2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7090-1996
炭素繊維強化プラスチック板の
超音波探傷試験方法
Testing method for ultrasonic pulse echo technique of
carbon fibre reinforced plastic panels
1. 適用範囲 この規格は,炭素繊維強化プラスチック(以下,CFRPという。)板に内在する,大きさ2
×2mm以上,又は直径2mm以上のはく離などの傷を,超音波パルスを用いて水浸法によって検出する超
音波探傷試験方法について規定する。
備考1. この規格を用いて試験を行う試験従事者は,必要な資格又はそれに相当する十分な知識及び
技能をもつものとする。
2. この規格の引用規格を,次に示す。
JIS B 0601 表面粗さ−定義及び表示
JIS K 6900 プラスチック−用語
JIS K 7072 炭素繊維強化プラスチックの試料の作製方法
JIS Z 2300 非破壊試験用語
JIS Z 2350 超音波探触子の性能測定方法
JIS Z 2351 超音波探傷器の電気的性能測定方法
2. 用語の定義 この規格で用いる主な用語の定義は,JIS K 6900及びJIS Z 2300による。
3. 試験の原理
3.1
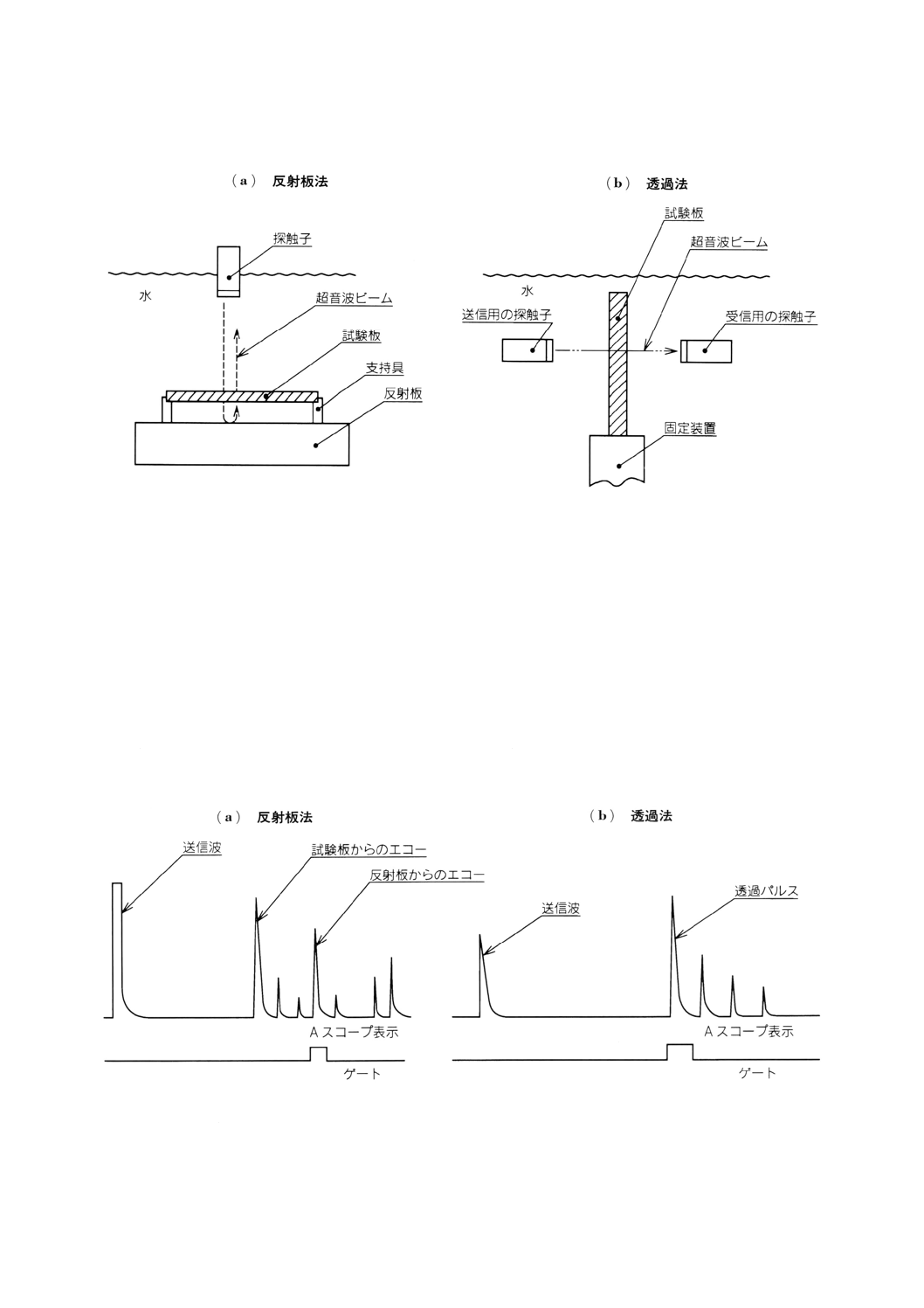
試験方法の区分 CFRP平板に対する超音波探傷試験は,この試験板を水中に設置し,図1(a)に示す
ような配置の反射板法,及び図1(b)に示すような配置の透過法に区分される。厚さ10mm未満の試験板に
は,これらの方法のいずれかを用いる。厚さ10mm以上20mm以下の試験板には透過法を用いる。
2
K 7090-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 CFRP板の超音波探傷試験の方法
3.2
反射板法 水中に放射された超音波パルスは,一部が試験板を通過して反射板に達し,反射板の表
面で反射する。反射したパルスは,再び試験板をとおり探触子によって受信される。試験板内に,はく離,
ボイドなどがある場合は,受信された反射板からのエコー高さが健全部のエコー高さより低下するので,
傷が検出できる。この試験方法を反射板法といい,得られる基本表示(Aスコープ表示)の代表的な探傷
図形を図2(a)に示す。
3.3
透過法 水中で,試験板を挟んで向かい合わせて配置された2個の探触子は,一方を送信用とし他
方を受信用として用いる。送信用の探触子から放射された超音波パルスは,水中をとおり試験板を透過し,
更に水中をとおって受信用の探触子で受信される。試験板内に,はく離,ボイドなどがある場合は,受信
された透過パルスの高さが健全部における透過パルスの高さより低下するので,傷が検出できる。この方
法を透過法といい,得られるAスコープ表示の代表的な探傷図形を図2(b)に示す。
図2 反射板法及び透過法によるAスコープ表示の探傷図形
4. 試験装置及び附属品
4.1
試験装置の構成 試験装置は,次の機器によって構成する。
3
K 7090-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 超音波探傷器及び探触子
(2) 画像処理器及び表示器
(3) 探触子走査機及び制御器
(4) 水槽,反射板と支持具又は固定装置
4.2
超音波探傷器 試験に用いる超音波の送受信器の性能は,次のとおりとする。
(1) 探傷法 探傷法は,一探触子法及び二探触子法が使用できるものとする。
(2) 試験周波数 使用する探触子の試験周波数は,5MHz以上,20MHz以下の範囲とする。
(3) 送信パルス 送信パルスの立上り時間は,JIS Z 2351の4.1.3(送信パルスの立上り時間)によって測
定し,30ns以下とする。
(4) 高周波増幅回路の周波数帯域 受信器の高周波増幅回路の周波数帯域は,信号の特性を損なわない帯
域幅とする。これには,探触子の公称周波数をfpとしたとき,この周波数帯域幅が0.5fpよりも広くな
っていることが望ましい。
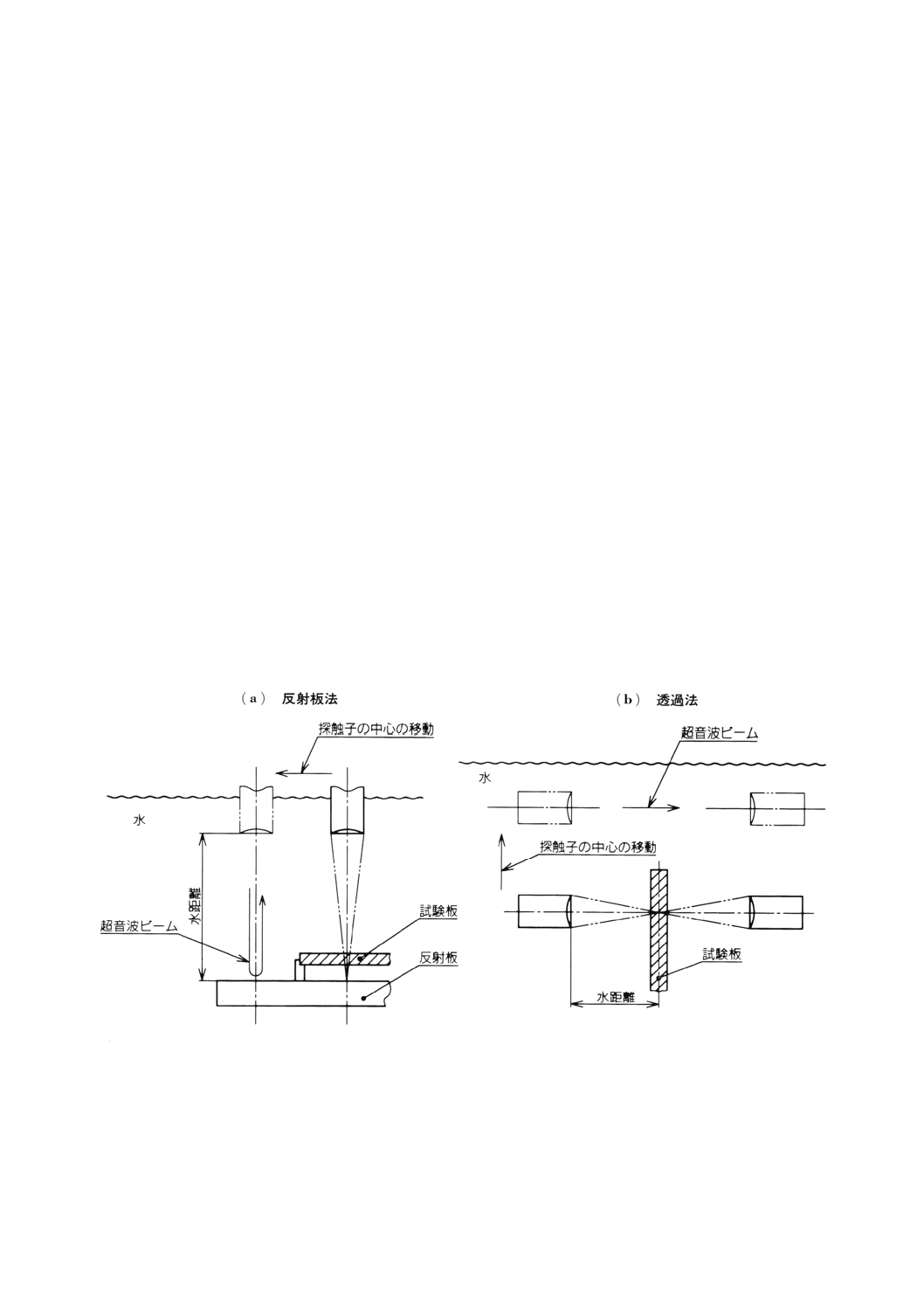
(5) エコー高さ又は透過パルスの強さの直線性 反射板法の探触子から反射板の表面までの距離,又は透
過法の探触子から試験板の板厚中心までの距離(以下,水距離という。)及び試験板に対する探触子の
傾きを調整した後,探傷試験をする位置から試験板のない位置まで探触子を移動させる。反射板法で
は,図3(a)の状態での反射板からのエコーを用い,また,透過法では,図3(b)の状態での透過パルス
を用い,Aスコープ表示の探傷図形上の縦軸目盛10〜100%の範囲について,ゲイン調整器を2dBず
つ変化させて直線性の測定を行う。このとき,基準値との誤差の最大は1dB以下でなければならない。
なお,エコー高さをデジタル表示する装置では,Aスコープ表示の探傷図形と表示値との関係も記
録する。
図3 エコー高さ又は透過パルスの強さの直線性を測定する方法
(6) ゲートの出力 ゲートの出力の直線性は,(5)のエコー又は透過パルスを用いて測定する。エコー又は
透過パルスの高さが100%,75%,50%,25%及び12.5%のときのゲートの出力電圧を測定し,基準値
との誤差の最大は,1dB以下でなければならない。
(7) 表示器 表示器は,Aスコープ表示の探傷図形を表示できるものとする。
(8) 温度に対する安定性 超音波探傷器は,周囲温度の変化に対し安定して作動するものとし,標準温度
4
K 7090-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23±5℃におけるエコー高さの変動は,1dB以内でなければならない。
4.3
探触子走査機及び制御器 水中に設置した試験板の面に探触子のビーム軸を垂直に保持して,この
面に平行な面内の2軸(X及びY)方向の走査ができるものとする。
これらの機器のもつ性能は,次のとおりとする。
(1) 走査ピッチ X及びY方向の最小の走査ピッチは,0.5mm以下とする。
(2) 走査速度 表示又は記録するために,適正な速度が選択できるものとする。
(3) 走査範囲 X及びY方向の走査範囲は mm単位で指定できるものとする。
(4) 水距離の調整 探触子の保持部は,適正な水距離が設定できるように,微調整のできる機構をもつも
のとする。
(5) 探触子の傾きの調整 探触子の保持部は,試験板表面に対し超音波ビームが垂直に入射するよう調整
できる機構とする。
なお,透過法として使用する場合は,それぞれのビーム中心軸が調整できる軸合せ機構をもつもの
とする。
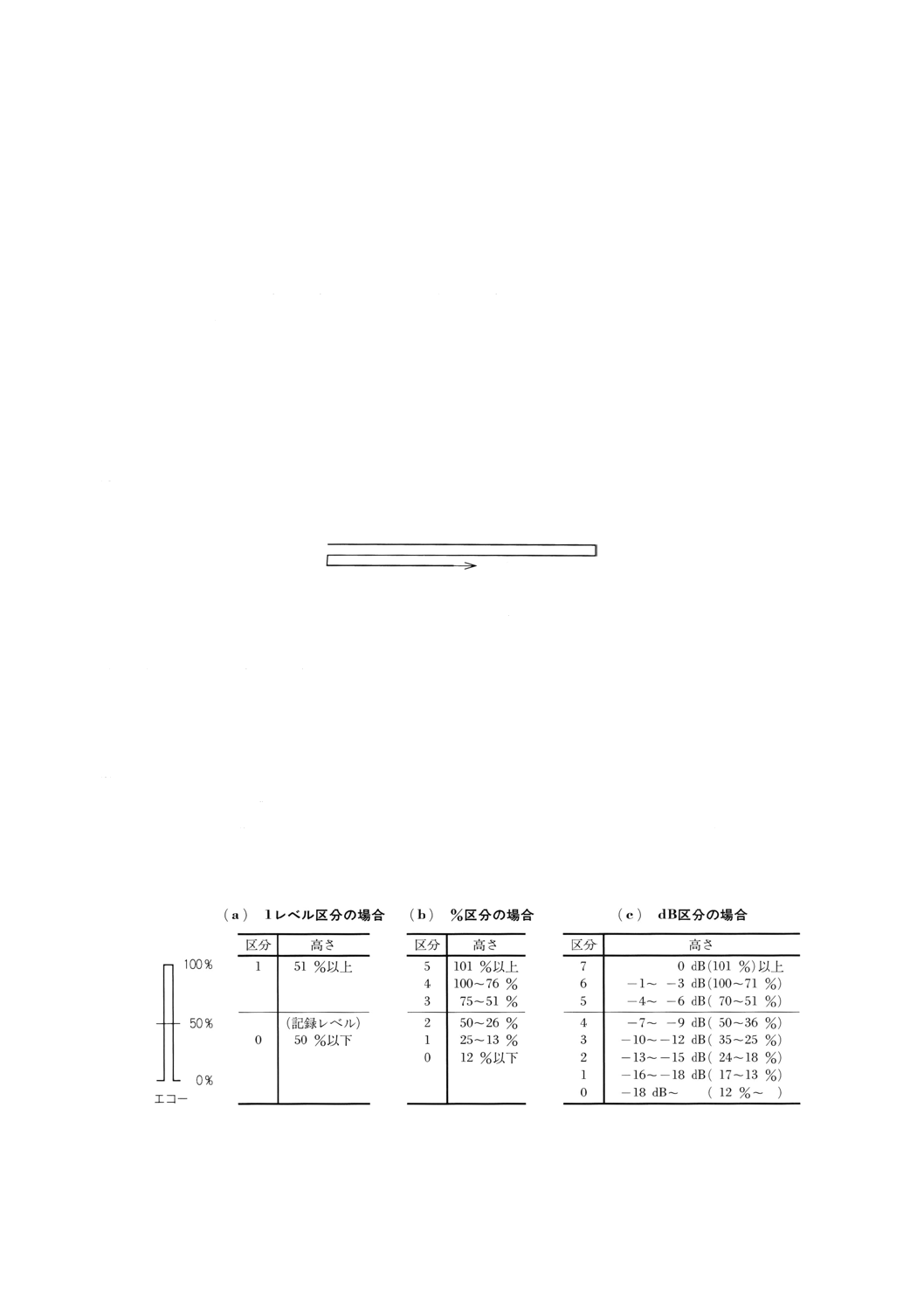
(6) 走査法 探触子の走査は,図4に示すとおり方形走査を標準とする。
図4 方形走査方法の一例
(7) X及びY位置の確度 走査距離100mmにおけるX及びY位置の誤差は,0.5mm以下とする。
4.4
信号処理器及びCスコープ表示の表示器 超音波探傷器及び探触子走査機を組み合わせて,所定の
制御信号を授受し,試験データ信号に基づいて,ブラウン管などで平面表示(Cスコープ表示)の探傷図
形を記録するときの機器の性能は,次のとおりとする。
(1) エコー高さの区分 Cスコープ表示の探傷図形を表示するためのエコー高さの区分は,Aスコープ表
示の探傷図形の縦軸目盛を基準にして,図5に示すように1レベル以上で,%又はdB単位の区分で分
類する。
(2) 目盛の表示 探傷図形の表示及び記録計で記録するとき,走査範囲の表示及び検出した傷の寸法を知
ることができる目盛を表示する。
(3) 階調の表示 探傷図形の表示及び記録計で記録するとき,エコー高さを%又はdBの単位で区分する階
調を表示する。
図5 エコー高さを区分する方法の一例
備考 図5中の高さは,Aスコープ表示の探傷図形のエコー高さの範囲とする。
4.5
探触子 探触子の性能は,次のとおりとする。
5
K 7090-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,透過法として2個の探触子を送信用及び受信用に用いる場合は,探触子の性能がほぼ同一と認め
られるものを用いる。
(1) 探触子の構造 探触子の構造は,水浸法で使用できるものとする。
(2) 振動子の寸法 振動子の直径は,5〜15mmとする。
(3) 集束距離 集束距離は,JIS Z 2350の7.(振動子の有効寸法の測定)に規定する方法によって,反射
源に直径2mmの鋼球を用いて測定したとき,最大エコーが得られる水距離を集束距離とし,その値
は,60mm以下とする。
(4) 試験周波数 試験周波数は,(3)と同一の反射源及び水距離を用いて,JIS Z 2350の5.(試験周波数の
測定)に規定する方法によって測定し,周波数の変動は公称周波数の10%以内とする。
(5) 集束ビームの直径 (3)の測定で,探触子を前後及び左右に移動させて,最大エコーより6dB低下する
移動距離を前後及び左右方向の集束ビームの直径とし,その大きい方の値は,1mm以下とする。
(6) 探触子ケーブル 探触子ケーブルは,探傷器及び探触子のインピーダンスと整合するケーブルとし,
柔軟性をもち,必要な長さのものとする。
4.6
水槽 水槽は,次のものを使用する。
(1) 水槽の構造 水槽の側面のうち少なくとも一つの面には,探触子及び試験板の位置,それらの設定状
況,試験板に付着する気泡などが観察できるように,透明な板又は観測できる窓を備え,耐食性のあ
る材質を用いた構造とする。
(2) 水槽の寸法 水槽の寸法は,試験板の探傷及び試験板の交換に支障がない大きさとする。
(3) 使用する水 探傷に使用する水は,十分脱気したものを用いなければならない。
備考 十分脱気させるには,24時間以上く(汲)み置いた水を使用するとよい。
4.7
反射板,支持具及び固定装置 反射板,支持具及び固定装置は,次のとおりとする。
(1) 材質 反射板,支持具及び固定装置の材質は,ガラス又はステンレス鋼などの耐食性がある材料とす
る。
(2) 反射板の形状 反射板法における反射板の形状は,厚さ3mm以上で,試験板の大きさを十分カバー
できる大きさとする。
また,反射板の平面度は±0.05mm以下とし,表面粗さはJIS B 0601に規定する算術平均粗さで1.6a
とする。
(3) 支持具 反射板法における試験板を槽内に設定するための支持具は,探触子の走査に伴う振動によっ
て試験板が移動したり,振動しないようなものとする。
(4) 固定装置 透過法における試験板を槽内に設定するための装置は,探触子の走査に伴う振動によって
試験板が移動したり,振動しないようなものとする。
5. 試験板 試験板の材質,形状及び寸法は,次のとおりとする。
(1) 材質 試験板の材質は,JIS K 7072に規定された方法で作製され,繊維体積含有率が55〜65%の範囲
のCFRPとする。
(2) 形状及び寸法 試験板の大きさは,50×50mm以上,300×300mm以下で,厚さは,20mm以下とする。
なお,試験板の曲がり及び反りは,試験板の対角線長さの両端において1
100以内とする。
6. 試験方法
6.1
試験の準備 試験の準備は,次のとおり行う。
6
K 7090-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
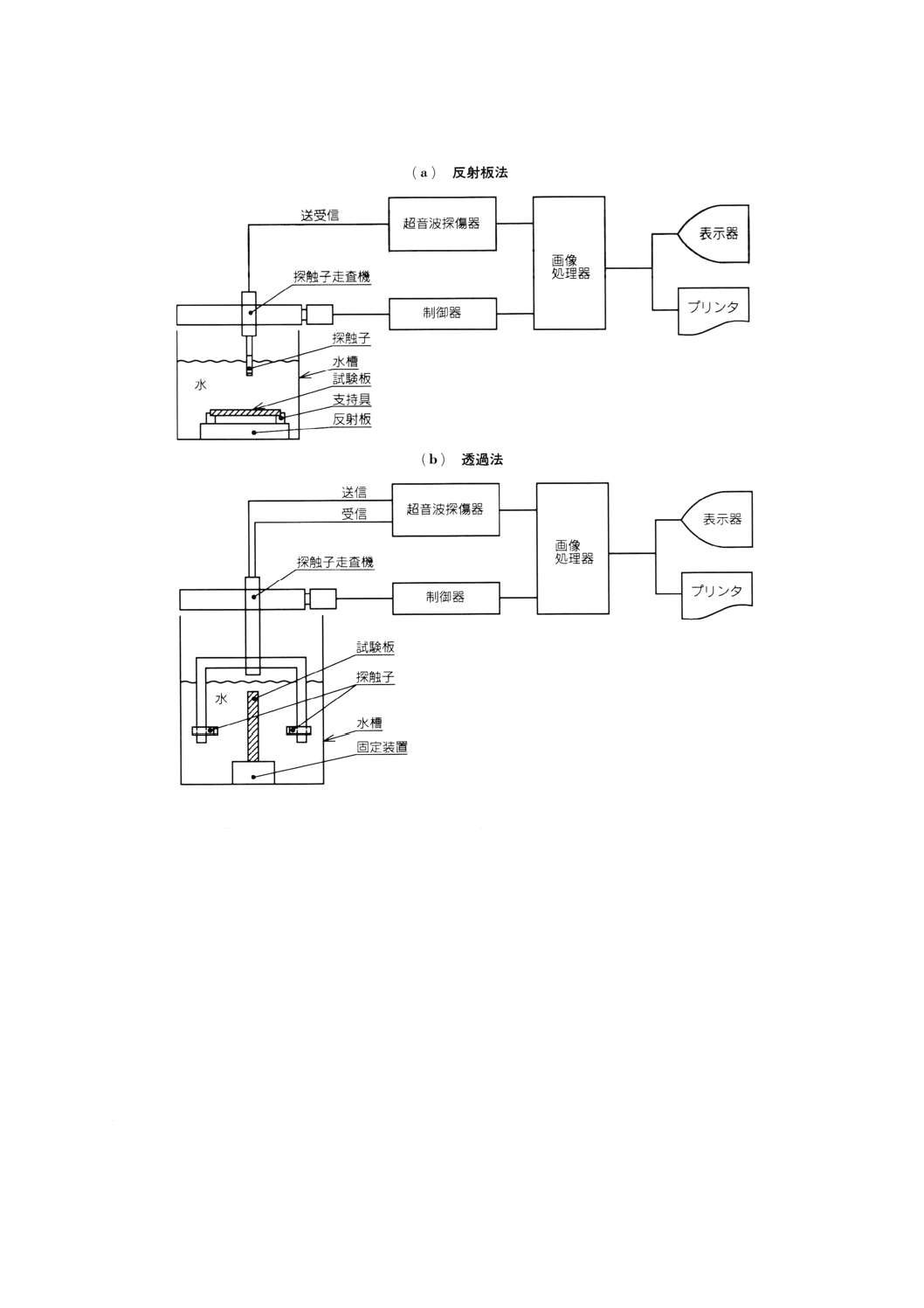
(1) 機器の接続
(1.1) 反射板法 各機器の接続は,図6(a)に示すとおりとする。
(1.2) 透過法 各機器の接続は,図6(b)に示すとおりとする。
(2) 試験板の設定
(2.1) 反射板法 試験板は,4.7に示す反射板と支持具を用い,探触子の走査に対して適切な位置に設定す
る。
(2.2) 透過法 試験板は,4.7に示す固定装置によって固定し,探触子の走査に対して適切な位置に設定す
る。
(3) 気泡の除去 試験板の表裏面,探触子の前面及び反射板の表面に付着した気泡は,はけなどを用いて
除去する。
(4) 水距離の調整 4.5の(3)で測定した集束距離を用い,反射板法の場合には,反射板までの水距離が集
束距離と一致するように調整する。
透過法の場合には,試験板の板厚中心までの水距離が集束距離と一致するように調整する。
(5) 探触子の傾きの調整 超音波ビームが試験板の表面に垂直となるように探触子の傾きを調整する。反
射板法のときは,超音波ビームが反射板にも垂直となるように調整する。透過法のときは,それぞれ
の探触子のビーム中心軸が直線となるように調整する。
(6) 走査範囲 走査範囲は,原則として一画面に記録できるように設定する。試験板が大きくて,設定し
た走査ピッチで一画面に記録できない場合は,分割して走査し,それぞれ記録する。この場合,走査
範囲は,重なり合うように設定する。
(7) ゲートの設定 ゲートの設定は,反射板法の場合は反射板からのエコーを,透過法の場合は透過パル
スを選定し,ゲートの位置及び幅を適正に調整する。
(8) 探傷条件の設定 探触子の走査条件,表示,記録条件などの諸設定を行う。
7
K 7090-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 試験装置の接続
6.2
試験 所定の位置に試験板を設置した後,次の条件で探傷試験を行う。
(1) 探傷感度 探傷感度の測定は,次の反射板法又は透過法のいずれかによる。
(1.1) 反射板法 探触子を試験板の健全部と思われる位置に移動した後,探触子を10〜20mm移動して,
エコーの平均的な高さが (50±5)%になるようにゲイン調整器を調整する。さらに,これより12dB
ゲインを上げて,これを試験板の探傷感度とする。
(1.2) 透過法 探触子を試験板の健全部と思われる位置に移動した後,探触子を10〜20mm移動して,透
過パルスの平均的な高さが (50±5)%になるようにゲイン調整器を調整する。さらに,これより6dB
ゲインを上げて,これを試験板の探傷感度とする。
(2) 検出レベル 探傷試験の検出レベルをAスコープ表示の探傷図形で,縦軸目盛の50%に設定し,この
レベルより低下した走査範囲を,傷とする。
7. 装置の点検及び保守
7.1
装置の保守 装置の保守は,次による。
(1) 探触子及び探触子ケーブル内に水が浸入すると,コネクタでは接触不良などが発生し,また,内部の
8
K 7090-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
導線の腐食によって正常に動作しなくなるので,試験終了後は,水中から上げておくか,水を除去し
ておく。
(2) 探触子の前面は,高周波で作動させるために保護されていないものがあるので,傷を付けたり,汚し
たりしないようにする。
(3) 走査器の回転部分は,製造業者が指定する手入れを行う。
(4) 水槽に使用する水は,適切な時期に交換する。
7.2
日常点検 日常点検は,対比試験板を用いて,通常使用する環境下で,初期の性能が維持されてい
ることを確認する。
7.3
定期点検 定期点検は,試験技術者によって定められた傷の検出限界を測定できる試験片を用いて,
6か月ごとに点検を行い,その結果を記録する。
8. 報告 試験結果は,Cスコープ表示の探傷図形で記録し,報告には必要に応じて,次の事項を記入す
る。
(1) 試験板の材質,寸法及び形状
(2) 試験装置の名称及び形式
(3) 試験条件
(a) 試験方法の区分
(b) 探触子の公称周波数,振動子の材質,大きさ及び水中における集束距離
(c) 走査範囲(X及びY方向のスケール)
(d) エコー高さの区分(Cスコープ表示の探傷図形においては階調)
(e) 探触子の実測周波数 (MHz)
(f) 探触子の実測集束距離 (mm)
(g) 試験の探傷感度 (dB)
(h) 試験板裏面と反射板表面との間隔 (mm),又は試験板とそれぞれの探触子の間隔 (mm)
(i) 水槽中の水の温度 (℃)
(j) その他必要な条件
(4) 試験板のCスコープ表示の探傷図形及び傷の有無
(5) 試験年月日
(6) その他特記すべき事項
関連規格:JIS Z 2344 金属材料のパルス反射法による超音波探傷試験方法通則
ASTM D 5300 Standard test method for Measurement of Resin Content and Other Related Properties
of Polymer Matrix Thermoset Prepreg by Combined Mechanical and Ultrasonic Methods
9
K 7090-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
信頼性評価方法委員会 構成表
氏名
所属
(委員長)
宮 入 裕 夫
東京医科歯科大学医用器材研究所
(委員)
細 川 幹 夫
通商産業省基礎産業局
西 出 徹 雄
通商産業省基礎産業局
平 松 博 久
通商産業省生活産業局
倉 剛 進
工業技術院標準部
金 原 勲
東京大学工学部
越 出 慎 一
科学技術庁航空宇宙技術研究所
永 井 聰
工業技術院計量研究所
一 條 久 夫
工業技術院物質工学工業技術研究所
河 野 嗣 男
東京都立科学技術大学
中 村 孔三郎
電信電話株式会社境界領域研究所
松 山 格
東京都立工学技術センター
小 牧 和 夫
工学技術院大阪工業技術試験所
代 田 忠
代田技術事務所
大 庭 敏 之
日産自動車株式会社
天 城 滋 夫
株式会社日立製作所
三 好 一 雄
三菱電機株式会社
田 中 丈 之
日本油脂株式会社
町 田 邦 郎
株式会社ブリヂストン
目 崎 正 和
古河電気工業株式会社
竹 内 正 俊
住友化学工業株式会社
古 川 憲 一
株式会社日本触媒
犬 竹 紀 弘
石川島播磨重工業株式会社
山 内 啓 司
東邦レーヨン株式会社
伊 庭 功 明
富士写真フィルム株式会社
(事務局)
鹿 毛 紀久雄
財団法人高分子素材センター
新 鍋 秀 文
財団法人高分子素材センター
超音波試験方法分科会 構成表
氏名
所属
(分科会長)
越 出 慎 一
科学技術庁航空宇宙技術研究所
永 井 聰
工業技術院計量研究所
西 海 秀 夫
株式会社帝通電子研究所
吹 上 紀 夫
運輸省船舶技術研究所
佐 藤 明 良
日産自動車株式会社
宇田川 建 志
新日本製鐵株式会社
佐 藤 春 治
湘菱電子株式会社
宮 本 公 男
キヤノン販売株式会社
渡 辺 洋
株式会社トキメック
小 林 均
日本クラウトクレーマー株式会社
渡 辺 正 志
東邦レーヨン株式会社
宮 入 裕 夫
東京医科歯科大学医用器材研究所
小 林 勝
工業技術院標準部
(事務局)
鹿 毛 紀久雄
財団法人高分子素材センター
新 鍋 秀 文
財団法人高分子素材センター