K 7094:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 状態調節及び試験雰囲気 ···································································································· 2
4.1 状態調節 ······················································································································ 2
4.2 試験雰囲気 ··················································································································· 2
5 試験装置及び器具 ············································································································· 2
5.1 試験機 ························································································································· 2
5.2 寸法測定器具 ················································································································ 3
6 試験片···························································································································· 3
6.1 形状及び寸法 ················································································································ 3
6.2 試験片の作製 ················································································································ 3
6.3 試験片の検査 ················································································································ 4
6.4 試験片の数 ··················································································································· 4
7 操作······························································································································· 4
7.1 試験片の寸法測定 ·········································································································· 4
7.2 試験片の装着 ················································································································ 4
7.3 試験速度 ······················································································································ 4
7.4 試験の開始 ··················································································································· 4
7.5 記録 ···························································································································· 4
7.6 破壊形態 ······················································································································ 4
8 計算······························································································································· 5
8.1 有孔引張強さ ················································································································ 5
8.2 結果の表示 ··················································································································· 5
9 試験報告························································································································· 5
K 7094:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,独立行政法人宇宙航空研究開発機構(JAXA)
及び日本プラスチック工業連盟(JPIF)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7094:2012
炭素繊維強化プラスチックの有孔引張強さ試験方法
Test method for open-hole tensile strength of carbon fibre reinforced plastic
1
適用範囲
この規格は,炭素繊維強化プラスチックの一方向材又は織物材の有孔引張強さを求める試験方法につい
て規定する。
警告 この規格の利用者は,通常の試験室での作業に精通しているものとする。この規格は,その使
用に関連して起こる全ての安全上の問題を取り扱おうとするものではない。この規格の利用者
は,各自の責任において安全及び健康に対する適切な措置をとらなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 7010 繊維強化プラスチック用語
JIS K 7016-1 繊維強化プラスチック−試験板の作り方−第1部:総則
JIS K 7016-4 繊維強化プラスチック−試験板の作り方−第4部:プリプレグの成形
JIS K 7072 炭素繊維強化プラスチックの試料の作製方法
JIS K 7100 プラスチック−状態調節及び試験のための標準雰囲気
JIS K 7144 プラスチック−機械加工による試験片の調製
JIS R 6251 研磨布
JIS R 6252 研磨紙
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS K 7010によるほか,次による。
3.1
孔径
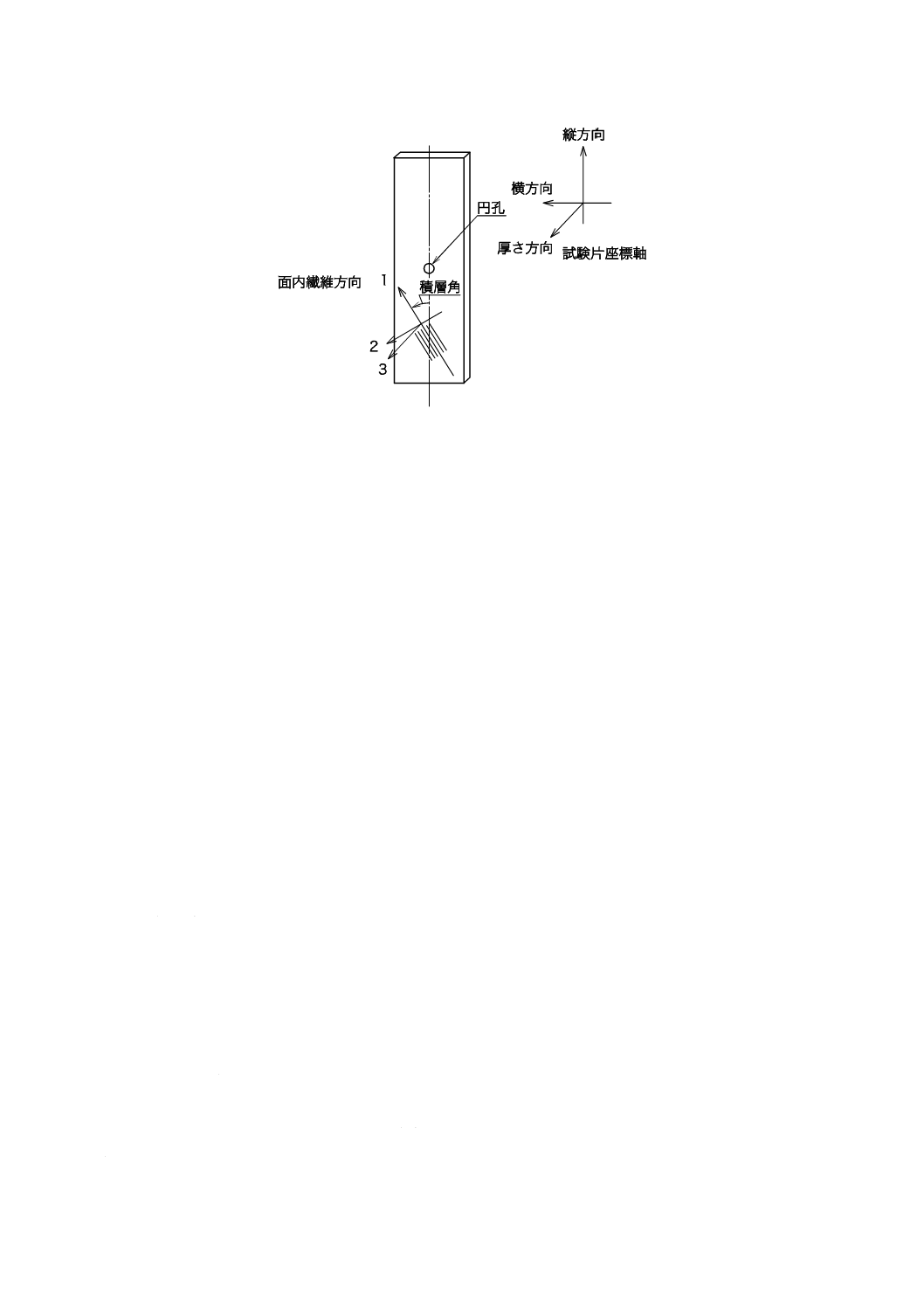
試験片の中央部に設けた円孔の直径(図1参照)。
2
K 7094:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−有孔積層板試験片
3.2
積層角
一方向強化材料の座標軸において,面内の繊維方向を“1”,繊維に直角な方向を“2”及び厚さ方向を“3”
としたときに,1の方向と試験片縦方向とのなす角度(図1参照)。
3.3
ユニットセル
織構造において,一方に配向された糸(たて糸)と,もう一方に配向された糸(よこ糸)とが交錯して
いる部分の繰返しの最小単位。
3.4
有孔引張応力
任意の時点において試験片に加えた引張力を,試験片の幅と厚さとの積に基づく断面積で除した値。
なお,断面積の計算に,孔径は考慮しない。
3.5
有孔引張強さ
試験片に加えることができる最大の有孔引張応力。
4
状態調節及び試験雰囲気
4.1
状態調節
試験片は,試験前にJIS K 7100に規定する標準温度及び湿度状態2級[温度23±2 ℃及び相対湿度(50
±10)%]において48時間以上状態調節を行う。
4.2
試験雰囲気
試験は,4.1に規定する温度及び湿度の室内で行う。
5
試験装置及び器具
5.1
試験機
試験機は,試験中にクロスヘッドの移動速度を一定に保つことができるもので,構成は,次による。
a) 力計 力計は,試験片に加える引張力を連続的に指示する機構をもつものとする。この機構は,設定
3
K 7094:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
した試験速度において慣性による遅れがなく,測定値の±1 %又はそれ以上の精度で力を指示するも
のでなければならない。
b) つかみ具 つかみ具は,試験機の可動部及び固定部に位置して,上下のつかみ具の中心は,試験機の
力計の中心線と一致しなければならない。上下のつかみ具を介して,引張力が試験片の軸方向に加わ
る構造のものとする。
5.2
寸法測定器具
寸法測定器具は,次による。
a) マイクロメータ マイクロメータは,試験片の幅,厚さ及び孔径を測定するもので,0.01 mm又はこ
れと同等以上の精度をもつものとする。マイクロメータの測定面は,測定する表面形状が平滑なもの
には平面のものとし,不規則なものには円柱又は半球面のものとする。
6
試験片
6.1
形状及び寸法
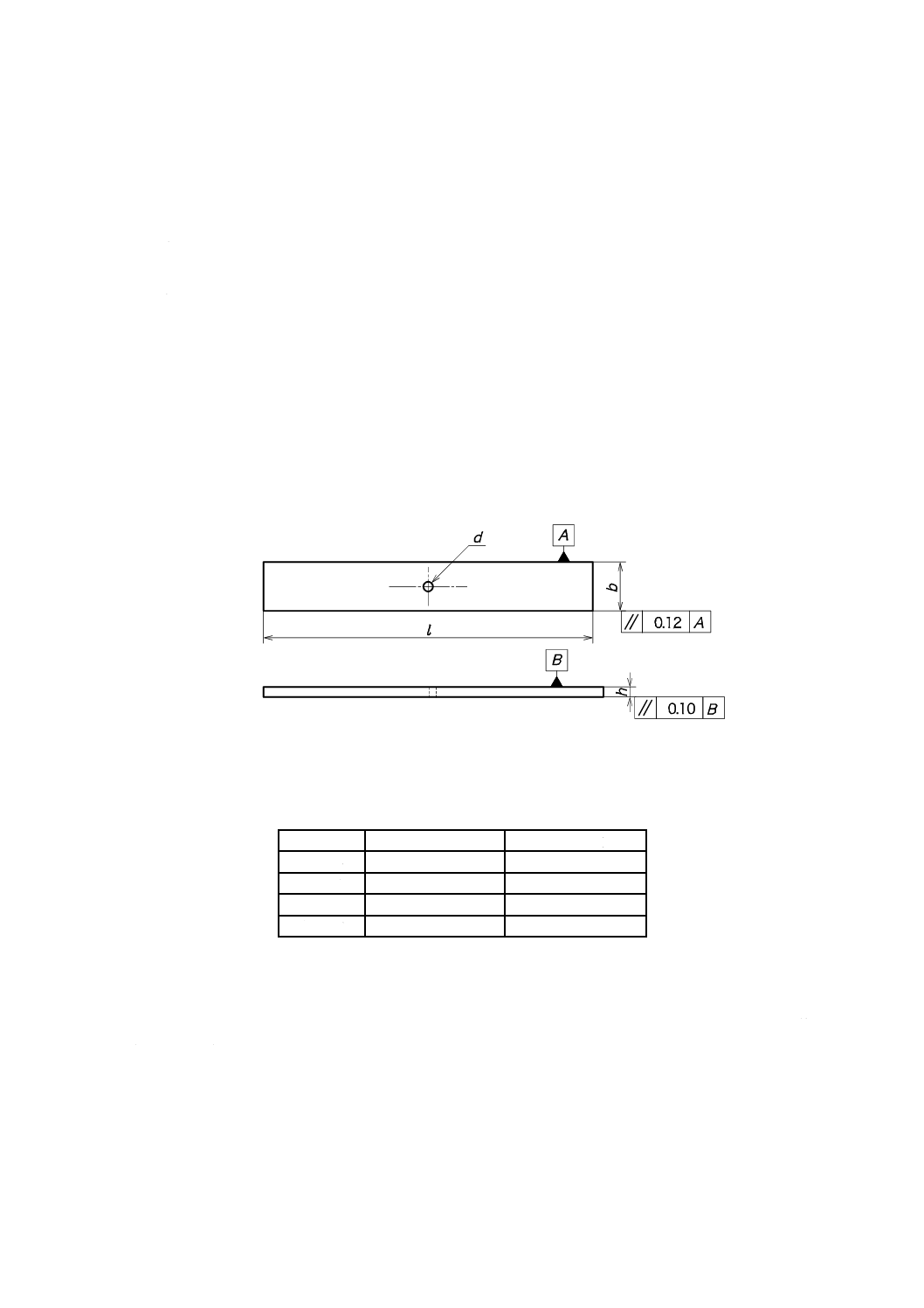
試験片の形状及び寸法は,図2及び表1のとおりで,タイプI及びタイプIIがある。
図2−試験片の形状及び寸法
表1−試験片の寸法
単位 mm
部位
タイプI
タイプII
幅 b
36.0±0.25
38.1±0.25
長さ l
150.0〜300.0
150.0〜305.0
厚さ h
2.5(標準)
2.5(標準)
孔径 d
6.0±0.07
6.35±0.07
ユニットセル2個の寸法が孔径を超える織物材の試験片寸法について,図2の寸法を適用するかどうか
は,受渡当事者間の協議による。タイプIとタイプIIとの寸法を混在させてはならない。
ひずみゲージを貼付する場合は,試験片の中心線上で,孔中心とゲージ中心の距離が25 mmとなる位置
の表裏に,背中合わせとなるように二枚貼付する。
6.2
試験片の作製
試験片は,JIS K 7016-1及びJIS K 7072又は受渡当事者間の協定によって,圧縮成形,オートクレーブ
成形などによって成形した積層板から所定の寸法に作製する。試験片の積層構成は,一方向材を積層する
場合は,[45/0/−45/90]2s 16層の擬似等方性材とする。二次元織物材の場合には,[(45/−45),(0/90)]ns
4
K 7094:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
とし,図2の厚さに最も近い整数nを定める。これ以外の積層構成を採用する場合には,受渡当事者間の
協議による。試験片の調製は,JIS K 7144による。孔加工は,炭素繊維強化プラスチック用のドリルによ
る加工後,リーマ仕上げをする。これらの加工は,ばり及び層内の樹脂割れが生じないように行う。
なお,積層構成の表示方法は,JIS K 7016-4の附属書Aによる。
6.3
試験片の検査
試験片は,平滑でねじれがなく,表面,辺縁部及び孔周辺に欠陥があってはならない。試験片の幅及び
厚さは,図2の平行度規定内のとおりとする。
6.4
試験片の数
試験片は,試験の回数分準備し,その数は,5本以上とする。
7
操作
7.1
試験片の寸法測定
試験前に4.2に規定した試験雰囲気中で試験片の寸法測定を行う。試験片の中央部における幅及び厚さ
は,マイクロメータで0.01 mmの精度で測定する。孔径を内径が測定できるマイクロメータなどで0.01 mm
の精度で測定し,表1の公差内にあることを確認する。
7.2
試験片の装着
試験機のつかみ具に試験片を取り付ける。試験片のつかみ部の長さは,タイプI及びタイプIIとも35 mm
以上55 mm以下とし,つかみ具間距離が70 mm以上195 mm以下となるように試験片を取り付ける。試験
片の滑りを防ぐために,JIS R 6251又はJIS R 6252に規定する研磨布又は研磨紙を介在させることが望ま
しい。試験片を装着後,力負荷開始前に,試験片に過大な引張力又は圧縮力が負荷されないように注意し
なければならない。
7.3
試験速度
試験速度は,次による。
a) 試験速度は,試験中のクロスヘッドの移動速度とする。この場合,クロスヘッドの移動速度が空運転
又は負荷運転に関係なく事実上変わらない試験機では,空運転時のクロスヘッドの移動速度を試験速
度とみなしてよい。
b) 試験速度は,毎分0.5〜1.5 mmの一定速度とする。
7.4
試験の開始
試験速度を規定の値に設定した後,試験機を始動させる。
7.5
記録
試験片に加わる力及びクロスヘッドの移動量(変位)を,試験片が破壊するまで記録する。必要に応じ
て,貼付したひずみゲージの記録をとる。
7.6
破壊形態
試験片の破壊形態は,試験片の孔部での破壊であることを確認し,次のどの形態であるかを記録する。
孔部以外で破壊した場合は再試験する。
形態A 積層角0°層の座屈破壊が支配的な形態[孔部から積層角0°方向(孔部から横断的)に破壊し
た形態。]
形態B 各層での複合破壊的な様相(孔部の中心から積層角45°方向,積層角0°方向など,層ごとに
破壊した形態。)
5
K 7094:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
計算
8.1
有孔引張強さ
有孔引張強さは,次の式(1)によって算出する。
bh
F
=
OHT
σ
················································································ (1)
ここに,
σOHT: 有孔引張強さ(MPa)
F: 最大荷重(N)
b: 試験片の幅(mm)
h: 試験片の厚さ(mm)
8.2
結果の表示
有孔引張強さは,試験片ごとに算出し,その結果の平均値をJIS Z 8401によって有効数字3桁に丸める。
標準偏差及び変動係数を必要とするときは,式(2)及び式(3)によって算出し,JIS Z 8401によって有効数
字2桁に丸める。
(
)
1
2
−
−
=∑n
x
x
s
········································································ (2)
100
×
=xs
CV
············································································· (3)
ここに,
s: 標準偏差
CV: 変動係数(%)
x: 個々の測定値
x: 測定値の平均値
n: 測定値の数
9
試験報告
試験報告には,次の事項を記載する。
a) 規格番号(JIS K 7094)
b) 試験材料の特定に必要な全ての事項
c) 試料の成形方法,積層構成及び炭素繊維の体積含有率又は質量含有率
d) 用いた試験片のタイプ(タイプI又はタイプII),作製方法及び採取方法
e) 試験した試験片の数
f)
試験片の状態調節の温度,湿度及び時間
g) 試験温度及び湿度
h) 用いた試験機
i)
試験速度
j)
試験結果(有孔引張強さ値及び平均値,必要に応じて標準偏差及び変動係数,代表的な力−変位線図,
破壊の形態など)
k) 試験年月日
l)
その他特記すべき事項