2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K7205-1995
研磨材によるプラスチックの
摩耗試験方法
Testing method for abrasion resistance of plastics by abrasive
1. 適用範囲 この規格は,プラスチックの摩耗試験のうち研磨材を用いて試験片を摩耗させる試験方法
について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS G 3101 一般構造用圧延鋼材
JIS K 6900 プラスチック−用語
JIS K 7112 プラスチックの密度と比重の測定方法
JIS R 6001 研磨材の粒度
JIS R 6111 人造研削材
JIS Z 8401 数値の丸め方
2. この規格の中で{ }を付けて示してある単位は,従来単位によるものであって,参考とし
て併記したものである。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS K 6900によるほかは,次のとおりとする。
2.1
摩耗 摩耗とは,摩擦,研磨,侵食などの機械的作用によって材料がその表面から漸次離脱してい
くことをいう。
2.2
摩耗試験 摩耗試験とは,所定の摩耗試験機を用いて試験片を摩耗させ,摩耗量を測定することを
いう。
2.3
研磨材 研磨材とは,プラスチック材料を摩耗させるために使用する高硬度物質で,JIS R 6111に
規定するものをいう。
2.4
摩耗量 摩耗量とは,摩耗試験によって離脱した試験片の体積 (mm3) をいう。
2.5
摩耗質量 摩耗質量とは,摩耗試験によって離脱した試験片の質量 (mg) をいう。
3. 試験機及び附属品
3.1
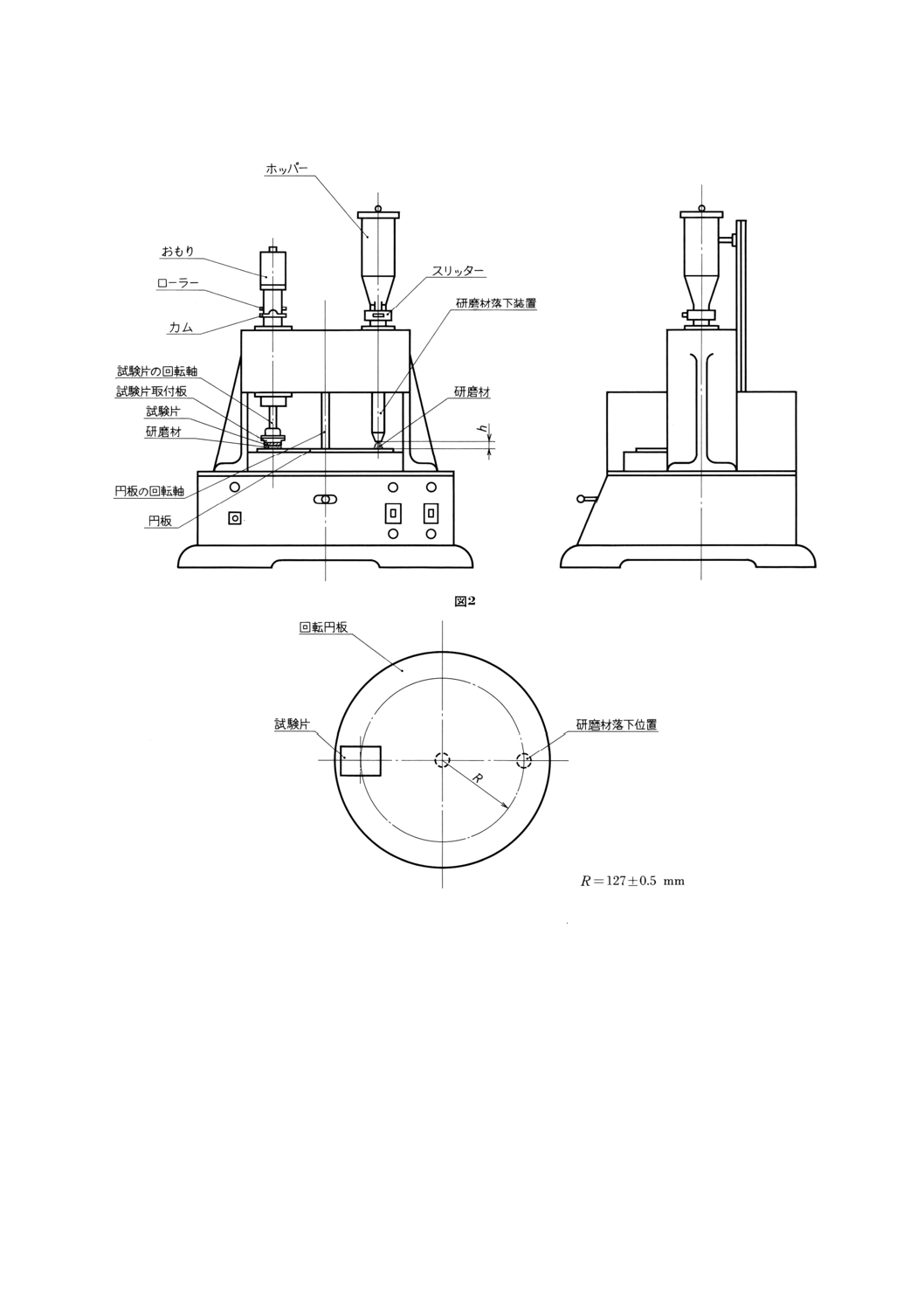
試験機 試験機は,図1に示すように水平に回転する円板とそれに平行に回転しながら上下に間欠
運動をする試験片取付け板及び研磨材落下装置からなり,回転する円板上に所定の研磨材を落下させ,試
験片取付け板に取り付けた試験片を,規定の荷重で円板に平均に圧着させ,試験片と円板の間に研磨材を
介在させながら試験片を摩耗させる試験機(以下,試験機という。)をいう。
2
K7205-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
試験機の基本構造
3.2.1
試験機の主要部分の回転速度 試験機の主要部分の回転速度は,次のとおりとする。
(1) 円板の回転速度 円板の回転速度は,23.5±1min−1 {23.5±1rpm} とする。
(2) 試験片の回転速度 試験片の回転速度は,32.5±1min−1 {32.5±1rpm} とする。
(3) 円板及び試験片の回転方向 円板及び試験片の回転方向は,同一とする。
3.2.2
円板の中心と試験片回転軸の中心との距離 円板の中心と試験片回転軸の中心との距離(図2に示
すR)は,127±0.5mmとする。
3.2.3
試験片が円板に接触する時間及び上昇時のすきま
(1) 試験片の接触時間 試験片は,試験片それ自身が1回転する間に回転円板と2回接触し,その1回ご
との接触時間は32秒とする。
(2) 上昇時のすきま 試験片の最大上昇点における円板と試験片とのすきまは,1.6±0.1mmとする。
3.2.4
円板の材質 円板の材質は,JIS G 3101のSS330とする。
3.2.5
研磨材の落下質量,落下位置及び落下高さ 研磨材の落下質量,落下位置及び落下高さは,次のと
おりとする。
(1) 研磨材の落下質量 研磨材の落下質量は,4.に規定する研磨材を用いて30〜50g/minとする。
(2) 落下位置及び落下高さ 研磨材の落下位置は,図2に示す。図1に示す落下高さ (h) は35±1mmと
する。
3
K7205-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
3.2.6
試験片に加える荷重 試験片に加える荷重は,44.1±0.49N {4 500±50gf} とする。
3.2.7
回転円板の振れ 回転円板の上下の振れは,中心から127mm離れた点において±0.25mm以下と
する。
3.3
附属品
3.3.1
おもり おもりの質量は,2 260gとする。
3.3.2
すきまゲージ すきまゲージの厚さは,1.60±0.02mmとする。
3.3.3
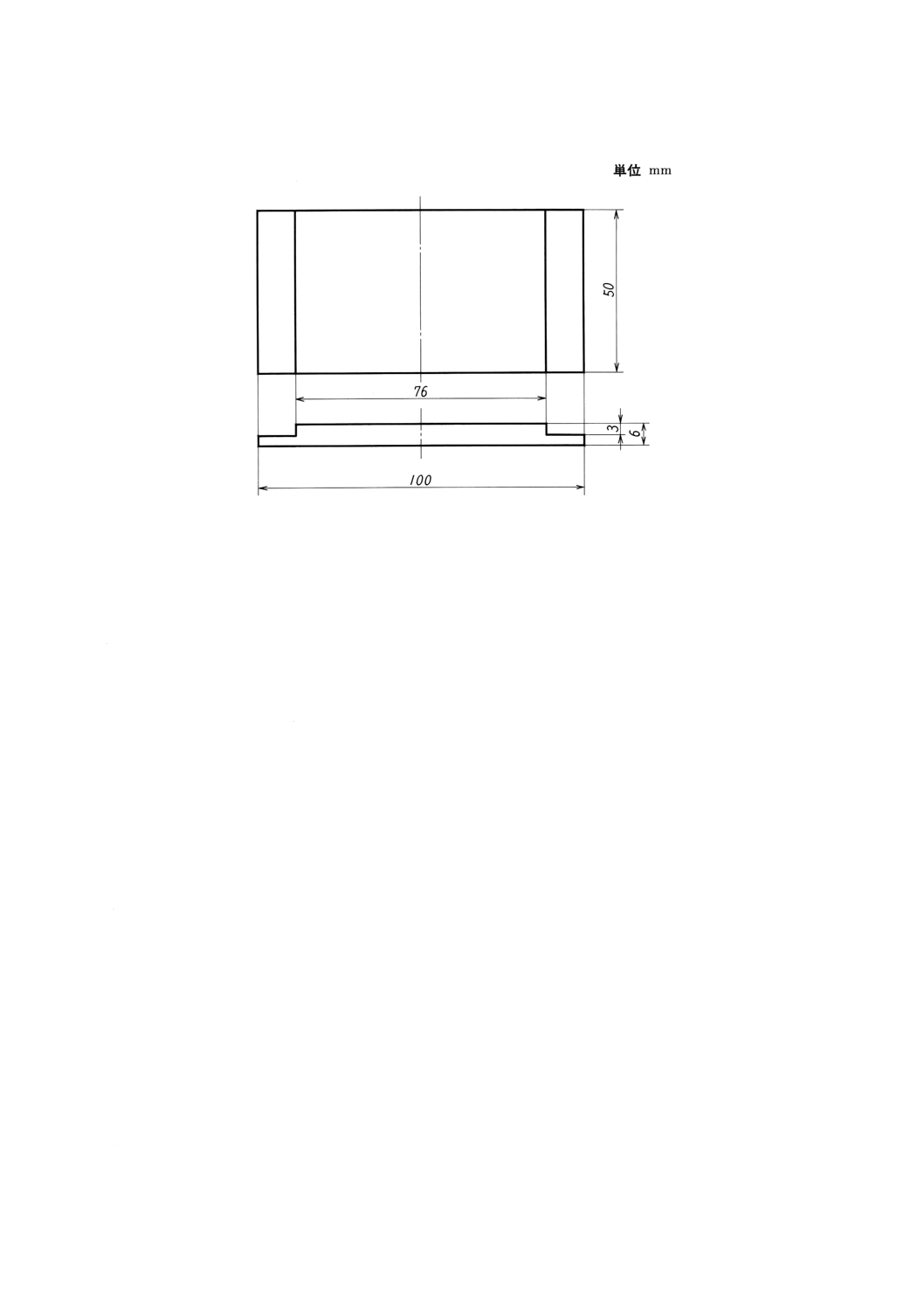
試験片取付け板 試験片取付け板は,アルミニウム製とし,その寸法は,図3に示すとおりとする。
4
K7205-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3
3.4
試験機の検査
3.4.1
円板の回転速度 円板の回転速度は,試験機に備えられたカウンターによって,47回転する時間
を測定して求める。
3.4.2
試験片の回転速度 試験片の回転速度は,65回転する時間を測定して求める。
3.4.3
試験片に加える荷重 試験片に加える荷重は,あらかじめ実荷重で検定したはかりを用いて測定す
る。
3.4.4
すきまゲージの厚さ すきまゲージの厚さは,JIS B 7502に規定する外側マイクロメータ又はこれ
と同等以上の精度をもつマイクロメータを用いて測定する。
3.4.5
回転円板の振れ 回転円板の上下の振れは,JIS B 7503に規定する目量0.01mmのダイヤルゲージ
又はこれと同等以上の精度をもつダイヤルゲージを用いて測定する。
4. 研磨材 研磨材の材質及び種類は,JIS R 6111の白色アルミナ質研削材WAとし,粒度はJIS R 6001
の#80又は相当品とする。
5. 試験片
5.1
試験片の寸法 試験片は,縦50mm,横76mm及び厚さ2mm以上とする。
5.2
試験片の作製 試験片は,関連規格又は当事者間の協定による条件に従って射出又は圧縮成形して
作る。又は,成形した板から機械加工によって切り取る。ただし,試験片の両面は,平行,かつ,平滑で
なければならない。
5.3
試験片の数 試験片の数は,3枚とする。
6. 試験片の状態調節,試験温度及び湿度
6.1
試験片は,特に規定がなければ,試験前に試験片の表面を清浄(1)にした後,原則として温度23±2℃,
相対湿度 (50±5) %に保った室内又は恒温恒湿槽中に48時間以上放置し,清浄剤を蒸発させて,状態調節
を行う。
5
K7205-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(1) 試験片の表面は,アルコールなどの溶剤で,汚れ及び異物を除去する。
6.2
試験は6.1と同じ温度23±2℃,相対湿度 (50±5) %の室内で行う。
7. 操作
7.1
試験片取付け軸の上部に,3.3.1に規定するおもりを載せる。
7.2
4.の研磨材を,ホッパーに必要量(約7kg)入れ,その落下質量を30〜50g/minに調節する。
7.3
試験片を試験片取付け板に接着・固定する。この場合,試験片が試験中にはく離などを生じないよ
う,適当な接着方法で行わなければならない。
7.4
試験片と回転円板の間隔を,ローラーがカムの最上部にあるとき1.6±0.1mmになるように,3.3.2
に規定するすきまゲージを挿入して調整した後,試験機を始動させる。
7.5
摩耗試験は,1枚の試験片に対して,連続1 000回ずつ3回行うこととし,第1回目,第2回目及び
第3回目の測定は,表1に示すように,それぞれ回転円板の積算回数が1 000回,2 000回及び3 000回の
ときとする。
表1
試験片番号
試験回数
第1回目
(1〜1 000回)
第2回目
(1 001〜2 000回)
第3回目
(2 001〜3 000回)
No.1
1
2
3
No.2
2
3
1
No.3
3
1
2
備考 表中の数字は,研磨材の使用回数を示す。すなわち,1は1回目使
用,2は2回目使用,3は3回目使用のもの。
7.6
試験機から試験片を取り外して,清浄な布で研磨材,摩耗粉などの異物を試験片から除去し,試験
片の質量を1mgまで正確に測定し,各試験直前の質量との差から摩耗質量を求める。
7.7
他の2枚の試験片に対しても同様に,7.1〜7.6までの操作を繰り返し,それぞれの摩耗質量を求める。
研磨材は,原則として,その度に新しいものを使用する。ただし,研磨材を繰り返し使用する場合は,使
用回数は3回以内にとどめるのが望ましい。
なお,研磨材を繰り返し使用する際には,いずれの試験片にも研磨材の使用回数が同じになるよう,組
合せを考慮しなければならない。組合せの一例を表1に示す。
8. 計算
8.1
3枚の試験片の摩耗質量について,第1回目,第2回目及び第3回目ごとの平均値並びにそれらの総
平均値を求める。
8.2
試験結果は,摩耗質量 (mg) を密度(2)で除した摩耗量 (mm3) で表すことを原則とするが,摩耗質量
をもって表すこともできる。
注(2) 試料の密度は,JIS K 7112によって測定する。
8.3
試験結果は,JIS Z 8401によって有効数字2けたに丸める。
9. 報告 報告には,次の事項を含ませる。
(1) 試験した材料の種類,等級
6
K7205-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) 試験片の作製方法
(3) 試験片の状態調節
(4) 試験室の雰囲気状態
(5) 試験した試験片の数
(6) 研磨材の種類及び落下質量 (g/min)
(7) 摩耗量(又は摩耗質量)は,第1回目,第2回目及び第3回目ごとの平均値並びに総平均値
(8) 試験年月日
(9) その他必要と思われる事項
高分子部会 プラスチックの摩耗試験方法専門委員会 構成表(昭和49年4月1日制定のとき)
氏名
所属
(委員会長)
山 口 章三郎
工学院大学生産機械工学科
赤 羽 信 久
通商産業省基礎産業局
菊 地 邦 雄
工業技術院標準部
松 原 清
工業技術院機械技術研究所
大 出 譲
財団法人日本プラスチック検査協会
野 村 博
茨城電気通信研究所成形部品研究室
小 山 俊 吉
硬質塩化ビニール板協会技術部
福 見 順
合成樹脂工業協会
松 見 成 俊
株式会社上島製作所試験機部
広 瀬 三 郎
日本ビニル工業会
森 山 寛 厚
帝人株式会社プラスチック研究所商品材料研究室
山 田 毅
旭ダウ株式会社プラスチック加工研究所
野 中 矩 仁
三菱樹脂株式会社平塚研究所
村 井 真三次
住友ベークライト株式会社技術部
伊 沢 秀 治
日本プラスチック工業連盟
鹿 毛 紀久雄
プラスチック標準試験方法研究会
(事務局)
鎌 田 矩 夫
工業技術院標準部繊維化学規格課
石 川 哲之介
工業技術院標準部繊維化学規格課
(事務局)
青 木 誠 治
工業技術院標準部繊維化学規格課(昭和52年5月1日改正のとき)
石 川 哲之介
工業技術院標準部繊維化学規格課(昭和52年5月1日改正のとき)
(事務局)
小 林 勝
工業技術院標準部繊維化学規格課(平成7年5月1日改正のとき)
砂 川 輝 美
工業技術院標準部繊維化学規格課(平成7年5月1日改正のとき)