K 7136 : 2000 (ISO 14782 : 1999)
(1)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,財団法人日本規格協会 (JSA) /日本プラス
チック工業連盟 (JPIF) から工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業
標準調査会の審議を経て,通商産業大臣が制定した日本工業規格である。
今回の制定では,国際規格に整合させるために,ISO 14782を基礎として用いた。
また,令和2年10月20日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
日本産業規格 JIS
K 7136 : 2000
(ISO 14782 : 1999)
プラスチック−
透明材料のヘーズの求め方
Plastics−Determination of haze for transparent materials
序文 この規格は,1999年に第1版として発行されたISO 14782,Plastics−Determination of haze for
transparent materialsを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本産業規格で
ある。
1. 適用範囲 この規格は,透明で基本的には無色のプラスチックについて,光線の広角散乱に関する特
定の光学的性質であるヘーズの求め方について規定する。この試験方法は,この方法によって測定したヘ
ーズ値40%以下の材料に適用できる。
参考 つや消しの透明プラスチックも測定できるが,狭い角度での光散乱のために異常に低い値を得
る場合がある。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年(又は発行年)を付記してあるものは,記載の年の版だけがこの
規格の規定を構成するものであって,その後の改正版・追補には適用しない。発行年を付記していない引
用規格は,その最新版(追補を含む。)を適用する。
JIS K 7361-1 : 1997 プラスチック−透明材料の全光線透過率の試験方法−第1部:シングルビーム法
備考 ISO 13468-1 : 1996 Determination of the total luminous transmittance of transmittance materials−
Part 1 : Single beam instrumentが,この規格と一致している。
ISO 291 : 1997 Plastics−Standard atmospheres for conditioning and testing
ISO 5725-1 : 1994 Accuracy (truness and precision) of measurement methods and results−Part 1 : General
principles and definitions
ISO 5725-2 : 1994 Accuracy (truness and precision) of measurement methods and results−Part 2 : A basic
method for the determination of repeatability and reproducibility of a standard measurement method
ISO 5725-3 : 1994 on the precision of a test method
ISO 7724-2(1) Paints and varnishes−Colorimetry−Part 2 : Colour measurement
ISO/CIE 10526 : 1999 CIE standard illuminants for colorimetry
ISO/CIE 10527 : 1991 CIE standard colorimetric observers
IEC 60050-845 : 1987 International electrotechnical vocabulary−Chapter 845 : lighting
注(1) 近く発行予定(ISO 7724-2 : 1984の改正)
(2) 近く発行予定(ISO/CIE 10526 : 1991の改正)
2
K 7136 : 2000 (ISO 14782 : 1999)
3. 定義 この規格で用いる用語の定義は,JIS K 7361-1の3.によるほか,次による。
3.1
ヘーズ (haze) 試験片を通過する透過光のうち,前方散乱によって,入射光から0.044rad (2.5°) 以
上それた透過光の百分率。
4. 原理 3.で定義するヘーズを,積分球の効率が一定になるように補償した積分球を用いて測定する(5.6
の備考参照)。
5. 装置
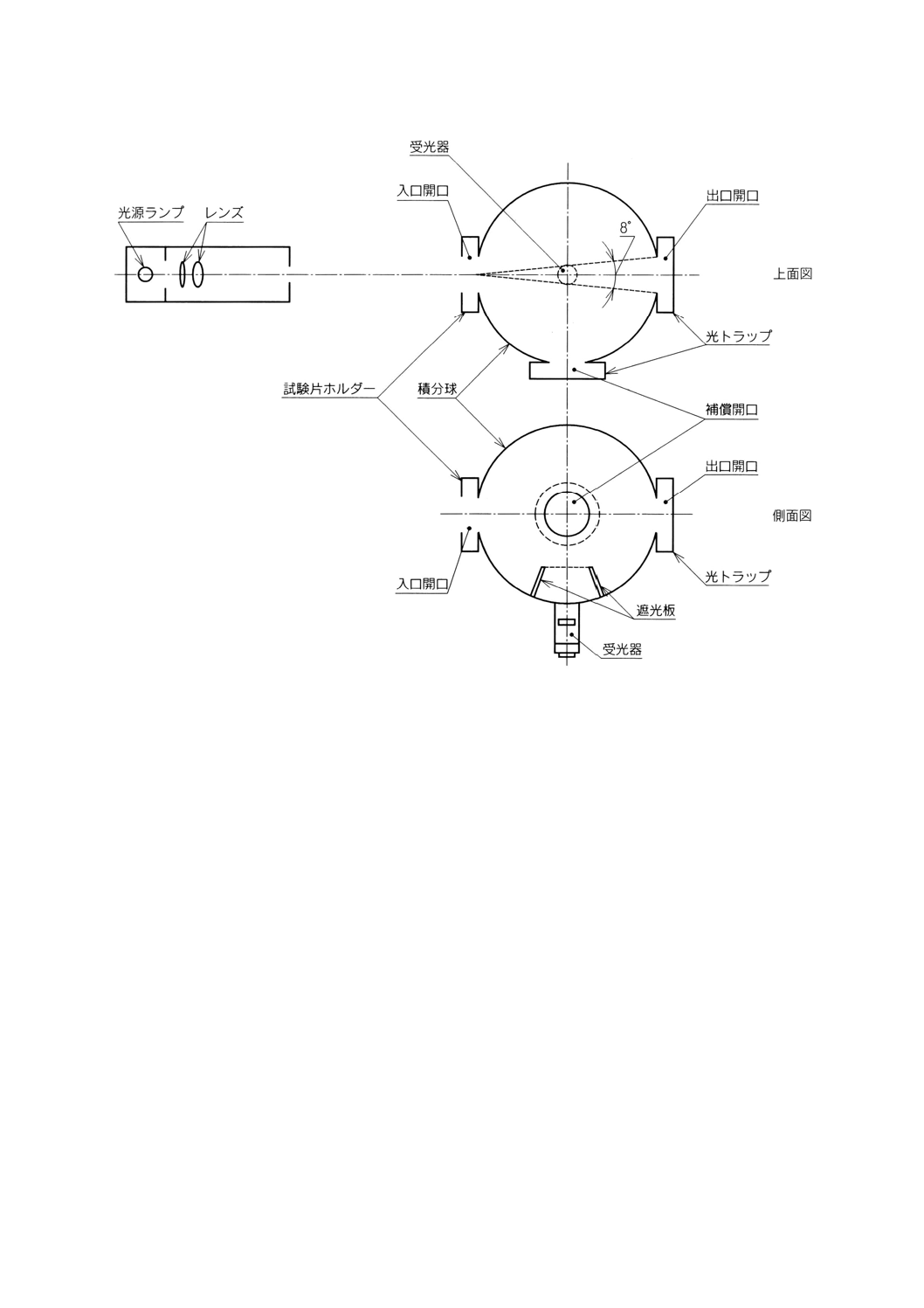
5.1
装置は,安定した光源,接続光学系,開口部を備えた積分球及び測光器から構成し,測光器は,受
光器,信号処理装置及び表示装置又は記録計から構成される(付図1参照)。
5.2
使用する光源及び測光器は,フィルターを通ってその組合せの特性が,ISO/CIE 10527による等色関
数y(λ)と等しい明所視標準視感効率V(λ)(IEC 60050-845で定義)と,ISO/CIE 10526に規定するCIE標
準の光D65の組合せに相当する出力を与えるものでなければならない。測光器の出力は,使用する光束の
範囲で,入射光束に1%以内で比例しなければならない。
光源及び測光器の分光特性並びに測光特性は,測定の間は一定に保たれることが望ましい。
5.3
光源は,光学系と組み合わされて平行な光束を作るものとする。この光束に含まれるどの光線も光
軸との間の最大角が0.05rad (3°) を超えてはならない。この光束は,積分球のどちらの開口部においても
不鮮明であってはならない。
5.4
装置は,光束がない場合に読取り値が一定になるように設計されている必要がある。
5.5
透過光束を集めるには,積分球を用いる。積分球の直径は,全開口部の面積が積分球の内面積の3.0%
を超えない限りどのような値でもよい。
積分球の直径は,大きな試料を測定できるように150mm以上であることが望ましい。
5.6
積分球には,入口開口,出口開口,補償開口及び受光開口がある(付図1参照)。入口及び出口開口
の中心は,球の同一大円上にあって,それらの開口の中心間に対応する大円上の円弧の中心角は,3.14rad
±0.03rad (180±2°) とする。
出口開口の直径が,入口開口の中心に対して作る角度は,0.140rad±0.002rad (8±0.1°) とする。
出口開口及び補償開口は,同じ大きさとする。入口開口,補償開口及び受光開口は,積分球の同一大円
上にあってはならない。補償開口は,入口開口との中心角が1.57rad (90°) 以内となる位置に設ける。
備考 補償開口は,積分球の効率が,球の内表面積,開口の数及びそれらに何が置かれるかによって
変わるので,それを補償するのに用いる。
5.7
入口開口に試料を置いていない場合,出口開口での光束の断面は,ほぼ円形で明りょう(瞭)であ
り,出口開口と同心円で,出口開口のまわりに環状部が残らなければならない。その環状部が入口開口の
中心に対して作る角度は0.023rad±0.002rad (1.3°±0.1°) になる。
備考1. 特に,光源側の開き角及び焦点距離が変わった場合には,遮られていない入射光束の出口開
口における直径が5.7に規定されたもので,中心が一致していることを確かめることが重要で
ある。
2. 環状部の許容差±0.002rad (0.1°) は,ヘーズの読み値では±0.6%の不確かさに相当する。こ
れは,この試験方法の精度の評価に関係する。
5.8
積分球には,遮光板を取り付けて,試料を通過した光を受光器が直接検出しないようにする。
3
K 7136 : 2000 (ISO 14782 : 1999)
受光器は,積分球上で入口開口から1.57rad±0.26rad (90°±15°) の中心角をなすものとする。出口開
口及び補償開口に置く光トラップは,試料がないときに光を完全に吸収するものであるか又は,装置が出
口開口及び補償開口に光トラップを必要としないように設計されていなければならない。
5.9
ISO 772-2によって求めた,積分球の内面,遮光板及び参照白板(通常,これは装置製作者から供給
される。)の三刺激値のY10は90%以上及びその変動は±3%の範囲に入っていなければならない。
積分球内面の反射率を直接測定することが難しい場合には,内面と同じ材料及び条件で別に作成した面
を測定してもよい。
5.10 試験片ホルダーは,試験片を光束に±2°以内で直角に固定し,拡散光を含む全透過光を捕足できる
ように,試験片をできる限り積分球の近くに取り付けられるものとする。また,ホルダーは,柔軟性のあ
る試験片を平たんに保持できるものとする。
薄くて柔軟性のあるフィルムは,その端を二重のリング状ホルダーに挟むか,両面接着テープを用いて
ホルダーの端に取り付けるのがよい。後者の方法は,二重のリング状ホルダーに取り付けできない厚い試
験片にも用いられる。真空ポンプや真空吸着板を用いて,試験片を試料台に取り付けてもよい。
6. 試験片
6.1
試験片は,フィルム,シート又は射出成形や圧縮成形による成型品から切り出す。
6.2
試験片は,欠陥,ほこり,グリース,保護材料からの接着剤,かき傷,ごみなどがなく,目で見え
るような空げきや異物があってはならない。
6.3
試験片は,積分球の入口開口及び補償開口を覆うのに十分な大きさとする。直径50mmの円板又は
一辺50mmの正方形のものがよい。
6.4
試験片は,特に規定がない場合には,試験材料の各試料ごとに3個作製する。
7. 状態調節
7.1
必要に応じて,試験片は,試験の前に,ISO 291によって温度 (23±2) ℃,相対湿度 (50±10) %の
条件で40時間以上状態調節する。
7.2
必要に応じて,試験装置は,温度 (23±2) ℃,相対湿度 (50±10) %に保った雰囲気に設置する。
8. 手順
8.1
試験装置は,試験前に十分に時間をおき,熱平衡に到達させる。
8.2
試験片ホルダーに試験片を取り付ける。
8.3
表1に示す4個の値(τ1,τ2,τ3及びτ4)を計器から読み取る。
8.4
試験片の厚さを3か所で測定し,シートの場合0.02mm,フィルムの場合は1μmまで正確に測定す
る。
8.5
3個の試験片について前述の手順を順次行う。
4
K 7136 : 2000 (ISO 14782 : 1999)
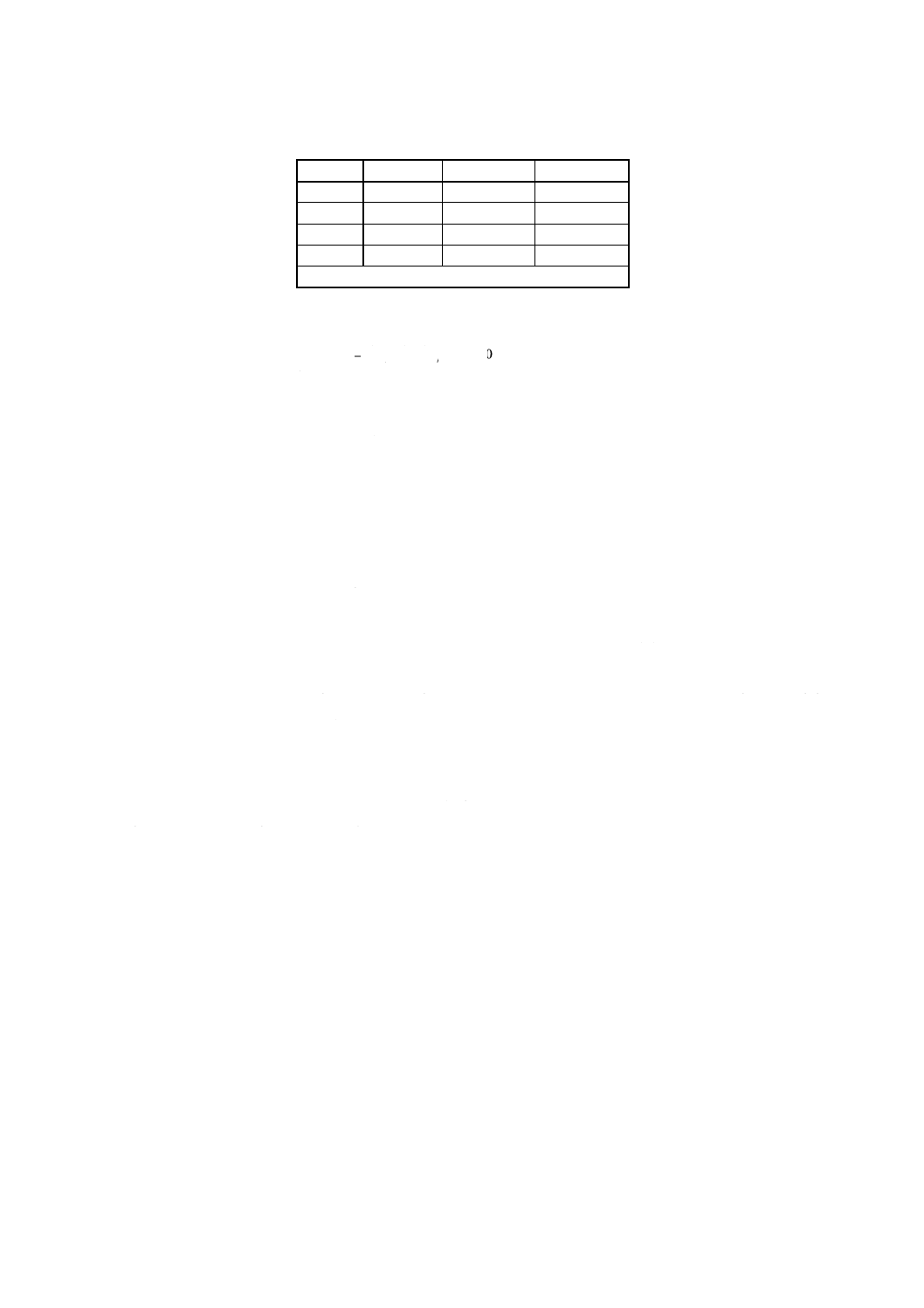
表1 測定方法
入口開口
出口開口
補償開口
τ1
参照白板
光トラップ*
τ2
試験片
参照白板
光トラップ
τ3
光トラップ
参照白板
τ4
試験片
光トラップ
参照白板
*9.の備考を参照
9. 計算 ヘーズ (%) は,次の式によって算出する。
ヘーズ=
(
)(
)
[
]100
1
3
2
4
×
−
=
τ
τ
τ
τ
ここに,
τ1: 入射光の光束
τ2: 試験片を透過した全光束
τ3: 装置で拡散した光束
τ4: 装置及び試験片で拡散した光束
参考 ヘーズは,全光線透過率τtに対する拡散透過率τdの比として定義される。
シングルビーム装置を用いて正確に全光線透過率を求めるためには,(ISO 13468-1に規定し
ているように)補償開口には光トラップの代わりに試験片を置く必要がある。これは積分球の
効率が変化するのを打ち消すためである。もう一つの方法として,ダブルビーム装置で校正し
た標準試験片を用いて,測定値を補正して求めることができる。しかし,得られるヘーズ値に
差はほとんどないので,補正開口には試験片の代わりに光トラップを置いて得られるτ1を用い
れば実用上十分である。
また,正確な拡散透過率τdは,前記の方法で得たτ1を用いて, [(τ4) −τ3 (τ2/τ1)] /τ1から求め
ることができる。
JIS K 7136の使用者は,2.引用規格とこれを引用している5.9のISO 7724-2改定発行予定版
は削除されており,現在有効な版は,ISO 7724-2:1984であることにも留意する。
10. 精度 試験データの精度を求めるために,試験室間で共同試験を行った。8種類の試料を7試験機関
で測定した。データは,ISO 5725-1,ISO 5725-2及びISO 5725-3を用いて解析した。結果を表2に示す。
異常値は,Grubbsの方法で検出し除外した。
5
K 7136 : 2000 (ISO 14782 : 1999)
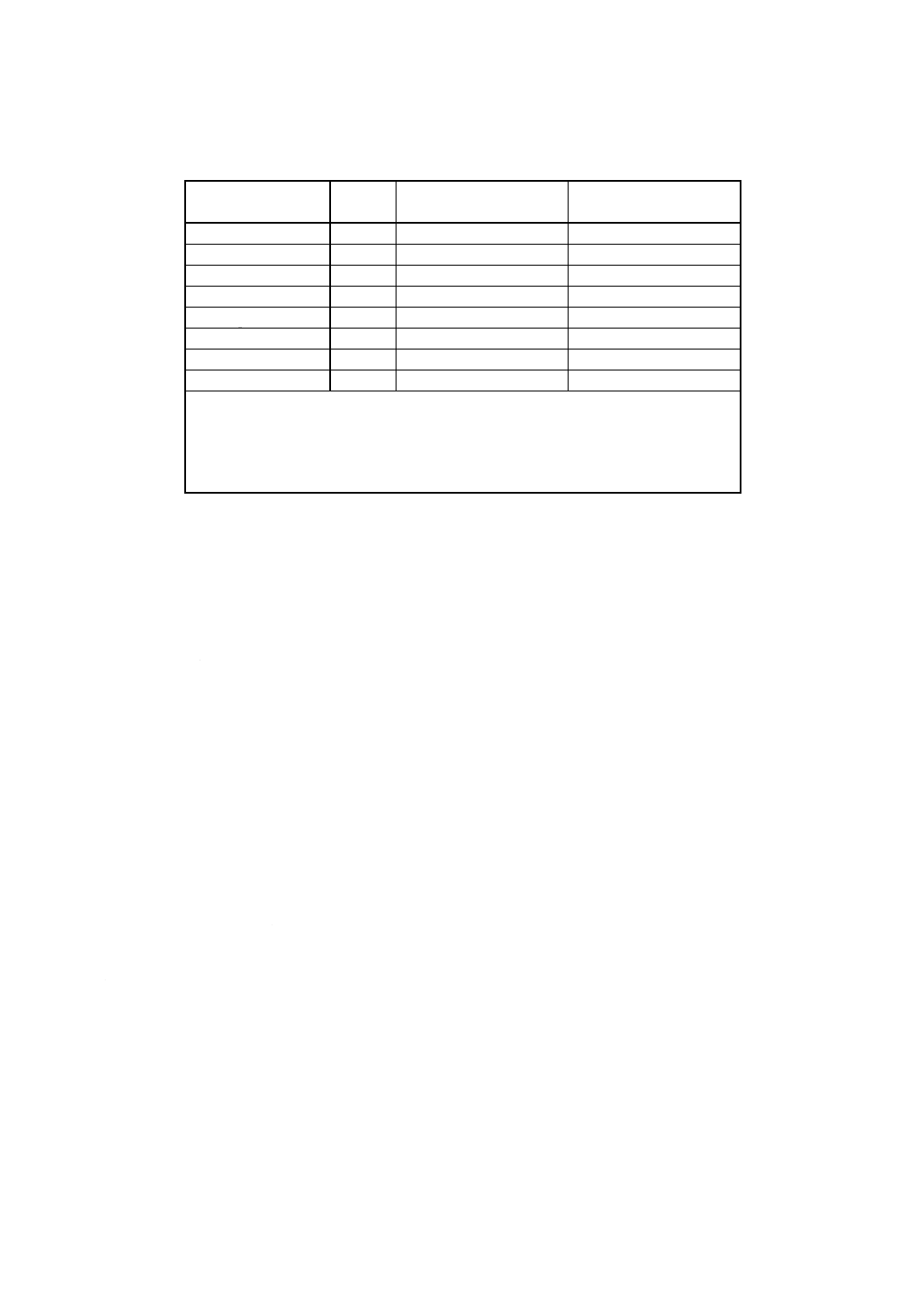
表2 共同試験の結果
単位 %
試験試料
ヘーズ
室内再現精度標準偏差(3)
(SRW)
室間再現精度標準偏差(4)
(SR)
PMMA
0.30
0.028
0.051
PMMA-HIimpact-1
0.40
0.027
0.078
PMMA-HIimpact-2
0.95
0.032
0.050
ABS-transparent-1
2.88
0.17
0.30
BS-transparent-2
11.7
0.68
1.25
PMMA-matted
31.0
0.19
1.50
PE
38.2
0.68
1.14
PET/PE
41.8
1.52
2.02
注(3) 室内再現精度,同一の試験室で,同じ材料で同一の試験方法を用い,試験者,試
験装置及び試験時間の一部又はすべてが異なる条件下での精度をいう。
(4) 室間再現精度は,室間再現条件での精度を指し,その場合,試験結果は,同一の
試験方法と試験材料を用い,異なる試験室,試験者及び試験装置で得られ,室間
再現標準偏差として表される。
ヘーズ値が1%以下の場合には,測定の精度は,測光器の精度で限定されることが分かる。
しかし,この測定方法によれば,40%までのヘーズを相当によい精度で測定できる。
備考 補償開口がある装置とない装置で測定値の差を比較するために,最初に予備的な共同試験を行
った。8試験機関が参加して,0.2%〜35.3%までのヘーズ値をもつ12種類の試験片を用いた。
結果は,補償開口のない装置で測定したヘーズ値は,補償開口のある装置による測定値より
も,平均値で8.9%低かった。変動係数,すなわち,ヘーズ値で除した室間標準偏差は,すべて
の試料についてほとんど同じであった。
しかし,補償開口のない装置で求めた変動係数,すなわち,ヘーズ値で除した室間標準偏差
は,補償開口のある装置に比べて,平均値で2.2倍であった。変動係数の平均値は,補償開口
がある装置では9.3%で,補償開口のない装置では13.6%であった。この結果は補償開口が装置
間の効率の差を相殺する働きがあることを示している。
本格的な共同試験(その結果を表2に示す。)では,試験片の作製方法を改良することによっ
て更に均一な試験片が得られるようになり,ばらつきが減少した。
11. 試験報告書 試験報告書には,次の事項を記入する。
a) この規格の番号
b) 試験片の出所及び詳細
c) 試験片の厚さ(3個の平均値)
d) ヘーズ(3個の平均値)
e) 光源の種類
f)
試験結果に影響したと思われる事柄の詳細
g) 試験日
6
K 7136 : 2000 (ISO 14782 : 1999)
付図1 装置の構成図
7
K 7136 : 2000 (ISO 14782 : 1999)
JIS原案作成委員会本委員会 構成表
氏名
所属
(委員長)
北 野 武
物質工学工業技術研究所
橋 本 進
財団法人日本規格協会
金 子 剛
財団法人電気安全環境研究所
峰 松 陽 一
峰松技術事務所
中 村 茂 夫
神奈川大学
小 沢 丈 夫
千葉工業大学
澤 田 秀 雄
生分解性プラスチック研究会
市 川 昌 彦
財団法人日本品質保証機構
畠 山 立 子
大妻女子大学
刑 部 潤
財団法人化学技術戦略推進機構
阿 部 聡
東京都立産業技術研究所
川 村 好 宏
三菱樹脂株式会社
村 井 久 純
帝人株式会社
須 賀 茂 雄
スガ試験機株式会社
十 時 稔
株式会社東レリサーチセンター
伊 藤 尚 美
株式会社島津製作所
光 井 正 道
株式会社島津製作所
三 原 観 治
株式会社東洋精機製作所
吉 木 健
日本プラスティック工業連盟
足 助 哲 也
日本ポリオレフィン株式会社
森 田 修 司
宇部興産株式会社
井 伊 康 明
三菱レイヨン株式会社
(事務局)
三 宅 孝 治
日本プラスチック工業連盟
JIS原案作成委員会分科会 構成表
氏名
所属
(分科会長)
吉 木 健
日本プラスチック工業連盟
須 賀 茂 雄
スガ試験機株式会社
西 村 節 志
株式会社島津製作所
中 村 訂
日本電色工業株式会社
馬 場 護 郎
村上色彩技術研究所
小 谷 正 人
村上色彩技術研究所
上 村 俊 治
株式会社東洋精機製作所
細 沼 伸 行
旭化成工業株式会社
山 田 八 郎
住友化学工業株式会社
生 川 洋
株式会社クラレ
石 本 亮 治
三井デュポンポリケミカル株式会社
野 崎 義 人
三菱レイヨン株式会社
(事務局)
三 宅 孝 治
日本プラスチック工業連盟
(文責 吉木 健)