の形状を附属書1図9に示す。
附属書1図9 埋込試験片の形状
b) 接着力の測定は,加硫終了後,少なくとも標準状態で30分間以上放置後に行う。
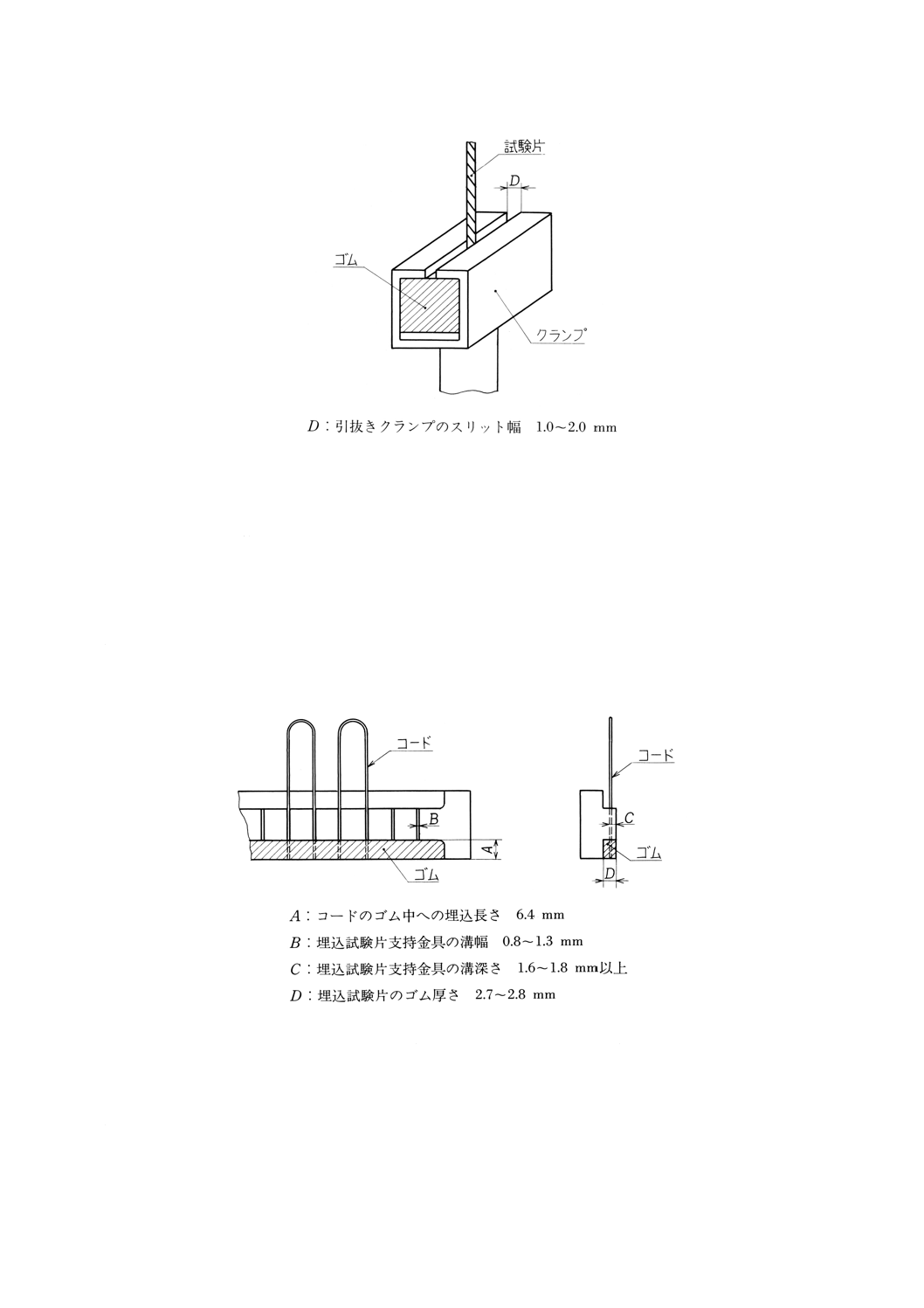
c) 次に,標準状態の試験室で,引抜き試験用クランプ(18)を取り付けた引張試験機を用い,原則として
100mm/min又は350mm/minの速度で埋込試験片からコードを引き抜き,このときの最大応力を1Nま
で測定する。
注(18) 引抜き試験用クランプに埋込試験片をセットした状態を附属書1図10に示す。
22
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 引張試験機は,当分の間,応力が従来単位によって表示されたものを用いてもよい。この場合,
最大応力は1kgf=9.806 65Nの換算率で換算し,JIS Z 8401によって整数に丸める。
附属書1図10 引抜き試験用クランプに埋込試験片をセットした状態
d) 10個の平均値を算出し,JIS Z 8401によって整数に丸める。
備考 記録には,試験条件(ゴム埋込長さ,埋込試験片の幅,スリット幅,引張速度,引抜き時の試
験温度,ゴム配合名,加硫条件など)を必ず付記する。
3.2
Uテスト(B法) Uテスト(B法)の試験は,次のとおり行う。
a) あらかじめ埋込試験片支持金具(19)に埋め込まれた未加硫ゴム(20)上に荷重をかけてコードを張り,そ
の上に未加硫ゴムを張り合わせ,コードが動かない状態で加硫して埋込試験片を作製する。
注(19) 埋込試料を作製した後の埋込試験片支持金具の形状を附属書1図11に示す。
附属書1図11 埋込試験片支持金具の形状
(20) 未加硫ゴムは,平織物を片面に接着処理によって張り付けた接着試験用ゴムからなり,ゴムの
厚さは1.9mm,平織物は,たて糸・よこ糸ともに原則としてナイロン940dtex/1,打込み本数30
本/5cmとする。
b) 接着力の測定は,加硫終了後,少なくとも標準状態で30分間以上放置して行う。
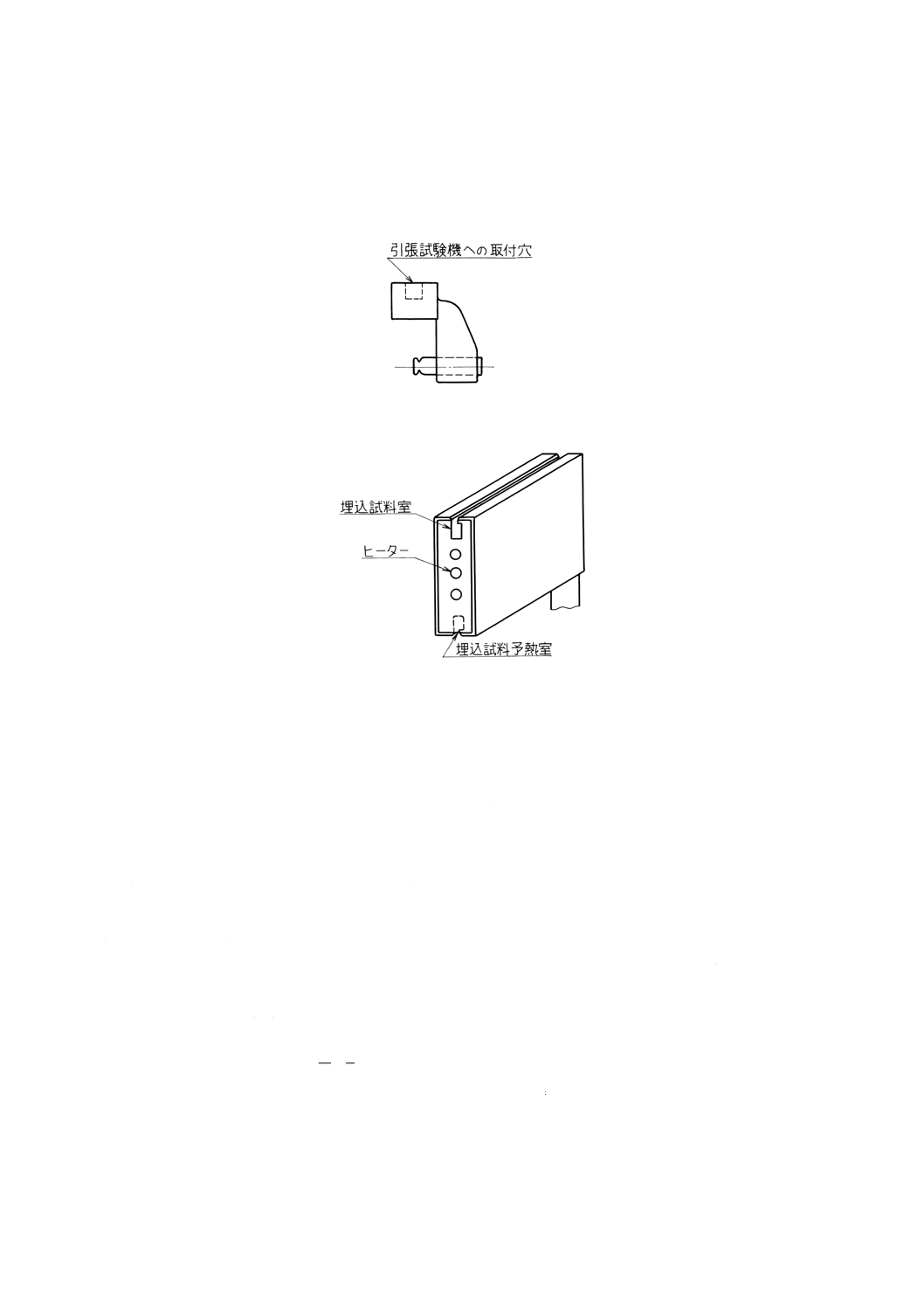
c) 次に,引抜き試験用の引掛け金具(21)及び加熱装置を備えた埋込試験片固定金具(22)を取り付けた引張
23
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験機で,埋込試料予熱部を原則として125℃として埋込試料を3分間予熱し,直ちに,埋込試料室
に移して引張速度100mm/min又は350mm/minで埋込試験片からコードを引き抜き,このときの最大
応力を1Nまで測定する。
注(21) 引掛け金具を附属書1図12に示す。
附属書1図12 引掛け金具
(22) 埋込試験片固定金具を附属書1図13に示す。
附属書1図13 埋込試験片固定金具
d) 10個の平均値を求め,JIS Z 8401によって整数に丸める。
備考 記録には,試験条件(ゴム埋込長さ,埋込試験片の幅,スリット幅,引張速度,引抜き時の試
験温度,ゴム配合名,加硫条件など)を必ず付記する。
4. ディップピックアップ溶解法(アラミドの場合) 試料約3gを5mm以下の長さに切り,よくほぐし
た後105±2℃の乾燥器内に移し恒量になるまで放置し,デシケーター中で冷却後質量を正確に測定する。
これを300mlのビーカーに移し,濃硫酸約50mlを加え,室温でかくはんしながら約8時間放置する。質
量既知のガラスフィルター(1G2又はこれに相当するもの)でろ過する。
残さを25mlの濃硫酸で3回洗う。次に約60℃の温水100mlを4回に分けて洗浄する。さらに残さを5%
炭酸ナトリウム水溶液25mlで3回洗い,最後に約60℃に熱した水100mlを4回に分けて洗い,ろ過する。
残さの入ったガラスフィルターを105±2℃の乾燥器内に移し恒量になるまで放置し,デシケーター中で
冷却後,質量を正確に測定する。次の式によってディップピックアップを算出し,2回の平均値を求め,
JIS Z 8401によって小数点以下1けたに丸める。
100
×′
−
′
=
m
m
m
Di
ここに, Di: ディップピックアップ (%)
m: 試料の絶乾質量 (g)
m': 残さの絶乾質量 (g)
24
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) タイヤコードすだれ織物の取引における表示方法
この附属書(参考)は,タイヤコードすだれ織物の取引における表示方法について記述するものであり,
規定の一部ではない。
1. タイヤコードすだれ織物の表示 タイヤコードすだれ織物の表示は,各ロールごとに,次の事項を表
示する。ただし,d)〜k)は,省略してもよい。
a) 質量
b) 幅
c) 長さ
d) 単位面積当たりの質量
e) コード密度
f)
コード総本数
g) よこ糸密度
h) コードの構成
i)
よこ糸の構成
j)
タビーのよこ糸構成
k) タビーのよこ糸密度
l)
タビーの長さ
2. 表示方法 表示方法は,次のとおりとする。
a) 質量 質量は,普通の状態で測定し,そのときの水分率によって各素材別の公定水分率を用い,換算
した正量質量を0.1kgまで算出し,JIS Z 8401によって整数に丸め,この値を表示する。
b) 幅 数箇所の幅を0.1cmまで測定し,平均値を算出し,JIS Z 8401によって整数に丸め,この値を表
示する。
c) 長さ 長さは,0.1mまで測定し,JIS Z 8401によって整数に丸め,この値を表示する。
d) 単位面積当たりの質量 幅に長さを乗じて面積を求め,この面積で質量を除し,1m2当たりのグラム
に換算して,JIS Z 8401によって整数に丸め,この値を表示する。
e) コード密度 コード総本数を幅で除し,5cm当たりに換算し,JIS Z 8401によって小数点以下1けた
に丸め,この値を表示する。
f)
コード総本数 コードの総本数を表示する。
g) よこ糸密度 数箇所の25cm間のよこ糸の打込本数を測定し,5cm間の密度を求め,平均値を算出し,
小数点以下1けたを二捨三入して表示する。
h) コードの構成 コードを構成する原糸の表示繊度,単糸数及び合糸数で表示する。
i)
よこ糸の構成 よこ糸の太さ及び合糸数で表示する。
j)
タビーのよこ糸構成 タビーのよこ糸の太さ及び合糸数で表示する。
k) タビーのよこ糸密度 タビーのよこ糸の打込本数をタビーの幅で除し,5cm間に換算して,JIS Z 8401
によって整数に丸め,この値を表示する。
l)
タビーの長さ タビーの長さを中央及び両耳付近で0.1cmまで測定し,平均値を算出し,JIS Z 8401
25
L 1017 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
によって整数に丸め,この値を表示する。
改正原案作成委員会 構成表
氏名
所属
(委員長)
高 久 明
東京工業大学工学部
辻 信 一
通商産業省生活産業局
天 野 正 喜
工業技術院標準部
茂 木 保 一
通商産業省通商産業検査所
佐 藤 倭 敏
財団法人日本化学繊維検査協会
外 山 富 一
帝人株式会社
浅 野 幹 雄
東レ株式会社
吉 村 輝 男
東洋紡績株式会社
伊 藤 文 一
旭化成工業株式会社
佐々木 行 忠
ユニチカ株式会社
谷 村 信
日本化学繊維協会
三 宅 逸 男
株式会社ブリヂストン
古 浜 暉 英
横浜ゴム株式会社
渡 沼 暹
住友ゴム工業株式会社
石 澤 登
東洋ゴム工業株式会社
出 井 健 夫
オーツタイヤ株式会社
加 藤 正 純
ミシュランオカモト株式会社
林 宏
社団法人日本自動車タイヤ協会
(事務局)
近 野 良
日本化学繊維協会
大松沢 明 宏
日本化学繊維協会
日本工業標準調査会 標準部会 消費生活技術専門委員会 構成表
氏名
所属
(委員会長)
小 川 昭二郎
お茶の水女子大学
(委員)
秋 庭 悦 子
社団法人日本消費生活アドバイザー・コンサルタント協会
井 村 五 郎
千葉工業大学
入 江 稔 員
社団法人日本ガス石油機器工業会
長 見 萬里野
財団法人日本消費者協会
口ノ町 康 夫
独立行政法人産業技術総合研究所
小 熊 誠 次
社団法人日本オフィス家具協会
佐 野 真理子
主婦連合会
所 村 利 男
独立行政法人製品評価技術基盤機構
高 野 信 一
社団法人日本電機工業会
堤 暢 廣
社団法人繊維評価技術協議会
土 橋 明 美
文化女子大学
長久保 徹
財団法人製品安全協会
鍋 嶋 詢 三
社団法人消費者関連専門家会議
橋 本 享
株式会社西友
菱 木 純 子
全国地域婦人団体連絡協議会
肥 塚 忠 雄
社団法人日本住宅設備システム協会
万 代 善 久
財団法人共用品推進機構
村 田 政 光
財団法人日本文化用品安全試験所