K 7374:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本プラスチック工業連盟(JPIF)/財団法人
日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS K 7374には,次に示す附属書がある。
附属書(参考)像鮮明度測定例
K 7374:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 原理 ······························································································································ 1
5. 装置 ······························································································································ 1
6. 試験片 ··························································································································· 3
7. 測定 ······························································································································ 3
8. 計算 ······························································································································ 4
9. 結果の表し方 ·················································································································· 5
10. 試験報告 ······················································································································ 5
附属書(参考)像鮮明度測定例 ······························································································· 6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7374:2007
プラスチック−像鮮明度の求め方
Plastics−Determination of image clarity
序文 この規格はJIS K 7105:1981(プラスチックの光学的特性試験方法)から像鮮明度に関する測定方法
だけを分離・独立して新規に制定した日本工業規格である。写像性試験方法としてJIS H 8686-2(アルミ
ニウム及びアルミニウム合金の陽極酸化皮膜の写像性試験方法−第2部:機器測定法)があるが,これは
アルミニウムの陽極酸化皮膜の写像性に特化した規格であり反射測定だけで,透過測定は含まれていない。
プラスチックにおいては透過測定が多く,透過においては写像性という名称は適切でないため,透過・反
射を含め像鮮明度とした。
1. 適用範囲 この規格は,プラスチックの像鮮明度の求め方について規定する。ここでいうプラスチッ
クは,フィルム状及び板状のものをいい,プラスチックの塗装面,プラスチックのめっき面,光沢フィル
ムなどを含む。ペレット,粉体及び糸状のプラスチックには適用しない。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS C 7711 タングステン電球フィラメント継線形式の表し方
JIS K 6900 プラスチック−用語
JIS Z 8401 数値の丸め方
JIS Z 8741 鏡面光沢度−測定方法
3. 定義 この規格で用いる主な用語の定義は,JIS K 6900によるほか,次による。
a) 像鮮明度 プラスチックを透過して見える物体の像,又はプラスチックの表面で反射して見える物体
の像が,どの程度鮮明にゆがみなく見えるかの度合い。
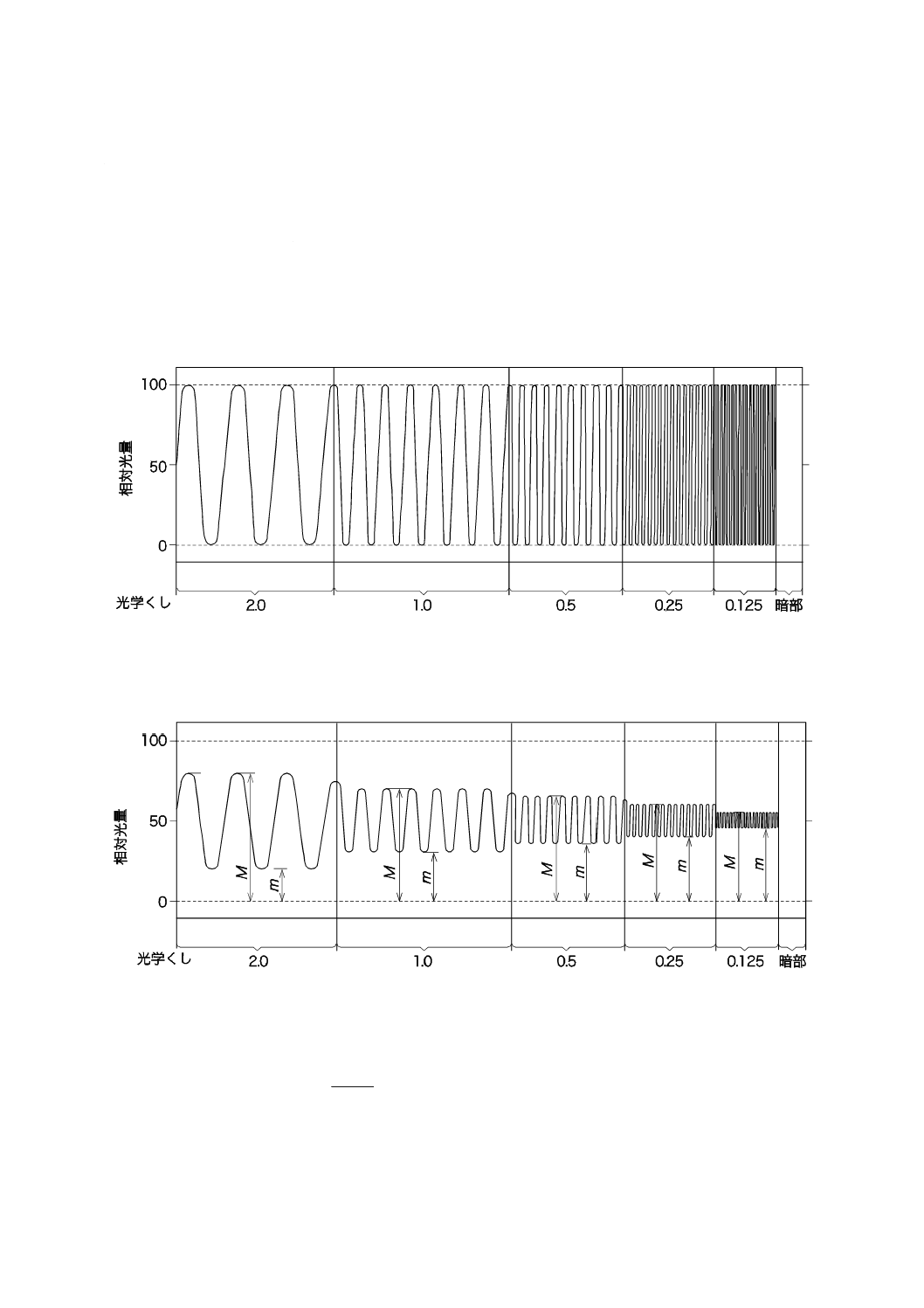
4. 原理 像鮮明度は,試験片を透過又は反射する光量を,移動する光学くしを通して測定し,計算によ
って求める。
試験片の透過光又は試験片からの反射光の光線軸に直交する光学くしを移動させて,光線軸上にくしの
透過部分があるときの光量(M)と,くしの遮光部分があるときの光量(m)を求める。両者の差(M−m)
と和(M+m)との比率(%)が像鮮明度である。
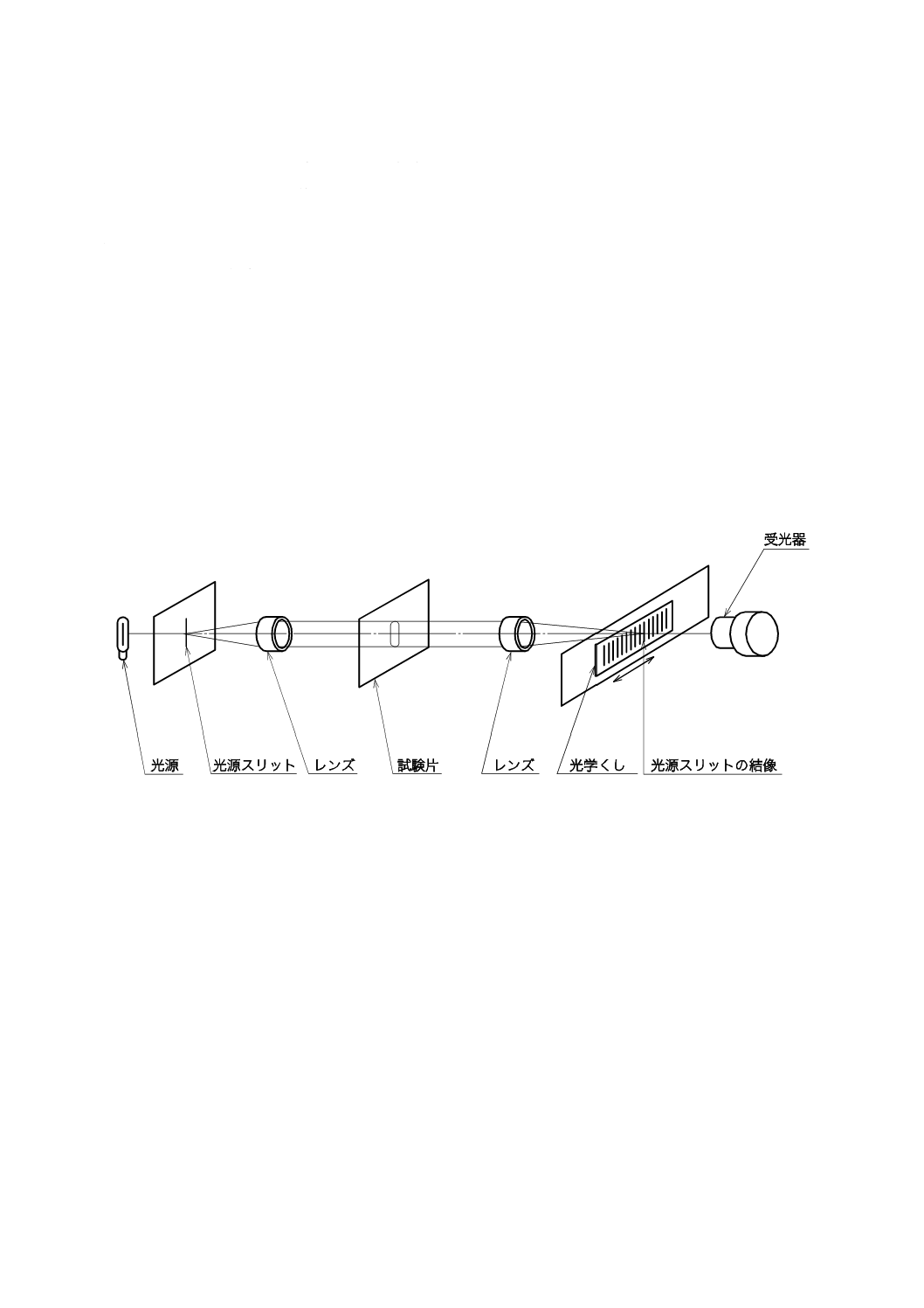
5. 装置 透過法による測定装置の原理を図1に,反射法による測定装置の原理を図2に示す。
図1及び図2に示すように光源スリットを通した光を平行光線として,透過法の場合には試験片に垂直
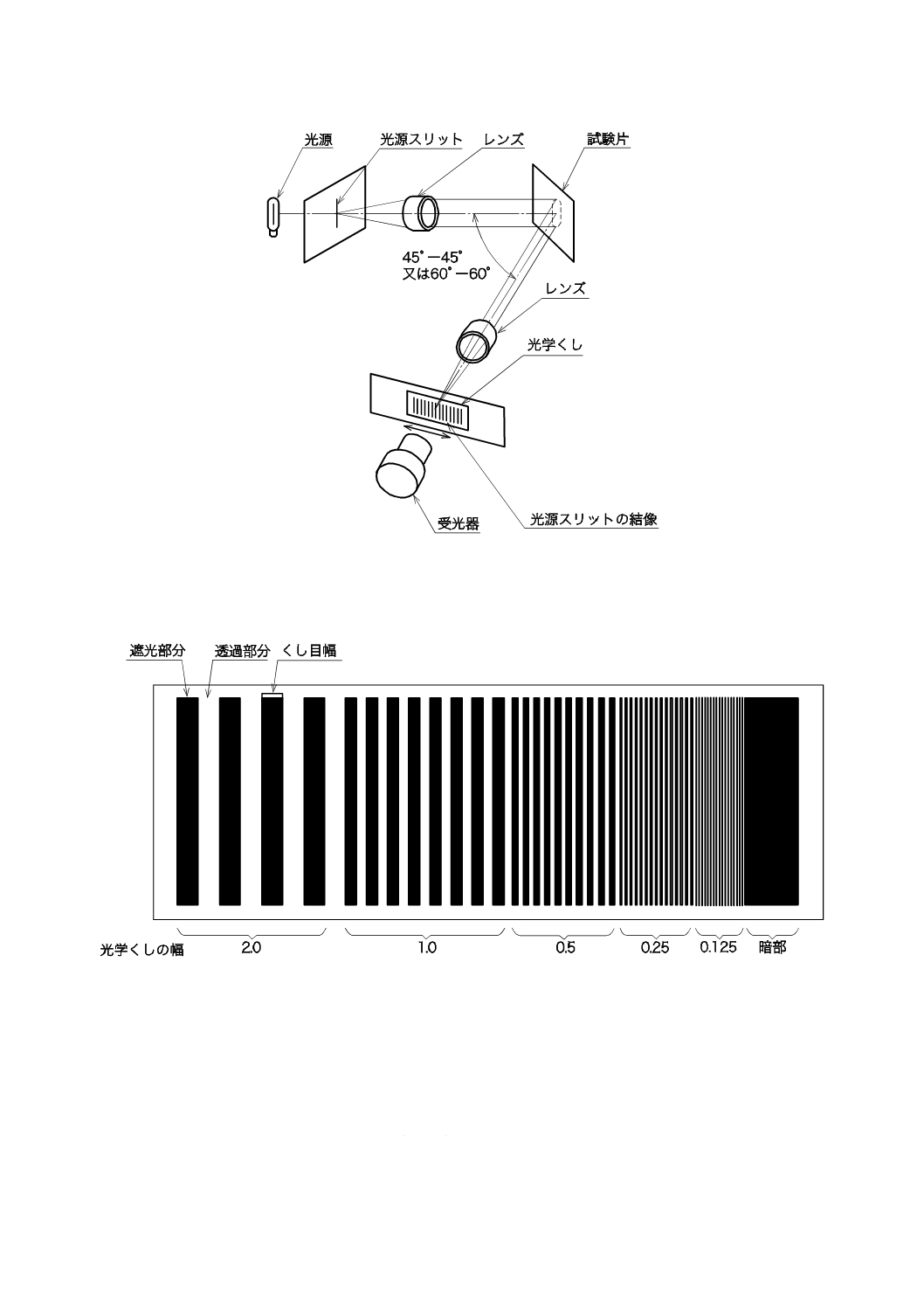
に,反射法の場合には45°又は60°の角度で試験片に入射させる。測定装置は,試験片を透過する光量又
2
K 7374:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は試験片から正反射する光量を移動するくしを通して検知する光学系装置と,検知した光量の変動を計測
処理する計測系装置とから構成され,次の条件を満たすものとする。
a) 光源は,JIS C 7711の継線形式S-8で,フィラメントの太さが直径0.05 mm以下のものを用いる。
b) 光源スリット幅は,0.03 mm±0.01 mmで,光源スリットの高さは,20 mm以上とする。
c) 光学くしは図3に示すように遮光部分と透過部分との比が1:1で,その幅が0.125 mm,0.25 mm,0.5
mm,1.0 mm及び2.0 mmの5種類とする。幅の許容差はそれぞれの光学くし目幅規定値の±10 %以
内とする。光学くしは,透明ガラスに金属を蒸着して遮光部分とする。
d) 受光器の受光面は,約8 mm×8 mmで,光学くしを通った光の量を検知できるものとする。
透過光量又は反射光量の小さい試験片についても,正確な像鮮明度が得られるように受光器の感度
を調節できるものが望ましい。
e) 試験片に当たる照明光の光束幅は,約8 mmとする。
f)
透過法の場合は試験片なしの状態で,反射法の場合は鏡面光沢度の一次標準面 (1) を試料台に取り付け
た状態で測定して得られた光量が5種類の光学くしのいずれを通した場合でも同じとする(図4参照)。
注(1) JIS Z 8741に規定する一次標準面の黒ガラスの面。
図 1 透過法による測定装置の原理図
3
K 7374:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 反射法による測定装置の原理図
単位 mm
図 3 光学くしの例
6. 試験片 試験片の寸法は,最小50 mm×50 mmの大きさとし,厚さは原厚とする。
7. 測定 測定は,次による。
a) 透過の場合は試験片を取り付けない状態で,反射の場合は鏡面光沢度の一次標準面を取り付けた状態
で光学くしを移動させ,くしの暗部でゼロ点合わせを行う。
b) 試料取り付け台に試験片を取り付けた後,光学くしを所定の幅の範囲で移動させ,各々のくし目幅に
4
K 7374:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ついて,最高光量(M)及び最低光量(m)を読み取る。
c) 試験片に筋目(方向性をもつ凹凸)がある場合には,この筋目に対する直角方向と平行方向の像鮮明
度は異なるので,両方を測定する。
d) 光学くしは,5種類の幅すべてを用いるか又は必要に応じた幅を選択する。光学くしの使い分けは,
附属書(参考)の4. を参照。
図4に一次標準面からの受光波形,図5に試験片からの受光波形の記録例を示す。ただし,必ずしも波
形を表示又は記録計などに出力する必要はない。
単位 mm
図 4 鏡面光沢度の一次標準面からの受光波形の例
単位 mm
図 5 試験片からの受光波形の例
8. 計算 像鮮明度は,7. の測定で得られた受光波形の最高光量及び最低光量から,次の式で算出する。
(%)
100
)
(
×
=
m
M
m
M
n
C
+
−
ここに,
C(n):光学くしの幅n(mm)のときの像鮮明度(%)
M:光学くしの幅n(mm)のときの最高光量
m:光学くしの幅n(mm)のときの最低光量
5
K 7374:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 結果の表し方 像鮮明度は,次の例のように,用いた光学くしの寸法を括弧内に付記し,JIS Z 8401
の2.(数値の丸め方)によって数値を丸め,丸めの幅0.1で表す。
筋目がある場合の例
縦(筋目が光学くし目に平行): C (0.5)=37.5 %
横(筋目が光学くし目に直交): C (0.5)=37.0 %
10. 試験報告 試験報告には,次の事項を記載する。
a) この規格の番号
b) 試料の名称,種類及び形状の詳細
c) 透過法又は反射法の別
d) 反射法の場合は測定角度
e) 両面の表面状態が異なる試験片を測定する場合は,入射光に対する試験片の面
f)
試験片に筋目(方向性をもつ凹凸)がある場合には,光学くし目に対する筋目の方向(平行又は直交)
g) 像鮮明度及び光学くしの幅
h) 測定年月日
i)
その他必要な事項
6
K 7374:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)像鮮明度測定例
序文 この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
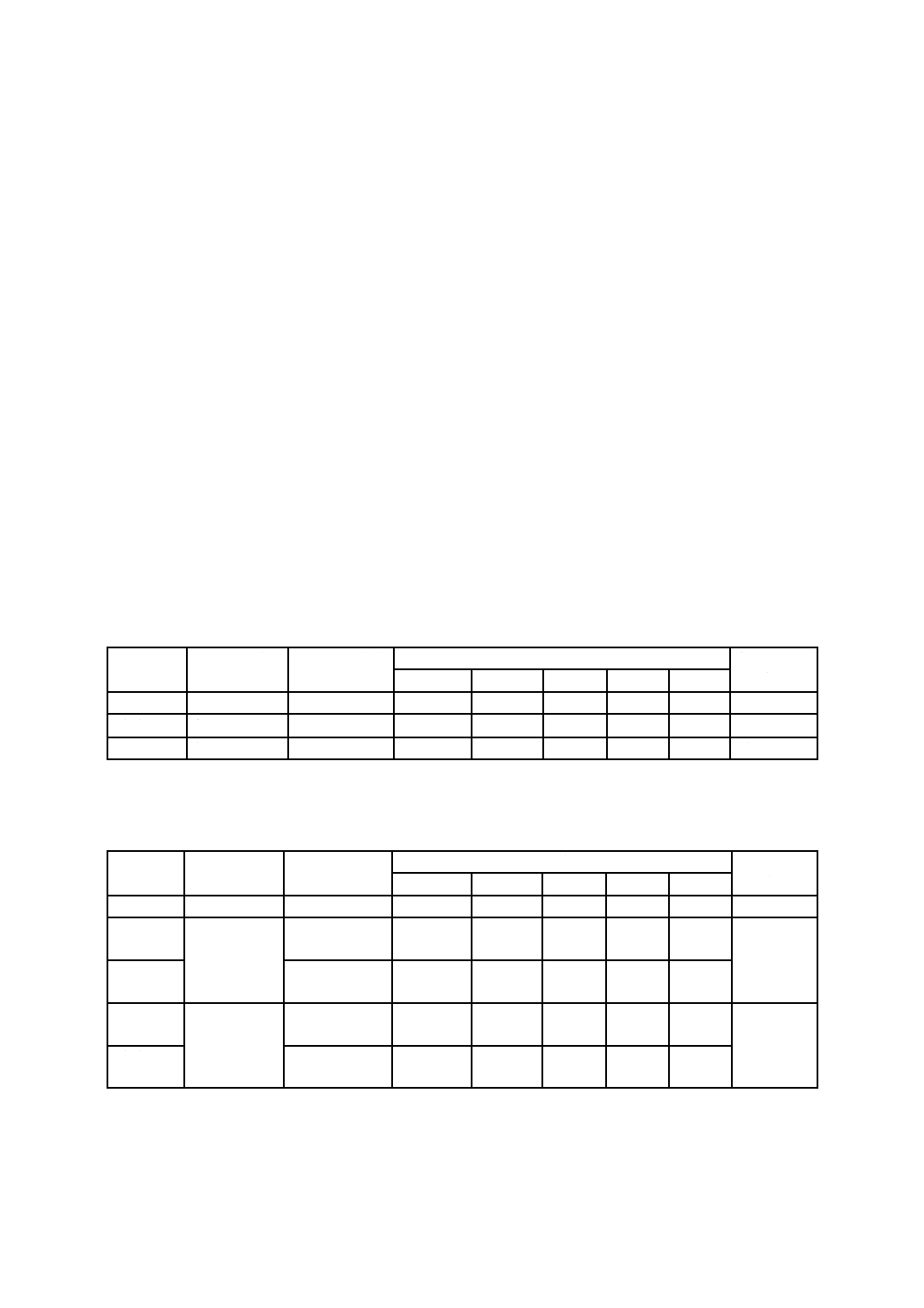
1. 像鮮明度の透過測定例 ヘーズ値によって像の鮮明さを評価できないアンチグレアフィルムなどのフ
ィルムの測定例を附属書表1に示す。
附属書表 1 プラスチックフィルムの透過測定
試料番号
試料の状態
(厚さmm)
ヘーズ値
(%)(1)
像鮮明度(%)
視感による
違い
C(0.125) C(0.25) C(0.5) C(1.0) C(2.0)
試料1-1
透明
(0.06 mm)
1.57
91.5
92.0
93.0
92.9
97.1
ほぼ曇りなし
試料1-2
ヘーズあり
(0.2 mm)
14.11
74.8
75.4
80.0
82.0
90.4
曇り小
試料1-3
ヘーズあり
(0.1 mm)
33.18
67.8
68.6
75.3
77.2
88.5
曇り中
試料1-4
アンチグレア
(0.08 mm)
14.67
6.3
5.7
5.9
11.6
38.4
曇り大
注(1) JIS K 7136によるヘーズ値
試料1-1から試料1-3までは,ヘーズ値の小から大までのフィルムである。試料1-4はアンチグレアフィ
ルムで,文字の書いてある紙の上に載せれば文字が見えるが,紙から離してみると文字が見えなくなる。
視感では,試料1-4の曇り感が一番高く見えるが,ヘーズ値で比べると試料1-2と試料1-4とはほぼ同等
の値を示しており,ヘーズ値は像の鮮明度と異なり視感を反映していない。
像鮮明度で判定すると,曇り感の大きいものは像鮮明度が小さく,曇り感の少ないものの像鮮明度が大
きくなり,視感と一致している。またヘーズ値が大きい試料では,光学くし目幅が小さいほど像鮮明度が
小さくなり,特に光拡散性の大きいアンチグレアフィルムでは,像鮮明度の値がグレア(光のぎらつき)
の有無及び程度の判定に役立つ。
2. 像鮮明度の反射測定例 光沢値によって評価できない不均一なプラスチック塗装板の測定例を,附属
書表2に示す。
附属書表 2 プラスチック塗装板の反射測定
試料番号
試料の状態
光沢値(%)
Gs(60º)(2)
像鮮明度(%)
視感による
違い
C(0.125) C(0.25) C(0.5) C(1.0) C(2.0)
試料2-1
高光沢塗装
90.4
71.1
86.5
91.6
94.6
95.8
光沢感大
試料2-2
光沢塗装
83.3
43.9
59.8
63.2
67.2
74.6
光沢感中
試料2-3
不均一塗装 (3)
87.7
1.4
2.7
22.3
49.5
92.5
光沢感小
注(2) JIS Z 8741による光沢値
(3) ゆず肌様塗装面
試料2-3は不均一塗装であるが試料2-2より光沢が大きく,光沢値ではゆず肌の塗装面の判定はできな
い。
7
K 7374:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
視感では2-1,2-2,2-3の順で表面状態が粗くなり,光学くし目幅1.0 mm以下での像鮮明度も2-1,2-2,
2-3の順で値が小さくなり視感と一致し,ゆず肌の塗装面の判定が容易になる。
光学くし目幅2.0 mmの像鮮明度は光沢値と相関性がある。これは光学くし目幅の大きさと不均一性が
関連しているためである。
3. プラスチック片面マット板の像鮮明度測定例
プラスチックマット板は,マット面を文字の書いてある紙の上に載せれば文字が読めるが,紙から離す
に従い文字が読めなくなる試料である。
3種類のプラスチック片面マット板(厚さ1.5 mm)の透過測定例を附属書表3に,反射測定例を附属書
表4に示す。
ヘーズ値が大きくなれば像鮮明度は下がり,マット板の像鮮明度値とヘーズ値は,逆相関関係になり,
いずれもマット面の粗さを表すことができる。ただし,光学くし目幅が小さい場合の像鮮明度に,大きな
差が見られる。
視感の場合,光沢面では周囲の像が反射して見えるがマット面では像が見えない。このため像鮮明度の
値は,これを反映してマット面と光沢面との値は大きく異なる。
これに対し,光沢値は,裏面の影響により像鮮明度ほど差が見られない。
この例のように片面マット板の場合には透過,反射の両方の像鮮明度を測定し,マット面の粗さ(細か
さ)の程度を判定することが一般的に行われている。
附属書表 3 プラスチック片面マット板の透過測定
試料番号
試料の状態
ヘーズ値(%)
(4)
像鮮明度(%)
視感による
違い
C(0.125) C(0.25) C(0.5) C(1.0) C(2.0)
試料3-1
マットなし
0.17
96.9
98.0
98.8
97.2
99.4
曇り小
試料3-2
細かいマット
2.94
48.9
49.7
53.3
56.4
72.7
曇り中
試料3-3
粗いマット
7.91
12.2
11.6
12.5
17.7
40.5
曇り大
注(4) JIS K 7136によるヘーズ値
附属書表 4 プラスチック片面マット板の反射測定
試料番号
試料の状態
光沢値(%)(5)
Gs(60º)
像鮮明度(%)
視感による
違い
C(0.125) C(0.25) C(0.5) C(1.0) C(2.0)
試料3-1
マットなし
150.2
94.3
95.3
97.7
98.7
99.4
曇り小
試料3-2
光沢面
細かいマット
101.2
94.7
95.2
96.8
98.0
98.2
曇り中
試料3-2
マット面
91.5
12.7
14.4
15.4
18.3
26.5
試料3-3
光沢面
粗いマット
94.8
81.8
94.4
94.6
97.2
97.7
曇り小
試料3-3
マット面
55.7
2.6
1.4
2.1
4.1
8.9
注(5) JIS Z 8741による光沢値
8
K 7374:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 光学くし目幅について 5種類の光学くし目幅を規定しているが,どの光学くし目幅での像鮮明度を
採用するかは,視感との相関によって決めるのが望ましい。通常,像鮮明度の高いものは,光学くし目幅
0.125 mm又は0.25 mm,マット面のように反射像の見えにくいものは1.0 mm又は2.0 mm,中間のものは
0.5 mmを用いるとよい。