K 7100 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS K 7100 : 1981は改正され,この規格に置き換えられる。
今回の改正には,国際規格と整合させるため,ISO 291を基礎として用いた。
JIS K 7100 : 1999には,次に示す附属書がある。
附属書A(規定) 状態調節雰囲気中での,プラスチックの水分平衡の達成
附属書B(参考) 参考情報
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7100 : 1999
プラスチック−状態調節及び
試験のための標準雰囲気
Plastics−Standard atmospheres for conditioning and testing
序文 この規格は,1997年に第2版として発行されたISO 291, Plastics−Standard atmospheres for
conditioning and testingを基に作成した日本工業規格であり,5.(標準雰囲気の級別)を除いて,技術的内
容及び規格票の様式を変更することなく作成している。5.には,従来,日本工業規格で規定していたが対
応国際規格にはない規定内容を追加した。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,試験室の平均的な雰囲気状態に相当する一定の雰囲気状態での,すべてのプ
ラスチック及びそのすべての種類の試験片の状態調節及び試験方法について規定する。
ただし,特殊な試験又は材料に適用したり,特殊な気象環境を再現するような特別な雰囲気には適用し
ない。
2. 定義 この規格で用いる主な用語の定義は,次による。
2.1
標準雰囲気 (standard atmosphere) 大気圧及び空気速度の範囲を限定するほか,特定の空気温度及
び湿度を指定した一定の望ましい雰囲気であって,空気は特に取り上げるほどの余分な成分を含まず,雰
囲気は特に問題とするほどの放射の影響を受けないものとする。
備考1. 標準雰囲気によって,対象物は所定の状態に到達し,この状態を維持することができる。
2. 標準雰囲気は,試験室の平均的な雰囲気状態に相当し,状態調節した(雰囲気を調節した)
キャビネット,チャンバー又は室内においてつくることができる。
2.2
状態調節雰囲気 (conditioning atmosphere) 試験を行う前に,その状態に試料又は試験片を保持す
る一定の雰囲気。
2.3
試験雰囲気 (test atmosphere) 試験中に,試料や試験片がさらされる一定の雰囲気。
2.4
状態調節 (conditioning) 試料又は試験片を,温度及び湿度に関して平衡状態に導くために行われ
る一つ又は複数の操作。
2.5
状態調節手順 (conditioning procedure) 状態調節雰囲気及び状態調節期間の組合せ。
備考3. この規格では,標準雰囲気として通常,状態調節雰囲気又は試験雰囲気を選ぶ。
2.6
周囲温度 (ambient temperature) 温度及び湿度を調節しない実験室での通常の雰囲気状態に相当
する環境状態。
2
K 7100 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 原理 試験片を特定の状態調節雰囲気又は特定の温度にさらした場合,試験片と状態調節雰囲気又は
温度との間に温度及び/又は湿度の平衡状態が達成され,またこれを再現できる。
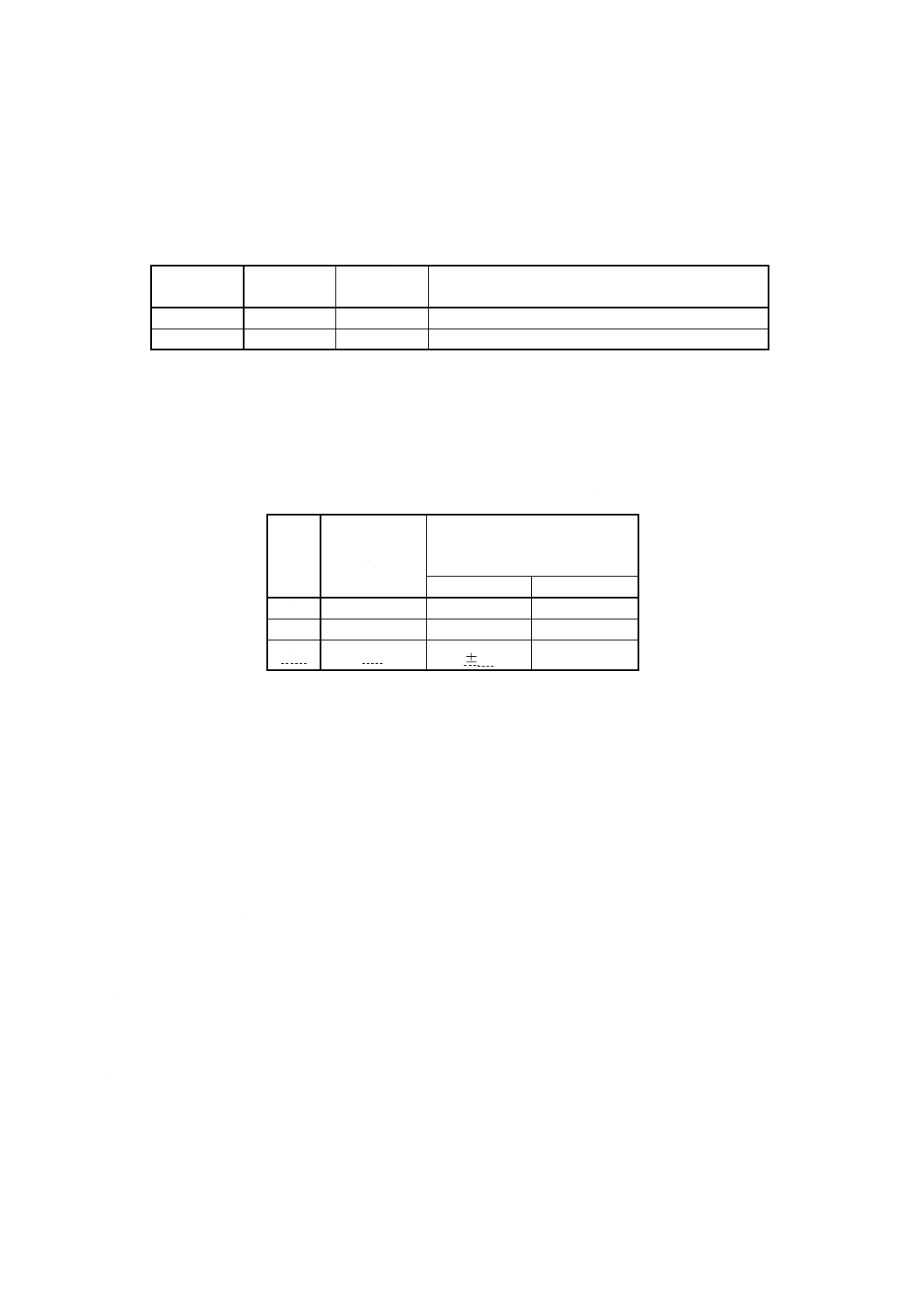
4. 標準雰囲気 特に規定がない場合には,標準雰囲気として表1に規定する条件を用いる。
表1 標準雰囲気
標準雰囲気
の記号
空気温度 t
℃
相対湿度 U
%
備考
23/50
23
50
特に規定がない場合には,これを用いる。
27/65
27
65
当事者間の協定によって,熱帯性地方で用いてもよい。
備考4. 表1の値は,大気圧86〜106kPaの通常の高度及び1m/s以下の循環空気速度に適用する。
5. 標準雰囲気の級別 表2は,標準雰囲気について,温度及び相対湿度の許容水準が異なる,3種類の
等級を規定している。表2に与える許容差は,試験室又は状態調節室内の試験片を置いた空間に適用し,
時間及び試験片置き場所の両者に関するばらつきを含む。
表2 異なる許容差に対する標準雰囲気の級別
級別
温度の許容差
相対湿度の許容差
⊿t
⊿U
℃
%
23/50
27/65
1級
±1
±5
±5
2級
±2
±10
±10
3級
±5
±20
10
−
備考5. 通常,温度と相対湿度との許容差は対になっている。すなわち,温度と相対湿度の両者に対
する1級許容差 (±1℃,±5%),又は両者に対する2級許容差 (±2℃,±10%) などである。
6. 標準温度及び周囲温度 湿度が試験する特性に影響しない場合又は影響を無視できる場合には,相対
湿度は調節しなくてよい。この場合に相当する環境は,それぞれ“温度23”及び“温度27”と呼ぶ。
同様に,温度及び湿度ともに試験特性に著しい影響を与えない場合には,温度も相対湿度も調節する必
要はない。この場合の雰囲気状態は,“周囲温度”と呼ぶ。
“周囲温度で”という表現は,その空気温度が規定の範囲内にある一つの環境を指しており,相対湿度,
大気圧又は空気速度については何も考慮していない。一般に,空気温度の範囲は,18〜28℃の間にあり,
“18〜28℃の周囲温度で”と表現する。
7. 手順
7.1
状態調節 状態調節の時間は,材料の関連する仕様に記載するものとする。
関連する規格に,状態調節の時間が規定されていない場合には,次の条件を適用する。
a) 雰囲気23/50又は雰囲気27/65で88時間以上
b) 18〜28℃の周囲温度で4時間以上
備考6. 特殊な試験,及び温度や湿度の平衡状態に非常に速やかに又は非常に遅く到達することが知
られているプラスチックや試験片については,関連する規格に,更に短い又は更に長い状態
調節時間を規定してもよい(附属書A参照)。
3
K 7100 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2
試験 特に規定がない場合には,調節した状態と同じ雰囲気又は同じ温度において試験する。試験
はすべて,状態調節場所から試験片を取り出した後速やかに行う。
4
K 7100 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 状態調節雰囲気中での,プラスチックの水分平衡の達成
一つの雰囲気で状態調節された試験片の水分吸収量及び水分の吸収又は脱離速度は,試験するプラスチ
ック材料の性状や形状によって大きく変わる。
7.1に規定する状態調節時間は,特に次のような場合には,適切でないことがある。
− 状態調節雰囲気と平衡に達するまでに長時間かかることが知られている材料(例えば,ある種のポ
リアミド)。
− あまり知られていない材料で,水分吸収能力及び平衡達成時間がともにあらかじめ推定できないも
の。
そのような場合には,次の手順の一つを用いる。
a) 材料を著しく又は恒久的に変化させない程度の温度まで上げて,材料を乾燥する(大部分の材料は,
50℃±2℃の温度で差し支えない。)。
b) 雰囲気23/50で,平衡に達するまで試験片を状態調節する。
c) 試験片を空気循環オーブン又は状態調節室に入れ,水分平衡に達するまで,あらかじめ決めた温度に
上げて維持する(用いる温度及び相対湿度については,当事者間で協定し,試験報告書に記入する。)。
手順a)には,乾燥状態で求めたある種の特性値(特に機械的特性値)が,雰囲気23/50で状態調節した
後に求めた特性値と異なるという欠点がある。
手順b)の場合には,次の経験則が役立つことがある。
d2週間の間隔で行う2回のひょう量値が0.1%の違いしかない場合には,平衡に到達したと想定できる[d
は,試験片の厚さ (mm)。]。
手順c)は,ポリマーの水分拡散特性が知られていて,適切な暴露時間及び暴露条件を求める場合に用い
る。試験片をオーブン又は状態調節室内に入れて,水分平衡の状態になるまで保持する。水分平衡の状態
は,試験期間中の材料の平均含水量の変化が0.01%以内の場合としてよい。水分平衡に到達する時間を推
定するには,次の判定基準を用いる。
水分の拡散係数,DZが知られている場合には,水分平衡の到達時間は,0.02d2/DZt又は1日のうちどち
らか大きいほうとする[dは,試験片の厚さ (mm) であり,tは,状態調節時間 (s) である。]。
5
K 7100 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) 参考情報
B.1 一般 従来の国際規格ISO 291 : 1977は,ISO/TC125が作成したISO 554 : 1976, Standard atmospheres
for conditioning and/or testing−Specificationsに基づいている。
そのために,ISO 291 : 1977は,最新版のものではなく,用いられている用語も時代に合わないものがあ
る。
例えば,
a) 湿度を調節しない環境についての用語,例えば,雰囲気23という用語は,湿度を調節した雰囲気23/50
と混同されることがあった。
b) 温度及び相対湿度の許容値は,時間によるばらつきだけを考慮していた。
c) 相対湿度の許容差が,他の限界条件(例えば,湿度計の時定数に関する許容差)を加えないでも,理
論値以下であった。例えば,2級雰囲気に対し相対湿度の許容差を±5%とするのは,物理的に意味が
なかった。
B.2 相対湿度の新しい許容値 ISO 291のこの第2版では,許容差を広げて,時間及び室内の試験片の位
置によるばらつきを含めている。
表2に規定する湿度の許容差は,与えられた温度許容差に対し理論的に達成できる最小の湿度許容差で
も(すなわち,露点のばらつきの許容値を±0.0℃としても),ISO 291 : 1977に規定する許容差を超えるこ
とを考慮に入れて定められている。
相対湿度の許容差は,次の式で与えられる。
⊿U=Kt×⊿t+Ktd×⊿td(1)(2)
ここに,
⊿t: 空気温度の許容値
⊿td: 露点の許容値
Kt: 空気温度に基づく係数
Ktd: 露点に基づく係数
計算例
⊿td=0.0℃の場合の相対湿度の許容差
雰囲気23/50,2級 ⊿U=3.03×2.0+3.30×0.0=6.06%
雰囲気27/65,1級 ⊿U=3.82×1.0+3.76×0.0=3.82%
そのため,実用上の観点から,2級雰囲気に対する相対湿度の許容値は,次の要因も含めて±10%(1級
雰囲気の場合は±5%)で与えられる。
a) 露点の実際の許容差
b) 調節計及び湿度計で通常生じる誤差とドリフトの許容値
注(1) Strömsdörfer, G., Variations air temperature and relative humidity, GUS-Jahrestagung Pfinztal, Germany,
1995
(2) ISO 187 : 1990, Annex B based on CRC Handbook of Chemistry and Physics
6
K 7100 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
代 田 忠
代田技術事務所
峰 松 陽 一
峰松技術事務所
池 田 順 一
財団法人日本ウェザリングテストセンター
金 子 剛
財団法人日本電気用品試験所
山 本 真
東京都立工業技術センター
増 田 優
通商産業省基礎産業局化学製品課
大 嶋 清 治
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
相 沢 明
三菱樹脂株式会社
須 賀 茂 雄
スガ試験機株式会社
増 瀬 英 雄
株式会社島津製作所
小 野 瑞 穂
株式会社東洋精機製作所
小 倉 和 雄
岩崎電気株式会社
尾 崎 晃 男
オカモト株式会社
角 田 林 一
旭化成工業株式会社
両 角 三 春
旭硝子株式会社
岸 本 祐一郎
三菱レイヨン株式会社
丸 矢 一 夫
株式会社日産アーク
香 山 茂
財団法人高分子素材センター
樋 口 秀 臣
財団法人高分子素材センター
濱 島 俊 行
日本プラスチック工業連盟
(事務局)
三 宅 孝 治
日本プラスチック工業連盟
JIS原案作成分科会 構成表
(分科会長)
代 田 忠
代田技術事務所
峰 松 陽 一
峰松技術事務所
池 田 順 一
財団法人日本ウェザリングテストセンター
金 子 剛
財団法人日本電気用品試験所
伊 藤 久
財団法人日本規格協会
相 沢 明
三菱樹脂株式会社
須 賀 茂 雄
スガ試験機株式会社
田 中 淑 夫
株式会社島津製作所
相 川 次 男
株式会社東洋精機製作所
小 倉 和 雄
岩崎電気株式会社
岸 本 祐一郎
三菱レイヨン株式会社
岩 坂 忠 彦
丸善ポリマー株式会社
樋 口 秀 臣
財団法人高分子素材センター
濱 島 俊 行
日本プラスチック工業連盟
(事務局)
三 宅 孝 治
日本プラスチック工業連盟