K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本プラスチック工業連盟(JPIF)/財団法人
日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS K 7244の規格群には,次に示す部編成がある。
JIS K 7244-1 第1部:通則
JIS K 7244-2 第2部:ねじり振子法
JIS K 7244-3 第3部:曲げ振動−共振曲線法
JIS K 7244-4 第4部:引張振動−非共振法
JIS K 7244-5 第5部:曲げ振動−非共振法
JIS K 7244-6 第6部:せん断振動−非共振法
JIS K 7244-7 第7部:ねじり振動−非共振法
JIS K 7244-8 第8部:縦せん断振動−波動伝ぱ法(作成予定)
JIS K 7244-9 第9部:引張振動−音波パルス伝ぱ法(作成予定)
JIS K 7244-10 第10部:平行平板振動レオメータによる複素せん断粘度
K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 原理 ······························································································································ 2
5. 試験装置 ························································································································ 2
6. 試験片 ··························································································································· 3
7. 試験片の数 ····················································································································· 3
8. 状態調節 ························································································································ 3
9. 手順 ······························································································································ 3
10. 結果の表示 ··················································································································· 4
11. 精度 ···························································································································· 7
12. 試験報告 ······················································································································ 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7244-7:2007
(ISO 6721-7:1996, Amd.1:2007)
プラスチック−動的機械特性の試験方法−
第7部:ねじり振動−非共振法
Plastics−Determination of dynamic mechanical properties−
Part 7: Torsional vibration−Non-resonance method
序文 この規格は,1996年に第1版として発行されたISO 6721-7,Plastics−Determination of dynamic
mechanical properties−Part 7: Torsional vibration−Non-resonance method及びAmendment 1:2007を翻訳し,技
術的内容を変更することなく作成した日本工業規格である。ただし,追補(Amendment 1)については,
編集し,一体とした。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格は,主に周波数0.001〜100 Hzの範囲で,短冊又は円柱状固体ポリマーの複素せ
ん断弾性率G* の各成分を測定するねじり振動−非共振法について規定する。より高周波数での測定も可
能ではあるが,その場合,動的特性測定において重大な誤りを生じることもある(10.2.1及び10.2.2参照)。
この方法は,例えば硬質ゴムの測定で得られる典型的な値約10 MPaから,繊維強化プラスチックで代表
される約10 GPaの範囲の動的貯蔵弾性率測定に適している。弾性率が10 MPa未満の材料も測定が可能で
あるが,せん断振動法(JIS K 7244-6)又は平行平板振動法を用いることによって,更に精確な動的特性
の測定が可能となる。
参考 平行平板振動法は,JIS K 7244-10を参照。
この方法は,損失係数が0.1より大きな材料の測定に特に適しており,ガラス−ゴム領域内において温
度及び周波数による動的特性の変化を測定するのに使用してもよい(JIS K 7244-1:1998の9.4参照)。周波
数及び温度両方の幅広い範囲で測定されたデータに,周波数−温度換算の手順を適用すると,種々の温度
で更に幅広い周波数にわたる動的特性を予測するマスタープロットを作成することが可能である。
損失係数が0.1以下の材料は,ねじり振子法(JIS K 7244-2)によって,より精確に測定してもよいが,
この規格の試験法を用いることによって,幅広くかつ連続的な周波数範囲の測定が可能となる。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 6721-7:1996,Plastics−Determination of dynamic mechanical properties−Part 7: Torsional
vibration−Non-resonance method (IDT) 及びAmendment 1:2007
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構成する
ものであって,その後の改正版・追補には適用しない。
2
K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 7244-1:1998 プラスチック−動的機械特性の試験方法−第1部:通則
備考 ISO 6721-1:1994,Plastics−Determination of dynamic mechanical properties−Part 1: General
principlesが,この規格と一致している。
JIS K 7244-2:1998 プラスチック−動的機械特性の試験方法−第2部:ねじり振子法
備考 ISO 6721-2:1994,Plastics−Determination of dynamic mechanical properties−Part 2: Torsion-
pendulum methodが,この規格と一致している。
JIS K 7244-6:1999 プラスチック−動的機械特性の試験方法−第6部:せん断振動−非共振法
備考 ISO 6721-6:1996,Plastics−Determination of dynamic mechanical properties−Part 6: Shear
vibration−Non-resonance methodが,この規格と一致している。
3. 定義 この規格で用いる主な用語の定義は,JIS K 7244-1の3.(定義)による。
4. 原理 試験片に,そのねじり共振周波数(10.2.1参照)より十分に低い周波数で正弦波トルク又は角
度変位を負荷する。試験片に負荷されたトルク及び角度変位サイクルの振幅と,両者間の位相角を測定す
る。複素せん断弾性率の貯蔵成分及び損失成分並びに損失係数は10. に示した式を用いて算出する。
5. 試験装置
5.1
負荷機構 装置に必要な条件は,正弦波トルク又は変位を受ける試験片から,トルク及び角度変位
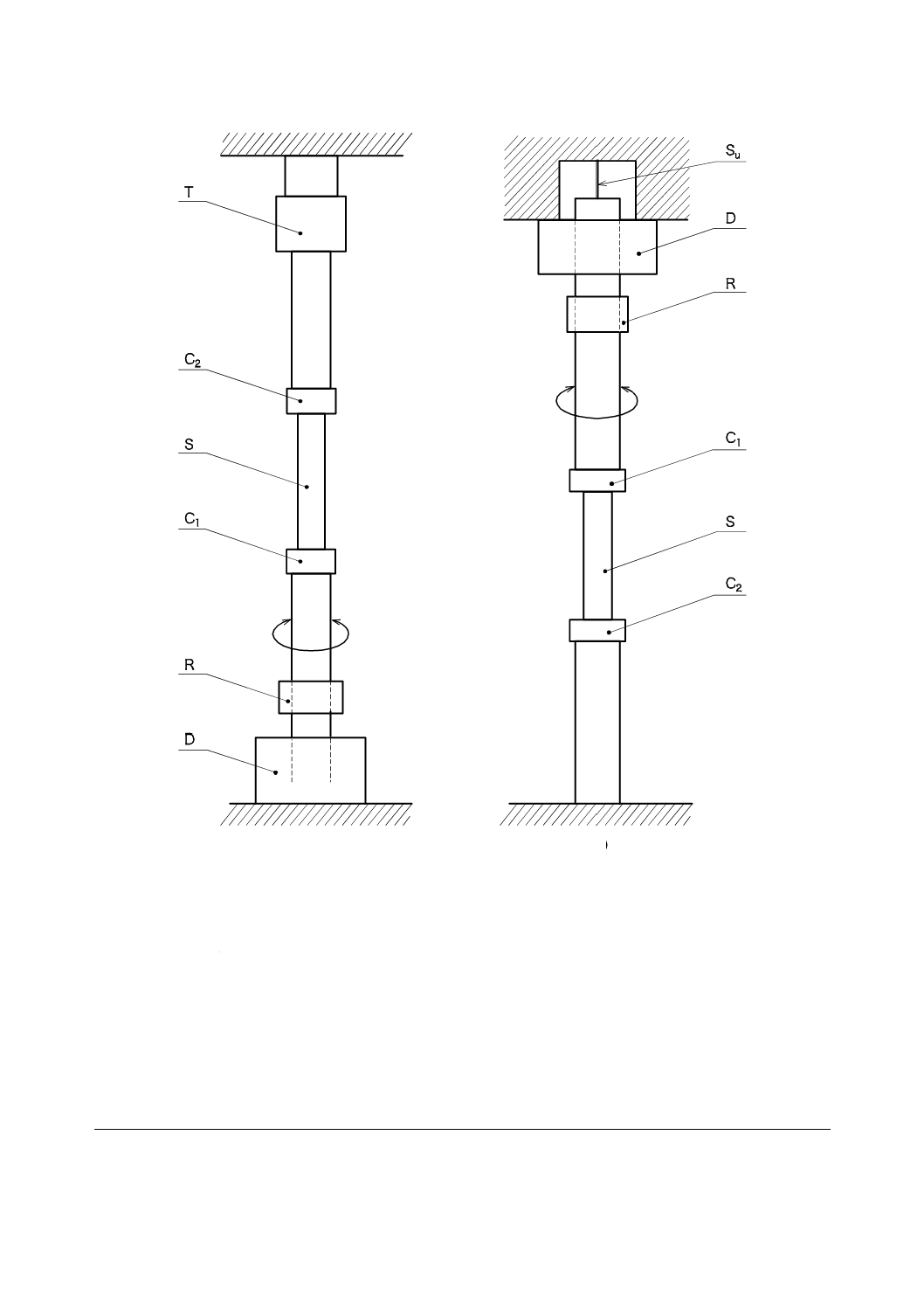
サイクルの振幅並びに両者間の位相角を測定できることである。装置は,いろいろな設計が可能であり,
図1 a) 及び図1 b) に概略図を示す。図1 a) の装置では,駆動部Dによって正弦波角度変位を誘起し,可動
クランプC1を介して試験片の一端に負荷する。角度変位の振幅と周波数とは可変であり,回転変位変換器
Rによって検出する。試験片の反対側の末端を固定クランプC2によって保持し,正弦波のねじり振動を負
荷する。試験片を変形させる正弦波トルクを,C2に接続したトルク変換器Tによって検出する。クランプ
C1とD,C2とTとの間の構成部は,それぞれ試験片より十分剛性があり,試験片を恒温槽に入れる場合に
は,熱伝導性も低いことが望ましい(備考参照)。昇温測定を行う場合には,負荷機構は,熱膨張によって
試験片が座屈することを防止するための手段をもっていなければならない。
備考 負荷機構の個々の構成部が,試験片より大きな剛性をもつ場合でも,クランプ又はボルトで締
め付けると,装置のコンプライアンスは大きくなる。この場合には,10.2.3で規定するコンプ
ライアンスの補正を適用する必要があるかもしれない。
上記の構成とは異なる負荷機構を使用してもよい。例えば,試験片のトルクは駆動部に加えた電流から
算出してもよい。この場合には,トルク変換器を省略できる。この方式[図1 b)]では,駆動部で発生し
たトルクは,試験片を変形させると同時に,ドライブシャフト及びその緩衝機構(Su)も変形させること
に注意しなければならない。したがって,試験片の変形に要するトルクは,試験片を除いた状態で実施し
た装置の校正結果によって補正し,算出しなければならない。さらに,緩衝機構はエアーベアリングに置
き換えてもよい。これにより,緩衝機構のねじり剛性をゼロにすることができる。
5.1.1
クランプ クランプは,ねじり変形中に試験片との滑りが生じない程度の,十分な力で試験片をつ
かむことができ,かつ,低温でもその力を維持できるものでなければならない。
長さが異なる試験片の測定及び長さ補正項を決定(10.2.4参照)する場合には,二つのクランプ間の間
隔は可変式であることが望ましい。クランプ間の間隔を可変にすることは,試験片の熱膨張を調整するた
めにも,また高温域における試験片の座屈による見掛け弾性率の誤差を防止するためにも,必要である。
3
K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
荷重変換器とクランプとの軸心が偏心していると,試験片を取り付けたときにトルクの横方向成分が生
じる。変換器で検出される横方向の成分が,負荷したトルクの1 %未満になるように,負荷機構と試験片
との軸心のずれを調整しなければならない。
5.1.2
変換器 この規格では,トルク,変位又はそれらの値の比を時間の関数として測定できる装置を,
変換器という。変換器の校正は,トルク及び長さの測定に関して国家標準につながるトレーサビリティを
保証していなければならない。校正の精確さは,動的特性を測定するために試験片に負荷した最小トルク
振幅及び最小変位サイクル振幅の±2 %とする。
5.2
データ処理装置 データ処理装置は,トルク及び変位サイクルの振幅を±1 %の精確さ,トルクと変
位サイクルとの間の位相角を±0.1°の精確さ,周波数を±10 %の精確さで記録できるものとする。
5.3
温度の測定及び調節 JIS K 7244-1の5.3(恒温槽)及び5.5(温度計)による。
5.4
試験片の寸法測定装置 JIS K 7244-1の5.6(試験片の寸法測定装置)による。
6. 試験片 JIS K 7244-1の6.(試験片)による。
6.1
形状及び寸法 試験片の形状は,短冊形試験片又は円柱状試験片が望ましい。短冊形試験片の幅及
び厚さ並びに円柱状試験片の直径は,長さ方向に沿ってその最大と最小との差が平均値に対し2 %以下で
なければならない。
試験片の各寸法はそれほど厳密である必要はないが,クランプの影響による長さの補正は,試験片の長
さを増加することによって小さくすることが可能である。短冊形試験片ではb/dのある値に対してこれら
の補正は無視できる(10.1及び10.2.4参照)。
貯蔵弾性率が高い(1 GPa以上)場合は,変位測定を精確に行うために,十分長く薄い試験片を用いる。
また,貯蔵弾性率が低い(100 MPa未満)場合には,トルク測定を精確に行うために,比較的短く厚い試
験片が必要なことがある。
備考 射出成形によって製作した異なる厚さの試験片においては,それぞれの試験片でポリマーの固
体構造にわずかな差異が生じるので,動的特性に差が現れることもある。
6.2
作製 JIS K 7244-1の6.2(試験片の作製)による。
7. 試験片の数 JIS K 7244-1の7.(試験片の数)による。
8. 状態調節 JIS K 7244-1の8.(状態調節)による。
9. 手順
9.1
試験雰囲気 JIS K 7244-1の9.1(試験雰囲気)による。
9.2
試験片の断面積測定 JIS K 7244-1の9.2(試験片断面積の測定)による。
9.3
試験片の装着 すべての試験状態のもとで滑りを防ぐために,クランプに締め付け力を加え,正し
く装着する。測定結果が締め付け圧に依存するような場合,特に試験片の長さ補正を行っている場合には,
すべての測定に一定の締め付け圧を加えることが望ましい(10.2.4及び備考を参照)。
備考 測定結果が締め付け圧に依存する場合は,おそらく試験片の締め付け面積が小さすぎるからで
ある。クランプの締め付け面を大きくするか,又は幅の広い試験片にすることによって,この
問題を解決するのがよい。
9.4
温度依存性の測定 JIS K 7244-1の9.4(温度依存性の測定)による。
4
K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.5
試験の実施 5.1.2に規定するような精度で測定できるトルク及び変位振幅を生じさせる駆動モータ
によって,試験片に動的トルクを加える。
備考 せん断ひずみが線形挙動の限界を越える場合,得られる動的特性は加えた変位の大きさに依存
する。この限界はポリマーの構造及び温度によって変化し,概して,ガラス状プラスチックで
は0.2 %ひずみの領域にこの限界がある。
線形挙動を示す動的ひずみの範囲は,一定周波数で動的変位の振幅を変化させることによっ
て求めることが可能である。この場合,力学的損失によって起こる温度上昇を抑制するために,
低周波数で行うのがよい。しかしながら,不均一なひずみがあると,非線形挙動の開始が不明
りょうになることに注意しておく必要がある。非線形挙動が検出された場合,動的ひずみの限
界を試験報告に記録しなければならない。
トルク及び変位の信号の振幅,その間の位相差及びそれらの周波数並びに試験温度を記録する。測定に
おいて周波数及び温度を変更する場合には,次の手順によるのがよい。最初に最も低い温度を選定し,そ
の温度を一定に保ち,周波数を増加させながら測定する。順次,高い温度に保ち,同様の測定を繰り返す
[JIS K 7244-1の9.4(温度依存性の測定)参照]。
ポリマーが中程度,又は高い損失を示すような(例えば,ガラス−ゴム転移領域)試験状態では,ポリ
マーから散逸したエネルギーがポリマーの温度を上昇させ,動的性質に相当な変化を与える可能性がある。
ひずみの振幅及び周波数の増加に伴い,温度は急激に上昇する。もし,データ処理装置が,最初の数周期
以内で,変換器から出力される信号を解析する能力があれば,温度の上昇の影響もできるだけ小さくでき
る。試験片の温度が引き続き上昇する場合,継続して行う同一条件の測定であっても,時間とともに測定
結果が変化する。したがって,そのような観測結果があれば,結果の表示及び説明において,注記するこ
とが必要である。
10. 結果の表示
10.1 記号
La
クランプ間の試験片の長さ(m)
l
長さの補正項(m)
b
短冊形試験片の幅(m)
d
短冊形試験片の厚さ(m)
r
円柱状試験片の半径(m)
f
測定周波数(Hz)
A
θ
動的角度変位の振幅測定値(rad)
A
T
動的トルクの振幅測定値(N・m)
Ga
δ,
G
δ
トルクと変位サイクルとの間の測定位相差,補正位相差(°)
a
Γ,Γ
試験片の複素ねじり剛性の測定値,補正値(N・m・rad‒1)
a
G′,G′
見掛けのせん断貯蔵弾性率,補正せん断貯蔵弾性率(Pa)
G′′
せん断損失弾性率(Pa)
tan
Ga
δ,tanG
δ 見掛けのせん断損失係数,補正せん断損失係数
κ
試験片の単位長さ当たりの複素せん断弾性率に対する複素ねじり剛性の比によって決
まる形状因子(m4・rad‒1)
Ip
試験片の単位長さ当たりの断面積の断面二次極モーメント(m4)
5
K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T
Γ
トルク検出器のねじり剛性(N・m・rad‒1)
IT
トルク検出器と試験片との間の負荷機構部の慣性モーメント(kg・m2)
∞
Γ
鋼鉄試験片の測定されたねじり剛性率(N・m・rad‒1)
この鋼鉄試験片は,測定されるポリマー試験片の少なくとも100倍以上の剛性をもつ
断面積及び長さのものとする。
備考
∞
Γの大きさによって,負荷機構部のねじり剛性の概算値を求める。この負荷機構部とは試験
片と直列に接続したばねに相当し,装置のコンプライアンスを推算することで補正できる
(10.2.3参照)。
10.2 せん断貯蔵弾性率G' の計算 貯蔵弾性率G'aの近似値は,次の式によって算出する。
Ga
a
a
Ga
a
A
A
a
cos
cos
δ
κ
L
Γ
δ
κ
L
T
G
×
=
×
=
′
θ
·············································· (1)
形状定数κは,次の式で計算する。
短冊形試験片
の場合
0.6
0
)
/
63
.0
1(
3
3
<
<
bd
b
d
bd
κ
−
=
の場合
1
6.0
)
/
1(
0.843
3
2
2
3
≦
≦
+
b
d
b
d
bd
κ
×
=
円柱状試験片
2
π
4r
κ=
10.2.1 試験片共振の回避 式 (1) は,駆動周波数が試験片の基本ねじり共振周波数
sfに近くなると使え
ない。試験片の基本ねじり共振周波数の概算値は,次の式によって求める。
2
/
1
p
a
a
s
2
1
′
=
I
G
κ
L
f
ρ
····································································· (2)
ここでρはポリマーの密度でkg/m3で与えられ,Ipは,次の式によって求める。
短冊形試験片
)
(
12
2
2
p
d
b
bd
I
+
=
円柱状試験片
2
π
4
p
r
I=
次に示す周波数では,式 (1) での誤差が大きくなる。
s
0.08f
f≧
··············································································· (3)
したがって,動的特性の算出は,式 (3) で得た値より低い周波数に限定する。
6
K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.2.2 変換器共振の補正 周波数域が十分高い場合は,与えた変形によってトルク変換器が励起され共
振する。共振周波数fTは,次の式によって求める。
2/1
T
T
T
π
2
1
=
I
Γ
f
······································································· (4)
変換器の出力は,次に示す周波数では誤差が大きくなる。
T
0.1f
f>
················································································ (5)
トルク変換器及びそれに付属する部品の共振周波数fTは,試験片を装着せずにクランプにトルクの衝撃
を与え変換器出力の固有振動数を記録することによって直接求めることができる。
変換器共振を補正した試験片のねじり剛性は,次の式によって,更によい概算値を求めることが可能で
ある。
−
=
−
=
2
T
2
a
T
2
T
2
a
1
π
4
1
f
f
Γ
Γ
f
I
Γ
Γ
················································ (6)
トルク変換器の選択に当たっては,式 (4) 及び式 (5) を用いて,その共振周波数がトルクの測定に対して
補正を必要としない範囲のものを選ぶのがよい。
10.2.3 装置コンプライアンスの補正 Γaが0.02
∞
Γより大きい場合,試験装置のねじりコンプライアンス
は無視できない大きさとなり,測定角度変位は試験片の角度変位と大きく異なる。したがって,次の補正
をしなければならない。
(
)
(
)
Ga
a
a
Ga
a
G
cos
2
1
cos
cos
δ
Γ
/
Γ
Γ
/
Γ
δ
Γ
δ
Γ
∞
∞
−
−
=
···················································· (7)
ここで
G
δは式 (9) で求められる。式 (7) で求められる
G
cosδ
Γ
は式 (1) の
Ga
acosδ
Γ
の代わりに用い,より
精確な
a
G′の概算値を求める。
備考 変位計が二つのクランプの角度変位を測定するように配置されている場合,コンプライアンス
補正は必要ない。
10.2.4 長さの補正 試験片の長さとして,式 (1) でクランプ間距離の測定値Laを用いた場合には,クラン
プ内の試験片の変形を無視し,また,短冊形試験片の場合には,試験片断面の偏心そりに基づきクランプ
に生じる束縛力を無視する。有効長さがLa+lとなるようにLaを補正することで,これらの二つの影響を
避けることができる。lとLaとは独立のものであると仮定すると,式 (1) から次のようになる。
(
)
(
)
a
a
a
G
a
cos
L
l
L
G
κ
l
L
Γ
G
+
+
×
′
=
×
=
′
δ
·············································· (8)
ここに
a
G′は,必要に応じて,見掛けの貯蔵弾性率に対して装置コンプライアンスで補正したものを使用
する。lの値は,クランプ間距離Laを変えて
a
G′を測定することで求めることができる。式 (8) を用いて,La
に対してLa /
a
G′をプロットすることで,La /
a
G′=0の切片からlを,傾きからG′を求めることができる。
備考 lは,試験片の断面形状及び大きさによって変化し,動的弾性率が温度によって大きく変化する
場合には,温度によっても変化する。短冊形試験片では,lの値はクランプ内変形又はひずみ抑
制の影響のどちらが支配的かによって正又は負のいずれかになる。クランプデザイン及び他の
装置ファクターに依存する,b/dのある値においては,これらの影響はキャンセルされてゼロと
なる。
7
K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3 せん断損失係数
G
tanδの計算 せん断損失係数の概算値は
G
tanδで表す。
Γaが0.02
∞
Γ
より大きい場合,負荷機構のコンプライアンスは位相角測定の精確さに影響を与える。損
失係数は,次の式で求めることができる。
(
)
[
]
Ga
a
Ga
G
cos
/
1
tan
tan
δ
∞
−
=
Γ
Γ
δ
δ
························································· (9)
備考 負荷機構のコンプライアンス要因がクランプ又はボルト締め付けの連結部から発生しているよ
うであれば,測定位相角δGaに摩擦の影響がでることもある。結果的に起こる誤差はΓa /
∞
Γの
割合で大きくなる。この誤差要因は,上下のクランプ間距離の変化が測定できるように変位計
を設置することによって回避できる。
10.4 せん断損失弾性率の計算 せん断損失弾性率G" は,式 (10) で求める。
G
tanδ
G
"
G
′
=
·········································································· (10)
10.5 温度の関数としてのデータの提供 JIS K 7244-1の9.4(温度依存性の測定)による。
11. 精度 この試験法の精度は,試験室間のデータがないので不明である。精度は,そのデータを得た時
点で,次の改正で追加する。
12. 試験報告 試験報告は,次の事項を含めなければならない。
a) 規格番号:JIS K 7244-7
b)〜m) JIS K 7244-1の12.(報告)による。
n) 短冊形試験片では
a
A
L
/
d
θ
,円柱状試験片では
a
A
L
/
r
θ
によって得られる最大動的ひずみの概算の振
幅。
8
K 7244-7:2007 (ISO 6721-7:1996, Amd.1:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) b)
T
トルク変換器
S
試験片
D
角度変位駆動部
C1,C2 クランプ
R
角度変位変換器
Su
緩衝機構
備考 図1 a) において,角度変位駆動部Dとトルク変換器Tとは分離した構成。
図1 b) においては,一つの構成部品Dが角度変位駆動部とトルク変換器との両方の機能をもつ。
図 1 非共振強制ねじり振動法による動的せん断弾性率測定のための,適切な負荷機構の概略図
関連規格 JIS K 7244-10 プラスチック−動的機械特性の試験方法−第10部:平行平板振動レオメータ
による複素せん断粘度