2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 7088-1996
炭素繊維強化プラスチックの
曲げクリープ試験方法
Testing methods for flexural creep of
carbon fibre reinforced plastics
1. 適用範囲 この規格は,炭素繊維強化プラスチック(以下,CFRPという。)の3点曲げ方式(A法)
及び4点曲げ方式(B法)による一般的なクリープ試験(以下,クリープ試験という。)方法として一定の
試験雰囲気下で,試験片に長時間一定の曲げ荷重(以下,試験荷重という。)を加えて,試験片の曲げクリ
ープたわみの測定及び/又は試験開始から試験片が破壊又はある規定された曲げクリープひずみに達する
までの時間の測定を行う方法について規定する。
備考1. 試験雰囲気は,3.2の(1)に規定する標準試験温度雰囲気及び50±2℃の2種類とする。
2. 材料間の曲げクリープデータを比較する場合は,原則として同一形状の試験片及び同一の方
法(A法又はB法)並びに同一試験雰囲気で行う。
3. この規格の引用規格を,次に示す。
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS K 6900 プラスチック−用語
JIS K 7010 繊維強化プラスチック用語
JIS K 7072 炭素繊維強化プラスチックの試料の作製方法
JIS K 7074 炭素繊維強化プラスチックの曲げ試験方法
JIS K 7100 プラスチックの状態調節及び試験場所の標準状態
JIS Z 8401 数値の丸め方
関連規格 JIS K 7116 プラスチックの曲げクリープ試験方法
JIS Z 8203 国際単位系 (SI) 及びその使い方
ISO/DIS 899-2 Plastics−Determination of creep behaviour −Part 2 : Flexural creep by three-point
loading
2. 用語の定義 この規格で用いる主な用語の定義は,JIS K 6900及びJIS K 7010によるほかは,次のと
おりとする。
(1) 曲げクリープ応力 支点間の中央位置における試験片の表面の応力。
(2) 圧子 試験片に荷重を加えるジグ。
(3) 曲げクリープたわみ 試験片に試験荷重を加えた後,任意の時間が経過した時,支点間の中央位置に
おける試験片の上面又は下面が,負荷直前の位置から移動した距離。
2
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 曲げクリープひずみ 試験片に試験荷重を加えた後,任意の時間が経過した時の曲げクリープ応力部
に生じるひずみ。
備考 試験の目的によっては,曲げクリープひずみを,荷重を加えた瞬間に生じる瞬間クリープとク
リープに分離する。瞬間クリープの測定は困難なので,負荷後少したった時間(例えば1分)
の曲げクリープひずみで代用する。
(5) クリープ弾性率 曲げクリープ応力と曲げクリープひずみの比。
(6) クリープ破壊時間 試験片に試験荷重を加えてから破壊するまでの時間。
(7) クリープ破壊強さ クリープ破壊時間に対応する曲げクリープ応力。
(8) クリープ限度時間 ある規定された曲げクリープひずみに達するまでの時間。
備考 規定される曲げクリープひずみは,試験の目的によって決定するか,受渡当事者間の協定によ
る。
(9) クリープ限度 クリープ限度時間に対応する曲げクリープ応力。
(10) 全クリープ回復 クリープ試験において試験荷重を除き,任意の時間が経過した後のひずみを,試験
荷重を除く直前の曲げクリープひずみから差し引いたひずみ。
備考 全クリープ回復も試験の目的によって,瞬間クリープ回復とクリープの回復に分離する。
3. 試験片の状態調節及び試験雰囲気
3.1
状態調節 試験片の状態調節は,原則として試験前に,3.2に規定する雰囲気中で88時間以上放置
する。ただし,クリープ試験中に物理的,化学的変化などが生じるおそれがある場合には,この限りでな
い。
3.2
試験雰囲気 試験雰囲気は,次の2種類とする。
(1) 標準試験雰囲気 試験は,JIS K 7100の標準温度状態2級及び標準湿度状態2級[温度23±2℃及び
相対湿度 (50±5) %]の雰囲気中で行う。
(2) 標準雰囲気以外の雰囲気 試験は,50±2℃の雰囲気中で行う。
備考 試験の目的又は受渡当事者間の協定による場合は,上記の雰囲気以外で行ってもよい。
4. 装置及び器具
4.1
試験機 試験機は,試験片に試験荷重を加えるとき及び試験片が破壊するときに,他の試験片に振
動などの影響を及ぼさない堅固な構造とし,次のもので構成する。
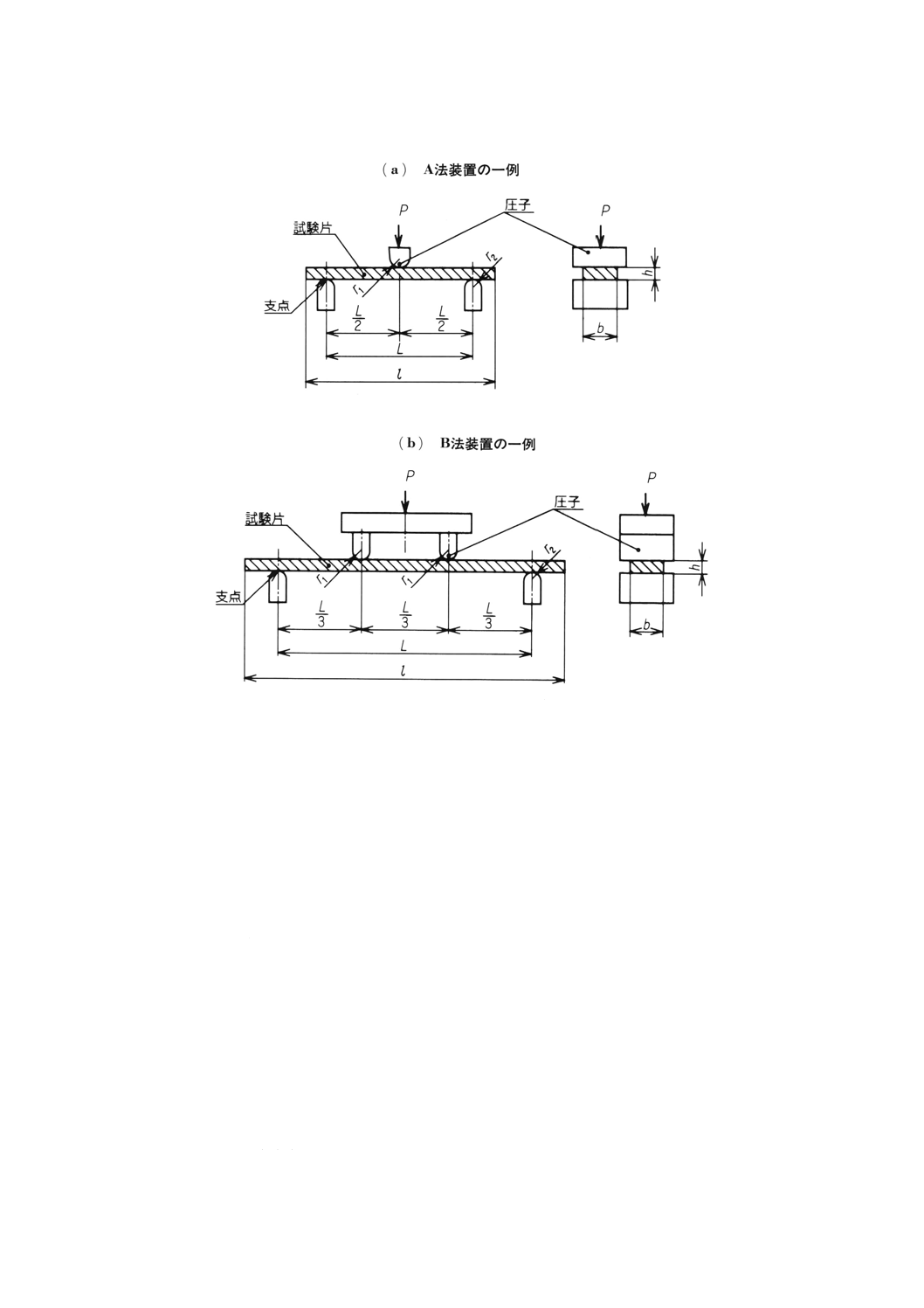
(1) 支持台 支持台は,試験片を支える支点をもち,支点は水平で,かつ,圧子に平行でなければならな
い。支点間距離 (L) が調節できるものが望ましい。
支点の半径 (r2) は,A法の場合は2.0±0.2mm,B法の場合は3.0±0.2mmとする。
(2) 負荷装置 負荷装置は,試験片に荷重を加える圧子をもち,試験荷重の±1%の精度で負荷できるもの
とする。圧子は,支点に平行でなければならない。
なお,B法の場合,圧子間の距離が調節できるものが望ましい。
圧子の半径 (r1) は,A法の場合は5.0±0.1mm,B法の場合は3.0±0.2mmとする。装置の一例を図
1の(a)及び(b)に示す。
3
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 負荷装置の一例
(3) たわみ測定装置 たわみ測定装置は,試験中の試験片の曲げクリープたわみの変化を任意の時間に測
定することができ,測定しようとする曲げクリープたわみの±1%又はそれ以上の精度で指示できる構
造のものとする。たわみ測定器具の測定子は,試験片中央の上面又は下面に直接接触することが望ま
しい。
クリープ破壊時間の測定を行う場合は,たわみ測定装置の破損を防ぐ構造にするか,非接触形のた
わみ測定装置を使用することが望ましい。
(4) タイマー タイマーは,経過時間を測定することができるもので,経過時間の±1%又はそれ以上の精
度で表示できるものとする。
4.2
寸法測定器
4.2.1
マイクロメータ マイクロメータは,試験片の厚さと幅を測定するもので,JIS B 7502に規定する
外側マイクロメータの測定範囲0〜25mmのもの,又はこれと同等以上の精度のものとする。
4.2.2
ノギス ノギスは,試験片の長さ及び支点間距離を測定するもので,JIS B 7507に規定するノギス
の最大測定長300mmで,最小読取値0.05mmのもの,又はこれと同等以上の精度のものとする。
5. 試験片
5.1
試験片の形状及び寸法
5.1.1
試験片の寸法は,次の2種類とする。
(1) 標準試験片 標準試験片の寸法は,A法及びB法共に,次のとおりとする。
4
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
長さ ( l ):100±1 mm
幅 ( b ):15±0.2 mm
厚さ ( d ):2±0.4 mm
(2) 標準試験片以外の試験片 標準試験片以外の試験片は,次による。
試験片の厚さが異なる場合の長さは,40 d+20mmとする。
繊維間隔が粗いCFRPの場合は,5.1.1の(1)に規定する幅以上の寸法でもよい。
5.1.2
試験片の断面は長方形とし,周縁は丸めないものとする。
5.1.3
試験片に沿った最大幅と最小幅との差は,平均幅の2%を超えてはならない。
備考 試験片に沿った最大厚さと最小厚さとの差は,平均厚さの2%を超えないことが望ましい。
5.2
試験片の作製
5.2.1
試験片の作製方法 試験片の作製方法は,次による。
(1) 試験片は,JIS K 7072に規定するオートクレーブ成形方法,圧縮成形方法などによって作製された試
料から機械加工又はこれと同等以上の精度で加工できる方法で作製する。ダイヤモンド工具を用いる
のが望ましい。
(2) 試験片を切削加工によって作製するときは,その切削熱などによって性質が変化しないように,十分
に注意しなければならない。
(3) 成形時の積層板の上下面(又は表裏面)が試験結果に影響を及ぼすことがあるので,試験片を切り出
すときには,上下面が識別できるようにする。
(4) 繊維配向の方向と試験片切り出し方向との角度のずれが,試験結果に影響を及ぼすので,切り出し時
には適切なジグを用いるなどして,ずれが生じないように留意する。
5.2.2
試験片採取方向 試験片の採取は,二つの主軸方向から切り取ることが望ましい。ただし,その材
料が実際に使用されるときに受ける曲げ荷重の方向があらかじめ分かっている場合には,この方向と試験
片が受ける荷重の方向とが同じ方向になるように試験片を切り取る。
5.3
試験片の数 試験片の数は,5.2.2によって定められた方向について,各応力ごとに最少2個とする。
JIS K 7074に規定する破壊様相を示さない場合は,この分の試験片を除き,試験片を追加して行う。
6. 操作
6.1
試験片の寸法測定 試験片の寸法測定は,次による。
(1) 試験片の厚さ及び幅の寸法測定は,試験前に3.2の(1)に規定する標準試験雰囲気中で行う。
(2) 試験片の厚さ及び幅は,試験片の中央及び支点間距離を3等分した中央部分の両端の計3か所でそれ
ぞれ0.01mmの精度で測定し,それぞれの平均値で示す。
6.2
試験応力のレベル 曲げクリープたわみの測定を行う場合の試験応力のレベルは,曲げクリープた
わみが支点間距離の0.1倍より大きくならない範囲を選ぶことが望ましい。
6.2.1
クリープ破壊時間を測定する場合,試験応力の決定が困難なときには,次の手順に従うのが望まし
い。
(1) JIS K 7074に規定する方法で求めた曲げ破壊強さ(曲げ強さ)の60%に相当する試験荷重で実施する。
(2) (1)の結果,負荷後30分以内に破壊が生じない場合は,(1)で行った荷重に曲げ破壊強さ(曲げ強さ)
の5%又は2.5%に相当する荷重を現在負荷している荷重に追加する。この場合,試験片に衝撃的な力
や振動が生じないように注意する。
(3) (2)の結果,負荷後30分以内に破壊が生じない場合は,更に曲げ破壊強さ(曲げ強さ)の5%又は2.5%
5
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に相当する荷重を追加する。
(4) 以下,破壊が生じるまで,(3)の操作を繰り返す。
(5) 破壊が生じた荷重を最初の試験荷重とする。
なお,曲げクリープたわみを測定する場合,試験の応力のレベルは,試験の目的に応じて,受渡当事者
間の協定によって決定する。
6.3
試験応力レベルの段階 試験応力レベルの段階は,次による。
(1) 曲げクリープたわみを測定する場合,3段階以上の応力レベルで試験を行う。ただし,非線形性挙動
を示す材料に対しては,5段階以上の応力レベルで試験を行う。
(2) クリープ破壊時間及びクリープ限度時間の測定をする場合,6.2.1で求めた試験荷重を参考にして,8.4
又は8.5に規定する線図が描けるような応力で試験を行う。
(3) 単純に材料間の比較などをする場合,クリープ限度時間が1 000時間で曲げクリープひずみが0.01
(1%) のクリープ限度を求める。この場合の応力レベルの数は,1 000時間で,0.01 (1%) の曲げクリー
プひずみを生じるであろう応力付近で3段階以上求めることが望ましい。
6.4
支点間距離及び圧子間距離
6.4.1
支点間距離 支点間距離は,次による。
(1) 5.1.1の(1)に規定する標準試験片を用いる場合の支点間距離は,A法のときは80±0.2mm,B法のとき
は81±0.2mmとする。
(2) 標準試験片以外の試験片を用いる場合の支点間距離は,A法及びB法いずれも試験片厚さの (40±8)
倍とする。ただし,B法の場合は,1mm単位で3の倍数の値とする。
(3) 支点間距離の測定は,0.1mm単位で行う。
(4) 曲げクリープ応力,曲げクリープひずみ及びクリープ弾性率の計算には,(3)で測定した支点間距離の
値を用いる。
6.4.2
圧子間距離 B法の場合の圧子間距離は,次による。
(1) 5.1.1の(1)に規定する標準試験片を用いる場合の圧子間距離は,27±0.2mmとする。
(2) 標準試験片以外の圧子間距離は,支点間距離の31とする。
6.5
予備荷重 予備荷重は,機械部分のあそびやたわみ測定装置によって生じる試験片の不安定さなど
の影響を除くために,必要に応じて負荷に先立ってあらかじめ加えてもよい。予備荷重の大きさは,試験
荷重の1%以下とする。
6.6
負荷 負荷は,次による。
(1) 試験片は,その長軸が支点に対し直角になるようにし,支点間の中央と試験片の中央が合うように試
験機に取り付ける。
(2) 曲げクリープたわみの測定を行う場合,例えば接触形たわみ測定装置を試験片の上面又は下面に接触
させるように装着するなどして,負荷前からたわみ測定を開始する。
(3) 負荷を掛ける時点は,原則として,3.2に規定する試験雰囲気下において,測定に必要な精度に影響し
なくなったときとする。
必要ならば,6.5に規定する予備荷重を加えてもよい。この場合,試験片が3.2に規定する試験温度
及び湿度と同じ状態になる前に,予備荷重を加えてはならない。
備考 圧子が接触しているところにおいて圧縮側から破壊が始まる場合には,圧子と試験片との間に
プラスチックフィルムなど(例えば,厚さ0.2mm程度のポリプロピレン)をクッション材とし
て用いることが望ましい。

6
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 負荷は,試験荷重の1%以上の過負荷を起こさない範囲内で速やかに行い,負荷に要した時間を記録
しなければならない。
なお,同一材料を試験する場合,負荷に要する時間を同じにしなければならない。
6.7
曲げクリープたわみの測定 曲げクリープたわみの測定は,次による。
(1) 試験開始時期は,試験片に掛ける負荷が試験荷重に達した瞬間とする。
(2) 曲げクリープたわみの測定は,負荷に要した時間の10倍の時間が経過した時点から測定値として有効
となる。
試験片の曲げクリープたわみを連続記録しないときは,表1に示すタイムスケジュールに従って測
定するのが望ましい。
表1 曲げクリープたわみの測定タイムスケジュール
単位
測定時間
分 min
1, 2, 3, 4, 6, 12, 18, 30, 42
時間 h
1, 2, 3, 5, 7, 10, 20, 30, 50, 70, 100, 200, 300, 500, 700, 1 000
備考 1000時間以上クリープ試験を行う場合には,1か月に1回以上測定を行う。
曲げクリープたわみが不規則に変化するような場合には,表1のタイムス
ケジュールよりも多く測定する。
6.8
試験雰囲気の記録 試験雰囲気を連続記録しない場合,試験片の曲げクリープたわみの測定と同じ
タイムスケジュールで読み取る。
6.9
試験の完了 試験片が破壊せずに試験期間を完了したときは,クリープ試験中の他の試験片に除荷
の影響を及ぼさないように試験荷重を取り除く。
6.10 全クリープ回復の測定 全クリープ回復の測定を行う場合,6.6に規定する負荷,及び6.7に規定す
る曲げクリープたわみの測定の手順に準じて操作を行う。
予備荷重を加えてクリープ試験を行った場合は,予備荷重を加えた状態で全クリープ回復の測定を行う。
7. 計算
7.1
曲げクリープ応力 曲げクリープ応力は,次の式(1)若しくは式(2)又は式(3)若しくは式(4)によって算
出する。
(1) 試験荷重を加え終えた瞬間のたわみが,支点間距離の101以下の場合
(a) A法
2
2
3
bd
FL
=
σ
················································································ (1)
(b) B法
2
bd
FL
=
σ
·················································································· (2)
ここに,
σ: 曲げクリープ応力 (GPa)
F: 試験荷重(1) (kN)
L: 支点間距離 (mm)
b: 試験片の幅 (mm)
d: 試験片の厚さ (mm)
(2) 試験荷重を加え終えた瞬間のたわみが,支点間距離の101より大きい場合
(a) A法
7
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
+
=
2
2
4
1
2
3
L
bd
FL
δ
σ
·································································· (3)
(b) B法
−
+
=
2
2
2
23
162
529
644
4
1
L
d
L
bd
FL
δ
δ
σ
·············································· (4)
ここに,
σ: 曲げクリープ応力 (GPa)
F: 試験荷重(1) (kN)
L: 支点間距離 (mm)
b: 試験片の幅 (mm)
d: 試験片の厚さ (mm)
δ: 試験荷重を加え終えた瞬間のたわみ (mm)
注(1) クリープ破壊時間を測定する場合には,予備荷重を含めた荷重
を試験荷重とする。
備考 たわみ測定装置を使用しない場合,荷重を加え終えた瞬間のた
わみは静的試験時の曲げ荷重−たわみ曲線から推定する。
7.2
曲げクリープひずみ たわみ測定装置によって曲げクリープたわみを測定する場合,曲げクリープ
ひずみは,次の式(5)又は式(6)よって算出する。
(1) A法
()
()
2
6
L
d
t
s
t=
ε
············································································· (5)
(2) B法
()
()
2
23
108
L
d
t
s
t=
ε
·········································································· (6)
ここに,
ε (t): 曲げクリープひずみ
s (t): 曲げクリープたわみ (mm)
L: 支点間距離 (mm)
d: 試験片の厚さ (mm)
備考 曲げクリープひずみは,得られた値に100を乗じてパーセン
トで表示してもよい。
7.3
クリープ弾性率 クリープ弾性率は,次の式(7)若しくは式(8)又は式(9)若しくは式(10)によって算出
する。
(1) 試験荷重を加え終えた瞬間のたわみが支点間距離の10
1
以下の場合
(a) A法
()
()t
s
bd
FL
t
E
3
3
4
=
·········································································· (7)
(b) B法
()
()t
s
bd
FL
t
E
3
3
108
23
=
······································································· (8)
ここに,
E (t): クリープ弾性率 (GPa)
F: 試験荷重 (kN)
L: 支点間距離 (mm)
8
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
s (t): 曲げクリープたわみ (mm)
b: 試験片の幅 (mm)
d: 試験片の厚さ (mm)
(2) 試験荷重を加え終えた瞬間のたわみが支点間距離の101より大きい場合
(a) A法
()
()
+
=
2
3
3
4
1
4
L
t
s
bd
FL
t
E
δ
··························································· (9)
(b) B法
()
()
−
+
=
2
2
3
3
23
162
529
644
4
1
108
23
L
d
L
t
s
bd
FL
t
E
δ
δ
································· (10)
ここに,
E (t): クリープ弾性率 (GPa)
F: 試験荷重 (kN)
L: 支点間距離 (mm)
s (t): 曲げクリープたわみ (mm)
b: 試験片の幅 (mm)
d: 試験片の厚さ (mm)
δ: 試験荷重を加え終えた瞬間のたわみ (mm)
7.4
計算結果は,JIS Z 8401によって有効数字3けたに丸める。
8. 試験結果の表し方
8.1
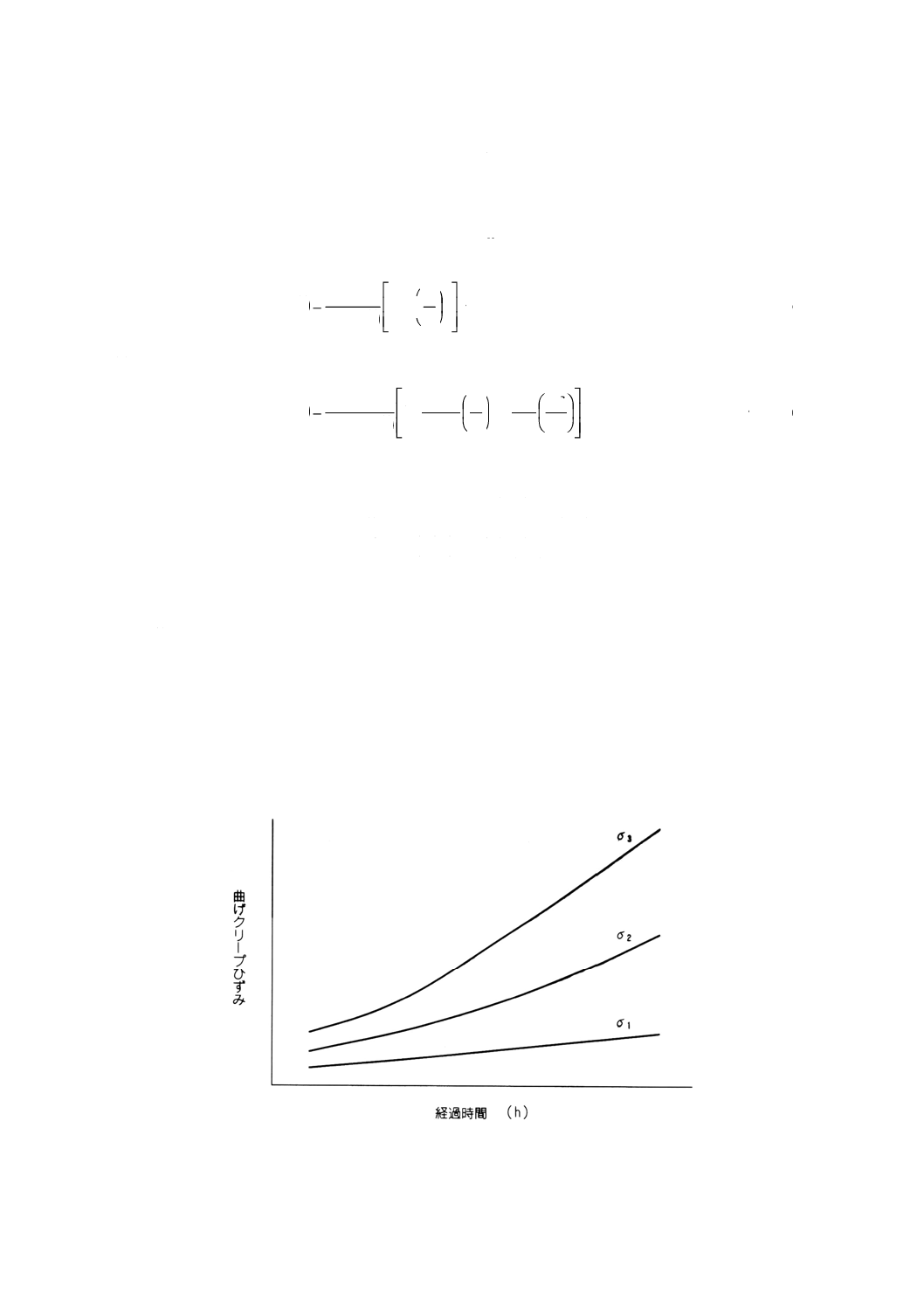
曲げクリープひずみ−時間線図 曲げクリープひずみ−時間線図は,横軸に経過時間を対数目盛り
で,縦軸に曲げクリープひずみを等間隔目盛りで取って,曲げクリープ応力ごとに図2のように描く。
横軸の単位は,時間(h)を用いる。
図2 曲げクリープひずみ−時間線図
8.2
クリープ弾性率−時間線図 クリープ弾性率−時間線図は,曲げクリープひずみ−時間線図の代わ
りに用いる場合は,曲げクリープひずみの代わりにクリープ弾性率を用いる。
9
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
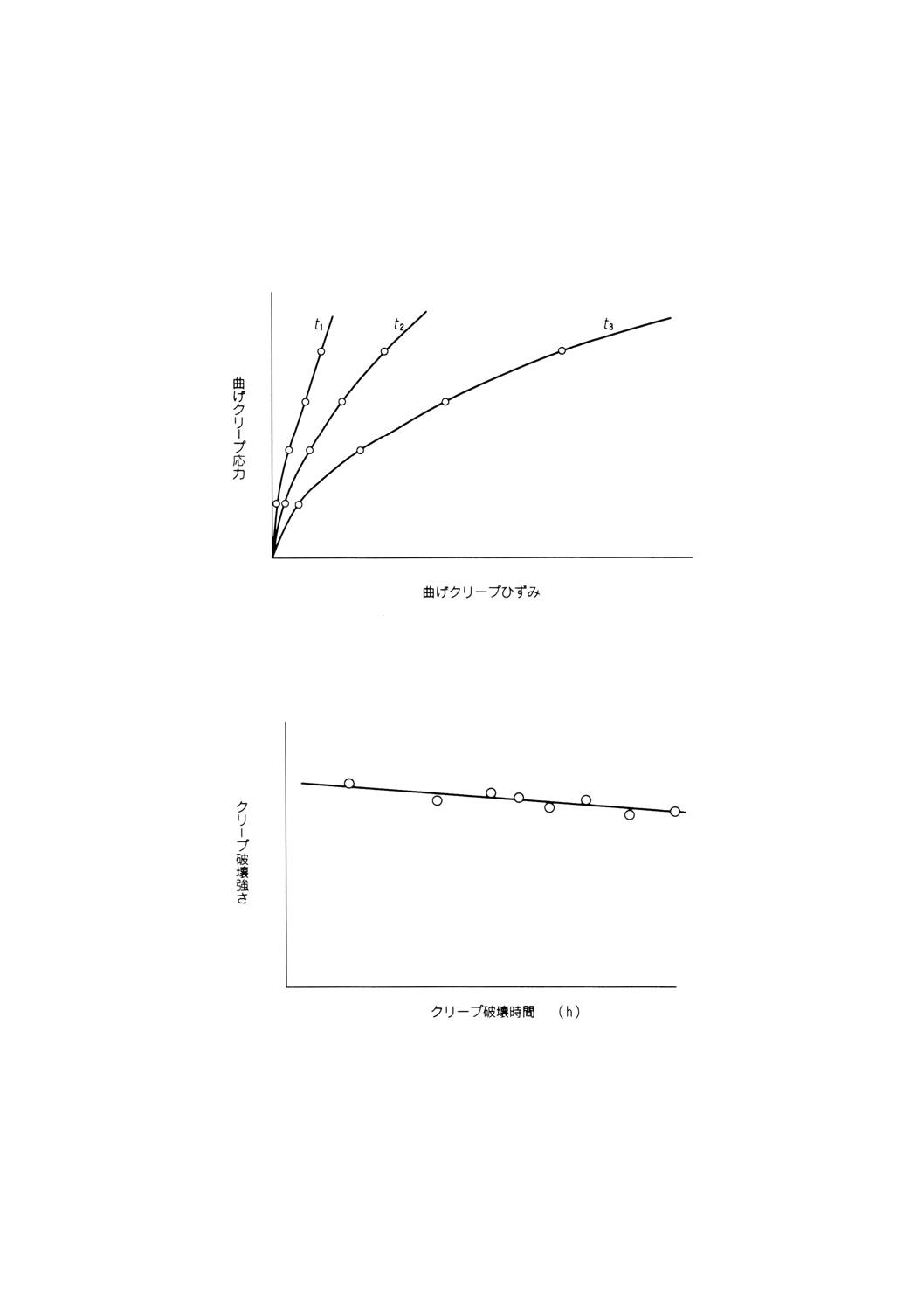
8.3
等時 曲げクリープ応力−曲げクリープひずみ線図 等時 曲げクリープ応力−曲げクリープひず
み線図は,曲げクリープひずみ−時間線図から,同じ経過時間に対する曲げクリープひずみを各曲げクリ
ープ応力ごとに読み取り,横軸に曲げクリープひずみを,縦軸に曲げクリープ応力を共に等間隔目盛りで
取って,時間ごとに図3のように描く。
図3 等時 曲げクリープ応力−曲げクリープひずみ線図
8.4
クリープ破壊線図 クリープ破壊線図は,横軸にクリープ破壊時間を対数目盛りで,縦軸にクリー
プ破壊強さを等間隔目盛りで取って図4のように描く。横軸の単位は,時間(h)を用いる。
図4 クリープ破壊線図
8.5
クリープ限度線図 クリープ限度線図は,クリープ破壊線図と同様な描き方をし,クリープ破壊強
さの代わりにクリープ限度を,クリープ破壊時間の代わりにクリープ限度時間をそれぞれ用いる。この場
合,規定された曲げクリープひずみを記録しなければならない。
9. 報告 報告には,必要に応じて次の事項を記入する。
10
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 材料の種類,等級及び製造業者名
(2) 試験片の種類,構成及び炭素繊維の体積又は質量含有率
(3) 試験片の形状,寸法,作製方法,採取方向及び上下面
(4) 試験片の状態調節の温度,湿度及び時間
(5) 試験機の形式(例えば,かご形など)及び負荷方式(例えば,油圧方式など)
(6) たわみ測定装置の形式(例えば,差動変圧器形たわみ計など)
(7) 試験方法(A法又はB法の別)
(8) 支点間距離,圧子間距離,支点半径及び圧子半径
(9) クッション材の使用の有無,その種類及び材質
(10) 試験機に取り付けた後,負荷するまでの間のたわみ及び雰囲気の変化の記録
(11) 予備荷重の大きさ
(12) 曲げクリープ応力及び各応力ごとの試験片の数
(13) 試験開始年月日
(14) 試験片への負荷に要した時間(例えば,10秒など)
(15) 試験雰囲気の記録
(16) 曲げクリープひずみ−時間線図
(17) クリープ弾性率−時間線図
(18) 等時 曲げクリープ応力−曲げクリープひずみ線図
(19) クリープ破壊線図,又はクリープ破壊強さ(この場合,クリープ破壊時間を記録する。)
(20) クリープ限度線図,又はクリープ限度(この場合,クリープ限度時間と規定された曲げクリープひず
みを記録する。)
(21) この規格に適合しない事項又は受渡当事者間で協定した事項
(22) その他特記すべき事項
11
K 7088-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
信頼性評価方法委員会 構成表
氏名
所属
(委員長)
宮 入 裕 夫
東京医科歯科大学医用器材研究所
井 田 久 雄
通商産業省基礎産業局
富 田 育 男
通商産業省生活産業局
岡 林 哲 夫
工業技術院標準部
金 原 勲
東京大学工学部
河 野 嗣 男
東京都立科学技術大学工学部
一 條 久 夫
工業技術院物質工学工業技術研究所
小 牧 和 夫
工業技術院大阪工業技術研究所
中 村 孔三郎
NTT境界領域研究所
代 田 忠
代田技術事務所
大 庭 敏 之
日産自動車株式会社
天 城 滋 夫
株式会社日立製作所
三 好 一 雄
三菱電機株式会社
目 崎 正 和
古河電気工業株式会社
町 田 邦 郎
株式会社ブリヂストン
橋 本 輝 国
株式会社日本触媒
本 間 清 一
住友化学工業株式会社
齋 藤 英 隆
株式会社オリエンテック
須 田 勉
昭和電工株式会社
北 沢 清 一
大日本インキ化学工業株式会社
藤 本 隆
三菱化学株式会社
三 原 観 治
株式会社東洋精機製作所
松 岡 慶 典
三菱レイヨン株式会社
(事務局)
鹿 毛 紀久雄
財団法人高分子素材センター
新 鍋 秀 文
財団法人高分子素材センター
クリープ試験方法分科会 構成表
氏名
所属
(分科会長)
小 牧 和 夫
工業技術院大阪工業技術研究所
古 江 治 美
工業技術院機械技術研究所
宮 野 靖
金沢工業大学材料システム研究所
福 田 武 人
大阪市立大学工学部
中 田 政 之
金沢工業大学材料システム研究所
加 地 秋 好
大阪市立工業研究所
犬 竹 紀 弘
石川島播磨重工業株式会社
北 沢 清 一
大日本インキ化学工業株式会社
田 中 常 雄
三菱化学株式会社
齋 藤 英 隆
株式会社オリエンテック
小 林 勝
工業技術院標準部
宮 入 裕 夫
東京医科歯科大学医用器材研究所
久保田 健 二
新日本製鐵株式会社
山 口 富三雄
財団法人日本ウエザリングテストセンター
(事務局)
鹿 毛 紀久雄
財団法人高分子素材センター
新 鍋 秀 文
財団法人高分子素材センター