K 7142:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 装置及び試薬 ··················································································································· 3
4.1 A法 ···························································································································· 3
4.2 B法····························································································································· 4
5 試験片及び試料 ················································································································ 5
5.1 A法 ···························································································································· 5
5.2 B法····························································································································· 6
5.3 試料及び測定の数 ·········································································································· 6
6 状態調節························································································································· 6
7 手順······························································································································· 6
7.1 A法 ···························································································································· 6
7.2 B法···························································································································· 13
8 精度······························································································································ 14
9 試験報告書 ····················································································································· 15
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 16
K 7142:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本プラスチック
工業連盟(JPIF)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格であ
る。
これによって,JIS K 7142:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7142:2014
プラスチック−屈折率の求め方
Plastics-Determination of refractive index
序文
この規格は,1999年に第2版として発行されたISO 489を基とし,技術的内容を変更して作成した日本
工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,次の二つの方法によるプラスチックの屈折率の求め方について規定する。
− A法:成形品,キャストシート若しくは押出シート,又はフィルムの屈折率を屈折率計によって測定
する方法。等方性の透明,半透明,着色又は不透明材料だけでなく異方性材料にも適用できる。この
方法は高い精確さを要求する場合に用いるのがよい。また,任意の波長における屈折率,主分散及び
アッベ数の測定にも適用できる。粉体又は粒状の材料には適用できない。
− B法:粉体又は粒状の透明材料の屈折率を顕微鏡による液浸法(ベッケ線現象を利用)によって測定
する方法。色分散による影響を避けるために一般的に単色光を用いる。この方法の精確さはA法とほ
とんど同じである。等方性の半透明及び着色材料にも適用できるが不透明材料及び異方性材料には適
用できない。
注記1 屈折率は,純度及び組成の検査,材料の同定並びに光学部品の設計に使用できる基本的な性
質である。温度による屈折率の変化は,材料の転移点を示す場合がある。
注記2 B法の精確さは,熟練測定者が注意深くこの方法を用いる場合は,ほぼA法と同じである。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 489:1999,Plastics−Determination of refractive index(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 7100 プラスチック−状態調節及び試験のための標準雰囲気
注記 対応国際規格:ISO 291:1997,Plastics−Standard atmospheres for conditioning and testing(MOD)
JIS Z 8402-1 測定方法及び測定結果の精確さ(真度及び精度)−第1部:一般的な原理及び定義
注記 対応国際規格:ISO 5725-1:1994,Accuracy (trueness and precision) of measurement methods and
2
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
results−Part 1: General principles and definitions(IDT)
JIS Z 8402-2 測定方法及び測定結果の精確さ(真度及び精度)−第2部:標準測定方法の併行精度及
び再現精度を求めるための基本的方法
注記 対応国際規格:ISO 5725-2:1994,Accuracy (trueness and precision) of measurement methods and
results−Part 2: Basic method for the determination of repeatability and reproducibility of a standard
measurement method(IDT)
JIS Z 8402-3 測定方法及び測定結果の精確さ(真度及び精度)−第3部:標準測定方法の中間精度
注記 対応国際規格:ISO 5725-3:1994,Accuracy (trueness and precision) of measurement methods and
results−Part 3: Intermediate measures of the precision of a standard measurement method(IDT)
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
屈折率
光が空気中からある物質中に進むとき,その界面で生じる屈折現象における入射角αの正弦と屈折角β
の正弦との比。
温度と測定波長とを添える表記では,温度を上に,波長を下に添える。波長は記号の場合と数値の場合
とがある。例
23
D
n
注記 近年,光学的な基準波長としては,ヘリウムのd線(587.56 nm)が採用されているが,アッベ
屈折計を用いた屈折率の測定においては,以前よりナトリウムのD線(589 nm)が用いられて
いる。
3.2
色消し装置
屈折によって波長分散した光を,ナトリウムスペクトルD線(589 nm)の進む方向に一致するように補
正できるプリズムを含む装置。
3.3
色消しつまみ
色消し装置を機能させるための回転つまみ。
3.4
白色光源
規定の電圧で点灯する白熱電球。
3.5
発光ダイオード(LED光源)
二つの半導体の接触面(pn接合)付近での電子と正孔との再結合によって発生する光を利用する発光素
子。略してLEDともいう。白色又は特定の波長領域の光を発光するものがある。
3.6
干渉フィルタ
光の波長程度の厚さの透明薄膜で生じる干渉を利用して特定の波長領域の光を透過又は反射させるフィ
ルタ。バンドパスフィルタともいう。
3
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.7
複屈折
プラスチック,特に延伸したフィルムなどのような異方性のある物質に光を投射したとき,その方向に
よって異なった屈折率を示す現象。
3.8
アッベ数 ν
屈折率の波長による変化である色分散に関する性質を規定する量。次の式によって表される。
νd=(nd−1)/(nF−nC)
νe=(ne−1)/(nF'−nC')
νD=(nD−1)/(nF−nC)
ここに, nd,nF及びnC: それぞれヘリウムのd線(587.56 nm),水素のF線
(486.13 nm)及びC線(656.27 nm)の波長に対する
屈折率。
ne,nF'及びnC': それぞれ水銀のe線(546.07 nm),カドミウムのF' 線
(479.99 nm)及びC' 線(643.85 nm)の波長に対する
屈折率。
nD,nF及びnC: それぞれナトリウムのD線(589 nm),水素のF線
(486.13 nm)及びC線(656.27 nm)の波長に対する
屈折率。
注記 現在,光学的な基準波長は,d線が一般的であるが,アッベ屈折計を用いた屈折率の測定にお
いては,従来,D線が用いられ,アッベ数もνDが用いられている。d線とD線との波長の差異
は2 nmなので,屈折率及びアッベ数の差異は僅かである。
3.9
主分散
F線及びC線の波長に対応する屈折率差nF−nC又はF' 線及びC' 線の波長に対する屈折率差nF'−nC'。
3.10
接触液
試験片と主プリズム面とを接触させたとき,それらの間に生じる空気の層を取り除き,その両者を密着
させるために用いる液体。中間液ともいう。
3.11
浸液
粉末状などの試料を浸せき(漬)して,顕微鏡でベッケ線を確認するために用いる液体。
4
装置及び試薬
4.1
A法
4.1.1
屈折計 アッベ屈折計,多波長アッベ屈折計及びこれらと同等の性能をもつ屈折計を用いる。いず
れも屈折率の測定範囲が,1.300〜1.870の特定範囲で,0.001の精確さをもつものでなければならない。ま
た,試験片及びプリズムのための温度調節装置(4.1.4参照)を備えていなければならない。
アッベ屈折計及び多波長アッベ屈折計は,校正されていなければならない。校正は,JCSS校正証明付き
の固体屈折率標準などを用いて行う。
注記 アッベ屈折計及び多波長アッベ屈折計の測定範囲は,機種によって1.300 0〜1.700 0,1.470 0〜
1.870 0などがある。
4
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1.2
光源 アッベ屈折計及び多波長アッベ屈折計について,次の光源を用いる。
a) アッベ屈折計 発光ダイオード,白色光源又はナトリウムランプ
b) 多波長アッベ屈折計 白色光源に干渉フィルタを組み合わせたもの,発光ダイオードに干渉フィルタ
を組み合わせたもの,白色光源に分光器を組み合わせたもの又はナトリウムランプなどの輝線
4.1.3
接触液 接触液は,試験片より高い屈折率のもので,材料を軟化,損傷又は溶解しないものを用い
る。表1にプラスチック材料用の接触液を例示する。
警告 接触液は,取扱い,保管及び廃棄時に環境を汚染するおそれがある。毒性を確認し,安全な取
扱い及び廃棄の関係法令に従わなければならない。
表1−接触液の例
プラスチック材料
接触液
セルロース誘導体
アニス油又は1-ブロモナフタレン
ふっ素含有ポリマー
1-ブロモナフタレン
ユリア−ホルムアルデヒド(UF)
アニス油又は1-ブロモナフタレン
フェノール−ホルムアルデヒド(PF)
1-ブロモナフタレン
ポリエチレン(PE)
1-ブロモナフタレン
ポリアミド(PA)
1-ブロモナフタレン
不飽和ポリエステル(UP)
1-ブロモナフタレン
ポリイソブチレン(PIB)
弱酸性にした塩化亜鉛飽和水溶液
ポリメタクリル酸メチル(PMMA)
弱酸性にした塩化亜鉛飽和水溶液
1-ブロモナフタレン又はシリコーン油
ポリスチレン(PS)
よう化水銀(II)カリウム飽和水溶液
スチレン−アクリロニトリル(SAN)
1-ブロモナフタレン
ビニル樹脂(塩化ビニル共重合体又は可塑化ポリ塩
化ビニル)(PVC)
1-ブロモナフタレン
ポリエチレンテレフタレート(PET)
よう化メチレン
ポリ塩化ビニル(PVC)
1-ブロモナフタレン
ポリカーボネート(PC)
よう化メチレン
ジエチレングリコール-ビス(アリルカーボネート)
(CR 39)
サリチル酸メチル,アニス油
又は1-ブロモナフタレン
ポリアリレート(PAR)
弱酸性にした塩化亜鉛飽和水溶液,よう化メチレン
又は1-ブロモナフタレン
ポリエーテルエーテルケトン(PEEK)
よう化メチレン
ポリプロピレン(PP)
1-ブロモナフタレン
注記1 プラスチック材料の名称の後に,参考として材料の記号を括弧書きで示す。
注記2 CR39は,PPG社が提供する製品の商標名で,材料の記号ではない。この情報は,この規格の利用
者の便宜を図って記載するもので,この製品を推奨するものではない。
同じ結果が得られる場合は,これと同等の他のものを使用してもよい。
4.1.4
温度調節装置 主プリズム,副プリズム及び試験片の温度を(23±0.5) ℃に維持できる装置又は設
備。
4.2
B法
4.2.1
顕微鏡 倍率200倍以上,対物レンズの主倍率20倍程度で,光源の中央にある絞りで,非常に狭
い光束を得る集光装置を用いる。
4.2.2
光源 顕微鏡の光源は,単色光を用いる。通常は589 nmのナトリウムD線を用いる。
4.2.3
浸液 浸液として種々の屈折率の液体を用いる。
5
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
警告 浸液は取扱い,保管及び廃棄時に環境を汚染するおそれがある。毒性を確認し,安全な取扱い
及び廃棄の関係法令に従わなければならない。
表2に示す屈折率が既知の浸液を求める屈折率の精確さの程度によって単独又は混合し,必要な屈折率
の範囲をカバーする複数の浸液を用いる(±0.001の範囲の例では0.002ずつ異なる液を作製する。)。浸液
は,粒体表面を軟化,損傷,溶解又は膨潤させてはならない。
表2−浸液
浸液
23 ℃の屈折率
23
D
n
炭酸n-ブチル
1.410
クエン酸トリ-n-ブチル
1.444
フタル酸n-ブチル
1.491
1-ブロモナフタレン
1.657
よう化メチレン(ジヨードメタン)
1.747
よう化水銀(II)カリウム水溶液
1.419〜1.733 a)
シリコーン油
1.37〜1.56 a)
注a) 試験に対応できる範囲
5
試験片及び試料
5.1
A法
試験片は,屈折計の主プリズム表面の半分に装着できる寸法に切り出す。
板状試験片の寸法の推奨値:
幅 :
8 mm
長さ: 20 mm(アッベ屈折計)又は20 mm〜40 mm(多波長アッベ屈折計)
厚さ:
3 mm〜5 mm
切り出したときに生じたばり(まくれ)又は試験片に付着した異物は取り除く。
接眼レンズの明視野と暗視野との間の境界線が明瞭で直線のときは,試験片とプリズムとの接触は十分
である。
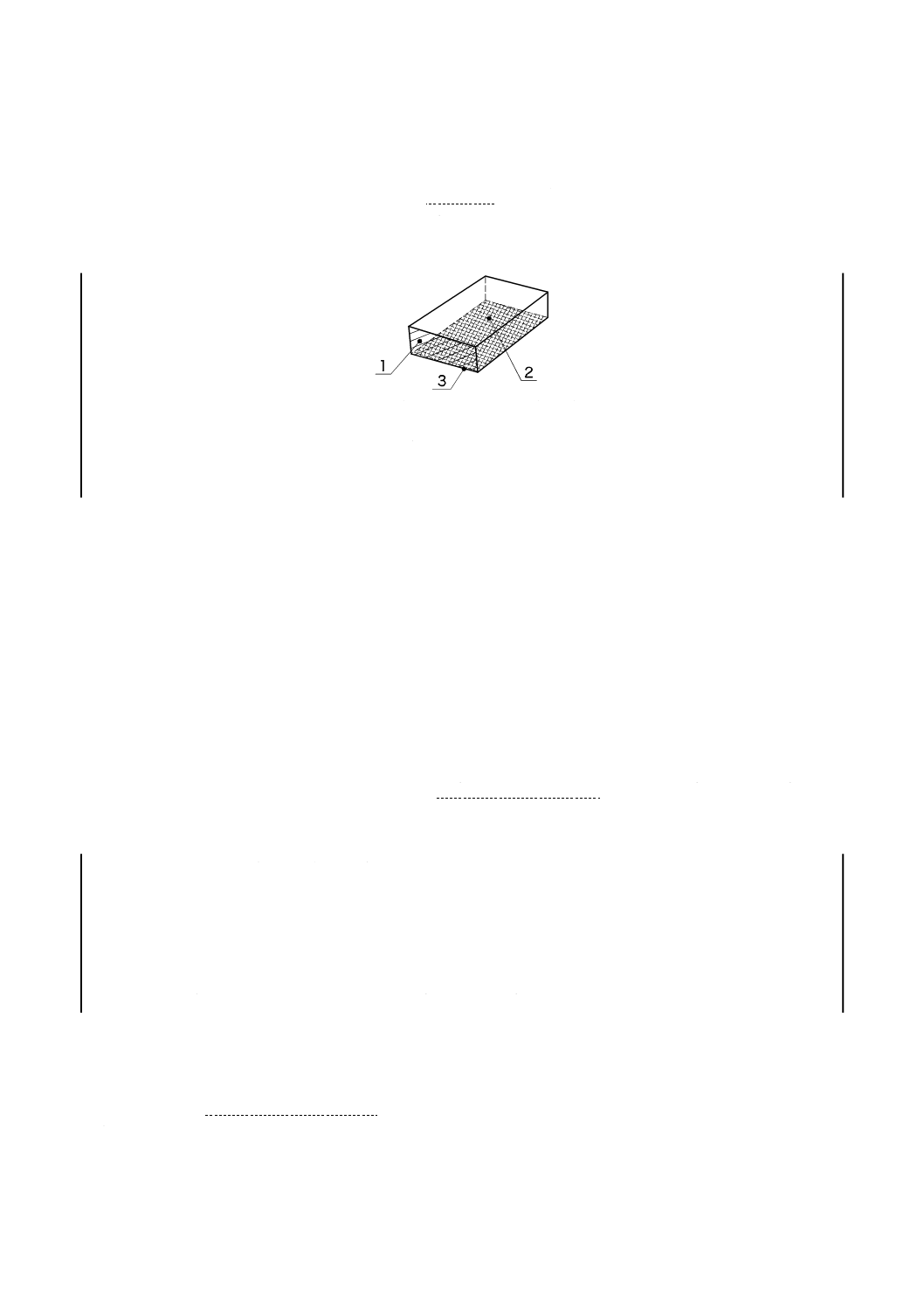
試験片の形状は,測定精度に影響する。試験片の作製は,次による(図1参照)。
a) プリズムに接する面は光学的に平滑である。凹凸はλ/10(λ:測定波長)程度が望ましい。平滑にする
ために,表面の研磨又は試験片を鏡面金型による成形を行ってもよい。
b) 試験片のエッジ(採光面)は,光学的に平滑とし,かつ,光沢又はつや消しとする。光沢又はつや消
しのいずれが適切であるかは試験片の性状による。実際に,接眼レンズからのぞ(覗)いて,明視野
と暗視野との間の境界線の明瞭さから判断する。二つの研磨表面が交差する辺[りょう(稜)線]は,
傾き又は丸みを帯びず,角が立っていなければならない。
c) 熱ひずみ又は成形ひずみ,水分の吸収(アクリルなど)の影響を除去することが測定には望ましく,
箇条6の状態調節の規定によって調節する。屈折率の測定では状態調節した方がよりよいが,測定し
たい試験片の本来の状態と異なってくることもあるので,用途に合わせて十分吟味して行う。
注記 試験片が透明の場合は,採光面がつや消しの方が望ましく,試験片が色付き又は不透明の場合
は,エッジ(採光面)は光学的に光沢の方が望ましい傾向がある。
6
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フィルム状試験片の寸法の推奨値
幅 :
8 mm
長さ: 20 mm(アッベ屈折計)又は20 mm〜40 mm(多波長アッベ屈折計)
厚さ: フィルム実厚,ただし2 μm以上
異方性材料は,7.1.1.3参照。
1
エッジ(採光面,光沢又はつや消し)
2
プリズムに接する表面
3
二つの研磨表面が交差する辺
図1−試験片
5.2
B法
測定する試料は,粒体の材料,例えば粉体,か粒のもの,ペレット又は板状若しくはフィルム状の小片
とする。粒子は十分小さく,視野内に分散され,試料とその周辺とがほぼ等面積で,これらを同時に観察
できる寸法のものでなければならない。
試験試料の厚さは,顕微鏡の対物レンズの作動距離より十分小さいことを確かめる。
5.3
試料及び測定の数
板状又はフィルム状の試料を5個以上用意し,5回測定する。粉,ペレット及び粒状の場合は,5回以上
の測定に必要な試料量を用意し,5回測定を行う。その後,平均値を算出し,有効数字4桁まで求める。
6
状態調節
6.1
試験片又は試料は,JIS K 7100に規定する温度23 ℃相対湿度50 %,かつ,温度及び相対湿度の許
容差1級又は2級で,88時間以上状態調節する。ただし,材料の樹脂規格に規定されている場合は,それ
に従う。受渡当事者間で条件が指定された場合は,それに従う。
6.2
次のいずれかの試験雰囲気に,試験装置を設置する。
− 温度(23±1)℃,相対湿度(50±5)%
− 温度(23±2)℃,相対湿度(50±10)%
注記 ポリアミドのような吸湿性の高い材料では,長時間暴露すると,吸湿の不均一性によって表面
と内部とで屈折率が異なることがある。また,メタクリル樹脂(PMMA)のキャスト板では,
重合ひずみを取ると,小数点以下4桁目が1〜2変化することがある。
7
手順
7.1
A法
アッベ屈折計又は多波長アッベ屈折計を用いる場合(4.1.1参照)は,次の操作を行う。他の屈折計の場
合は,その装置の操作手順に従う。
測定は,(23±0.5)℃で行う。
7
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1.1
アッベ屈折計
7.1.1.1
透明板
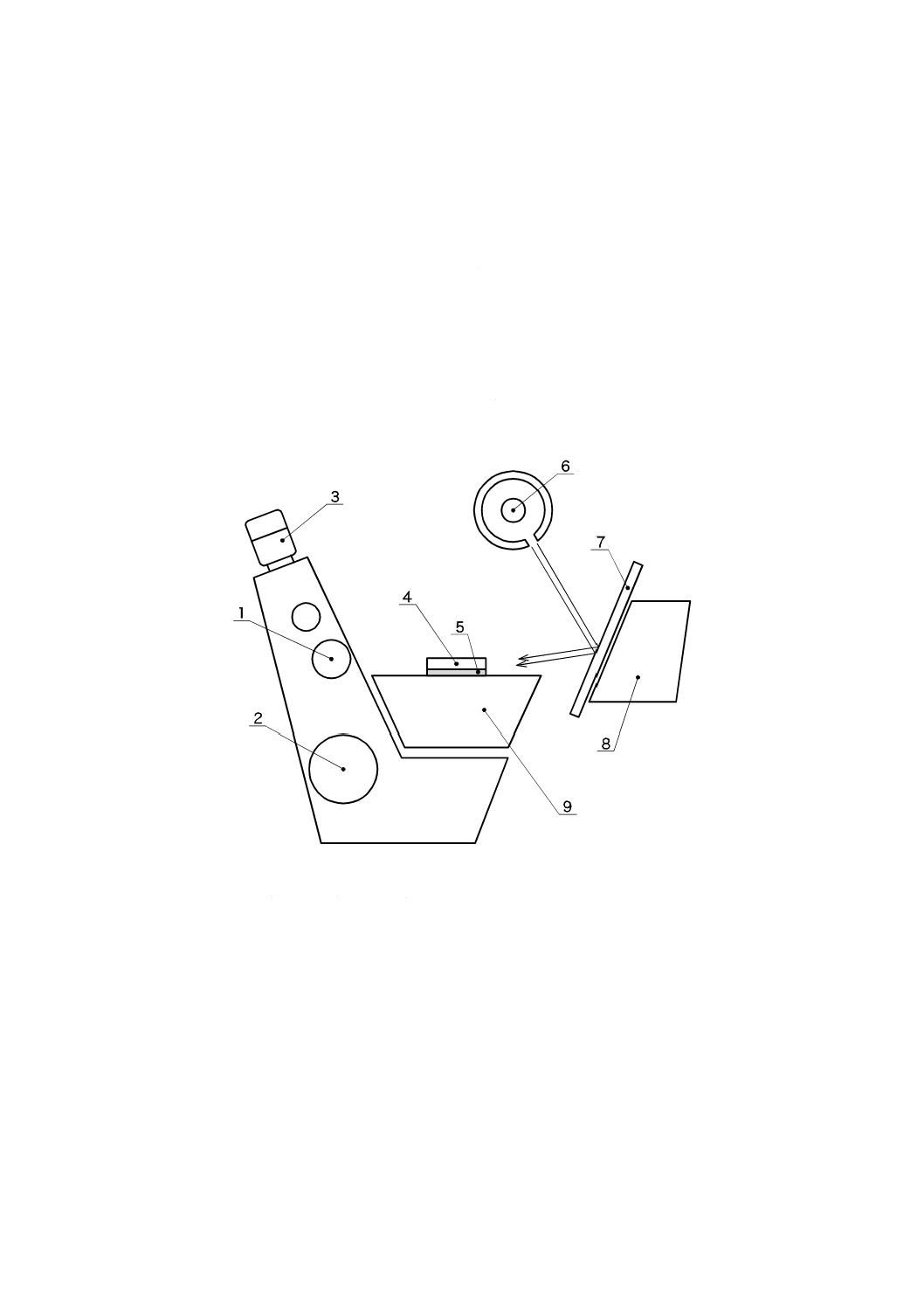
アッベ屈折計の場合は,透明試験片の表面(測定面)に微量の接触液(4.1.3参照)を滴下し,試験片の
エッジを光源の方に向けてプリズムの表面に密着させる(図2参照)。接眼レンズの視野の半分が暗くな
るまで測定つまみを調節する。
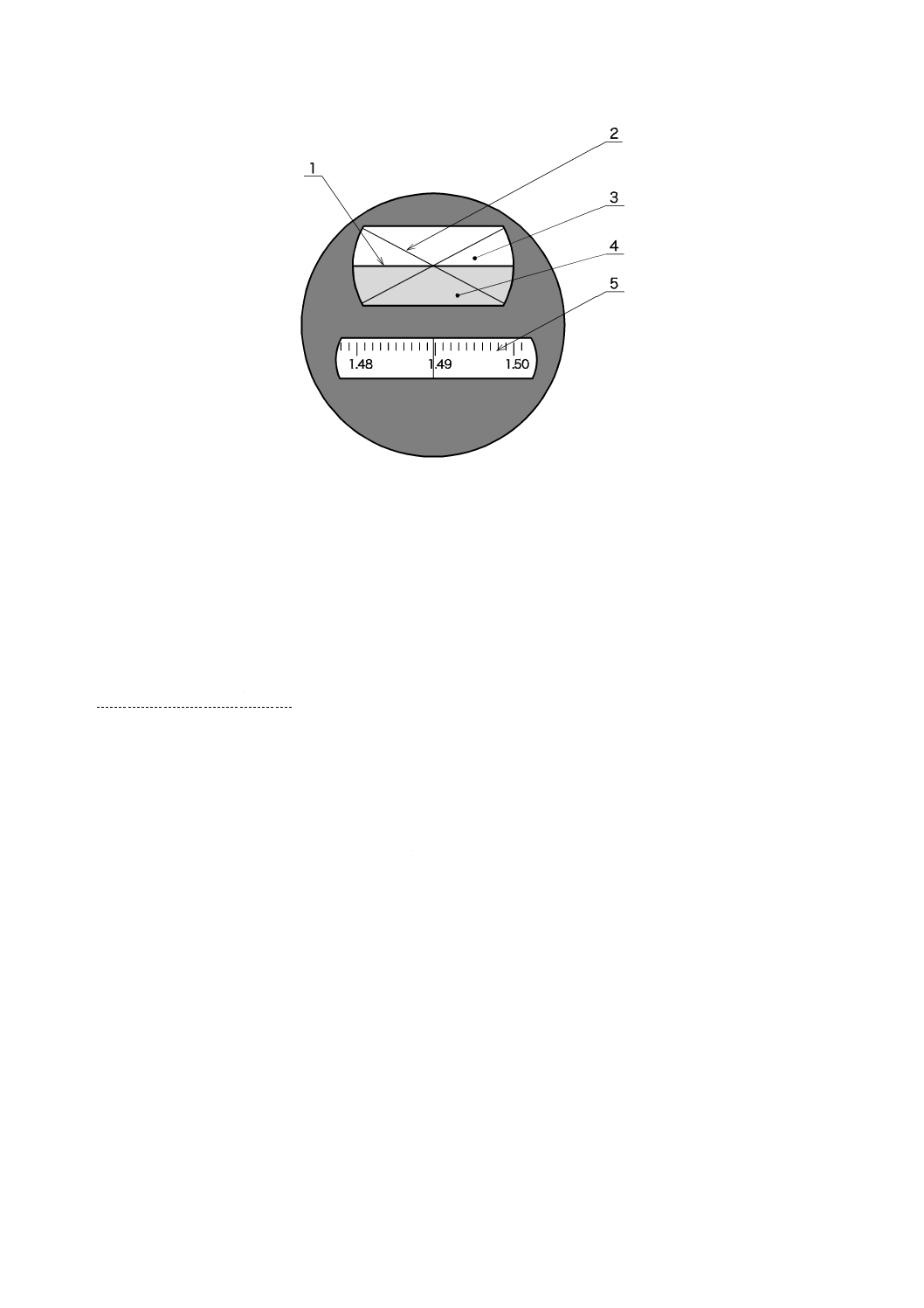
全ての色が視野からなくなるまで色消しつまみを調節する。その後,再び測定つまみを用いて屈折目盛
を調節し,明視野と暗視野との間の境界線を接眼レンズの十字線の交点に正確に一致させる(図3参照)。
屈折率目盛(図3参照)に示される試験片の屈折率を,有効数字4桁まで読み取る。
主分散及びアッベ数が必要な場合は,装置に添付された図表で,屈折率の値及び色消しつまみの読みか
ら求めることができる。ただし,ナトリウムランプの輝線の場合は,色消しつまみから主分散及びアッベ
数を求めることはできない。アッベ屈折計において,D線以外の波長で測定する場合は,読み取った値に
対して補正しなければならない。
1
色消しつまみ
2
測定つまみ
3
接眼レンズ
4
試験片
5
接触液
6
光源
7
乳白反射板
8
副プリズム
9
主プリズム
図2−アッベ屈折計における透明板の屈折率測定例
8
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
境界線
2
十字線
3
明視野
4
暗視野
5
屈折率目盛
図3−アッベ屈折計の視野例
7.1.1.2
フィルム
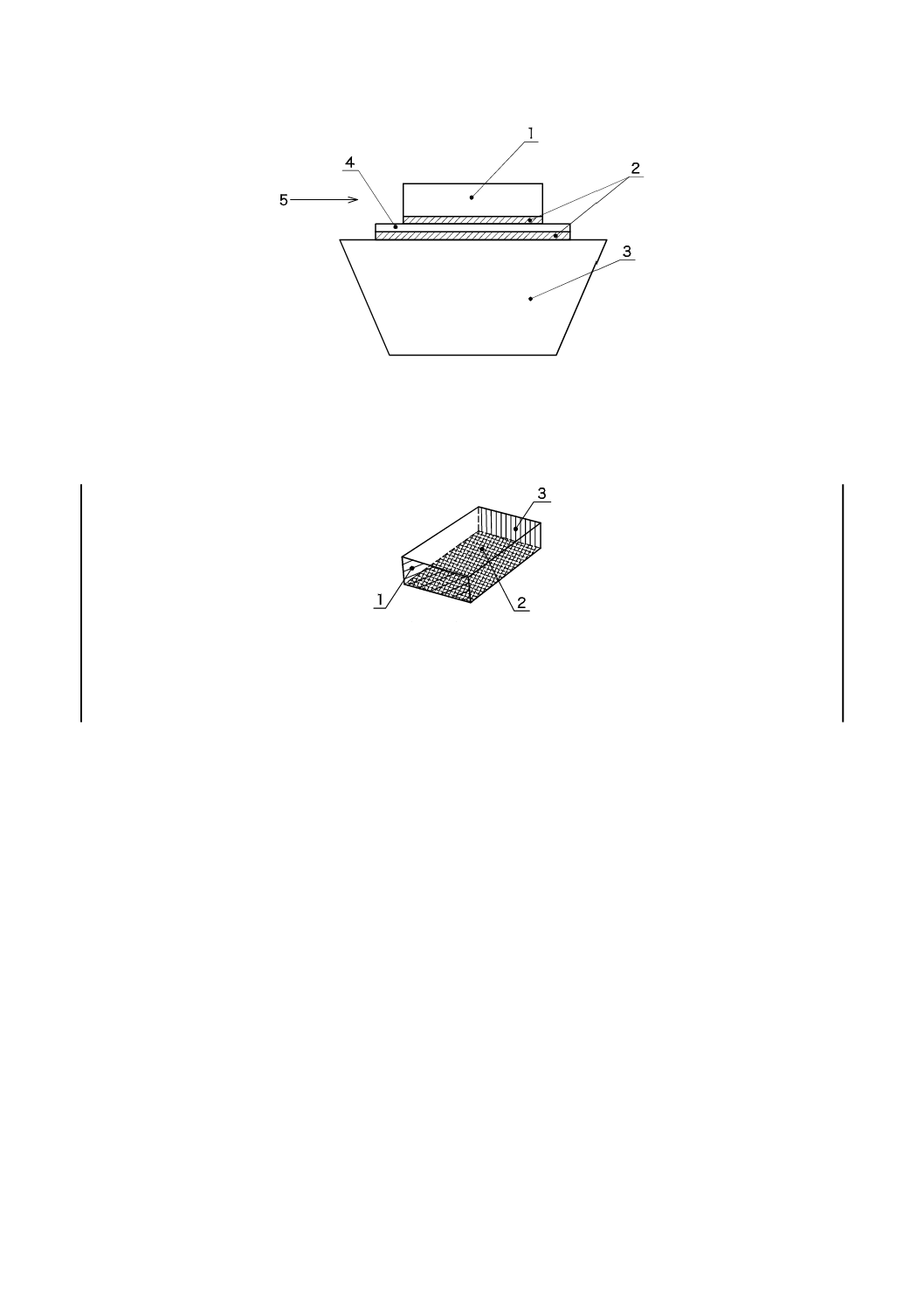
主プリズムの上に微量の接触液(4.1.3参照)を滴下し,フィルム試験片を置く。接触液をもう一滴フィ
ルム上に滴下し,その上にガラス板を置く(図4参照)。ガラス板の屈折率は,フィルム試験片より大き
くなければならない。ガラス板の採光面は,光沢面とつや消し面とがあり,いずれを選択するかは試験片
の性状による(図5参照)。
注記1 試験片の上にガラス板を置く目的は,フィルム試験片の屈折率測定では,フィルムが非常に
薄く,試験片のエッジを透過する安定した入射光を得ることが制限され,測定が困難なため
である。
注記2 異方性フィルム及び薄いフィルムの測定の場合は,安定した入射光を得ること及び分散の影
響を避けるために光源の照度を上げるとよい。
注記3 ガラス板の採光面は,試験片が透明な場合は光が散乱するつや消し面とすることが望ましく,
試験片が色付き又は光が散乱するような不純物がある場合は光沢面とすることが望ましい。
9
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
ガラス板
2
接触液
3
主プリズム
4
フィルム試験片
5
光
図4−アッベ屈折計におけるフィルムの設置方法
1
採光面(光沢面)
2
試験片と接触する面
3
採光面(つや消し面)
図5−ガラス板
7.1.1.3
異方性材料
射出成形及び押出成形品のような異方性材料では,試験片の測定場所によって異なった屈折率が得られ
る場合がある(図6参照)。この場合は,機械方向(流れ方向)に平行又は直角のエッジを研磨した試験
片を用いる。
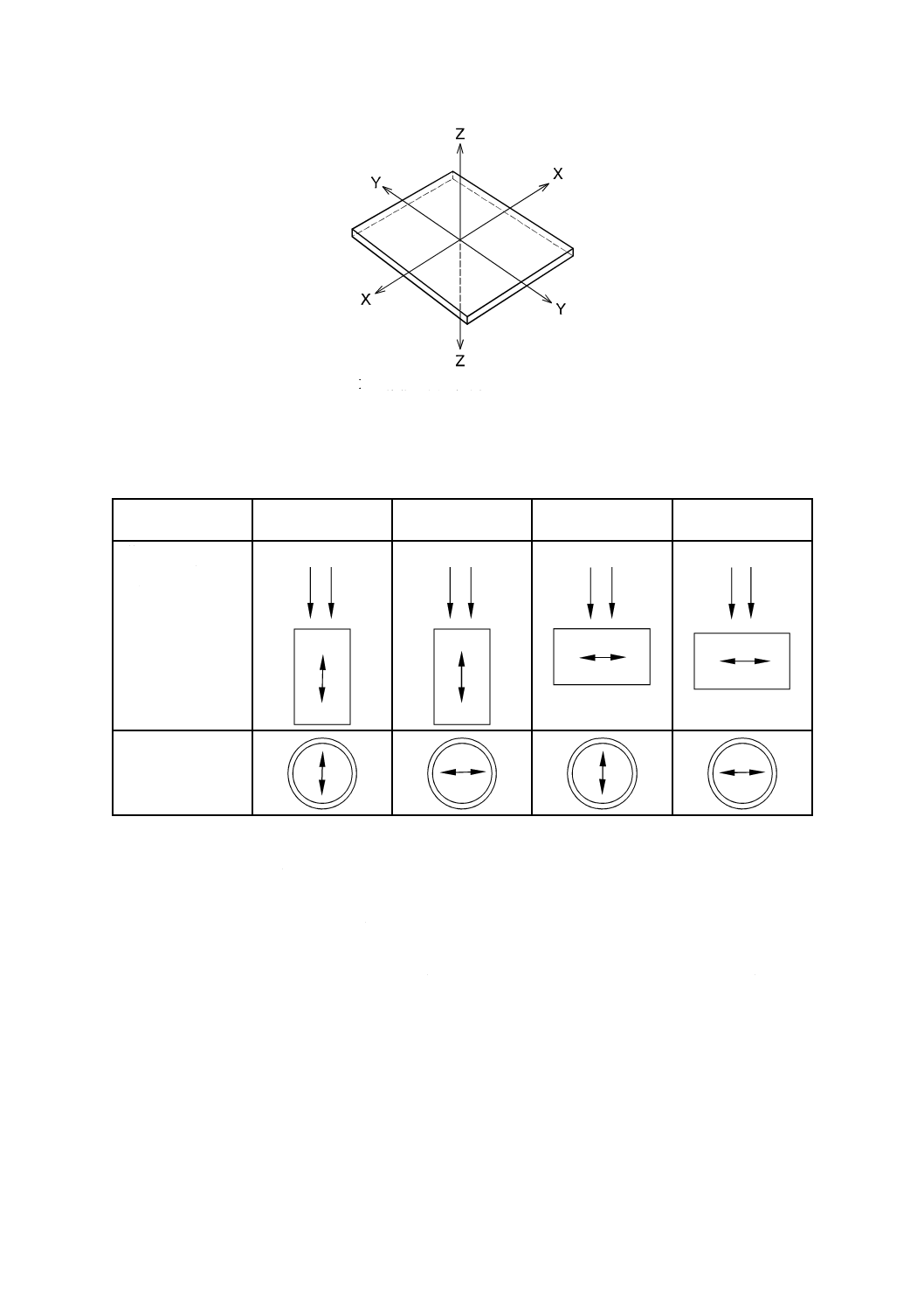
接眼レンズに偏光フィルタを付けると,試験片の多方向の屈折率が測定できる。試験片の置く方向(機
械方向に面した照射面又は機械方向に90度の表面)と偏光フィルタの方向(二点間でフィルタを90度回
転)とを組み合わせることによって,図7のように三つの基本方向(X,Y,Z)の屈折率が測定できる。
10
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
X 機械方向に直角
Y 機械方向
Z
厚さ
図6−フィルムの複屈折
測定方向
厚さ
(Z軸)
機械方向に直角
(X軸)
厚さ
(Z軸)
機械方向
(Y軸)
複屈折の試験片の
置き方
(矢印が機械方向)
光
光
光
光
偏光方向
(矢印で表示)
図7−試験片の置き方及び偏光フィルタの方向の組合せ
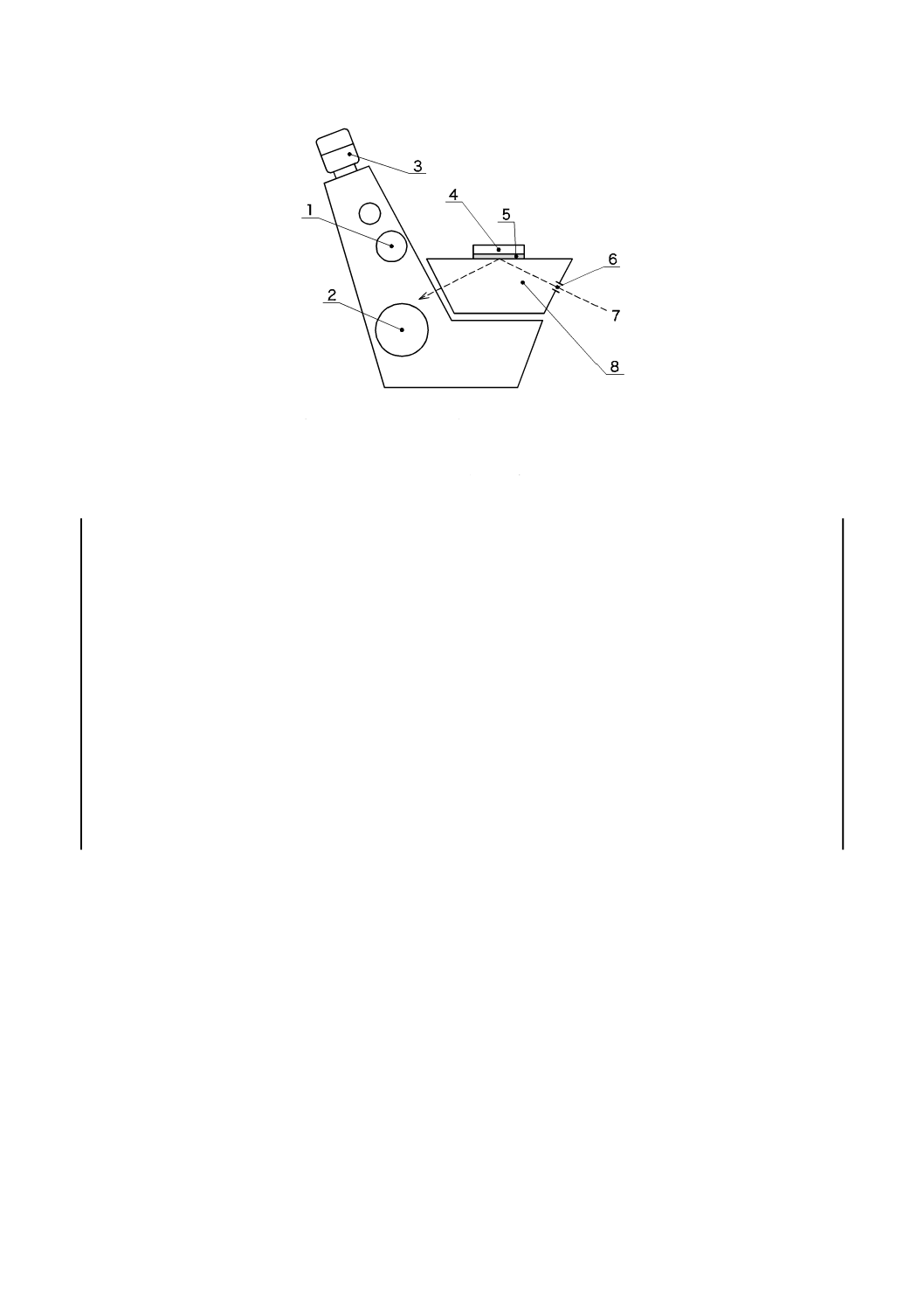
7.1.1.4
半透明,着色及び不透明材料
半透明,着色及び不透明材料では,反射モードを用いる。このモードでは,光は主プリズム側の窓から
入り,プリズムと試験片との界面で反射する(図8参照)。
注記 半透明,着色及び不透明材料の場合は,光量不足となり,透過法で屈折率を測定することがで
きないことがある。この場合は,反射モードで屈折率を測定することができる。反射モードで
は明視野と暗視野とが逆転し,コントラストが小さくなる。
11
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
色消しつまみ
2
測定つまみ
3
接眼レンズ
4
試験片
5
接触液
6
採光窓
7
光
8
主プリズム
図8−アッベ屈折計における半透明,着色及び不透明材料の屈折率の測定例
7.1.2
多波長アッベ屈折計
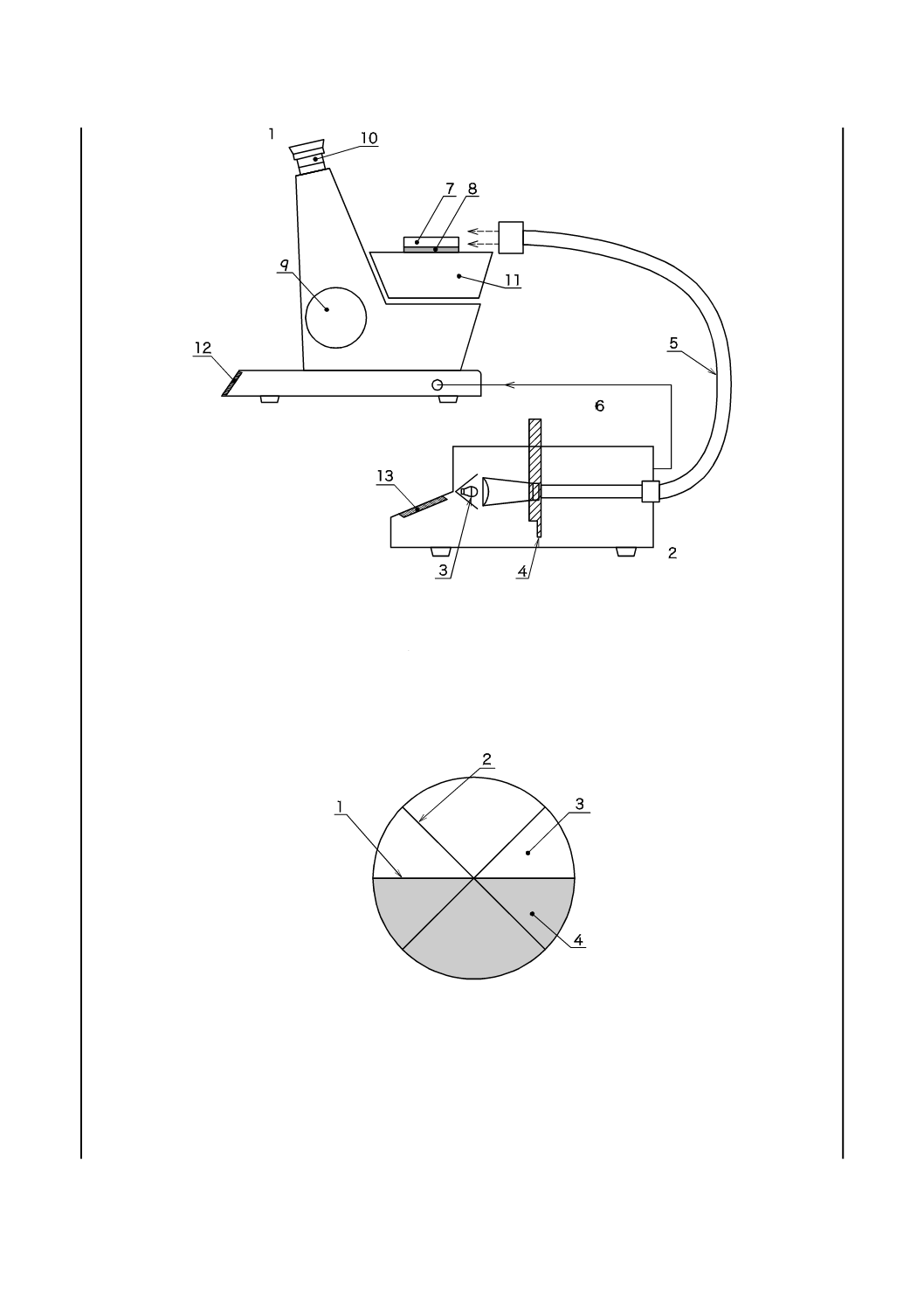
7.1.2.1
透明板
多波長アッベ屈折計は,屈折計本体と光源ユニットとからなる。屈折計本体の主プリズムに,透明試験
片のよく研磨した表面(測定面)に微量の接触液(4.1.3参照)を滴下し,試験片の研磨又はつや消し面に
研磨したエッジを光源の方に向けてプリズムの表面にしっかり接触させる(図9参照)。光源ユニットに,
干渉フィルタを取り付けて測定波長を設定する。屈折計本体の接眼レンズの視野の半分が暗くなるまで測
定つまみを調節する(図10)。このとき,ライトガイドの出射側の位置を調整し,境界線が見えやすい位
置に調節する。ライトガイドの出射側を調節後,再び測定つまみを調節し,クロス線に境界線を合わせる。
測定つまみと連動して,屈折率の値がデジタルで表示されるので,十字線の位置に境界線を合わせたとき
の値を読む。測定波長は,450 nm〜1 550 nmであるが,681 nm〜1 550 nmは近赤外光ビュアが必要になる
注記1 単色光で測定するので色消しつまみは存在しない。目盛は電気的に読み取られるので,接眼
レンズをのぞ(覗)いても見ることができない。
注記2 干渉フィルタは,半値幅2 nm程度の半値幅が小さいものを用いるとよい。
12
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
屈折計本体
2
光源ユニット
3
ハロゲンランプ
4
干渉フィルタ
5
ライトガイド
6
波長情報通信ケーブル
7
試験片
8
接触液
9
測定つまみ
10 接眼レンズ
11 主プリズム
12 測定値(屈折率)表示
13 波長表示
図9−多波長アッベ屈折計における透明板の屈折率測定装置例
1
境界線
2
十字線
3
明視野
4
暗視野
図10−多波長アッベ屈折計の視野例
7.1.2.2
フィルム
多波長アッベ屈折計のフィルム測定は,アッベ屈折計と同様に試験片とガラス板とを置き,透明板と同
様に測定を行う(7.1.1.2参照)。
13
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1.2.3
異方性材料
多波長アッベ屈折計の異方性材料の測定は,アッベ屈折計と同様に行う(7.1.1.3参照)。
注記 偏光フィルタを用いて測定する場合の測定波長は,偏光フィルタの特性によるところが大きく,
一般的に450 nm〜680 nmの範囲である。
7.1.2.4
半透明,着色及び不透明材料
半透明,着色及び不透明材料では,アッベ屈折計と同様に反射モードを用いて行う(7.1.1.4参照)。
7.1.2.5
任意の波長による屈折率の測定方法及びアッベ数の測定方法
多波長アッベ屈折計では,任意の波長の干渉フィルタを用意することによって,任意の波長における屈
折率を測定することができる。アッベ数及び主分散は,必要な波長の屈折率を測定することで計算できる
(3.8及び3.9参照)。
7.2
B法
測定は,(23±0.5)℃で行う。
少量の浸液(4.2.3参照)をスライドガラス上に置く。浸液は既知の屈折率(表2参照)で,試験する試
料の屈折率に近いものでなければならない。
試料の屈折率が予測できない場合は,屈折率が約1.56の浸液を使用するのがよい。
試料の粒体を数粒スライドガラス上の浸液の上に置き,カバーグラスを載せる(以下,調製試料という。)。
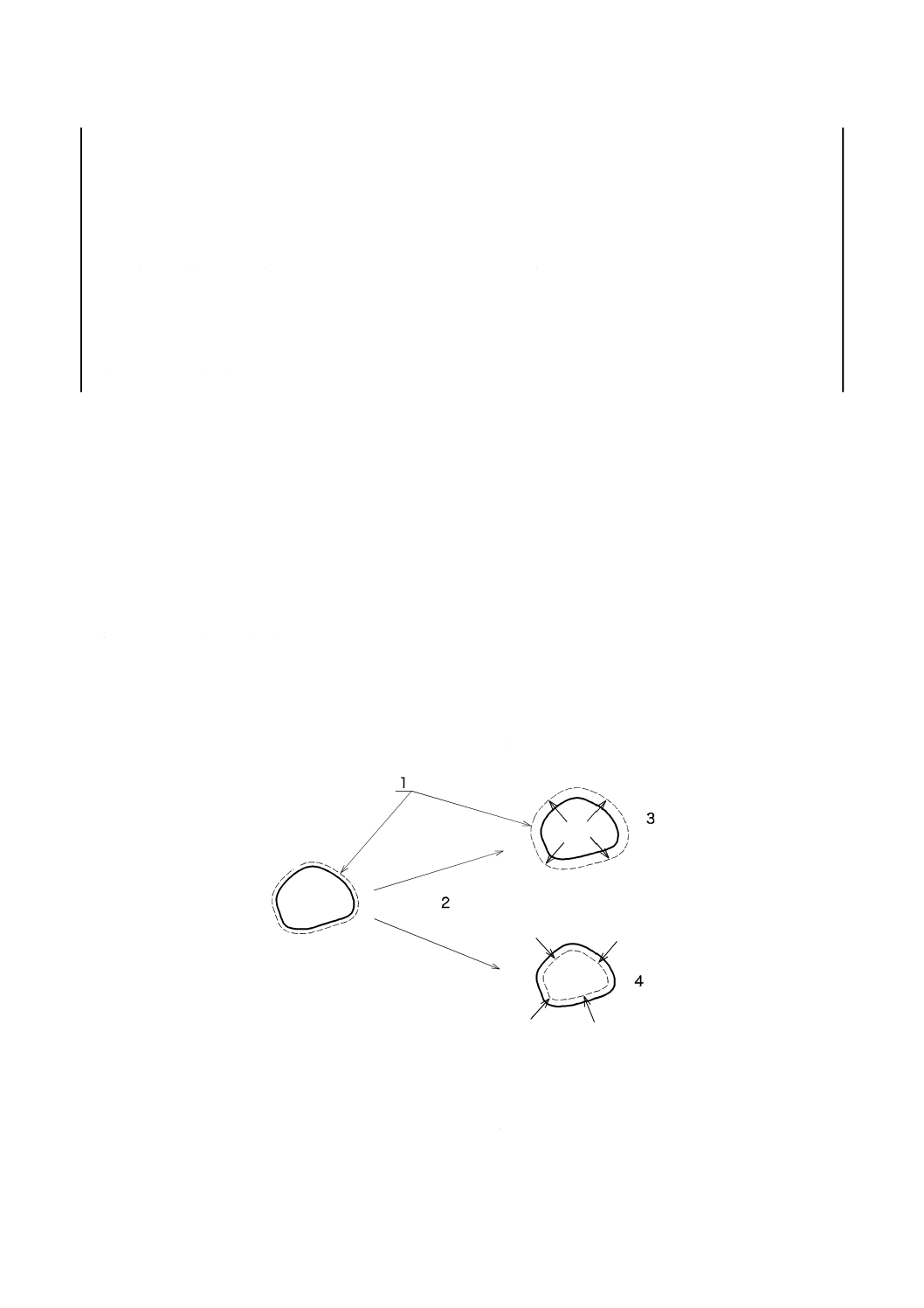
集光装置のつまみを調節し,狭い軸光源のビームになるところで止める。
顕微鏡のステージに調製試料を置き,粒体に焦点を合わせる。顕微鏡対物レンズと調製試料との間を離
して少し焦点を外す。粉体の周囲又は内側に見える明るい光輪,すなわち,ベッケ線は,屈折率が大きい
方に移動する(図11参照)。
試料と既知の屈折率の浸液とが一致するか,又は試料の屈折率が一連の浸液中の二つの既知の屈折率の
間に収まるまで,調製試料の試験を繰り返す。測定する材料の屈折率が浸液に等しければ,顕微鏡の対物
レンズを上げ下げしてもベッケ線の現象は現れない。
調整操作中に現れる泡は,試料と浸液との一致が近い場合の焦点の確認に役立つ。
1
ベッケ線
2
顕微鏡のレンズ筒を上げて焦点を少し外す
3
浸液の屈折率が試料より高い場合は,ベッケ線は浸液の方に動く
4
反対の場合は,ベッケ線が粒体の方に動く
図11−ベッケ線及びその動き
14
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
精度
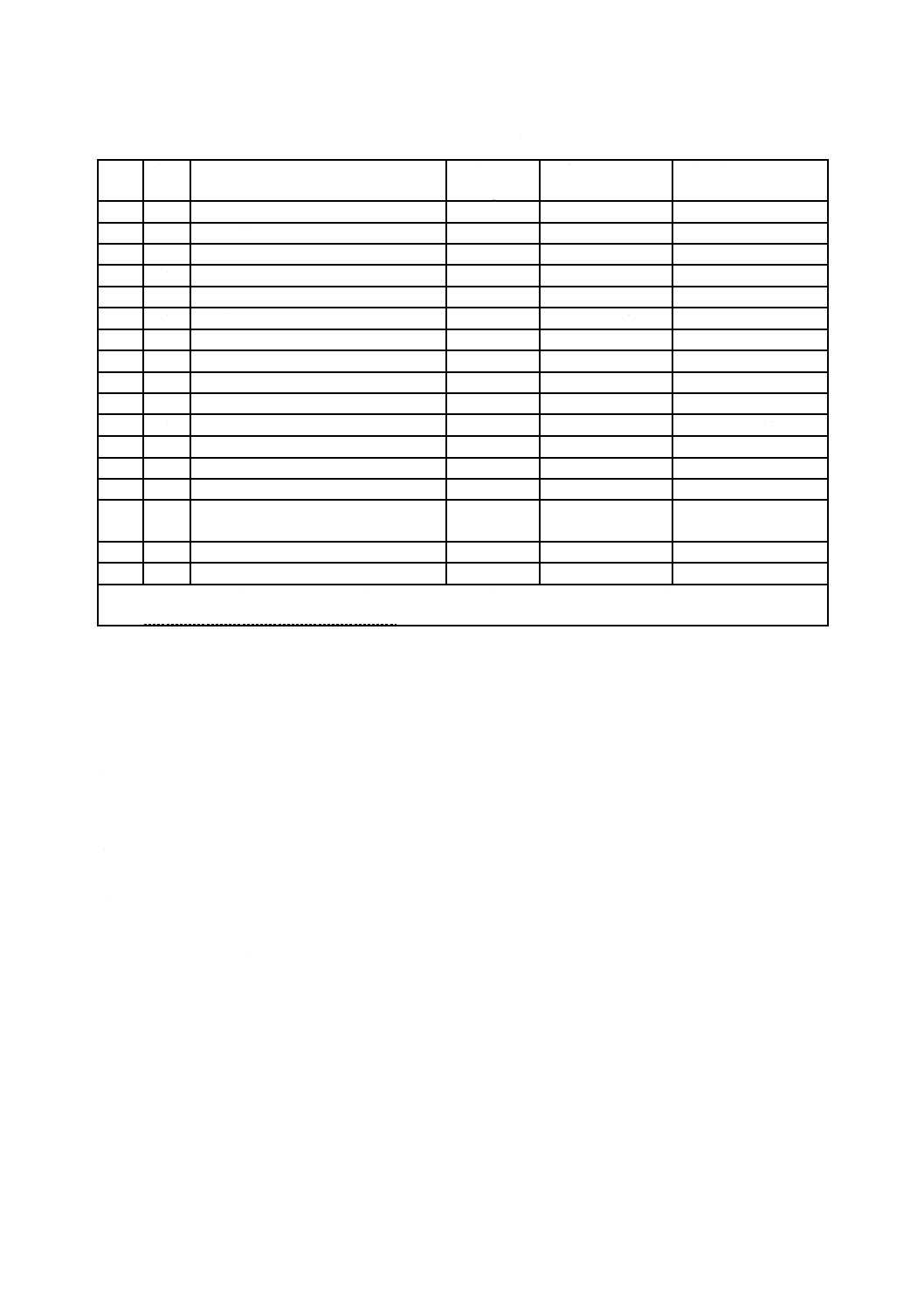
二つの方法に関する精度を求めるため,1996年に8試験機関で国際共同試験を行った。A法のアッベ屈
折計の測定には11個の試料,B法には6個の試料を用いた。このうち3試料は同一のものである。データ
はJIS Z 8402-1,JIS Z 8402-2及びJIS Z 8402-3を用いて解析した。結果を表3に示す。グラブスの方法で
異常値は検出されなかった。
異方性材料は,厳密に選定し,A法によって測定する試料の延伸方向は,同一とした。
室間再現精度は,同一とみなせる試料において,試験室,試験員,試験日時及び試験装置の全てが異な
る条件の下で,同一の方法を用いて得られる室間再現標準偏差で表す。
室内再現精度は,同一の試験室で同一とみなせる試料において,試験員,試験日時及び試験装置が任意
に異なるか又は全て異なった条件の下で,同一の方法を用いて得られる室内再現標準偏差で表す。
注記1 A法では,延伸がほとんどなく光学的ストレスがないとされているPMMAキャスト板,及び
加熱収縮及びアニールしたPMMAキャスト板の再現標準偏差は0.000 4を超えていない。他
の材料では,試料内の位置の違いによるデータのばらつきがあり,再現標準偏差0.000 7から
0.008の間である。加熱収縮及びアニールしたPMMAキャストシートの場合は,再現標準偏
差の方が室内再現標準偏差のデータより僅かに小さい。その理由として,特にこの材料では,
室間再現精度の値が逆転しており,これは,室間再現標準偏差(sR)だけが大きいか室間再
現標準偏差(sR)と室内再現標準偏差(sRW)とが等しいためであると考えられる。それにも
かかわらず,PMMAの精度は非常に高く,室間再現標準偏差(sR)と室内再現標準偏差(sRW)
との差は0.000 1だけであり,この方法の検出限界に対応する値である。
注記2 一般的には,粒状のものに用いるB法はA法より再現性が小さい。同一材料から得られた板
及び粒状試料についての試験データ[PMMA(表3のNo.2及びNo.15)及びPS(表3のNo.6
及びNo.17)]によって明らかである。
15
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−国際共同試験データ
No
方法
プラスチック材料
平均屈折率
23
D
n
室内再現標準偏差
sRW
(室間)再現標準偏差
sR
1
A
PMMAキャスト板
1.491 1
0.000 36
0.000 41
2
A
加熱収縮・アニールPMMAキャスト板
1.491 4
0.000 58
0.000 46
3
A
PC押出シート(機械方向)
1.583 9
0.000 40
0.000 82
4
A
PC押出シート(直角方向)
1.583 7
0.000 65
0.000 67
5
A
高屈折率眼鏡用キャスト材料
1.657 9
0.000 20
0.001 02
6
A
PSプレスシート
1.590 8
0.000 54
0.000 71
7
A
環状オレフィンコポリマー
1.542 8
0.006 58
0.007 31
8
A
PPフィルム(機械方向)
1.504 6
0.000 54
0.008 32
9
A
PPフィルム(直角方向)
1.504 1
0.000 37
0.000 46
10
A
FEPフィルム(機械方向)
1.344 7
0.001 13
0.001 52
11
A
FEPフィルム(直角方向)
1.343 4
0.000 39
0.001 13
12
B
PMMA粉体(重合後)
1.490 6
0.000 37
0.000 51
13
B
PC粉体(重合後)
1.584 7
0.000 31
0.005 45
14
B
環状オレフィンコポリマー(粉末化)
1.541 7
0.000 33
0.002 53
15
B
加熱収縮・アニールPMMAキャストシ
ート(粉末化)
1.490 9
0.000 34
0.000 92
16
B
PC(粉末化)
1.582 5
0.000 42
0.003 04
17
B
PS(粉末化)
1.591 9
0.000 52
0.004 69
注記 (No 3,No 4及びNo 16),(No 6及びNo 17),(No 7及びNo 14)並びに(No 2及びNo 15)は,それぞれ
同一材料による試験片又は試料である。
9
試験報告書
試験報告書には,次の事項を記載する。
a) この規格の番号
b) 試験材料の詳細な全必要事項
c) 用いた試験法(A法又はB法)及び装置(アッベ屈折計,多波長アッベ屈折計,その他の屈折計,顕
微鏡など)
d) 光源の種類及びその波長
e) 使用した中間液(A法),ガラス板(A法フィルム)及び浸液(B法)の種類及び屈折率
f)
試験片を切り出した位置(A法)
g) アッベ数及び主分散,ただし,必要な場合(A法)
h) 試験の精度で保証する有効数字の屈折率(A法使用の屈折率の場合は,有効数字3桁以上)
i)
受渡当事者間の協定又はその他の理由によって,この方法の規定から外れた事項
j)
試験年月日
16
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
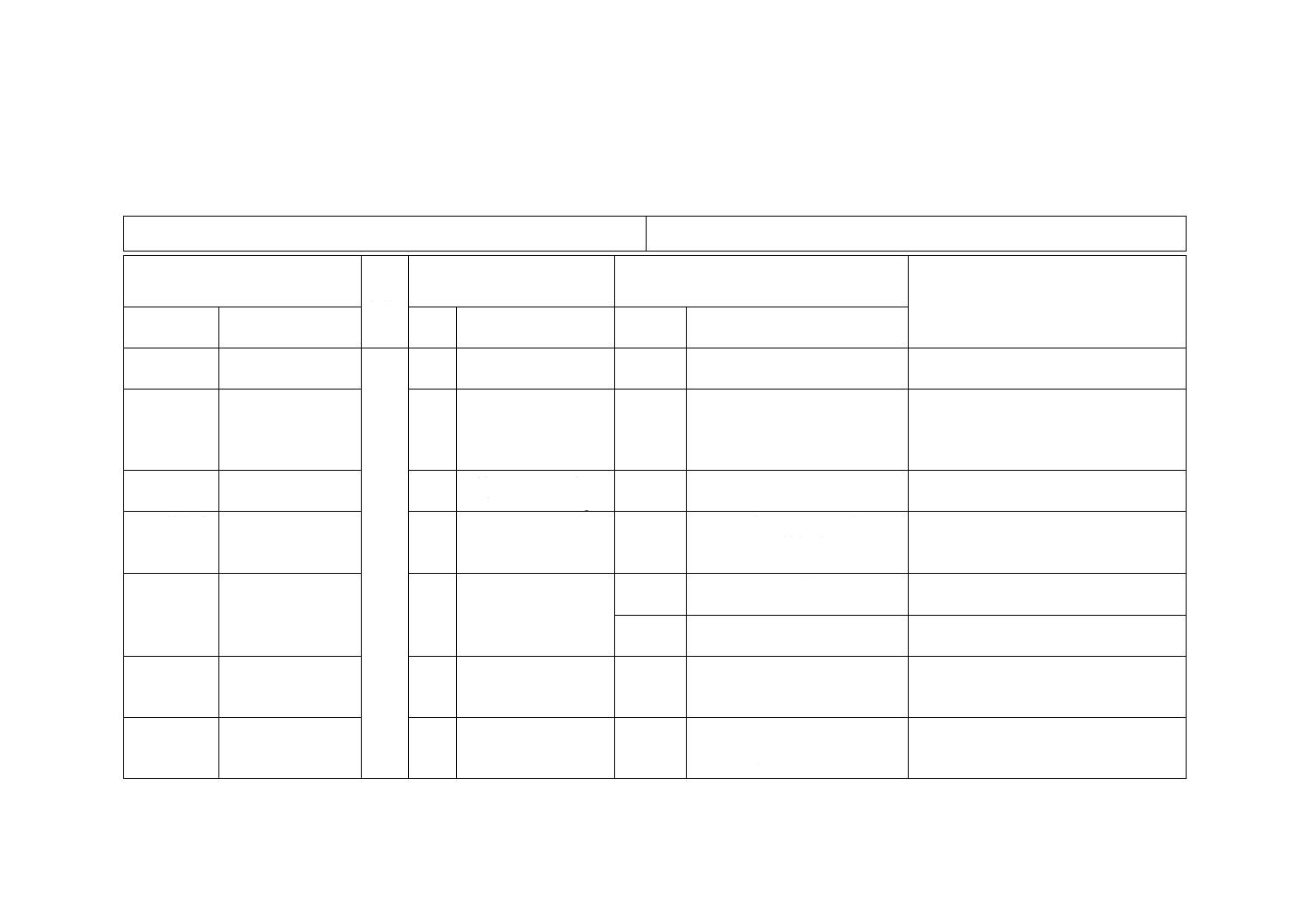
JIS K 7142:2014 プラスチック−屈折率の求め方
ISO 489:1999,Plastics−Determination of refractive index
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
追加
JISの様式に合わせて追加。
4 装置及び
試薬
4.1.1 屈折計
3.1.1
変更
測定範囲を,1.300〜1.700から
1.300〜1.870に変更。
校正手順を追加。
プラスチックの高屈折率材料への対応の
ため,測定範囲を広げるとともに,校正
の手順を追加した。
ISO 489の見直し時に,修正を提案する。
4.1.2 光源
3.1.2
White or sodium lamp,
used as a source of light
追加
発光ダイオード,その他輝線の光
源を追加。
現在,使用されている光源を追加した。
ISO 489の見直し時に,修正を提案する。
4.1.3 接触液
3.1.3
追加
表1のポリメタクリル酸メチル
(PMMA)の接触液にシリコー
ン油を追加。
現在,使用されている接触液を追加した。
ISO 489の見直し時に,修正を提案する。
5 試験片及
び試料
5.1 A法
4.1
追加
試験片の長さに多波長アッベ屈
折計を追加。
装置に合わせて追加した。
ISO 489の見直し時に,修正を提案する。
追加
サンプルの形状の詳細を追加。
実際の測定に合わせて追加した。
ISO 489の見直し時に,修正を提案する。
5.3 試料及
び測定の数
4
追加
平均値の有効数字を追加。
ISO 489:1999では,“使用者の常識”に任
せている事項を明確にした。
技術的な差異はない。
6 状態調節
5
変更
状態調節の規定内容を,JIS K
7100(ISO 291)の規定と整合す
るように変更。
ISO 489:1999では,ISO 291の規定の内容
を間違って引用しているので変更した。
ISO 489の見直し時に,修正を提案する。
2
K
7
1
4
2
:
2
0
1
4
17
K 7142:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
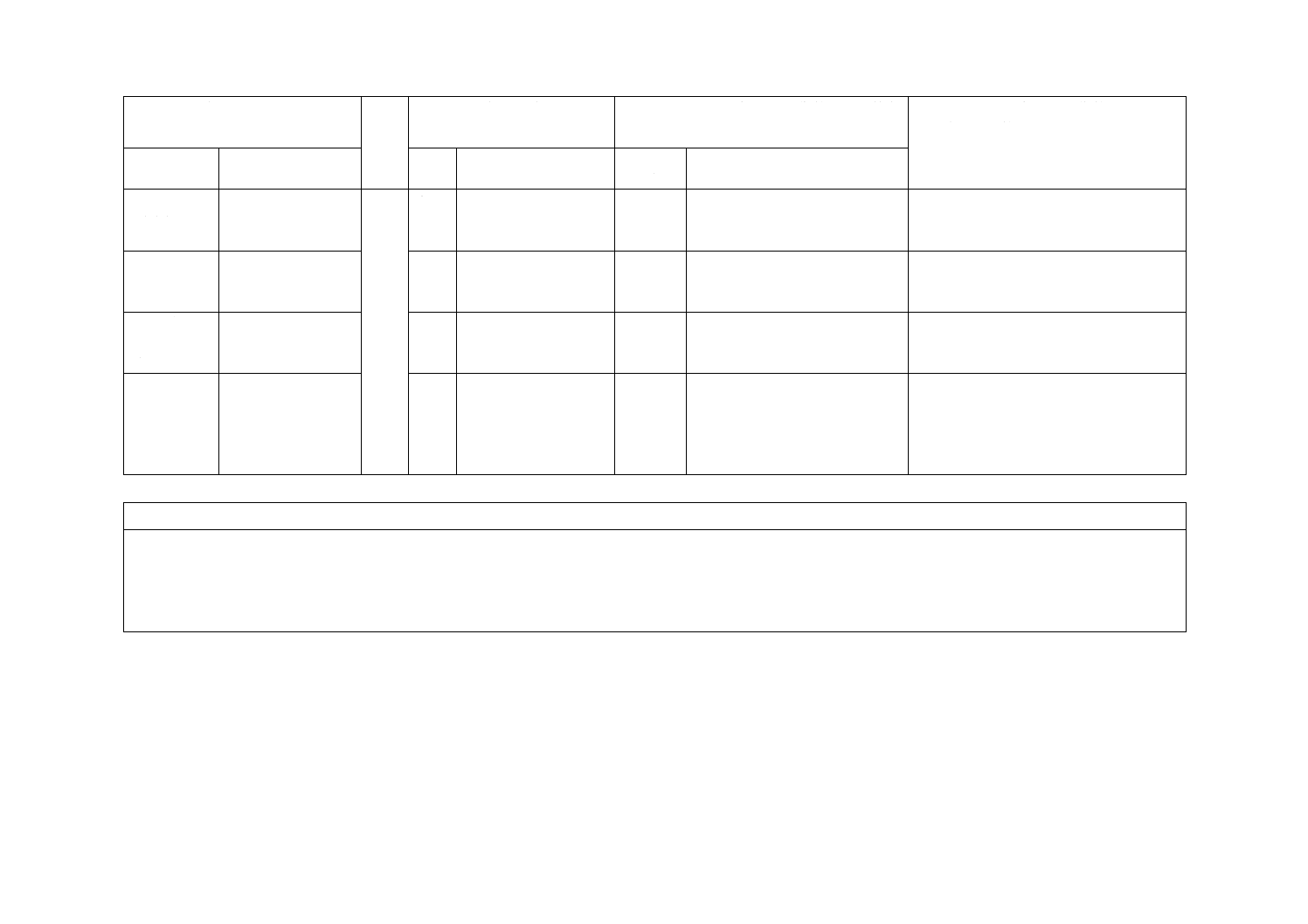
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異の理由
及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 手順
7.1.1.1 透明
板
6
追加
読み取る有効数字を追加。
ISO 489:1999では,“使用者の常識”に任
せている事項を明確にした。
技術的な差異はない。
7.1.1.2 フィ
ルム
6
追加
注記及び図5を追加。
ISO 489:1999では,記載がないが,説明
を分かりやすくするために追加した。技
術的な差異はない。
7.1.2 多波長
アッベ屈折
計
追加
任意の波長で屈折率を測定する
ための多波長アッベ屈折計を追
加。
ISO 489:1999では,全くない項目。
ISO 489の見直し時に,修正を提案する。
9 試験報告
書
8
追加
試験報告書に記載する事項とし
て,“使用した中間液(A法),ガ
ラス板(A法フィルム)及び浸液
(B法)の種類及び屈折率”を追
加。
ISO 489:1999では,記載がないが,説明
を分かりやすくするために追加した。技
術的な差異はない。
JISと国際規格との対応の程度の全体評価:ISO 489:1999,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
K
7
1
4
2
:
2
0
1
4