2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7151-1995
(ISO 293 : 1986)
プラスチック−熱可塑性プラスチック
材料の圧縮成形試験片
Plastics−Compression moulding test
specimens of thermoplastic materials
日本工業規格としてのまえがき
この規格は,1986年第2版として発行されたISO 293 (Plastics−Compression moulding test specimens of
thermoplastic materials) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格
である。
0. 序文
再現性のあるテスト結果を得るには,ひずみのない試験片が要求される。射出成形と対比して,圧縮成
形する目的は,均一で等方性のある試験片及び機械加工又は打抜き加工用のシートを作製することにある。
圧縮成形の工程では,材料の混合は無視できる程度しか起こらない。か(顆)粒及び粉末はそれらの表
面でのみ溶融し,予備成形品(混練シート)は部分的に軟質化されているだけである。
したがって,均一で等方性の試験片は,成形材料自身が均一で等方性のあるときのみ得られる。このこ
とは,ABSのような内部構造を有する多相材料を加工するときには考慮されなければならない。
1. 適用範囲
この規格は,熱可塑性プラスチックに関して,圧縮成形試験片及び試験片を機械加工又は打抜き加工す
るための圧縮成形シートの作製の際に,従うべき一般通則及び操作について規定する。
再現性のよい状態で成形品を得るために,四つの異なる冷却方法を含む操作の主要段階を規格化する。
それぞれの材料の所要成形温度及び冷却方法は,その材料の当該規格の規定又は受渡当事者間の協定によ
る。
備考 この操作は強化熱可塑性プラスチックには勧められない。
2. 引用規格
次の規格は,この規格に引用されることによって,この規格の一部を構成する。この規格の発行時点で
は,ここに示す版の規格が有効である。すべての規格は改定されることがあるので,この規格の使用者は,
引用規格の最新版を適用できるかどうか検討するのが望ましい。
ISO/R 286 : 1982 ISO system of limits and fits−Part 1 : General, tolerances and deviations
ISO 468 : 1982 Surface roughness−Parameters, their values and general rules for specifying requirements
2
K 7151-1995 (ISO 293 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義
この規格で用いる用語の定義は,次のとおりとする。
3.1
成形温度 (moulding temperature):成形材料に最も近いところで測定した予熱及び成形中の金型又は
熱板の温度。
3.2
成形品取出し温度 (demoulding temperature):成形材料に最も近いところで測定した冷却時間終了時
点の金型又は熱板の温度。
備考 押込み金型の場合は,3.1及び3.2に定義した温度の測定には金型に穴を開けるのが通例である。
3.3
予熱時間 (preheating time):接触圧力を保持しながら金型内の材料を成形温度まで加熱するのに要
する時間。
3.4
成形時間 (moulding time):成形温度を保持しながら全成形圧力が加えられている時間。
3.5
平均冷却速度(非線形) [average cooling rate (non-linear)] :冷却液の一定流量状態で,成形温度と
成形品取出し温度との差を,成形品取出し温度まで金型を冷却するのに要する時間で除して算出した冷却
速度。平均冷却速度は,通常ケルビン/分で表される。
3.6
冷却速度 (cooling rate):規定温度範囲において,各10分ごとの間隔で,この規定冷却速度からの偏
差が規定許容差を超えないように冷却液の流量を制御することによって得られる一定冷却速度。冷却速度
は通常ケルビン/時間で表される。
4. 装置
4.1
成形プレス
プレスは少なくとも10 MPaの加圧ができる型締め力(通常,成形キャビティー面積に対する型締め力
の比として与えられる。)を備えていなければならない。
この圧力は成形サイクルの間,規定圧力の10 %以内に保持されなければならない。
熱板は次の能力を備えていなければならない。
(a) 少なくとも240 ℃まで加熱できること
(b) 表1に示す速度で冷却できること
金型表面の任意の測定点間の温度差は,加熱時には±2Kを,冷却時には±4 Kを超えてはならない。
加熱及び冷却システムが金型に組み込まれているときは,そのシステムは同じ条件を満足しなければな
らない。
熱板又は金型は,適正な回路中の高圧蒸気又は熱媒体若しくは電気発熱体の使用のいずれかによって加
熱する。熱板又は金型は回路中の熱媒体(通常は冷水)によって冷却される。
急速冷却の場合(表1のC法参照)は2台のプレス(成形時の加熱用及び冷却用)を使用する。
備考1. 冷却方法が規定されている場合,金型中に材料を入れない試験によって熱媒体の流速をあら
かじめ決めておくことが望ましい。
2. 温度はプレスの上下熱板間の中央で一定に制御してよい。
4.2
金型
4.2.1
一般的事項
タイプの異なる金型を用いて作製した試験片の特性は同じではない。特に,機械的性質は,冷却時に材
料に加えられる圧力に依存する。
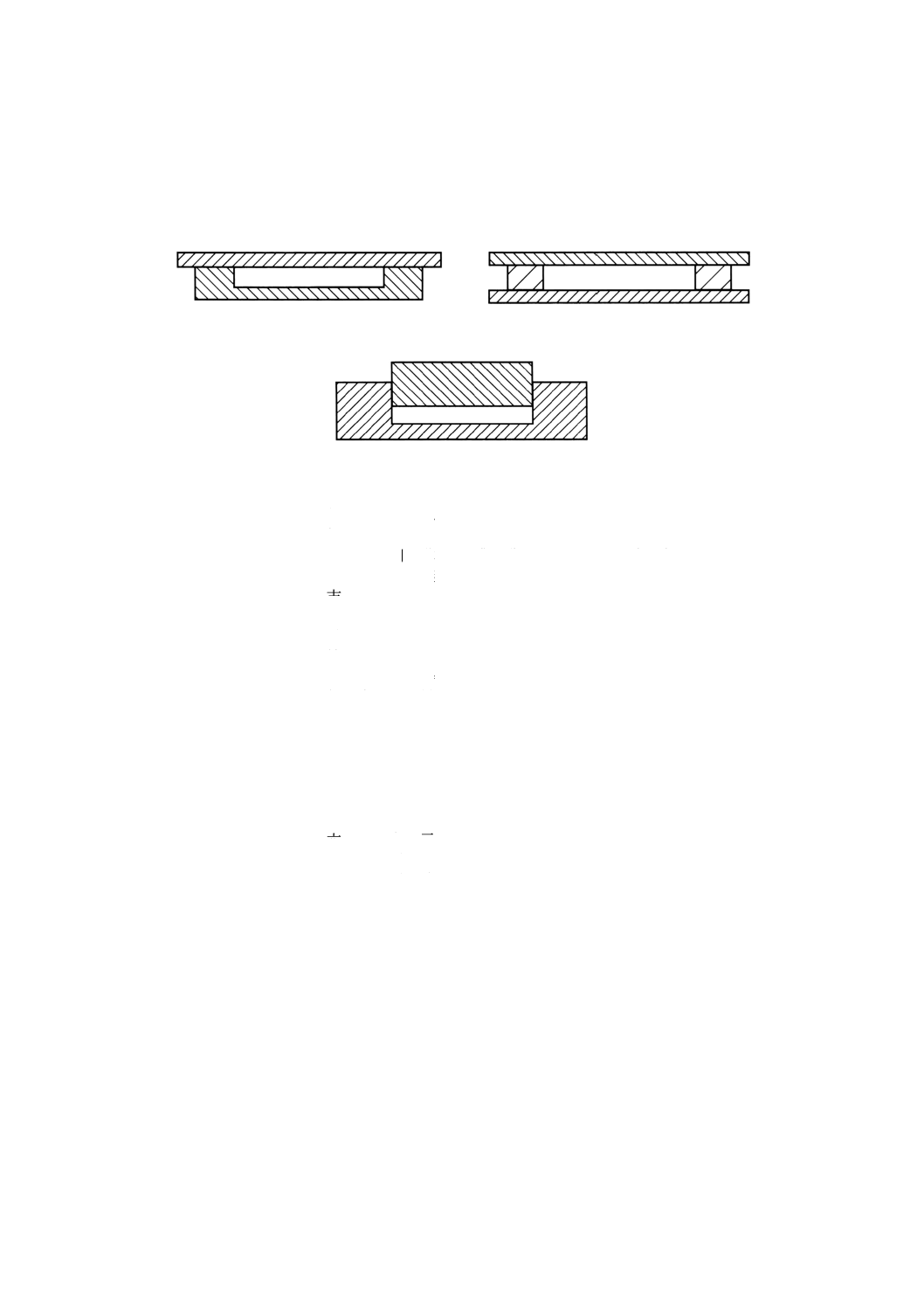
熱可塑性プラスチックの試験片の圧縮成形には,一般に二つのタイプの金型“平押し金型”(図1参照)
と“押込み金型”(図2参照)が用いられる。
3
K 7151-1995 (ISO 293 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
平押し金型は,過剰な成形材料を押し出すことができ,冷却中の成形材料には成形圧力を加えることが
できない。この金型はほとんど同じ厚さ若しくはほとんど同じ水準の内部応力をもつ試験片又は板の作製
に特に便利である。
押込み金型の場合は,摩擦を無視すれば冷却時の材料に全成形圧力が加えられる。でき上がった成形品
の厚さ,応力及び密度は金型構造,材料充てん量並びに成形及び冷却条件に依存する。このタイプの金型
では金型面と合体した圧縮試験片が得られ,したがって,平滑な面を実現したり,又は試験片内部のボイ
ドを抑制するのに特に適している。
4.2.2
金型の作製
金型は成形温度及び圧力に耐えられる材料によって作製されなければならない。材料との接触面は試験
片に良好な表面状態が得られるように研磨処理を施さなければならない(推奨される表面粗さは0.16 Ra,
ISO 468参照)。試験片の取出しはこれらの表面にクロムめっきを施すことによって,より容易に行える。
小さな寸法の試験片には2゜のテーパーを付けることを強く勧める。
熱電対又は水銀温度計を用いて成形材料の近くで温度を測れるように金型に止まり穴を開けてもよい。
備考1. プレスの性能(4.1参照)によって,金型に熱板の場合と同様の組み込み式加熱及び/又は冷
却装置を備えてもよい。
2. 一般には金型は,機械的衝撃に耐え,かつ,2 200 MPaの引張強さが得られるように熱処理
された鉄合金で十分である。ただし,PVC成形材料の特殊な場合には1 050 MPaの引張強さ
が得られるように処理されたマルテンサイトステンレス鋼を使用するとよい。
4.2.3
金型のタイプ
使用する金型のタイプは材料に関する該当国際規格に規定された形状と状態の試験片を作製できるもの
か又は受渡当事者間の協定によるものでなければならない。
(1) 平押し(“ピクチャーフレーム”)金型
このタイプの金型の場合は,過剰な材料は押し出され,冷却時の成形圧は型枠だけに作用し材料に
は加わらない。
成形品の中心部の厚さは冷却時の収縮のため周縁部よりわずかに薄くなる。また,直接成形された
短冊形は金型へのプラスチック材料の粘りによって収縮が阻害される場合にはヒケマーク又はボイド
ができることがある。
これらの欠点をカバーするために,試験片を圧縮成形シートの中心部から打ち抜くか又は機械加工
することが望ましい。
シートの成形には,2枚の板でふたをした型枠からできた単純,かつ,経済的な平押し金型を用い
ることができる(図1参照)。上下の板(厚さ約1〜2 mm)は離型を容易にするために研磨鋼又はク
ロムめっき黄銅で作られる。プラスチック材料がこれらの板に粘着しないようにするため,これらの
板を,例えば,アルミニウム,ポリエステルなどの柔軟なフォイルで覆うことができる。
離型剤は使用してはならない。
型枠の厚さは成形シートの厚さに適合していなければならない。
成形型枠の大きさはシートの周囲20 mmを使わずに試験片を切断又は機械加工できるものでなけ
ればならない。
(2) 押込み金型
この金型(図2参照)は1個又は2個の雄形ピストンと雌形部とを備えており,摩擦を無視すれば
所定の圧力を材料に加え,かつ,この圧力を成形及び冷却時間中保持できる。成形品の厚さは材料の
4
K 7151-1995 (ISO 293 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
量,熱膨張及び金型のクリアランスによる材料ロスに依存する。材料ロスには選定した成形温度にお
ける材料の流れ,加圧力,加圧時間,金型構造などが関与する。
雌形部に雄形部を正確に誘導するには円形キャビティーを用いると容易になる。H7g6(ISO/R 286
参照)のこれらの部品間のはめあい,すなわち,直径200 mmの円形キャビティーの場合は,15〜90 μm
の間のはめあいが望ましい。部品の取り出しを容易にするために金型に1個又は数個の突き出しピン
を備えてもよい。
押込み金型では,厚さ制御の補助手段として,間げき調整板を用いてもよい。間げき調整板は冷却
段階の開始時に取り外される。
5. 操作
5.1
成形材料の作製
5.1.1
か(顆)粒状材料の乾燥
か粒状材料の乾燥は,関連する規格の規定又は当該材料供給者の指定による。指定がない場合は,オー
ブン中で70 ℃±2 ℃,24±1 h乾燥する。
5.1.2
予備成形品の作製
か粒からのシートの直接成形を標準操作とする。
ただし,十分な均一性を有するシートが得られることを条件とする。このことは通常,当該シートには,
表面不良や内部欠陥がないということである。粉末又はか粒からの直接成形では,満足のいく最終シート
製品を得るために,ときには加熱溶融の混練又は混合操作を用いることによる溶融体の均一化が必要とさ
れる。ポリマーの劣化を起こさない条件を用いなければならないが,これは,通常溶融後5分間以上は,
混練又は混合を行わないことで達成される。得られた予備成形シートは,成形される試験用シートよりも
厚く,かつ,試験用シートを成形できる十分な大きさがなければならない。
備考 予備成形品は乾燥した気密容器による貯蔵が望ましい。
5.2
成形
金型温度は,関連する規格の規定又は受渡当事者間の協定によって成形温度の±5 K以内に調整する。
ひょう量した材料(か粒又は予備成形品)を予熱金型に入れる。か粒状材料を用いる場合には,材料が
金型表面に均等に分布するように留意する。材料の容量は,溶融したときキャビティー容積を満たすのに
十分な量がなければならず,平押し金型については約10 %,押込み金型については約3 %のロスを見込ま
なければならない。
平押し金型の場合は,金型を柔軟なフォイルで覆ってから[4.2.3(1)参照],予熱したプレスに入れる。
プレスを閉じ,5分間接触圧力を加えて材料充てん物を予熱する。次に,全成形圧力を2分間加えてか
ら(成形時間,3.4参照),冷却する(5.3参照)。
備考1. 5分の予熱時間は,2 mmまでの厚さにシート成形するのに十分な,均一に広げられた材料充
てんに対する標準時間である。これより厚い成形品に対しては,厚さに応じて予熱時間を調
整する必要がある。
2. 接触圧力において,プレスは,材料が流れない程度の低圧で閉じられる。
この場合の全成形圧力とは,材料を成形し,過剰な材料を押し出せるだけの圧力をいう。
5.3
冷却
5.3.1
一般的事項
ある種の熱可塑性プラスチックの場合は,冷却速度が最終の物理的性質に影響を与える。
5
K 7151-1995 (ISO 293 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
このような理由のため,表1に冷却方法を規定する。
冷却方法は,常に最終の物理的性質とともに規定されなければならない。適合する冷却方法は,通常,
材料の関連する規格中に示される。冷却方法について指示がない場合には,冷却方法Bを用いる。
5.3.2
冷却方法
適合する冷却方法は,表1から選択される。
表1 冷却方法
冷却方法
平均冷却速度
(3.5参照)
K・min-1
冷却速度
(3.6参
照)
K・h-1
備考
A
10±5
−
B
15±5
−
C
60±30
−
急速冷却
D
−
5±0.5
徐冷
急速冷却の場合(表1の方法C参照)は,適正な手段,例えば,一対のやっとこを用いて,金型部品を
加熱プレスから冷却プレスへできるだけ速やかに移す。
成形品の取出し温度は,別段の指示がない場合は,40 ℃未満とする。
備考1. 方法Cには,2台のプレスの使用が必要である(4.1参照)。
2. 内部応力のない試験片の作製又はあらかじめ調製したシートの熱処理後の徐冷には方法Dが
望ましい。
6. 成形試験片又はシートの検査
冷却後,成形試験片又はシートを,外観(すなわち,ひけマーク,収縮穴及び変色)及び規定寸法との
適合について検査する。何らかの成形上の欠陥が見つかった場合は,その試験片又はシートは棄却すべき
である。
関連する規格の規定又は受渡当事者間の協定による方法を使用した場合,劣化又は好ましくない架橋が
起こらないことを確かめる。
7. 試験報告
試験報告書には,次の事項を記録する。
(a) 規格番号
(b) 試験片の寸法及びその使途目的
(c) 成形材料の十分明確な区分(種類,指定分類など)
(d) 成形材料の作製
(1) か粒及び粉末の乾燥条件
(2) 予備成形品の作製の加工条件及び予備成形品の平均厚さ
(e) 使用した金型及びフォイルの種類
(f) 成形条件
(1) 予熱時間
(2) 成形温度,圧力及び時間
(3) 使用した冷却条件
6
K 7151-1995 (ISO 293 : 1986)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 成形品取出し温度
(g) 該当する場合は,試験片の状態
(h) その他の観察所見
図1 平押し(“ピクチャーフレーム”)金型の種類
図2 押込み金型
原案作成委員会及び分科会 構成表
氏名
所属
代 田 忠
代田技術事務所
細 川 幹 夫
通商産業省化学製品課
倉 剛 進
工業技術院標準部繊維化学規格課
大 出 譲
財団法人高分子素材センター
吉 川 高 雄
財団法人鉄道総合技術研究所
濱 野 信 之
日野自動車工業株式会社技術研究所
長谷川 幸 介
ソニー株式会社総合技術グループ
鈴 木 太都夫
東日本成形工業会
植 村 勝
日本工学アカデミー
久 米 和 男
出光石油化学株式会社樹脂研究所
大 庭 道 夫
エンプラ連絡会
野 村 勇 夫
三菱ガス化学株式会社機能樹脂本部
菊 池 康 一
東ソー株式会社四日市工場技術開発部
植 本 康 夫
三井東圧化学株式会社総合研究所
杉 山 龍 男
株式会社クラレアクリル樹脂事業本部
青 野 正 躬
チッソ株式会社技術本部
六 谷 幸 三
モンサント化成株式会社コーポリマー事業部
山 脇 正 己
ポリプラスチックス株式会社技術部
田 村 正 勝
日本プラスチック工業連盟