K 7366-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
今回の制定は,国際規格に整合させるために,ISO 2898-2 : 1997を基礎として用いた。
JIS K 7366-2 : 1999には,次に示す附属書がある。
附属書A(規定) 試験片の作り方の詳細
JIS K 7366 : 1999は,一般名称を“プラスチック−可塑化ポリ塩化ビニル (PVC−P) 成形用及び押出用
材料”として,次の各部によって構成する。
第1部:呼び方のシステム及び仕様表記の基礎
第2部:試験片の作り方及び諸性質の求め方
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7366-2 : 1999
プラスチック−可塑化ポリ塩化ビニル
(PVC−P) 成形用及び押出用材料−
第2部:試験片の作り方及び諸性質の求め方
Plastics−Plasticized poly (vinyl chloride) (PVC−P)
moulding and extrusion materials−
Part2 : Preparation of test specimens and determination of properties
序文 この規格は,1997年に第3版として発行されたISO 2898-2, Plastics−Plasticized poly (vinyl chloride)
(PVC−P) moulding and extrusion materials−Part2 : Preparation of test specimens and determination of properties
を元に作成した日本工業規格であるが,対応国際規格には規定されていない規定内容(試験片の圧縮成形
条件)を日本工業規格として追加した。
なお,この規格で点線の下線を施してある箇所は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,成形用及び押出用可塑化ポリ塩化ビニル (PVC−P) 材料の試験片の作り方及
び諸性質の求め方について規定する。この規格では,試験材料の取扱い及び成形前の試験材料と試験前の
試験片の状態調節についての要求事項を規定する。
この規格は,試験片を作る手順及び条件,並びに成形された試験片を用いてその材料の諸性質を求める
手順を示す。成形用及び押出用可塑化ポリ塩化ビニル (PVC−P) 材料の特徴を知るための適切,かつ,必
要な諸性質及び求め方について規定する。
諸性質は,JIS K 7140に規定する一般的試験方法から選んだ。成形用及び押出用材料に対して,広範囲
に使われているこれらの試験方法及び特殊で重要な他の試験方法,並びにJIS K 7366-1に規定する区分用
の性質も,この規格に含まれる。
再現性があり,他と比較できる試験結果を得るためには,ここに規定する試験片の作り方,状態調節方
法,試験片寸法及び試験手順を採用しなければならない。寸法の異なる試験片及び異なった手順で得られ
た試験結果は,必ずしも一致するとは限らない。
備考 この規格の対応国際規格を,次に示す。
ISO 2898-2 : 1997, Plastics−Plasticized poly (vinyl chloride) (PVC−P) moulding and extrusion
materials−Part 2 : Preparation of test specimens and determination of properties
2
K 7366-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。記載された発効年(又は発行年)の版だけがこの規格の規定を構成するものであって,その後の改正
版・追補には適用しない。
JIS K 7366-1 : 1999 プラスチック−可塑化ポリ塩化ビニル (PVC−P) 成形用及び押出用材料−第1
部:呼び方のシステム及び仕様表記の基礎
備考 ISO 2898-1 : 1996 Plastics−Plasticized poly (vinyl chloride) (PVC−P) moulding and extrusion
materials−Part 1 : Designation system and basis for specificationsが,この規格と一致してい
る。
JIS K 7139 : 1996 プラスチック−多目的試験片
備考 ISO 3167 : 1993 Plastics−Multipurpose test specimensが,この規格と一致している。
JIS K 7140 : 1995 プラスチック−比較可能なシングルポイントデータの取得と提示
備考 ISO 10350 : 1993 Plastics−Acquisition and presentation ofcomparable single-point dataが,この規
格と一致している。
JIS K 7151 : 1995 プラスチック−熱可塑性プラスチック材料の圧縮成形試験片
備考 ISO 293 : 1986 Prastics−Compression moulding test specimens of thermoplastic materialsが,この
規格と一致している。
JIS K 7162 : 1994 プラスチック−引張特性の試験方法一第2部:型成形,押出成形及び注型プラスチ
ックの試験条件
備考 ISO 527-2 : 1993 Plastics−Determination of tensile properties−Part 2 : Test conditions for
mould-ing and extrusion plasticsが,この規格と一致している。
ISO 176 : 1976 Plastics−Determination of loss of plasticizers−Activated carbon method
ISO 291 : 1977 Plastics−Standard atmospheres for conditioning and testing
ISO 458-2 : 1985 Plastics−Determination of stiffness in torsion of flexible materials−Part 2 : Application to
plasticized compounds of homopolymers and copolymers of vinyl chloride
ISO 527-1 : 1993 Plastics−Determination of tensile properties−Part 1 : General principles
ISO 868 : 1985 Plastics and ebonite−Determination of indentation hardness by means of a durometer (Shore
hardness)
ISO 183 : 1987 Plastics−Methods for determining the density and relative density of non-cellular plastics
ISO 2818 : 1994 Plastics−Preparation of test specimens by machining
ISO 3451-5 : 1989 Plastics−Determination of ash−Part 5 : Poly (vinyl chloride)
IEC 93 : 1980 Methods of test for volume resistivity and surface resistivity of solid electrical insulating
materials
3. 試験片の作り方 試験片は,常に同一の手順(圧縮成形)で,同一の成形条件で作らなければならな
い。
材料は,それを使用するときまで,防湿容器の中に入れておかなければならない。
3.1
材料の前処理 成形の前に,通常材料の前処理は必要ない。
3.2
圧縮成形 圧縮成形をする前に,材料は,表1に規定する条件で2本のロールを用いて可塑化しな
ければならない。
3
K 7366-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
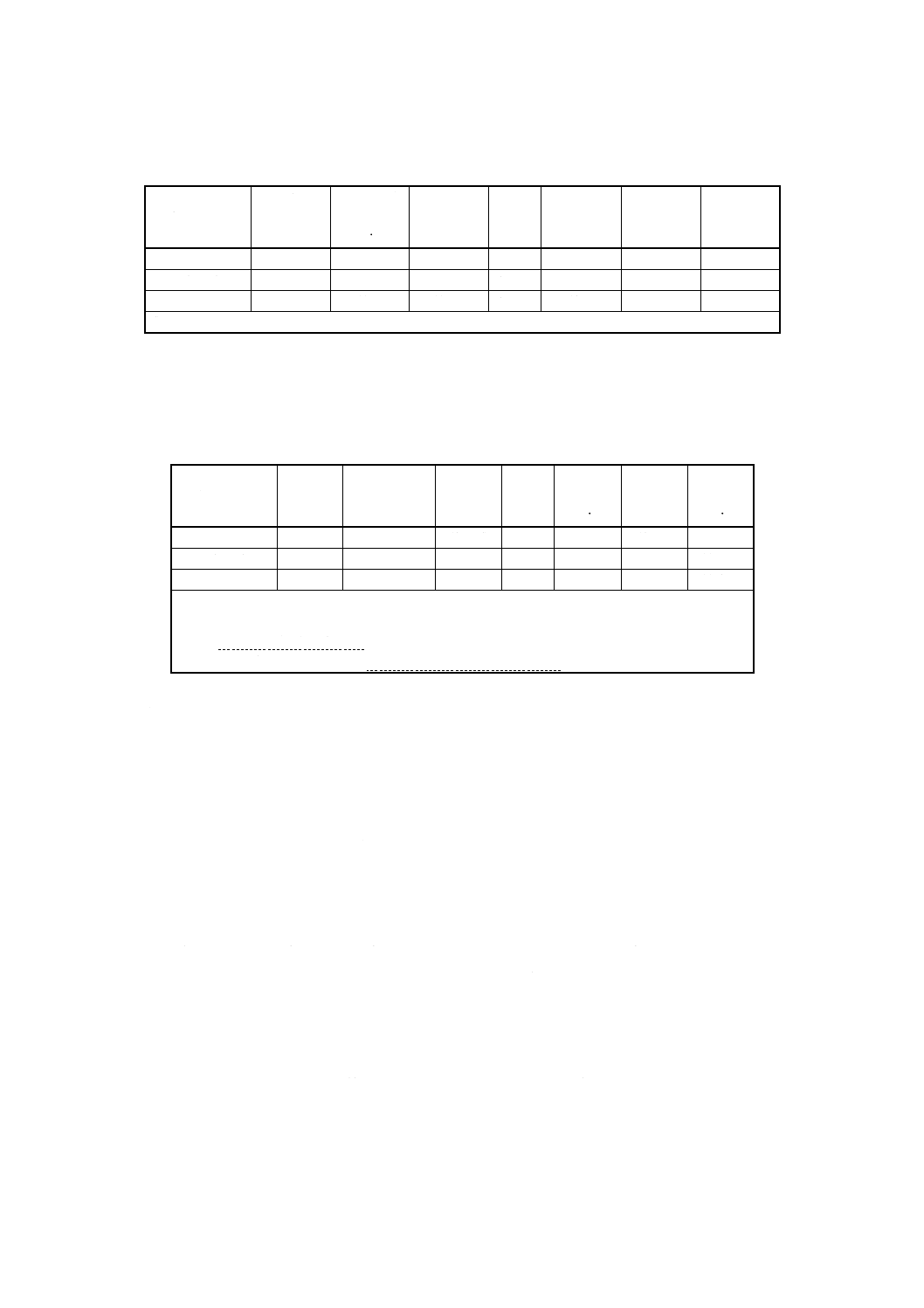
表1 材料のロール混練条件
デュロメータ
硬さ
ロール
表面温度
℃
混練時間1)
min
ロール
表面速度
m/min
速度比 ロール間隔
mm
ロール直径
mm
ロール長さ
mm
≦A80
130〜160
約5
約10
1 : 1.2
約1
例えば150
例えば300
D35≦〜≦D50
145〜170
約5
約10
1 : 1.2
約1
例えば150
例えば300
D50<
160〜175
約5
約10
1 : 1.2
約1
例えば150
例えば300
1)
シートが巻き付いてからの時間
参考 “デュロメータ硬さ”は,“ショア硬さ”と同義語である。
ロールシートは,予熱した金型の中に,できればシートのロール方向が互いに直角方向になるように重
ねる。
圧縮成形シートは,JIS K 7151に従い,表2に規定した条件で作らなければならない。
表2 試験片の圧縮成形条件
デュロメータ
硬さ
成形温度
℃
平均冷却速度
℃/min
成形品
取出温度
℃
全圧
MPa
加圧時間
min
予熱圧力
MPa
予熱時間
min
≦A80
135〜165
規定しない
約401)
2〜10
2〜5
約0.3
最大5
D35≦〜≦D50
145〜175
規定しない
約40
2〜10
2〜5
約0.3
最大5
D50<
170〜180
規定しない
約40
2〜10
2〜5
約0.3
最大5
1)
非常に軟らかい材料のときは,更に温度を下げてもよい。
参考 国際規格では1)がすべての成形品取出温度の欄に付されているが,この注記はデュロ
メータ硬さが “≦A80” の材料のうち“非常に軟らかい材料”について適用されるの
で,デュロメータ硬さが “≦A80” の材料だけとした。
上の条件で適切な成形ができない場合には,圧縮成形の表示,試験片の直接表示などによって,その圧
縮成形条件を明示する。
諸性質の測定に必要な試験片は,ISO 2818に従って圧縮成形シートから切削するか,又は打ち抜く。
試験片の作り方の詳細は,附属書Aによる。
4. 試験片の状態調節 諸性質を測定するための試験片は,ISO 291に従って23℃±2℃,(50±5) %RHの
条件下で,少なくとも48時間状態調節をしなければならない。
5. 諸性質の求め方 諸性質の求め方及びデータの提示は,JIS K 7140に規定する事項,補足説明及び備
考に従う。
すべての試験は,特に規定がなければ,23℃±2℃,(50±5) %RHの標準状態で行う。
表3には,JIS K 7140に規定したものの中から,成形用及び押出用可塑化ポリ塩化ビニル (PVC−P) 材
料に適切な性質を記載した。これらの性質は,他の熱可塑性プラスチックのデータと比較するのに有用で
ある。
表4には,表3に記載していない性質で,成形用及び押出用可塑化ポリ塩化ビニル (PVC−P) 材料を特
徴づけるのに重要な性質,又は一般的に広く用いられている性質を記載した。これらの性質を用いて異な
る材料と比較できるのは,同じ系統の熱可塑性プラスチックに限られる。
4
K 7366-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
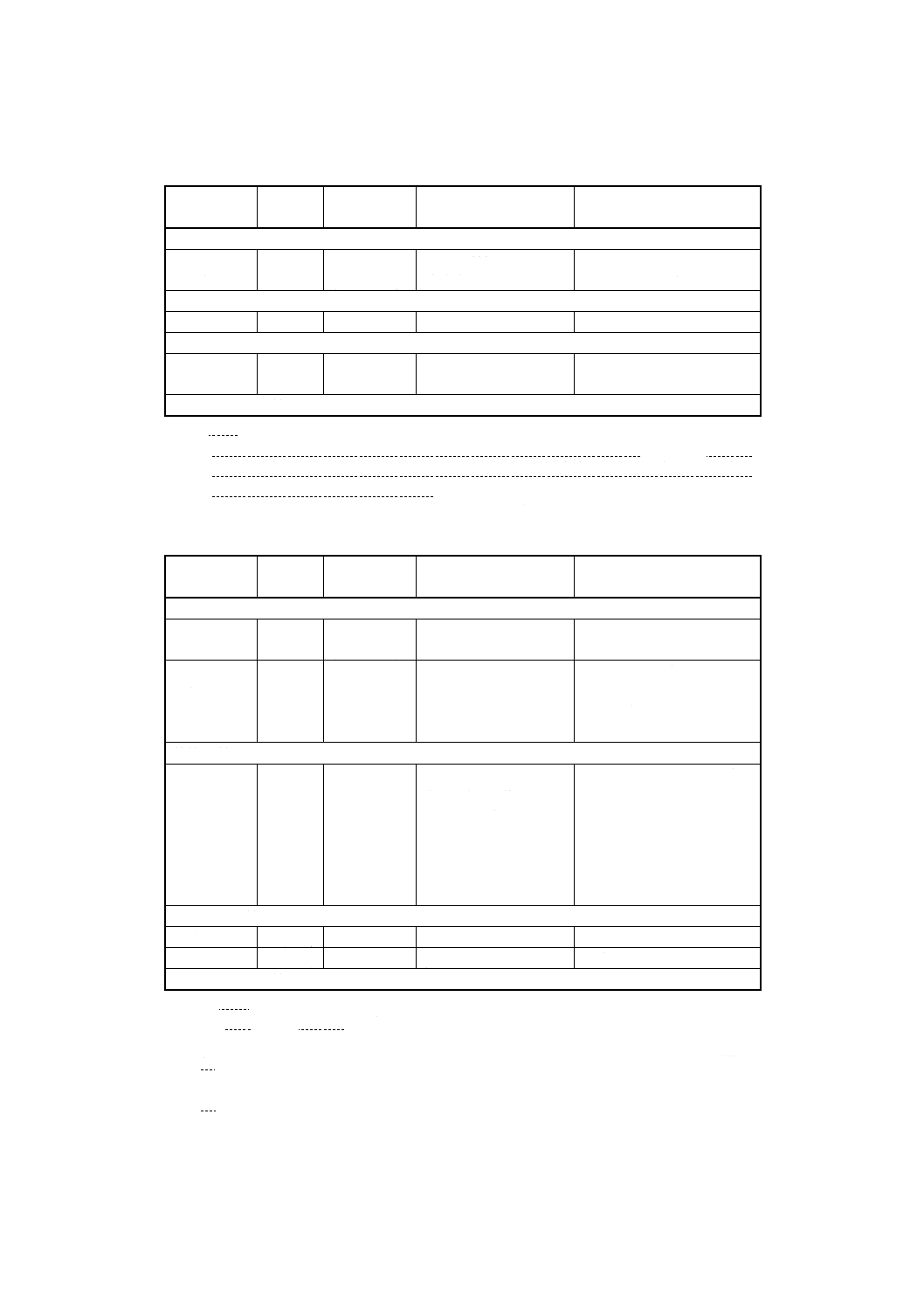
表3 一般的性質及びその試験条件(JIS K 7140から抜粋)
性質
単位
規格
試験片のタイプ及び寸法
mm
試験条件及び補足説明
機械的性質
50%ひずみ時
引張応力
MPa
JIS K 7162
(ISO 527-2)
JIS K 7139 (ISO 3167)
試験片A
試験速度 50mm/min
標線間距離 70mm
電気的性質
体積抵抗率
Ω・m
IEC 93
≧80×≧80×1
電圧 100V
その他の性質
密度1)
kg/m3
ISO 1183
10×10×4
A法又はB法
有効数字3けたまで表示
1)
区分用の性質
参考 ISO 2898-2では,密度は“小数点以下2けたまで表示”することになっているが,この
場合有効数字が6けたとなり,測定上実際的ではない。また,これは “g/cm3” への補
足説明と考えられるので,ISO 2898-1で用いられている密度のけた数に合わせて“有効
数字3けたまで表示”に変更した。
表4 成形用及び押出用可塑化ポリ塩化ビニル (PVC−P) 材料に
特に有用な追加の諸性質と試験条件
性質
単位
規格
試験片のタイプ及び寸法
mm
試験条件及び補足説明
機械的性質
100%ひずみ
時引張応力
MPa
JIS K 7162
(ISO 527-2)
試験片 1BA
厚さ 2
試験速度 500mm/min
デュロメータ
硬さ A又は
D1)
−
ISO 868
φ50の円形又は50×50
の角形
厚さ 4又は6
(Aスケールは6だけ)
15±1秒後に読み取り,
デュロメータA値が86以
上の場合は,Dスケールを
使用する。
熱的性質
ねじりこわさ
温度1)
℃
ISO 458-2
60×6×2
注 非常に柔軟な材料で
試験温度が高いとき
には、60×6×4
ねじりこわさ−温度曲線か
ら求める。
ねじりこわさが300MPa及
び4.1MPaの温度を,各々
TST300, TST4.1で表す。
JIS K 7366-1 (ISO 2898-1)
ではTST300の値を用いる。
その他の性質
灰分
% (m/m) ISO 3451-5
ペレット
B法(硫酸処理灰分)
可塑剤の減量
% (m/m) ISO 176
φ50の円形で,厚さ1
B法
1)
区分用の性質
参考1. ISO 2898-2では“100%伸びの引張応力”となっているが,ISO 527-2で引用している
ISO 527-1 (JIS K 7161) に使用されている用語から,これは間違いと考えられるので
“100%ひずみ時引張応力”と変更した。
2. デュロメータ硬さA又はDの試験条件及び補足説明の項で,ISO 2898-2では“荷重
50N”と規定しているが,この試験条件は間違いと考えられるので削除した。
3. “ねじりこわさ温度”は,試験片に加えられたトルクとねじれ角度とから剛性率を求
め,所定の剛性率のときの温度を“ねじりこわさ温度”とする。
なお,“ねじりこわさ温度”は“柔軟温度”と同義語である。
5
K 7366-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 試験片の作り方の詳細
A.1 はじめに 試験に用いられる材料は,加熱された2本のロールによってロールシートにする。この
シートを圧縮成形で均一な厚さのシートにして,試験片は切削又は打ち抜きによって作製する。
A.2 ロールシートの作り方
A.2.1 装置
A.2.1.1 2本のロールは,180℃の温度まで操作が可能なものとする。
ロールは,円筒状であり,大きさは,例えば直径150mm,長さ300mmとする。
A.2.2 混練条件
A.2.2.1 ロール表面温度及び圧縮成形温度は,材料のデュロメータ硬さ別に設定する。
ロール温度は,試験材料が混練開始から1〜2分でロール表面に巻き付く温度とする。各ロールの温度差
は,ロール間で最大4℃,長さ方向で±2℃とする。
A.2.2.2 個々の配合物の混練方法の詳細は,JIS K 7366-2では規定しないが,次の注意はすべてのタイプ
の配合物に適用する。
ロールの表面速度は,約10m/minとする。
2本のロール間には,一般的には速度差がある。前側(作業側)が遅く,1 : 1.2の速度比が望ましい。
材料の適正な混練には,ロールバンクが必要である。材料は,ロールバンクの直径とロール間隔との比
が10 : 1になる量が望ましい。ロール間隔は,必要とするシートの厚さによって決定するが,混練時の間
隔は約1mmとする。
A.2.3 手順 まず,材料をロール上に投入する。ロール間げき(隙)から落ちた材料を受け皿から注意深
く,かつ,素早く集め,駆動中のロールへ戻す。材料がシート状に巻き付いたら,材料のすべての配合剤
が,最適に分散するように約5分間混練を続ける。このとき,ロールに巻き付いた状態で定期的にシート
の切り取り,ロール間げきへの戻しを行う。シートをロールから取り出すときには,引き伸ばさないよう
にする。
A.2.2〜A.2.3の操作と規定との相違点がある場合は,必要に応じて報告に加える。
A.3 圧縮成形シートの作り方
A.3.1 装置
A.3.1.1 圧縮成形機 少なくとも10MPaまでの圧力が,かけられなければならない。成形機のプレス盤は,
加熱及び冷却(成形機を加熱と冷却との2台としても構わない。)ができなくてはならない。プレス盤の表
面を180℃まで加熱でき,プレス盤の中心と周辺部の温度差は,3℃を超えない。
A.3.1.2 押込み金型又は平押し金型 はく離板(例えば,アルミ板又はよく磨かれた写真用フェロタイプ
板)を,金属平板と材料の間に置くことができる。
A.3.2 成形条件 充てんに必要な材料の量は,材料の密度からの計算又は予備成形から事前に求めておく。
使用するロールシートの合計厚さは,圧縮成形シート又は試験片より少し厚くする。
A.3.3 手順 ロールシートは,できれば方向が直角方向になるように重ね,予熱した金型に置く。
加熱したプレス盤を閉じ,約0.3MPaで最大5分間保持し,材料を予熱する。次に,2〜10MPaに加圧し,
6
K 7366-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2〜5分間この圧力を維持する。この間に,材料は金型の中で十分流れ,わずかな量のバリを生成する。圧
力を維持しながら約40℃に冷却する。非常に軟らかい材料の場合は,より低い温度まで冷却する。次に,
金型を開き,圧縮成形シートを取り出す。
A.4 圧縮成形シートからの試験片の作り方 試験片は,圧縮成形シートから,切削加工,又は切り欠き,
ぎざぎざのような欠点のない,鋭い刃の規定の打ち抜き型を用いて,作成する。
7
K 7366-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 7366-2 原案作成委員会 構成表
氏名
所属
(委員長)
植 村 勝
工学院大学
(委員)
大 嶋 清 治
工業技術院標準部
西 出 徹 雄
通商産業省基礎産業局
橋 本 繁 晴
財団法人日本規格協会
高 野 忠 夫
財団法人高分子素材センター
田 村 正 勝
日本プラスチック工業連盟
松 井 孝 志
社団法人日本電線工業会
塩 野 武 男
昭和電線電纜株式会社
水 野 晃 一
古河電気工業株式会社
柴 田 康 之
日本異形押出製品工業会
宮 沢 広 孝
株式会社三洋化成
林 秀 之
郡是高分子工業株式会社
高 鍋 英 憲
三菱化学MKV株式会社
井 上 宏 一
理研ビニル工業株式会社
宮 下 俊 逸
鐘淵化学工業株式会社
木 下 昌 紀
信越ポリマー株式会社
加 藤 武 司
住友ベークライト株式会社
伊 藤 宏 一
電気化学工業株式会社
小 野 雅 司
プラス・テク株式会社
鹿 島 武
日本ビニル工業会
(事務局)
濱 島 俊 行
日本プラスチック工業連盟
文責 井上宏一
鹿島 武