K 7154-2:2002 (ISO 10724-2:1998)
(1)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づいて,日本プラスチック工業連盟(JPIF)/合成樹
脂工業協会(JTPIA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべき
との申し出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 10724-2:1998,Plastics―Injection
moulding of test specimens of thermosetting powder moulding compounds (PMCs)―Part 2:Small platesを基礎と
して用いた。
JIS K 7154-2には,次に示す附属書がある。
附属書A(参考)小形角板を試験片などとして適用可能な推奨規格
附属書B(参考)ウエルドライン
附属書C(参考)試験片の表示
附属書D(参考)参考規格一覧
JIS K 7154の規格群には,次に示す部編成がある。
JIS K 7154-1 第1部:通則及び多目的試験片の成形
JIS K 7154-2 第2部:小形角板
K 7154-2:2002 (ISO 10724-2:1998)
(2)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. 装置 ······························································································································ 2
4.1 タイプD1及びD2 ISO金型 ····························································································· 2
4.2 射出成形機 ··················································································································· 5
5. 操作 ······························································································································ 5
5.1 材料の状態調節 ············································································································· 5
5.2 射出成形 ······················································································································ 5
6. 試験片の作り方に関する報告 ····························································································· 5
附属書A(参考)小形角板を試験片などとして適用可能な推奨規格 ················································ 6
附属書B(参考)ウエルドライン····························································································· 7
附属書C(参考)試験片の表示 ······························································································· 9
附属書D(参考)参考規格一覧 ······························································································ 11
解 説 ······························································································································· 12
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7154-2:2002
(ISO 10724-2:1998)
プラスチック―
熱硬化性樹脂成形材料の射出成形試験片―
第2部:小形角板
Plastics―Injection moulding of test specimens of thermosetting powder
moulding compounds (PMCs)―Part 2:Small plates
序文 この規格は,1998年に第1版として発行されたISO 10724-2,Plastics―Injection moulding of test
specimens of thermosetting powder moulding compounds(PMCs)―Part 2:Small platesを翻訳し,技術的内容及
び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
原国際規格の序文を次に示す。
射出成形工程の多くの要因が成形試験片の特性や各試験結果に影響する。各試験片の熱的及び機械的特
性は,試験片の調製に使用される成形工程の条件に強く影響される。成形工程の主なパラメーターの各々
の正確な定義は,再現可能な及び比較可能な測定条件を維持するための基本的な必要条件である。
成形条件の決定には,測定しようとする特性への条件の影響を考慮することが重要である。熱硬化性樹
脂成形材料の特性は,短繊維のような非等方向性基材の長さ,配向及び硬化度によって違いがでる。成形
された試験片の残留応力も特性に影響する。熱硬化性樹脂成形材料は架橋結合のため,熱可塑性材料より
分子配向が機械的特性に影響を与えることが少ない。これらの現象は測定する特性の数値の変動をさける
ために制御しなければならない。
1. 適用範囲 この規格は,二種類の二つのキャビティ部をもつ金型,すなわち,様々な試験に使用でき
る厚さ1 mm (D1)及び2 mm (D2)をもつ60 mm×60 mmの小形角板を射出成形するためのD1及びD2 ISO
金型について規定する(附属書A参照)。さらに,加えてこの金型は,機械的特性に及ぼすウエルドライン
の作用を研究するため,インサートを備え付けることもできる(附属書B参照)。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 10724-2 Plastics−Injection moulding of test specimens of thermosetting powder moulding
compounds (PMCs)−Part 2:Small plates(IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで発効年又は発行年を付記してあるものは,記載の年の版だけがこの規格の
規定を構成するものであって,その後の改正版・追補には適用しない。
2
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 6900 プラスチック―用語
備考 ISO 472:1999,Plastics−Vocabularyが,この規格と一致している。
JIS K 7154-1:2002 プラスチック―熱硬化性樹脂成形材料の射出成形試験片―第1部:通則及び多
目的試験片の成形
備考 ISO 10724-1:1998,Plastics―Injection moulding of test specimens of thermosetting powder moulding
compounds(PMCs)―Part 1:General principles and moulding of multipurpose test specimensが,この
規格と一致している。
ISO 2577:1984 Plastics―Thermosetting moulding materials―Determination of shrinkage
ISO 6603-1:2000 Plastics―Determination of puncture impact behaviour of rigid plastics―Part 1:
Non-instrumented impact testing
ISO 6603-2:19891) Plastics―Determination of puncture impact behaviour of rigid plastics―Part 2:
Instrumented impact testing
3. 定義 この規格で用いる主な用語の定義は,JIS K 7154-1の定義によるほかJIS K 6900による。
4. 装置
4.1
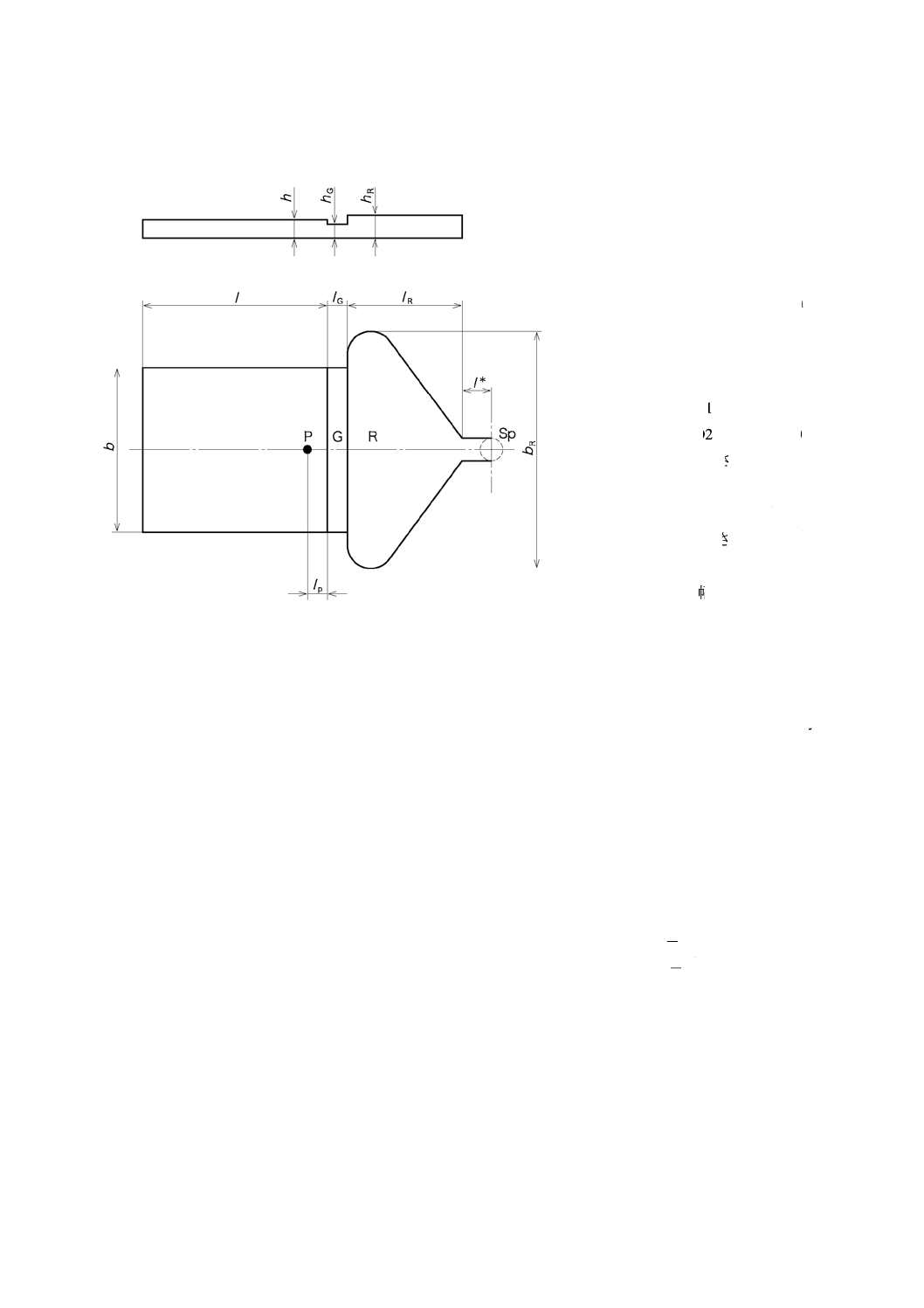
タイプD1及びD2 ISO金型 タイプD1及びD2金型は,60 mm×60 mm角板用2個取り金型を使
用。この金型で作られた角板の形状を図1に示す。
1) 改訂中
3
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
S p スプルー
G ゲート
R ランナ
P 圧力センサ
寸法単位mm
ι 角板の長さ 60±2 1)
b 角板の幅 60±2 1)
h 角板の厚さ
タイプD1 1.0±0.1
タイプD2 2.0±0.1 1)
ιG ゲートの長さ 4.0±0.1 2)
h G ゲートの厚さ
(0.75±0.05)×h 2) 3)
ιR ランナの長さ 25〜30 4)
b R ゲート部の
ランナ幅 ≧(b+6)
h R ゲート部の
ランナ厚さh+(1.5±0.5)
ι* 規定しない長さ
ιP ゲートからの
圧力センサ位置 5±2 5)
注 1) ISO 6603-1で使用されている寸法
2) 4.1 の備考1. 参照
3) 4.1 の備考2. 参照
4) 4.1 の備考3. 参照
5) 圧力センサの位置は
次の範囲内
ιP + r P ≦ 10
ιP − r P ≧ 0
r P はセンサの半径
図 1 タイプD1及びD2 ISO金型の詳細
4
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
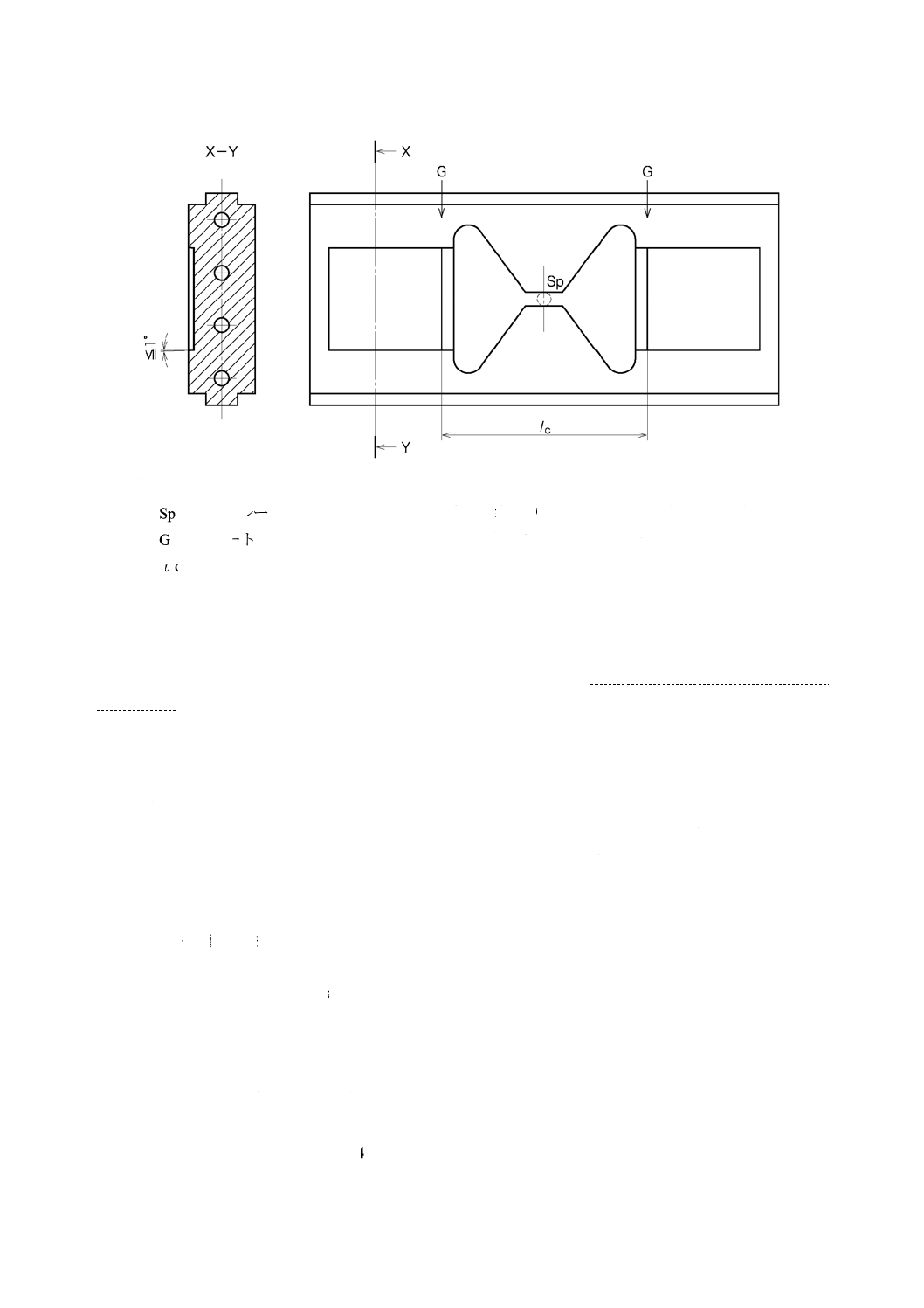
記号
Sp スプルー 成形品容量 V M ≈30 000 mm3(厚さ2 mm)
G ゲート 投影面積 A p ≈11 000 mm2
ιc 試験片がランナから切り離される切断線間の距離(4.1の備考4. 及び5. 参照)
図 2 タイプD1及びD2 ISOキャビティ側の金型
タイプD1及びD2 ISO金型の主な構造上の詳細は,図1及び図2に示す。これらの金型は,次の要求事
項に合致しなければならない。ただし,次のアルファベット記号は,JIS K 7154-1:2002の4.1.4の記号に
対応する。
a) JIS K 7154-1:2002の4.1.4 a)参照。
b) JIS K 7154-1:2002の4.1.4 b)は適用しない。
c) JIS K 7154-1:2002の4.1.4 c)参照。
d)及びe) JIS K 7154-1:2002の4.1.4 d)及びe)は適用しない。
f) JIS K 7154-1:2002の4.1.4 f)参照,ただし,2番目の文章の最後の部分は除く。
g) JIS K 7154-1:2002の4.1.4 g)参照,ただし,ISO 6603に関連して。
キャビティの主な寸法(mm)は,次による(図1参照)。
− 長さ:60〜62
− 幅 : 60 〜 62
− 深さ:タイプD1金型 1.0〜1.1
タイプD2金型 2.0〜2.1
h)i〜 j) JIS K 7154-1:2002の4.1.4 h)〜 j)参照。
k) 図1はキャビティ内の圧力センサPの位置を示しており,これは成形収縮率(ISO 2577参照)の
測定だけに必す(須)である。しかし,これはどのISO金型[JIS K 7154-1:2002の4.1.4 k)参照]
においても射出の過程を管理するのに有用である。圧力センサの位置は,溶融樹脂の流れを妨
げないようにキャビティ表面と同一平面とする。
l) JIS K 7154-1:2002の4.1.4 l)参照。
5
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
m) JIS K 7154-1:2002の4.1.4 m)参照及びこの規格の附属書C参照。
n) JIS K 7154-1:2002の4.1.4 n)参照及びこの規格の附属書D参照。
備考1. 金型ゲートの高さ及び長さは溶融物がキャビティに流入するときに,その硬化過程,及び成
形収縮率に大きく影響する(ISO 2577参照)。したがって,ゲート寸法の公差を厳しくする。
2. 高さが厳しく制約されるゲートは,ゲートからかなり離れている箇所においてもキャビテ
ィ内の材料の配向に大きく影響を及ぼす。したがって,ゲートにおける高さの変化は,次に
実施される成形収縮率の測定(ISO 2577参照)が容易になるようにある一定の値に定められ
てきた。
3. 試験片のランナからの分離は,金型キャビティから取り出した直後に行う。そうしないと,
プレートの収縮率が,ランナやゲート部の収縮率と異なることからプレートが不可逆的に反
ることになる。
4. ゲートの長さl Gの値を定めることによって,材料ごとに成形収縮率が異なる場合でも,切断
間距離l C(図2参照)を固定して二つの試験片を型打抜き又はのこぎりによってランナから切
り離すことができる(金型から成形物を取り出した直後にランナから試験片を,例えば, 手
などによって折り取ることは,プレート内に変形が生じるため,推奨できない。)。
5. 試験片は,切断線間に沿ってランナから切り離されるが,この切断線間距離l C(図2参照)は,
l C=2(l G+l R+l *)によって与えられる。この距離を80 mmとすることで多目的試験片の中
央部分から80 mm×10 mm×4 mmの短冊片を切り離すとき,同じ切断ジグを使用できる利点
がある[JIS K 7154-1:2002の4.1.3及び4.1.4 l)参照]。
4.2
射出成形機 次のことを除き,JIS K 7154-1:2002の4.2を参照。
4.2.4では,タイプD1及びD2 ISO金型に対する推奨型締め力は,F M
11 000 Pmax×10-3で与えられる。
すなわち,最大溶融樹脂圧力80 MPaに対しては880 kNである。
5. 操作
5.1
材料の状態調節 JIS K 7154-1:2002の5.1参照。
5.2
射出成形 5.2.2に次のことを加える以外はJIS K 7154-1:2002を参照する。
タイプD1及びD2 ISO金型の場合には,出時間t 1がタイプA ISO金型の場合の時間に匹敵するように
射出速度ν1を選定することが推奨される。
6. 試験片の作り方に関する報告 報告書には,次の情報を含む。
a) この規格を参照したこと。
b)〜h) JIS K 7154-1:2002の6. b)〜h)を参照。
6
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) 小形角板を試験片などとして適用可能な推奨規格
タイプD2 ISO金型は,ISO 6603(この附属書の備考1. 参照)に記述されている多軸衝撃特性の測定,
ISO 2577に記述されている成形収縮率の測定,着色されたプラスチック(備考2. 参照)の試験片の準備,
機械的及び熱的特性の異方性の調査及び入れ子ゲートを備えた金型を用いてのウエルドライン(附属書B
参照)の影響調査に使用する試験片の作製に推奨される。
タイプD1 ISO金型は,電気的特性(備考4. 参照),吸水性(備考5. 参照)及び動的力学的特性(備考
6. 参照)を測定するのに使用する試験片の作製に特に適している。
備考1. 多軸衝撃強さがJIS K 7140-1[7]及びJIS K 7141[8]の機械的性質に包含されることが提
案されている。推奨される試験片の厚さは2 mmである。
2. 着色又は原色の材料から作製された試験片のプレートは,JIS K 7350-2[4]に従って耐候性
の影響を調べるために,光学的及び機械的特性を測定するときの使用に適している。
3. JIS K 7160[6]に規定されているタイプ4の引張試験片は,JIS K 7144[3]に従ってプレー
ト成形品から機械加工で異なる位置及び異なる方向に配向するように切り出す。これはJIS
K 7161[2],JIS K 7160[6]それぞれに記述されている引張及び引張衝撃試験によって機械
的特性の異方性を調べるときの使用に適している。さらに,熱的特性の異方性,特に熱線膨
張率は上記(附属書D参考規格[9]も参照)の異なる位置で又は異なる方向で採った長方
形試験片(例えば10 mm幅)を使って類似の方法で調べることができる。
4. JIS K 7140-1[7]は,次の電気的特性の測定を推奨している:比誘電率,誘電正接,厚さ2 mm
のプレート試験片を使用する体積抵抗と表面抵抗並びに厚さ1 mm及び厚さ2 mmのプレー
トを使用する耐電圧。
5. JIS K 7140-1[7]は,適正な試験時間内の飽和値を測定できる目的で厚さ1 mm以上の試験
片を使用するJIS K 7209[1]に記述されている吸水量の測定を推奨している。
6. JIS K 7244-2[5]は,ねじり振子及び望ましくは厚さ1 mmの試験片を使用して複素せん断
弾性率を求める方法を記述している。これらの試験片は,タイプD1 ISO金型によって作製
されたプレートから得ることができる。
参考 この附属書に[ ]で示す番号は,附属書Dによる。
7
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) ウエルドライン
機械的特性に与えるウエルドラインの影響は,金型キャビティに適切なインサートを取り付けることに
よって調べることができる。
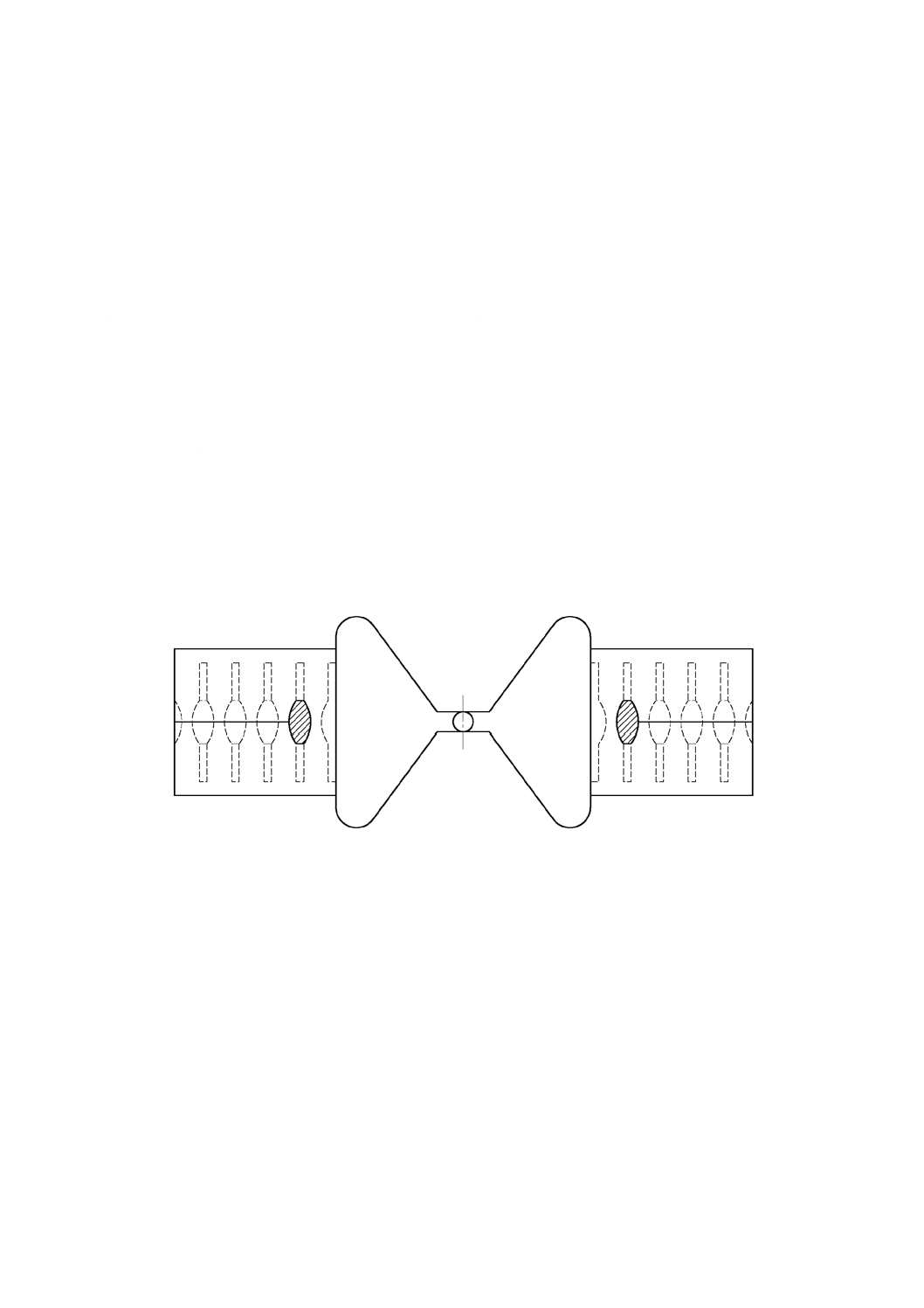
附属書B図1は,ゲート近くの単一のインサート(斜線部)及び生じた二つの平行な溶融樹脂の流れ(点
線で示される)間で形成されるウエルドライン(連続線で示す。)を示す。JIS K 7160[6]に規定するタ
イプ4の引張試験片は,成形品から機械加工で作ることができる。そしてJIS K 7161[2]及びJIS K 7160
[6]による引張及び引張衝撃試験をすることによって,インサート(点線)からの距離の関数としてウエ
ルドラインの影響を調べることができる。
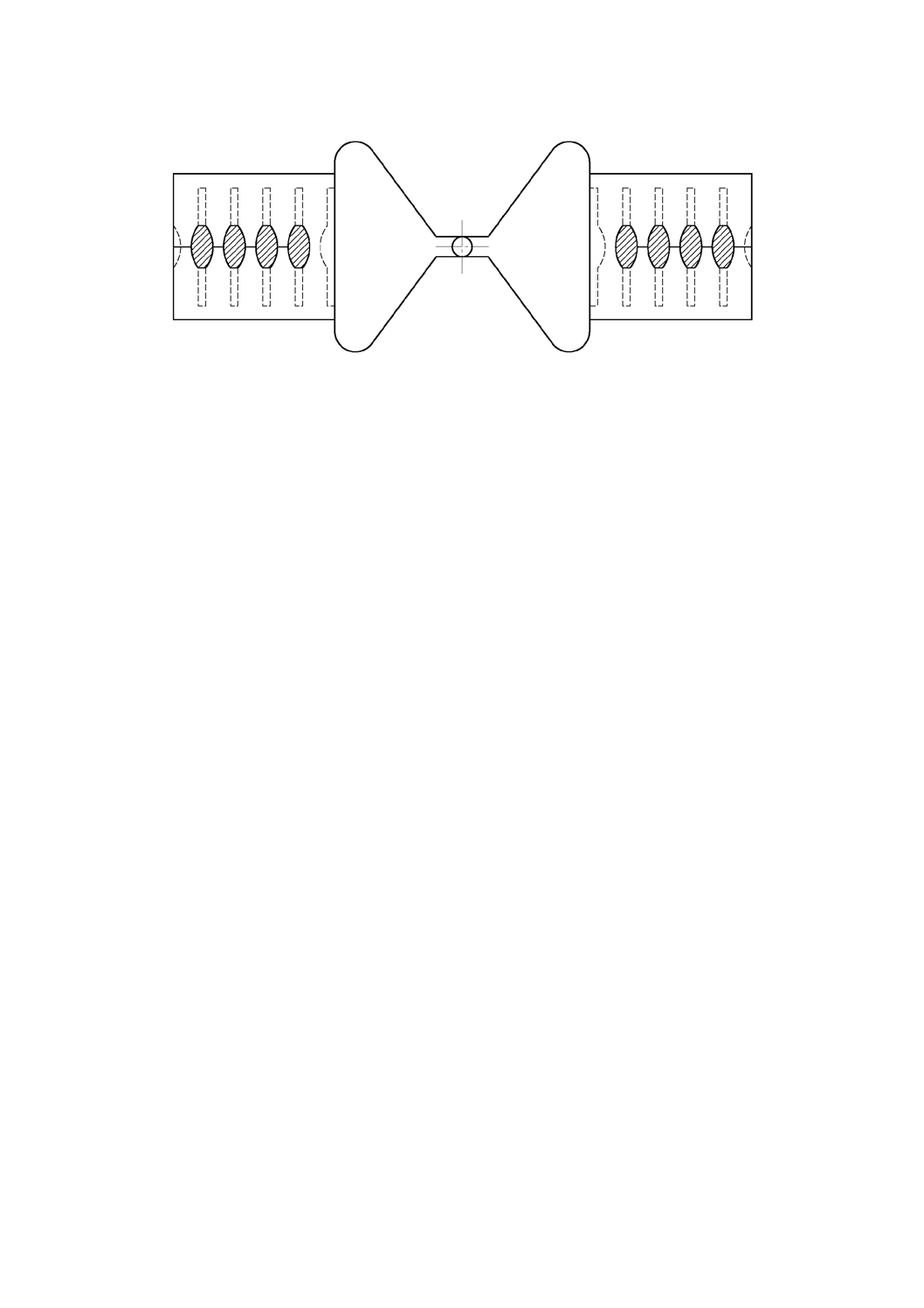
附属書B図2は対抗する溶融樹脂の流れからウエルドライン(連続線で示す。)を発生させる複数のイ
ンサート(斜線部)の使用を示す。各々のウエルドラインは異なる長さの流路を表す。
附属書B図1で示した平行な流れと附属書B図2で示した対抗する流れは,ウエルドラインの形成の二
つの基本的なタイプを表す。各々のケースにおいては,左右相対的な2個取り金型の配置だけが使われる
のがよい。
参考 この附属書に[ ]で示す番号は,附属書Dによる。
附属書B図1 単体のインサート(斜線部)を使って作製した成形品で,
引張り試験片(点線部)が採られる位置を示す。
8
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B図2 複数のインサート(斜線部)を使って作製した成形品で,
引張り試験片(点線部)が採られる位置を示す。
9
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考) 試験片の表示
表示の目的は,ランナが成形品から切り離されたとしても,次のことを決めるためである。
− キャビティ内の二つの成形品の最初の位置
− 二つの試験片のどちら側が上部で,どちら側が下部であるか(例えば,多軸衝撃特性において試験の
間,上部又は下部が引張応力領域に位置していればその結果に重要な影響を及ぼすであろう。)。
− 例えば60 mm×10 mm×1 mm又は60 mm×10 mm×2 mm短冊形試験片のどちら側が上部で,どちら
が下部かであるかと同様にその配向(例えば,充てん材や強化材の配向がある機械的特性に及ぼす影
響を研究するために)。この短冊形試験片は,溶融樹脂の流れ方向に平行(p)又は垂直(n)のいずれ
でも成形品から得られる。
使用する表示及び金型キャビティ内のその位置は望ましくは,次のようにするのがよい[附属書C図1,
JIS K7154-1:2002,4.1.4,m)参照]。
− キャビティの端に平行で近接した直線が数字の代わりに使われる。すなわち,二つの単線(二つの異
なる端面に沿って互いに垂直)がキャビティ1を示し,二つの平行する複線(同様に二つの異なる端
面に沿って互いに垂直)がキャビティ2を示すのに使う。
− 直線は試験片の試験領域外に配置する[JIS K 7154-1:2002の4.1.4,h)参照]。
− 溶融樹脂の流れ方向に引く直線は,流れ方向に見たときにキャビティの同じ端(例えば左端)に沿っ
て引くように金型板の中心に非対称的に配置する。
− 流れ方向に平行に引く直線の幅は,流れ方向に垂直に引く直線の幅よりも明らかに細くする(このこ
とは,成形品から切り出した短冊形試験片上の細い線が,常に流れ方向に垂直に切り取られたことを
示し,太い線が流れ方向に平行に切り取られたことを示す。このことによって混乱を回避できる。)。
− 直線はキャビティ表面の損傷や離型不良をさけるために,やっと見える程度(すなわち,あまり深く
彫り込まないこと)にする。
10
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
1 キャビティ1
2 キャビティ2
3 表示線
4 試験領域(φ50 mm)
5 平行試験片
6 垂直試験片
附属書C図1 キャビティ1及びキャビティ2の表示位置
11
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考) 参考規格一覧
[1] JIS K 7209:2000 プラスチック―吸水率の求め方
備考 ISO 62:1999,Plastic―Determination of water absorptionが,この規格と一致している。
[2] JIS K 7161:1994 プラスチック―引張特性の試験方法 第1部:通則
備考 ISO 527-1:1993,Plastics―Determination of tensile properties―Part 1:General principlesが,この
規格と一致している。
[3] JIS K 7144:1999 プラスチック―機械加工による試験片の調製
備考 ISO 2818:1994,Plastic―Preparation of test specimens by machiningが,この規格と一致している。
[4] JIS K 7350-2-1995 プラスチック―実験室光源による暴露試験方法 第2部:キセノンアーク光源
備考 ISO 4892-2:1994,Plastics―Methods of exposure to laboratory light sources―Part 2:Xenon-arc
sourcesが,この規格と一致している。
[5] JIS K 7244-2:1998 プラスチック―動的機械特性の試験方法―第2部:ねじり振子法
備考 ISO 6721-2:1994,Plastics―Determination of dynamic mechanical properties―Part 2:
Torsion-pendulum methodが,この規格と一致している。
[6] JIS K 7160:1996 プラスチック―引張衝撃強さの試験方法
備考 ISO 8256:1990,Plastics―Determination of tensile-impact strengthが,この規格と一致している。
[7] JIS K 7140-1:2000 プラスチック―比較可能なシングルポイントデータの取得と提示―第1部:成
形材料
備考 ISO 10350-1:1998,Plastics―Acquisition and presentation of comparable single-point data―Part 1:
Moulding materialsが,この規格と一致している。
[8] JIS K 7141:1996 プラスチック―比較可能なマルチポイントデータの取得と提示―第1部:機械的
特性
備考 ISO 11403-1:1994,Plastics―Acquisition and presentation of comparable multipoint data―Part 1:
Mechanical propertiesが,この規格と一致している。
[9] JIS K 7141-2:1999 プラスチック―比較可能なマルチポイントデータの取得と提示―第2部:熱的
及び加工特性
備考 ISO 11403-2:1995,Plastics―Acquisition and presentation of comparable multipoint data―Part 2:
Thermal and processing propertiesが,この規格と一致している。
12
K 7154-2:2002 (ISO 10724-2:1998)
著作権法により無断での複製,転載等は禁止されております。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業標準調査会標準部会 化学製品技術専門委員会 構成表
氏名
所属
(委員会長) 宮 入 裕 夫 東京医科歯科大学生体材料工学研究所
(委員)
大 久 泰 照
昭和シェル石油株式会社
奥 山 通 夫
社団法人日本ゴム協会
笠 野 英 秋
拓殖大学工学部
加 茂 徹
独立行政法人産業技術総合研究所
木 原 幸 弘
社団法人日本化学工業協会化学標準化センター
桐 村 勝 也
社団法人日本塗料工業会
髙 野 忠 夫
財団法人化学技術戦略推進機構
高 橋 信 弘
東京農工大学農学部
西 川 輝 彦
石油連盟
西 本 右 子
神奈川大学理学部
古 川 哲 夫
財団法人日本消費者協会
堀 友 繁
財団法人バイオインダストリー協会
槇 宏
日本プラスチック工業連盟