4
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
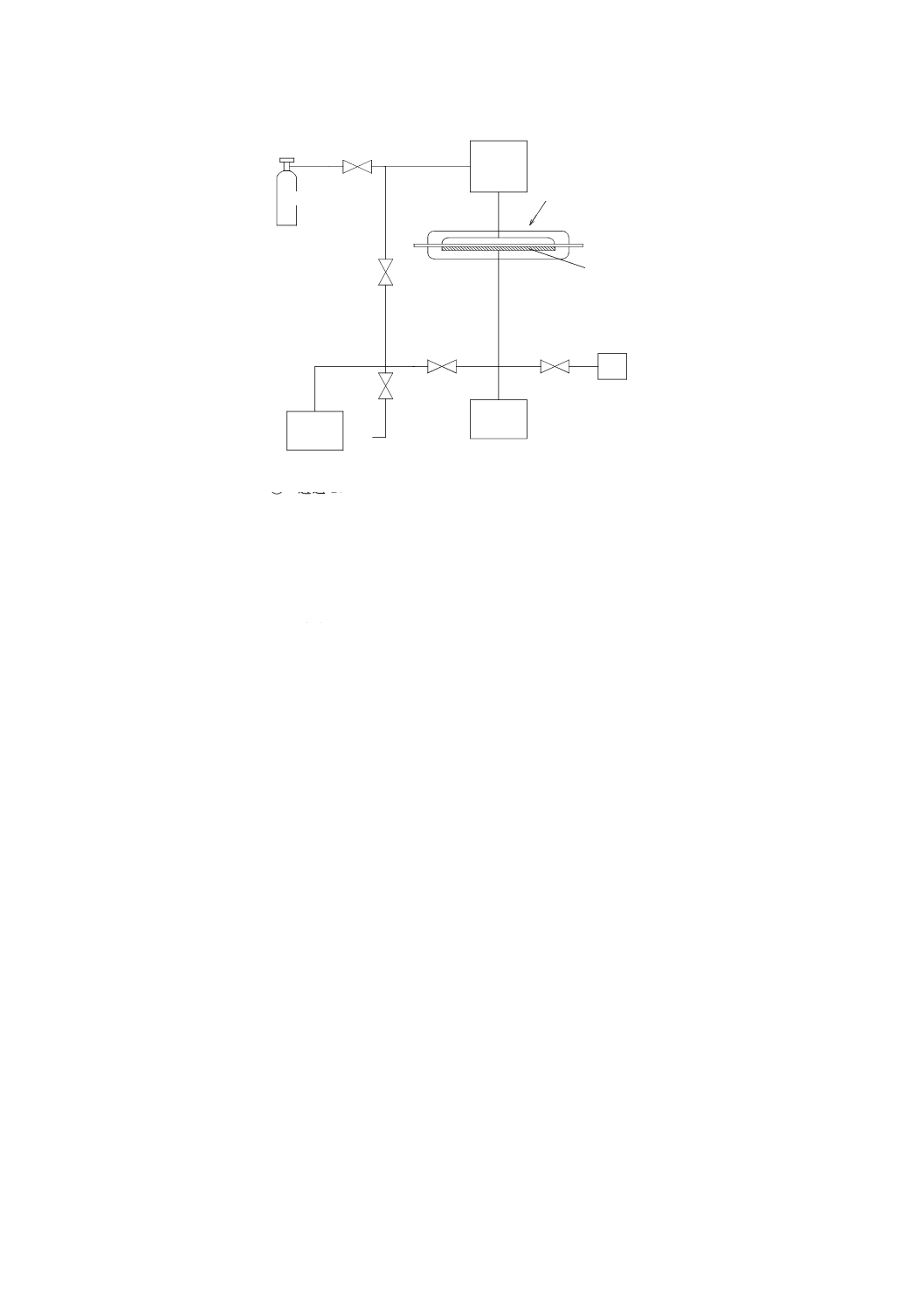
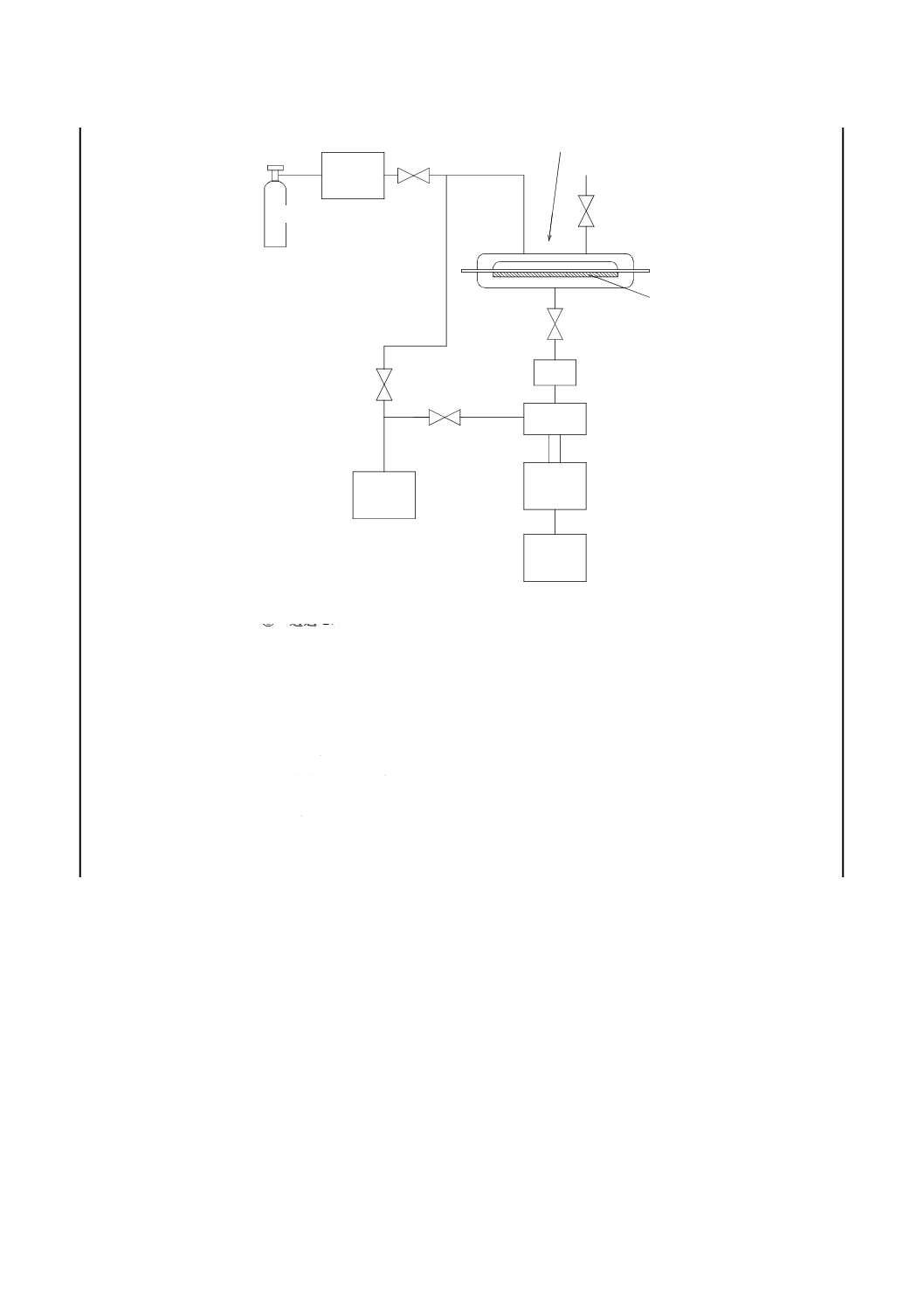
① 透過セル
② 試験片
③ ろ紙
④ セル容量可変器
⑤ 圧力センサ
⑥ 試験ガス供給器
⑦ 真空ポンプ
⑧ 試験ガス
⑨ ストップバルブ
附属書1図 1 ガス透過度測定装置(圧力センサ法)の例
③
②
⑨
⑨
⑨
⑨
⑧
④
⑨
⑦
⑥
①
⑤
K 7126-1:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本プラスチック工業連盟 (JPIF)/財団法人
日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標
準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 15105-1 : 2002,Plastics−Film and
sheeting−Determination of gas-transmission rate−Part 1 : Differential-pressure methodを基礎として用いた。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS K 7126-1には,次に示す附属書がある。
附属書1(規定) 圧力センサ法によるガス透過度試験方法
附属書2(規定) ガスクロマトグラフ法によるガス透過度試験方法
附属書3(参考) JISと対応する国際規格との対比表
JIS K 7126の規格群には,次に示す部編成がある。
JIS K 7126-1 第1部:差圧法
JIS K 7126-2 第2部:等圧法
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 原理 ······························································································································ 2
5. 試験片 ··························································································································· 2
6. 試験方法,装置,操作及び計算 ·························································································· 2
7. 試験結果 ························································································································ 2
8. 精度 ······························································································································ 2
9. 試験報告 ························································································································ 2
附属書1(規定)圧力センサ法によるガス透過度試験方法 ···························································· 3
附属書2(規定)ガスクロマトグラフ法によるガス透過度試験方法 ················································ 7
附属書3(参考)JISと対応する国際規格との対比表 ·································································· 11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7126-1:2006
プラスチック−フィルム及びシート−
ガス透過度試験方法−第1部:差圧法
Plastics-Film and sheeting-Determination of gas-transmission rate-
Part 1 : Differential-pressure method
序文 この規格は,2002年に第1版として発行されたISO 15105-1,Plastics−Film and sheeting−
Determination of gas-transmission rate−Part 1 : Differential-pressure methodを翻訳し,技術的内容を変更して
作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書3(参考)に示す。
1. 適用範囲 この規格は,フィルム,シート,ラミネート,共押出品及びフレキシブルプラスチックコ
ーティングされた材料の差圧法によるガス透過度試験方法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 15105-1 : 2002,Plastics−Film and sheeting−Determination of gas-transmission rate−Part 1 :
Differential-pressure method (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版(追補を含む。)を適用する。
JIS K 7130 プラスチック−フィルム及びシート−厚さ測定方法
備考 ISO 4593 : 1993,Plastics−Film and sheeting−Determination of thickness by mechanical scanning
からの引用事項は,この規格の該当事項と同等である。
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
ガス透過度 GTR (gas transmission rate) プラスチック材料を透過するガスの,単位面積,単位時間
及び材料両面間の単位分圧差当たりの体積。
参考 使用するガスが酸素であるとき,得られる値は,酸素ガス透過度 (O2GTR) である。
3.2
ガス透過係数(ガス透過率) P (gas permeability coefficient of gas permeability) プラスチック材料を
透過するガスの単位厚さ,単位面積,単位時間及び材料両面間の単位分圧差当たりの体積。
参考1. Pの理論的な値は,附属書1の5. b) の式 (3),及び附属書2の5. b),式 (3) で表される。
2. Pは,高分子材料の物理特性であるが,フィルム製造条件が異なることによって,高分子の
配向及び結晶構造に影響を及ぼし,これが透過特性に影響を及ぼすことがある。
2
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 原理 試験片を,ガス透過セル(附属書1図1及び附属書2図1参照)の二つのチャンバ間に密封シ
ールするような状態で装着する。低圧チャンバを真空排気し,試験ガスを高圧チャンバに導入すると,ガ
スが試験片を通過し,低圧チャンバ内に透過していく。試験片を通過する試験ガスの透過は,低圧側の圧
力上昇又はガス量の増加で示す。
5. 試験片
5.1
試験片は,材料を代表するものであって,しわ,折れ目及びピンホールがなく,かつ,厚さが均一
なものでなければならない。試験片の大きさは,測定に使用するセルのガス透過部分よりも大きく,かつ,
密封して装着できるものでなければならない。
5.2
試験片の数は,3個とする。他の規定又は受渡当事者間の協定による場合は,この限りではない。
5.3
試験ガスの入り側の面に印を付ける。
参考 原理的に,試験は,実際の使用状況を反映したものでなければならない。例えば,透過するガ
スが包装の内側から外側に流れる場合は,そのように試験を行い,逆の場合は逆になるように
する。
5.4
試験片の厚さは,JIS K 7130の規定に従って測定部分全体にわたって少なくとも5か所について1 μm
の精度で測定し,最大値,最小値及び平均値を記録する。
6. 試験方法,装置,操作及び計算 試験片を透過するガス量の測定は,附属書1(圧力センサ法)又は
附属書2(ガスクロマトグラフ法)による。附属書に,装置,操作及び計算方法を規定する。附属書2の
方法は,混合ガスの透過性の試験に最適である。
7. 試験結果 試験結果は,すべての試験片の結果を平均し,有効数字3けたに丸める。
8. 精度 この試験方法の精度は,試験室間のデータがないので不明である。精度は,そのデータが得ら
れた時点で,次の改正版に追加する。
9. 試験報告 試験報告には,次の事項を含む。
a) この規格番号 (JIS K 7126-1)
b) 測定方法の種類(附属書1の方法又は附属書2の方法)
c) 下部チャンバに用いる圧力センサの種類
d) 試験装置を特定するために必要なすべての事項(製造業者名など)
e) 試験片を特定するために必要な詳細事項
f)
試験片の作製方法
g) 試験片の,試験ガスの入り側の面(判別できる情報を記載する。)
h) 試験ガスの圧力,組成及び純度
i)
各試験片の平均厚さ,最小厚さ及び最大厚さ
j)
試験した試験片の数
k) 試験片の状態調節の内容
l)
試験室の温度及び湿度
m) 試験結果
n) 試験日時
3
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定)圧力センサ法によるガス透過度試験方法
1. 概要 この方法は,試験片によって隔てられた一方(低圧側)を真空に保ち,もう一方(高圧側)に
試験ガスを導入し,低圧側の圧力の増加を測定することによってガス透過度を測定する方法である。
2. 試験装置 附属書1図1に,代表的な装置の構成例を示す。
装置は,試験片にガスを透過させるためのガス透過セル,透過したガスによる圧力変化を検知する圧力
センサ,透過セルに試験ガスを供給するためのガス供給器,セル容量可変器,真空ポンプなどから構成さ
れる。
2.1
透過セル 透過セルは,上部チャンバ(高圧側)と下部チャンバ(低圧側)とから構成される。上
部チャンバは,試験ガスの導入口をもち,下部チャンバは,圧力センサに接続されている。透過セルは,
試験片を取り付けたとき透過面積が一定になるものでなければならない。また,試験片の装着面は,ガス
漏れが起こらないように,滑らかで,かつ,平らでなければならない。透過面は,直径10〜150 mmとす
る。
2.2
圧力センサ 圧力センサは,低圧側の圧力変化を5 Pa以下の精度で測定できるものとする。圧力検
出は,隔膜型電子センサ,その他の適切なセンサとする。
2.3
試験ガス供給器 試験ガス供給器は,試験ガスをためておくタンクで,これから高圧側のセルにガ
スを供給する。タンク内の圧力を測定するために,100 Pa以下の精度の圧力計をもち,透過によって高圧
側の圧力が低下するのを防止できる体積が必要である。
2.4
セル容量可変器 透過度の測定範囲を広げるために,増量タンク,セルアダプタなどのセル容量可
変器を使用し,低圧側の容量を調節してもよい。
2.5
試験ガス 試験ガスは,99.5 %(体積)以上の純度をもつ乾燥単体ガスとする。それ以外の純度の
ガスを使用する場合は,受渡当事者間の協定による。
2.6
真空ポンプ 下部チャンバ内を10 Pa以下の圧力に排気できる真空ポンプを用いる。
4
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
① 透過セル
② 試験片
③ ろ紙
④ セル容量可変器
⑤ 圧力センサ
⑥ 試験ガス供給器
⑦ 真空ポンプ
⑧ 試験ガス
⑨ ストップバルブ
附属書1図 1 ガス透過度測定装置(圧力センサ法)の例
③
②
⑨
⑨
⑨
⑨
⑧
④
⑨
⑦
⑥
①
⑤
5
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 状態調節及び試験温度
3.1
状態調節 試験片は,塩化カルシウム又はその他の適切な乾燥剤を入れたデシケータ内で試験時と
同じ温度で48時間以上乾燥させる。吸湿しない材料については,通常乾燥する必要はない。
3.2
試験温度 他に規定がない場合,試験は23 ℃±2 ℃の室内で行う。
4. 操作
4.1
透過面積と同じ大きさのろ紙を下部チャンバに敷く。
備考 ろ紙は,試験片フィルムを保持するために使用する。ろ紙のタイプとしては,通常,化学分析
で使用する厚さ0.2〜0.3 mmのものを推奨する。
4.2
試験片の装着面に真空グリースを薄く均一に塗り,下部チャンバの上に試験片をしわ及びたるみが
生じないように装着する。
4.3
試験片の上にゴムのパッキンを置いて上部チャンバをセットし,試験片が完全にシールされるよう
に均一な圧力で固定する。
4.4
真空ポンプを作動させ,始めに低圧側,次に高圧側を排気する。
4.5
排気終了後,低圧側のバルブを閉め真空を保つ。吸着ガスを十分除去する必要があるため,ガス透
過度の低い試験片は,十分な排気時間を取る。
4.6
低圧側の圧力が上昇する場合,4.4及び4.5の操作を繰り返して行い,セル内に空気が侵入しないよ
うにする。
4.7
高圧側に試験ガスを導入し,圧力が約1気圧になったとき,ガスの供給を止める。このときの高圧
側の圧力 (Pu) を記録する。低圧側の圧力が上昇し始め,透過を確認する。
4.8
低圧側の圧力を時間に対してプロットし,透過の定常状態を示す直線部分が確認されるまで測定を
続ける。
4.9
透過曲線の直線部分の傾きからdp/dt(5. 参照)を求める。透過曲線は,自動記録したものを用いて
もよい。
5. 計算 ガス透過度及びガス透過係数(ガス透過率)は,式 (1)〜(4) によって算出する。
a) ガス透過度
t
p
P
A
T
R
V
GTR
d
d
u
c
×
×
×
×
=
··························································· (1)
ここに,
GTR: ガス透過度 [mol/(m2・s・Pa)]
Vc: 低圧側体積 (l)
T: 試験温度 (K)
Pu: 高圧側の圧力 (Pa)
A: 透過面積 (m2)
dp/dt: 単位時間における低圧側の圧力変化 (Pa/s)
R: 8.31×103 [L・Pa/(K・mol)]
6
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 ガス透過度GTRを従来単位 [cm3/(m2・24h・atm)] によって計算するときは,次の式 (2) によっ
て算出する。
t
p
P
A
T
V
GTR
d
d
24
273
u
c
×
×
×
×
×
=
···························································· (2)
ここに,
GTR: ガス透過度 [cm3/(m2・24h・atm)]
Vc: 低圧側体積 (cm3)
T: 試験温度 (K)
Pu: 高圧側の圧力 (mmHg)
A: 透過面積 (m2)
dp/dt: 単位時間 (h) における低圧側の圧力変化 (mmHg)
b) ガス透過係数(ガス透過率)
d
GTR
P
×
=
··········································································· (3)
ここに,
P: ガス透過係数(ガス透過率)[mol・m/(m2・s・Pa)]
GTR: ガス透過度 [mol/(m2・s・Pa)]
d: 試験片の平均厚さ (m)
参考 ガス透過係数(ガス透過率)Pを従来単位 [cm3・cm/(cm2・s・cmHg)] によって計算するときは,
次の式 (4) によって算出する。
d
GTR
P
×
×
=
−12
10
523
.1
······························································· (4)
ここに,
P: ガス透過係数(ガス透過率)[cm3・cm/(cm2・s・cmHg)]
GTR: ガス透過度 [cm3/(m2・24h・atm)]
d: 試験片の平均厚さ (mm)
7
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定)ガスクロマトグラフ法によるガス透過度試験方法
1. 概要 この方法は,試験片によって隔てられた一方(低圧側)を真空に保ち,他方(高圧側)に試験
ガスを導入し,試験片を通過して低圧側に透過したガス量をガスクロマトグラフ法によって測定しガス透
過度を算出する方法である。また,この方法は,混合ガスの試験にも適用できる。
2. 試験装置 附属書2図1に,代表的な装置の構成例を示す。
装置は,試験片に試験ガスを透過させるための透過セル,試験片を通して透過する透過ガスをため込む
計量管,流路切替バルブ,透過したガス量を測定するガスクロマトグラフ,試験ガスの圧力を一定に保つ
ガス調節器及び真空ポンプから構成される。
2.1
透過セル 透過セルは,上部チャンバ(高圧側)及び下部チャンバ(低圧側)から構成される。上
部チャンバは試験ガスの導入口をもち,下部チャンバは計量管を経てガスクロマトグラフに接続している。
透過セルは,試験片を取り付けたとき透過面積が一定になるものでなければならない。また,試験片の装
着面は,ガス漏れが起こらないように滑らかで,平らでなければならない。透過面は,直径10〜150 mm
とする。
2.2
ガスクロマトグラフ ガスクロマトグラフは,低圧側に透過したガス量を圧力換算で少なくとも5
Paを測定できる精度のものとする。
2.3
試験ガス調節器 試験ガス調節器は,上部チャンバを一定の圧力に調節できる機能をもち,任意の
圧力が安定に保持できるもの。
2.4
試験ガス 試験ガスは,99.5 %(体積)以上の純度をもつ乾燥単体ガスとする。それ以外の純度の
ガスを使用する場合は,受渡当事者間の協定による。
2.5
真空ポンプ 下部チャンバ内を10 Pa以下の圧力に排気できる真空ポンプを用いる。
8
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
③
②
⑥
⑨
⑦
⑤
⑩
⑪
④
④
④
④
④
⑧
①
① 透過セル
② 試験片
③ ろ紙
④ ストップバルブ
⑤ 試験ガス調節器
⑥ 試験ガス
⑦ 真空ポンプ
⑧ 計量管
⑨ 流路切替バルブ
⑩ ガスクロマトグラフ
⑪ データ処理装置
附属書2図 1 ガス透過度測定装置(ガスクロマトグラフ法)の例
9
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 状態調節及び試験条件
3.1
状態調節 試験片は,試験条件と同じ温度・湿度条件で,その材料の特性にふさわしい時間を定め
て状態調節する。
3.2
試験条件 他に規定がない場合,試験条件は温度23 ℃,湿度0 %とし,高湿度条件を選択する場合
は,温度23 ℃,湿度50 %とする。また,受渡当事者間の合意によって,その他の条件を選択することも
できる。
4. 操作
4.1
試験ガスを容積シリンジなどでサンプリングし,注入量とクロマトグラムのピーク面積との関係を
求め検量線を作成する。
4.2
透過セルの透過面積と同じ大きさのろ紙を下部チャンバに敷く。
4.3
透過セルの両側の試験片の装着面に真空グリースを薄く均一に塗り,下部チャンバの上に試験片を
しわ及びたるみが生じないように装着する。
4.4
試験片の上にゴムのパッキンを置いて上部チャンバをセットし,試験片を完全にシールするように
均一な圧力で固定する。
4.5
真空ポンプを作動させ,始めに低圧側,次に高圧側を排気する。
4.6
高圧側の排気を止め,試験ガス調節器を経て試験ガスを供給し,上部チャンバを一定圧力に保つ。
4.7
一定時間,低圧側を排気する。吸着ガスを十分除去する必要があるため,ガス透過度の低い試験片
は,十分な排気時間を取る。次に,透過した試験ガスを一定時間 (t),計量管(サンプリングループ)にた
め込み,ためたガスをキャリヤーガスでガスクロマトグラフに導入し,透過ガス量 (Dv) を測定する。
4.8
定常状態を確認するため,4.7の操作を繰り返す。ため込時間と透過ガス量とが比例関係にある場合,
定常化状態と判断する。
4.9
ブランク量 (Db) は,計量管の前後のバルブを同時に閉じ,計量管にたまったガス量を測定する。
5. 計算 ガス透過度及びガス透過係数(ガス透過率)は,式 (1)〜(4) によって計算する。
a) ガス透過度
(
)
p
t
A
T
k
D
D
GTR
∆
×
×
×
×
×
−
×
=
4.
22
273
b
V
···························································· (1)
ここに,
GTR: ガス透過度 [mol/(m2・s・Pa)]
T: 試験温度 (K)
t: 透過時間 (s)
Db: 透過ガスのブランク量 (l)
Dv: 透過ガスの測定量 (l)
∆p: 高圧側ガスの分圧 (Pa)
A: 透過面積 (m2)
k: 計量管体積から低圧側全体積を求める装置定数
10
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 ガス透過度を従来単位 [cm3/(m2・24h・atm)] によって計算するときは,次の式 (2) によって算出
する。
(
)
p
t
A
T
k
D
D
GTR
∆
×
×
×
×
×
×
−
×
=
76
24
273
b
V
················································· (2)
ここに,
GTR: ガス透過度 [cm3/(m2・24h・atm)]
T: 試験温度 (K)
t: 透過時間 (h)
Db: 透過ガスのブランク量 (cm3)
Dv: 透過ガスの測定量 (cm3)
∆p: 高圧側ガスの分圧 (cmHg)
A: 透過面積 (m2)
k: 計量管体積から低圧側全体積を求める装置定数
b) ガス透過係数(ガス透過率)
d
GTR
P
×
=
··········································································· (3)
ここに,
P: ガス透過係数(透過率)[mol・m/(m2・s・Pa)]
GTR: ガス透過度 [mol/(m2・s・Pa)]
d: 試験片の平均厚さ (m)
参考 ガス透過係数(透過率)Pを従来単位 [cm3・cm/(cm2・s・cmHg)] によって計算するときは,次の
式 (4) によって算出する。
d
GTR
P
×
×
=
−12
10
523
.1
······························································· (4)
ここに,
P: ガス透過係数(透過率)[cm3・cm/(cm2・s・cmHg)]
GTR: ガス透過度 [cm3/(m2・24h・atm)]
d: 試験片の平均厚さ (mm)
11
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考)JISと対応する国際規格との対比表
JIS K 7126-1 : 2006 プラスチック−フィルム及びシート−ガス透過度試験方法−第1
部:差圧法
ISO 15105-1 : 2002 プラスチック−フィルム及びシート−ガス透過度試験方
法−第1部:差圧法
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1. 適用範
囲
フィルム,シート,ラミネ
ート,共押出品及びフレキ
シブルプラスチックコー
ティングなどの形状のも
のの差圧法によるガス透
過度試験方法について規
定。
ISO
15105-1
1
JISに同じ
IDT
−
−
2. 引用規
格
JIS K 7130
2
ISO 4593
MOD/変更 JISからの引用事項
は,対応ISO規格の該
当事項と同等である。
−
3. 定義
用語の定義を規定
3
JISに同じ
IDT
−
−
4. 原理
原理の説明
4
JISに同じ
IDT
−
−
5. 試験片 試験片を規定
5
JISに同じ
IDT
−
−
6. 試験方
法,装置,
操作及び
計算
試験方法,装置,操作及び
計算について規定。
7,8,9
装置,操作及び計算に
ついて具体的に規定。
MOD/選択 装置,操作及び計算の
具体的な規定は,附属
書に記載。
附属書1の圧力センサ法は,ISO規格
の試験方法と同じ。
JISは,圧力センサ法又は附属書2のガ
スクロマトグラフ法による試験でもよ
いとした。
ISO規格へのガスクロマトグラフ法追
加を提案中。
7. 試験結
果
試験結果のまとめ方を規
定
10
JISに同じ
IDT
−
−
2
K
7
1
2
6
-1
:
2
0
0
6
2
K
7
1
2
6
-1
:
2
0
0
6
12
K 7126-1:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
8. 精度
この試験方法の精度を説
明
11
JISに同じ
IDT
−
−
9. 試験報
告
試験報告に含むべき事項
を規定。
12
JISに同じ
IDT
−
−
附属書1
(規定)
圧力センサ法による試験
方法
7,8,9
JISに同じ
MOD/変更 ISO規格の本文から,
附属書1に記載場所を
変更した。
技術的差異はない。
単なる編集上の差異。
2.5 乾燥ガス
JIS, ISOの規格で規
定する純度
MOD/変更 99.5 %(体積)以上の
純度の乾燥単体ガス
JIS, ISOに適切な規格がないため。ISO
に提案する。
3. 状態調節及び試験条件
6
JISに同じ
MOD/変更 ISO規格の本文から,
附属書1に記載場所を
変更した。
技術的差異はない。
単なる編集上の差異。
附属書2
(規定)
ガスクロマトグラフ法に
よる試験方法
−
−
MOD/選択
−
6. に記載のとおり。
3. 状態調節及び試験条件
6
湿度条件を変更
MOD/変更 高湿度を追加
事実上,高湿度における試験は重量。
ISOに提案する。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/変更……… 国際規格の規定内容を変更している。
― MOD/選択……… 国際規格の規定内容と別の選択肢がある。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
2
K
7
1
2
6
-1
:
2
0
0
6
2
K
7
1
2
6
-1
:
2
0
0
6