2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7218 1986
プラスチックの滑り摩耗試験方法
Testing Methods for Sliding Wear Resistance of Plastics
1. 適用範囲 この規格は,プラスチックの滑り摩耗試験(以下,摩耗試験という。)方法について規定す
る。
備考1. プラスチック材料の滑り摩耗特性を比較する場合は,試験片の作製方法,試験片の形状,試
験方法,評価方法などを同一条件として行うものとする。
2. この規格の中で { } を付けて示してある単位及び数値は,従来単位系によるものであって,
参考として併記したものである。
引用規格:
JIS B 0601 表面粗さの定義と表示
JIS B 7502 外側マイクロメータ
JIS B 7503 0.01mm目盛ダイヤルゲージ
JIS B 7509 0.001mm目盛ダイヤルゲージ
JIS B 7733 圧縮試験機
JIS G 4051 機械構造用炭素鋼鋼材
JIS H 4040 アルミニウム及びアルミニウム合金の捧及び線
JIS K 5108 鉛丹(顔料)
JIS K 6900 プラスチック用語
JIS K 7100 プラスチックの状態調節及び試験場所の標準状態
JIS K 7112 プラスチックの密度と比重の測定方法
JIS Z 8401 数値の丸め方
関連規格:JIS B 0021 幾何公差の図示方法
JIS Z 8203 国際単位系 (SI) 及びその使い方
2. 用語の意味 この規格で用いる主な用語の意味は,JIS K 6900(プラスチック用語)によるほか、次
のとおりとする。
(1) 滑り摩耗 一つの物体が他の物体上を転がることなく滑る場合に働く抵抗力(摩擦)によって,物体
がその表面から漸次離脱していくこと。
(2) 摩耗試験 所定の摩耗試験機を用いて,試験片を摩耗させ,摩耗量を測定すること。
(3) 摩耗量 摩耗試験によって離脱した試験片の体積。
(4) 比摩耗量 単位滑り距離,単位荷重当たりの摩耗量。
(5) pv値 面間接触圧力 (p) と速度 (v) の積。
2
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
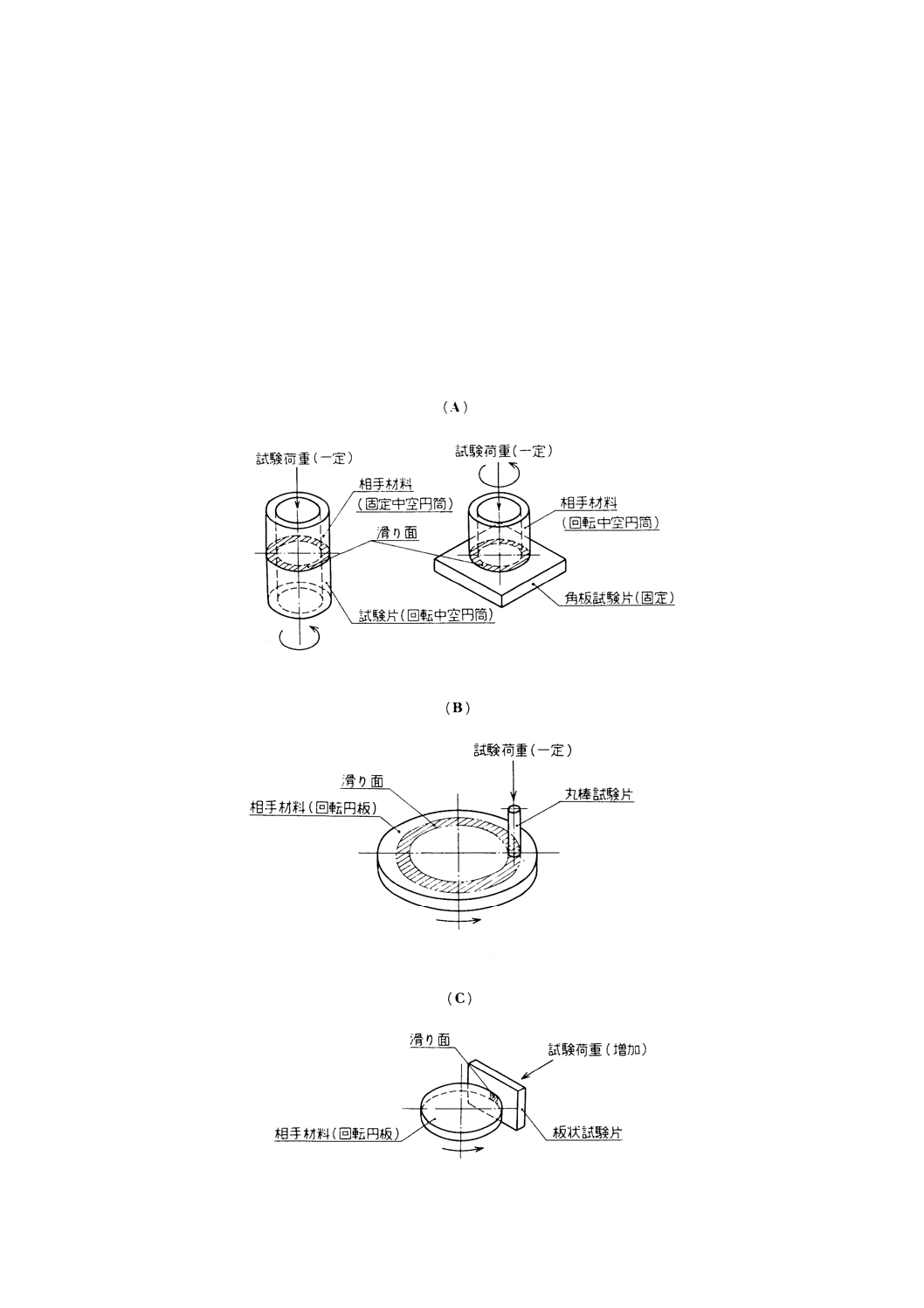
3. 摩耗試験方法の種類 摩耗試験方法の種類は,次のとおりとする。
(1) A法 角板,円板又は中空円筒のプラスチック試験片を一定荷重の下で,金属製又は他の材質の中空
円筒相手材料の端面に接触させ,そのいずれかを回転させて,プラスチック試験片を摩耗する方法[図
1(A)参照]。
(2) B法 丸棒又は角棒状のプラスチック試験片の軸に直角の端面を一定荷重の下で回転する金属製又は
他の材質の円板に対して垂直に接触させ,プラスチック試験片を摩耗する方法[図1(B)参照]。
(3) C法 板状のプラスチック試験片を一定応力の下で,回転する金属製又は他の材質の円板の円周面に
接触させ,プラスチック試験片を摩耗する方法[図1(C)参照]。
図1 摩耗試験方法の一例
3
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 試験条件 試験条件は,表のとおりとする。
表 試験条件
試験方法
試験速度
v
m/s (cm/s)
試験荷重
P
N {kgf}
滑り距
離L
km
pv値(1)
kPa・m/s {kgf/cm2・cm/s}
備考
A法
0.5±0.025
(50±2.5)
10±0.1 {1.02±0.01}
50±0.5 {5.1±0.05}
150±1 {15.3±0.1}
300±2 {30.6±0.2}
3
25 {25.5},125 {127},
375 {382},750 {765}
接触面積が一定
双方連続摩擦
B法
0.8±0.04
(80±4)
10±0.1 {1.02±0.01}
40±0.4 {4.1±0.04}
100±1 {10.2±0.1}
3
400 {408},1 600 {1 632},
4 000 {4 079}
接触面積が一定
相手断続摩擦
C法
0.63±0.03
(63±3)
31〜33 {3.2〜3.4}
0.4
2 500 {2 549}
接触面積が増大
相手断続摩擦
注(1) C法のpv値は,摩擦面積が約0.08cm2の場合
5. 試験片の状態調節並びに試験温度及び湿度
5.1
試験片の状態調節 試験片の状態調節は,原則として,JIS K 7100(プラスチックの状態調節及び試
験場所の標準状態)の標準温度状態2級及び標準湿度状態2級(温度23±2℃及び相対湿度50±5%)にお
いて88時間(2)以上行う。
注(2) 測定値が88時間以上状態調節した場合と88時間以下状態調節した場合とで変わらないことが確
認できれば,状態調節時間を短縮してもよい。
5.2
試験温度及び湿度 試験は,原則として,5.1と同じ温度及び湿度(温度23±2℃及び相対湿度50±
5%)の室内で行う。
6. 試験機及び測定器具
6.1
試験機 試験機は,附属書(滑り摩耗試験機)による。
6.2
測定器具
6.2.1
はかり はかりは,試験片の質量を1mgまで測定できるもの。
6.2.2
ダイヤルゲージ ダイヤルゲージは,試験片の寸法測定及び試験機の検査に用いるためのもので,
JIS B 7503(0.01mm目盛ダイヤルゲージ)及びJIS B 7509(0.001mm目盛ダイヤルゲージ)に規定するも
の又はこれと同等以上の精度をもつもの。
6.2.3
マイクロメータ マイクロメータは,試験片の寸法を測定するためのもので,JIS B 7502(外側マ
イクロメータ)に規定するもの又はこれと同等以上の精度をもつもの。
6.2.4
その他の寸法測定器具 0.01mm以上の精度で測定できるもの。
7. 試験片及び相手材料
7.1
試険片及び相手材料の形状・寸法
7.1.1
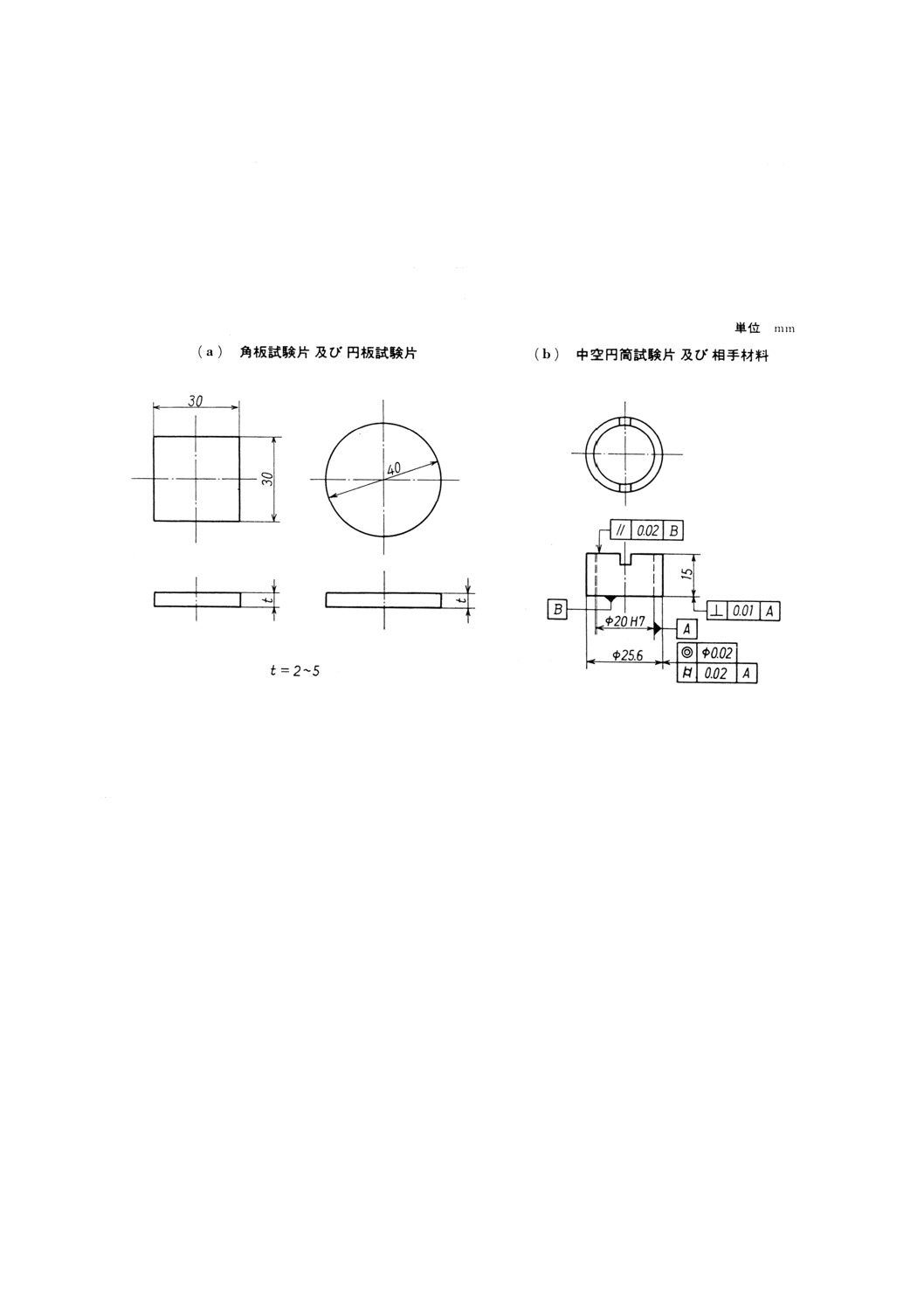
A法 A法の試験片及び相手材料の形状・寸法は,次のとおりとする。
(1) 試験片は,縦30mm,横30mm,厚さ2〜5mmの角板試験片,直径40mm,厚さ2〜5mmの円板試験
片又は外径25.6mm,内径20mm,長さ15mmの中空円筒試験片とする[図2(a)及び(b)参照]。
4
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 相手材料は,外径25.6mm,内径20mm,長さ15mmの中空円筒とする[図2(b)参照]。試験片と接触
する滑り面の表面粗さは,JIS B 0601(表面粗さの定義と表示)に規定する中心線平均粗さ (Ra) で約
0.8μmRaとする。
(3) 相手材料の材質は,原則として,JIS G 4051(機械構造用炭素鋼鋼材)に規定するS 45 Cとする。相
手材料の測定面の硬さは,ロックウェルC硬さで,HRC 12〜25とする。
なお,他の材質を用いるときは,当事者間の協定による。
図2 A法の試験片及び相手材料の形状・寸法
備考 図中の幾何公差は,相手材料が金属の場合に適用する。
7.1.2
B法 B法の試験片及び相手材料の形状・寸法は,次のとおりとする。
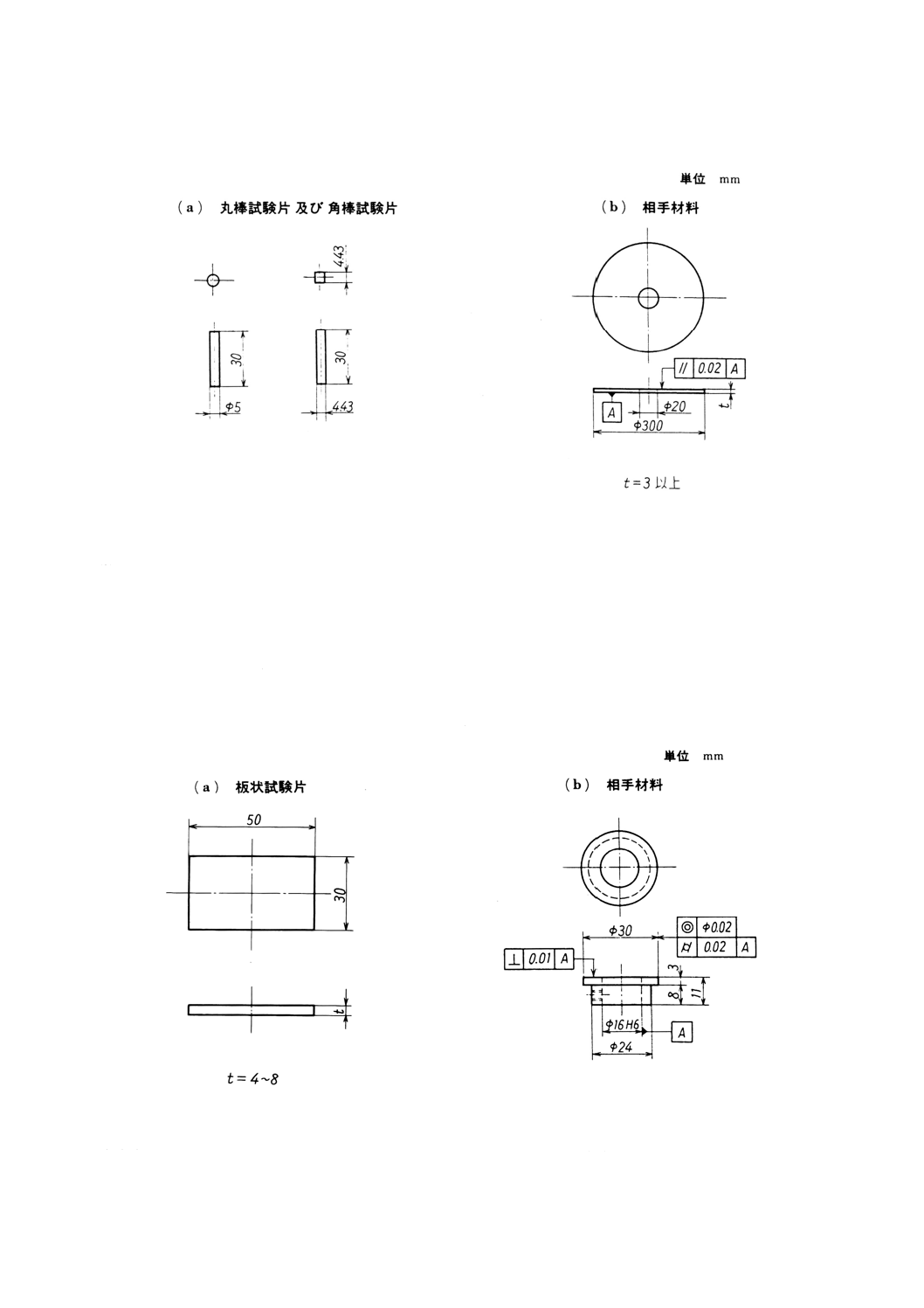
(1) 試験片は,直径5mm,長さ30mmの丸捧試験片又は縦4.43mm,横4.43mm,長さ30mmの角棒試験
片とする[図3(a)参照]。
(2) 相手材料の寸法は,外径300mmで,厚さ3mm以上の円板とし,その中心に内径20mmの穴をもつも
のとする[図3(b)参照]。試験片と接触する円板の滑り面の表面粗さは,JIS B 0601に規定する中心線
平均粗さ (Ra) で約0.8μmRaとする。
(3) 相手材料の材質は,原則として,JIS G 4051に規定するS 45 Cとする。相手材料の測定面の硬さは,
ロックウェルC硬さで,HRC 12〜25とする。
なお,他の材質を用いるときは,当事者間の協定による。
5
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 3 B法の試験片及び相手材料の形状・寸法
7.1.3
C法 C法の試験片及び相手材料の形状・寸法は,次のとおりとする。
(1) 試験片は,縦30mm,横50mmで,厚さ4〜8mmの板状試験片とする[図4(a)参照]。
(2) 相手材料は,外径30mm,厚さ3mmの円板とし,その中心に内径16mmの穴をもつものとする[図
4(b)参照]。試験片と接触する円板(又は円筒)の滑り面の表面粗さは,JIS B 0601に規定する中心線
平均粗さ (Ra) で約0.8μmRaとする。
(3) 相手材料の材質は,原則として,JIS G 4051に規定するS 45 Cとする。相手材料の測定面の硬さは,
ロックウェルC硬さでHRC 12〜25とする。
なお,他の材質を用いるときは,当事者間の協定による。
図4 C法の試験片及び相手材料の形状・寸法
7.2
試験片の作製 試験片は,関連規格又は当事者間の協定する条件に従って,射出,圧縮,トランス
ファー成形などによって作製するか,又は成形した板,棒などから機械加工によって作製する。この場合,
試験片の滑り画の表面祖さは,JIS B 0601に規定する中心線平均粗さ (Ra) で約0.8μmRaとする。
6
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3
試験片の数 試験片の数は,5個とする。
8. 操作 操作は,次のとおりとする。
(1) 試験片の滑り面及び相手材料の滑り面を清浄にする。
(2) 試験片の質量は1mgまで,また寸法は0.01mmまで測定する。
(3) 試験片(3)及び相手材料を試験機に取り付ける。
注(3) B法の角捧試験片を取り付けるときは,角捧試験片の滑り面の対角線方向を法線に合わせる。
(4) 試験条件を設定する。
参考 試験条件を設定するとき,試験材料が数種類又は試験荷重を数条件で試験する場合には,試験
の順序をランダムに採ることによって,相手材料の履歴が試験結果に与える影響を軽減するこ
とができる。
(5) 試験機を始動し,試験を開始する。
参考 滑り面の近くの試験片中又は相手材料中で温度測定を行うと,材料の耐摩耗性を評価するうえ
で,有益な情報が得られる。
(6) 試験が終了したら,試験片を取り出し,試験片の温度が室温になった後,試験片の滑り面を清浄にし
てから,試験片の質量は1mgまで,また寸法は0.1mmまで測定する。
なお,吸湿性のある材料で5.2の試験条件で摩耗試験ができなかった場合には,5.1の状態調節を行
った後,質量を1mgまで測定する。
参考 試験片及び相手材料の滑り面に現れた状態を観察する。
9. 計算
9.1
比摩耗量 A法及びB法の比摩耗量VSA,及びVSBは,次の式(1)によって,また,C法の比摩耗量
VSCは,次の式(2)によって,それぞれ算出する。
VSA及びVSB=
L
P
V
・ ··································································· (1)
VSC=
L
P
V
f・
×
2
3
········································································· (2)
ここに, VSA,VSB,及びVSC: 比摩耗量 mm3/ (N・km) {mm3/ (kgf・km)}
V: 摩耗量 mm3
P: 試験荷量 N {kgf}
L: 平均滑り距離 km
Pf: 最終試験荷重 N {kgf}
備考 摩耗量は,次の式(3)によって算出する。
V=
3
10
×
−
ρ
b
aW
W
············································································· (3)
ここに,
V: 磨耗量 mm3
Wa: 試験前の試験片の質量 mg
Wb: 試験後の試験片の質量 mg
ρ: 試験片の密度(4) kg/m3
注(4) 密度は,JIS K 7112(プラスチックの密度と比重の測定方法)によって測定する。
9.2
試験結果 試験結果は,個々に算出して,その結果の平均値をJIS Z 8401(数値の丸め方)によっ
て,有効数字3けたに丸める。
7
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.3
試料標準偏差 試料標準偏差を必要とするときは,次の式(4)によって算出し,JIS Z 8401によって
有効数字2けたに丸める。
s=
1
)
(
2
−
−
∑
n
x
x
········································································· (4)
ここに,
s: 試料標準偏差
x: 個々の測定値
n: 測定値の数
x: 測定値の平均値
10. 報告 報告には,必要に応じて次の事項を記入する。
(1) 試験した材料の種類,等級及び製造業者名
(2) 試験片の作製方法
(3) 試験片の状態調節の温度,湿度及び時間
(4) 試験片の形状及び寸法
(5) 試験片の数
(6) 試験片の滑り面の粗さ
(7) 相手材料の材質及び滑り面の粗さ
(8) 試験方法の種類及び試験条件
(9) 比摩耗量,必要があれば試料標準偏差,試験片及び相手材料の滑り面に現れた状態など
(10) 試験室の温度及び湿度
(11) 試験年月日
(12) その他必要とする事項
8
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 滑り摩耗試験機
1. 要旨 この附属書は,規格の本体で述べているプラスチックの滑り摩耗試験に用いる3種類の滑り摩
耗試験機(以下,試験機という。)について規定する。
2. 試験機の基本性能 試験機の基本性能は,附属書表のとおりとする。
附属書表 試験機の基本性能
試験方法
試験速度v
m/s (cm/s)
試験荷重P
N {kgf}
A法
0.5±0.025
(50±2.5)
10±0.1 {1.02±0.01},50±0.5 {5.1±0.05},
150±1 {15.3±0.1},300±2 {30.6±0.2}
B法
0.8±0.04
(80±4)
10±0.1 {1.02±0.0l},40±0.4 {4.1±0.04},
100±1.0 {10.2±0.1}
C法
0.63±0.03
(63±3)
31〜33
{3.2〜3.4}
3. 試験機の機能及び構造
3.1
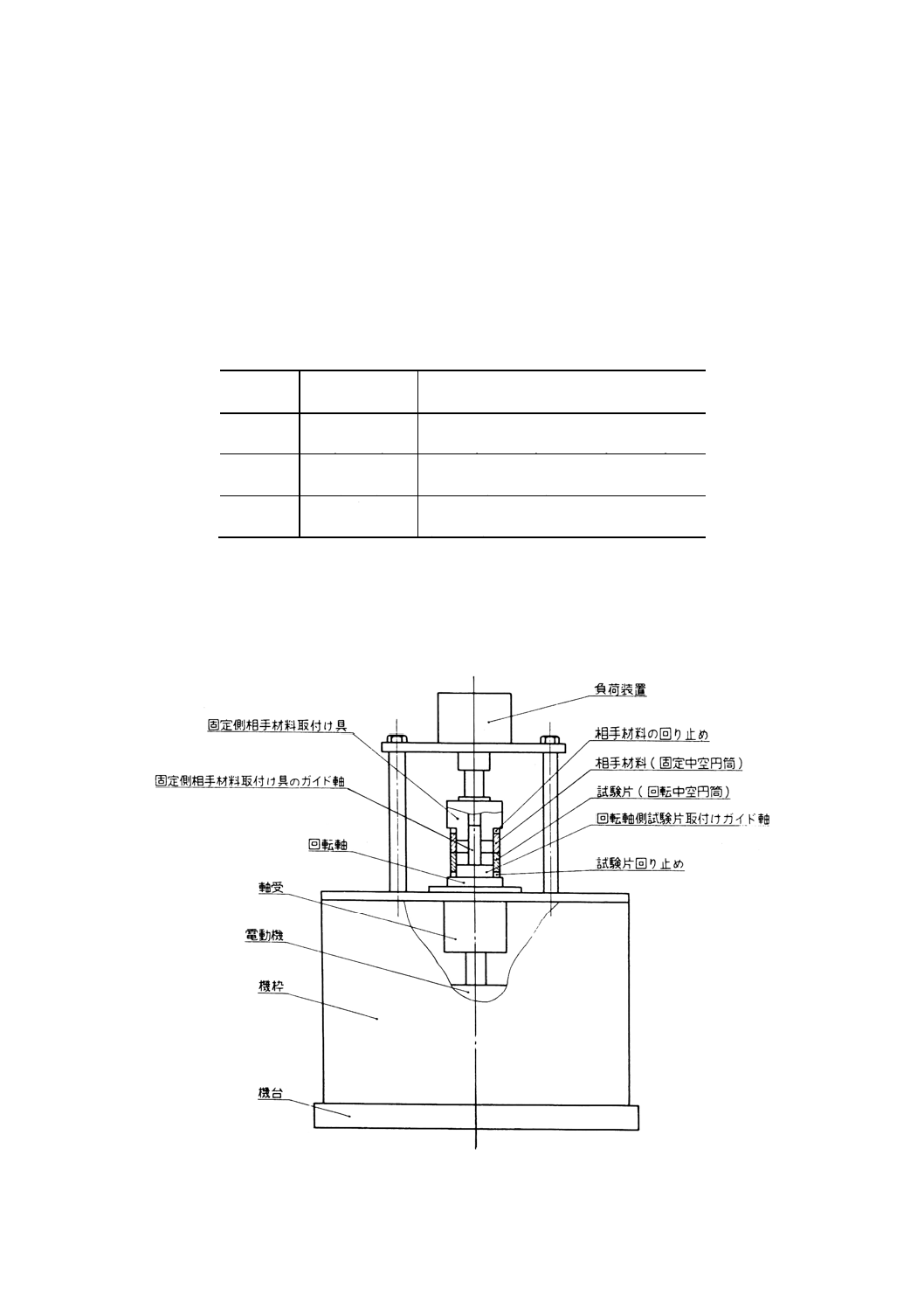
A法試験機 A法試験機は,機台及び機枠,回転軸及びそれを回転させる伝動部,試験片取付け部,
試験片を押し付ける負荷装置などで構成する(附属書図1参照)。
附属書図1 A法試験機の一例
9
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 機台及び機枠 機台及び機枠は,十分な剛性をもち,回転軸の伝動部を支持するもので,試験時に振
動を起こさない堅ろうな構造とする。
(2) 回転軸 回転軸は,次のとおりとする。
(a) 回転軸は,試験片取付けガイド及び試験片回り止めを備え,試験片にかかる規定の加圧荷重に耐え
る十分な剛性をもち,円滑に回転し,回転速度のむらがなく振動などを起こさないものとする。
(b) 回転軸の心振れの範囲は,0.005mm以下とする。
(c) 回転軸の回転速度は,試験片の滑り面における平均滑り速度で,0.5±0.025m/sとする。
(3) 試験片取付け部 試験片取付け部は,回転軸側試験片取付け具の軸心と固定側試験片取付け具の軸心
とが一致し,その構造は次のとおりとする。
(a) 回転軸側試験片取付け具は,試験片取付けガイド(内径ガイド)及び回り止め溝を備え,試験時に
振動及び滑りが起こらないものとする。
(b) 固定側試験片取付け具は,試験片が回らないよう固定ピンを備え,回転による心振れが起こらない
よう軸受ガイドを備え,回転方向と垂直方向の摩擦抵抗がなく,荷重が正しく負荷され,回転によ
って振動を生じないものとする。
(4) 負荷装置 負荷装置は,回転する試験片端面に相手材料を押し付ける装置で,固定側試験片取付け具
及びおもり,スプリング,油圧装置などで構成され,試験中の回転運動によって振動を起こさないも
のとする。
また,試験中に滑り面にかかる荷重が変化しないものとする。
3.2
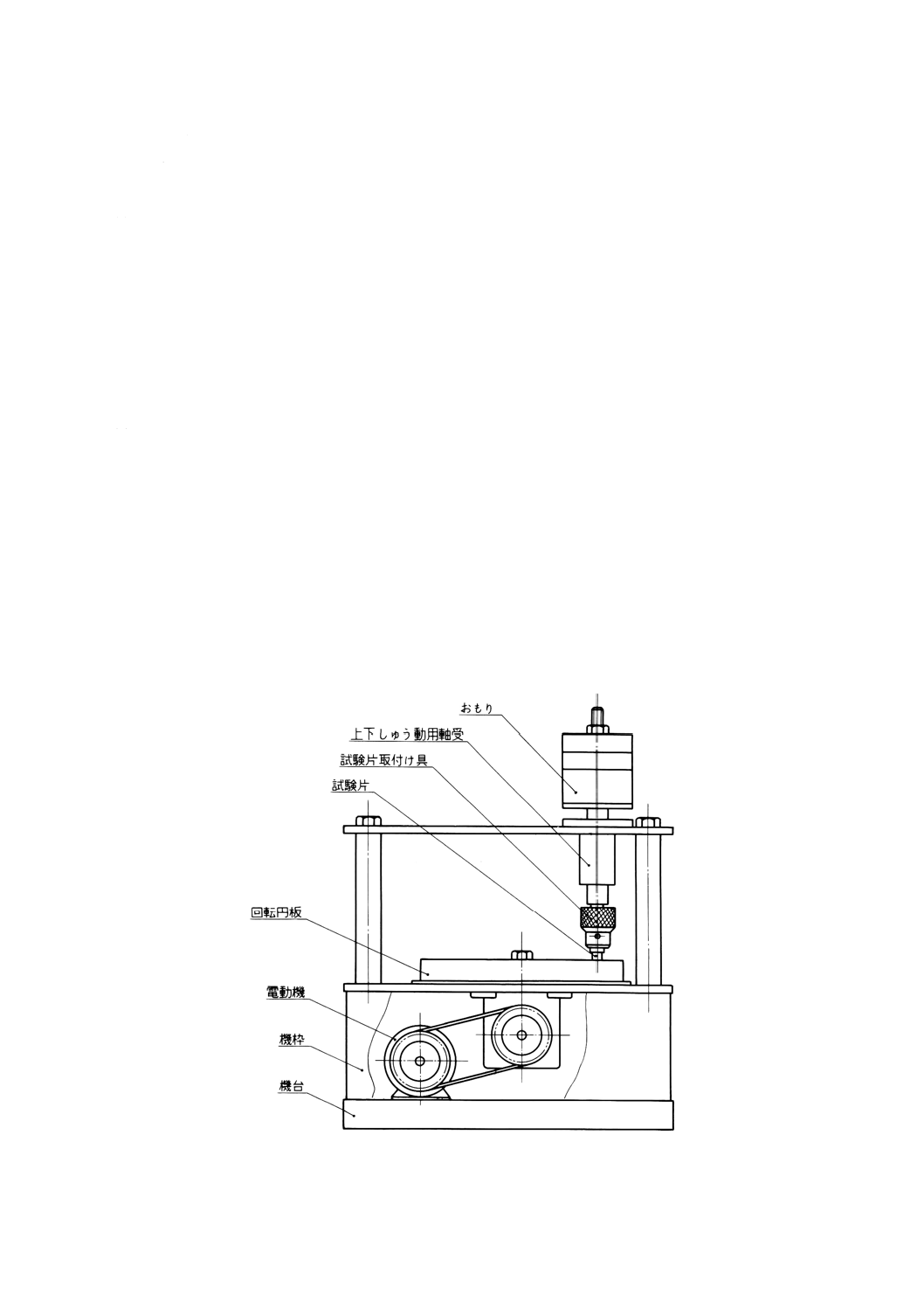
B法試験機 B法試験機は,機台及び機枠,回転円板及びそれを回転させる伝動部,試験片取付け
部,上下しゅう動用軸受,試験片を回転円板上に加圧する負荷装置などで構成する(附属書図2参照)。
附属書図2 B法試験機の一例
10
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 機台及び機枠 機台及び機枠は,十分な剛性をもち,回転円板の回転軸を支持するもので,試験時に
振動を起こさない堅ろうな構造とする。
(2) 回転円板 回転円板は,次のとおりとする。
(a) 回転円板は,水平,かつ,円滑に回転し,試験片が規定の試験荷重で回転円板に加圧されたとき,
それに耐える十分な剛性をもつものとする。
(b) 回転軸を支持する軸受は,試験時に生じる力に対して十分な剛性をもち,回転円板を円滑に回転し,
振動を起こさないものとする。
(c) 回転円板の滑り面の粗さは,JIS B 0601に規定する中心線平均粗さ (Ra) で約0.8μmRaとする。
(d) 回転円板の水平面の振れの範囲は,0.5mm以下とする。
(e) 回転円板の回転速度は,試験片の滑り面における速度で0.8±0.04m/sとする。
(3) 試験片取付け部 試験片取付け部は,次のとおりとする。
(a) 試験片取付け部は,試験片を回転円板上に垂直に接触させることができるもので,その一端に試験
片取付け具をもち,他端に加圧用おもりを備え,回転円板の回転運動によって振動を起こさず,ま
た,回転しないものとする。
(b) 試験片取付け具の中心から,回転円板の回転中心までの距離は,102±0.5mmとする。
(c) 試験片取付け部は,上下に円滑にしゅう動ずることができ,そのしゅう動抵抗は小さいものとする。
(4) 上下しゅう動用軸受 上下しゅう動用軸受は,試験片取付け具を上下に円滑にしゅう動させることが
でき,上下しゅう動用軸受と試験片取付け部とのはめあいは,十分に緊密なもので,両者間に大きな
動きが生じ振動を起こさないものする。
(5) 負荷装置 負荷装置は,回転円板に試験片を押し付ける装置で,試験片取付け部及びおもりで構成さ
れ,試験中の回転運動によって振動を起こさないものとし,試験中に滑り面にかかる荷重が変化しな
いものとする。
3.3
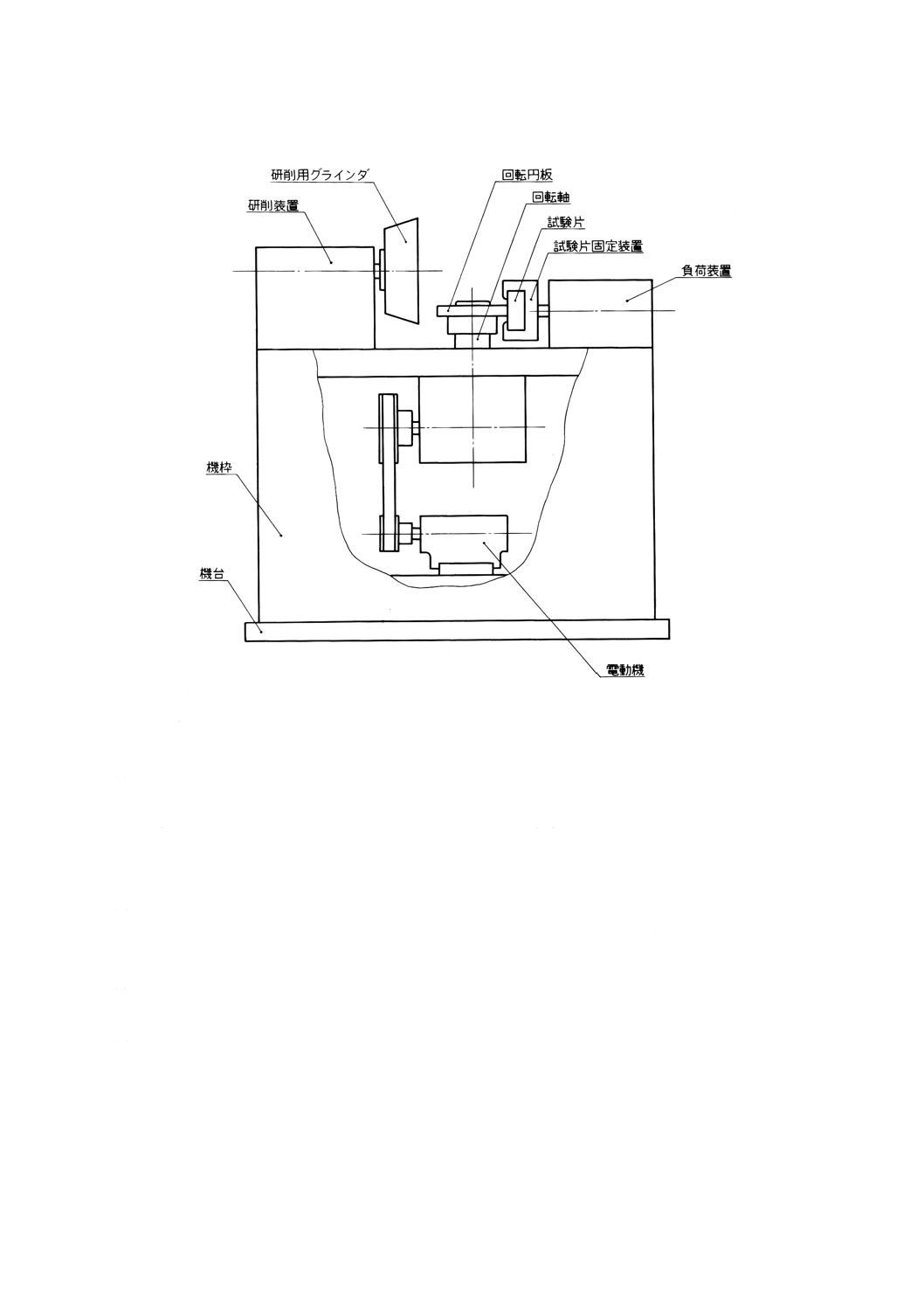
C法試験機 C法試験機は,機台及び機枠,回転円板とそれを回転させる回転軸,試験片の固定装
置,試験片を回転円板円周面に加圧する負荷装置,滑り距離に応じて荷重を増加させる装置などで構成さ
れる(附属書図3参照)。
11
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図3 C法試験機の一例
(1) 機台及び機枠 機台及び機枠は,十分な剛性をもち,回転円板の伝動部を支持するもので,試験時に
振動を起こさない堅ろうな構造とする。
(2) 回転円板 回転円板は,次のとおりとする。
(a) 回転円板は,水平,かつ,円滑に回転し,試験片が規定の試験荷重で回転軸に垂直に加圧されたと
き,十分な機能と剛性をもち,振動を起こさないものとする。
(b) 回転円板の寸法は,外径30mm,厚さ3±0.01mmで,回転軸に固定できるものとする。
(c) 回転円板は,回転軸に取り付けた後に,外径の振れを取り除くため,円周面を研削する研削機構を
もつものとする。
(d) 回転円板の回転中の振れの範囲は,0.01mm以下とする。
(e) 回転円板の円周面の滑り面粗さは,JIS B 0601に規定する中心線平均粗さ (Ra) で約0.8μmRaとする。
(3) 回転軸 回転軸は,次のとおりとする。
(a) 回転軸は,回転円板が容易に取り付けられ,試験荷重に対して十分な剛性をもち,回転中に振動を
起こさないものとする。
(b) 回転軸の心振れの範囲は,0.01mm以下とする
(c) 回転軸の回転速度は,試験片の滑り面における速度で0.63±0.03m/sとする。
(4) 試験片の固定装置 試験片の固定装置は,試験片の滑り面が回転円板の回転面と直角に接触し,かつ,
十分な剛性をもち,試験中に位置ずれや振動を起こさないものとする。
12
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(5) 負荷装置 負荷装置は,次のとおりとする。
(a) 負荷装置は,試験片の滑り面に垂直に,回転円板の円周面を滑り距離に応じて徐々に荷重を増加さ
せて加圧するためのもので,振動を起こさないものとする。
(b) 試験荷重は,規定の滑り距離 (0.4km) において31〜33N {3.2〜3.4kgf} とする。
4. 検査 試験機は,次の検査を行い3.の規定に適合しなければならない。この場合,これと同等以上の
検査方法に代えてもよい。
4.1
A法試験機の検査
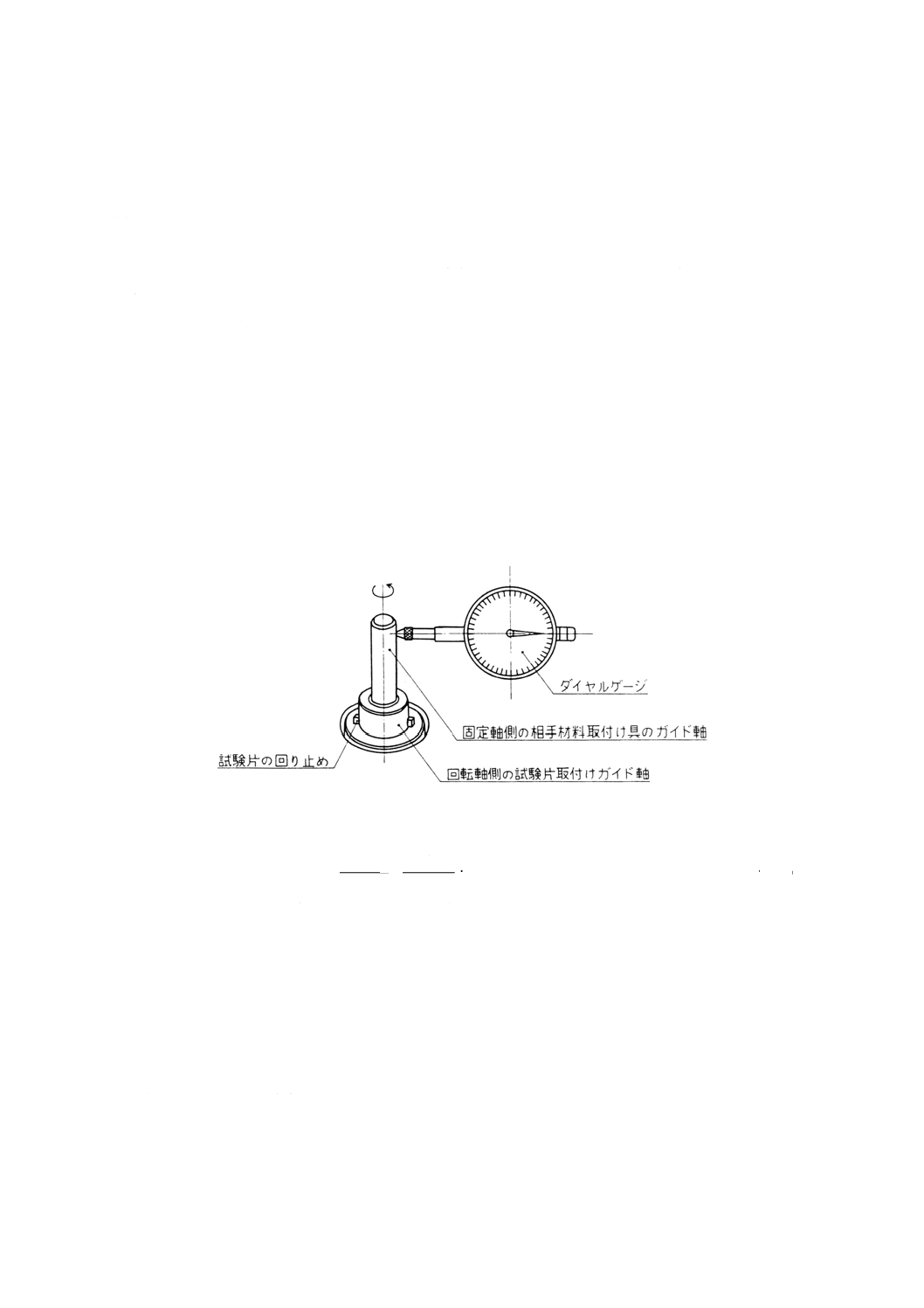
(1) 回転軸側試験片取付けガイド軸の心振れ検査 回転軸側試験片取付けガイド軸の心振れは,軸先端部
にダイヤルゲージのアンビルを軽く接触させて回転軸を手で静かに回転させながらダイヤルゲージの
指針の振れを読み取り,その心振れの範囲0.005mm以下であることを検査する(附属書図4参照)。
(2) 荷重の検査 試験片取付け具及びおもりの質量,スプリングの力,油圧力などを適正な方法によって
測定し,規定の試験荷重が得られることを検査する。
(3) 回転軸側試験片取付け具の軸心と固定側試験片取付け具の軸心の検査 回転軸側試験片取付け具の
軸心と固定側試験片取付け具の軸心とが一致していることを検査する。
附属書図 4
(4) 試験速度の検査 試験速度(滑り速度)は,次の式(1)によって算出し,規定の試験速度であることを
検査する。
3
10
60
1
2
)
(
×
×
+
×
D
d
n
vπ
=
···························································· (1)
ここに,
v: 試験速度 (m/s)
d: 試験片の内径 (mm)
D: 試験片の外径 (mm)
n: 回転軸の回転速度 (min−1)
4.2
B法試験機の検査
(1) 回転円板の滑り面の振れの検査 回転円板上にダイヤルゲージのアンビルを軽く接触させて,回転円
板を手で静かに回転させながらダイヤルゲージの指針の振れを読み取り,その水平面の振れが0.5mm
の範囲であることを検査する。
(2) 回転円板の回転中心と試験片取付け軸の中心との距離の検査 回転円板の回転中心と試験片取付け
軸の中心との距離は,次のとおりとする。
13
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(a) 回転円板上面の試験片がほぼ接触する位置に,JIS K 5108[鉛丹(顔料)](1)に規定する3号を油に
よく混合して塗布する。
注(1) 鉛丹と同等の塗料又は粉末を使用してもよい。
(b) 附属書図5に示す形状の検査棒をJIS H 4040(アルミニウム及びアルミニウム合金の捧及び線)に
規定する材質A1B1-0で作製し,試験片取付け具に取り付けて,その先端を回転円板上の塗布面に
軽く接触させ,回転円板をわずかに回転させながら,円板上に線を引く。
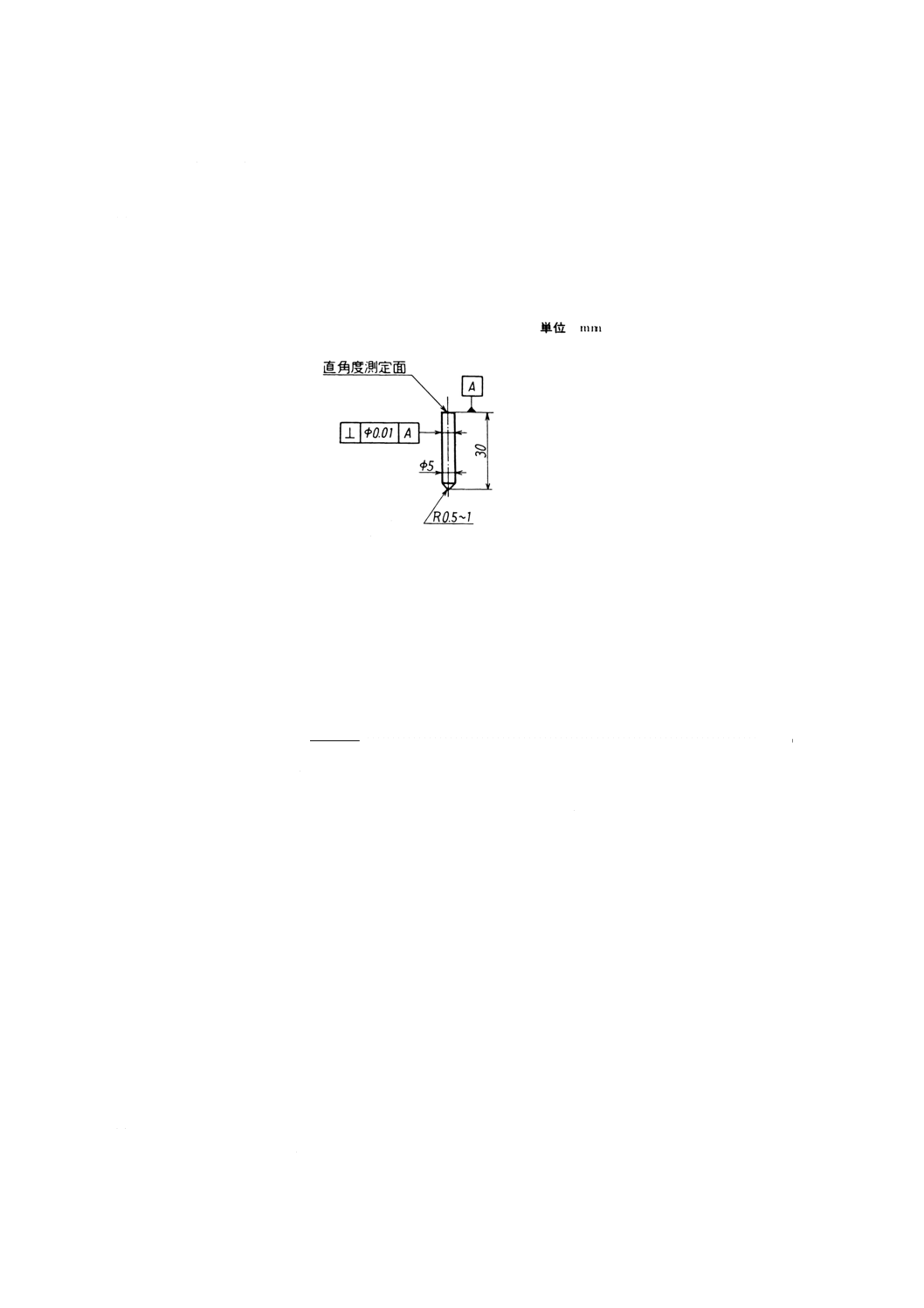
附属書図5 B法試験機用検査棒
(c) 回転円板の中心と回転円板上の線との距離を測定し,102±5mmであることを検査する。
(3) 回転円板と試験片取付け部との直角度の検査 試験片取付け具に,先端が直角に仕上がったアルミニ
ウムの検査棒を取り付けて,鉛丹(1)を塗布した回転円板上に検査捧の測定面を軽く接触させ,検査棒
の先端面の当たり具合を目視によって観察し,直角度を検査する。
(4) 荷重の検査 試験片取付け部を上下しゅう動軸受から外し,試験片取付け部及びおもりの質量をそれ
ぞれ適正な方法によって測定し,規定の試験荷重であることを検査する。
(5) 試験速度の検査 試験速度は,次の式(2)によって算出し,規定の試験速度であることを検査する。
3
10
60
2
×
n
l
v
π
=
·············································································· (2)
ここに, v: 試験速度 (m/s)
l: 回転円板の回転中心と試験片取付け軸心との距離 (mm)
n: 回転円板の回転速度 (min−1)
4.3
C法試験機の検査
(1) 回転軸の心振れの検査 回転軸の先端部にダイヤルゲージのアンビルを軽く接触させて,回転軸を手
で静かに回転させながらダイヤルゲージの指針の振れを読み取り,その心振れの範囲が0.01mm以下
であることを検査する。
(2) 回転円板の心振れ及び円板上面の振れの検査 回転円板の心振れの検査は,回転円板を回転軸に取り
付けて,円周面の研削を行った後,回転円板の円周面にダイヤルゲージのアンビルを軽く接触させて,
回転軸を手で静かに回転させながらその心振れの範囲が0.01mm以下であることを検査する。
回転円板上面の振れの検査は,回転円板上面の外周付近にダイヤルゲージのアンビルを軽く接触さ
せて,回転軸を手で静かに回転させながらその振れが,±0.01mmであることを検査する。
(3) 回転円板と試験片固定装置との直角度の検査 回転円板と試験片固定装置との直角度の検査は,次の
とおりとする。
(a) 回転円板の材質より軟質の金属(アルミニウムなど)を試験片形状に加工し,表面の粗さをJIS B
0601に規定する中心線平均粗さ (Ra) で約0.8μmRaに磨き,直角度の検査用試験片とする。
14
K 7218 1986
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(b) 回転円板に検査用試験片を接触させ荷重を加えた後,摩耗試験を行う。
(c) 摩耗こんの上部長さと下部長さの差を測定し,直角度を検査する。
(4) 荷重の検査 負荷装置からスプリングを取り外し,JIS B 7733(圧縮試験機)に規定する圧縮試験機
などを用いて,スプリングのたわみ量と荷重の関係を測定し,規定の試験荷重であることを検査する。
(5) 試験速度の検査 試験速度は,次の式(3)によって算出し,規定の試験速度であることを検査する。
3
10
60×
n
D
v
π
=
·············································································· (3)
ここに,
v: 試験速度 (m/s)
D: 回転円板の外径 (mm)
n: 回転軸の回転速度 (min−1)
プラスチックの滑り磨耗試験方法
新規原案作成委員会 構成表
氏名
所属
(委員長)
山 口 章三郎
工学院大学
中 軸 美智雄
通商産業省基礎産業局
庄 司 隆 一
工業技術院標準部
松 原 清
東海大学
渡 辺 真
工業技術院機械技術研究所
植 村 幸 生
工業技術院大阪工業技術試験所
出 村 要
日本国有鉄道鉄道技術研究所
佐 藤 博
日本電信電話株式会社武蔵野電気通信研究所
関 口 勇
工学院大学
高 野 忠 夫
財団法人日本プラスチック検査協会
風 間 元 臣
三菱樹脂株式会社
吉 田 実
アキレス株式会社
松 見 成 俊
株式会社上島製作所
斉 藤 満
株式会社東洋精機製作所
須 賀 蓊
スガ試験機株式会社
小 西 敏 夫
ポリプラスチックス株式会社
斉 藤 英 隆
株式会社東洋ボールドウィン
伊 藤 恒 男
株式会社東京試験機製作所
佐 藤 一 太
鐘淵化学工業株式会社
三 橋 健 八
横浜ゴム株式会社
森 本 君 保
オカモト株式会社
河 崎 洋 徳
徳山曹達株式会社
笠 原 又 一
オイレス工業株式会社
(事務局)
鹿 毛 紀久雄
プラスチック標準試験方法研究所
新 鍋 秀 文
プラスチック標準試験方法研究所