K 7125 : 1999 (ISO 8295 : 1995)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS K 7125 : 1987は改正され,この規格に置き換えられる。
JIS K 7125には,次に示す附属書がある。
附属書A(参考) 予備的な精度のデータ
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7125 : 1999
(ISO 8295 : 1995)
プラスチック−フィルム及び
シート−摩擦係数試験方法
Plastics−Film and sheeting−
Determination of the coefficients of friction
序文 この規格は,1995年に第1版として発行されたISO 8295 : 1995, Plastics−Film and sheeting−
Determination of the coefficients of frictionを翻訳し,技術的内容及び規格票の様式を変更することなく作成
した日本工業規格である。
なお,この規格で点線の下線を施した箇所は,原国際規格にはない事項である。
1. 適用範囲
1.1
この規格は,同一材料又は他材料の上を滑らせたときのプラスチックフィルム及びシートの滑り出
し時及び滑り時の摩擦係数を測定する方法について規定する。この方法は,0.5mm上限厚みまでの,べた
つきのないプラスチックフィルム及びシート(以下,フィルムという。)の摩擦係数を測定する。
1.2
この試験方法は,主に品質管理に有用である。原則として,静帯電,エアクッション,局部的な温
度上昇や摩耗のような他の影響は測定中にでてくるので,この試験方法は包装機械や加工機械での作業性
の総合的な評価を目的とするものではない。
1.3
通常は,静摩擦力は,摩擦面が接触する時間と共に増加する。したがって,結果を比較するために
接触時間を規定する。
1.4
スリップ性は,プラスチック材料中の添加剤によって生ずることが多い。また,添加剤は,フィル
ムの基材との混和性がまちまちであるので,フィルム表面に粉がふいたり,しん(滲)出し,滑り性を変
える。これらの影響はいずれも時間依存性があるので,このようなフィルムの測定は時間経過と関係付け
る必要がある。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,記載の年の版だけがこの規格の規定を構成するものであって,その後の改正版・追
補には適用しない。
JIS K 7100 : 1999 プラスチック−状態調節及び試験のための標準雰囲気
備考 ISO 291 : 1997, Plastics−Standard atmospheres for conditioning and testingがこの規格に対応し
ている。
3. 定義 この規格では,次の定義を用いる。
2
K 7125 : 1999 (ISO 8295 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
摩擦 (friction) 互いに接触する二つの表面が滑りに対して生じる抵抗。静摩擦と動摩擦に区別さ
れる。
3.1.1
静摩擦 (static friction) 滑り開始時に“しきい値”を超えるときの摩擦。
3.1.2
動摩擦 (dynamic friction) 与えられた速度で滑り運動が持続する間の摩擦。
3.2
摩擦力 (frictional force) 摩擦に打ちかつのに必要な力。静摩擦力Fsと動摩擦力FDが区別される。
3.3
法線力,FP (normal force, Fp) 接触面に垂直に作用する力。
3.4
摩擦係数 (coefficient of friction) 接触する二つの面に垂直に作用する法線力に対する摩擦力の比。
3.4.1
静摩擦係数 (static coefficient of friction)
P
S
S
F
F
=
μ
3.4.2
動摩擦係数 (dynamic coefficient of friction)
P
D
D
F
F
=
μ
参考1. フィルムの摩擦係数は,通常,0.2から1の範囲にある。
2. 理想的には,摩擦係数は,試験装置と試験条件には依存しない特性である。しかし試験フィ
ルムが理想的に挙動しないため,すべての試験因子をこの規格で規定する。
4. 原理 試験する表面を,互いに平面接触するようにし,均一な接触圧力の下におく。表面を相対的に
移動するのに要する力を記録する。
5. 装置
5.1
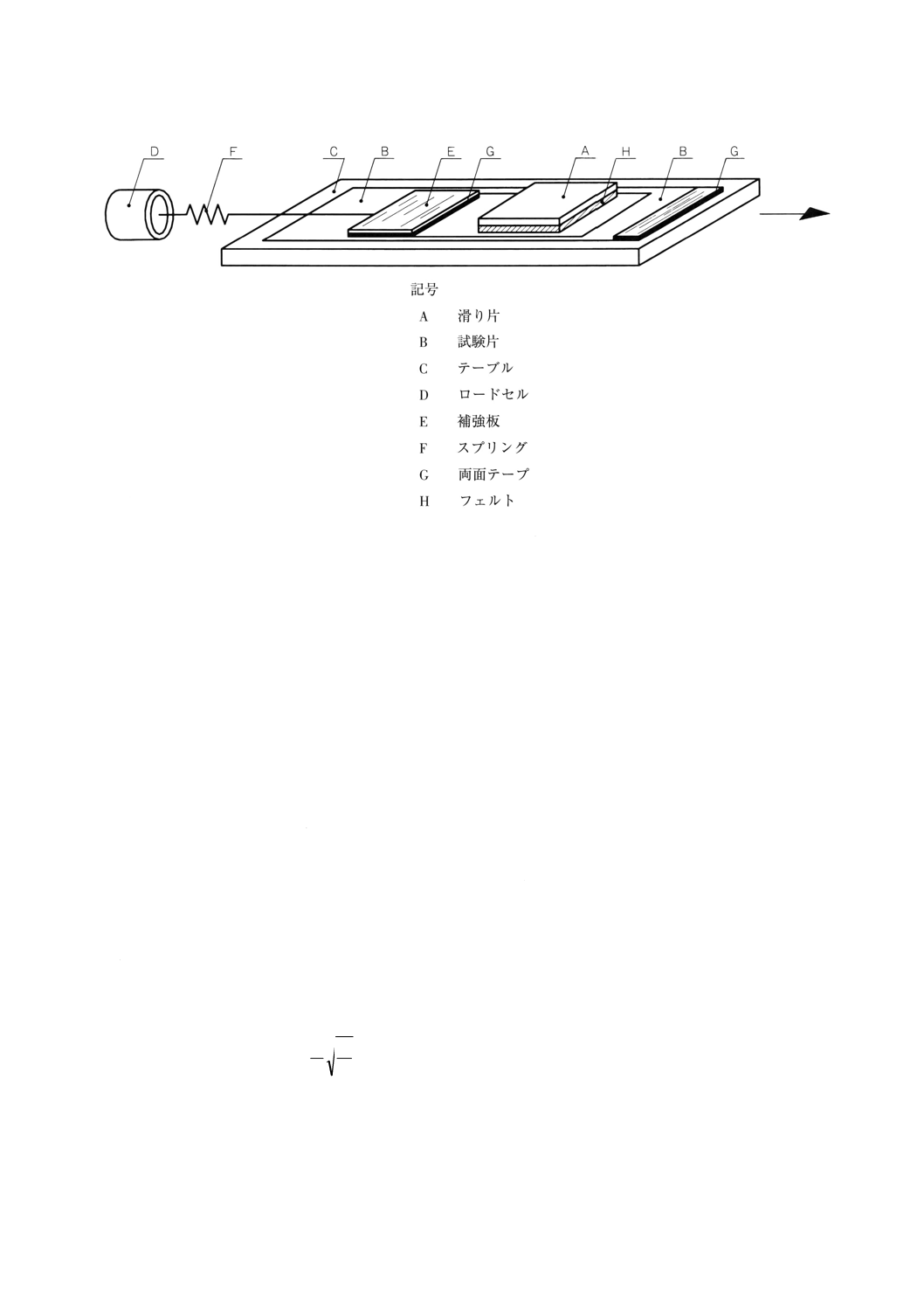
試験装置は,いろいろな方法で組み立てられる。一般に試験装置は,水平な試験テーブルと滑り片,
及びどちらが動くかに限らず,滑り片と試験テーブルの間の相対的な運動を生ずる駆動機構からなる。図
1は,テーブルが水平に動く試験機の場合を示す。縦方向に動く引張り試験機も利用できる。その場合に
は,引張り試験機のクロスヘッドをプーリーを用いて力のかかる方向を水平方向に曲げ,試験テーブルに
結びつける。力は,記録計か,同等の電気的データ処理装置で記録する。
3
K 7125 : 1999 (ISO 8295 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 摩擦係数測定用移動テーブル装置の例
5.2
試験装置は,次の条件を満足しなければならない。
5.2.1
試験テーブルの表面は水平で,平滑であり,非磁性金属からできていなければならない。
5.2.2
法線力は,接触面積40cm2(一辺の長さ63mm)の正方形の滑り片によって生じさせる。均一な圧
力分布をかけるために,滑り片の底面を弾力性のある材料,例えば,フェルトで覆う。この被覆材料の構
造は,十分にきめ細かく,薄いフィルムが型押しされないようなものでなければならない。滑り片の全質
量は,200g±2g(1.96N±0.02Nの法線力を生む。)でなければならない。
5.2.3
摩擦を引き起こす運動には振動があってはならず,通常速度は100mm/min±10mm/minでなければ
ならない。特別なフィルム,又は以上の条件が困難なときには,500mm/min±10mm/minの速度を用いて
もよい。この場合は,11.のf)で報告しなければならない。
5.2.4
記録装置を含めた荷重測定システムは,誤差が±2%を超えず,また,応答時間t99%は0.5sを超え
てはならない。引張方向は,摩擦面に対して平行でなければならない。
引張り試験機による荷重測定システムを使う場合は,特に応答時間t99%をチェックしなければならない。
これらの機械の指示システムは,しばしば応答が遅いことが多いためである。
5.2.5
静摩擦の測定においては,荷重測定システムの摩擦力を2N/cm±1N/cmに調整することが必要であ
る。適切なスプリングを使えばよい。しかし,計算尺の滑りにみられるような不連続な動作をする場合の
動摩擦の測定においては,このスプリングは剛直な連結部品材料に取り替えなければならない。
参考3. 滑り片が動き出すとき,滑り片の質量によって余分な力が加わるため,摩擦係数が,次の式
によって与えられる∆量によって与えられる真の値と異なることがある。
m
D
g
V
=
Δ
ここに, V: 摩擦テーブルに対する滑り片の相対的速度 (=100mm/min)
m: 滑り片の質量 (=200g)
g: 重力による加速度 (=9810mm/s2)
D: 摩擦力 (2N/cm=2×105g/s2)
4
K 7125 : 1999 (ISO 8295 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
このような条件で行えば,摩擦係数のオーバーシュートは0.005である。最悪の場合で,摩擦係数が0.2
と小さいときでも,このオーバーシュートは2.5%の誤差に相当する。
6. 試験片 各測定に,約80mm×200mmの大きさの試験片が2個必要である。少なくとも3組の試料の
幅方向となるように採取するか,又はチューブ状のフィルムの場合は,チューブ円周に対して均一に分布
するように切り出した試験片が必要である。
特に指定がない場合は,長軸,すなわち試験方向は,フィルムの機械方向と平行でなければならない。
表 (1) と裏 (2) の二つの面に対して,異なる摩擦特性が予想される場合には,二つの面を区別し,受渡
当事者間の協定によって,1/1,2/2,及び/又は1/2の組合せ面を試験しなければならない。
試料や試験片を取り扱うには,特別な注意が必要である。試験表面は,ほこり,指紋,又は表面の特性
を変えるような異物がついていてはならない。
参考4. 試験片3組は,統計的な許容区間を推定するための最少の必要数である。望まれる精度と試験
材料の均質性に対応して,試験する試験片の数をふやす。ISO 2602 : 1980, Statistical
interpretation of test results−Estimation of the mean−Confidence interval(試験結果の統計的解釈
−平均値の推定−信頼区間)がこの点についての指針となる。
5. 表面の汚染の影響を避けるため,数個の試験片を同時に切り出し,試験直前に引きはがす。
7. 状態調節 特に指定がなければ,試験片は,試験に先だってJIS K 7100で規定する標準雰囲気の23
±2℃, (50±6) %RHの条件下で,少なくとも16時間状態調節を行わなくてはならない。
8. 手順 図1にそって設計,組み立てられる装置では,次の方法による。他の同様な装置を用いた場合
には,それに適した手順に従う。試験操作は,状態調節に用いた同一の条件下で行わなければならない。
8.1
フィルム対フィルムの測定
8.1.1
試験片の長軸が試験テーブルの長軸に一致するように,最初の試験片の右側の端を両面テープ(又
は適当なクランプ)で試験テーブルの右端に固定する。2番目の試験片の左端を両面テープで補助板に取
り付けて固定する。この補助板の質量は,5gを超えてはならない。スプリング(5.2.5参照)を通して補助
板をロードセルに接続する。2番目の試験片を最初の試験片に重ね,2番目の試験片の中央に上面にショッ
クを与えないように静かに滑り片を置く(著しいブロッキングを起こしたり,摩擦力の他の力が生じるよ
うな試験フィルムに対しては,接触面積,すなわち上部試験片の大きさは,滑り片の面積に可能な限り近
づくように小さくしなければならない。)。試験を始める前に,装置にかかる力は取り除いておく。15秒後
に試験テーブルの運動を開始し,記録をスタートさせる。最初に得られる最大応力が静摩擦力である。
8.1.2
最初のピークの後で荷重の振れが現れることが多い。この場合には,この振動部分から動摩擦係数
を決めることはできない。このようなときには,動摩擦係数は,スプリングを連結部品に取り替えて,不
連続な動きを取り除いた別の試験で測定しなければならない。
このタイプの測定系は慣性誤差があり,静摩擦係数の測定に用いることはできない(5.2.5の3.を参照)。
参考6. ロードセルは,滑り片に直接接続させてもよい。この場合,2番目の試験片は,両面テープで
滑り片の前面にしっかりと固定する。しかし,固いフィルムでは曲げモーメントで不均一な
圧力分布を生じるため,この方法は固いフィルムには奨められない。
8.2
金属又は他の材料と接触させる場合のフィルムの測定 金属表面又は他の材料の表面と接触させて
フィルムの摩擦挙動を測るときは,下になる試験片(図1参照,相手材料)は,ここで取り上げる金属又
は他の材料の試験片と交換しておかなければならない。そうでない場合は,同一の方法を用いる。
5
K 7125 : 1999 (ISO 8295 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この方法によって測定した摩擦係数は,試験片の表面仕上げだけでなく,材料の種類にも依存する。
同一試験片で続いて測定を行う場合は,表面の性質を変えるような摩耗が起こっている可能性があるこ
とに注意しなければならない。また,滑材や滑り止め剤が移行する可能性を考慮しておかなければならな
い。
9. 結果の表し方
9.1
静摩擦係数 力は直線的に増加して摩擦を与え,最大荷重に達する。このピークが静摩擦力Fsを表
す。高い摩擦抗力があるとき(すなわち,スプリングを用いない場合)の測定値から動摩擦係数が計算で
きるが,静摩擦係数は求められない。
静摩擦係数μsは次の式で与えられる。
P
S
F
F
=
μ
ここに, Fs: 静摩擦力 (N)
Fp: 滑り片の質量によって生じる法線力 (=1.96N)
9.2
動摩擦係数 滑り運動中に働く摩擦力は,移動距離の増加に関係した二次的効果によって,理想的
な状態で現れる一定の値から異なることがしばしばある。
動摩擦力FDは,静摩擦力のピークFsを無視し,接触面間の相対ずれ運動を開始した後の最初の6cmま
での平均値である。動摩擦係数μDは,次の式を使って動摩擦力から計算する。
P
D
D
F
F
=
μ
ここに, FD: 動摩擦力 (N)
Fp: 滑り片の質量によって生じる法線力 (=1.96N)
10. 精度 この規格に規定する他の試験速度を評価し,また,精度のデータを得る目的で,数種のプラス
チックについて摩擦係数の試験室間予備試験が行われたが,その結果ばらつくことが判明した(附属書A
参照)。今後,併行精度及び室間再現精度のデータが得られれば,次の改正のときに加える。
11. 試験報告 結果の報告には,次の事項を含む。
a) この規格の引用
例 JIS K 7125-ISO 8295
b) プラスチックフィルム試料を特定するのに必要なすべての情報,分かっている場合は,フィルムの履
歴
c) 2表面のうちの試験面
d) 個々の測定値と平均値,必要があれば標準偏差と試験回数
1) 静摩擦係数
2) 動摩擦係数
e) 他材料と接触させたフィルムについて測定が行われた場合には,これらの表面の正確な記述
f)
この規格から外れた事項
6
K 7125 : 1999 (ISO 8295 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) 予備的な精度のデータ
高い摩擦係数のプラスチックでは,精度が不十分になるおそれがあり,100mm/minの試験速度に代えて,
500mm/minの試験速度が使えるかどうかを明らかにするため,1993年に予備的な試験室間実験が実施され
た。この試みは,試験速度の検討だけでなく予備的な精度を得る目的もあった。その結果,100mm/minの
試験速度は,試験したすべての材料に適していることがわかった。
この試験は,ISO 5725-1,ISO 5725-2,ISO 5725-31)によって実験計画を行い,得られた結果を解析した。
4試験機関(中国,フランス,日本及び英国)が参加し,4種類の試料で表裏の両面を試験した。今回参加
した試験機関の数はISO 5725の必要条件を満足するものではないが,次の改正のときには全面的に精度の
チェックをすることとし,選別したデータから,有用な例を表A.1と表A.2にまとめた。これらのデータ
はけた数をそろえ,静摩擦係数と動摩擦係数で分類した。絶対値に関係なく,データの各レベル間の標準
偏差値の比較を簡単にするため,変動係数を計算し,表A.1と表A.2の表中に括弧つきで示した。
100
(%)
×
=摩擦係数の平均値
標準偏差
変動係数
Grubbの試験では,異常値は検出されなかった。動摩擦係数と静摩擦係数は,同時に測定した。試験機
関間の試験を実施したのは,精度に関するデータを得るためと,試験方法を改良するためであった。得ら
れた結果のデータや観察結果は極めて興味深い。次回の改正の際に,試験法の改善のために考慮する必要
がある。次の事項は,特に留意するに値する。
a) 試料の状態調節 表中の,室内再現精度である標準偏差の平均値SRWは,試験室間再現精度の標準偏
差SRとほぼ同じである。また,いくつかの例では,SRはSRWより小さく,通常SRWはSRの約1/3程度
とされており異常である。データを検討してみると,測定値には,さまざまな因子が関係してばらつ
いているが,試験片が同一でないため再現性が悪いということが考えられる。
試料は,単一の供給元から提供を受けたもので,全く同一の材料である。しかし,試験機関の受領
時の試料の性状を記述した報告や,試験結果の報告書から判断すると,各試験機関で使用した試験片
は厳密に同一であるかは問題がある。なかには平滑でなく,折り目さえあるような試験片もあったと
報告されている。もちろん,これらの試験片は試料に供してはならない。
したがって,試料の状態については,試験報告で一層詳細に記述しておかなければならない。
b) 静電気 試験片によっては,テスト中に静電気を帯びた例が報告されている。静電気が起こると試験
片を正しく扱うことが困難になる。静電気の効果は検討しなければならないが,どんな場合でも静電
気は試験前に取り除いておくのが望ましい。
c) 摩擦力の測定 静摩擦力を記録した曲線もそれぞれの試験機関によって異なっている。同一試料でも,
1) ISO 5725-1 : 1994, Accuracy (trueness and precision) of measurement methods and results−Part 1:General
principles and definitions
ISO 5725-2 : 1994, Accuracy (trueness and precision) of measurement methods and results−Part 2:Basic
method for the determination of repeatability and reproducibility of standard measurement method
ISO 5725-3 : 1994, Accuracy (trueness and precision) of measurement methods and results−Part 3:
Intermediate measures of the precision of a standard measurement method
備考 JIS Z 8402 : 1991(分析・試験の許容差通則)がこれらの国際規格に同等である。
7
K 7125 : 1999 (ISO 8295 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
あるものは平坦であり,またあるものは,試験が進行するに従って上昇する曲線を示した。試験者は,
これらの曲線に異なった解釈をすることも可能であって,これによって予想以上にデータが分散する
結果となることが起こる。
したがって,データのばらつきを少なくするために,平均摩擦力の測定や,記録及び計算の方法に
ついては,詳細に検討しておかなければならない。
d) 滑り片の材料と質量 この二つの因子は,試験片の面同士が接触する実際の面積に影響する。固いフ
ィルムで,滑り片の質量が十分でないときは,接触面積が小さくなりやすく,圧力は不均一になるの
で十分に検討する必要がある。この規格では滑り片は弾性材料で覆っておくことを規定しているが,
使う滑り片と弾性材料はできる限り明確に定義しておくべきである。それによって加える圧力が均一
になり,より再現性のある結果が得られることになる。
e) スプリング スプリングは,平均した加速を滑り片に与えるために,滑り片の初期速度を制御するこ
とが目的である。線状低密度ポリエチレン (PE-LLD) のような摩擦係数の高いフィルムでは,この規
格の必要条件に合ったスプリングは用意できないので使用してはならない。したがってこの場合は,
滑り片はロードセルと直接接続しているため,そのデータは使用するひずみ検出器の性能に依存し,
それぞれ異なった初期加速度を与えることになる。こうして得られた動摩擦係数は相対値にしか意味
がない。
参考7. 試験室間再現精度は,同一の試験材料を,異なる試験機関で,異なる試験者によって,異な
る試験装置を用い,同一の方法によって試験結果が得られる精度をいう。結果は,再現性標
準偏差で表す。
8. 室内再現精度は,同一の試験機関で,同一の方法と試料によるが,異なった試験者と装置,
及び/又は異なる判定時間によって行って得られる試験結果の精度である。
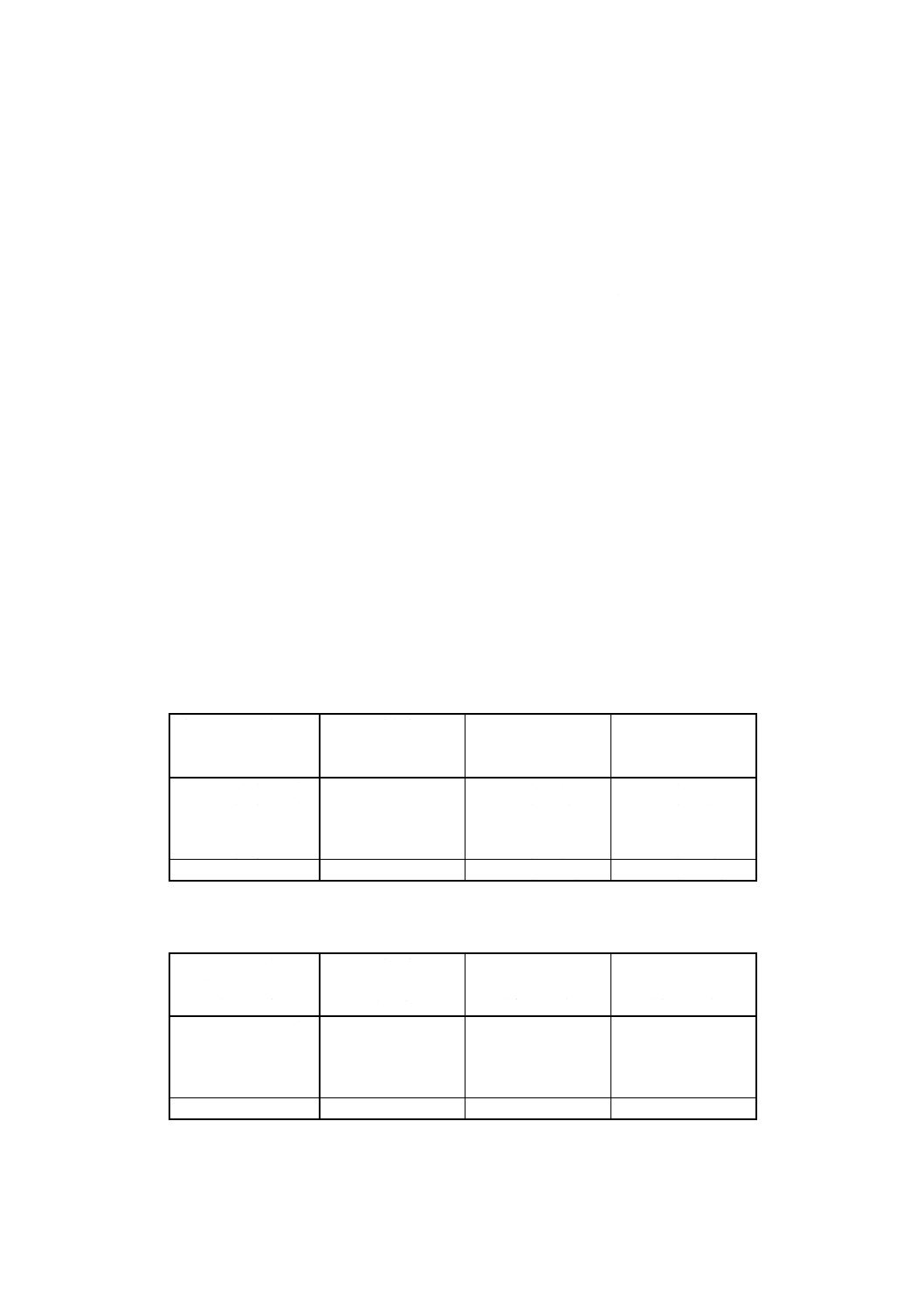
表A.1 動摩擦係数の精度
プラスチック(公称厚
さμm)
平均係数
室内再現精度,標準偏
差SRW
室間再現精度,標準偏
差SR
面/面の組合せ
(n=5)
(変動係数)
(変動係数)
PP
(60) 内/内
0.210
0.014 5 (6.9%)
0.048 5 (23.1%)
PVC
(200) 内/内
0.432
0.072 5 (16.8%)
0.037 6 (8.7%)
PE-LL
(30) 内/外
0.443
0.044 2 (10.0%)
0.069 8 (15.8%)
PC
(100) 内/内
0.618
0.044 2 (7.2%)
0.127 5 (20.6%)
平均
0.064 3 (14.83%)
0.070 9 (17.05%)
内/内 内面/内面の摩擦
内/外 内面/外面の摩擦
表A.2 静摩擦係数の精度
プラスチック(公称厚
さμm)
平均係数
室内再現精度,標準偏
差SRW
室間再現精度,標準偏
差SR
面/面の組合せ
(n=5)
(変動係数)
(変動係数)
PP
(60) 内/内
0.277
0.035 0 (12.6%)
0.077 1 (27.8%)
PVC
(200) 内/内
0.857
0.316 8 (16.0%)
0.100 0 (11.7%)
PE-LL
(30) 内/外
0.765
0.173 3 (22.7%)
0.207 5 (27.1%)
PC
(100) 内/内
0.612
0.042 5 (6.9%)
0.037 2 (6.1%)
平均
0.096 9 (14.55%)
0.105 5 (18.18%)
内/内 内面/内面の摩擦
内/外 内面/外面の摩擦
8
K 7125 : 1999 (ISO 8295 : 1995)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
山 田 純 男
福井工業高等専門学校物質工学科
(委員)
増 田 優
通商産業省基礎産業局
大 嶋 清 治
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
仲 川 勤
明治大学理工学部工業化学科
小 野 昌 孝
実践女子大学生活科学部生活環境学科
小松原 恒 雄
硬質塩化ビニル板協会
高 野 忠 夫
財団法人高分子素材センター
越 山 了 一
社団法人日本包装技術協会
葛 良 忠 彦
東洋製缶株式会社
平 和 雄
東洋製缶株式会社
土 屋 博 隆
大日本印刷株式会社
池 田 弘 治
日本合成ゴム株式会社
各 務 孝
凸版印刷株式会社
石 井 恒
住友ベークライト株式会社
岩 本 威 生
三菱化学株式会社
米 田 昌 雄
三菱樹脂株式会社
尾 崎 樹 男
三井石油化学株式会社
足 立 卓 雄
藤森工業株式会社
下 川 正 明
森永製菓株式会社
世 代 文 彦
花王株式会社
猪 狩 恭一郎
東京製紙株式会社
真 弓 高 明
株式会社島津製作所
(事務局)
吉 木 健
日本プラスチック工業連盟