K 6935-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
JIS K 6935は一般名称“プラスチック−ふっ素ポリマーのディスパージョン,成形用及び押出用材料”
のもとに,次の各部によって構成される。
第1部:分類の体系及び仕様作成のための基準
(Part 1 : Designation system and basis for specifications)
参考 日本工業規格JIS K 6935-1(第1部:分類の体系及び仕様作成のための基準)がこの国際規格
と一致している。
第2部:試験片の調製及び諸性質の測定方法
(Part 2 : Preparation of test specimens and determination of properties)
参考 日本工業規格JIS K 6935-2(第2部:試験片の作り方及び諸特性の求め方)がこの国際規格と
一致している。
K 6935-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 3
4. 記号及び略号 ·················································································································· 4
5. 試料の採取方法 ··············································································································· 5
6. 試験片の調製 ·················································································································· 5
7. 状態調節及び試験条件 ······································································································ 5
8. ふっ素ポリマーの一般試験方法 ·························································································· 5
8.1 電気特性 ······················································································································ 5
8.2 機械的特性 ··················································································································· 7
8.3 転移温度 ······················································································································ 8
8.4 密度 ···························································································································· 9
8.5 酸素指数による燃焼性····································································································· 9
8.6 粒径及び粒度分布 ········································································································· 10
9. ふっ素ポリマーディスパージョンの試験 ············································································· 15
9.1 通則 ··························································································································· 15
9.2 試験液の調製 ··············································································································· 15
9.3 ディスパージョンからのPTFEの分離 ··············································································· 15
9.4 ディスパージョン中の凝集物 ··························································································· 16
9.5 水性ディスパージョン中のポリマー及び界面活性剤含有率 ···················································· 16
9.6 液体比重計によるPTFE固体含有量 ·················································································· 17
9.7 ディスパージョンのpH値 ······························································································ 17
10. PTFE及び類似材料の試験 ······························································································· 18
10.1 通則 ·························································································································· 18
10.2 型成形による試験片の調製 ···························································································· 18
10.3 かさ密度 ···················································································································· 20
10.4 押出圧力 ···················································································································· 25
10.5 粉末流れ時間 ·············································································································· 28
10.6 標準比重 (SSG),拡張比重 (ESG) 及び熱不安定指数 (TII) ·················································· 30
10.7 延伸空げき(隙)指数 (SVI) ·························································································· 33
11. はん用溶融加工型ふっ素ポリマーの試験 ············································································ 34
11.1 型成形による試験片の調製 ···························································································· 34
11.2 メルトマスフローレイト (MFR) 及びメルトボリュームフローレイト (MVR) ·························· 35
12. ふっ素ポリマーのその他の試験方法 ·················································································· 37
K 6935-2 : 1999 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.1 ぜい化温度 ················································································································· 37
12.2 静摩擦係数及び動摩擦係数 ···························································································· 37
12.3 ゼロ強度時間 ·············································································································· 38
附属書A(規定) 関連試験方法リスト ·················································································· 39
附属書B(参考) JIS K 6935-1のコード番号,JIS K 6935-2の試験方法のための
一般的ふっ素ポリマーの種類及び表示特性に関する相互参照表 ·························· 40
附属書C(参考) 目録 ······································································································· 43
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6935-2 : 1999
プラスチック−ふっ素ポリマーの
ディスパージョン,成形用及び押出用材料−
第2部:試験片の作り方及び諸特性の求め方
Plastics−Fluoropolymer dispersions and moulding and extrusion
materials−Part 2 : Preparation of test specimens and determination
of properties
序文 この規格は,1995年第1版として発行されたISO 12086-2 : 1995, Plastics−Fluoropolymer dispersions
and moulding and extrusion materials−Part 2 : Preparation of test specimens and determination of propertiresを元
に作成した日本工業規格であるが,国際規格に規定されているパークロルエチレンを削除した。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
注意 この規格は,有害な物質の操作及び装置(設備)についても取り扱っている。この規格はふっ素ポ
リマーの使用に伴って生じるすべての安全問題を取り扱ってはいない。この規格の使用者は安全及び保健
(健康)について適切にその対策を実施することを,更にふっ素ポリマーの使用前に使用の限界を原則的
に決める責任がある。8.6.1.1,9.7及び10.6.1.3の各節の注意に特定な危険事項を指摘する。
1. 適用範囲
1.1
この規格は,試験片の調製及びふっ素ポリマー熱可塑性プラスチックの試験方法について規定する。
試験結果は分類,材料仕様,又はその両方の基本に使用する。
この規格は,ディスパージョン,又は型成形,押出成形,その他用途に使用する粉末状のふっ素ポリマ
ーのホモポリマー及び各種のコポリマーの表示特性及びその他特性を測定する試験条件について述べる。
試験手順は,4.に規定するふっ素ポリマー及び表示特性は,JIS K 6935-1に規定している。
1.2
ふっ素ポリマープラスチック製半製品及び仕上げ品の特性は,使用材料,製品形状,加工操作の結
果,物理的及び材料の構造的状態並びに試験条件に依存する。したがって,再現性のある試験結果を得る
ためには,この規格に示した試験片調製方法及び試験条件によって実行する。
1.3
供給者と購入者の間の協定はこの規格に規定している試験片及び試験条件を用いて,計測した諸性
質を基本にして結ぶことが望ましい。
2. 引用規格 この規格は,この規格に引用することによって,この規格の規定の一部を構成する。この
規格の発行時点では,ここに示す版の規格が有効である。すべての規格は改正することがあるので,この
規格の使用者は,引用規格の最新版を適用できるかどうか検討することが望ましい。
2
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 75-2 : 1993, Plastics−Determination of temperature of deflection under load−Part 2 : Plastics and
ebonite.
参考 JIS K 7191-2 : 1996(プラスチック−荷重たわみ温度の試験方法−第2部:プラスチック及び
エボナイト)がこの国際規格と一致している。
ISO 178 : 1993, Plastics−Determination of flexural properties.
参考 JIS K 7171 : 1994(プラスチック−曲げ特性の試験方法)がこの国際規格と一致している。
ISO 179 : 1993, Plastics−Determination of Charpy impact strength
ISO 180 : 1993, Plastics−Determination of izod impact strength
ISO 291 : 1977, Plastics−Standard atmospheres for conditioning and testing
ISO 293 : 1986, Plastics−Compression moulding test specimens of thermoplastic materials
参考 JIS K 7151 : 1995(プラスチック−熱可塑性プラスチック材料の圧縮成形試験片)がこの国
際規格と一致している。
ISO 472 : 1988, Plastics−Vocabulary
参考 JIS K 6900 : 1994(プラスチック−用語)がこの国際規格と一致している。
ISO 527-1 : 1993, Plastics−Determination of tensile properties−Part 1 : General principles
参考 JIS K 7161 : 1994(プラスチック−引張特性の試験方法 第1部:通則)がこの国際規格と
一致している。
ISO 527-2 : 1993, Plastics−Determination of tensile properties−Part 2 : Test conditions for moulding and
extrusion plastics
参考 JIS K 7162 : 1994(プラスチック−引張特性の試験方法 第2部:型成形,押出成形及び注
型プラスチックの試験条件)がこの国際規格と一致している。
ISO 527-3 : 1995, Plastics−Determination of tensile properties−Part 3 : Test conditions for films and sheets
and films
ISO 565 : 1990, Test sieves−Metal wire cloth, perforated metal plate and electroformed sheet−Nominal sizes
of openings
ISO 842 : 1984, Raw materials for paints and varnishes−Sampling
ISO 1043-1 : 1987, Plastics−Symbols−Part 1 : Basic polymers and their special characteristics
参考 JIS K 6899 : 1992[プラスチック−記号−第1部:基本重合体(ポリマー)及びそれらの特
性]がこの国際規格と一致している。
ISO 1043-2 : 1988, Plastics−Symbols−Part 2 : Fillers and reinforcing materials
ISO 1133 : 1991, Plastics−Determination of the melt mass-flow rate (MFR) and the melt volume-flow rate
(MVR) of thermoplastics
ISO 1148 : 1980, Plastics−Aqueous dispersions of polymers and copolymers−Determination of pH
ISO 1183 : 1987, Plastics−Methods for determining density and relative density of non-cellular plastics
ISO 4589 : 1984, Plastics−Determination of flammability by oxgen index
ISO 8962 : 1987, Plastic−Polymer dispersions−Determination of density
ISO 12000, Plastics/rubber−Polymer dispersions and rubber latices (natural and synthetic) −Definitions and
review of test methods
ISO 12086-1 : 1995, Plastics−Fluoropolymer dispersions and moulding and extrusion materials−Part 1 :
Designation system and basis for specifications
3
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 JIS K 6935-1 : 1996(プラスチック−ふっ素ポリマーのディスパージョン,成形用材料及び押
出用材料−第1部:分類の体系と仕様作成のための基準)がこの規格と一致している。
IEC 60093 : Methods of test for volume resistivity and surface resistivity of solid electrical insulating materials
IEC 60243-1 : 1988 Methods of test for electric strength of solid insulating materials−Part 1 : Tests at power
frequencies
IEC 60250 : 1969, Recommended methods for the determination of the permittivity and dielectric dissipation
factor of electrical insulating materials at power, audio and radio frequencies including metre wavelengths
ASTM D 746 : 79 (1987), Test method for brittleness temperature of plastics and elastomers by impact
ASTM D 1430-91a, Specification for polychlorotrifluoroethylene (PCTFE) plastics
ASTM D 1457-91a, Specification for PTFE molding and extrusion materials
ASIM D 1894-93, Test method for static and kinetic coeffcients of friction of plastic film and sheeting
ASTM D 3418-83 (1988), Test method for transition temperatures of polymers by thermal analysis
ASTM D 4052-91, Test method for density and relative density of liquids by digital density meter
ASTM D 4591-93a, Test method for determining temperatures and heats of transitions of fluoropolymers by
differential scanning calorimetry
ASTM D 4894-91a, Specification for polytetrafluoroethylene (PTFE) granular molding and ram extrusion
materials
ASTM D 4895-91a, Specification for polytetrafluoroethylene (PTFE) resins produced from dispersion
BS 3406 : Part 5 : 1983, Methods for determination of particle size distribution−Part 5 : Recommendations for
electrical sensing zone method (the Coulter principle)
BS 4641 : 1986, Method for specifying electroplated coatings of chromium for engineering purposes
3. 定義
3.1
JIS K 6900 (ISO 472) に収録されている用語とともに,この規格の3.2に新たに定義する用語が,こ
の国際規格に用いられる。3.1.1〜3.1.3の用語は,JIS K 6900 (ISO 472) から再掲したもので,誤解を生じ
させないためである。
3.1.1
ディスパージョン (dispersion) 微細化した材料が他の材料の中に分配している不均質な系。
3.1.2
ふっ素プラスチック (fluoroplastics) 1個又はそれ以上のふっ素原子を含むモノマーで製造する
ポリマー,又はそのようなモノマーとその他のモノマーとのコポリマーで,そのふっ素含有モノマーが質
量で最大量存在するものを主成分とするプラスチック。
3.1.3
ラテックス (latex) 高分子材料のコロイド状水性分散液。
3.2
この規格のために,次の定義を適用する。
3.2.1
アモルファス (amorphous) 非晶性,又は規則性構造がないこと。
3.2.2
かさ密度 (bulk density) 粉末などの見掛け密度で規格条件下で計量される質量g/lで表される。
3.2.3
コポリマー (copolymer) 2種類以上の単量体から誘導された重合体。
3.2.4
エマルジョンポリマー (emulsion polymer) ふっ素ポリマー材料に適用する。ポリマー中にポリ
マー固体を含むコロイド状水性ディスパージョンから分離した物質。
備考1. 3.2.4で述べた定義は,ふっ素樹脂工業界ではファインパウダーと呼ばれて使用され,JIS K
6900 (ISO 472) に記載のラテックスの定義に類似している。しかしJIS K 6900 (ISO 472) に
記載しているエマルジョン(乳濁液)の定義とは全く異なる。
4
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2.5
フルオロカーボンプラスチック (fluorocarbon plastic) ふっ素及び炭素だけからなるパーフルオ
ロモノマーで製造するポリマーを主成分とするプラスチック。
3.2.6
ふっ素ポリマー (fluoropolymer) ふっ素プラスチックと同じ(同義語)。
3.2.7
溶融加工性 (melt-processible) 熱可塑性プラスチックに使用する特徴的な,例えば,射出成形,
スクリュー押出成形などの操作で加工が可能。
3.2.8 予備成形 (preforming) 粉末状PTFE材料を型に入れて加圧しながら圧縮して固形物を作ること。
固形物を予備成形品 (preform) と呼び,取扱いが容易になる。
備考2. PTFEで型成形とか圧縮(成形)の用語は予備成形の代わりに使用する。
3.2.9
焼成 (sintering) 材料が加熱処理中に互いに溶融融着し,冷却とともに再結晶を起こす一種の熱
処理。予備成形品を焼成することで融着が促進し機械的強度は一段と向上する。
3.2.10 標準比重 (SSG) (Standard Specific Gravity) 予備成形し,焼成するPTFE材料であってISO
12086-2に示す適切な焼成パターンを用い1℃/minの冷却速度で結晶化させて得られる試験片の比重。
備考3. 未変成PTFEのSSGは分子量と逆の関係にある。
3.2.11 懸濁ポリマー (suspension polymer) コロイド状物質の粒子径より大きな粒径をもつ固体を液状
重合媒体から分離したポリマー。
3.2.12 ゼロ強度時間 (ZST) (Zero Strength Time) PCTFEの相対分子質量の一つの尺度。
4. 記号及び略号
4.1
JIS K 6899 (ISO 1043-1) 及びISO 1043-2で示している略号は,このJIS K 6935の規格に適用する。
4.2
この規格は,主に次に掲げるプラスチックを,対象とする。JIS K 6899 (ISO 1043) とは若干異なる
が,現在広く使用している用語の略号である。
PTFE
ポリテトラフルオロエチレン
PFA
パーフルオロアルコキシアルカン
FEP
パーフルオロエチレンプロペンコポリマー
EFEP
エチレン−パーフルオロエチレンプロペンコポリマー
TFE/PDD
テトラフルオロエチレン−パーフロオロジオキソールコポリマー
VDF/HFP
ふっ化ビニリデン−ヘキサフルオロプロペンコポリマー
VDF/TFE
ふっ化ビニリデン−テトラフルオロエチレンコポリマー
VDF/TFE/HFP
ふっ化ビニリデン−テトラフルオロエチレン−ヘキサフルオロプロペンコポリマー
ETFE
エチレン−テトラフルオロエチレンコポリマー
PVDF
ポリふっ化ビニリデン
VDF/CTFE
ふっ化ビニリデン−クロロトリフルオロエチレンコポリマー
PCTFE
ポリクロロトリフルオロエチレン
PVF
ポリふっ化ビニル
ECTFE
エチレン−クロロトリフルオロエチレンコポリマー
4.3
この規格のために,3.2及び4.2に加えて次の略語を用いる。
AF
非晶性ふっ素ポリマー
ESG
拡張比重(10.6参照)
MFR
メルトマスフローレイト(11.2参照)
MVR メルトボリュウムフローレイト(11.2参照)
5
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
SSG
標準比重(10.6参照)
SVI
延伸空げき指数(10.7参照)
TII
熱不安定指数(10.6参照)
ZST
ゼロ強度時間(12.3参照)
5. 試料の採取方法 試料の採取方法は,ISO 842に従って行うこと。適切な統計的試料採取方法ならば
代わりの方法として用いてもよい。特別な考察はこの節に含まれる。
6. 試験片の調製 ISO規格では試験片の調製が付随するが国際規格以外に検討して用いることができる。
7. 状態調節及び試験条件
7.1
比重測定,引張特性,及び電気特性の試験には,型成形試験片の状態調節は,ISO 291の環境23に
よって,少なくとも4時間前に行う。その他の試験には状態調節は必要ない。
備考4. PVDFの場合,成形後の再結晶による影響を最小にするため,試験前に1週間放置することを
勧める加工業者がある。
7.2
比重,引張特性,及び電気特性の試験だけは試験室の温度は23℃±2℃で行う(PTFEについての備
考参照のこと。)。ふっ素ポリマープラスチックは水分を吸収しないため,試験中の一定湿度維持は必要な
い。メルトフローレイト及び溶融ピーク温度測定試験は通常の実験室の条件で行う。
備考5. PTFEは,特性に影響を与える1次転移温度が22℃直前にあり,最低の試験温度は22℃に維持
すべきである。温度は密度又は比重測定に特に重要である。
8. ふっ素ポリマーの一般試験方法 分類又は仕様,若しくはその両方に求められる特性は,この規格の
2.の表又は試験手順に記してある。コード番号,文字及び物性値表は,材料仕様及び他の目的に使用する
補足の表示特性に必要になり,その他の多くの特性はこの規格の第1部に含んでいる。
8.1
電気特性
8.1.1
誘電率及び誘電正接 誘電率及び誘電正接は,IEC 60250によって直径100mmの試験片3枚を使
って測定する。試験は100Hz,1kHz,1MHz及び100MHzの代表的周波数で行う。ある種の応用には,低
温及び高温下の物性値を知ることは重要である。試験周波数及び特性値に対するコード番号及び文字は表
1及び表2に示してある。
備考6. 電気特性は他の特性と同様に,温度とともに変化する。
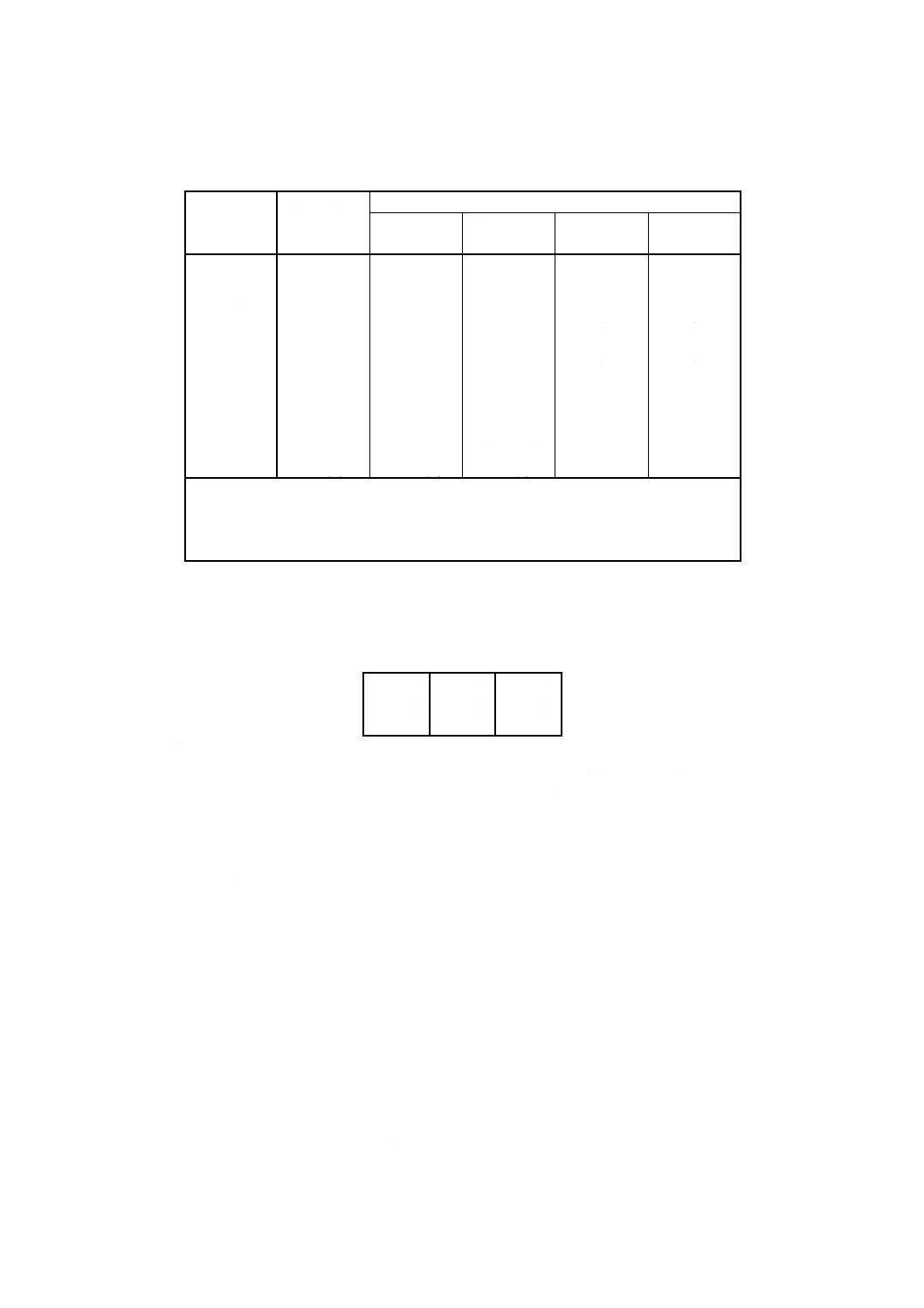
表1 ふっ素プラスチックの試験周波数のコード番号
コード番号 試験周波数
2
100 Hz
3
1 kHz
6
1 MHz
8
100 MHz
6
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 誘電率及び誘電正接のコード文字及び範囲
コード文字
誘電率
コード文字
誘電正接
A
< 1.6
A
<0.0001
B
1.6≦〜< 1.8
B
0.0001≦〜<0.0002
C
1.8≦〜< 2.0
C
0.0002≦〜<0.0004
D
2.0≦〜< 2.2
D
0.0004≦〜<0.0006
E
2.2≦〜< 2.4
E
0.0006≦〜<0.0008
F
2.4≦〜< 2.6
F
0.0008≦〜<0.0010
G
2.6≦〜< 2.8
G
0.0010≦〜<0.0012
H
2.8≦〜< 3.0
H
0.0012≦〜<0.0014
I
3.0≦〜< 3.2
I
0.0014≦〜<0.0016
J
3.2≦〜< 3.4
J
0.0016≦〜<0.0018
K
3.4≦〜< 3.6
K
0.0018≦〜<0.0020
L
3.6≦〜< 4.0
L
0.0020≦〜<0.0022
M
4.0≦〜< 4.5
M
0.0022≦〜<0.0024
N
4.5≦〜< 5.0
N
0.0024≦〜<0.0026
O
5.0≦〜< 5.5
O
0.0026≦〜<0.0028
P
5.5≦〜< 6.0
P
0.0028≦〜<0.0030
Q
6.0≦〜< 6.5
R
0.0030≦〜<0.0035
S
6.5≦〜< 7.0
S
0.0035≦〜<0.0040
T
7.0≦〜< 8.0
T
0.0040≦〜<0.0060
U
8.0≦〜< 9.0
U
0.0060≦〜<0.0080
V
9.0≦〜<10.0
V
0.0080≦〜<0.010
W
10.0≦〜<11.0
W
0.010 ≦〜<0.030
X
11.0≦〜<12.0
X
0.030 ≦〜<0.10
Y
12.0≦〜<14.0
Y
0.1
≦
Z
14.0≦
8.1.2
絶縁耐力 絶縁耐力は,IEC 60243-1に基づいての手続によって測定すること。絶縁強度の値に対
するコード文字は表3に記してある。
備考7. 絶縁耐力は試験片の厚さによって変化する。単位はkV/mmで表す。
7
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 絶縁強度のコード文字及び範囲
コード文字
絶縁強度kV/mm
A
<5
B
5≦〜<10
C
10≦〜<15
D
15≦〜<20
E
20≦〜<25
F
25≦〜<30
G
30≦〜<35
H
35≦〜<40
I
40≦〜<45
J
45≦〜<50
K
50≦〜<55
L
55≦〜<60
M
60≦〜<65
N
65≦〜<70
O
70≦〜<75
P
75≦〜<80
Q
80≦〜<85
R
85≦〜<90
S
90≦〜<95
T
95≦〜<100
U
100≦
8.1.3
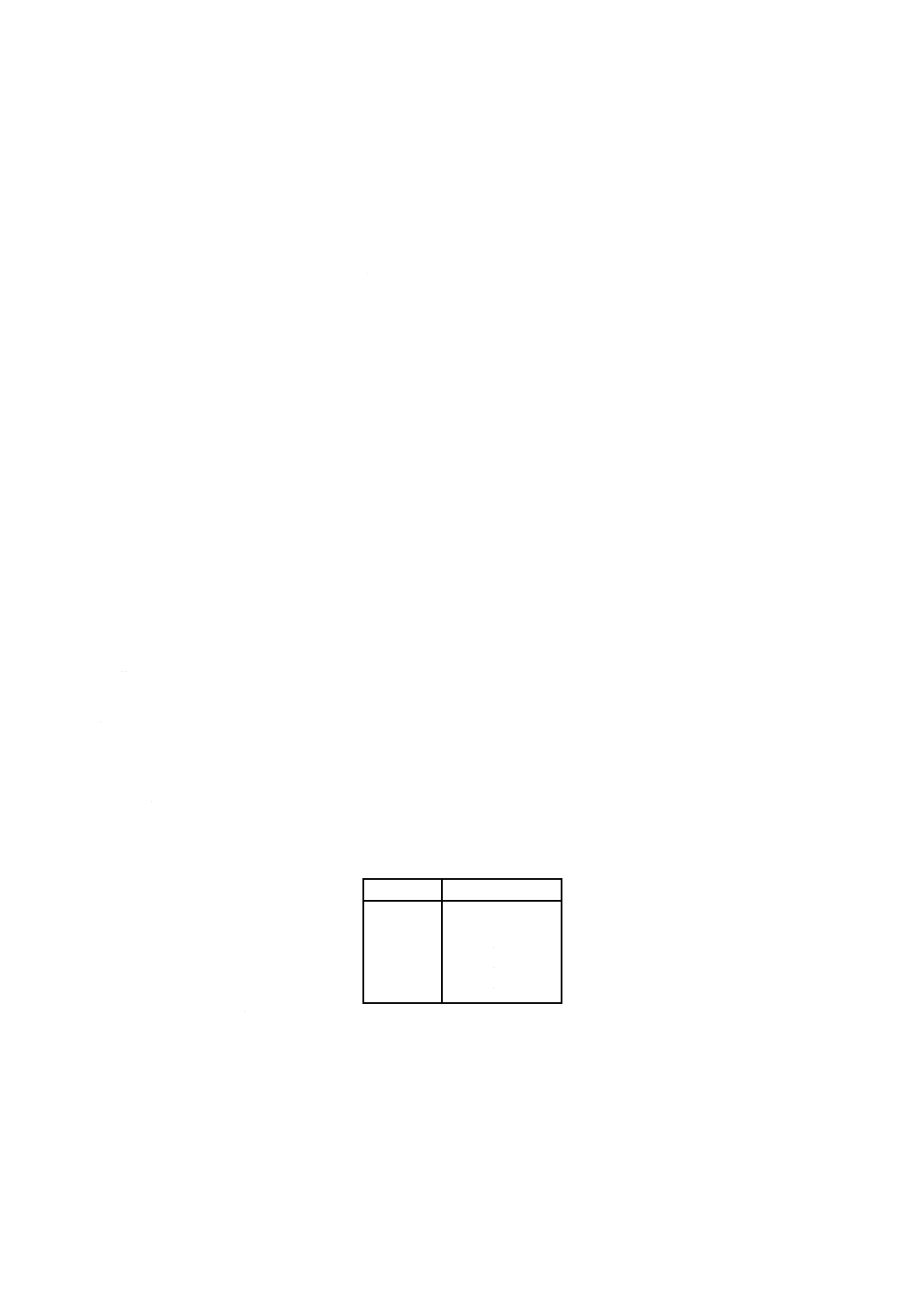
表面抵抗 表面抵抗値は,IEC 60093に従って測定すること。コード文字及び範囲は表4に示す。
表4 表面抵抗値に対するコード文字及び範囲
コード文字 表面抵抗値Ω
A
<103
B
103≦〜<1012
C
1012≦
8.2
機械的特性
8.2.1
衝撃特性 衝撃特性は,ISO 180アイゾット衝撃強さ及びISO 179のシャルピー衝撃強さ試験方法
に従って測定すること。コード文字及び適用範囲を表5に示す。試験結果は,使用した試験片の寸法,ノ
ッチの形及び衝撃強さのコード文字とともに報告すること。
表5 衝撃特性のコード文字及び範囲
コード文字 衝撃強さJ/m コード文字 衝撃強さJ/m
A
<100
H
400≦〜<500
B
120≦〜<140
I
500≦〜<600
C
140≦〜<160
J
600≦〜<700
D
160≦〜<180
K
700≦〜<800
E
180≦〜<200
L
800≦〜<900
F
200≦〜<300
M
900≦
G
300≦〜<400
8.2.2
引張特性
8.2.2.1
引張弾性率が測定できないふっ素ポリマー
8.2.2.1.1
厚さ0.125mm又はそれ以下のPTFE切削フィルムの引張強さは,ISO 527-3 : 1995の規定方法に
従って,試験片タイプ2を使用して試験する。
8
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2.2.1.2
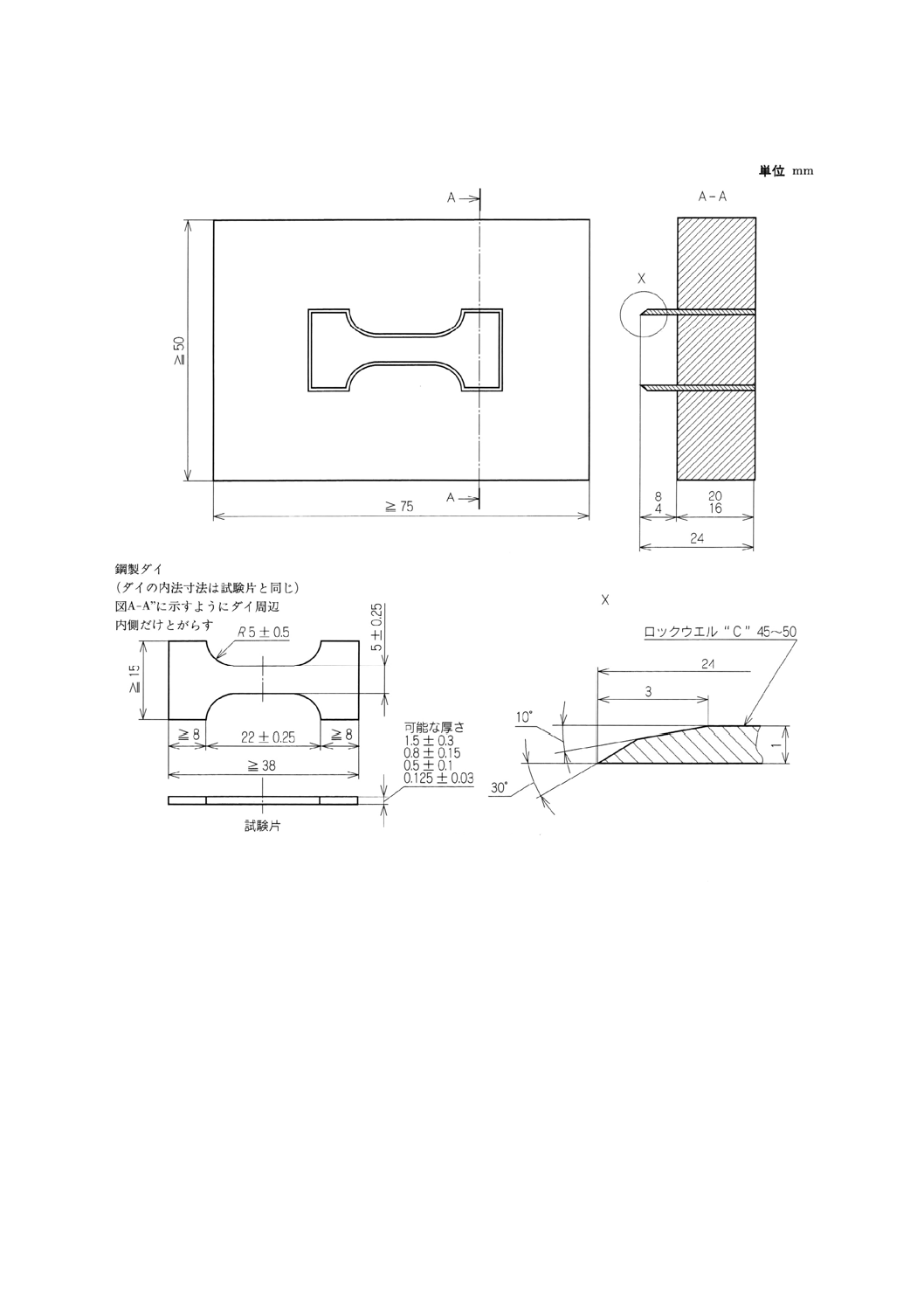
8.2.2.1.1(0.125mm厚さ以内)に述べた切削フィルム以外の試験片は図1のミクロ引張試験片打
ち抜きダイを使用して5枚の試験片を調製する。打ち抜きダイは5mm±0.5mmの曲率(以下,備考を参照
のこと。)をもつ鋼鉄製型である。
引張特性は,JIS K 7161の手順に従って測定するが,試験片はこの項で述べたものを使用し,初期のチ
ャックの間隔は22.0mm±0.13mm,引張速度は50mm/min±5mm/minとする。
各チャックにはさむ長さを等距離長にすることは必すである。引張伸びは記録紙から測定するが,初期
のチャック間隔の百分率で表現する。記録紙からの引張破壊伸びの決定において,時間軸に対し破壊点に
おいて垂直線を引く。時間軸に沿って垂直線の根元から荷重,時間曲線の出発点までの距離をはかる。と
きには引張破壊伸びを測定するのにエクステンションメーターが使われることがある。
備考8. 鉄鋼製打ち抜きダイはこの目的に適している。
鉄鋼製打ち抜きダイの供給者として
Stansvormenfabriek Vervloet B. V., Postbus 220, Gantelweg 15, 3350 A E Papendrecht Holland,
Tel : 078 15 10 77, Fax : 078 41 05 45
Accurate Steel Rule Die Co., 22 West 21st Street, New York, NY 10010, U. S. A., (212) 242-3606.
引張破壊伸びは,次の式で計算される。
m
0.
22
d
100
=
引張破壊伸び
ここに,
d= チャート上の距離,単位mm
m= チャート速度倍率
= チャート速度/引張速度(両者とも同一単位)
22.0= dの単位がmmの場合の係数
8.2.2.1.3
ASTM D 1457はPTFE,FEP及びPFAの引張強さ及び引張破壊伸びの精度の摘要を記載する。
ミクロ引張試験ダイの使用に関するラウンド・ロビング試験の追加はASTM審議会D-20で進めている。
偏りは試験結果及び真の値(参考値)間の体系的誤差である。この試験方法の偏りを推定する根拠に関し
ては公認された基準はない。
8.2.2.2
引張弾性率が測定できるふっ素ポリマー 引張特性は,JIS K 7162の手順に従って,試験片タイ
プ5Aを使用し,引張速度50mm/min±5mm/minで試験する。引張弾性率の測定には1mm/minの引張速度
で行う。
8.2.3
曲げ弾性率の測定は,JIS K 7171の手順に従って行う。
8.3
転移温度
8.3.1
荷重たわみ温度は,ISO 75-2によって測定する。
8.3.2
ガラス転移温度は,ASTM D 3418によって測定する。
8.3.3
溶融ピーク温度 それぞれのふっ素ポリマー特有の溶融ピーク温度は特定材料の識別に役立つ。
ASTM D 4591,補足としてASTM D 3418の試験方法がこの測定に適している。
8.3.3.1
溶融ピーク温度測定用試験試料は,受け取ったままの粉末,ディスパージョンから分離し乾燥し
たポリマー,ペレットから必要量を切り取ったもの,又は販売又は受け取った樹脂製品であってもよい。
試験は乾燥した10mg±2mgの試料で測定する。
2個の試料について,加熱及び冷却を繰り返しそれぞれ2回試験することが望ましい。PTFEのようなふ
っ素ポリマーは次のような溶融挙動を示すことがある。重合原料のような未溶融粉末の溶融ピーク温度は,
2回目以後の測定値より高い温度を示す。したがって第1回目及び2回目の融点を測定すべきである。PTFE
9
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の2回目の融点は通常327℃±10℃である。第1回目の融点は第2回目の融点より少なくとも5℃高い。
図1 ミクロ引張試験片用ダイ
8.3.3.2
示差走査熱量測定 (DSC) による溶融ピーク温度の試験方法は,ASTM D 3418及びASTM D 4591
に規定されている。昇温加熱速度は毎分10℃±1℃とする。最初の溶融試験では,しばしば二つのピーク
温度が観測される。この場合,低い温度をT1,高温ピーク温度をTuとして報告する。融点として単一の
値が求められる場合には,最高の温度を報告する。ピーク温度がとがった1点でなく丸みを帯びた形状で,
曲線のため識別困難な場合には,ピークの両方の側面に接線を引いて直線の交点から求める。
8.3.3.3
他の熱分析技術で溶融ピーク温度が測定でき,同一の値が得られるならその方法は採用できる。
8.4
密度 型成形品又は他の固体試料から2個の試料を切り取りISO 1183によって試験する。D方法を
使用する場合,管内の浸せき液は,表に指示したふっ素ポリマー試験用に適した液を使用する。
8.5
酸素指数による燃焼性 ISO 4589の手順による。
10
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6
粒径及び粒度分布 8.6.1及び8.6.2は,ともにPTFE及び関連材料に広く用いられている。8.6.3に
述べる電気抵抗変化測定に基づく,コールターカウンター装置法はPVDFにしばしば用いられる。8.6.4に
規定の光散乱法はすべてのふっ素ポリマーの粒径及び分布測定にますます広く使用されつつある。この規
格に示した方法と同等の結果を与える自動式又は計測器付き測定方法は,代替の方法として承認できる。
ASTM F 660(参考C参照)には,各種の粒子自動計数計による粒径比較の標準的実施方法が述べてある。
8.6.1
湿式ふるい分け分析
8.6.1.1
意義及び使い方,型成形又は押出成形によるPTFE樹脂の製品を作る場合,粒(又は凝集体)径
の大小,及び粒度分布の影響が大きい。PTFE樹脂の平均粒径は組ふるいを使った分別方式によって測定
する。ふるい分け分別は,ふるいの上のPTFE粉末に,ある種の有機溶剤を噴霧して湿らせ,塊を細かく
することによって網目の詰まりを防ぐなどの効果を上げる。公表の試験方法は,イソプロピルアルコール,
エチルアルコールなどの溶剤による報告がされている。
注意 使用前にイソプロピルアルコール及びエチルアルコールなどの溶剤の適格な安全情報を参考
にすること。
8.6.1.2
装置及び材料
8.6.1.2.1
はかり,±0.1gの精度まではかれるはかり。
8.6.1.2.2
標準ふるい,直径203mmのASTM E 11仕様に準拠した米国標準ふるい系列,呼び寸法1.4mm
(No.14),1.00mm (No.18),710μm (No.25),500μm (No.35),355μm (No.45),250μm (No.60),180μm (No.80)。
他の形態のふるいも等価の結果が得られれば使用できる。ふるい目開きが対数目盛に平等に関連してい
る一組の網ふるいが望ましい。
8.6.1.2.3
換気装置付きフード
8.6.1.2.4
ビーカー,150ml風袋計量済みビーカー,6個
備考9. 自重をはかったビーカーへ分別試料を移すときに起こる誤差を防ぐために,ふるいは自重を
はかり,乾燥し,はかりの上で計量するという代替案がある。
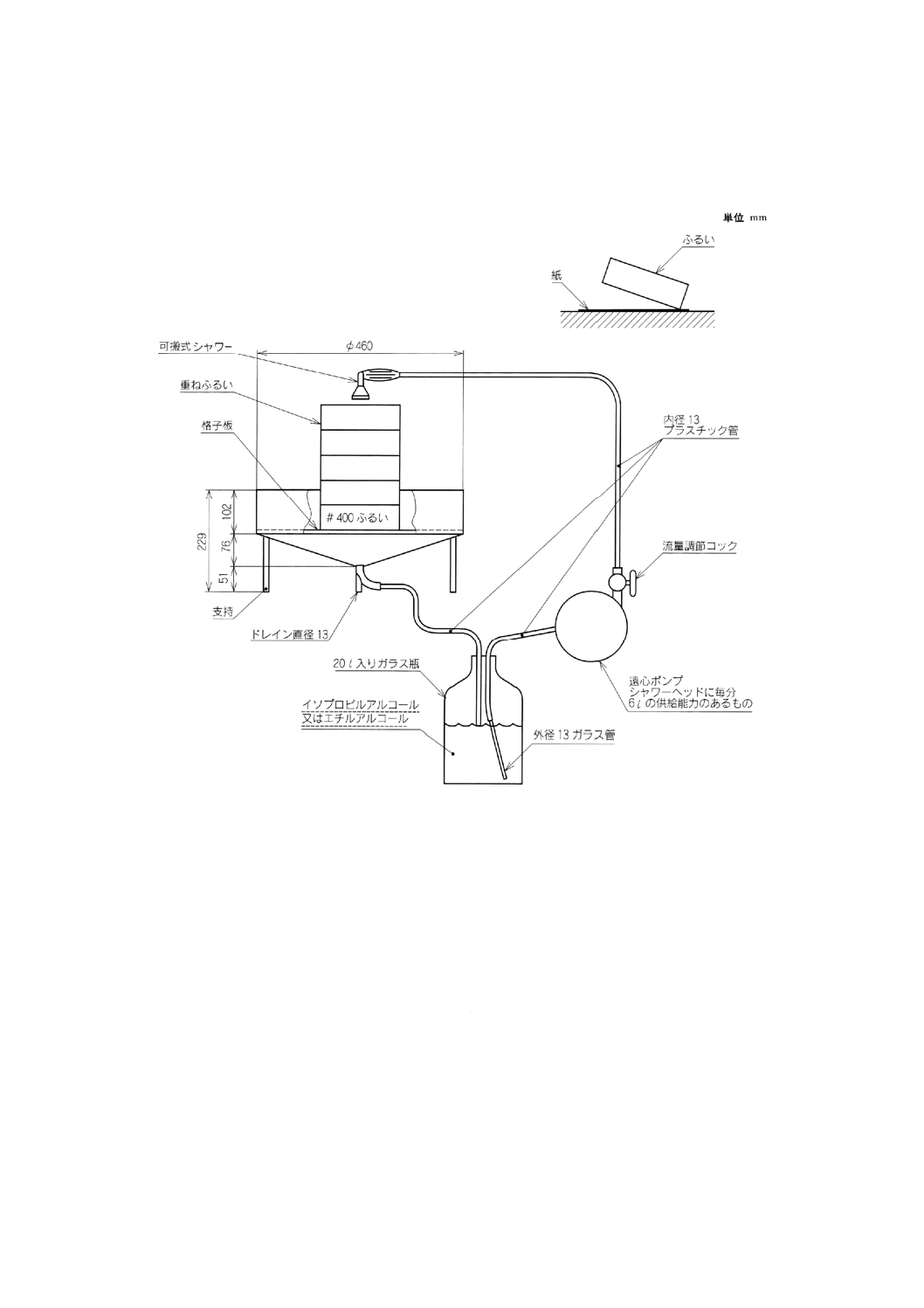
8.6.1.2.5
ふるい分け及び噴霧装置 噴霧液体の再循環装置配列図を図2に示す。設備は換気装置付きフ
ード又は通気のある場所で実行しなければならない。
8.6.1.3
試薬,噴霧液体20l 8.6.1の注意を参照する。噴霧液体はイソプロピルアルコール又はエチルア
ルコールなどの溶剤がよい。
8.6.1.4
手順
8.6.1.4.1
粒径が100μm以下の粉末の場合は試料を10g,又は100μm以上の場合は50gの粉末試料を採取
する。噴霧液体の流量を6l/min±0.5l/minに調整する。
8.6.1.4.2
一番上のふるいに計量済の樹脂を載せ,噴霧液体を1min±0.2min噴霧する。シャワーヘッドの
位置は,上段のふるいとほぼ同一水準で円を描くように移動する。すべての塊を砕き,ふるいの側面から
材料を洗いおとすようにする。
8.6.1.4.3
上段のふるいを外し,フードに移し,8.6.1.4.4に規定の炉で直ぐ乾燥できる状態まで乾燥させ
る。
8.6.1.4.4
すべてのふるいが噴霧されるまで,8.6.1.4.2及び8.6.1.4.3で規定している手順を繰り返す。ふ
るいを最低90℃から最高130℃の換気装置付き炉の中で最小限15分又は最長30分間乾燥する。その後室
温になるまで冷却する。
図2に示す1枚の紙の上に,各ふるいを叩いて樹脂を移動させる。各分別樹脂を風体計量済のビーカー
に入れ感度±0.1gまではかる。
11
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6.1.4.5
各ふるい上の樹脂質量は記録する。
8.6.1.4.6
ふるいの清掃はろ紙上で反転し,イソプロピルアルコール又はエチルアルコールなどを噴霧す
るが除去した樹脂が使用した溶剤中に混入しないようにすること。
図2 湿式ふるい分け分析装置
8.6.1.5
結果の標示
8.6.1.5.1
それぞれのふるい上の正味の樹脂百分率の計算,すなわち,一組のふるいの上からY番目のふ
るい上の正味の樹脂パーセントの計算は次のように行う。
Y番目ふるい上の正味パーセント=(Y番目ふるい上の樹脂質量g)×F
ここに,Fはパーセント換算係数
試料50gのときはF= 2………… (1/50×100)
試料10gのときはF=10………… (1/10×100)
8.6.1.5.2
それぞれのふるい上の累積樹脂百分率の計算は,次ぎのように行う。
Y番目ふるい上の累積樹脂パーセント=(Y番目ふるい上の正味パーセント)+(Y番目より
編目の小さいふるい上の正味パーセントの合計)
例 8.6.1.2.2の標準ふるい組でNo.35ふるいの累積パーセントの計算は次のとおりである。
500μm (No.35) ふるい上の累積樹脂パーセント
=500μm (No.35) ふるい上の正味樹脂パーセント
12
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
+355μm (No.45) 同上
+250μm (No.60) 同上
+180μm (No.80) 同上
+88μm (No.400) 同上
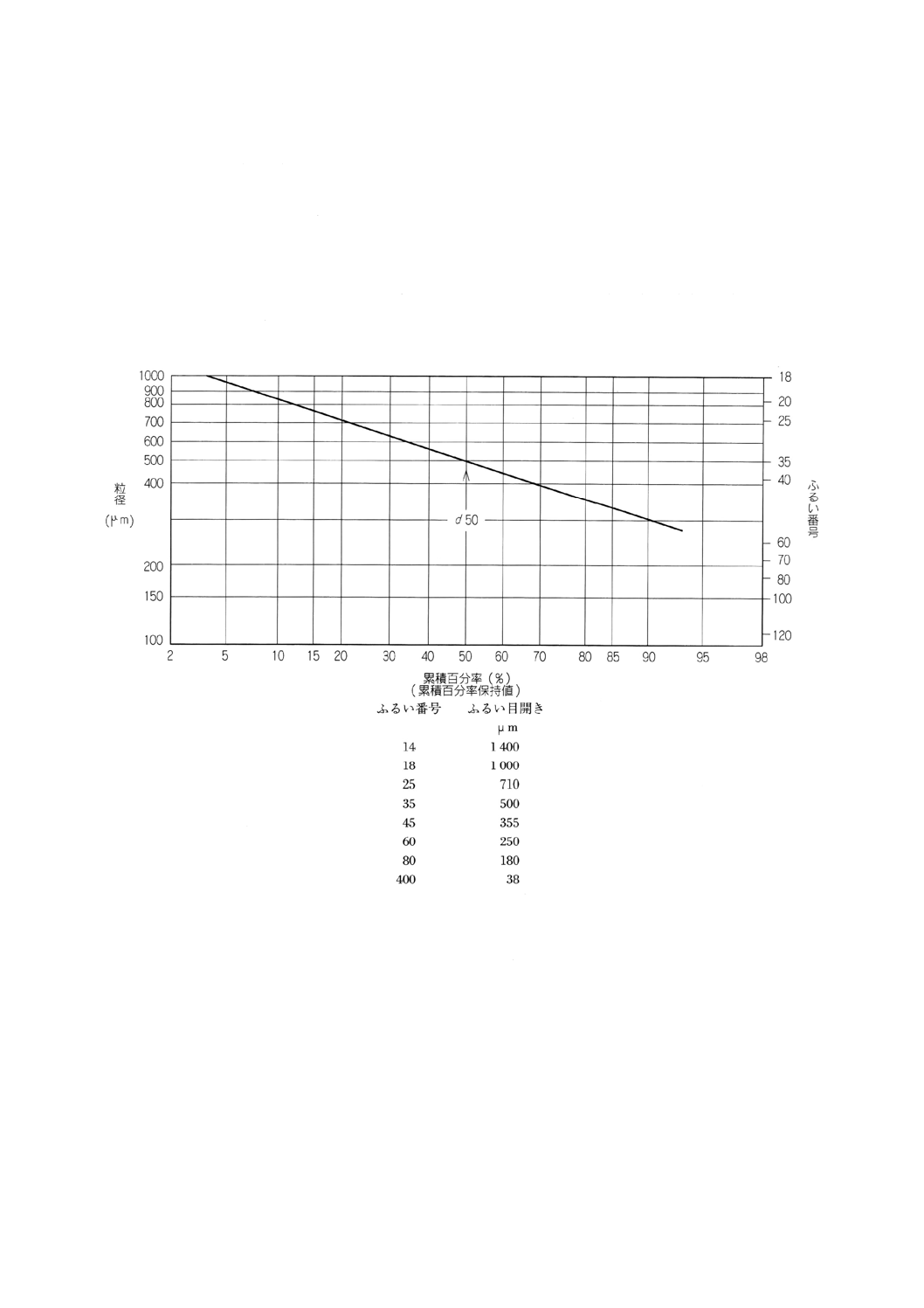
8.6.1.5.3
累積パーセントに対してふるい番号及び目開き寸法を対数−対数グラフ用紙にプロットする。
ふるい番号及びふるい目開き寸法(単位μm)は図3の下に示す。最も適する直線をひく。この直線より
累積パーセント50% (d50) における粒径を読みとる。この値を平均粒径(直径)d(単位μm)とする。
コンピュータによる線型回帰分析法によって粒径相関方程式を求め,この式より累積パーセント及び
d50の計算を行ってもよい。
図3 ふるい分析用対数確率図
8.6.1.6
精度及び偏り 樹脂粒子は複雑な形状をもっていること,各ふるい分け分別には粒度分布がある
ため,得られた粒径の数値及び粒径分布は相対的数値に過ぎない。試験系列の制限区間を基にした平均粒
径に対する95%信頼限界は±2.8%である。
この試験手法に対する測定値の偏りを検定するためには確立した適切な基準物質がないために偏りの精
度を決定できない。
8.6.2
乾式ふるい分け分析
8.6.2.1
意義及び使い方 PTFE樹脂の加工は,粒(又は塊)径の大小及び粒度分布の影響が大きい。
PTFE樹脂の平均粒径は,幾組かのふるいを使った分別方式によって測定する。分別は,規定する時間
に網ふるいの組の中の材料に機械的振動を与えることによって達成される。この手順は,ASTM D 1457及
13
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
びASTM D 4894に規定している。
8.6.2.2
装置
8.6.2.2.1
はかり ±0.1gの精度ではかれるもの。
8.6.2.2.2
標準ふるい ISO 565仕様で直径203mmの次のような目開きのふるいの使用を推奨している。
呼び寸法1.4mm (No.14),1.00mm (No.18),710μm (No.25),500μm (No.35),355μm (No.415),250μm (No.60),
180μm(No.80)。同等のふるいはASTM E 11(附属書C参照)にも示されているが,他の形態のふるいも等
価の結果が得られれば使用できる。ふるい目開きが対数目盛に対応しているふるいを一組で使用すること
が望ましい。
8.6.2.2.3
ふるい分け機械(振動機) 機械的にふるいを振動させる均一に回転運動と打振を(同時に)
与える装置。
8.6.2.2.4
冷凍庫 市販の冷凍庫(ドライアイス収納箱でも使用できる。)
8.6.2.3
手順
8.6.2.3.1
アルミニウム製皿に50g±0.1gの試料を入れる。皿と内容物を10℃以下に冷却する。
8.6.2.3.2
8.6.2.2.2に規定の各ふるいの自重をはかる。状態調節した試料を上段のふるいに載せ,10min±
0.5minふるい分け機械で振動させる。
状態調節した試料の温度よりふるい分け室の露点を低く保ち,試験中に試料に結露を起こさないように
する。各ふるい上の樹脂の質量を測定する。
8.6.2.4
結果の表示
8.6.2.4.1
各ふるい上の樹脂の正味百分率は,次のように計算する。
Y番目のふるい上の正味百分率=(Y番目ふるい上の樹脂の質量g)×2
8.6.2.4.2
各ふるい上の樹脂の累積百分率は,次のように計算する。
Y番目ふるい上の累積樹脂パーセント=(Y番目ふるい上の正味パーセント)+(Y番目より目開きの
小さいふるい上の正味パーセントの合計)
例 8.6.1.2.2の標準ふるい組でNo.14ふるいの累積パーセントの計算は次のとおりである。
1 400μm (No.14) ふるい上の累積樹脂パーセント
=1 400μm (No.14) ふるい上の正味樹脂パーセント
+1 000μm (No.18)
同上
+710μm (No.25)
同上
+500μm (No.35)
同上
8.6.2.4.3
累積パーセントに対してふるい番号及び目開き寸法を対数−対数グラフ用紙にプロットする。
ふるい番号及びふるい目開き寸法(単位μm)は図3の下に示す。
最も適する直線をひく。この直線より累積パーセント50% (d50) における粒径を読みとる。この値を平
均粒径(直径)d(単位μm)とする。
コンピュータによる線形回帰分析法によって,粒径相関方程式を求め,この式より累積パーセント及び
d50の計算を行ってもよい。
8.6.2.5
精度及び偏り 次のふるい番号の樹脂分別量の合計No.25+35+45に対する試験精度は±3.2%
(2σ限度)である。ここでふるい保留分の組合せは,試料に対して平均78%である。
この試験手順の偏り測定に対して公認の適当な基準物質がないため,偏りをまとめられない(この試験
手法に対する測定値の偏りを検定するには確立した適当な基準物質がないために偏りの精度を決定できな
い。)。
14
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6.3
電気抵抗法(コールターカウンター装置)による粒径及び粒度分布 使用する装置の試験法は,英
国規格BS 3406 : 1983の5部に述べてある。
8.6.3.1
意義と使い方 ふっ素ポリマーの粉末は,粒径とその粒度分布の仕様によって用途が異なる。粉
末状で,例えばPVDFなどにはふるい分け試験方法は適さない。
8.6.3.2
装置
8.6.3.2.1
電気計測原粒子計数計 絞り管径は2%から60%の間に大多数の粒子が測定範囲に入るように
選ぶ。計器の絶対項(定数項)の補正は,入手が容易で,粒度分布が狭い標準ラテックス(特に単一分散
粒子,界面活性剤を含む蒸留水に懸濁する。)を使用して積分計数法で実施する。標準ラテックスはスチレ
ン・ジビニルベンゼンコポリマーを特に推奨する。
8.6.3.2.2
微量分析はかり
8.6.3.2.3
マグネットスターラー
8.6.3.2.4
超音波水槽
8.6.3.3
手順
8.6.3.3.1
0.2g/lから0.3g/lまでの濃度の非イオン界面活性剤(備考10.参照)添加電解水溶液を調整する。
電解質液としては,1%質量/容積 (m/v) の塩化ナトリウム液又は1%特製塩性溶液(備考11.参照)があ
る。
例として,500ml中の電解溶液に4滴の界面活性剤を加えれば,気泡を抑制して粉末懸濁液が得られる。
0.3μmミクロフィルタ(備考12参照)を使ってろ過する。
備考10. Rohm&Haas社の非イオン界面活性剤のTritonX-100,オクチルフェノール (octylphenol) 系,
その他類似の製品で同等の効果のあるものが使用できる。
11. Coulter Counter Ltdから発売されている商品名Isoton特製調製液がある。
12. Millipore corporationから発売されている。
13. この情報は,この規格の使用者にとって有益であるが,これらの材料は,ISOによって規定
されていない。
8.6.3.3.2
計量した100mgの粉末を100mlビーカーに入れ40mlの界面活性剤を加える。
8.6.3.3.3
粉末のスラリーを高速マグネットスターラーでかくはんし良好な湿潤と凝集粉末を分散する。
一定のミキサーを使用して,ディスパージョン化する際粉末の平均粒径に対する対混合速度及び混合時間
の関係を考慮して,混合条件をあらかじめ決めるべきである。混合を厳しくしすぎ粉末をすり砕かない(極
限の粒径まで破壊しない)ことが重要である。
標準的な条件は,スラリーのかくはんを2分〜3分続けた後で,更に700rpm〜750rpmの回転速度で15
分間回転させる。
8.6.3.3.4
ビーカーを超音波槽に浸し懸濁液の液面と水槽の液面とを一致させる。処理時間及び超音波振
動数は,加温によって形態の破壊を避けるように選ぶ。
超音波セル崩壊機で20kHzで4分間の条件は,懸濁液中のふっ素ポリマー粒子を均一にするためには十
分である。
8.6.3.3.5
マグネットスターラーを使用して,十分な回転速度で再かくはんを行い均一な懸濁液を保つ。
濃度調節のために100μl〜200μlの懸濁液を除去することがある。8.6.3.3.1に述べた,1% (m/v) の塩性溶液
を満たした特別製の200ml丸底容器の中で,分析を行う。溶液を満たすときに気泡を巻き込まないよう注
意する。
8.6.3.3.6
時間モード中に粒子数を3回測定する。
15
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.6.3.3.7
最後に通過した水路の直径より小さい分別粒子を考慮に入れて,読み取った直径を修正する。
8.6.3.4
結果の表示 8.6.1.5.3のふるい分け分析に述べた適切なグラフ用紙上に容積又は質量含有率曲線
を作図する。
8.6.4
レーザー光散乱による粒径及び粒度分布測定
8.6.4.1
意義及び使い方 特定材料の粒径及び粒度分布測定に用いる光散乱の手法は最近著しく進歩し,
ふっ素ポリマー粒子の測定にも広く応用されている。
8.6.4.2
装置 粒径分析はフラウンホーファー回折 (Fraunhofer diffraction) 又はミー散乱 (Mie scattering)
並びに両者併用の光散乱分析技術による。分析装置体系又は準体系は,使用する粉末の粒径に対し最適範
囲があることに注意すること。
8.6.4.3
手順 試験する粒径材料に関する標準的試験方法の記述がなければ,計測器製造業者からの取扱
説明書に従う。
9. ふっ素ポリマーディスパージョンの試験
9.1
通則 この規格は,ふっ素ポリマー及びディスパージョンの特性を規定する幾つかの試験方法を示
す。これらの方法を補足するものとしてISO 12000及びISO 8962がある。これらは,一般的にポリマーデ
ィスパージョンに適用される。基本となる最も一般的なふっ素ポリマーディスパージョンはPTFEである。
この規格の手順はPTFEのディスパージョン及びディスパージョン中のPTFEの特性に限定して述べる。
ここでは10.に詳しく述べる試験の骨子を確認する。すなわち,
a) ディスパージョン中の固形分がPTFEであること,
b) PTFEの特性を規定する。
これらの試験を実施するために,乾燥した,固体のPTFEをディスパージョンから分離しなければなら
ない。手順は次に述べる。
9.2
試験液の調製
9.2.1
ディスパージョン中のPTFE固形分は,静置しておくと沈降する傾向がある。したがってディスパ
ージョンは,ゆるやかに混合し均一化させてからサンプリングするのが望ましい。
ゆるやかな混合方法としては,ドラムに入れたディスパージョンを3rpm〜4rpmの速度で5分間回転さ
せる,滑らかな棒で3分間〜4分間かき混ぜるか,他のゆるやかなかくはん方法でかき混ぜる。
注意 過度のかくはんは,ディスパージョンの凝集を生じる。
9.2.2
混合後分別量に必要なサンプルを採取する。適切な方法は,両端が開いたままの清浄な,表面の滑
らかな乾いたガラス管を容器の底まで挿入する。ガラス管の内径は6mm又は7mmのものが適している。
ガラス管の両端は皮膚をきずつけないように滑らかにするとよい。ガラス管の上を閉じ,容器から引き上
げ,内容物を清浄で乾燥した広口瓶に移す。必要量が得られるまで作業を繰り返す。
9.2.3
幾つかの容器からサンプルを抜き取り一緒にする。ゆっくりとかくはんし完全に混合させる。試験
前にも再びゆっくりとかくはんし完全に混合させる。
9.3
ディスパージョンからのPTFEの分離
9.3.1
装置,475ml密封ふた付き広口瓶,12.5cmブッフナ漏斗 (Buchner funnel),100ml目盛付シリンダ
ー,時計皿又はアルミニウム皿,水銀柱10mmの絶対圧力中で150℃で操作できる真空炉,デシケーター,
はかり。
9.3.2
材料,メタノール,アセトン,ろ過布:PTFEディスパージョン及び脱イオン水
9.3.3
粉末PTFE分離手順
16
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.3.3.1
二重の粗い目の綿布でPTFEのディスパージョンをろ過する。都合のよい量とは,35gの固形分
を分離させるに十分なディスパージョンである。
試験には12.6gの固形分が必要である。適量のろ過済みディスパージョンを475ml広口瓶に加える。
9.3.3.2
ろ過試料に次の順序で添加する。まず,50mlのアセトンを加える。続いて75mlの脱イオン水と
75mlのメタノールを加える。
9.3.3.3
瓶を密閉し,試料が凝集するまで振動する。
9.3.3.4
瓶の口を八重のろ過布で覆い,ブッフナー漏斗にろ過布が入るように瓶を逆さまにする。
9.3.3.5
真空弁を開き液体部分をろ過する前にブッフナー漏斗から瓶を離す。
9.3.3.6
真空状態を解除し,樹脂を475ml瓶に戻す。200mlのメタノールを加える。
120秒±15秒間振動する。9.3.3.4及び9.3.3.5で示したように,真空ろ過することでメタノールを除く。
9.3.3.7
9.3.3.6の手順を繰り返す。
9.3.3.8
85℃±5℃に加熱した脱イオン水又は蒸留水を200ml使用して9.3.3.6の手順を2回繰り返す。
9.3.3.9
洗浄した試料をアルミニウム皿又は時計皿の上に移し,汚染しないように覆いをする。
9.3.3.10 水分が0.04%又はそれ以下になるまでPTFE粉末を乾燥する。乾燥した粉末はデシケーター中で,
室温になるまで冷却した後,計量する。乾燥,冷却,計量を繰り返すことが必要である。
備考14. 所要乾燥度に到達させるためには,水銀柱10mmの絶対圧力の真空炉及び150℃の温度を使用
することを推奨する。
9.4
ディスパージョン中の凝集物 ディスパージョン中の凝集ポリマーの存在は,購買者にとって有益
ではない。この試験は,凝集ポリマーの含有率を測定する。
9.4.1
装置 ディスパージョン1 000g±1g収容できる風袋を計量したビーカー,80メッシュろ過用金網,
漏斗,120℃±5℃で操作できる炉,デシケーター,感度±1mgのはかり
9.4.2
材料 蒸留水,PTFEディスパージョン
9.4.3
手順 100g±1gのディスパージョン (m1) を風袋を計量したビーカーに入れる。1mgの感度でふる
いを計量し質量 (m2) を記録する。ふるいを漏斗に固定し,スクリーンを通してディスパージョンをろ過
する。25mlの蒸留水でビーカーをすすぎ,この洗浄水で金網上の凝集物を洗う。25mlの洗浄瓶からの蒸
留水で金網上の凝集ポリマーを静かに洗う。金網を注意深く漏斗から取り外し,120℃±5℃,2時間乾燥
する。金網及び凝集物の質量をデシケーター中で室温まで冷却した後,1mgの感度で計量する。その質量
(m3) を記録する。
9.4.4
結果の表示,凝集物含有率を計算する。
()
(
)
(
)
含有率
%
凝集物含有率
PTFE
m
m
m
100
1
2
3
×
−
×
=
ここに, m1: ディスパージョン・サンプルの質量 (g)
m2: ふるいの質量 (g)
m3: ふるい及び凝集重合体の質量 (g)
PTFEの含有量は9.5で測定したディスパージョン中のPTFEの質量含有率であり,小数で表現する。
9.5
水性ディスパージョン中のポリマー及び界面活性剤含有率
9.5.1
重力質量損失方法によるポリマー固体分及び界面活性剤の含有量 PTFE固体百分率及び界面活性
剤含有率は,継続的に水分及び界面活性剤を蒸発させることで測定できる。界面活性剤含有率は,ディス
パージョン中に存在するPTFEの質量を基点にしている。すべての含有率は質量ベースで表現する。
9.5.2
装置 アルミニウム製計量皿,120℃±5℃が維持できる炉,及び380℃±10℃が得られる炉。
17
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
感度0.1mgのはかり。
9.5.3
手順 アルミニウム製計量皿を感度0.1mgの感度まで計量する (m1)。10gのPTFEディスパージョ
ンを加え,直ちに0.1mgの感度で計量する (m2)。120℃±5℃で2時間試料を乾燥する。デシケーター中で
室温まで冷却した試料を0.1mgの感度で計量する (m3)。計量後界面活性剤を蒸発させるために,試料を
380℃±5℃の炉の中で,35min±1min置く。試料を室温まで冷却するために,デシケーター中に放置し,
0.1mgの感度で計量する (m4)。
9.5.4
結果の表示 界面活性剤が完全に蒸発した場合は,次の式を使用する。
PTFE含有率 (%) = [(m4−m1) / (m2−m1)] ×100
界面活性剤含有率 (%) = [(m3−m4) / (m4−m1)] ×100
界面活性剤の蒸発が不完全な場合は,次の式を使用する。
PTFE含有率 (%) :100× [(m3−m1) ・ (m3−m4) × (1+k)] / (m2−m1)
界面活性剤含有率 (%) :100× (m3−m4) × (1+k) / [(m3−m1) − (m3−m4) ×
(1+k)]
ここに,
k=界面活性剤の非揮発部分の質量/界面活性剤の揮発部分の質量
要求に応じて,供給者は需要者に対し,この試験方法の手順によって,界面活性剤は完全に除去できる
ことを通告するか,又は製造業者は,界面活性剤を規定するか,又は界面活性剤の蒸発部分及び非蒸発部
分を限定しなければならない。
9.5.5
精度及び偏り この試験方法の精度及び偏りについては,ASTM D-20.5.12小委員会の作業グルー
プが調査中である。
9.6
液体比重計によるPTFE固体含有量
9.6.1
PTFEディスパージョン中の固体含有量の概数は,通常ディスパージョンの比重から測定する。浮
きばかりの読みは固体含有量,界面活性剤含有量,及びディスパージョンの他のパラメータと相関的要素
がある。その結果,いかなる単一の換算表でも固有の誤差をもち,一般的に使用することができない。こ
の試験方法を使用するならば,使用する体系用に,比重と必要精度の固体成分含有量の関係表を作るほう
がよい。又は供給者が表を提供しても差し支えない。
備考15. ふっ素ポリマーのディスパージョンには添加剤が入ってるため,ディスパージョンの粘度を
大幅に増加させてしまう。その結果,浮きばかり法では信頼のおける密度の測定ができない。
9.6.2
装置 1.000〜1.550の間の比重を,±0.001の精度で測定できる1本又は一式の浮きばかりを入れ
て,壁との間に十分な間げきが保てる目盛付きシリンダー。同等の結果を得る自動測定装置は代替の計器
として承認される。代替計器の例は,10.4.3.3に言及している。
9.6.3
手順 目盛付きシリンダーに浮きばかりが浮くのに十分な量のPTFEディスパージョンを満たす。
シリンダーの中に浮きばかりを入れる。シリンダーにディスパージョンを加えて満たし,メニスカスが
僅かに凸面となるようにする。ディスパージョンの上部で浮きばかりの目盛を読取る。読取り数値の精度
は0.001とする。表を使って浮きばかりの読み数値を,固体成分含有量の値に移し変える。
9.6.4
精度及び偏り この試験方法の精度及び偏りについてASTM D-20.5.12.小委員会の作業グループが
調査中である。
9.7
ディスパージョンのpH値 試験方法はISO 1148に従う。この規格の第1部ではディスパージョン
のpH値は表示特性として選ばれてはいないが,購買者又は販売者の中には,pH値を購入仕様書に添付す
ることを重要としているためこの規格に含めた。
18
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考16. PTFEのディスパージョンは,電極をコーティングすることがある。そのため完全な清浄が
必要になる。柔らかい布に浸したトルエン又は高濃度界面活性剤で掃除することを提案して
いる。
注意 トルエンは危険物質である。使用前に適格な安全情報を参考にすること。
10. PTFE及び類似材料の試験
10.1 通則 PTFE及びその類似材料は,加工温度における粘弾性特性のために,通常熱可塑性プラスチッ
クに用いる加工方法は応用できない。このふっ素ポリマーグループの試験片の調製方法は,原則的には粉
末金属,セラミック,又は鉛圧延操作に極めて似ている。国際規格間で多くの熱可塑性プラスチックに見
いだされる通常の加工方法は適切でない。
この規格は,この業界で開発された,試験片の適切な調節及び加工性の評価に重要な細目を含む。特に
粒子の性質に関連する試験は重要である。
これには粒径,かさ密度及び粉末流動性がある。SSG及びESG試験は相対分子量及び熱安定性を推定す
る手段として開発された。加えて,押出圧力及び延伸空げき指数 (SVI) は,多用されている。これらは
PTFEのディスパージョンの凝集物の適応性を評価する重要な試験である。
10.2 型成形による試験片の調製
10.2.1 PTFE及び類似材料の引張特性試験円板
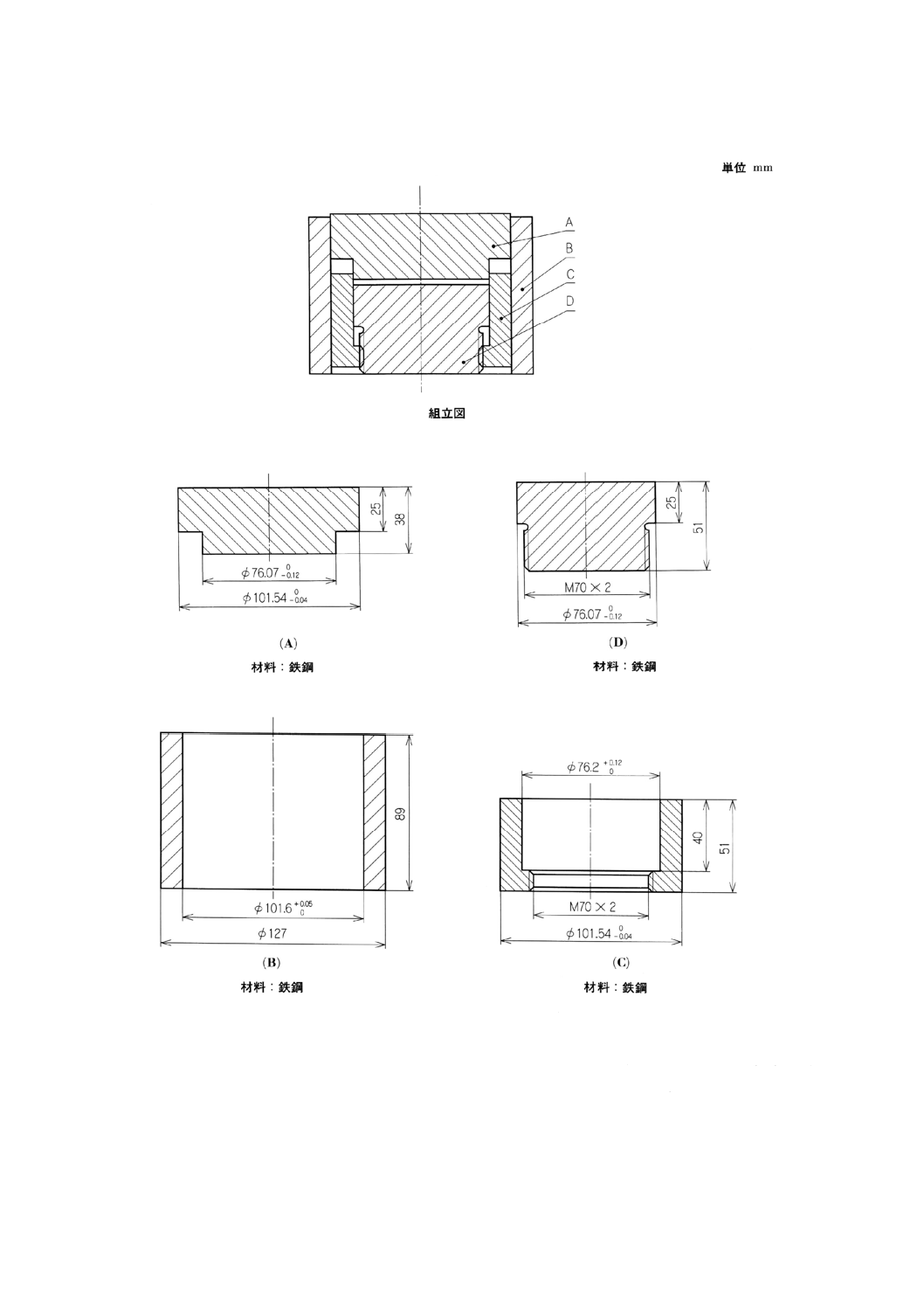
10.2.1.1 装置
10.2.1.1.1 金型組立 図4に示す。
金型は,図4に示すように上部圧縮板を外した形で組み立てられる。
10.2.1.1.2 油圧機 少なくとも35MPa,充てん材入りPTFEには70MPaの圧力で予備成形をなす。油圧機
の計器の多くは,N又はkgfなどの絶対的基本単位で読み取ることができる。必要圧力は正確に計算する
ように注意を払うべきである。
10.2.1.2 手順 7.1によって予備成形する材料は,少なくとも6時間状態調節する。キャビティ直径より
わずかに小さい円形アルミニウムはくで型の底部内面を覆う。この円板は樹脂が金属面に粘着するのを防
ぐ。
約20gの試験用粉末を目開き2mmのふるいにかける。ふるった粉末14.5g±0.1gをひょう量し型に移す。
型キャビティの上部を鋼鉄製直定規でなでそろえ,粉末が水平に入ってから型キャビティの高さを調製す
る。
備考17. キャビティの深さは,異なるかさ密度の粉末に対して容易に水平化できるように調節できる。
2枚目の円形アルミニウムはくを粉末の上部に置く。
型本体内部で,上部加圧板が自由に動けることを確かめて挿入する。
適切な油圧機の板の間にダイ(組立品)を置き,約10分間均一にダイにかけて圧力を上昇させる。圧力
はPTFE-S(か粒PTFE)には15MPa〜35MPa,充てん材入りPTFEには35MPa〜70Mpa,PTFE-E(ディス
パージョン凝集固体又はファインパウダー)には15MPa加える。
備考18. 小粒径,低粉末流れ性のPTFE-Sには15MPaの圧力で十分予備成形ができる。充てん材入り
PTFE材料には,予備成形品にクラックを生じない範囲で高い圧力(最高70MPaまで)を負
荷することが望ましい。
規定の圧力に維持して型を3分間締める。10秒±2秒かけて徐々に圧力を下げ,除圧後注意しながら型
から予備成形品を取り出す。
19
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
離型用アルミニウムはくを型成形品から離し,予備成形品を得る。
図4 引張特性測定用試験片作製用ダイ組立図
10.6.1.3及び表6の条件によって予備成形品を焼成する。
10.2.2 切削加工又は他の切断加工したPTFE引張特性試験片用円柱素材(ビレット) 小形円柱素材(ビ
レット)から切削又は切断されたフィルム又はシートは,10.2.1の試験用円板(ディスク)の代替品とし
て使用できる。
予備成形圧力15MPa:小粒径,低粉末流れ性か粒及びディスパージョンから凝縮したPTFEパウ
20
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ダー
35MPa:PTFE-S用
35〜70MPa:充てん材入りPTFE
未充てん切削フィルムの呼び厚さは,最小0.125mm,最大0.5mmである。充てん材入りPTFE材料の切
削フィルムの厚さは,最小0.5mm,最大1.2mmである。円柱形素材(ビレット)から試験片を薄切り(ス
ライス)して調製する場合の厚さは,0.8mmである。
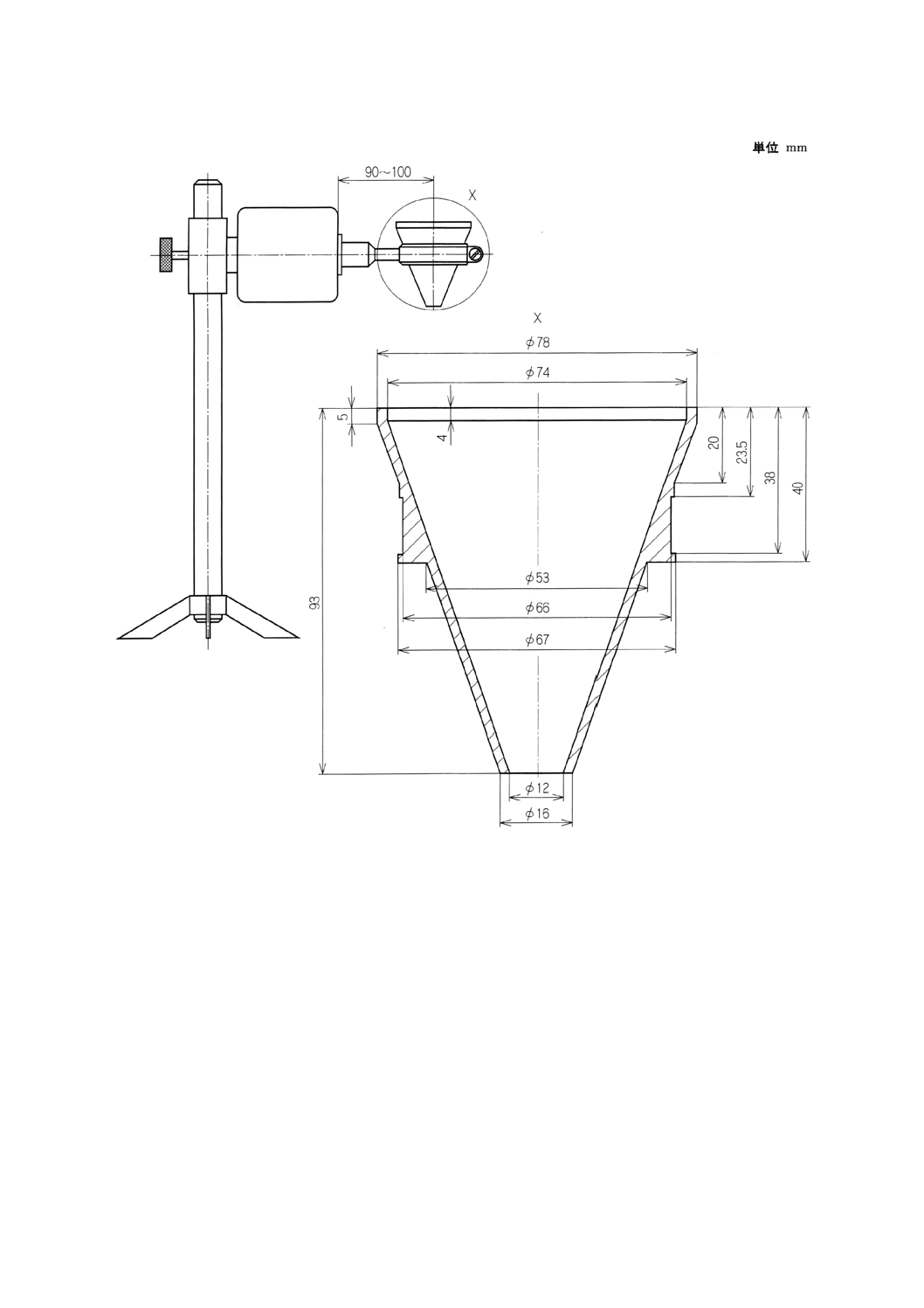
10.3 かさ密度
10.3.1 意義及び使い方 かさ密度は樹脂の金型への粉末充てん作業性を示す尺度である。PTFE樹脂は輸
送中及び貯蔵中に固まる傾向がある。
PTFE材料はふるいに掛けたり,他の方法でほぐしても元の製造時の状態には復元できない。少量の圧
縮又はせん断で固まる傾向があるので,次に述べる手順によってこの特性を測定する。この手順はASTM
D 1457及びASTM D 4894に規定する。
10.3.2 装置
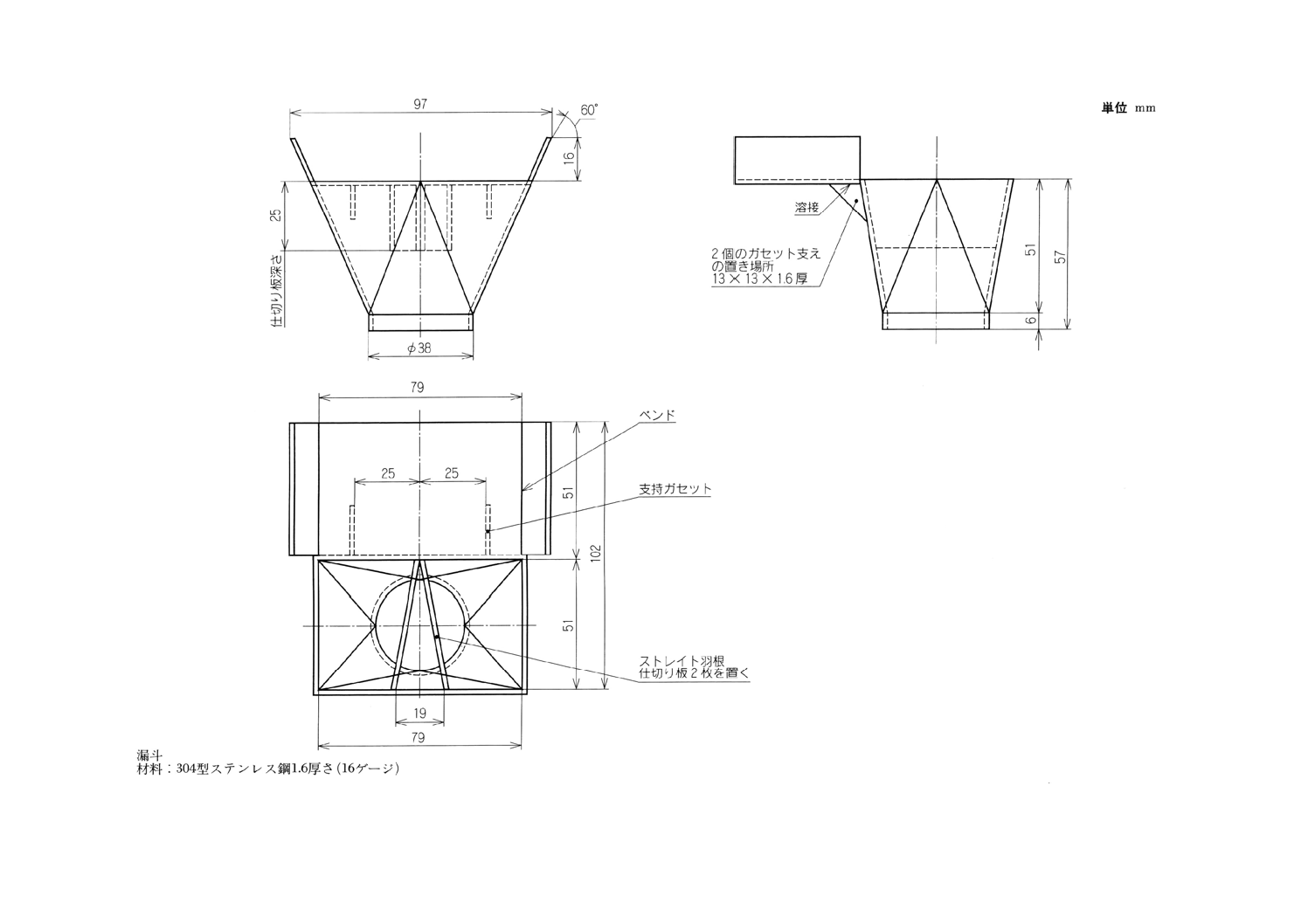
10.3.2.1 漏斗 図6に示す漏斗
10.3.2.2 供給器(フィーダー) V字形容器の上から約2/3の場所に,2.38mmの目開きをもつ網ふるいを
取り付けた供給器。漏斗は,供給器の外側に永久的に取り付ける。
備考19.の修正案
供給器(フィーダー)は粉体ハンドブック記載の機器メーカー,機種から
適宜選択,購入して使用できる。
10.3.2.3 制御装置
備考20. 制御装置は粉体ハンドブック記載の機器メーカー,機種から適宜選択,購入使用できる。
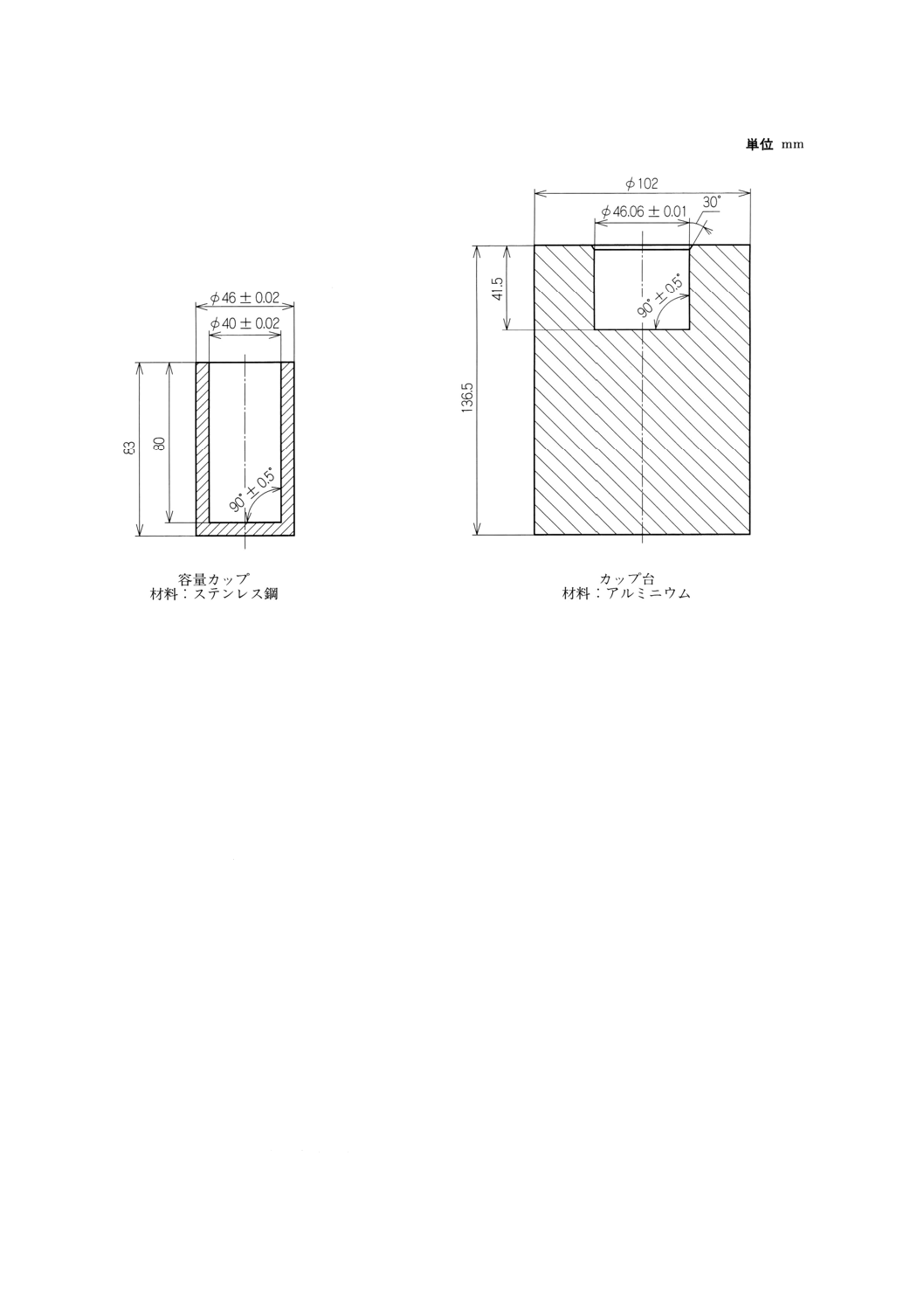
10.3.2.4 容量カップ及びカップ台(図7) 容量カップは,最初に250mlの蒸留水を満たして目盛を調製
する。カップの上部に平ガラス板を載せる。カップの外側を乾燥して計量する。正味の質量は250g±0.5g
とする。容量カップの上下面及びカップ台は平たんかつ平行に機械加工しなければならない。
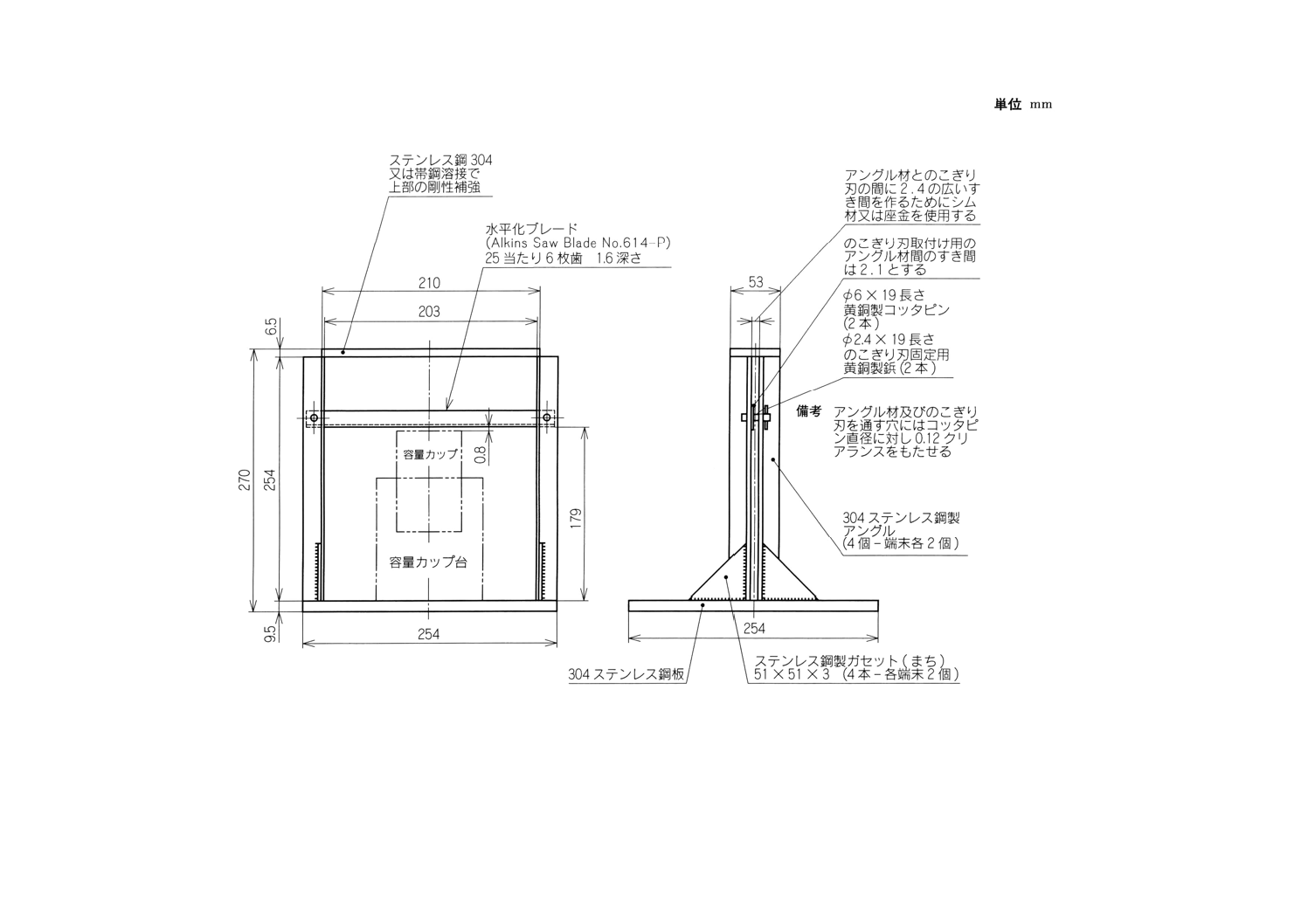
10.3.2.5 水平化装置 図8に示した水平化装置は,作業台に永久的に固着させる。のこぎりの歯の端が容
量カップの上部の0.8mm以内を通過するように調節する。
21
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
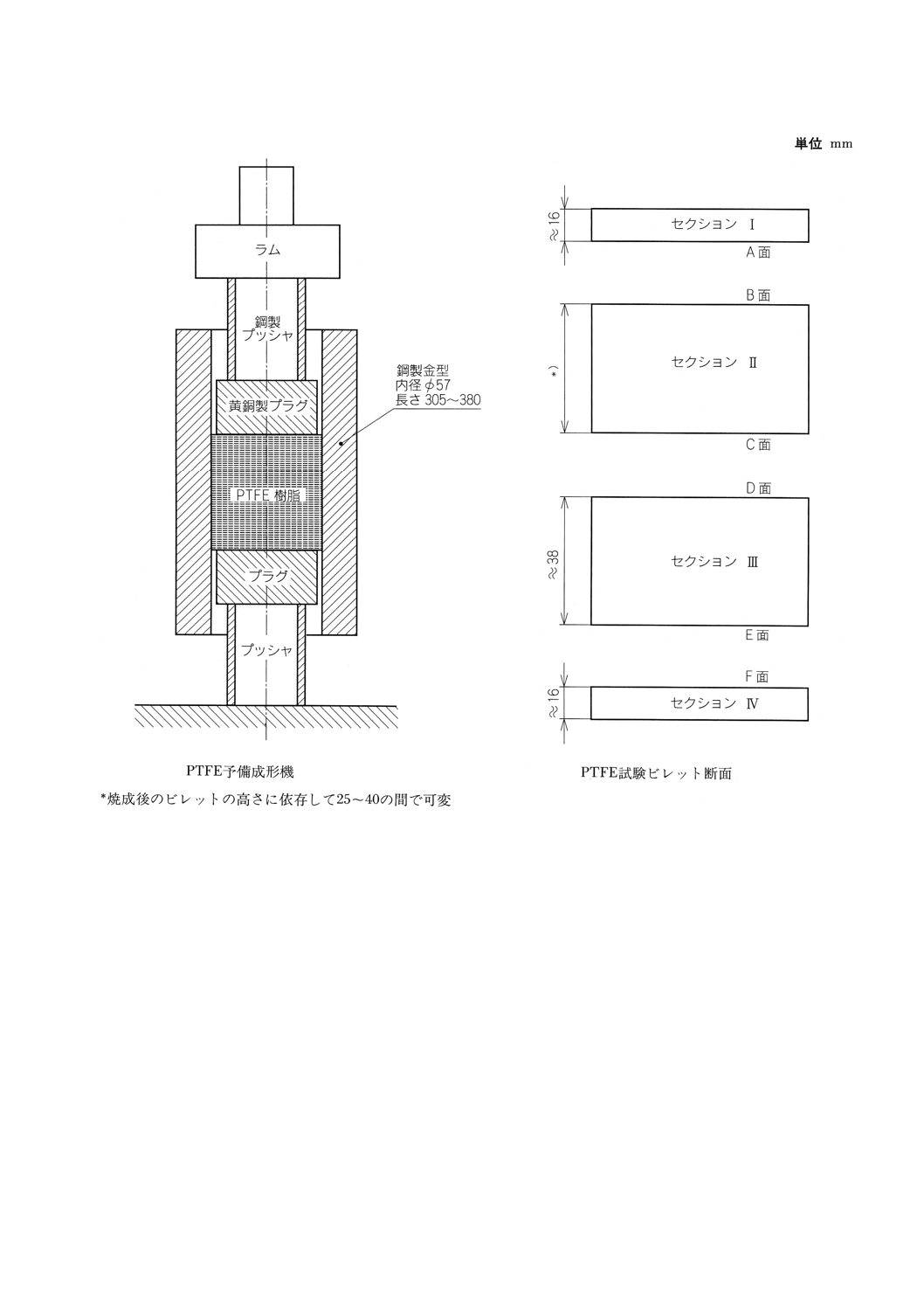
図5 PTFE試験ビレット予備成形装置
2
2
K
6
9
3
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6 かさ密度測定用漏斗の詳細

23
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考
a) 上部と底部の平行度:0.05mm
b) カップ内部の隅角:直角
容量カップ
材料:304ステンレス鋼管
備考
a) 上部と底部の平行度:0.05mm
b) 外部の鋭角部分をRにする
c) 中心線に対し,底部の穴及びカップ上部表面に
対し直角仕上げ
容量カップ台
材料:17S-Tアルミニウム
図7 かさ密度測定用容量カップ及びカップ台
2
4
K
6
9
3
5
-2
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8 かさ密度測定用水平化(ならし)台
25
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3.2.6 作業台表面 容量カップ及び水平化装置を保持する作業面は,実質的に振動に対して影響されな
いこと。供給器は隣接する作業台に又は壁ブラケットに装着しなければならない。
10.3.2.7 はかり 延長さお付きばかりで,500gまで計量でき,感度は0.1g又はそれと同等のもの。
10.3.3 手順 清浄で乾燥した容量カップをはかりの上に載せ,風袋自重をゼロに調整する。約500mlの試
験用樹脂を選び供給器のスクリーンの上に載せる。カップをカップ台の中に置く。供給器出口からカップ
上部ふちまでの距離(樹脂の落下距離)が38mm±3.2mmになるように組み立てておく。
落下距離が増加すれば,カップ中でかたまりを起こし,かさ密度値は高くなる。カップが20秒から30
秒内で満杯になるように制御装置を設定する。振動金網上に試料を注ぎ込む。樹脂をカップに満たし,山
盛りの状態にしてあふれ出すようにする。樹脂が落ち着くまで約15秒間放置し,ゆっくりとカップとカッ
プ台を水平化装置の下に押し込む。
水平化するまで樹脂及びカップを激しく動かさないように注意する。
10.3.4 結果の表示 カップ中の樹脂の質量 (g) をひょう量する。カップの容積は250mlなので,かさ密
度をg/lで表示する場合はカップ容量をlに換算する。すなわち,樹脂の実測質量を4倍するとよい。次に
かさ密度 (g/l) の計算式を示す。
かさ密度(単位g/l)=樹脂質量×4
10.3.5 精度と偏り この規格の手順の精度説明は,目下開発中である。この試験方法の手順による,かさ
比重の値は,試験方法の点からだけ規定されるから,偏りはないといえる。
10.4 押出圧力
10.4.1 意義及び用途 PTFE-E樹脂の加工には,樹脂に揮発性液体を配合した“ペースト押出し”又は“潤
滑押出し”が含まれる。
この混合品を押し出すためには圧力を加えなければならない。圧力は幾つかの加工条件に影響される。
加工条件には,押出し中(一般には縮少比によって特質化される)に混合品に与える変形の種類及び量,
使用液体のタイプ及び量,並びに押出温度が含まれる。
決められた加工条件のもとで,ペースト押出しをする際に必要とする圧力(押出圧力)によって樹脂間
の特性の違いが明確に区別できる。
10.4.2 装置(同等の装置が代替し得る)
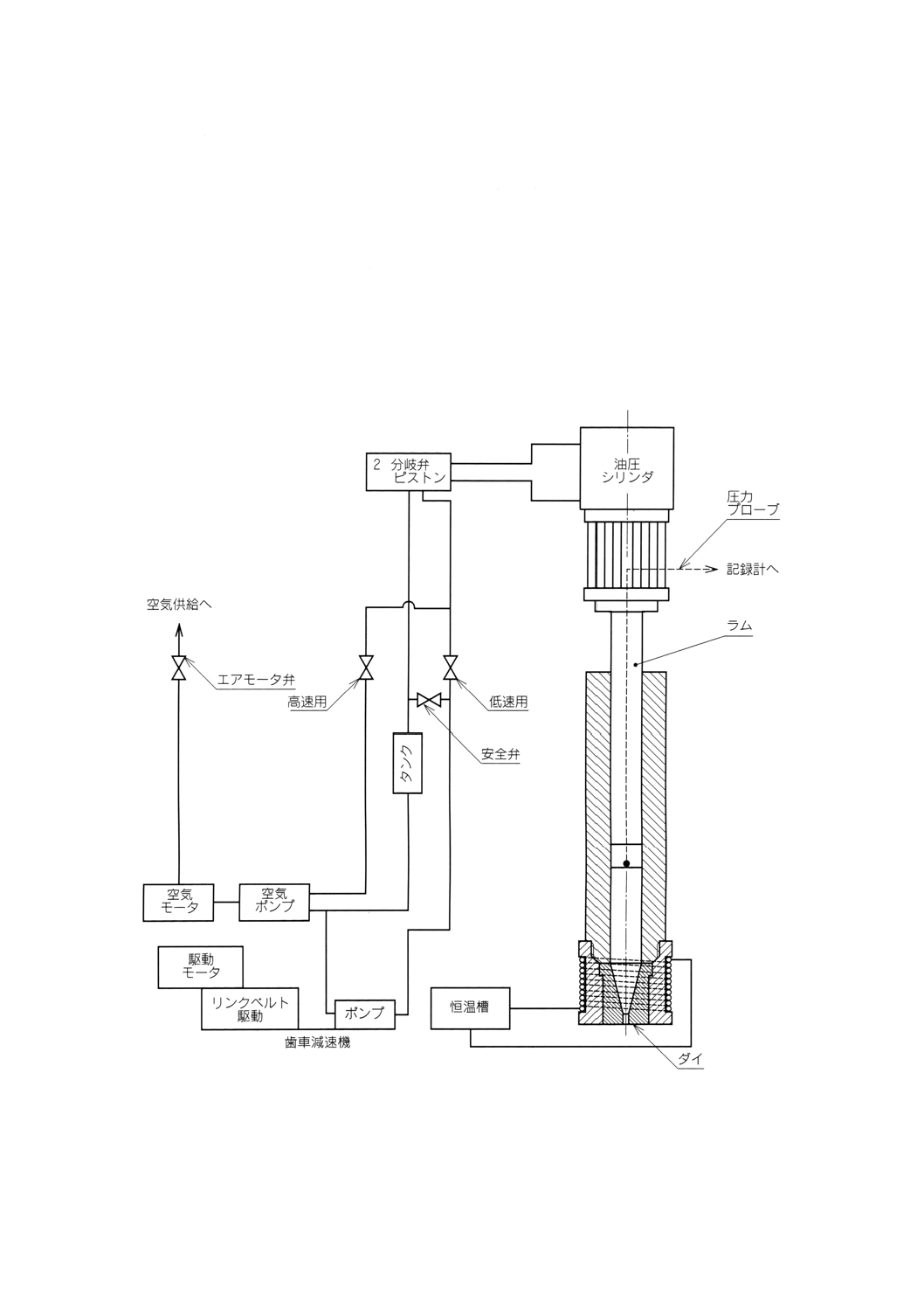
10.4.2.1 ペースト押出機(図9) 縦形,内径31.8mmの押出シリンダでシリンダの長さは約305mmとす
るが,潤滑剤入り樹脂が約5分間押し出せる容量であればよい。
ラムの外径は31.6mm,ラムと押出シリンダ間をシールするために,ラムの端末にリング溝を設けOリ
ングを保持する。押出機にはラム面上の圧力感知及び記録装置を装備しておく。
ラム面の圧力変換器の範囲は,69MPa以上である。
温度制御装置は,押出機の温度を30℃±1℃に維持する。押出試験中,乾燥樹脂ベースで19g/minの吐
出量(潤滑剤入り樹脂約23.5g/min)を出すために約18mm/minのラム速度で油圧装置を駆動させる。押出
機は,円筒形キャビティ内を急速に動かすラム高速駆動装置(速度は正確には制御されていない。)をもっ
ている。
樹脂の充てん及びシリンダの清掃を容易にできるようにするために,ダイ組立装置を,シリンダの下か
らわきに移動する。代案として取外し可能なダイをもつ前装着式ペースト押出機が使用できる。この場合
ダイ組立を取り外し,樹脂を固めた予備成形品をシリンダに挿入してから,再び取り付ける。
26
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
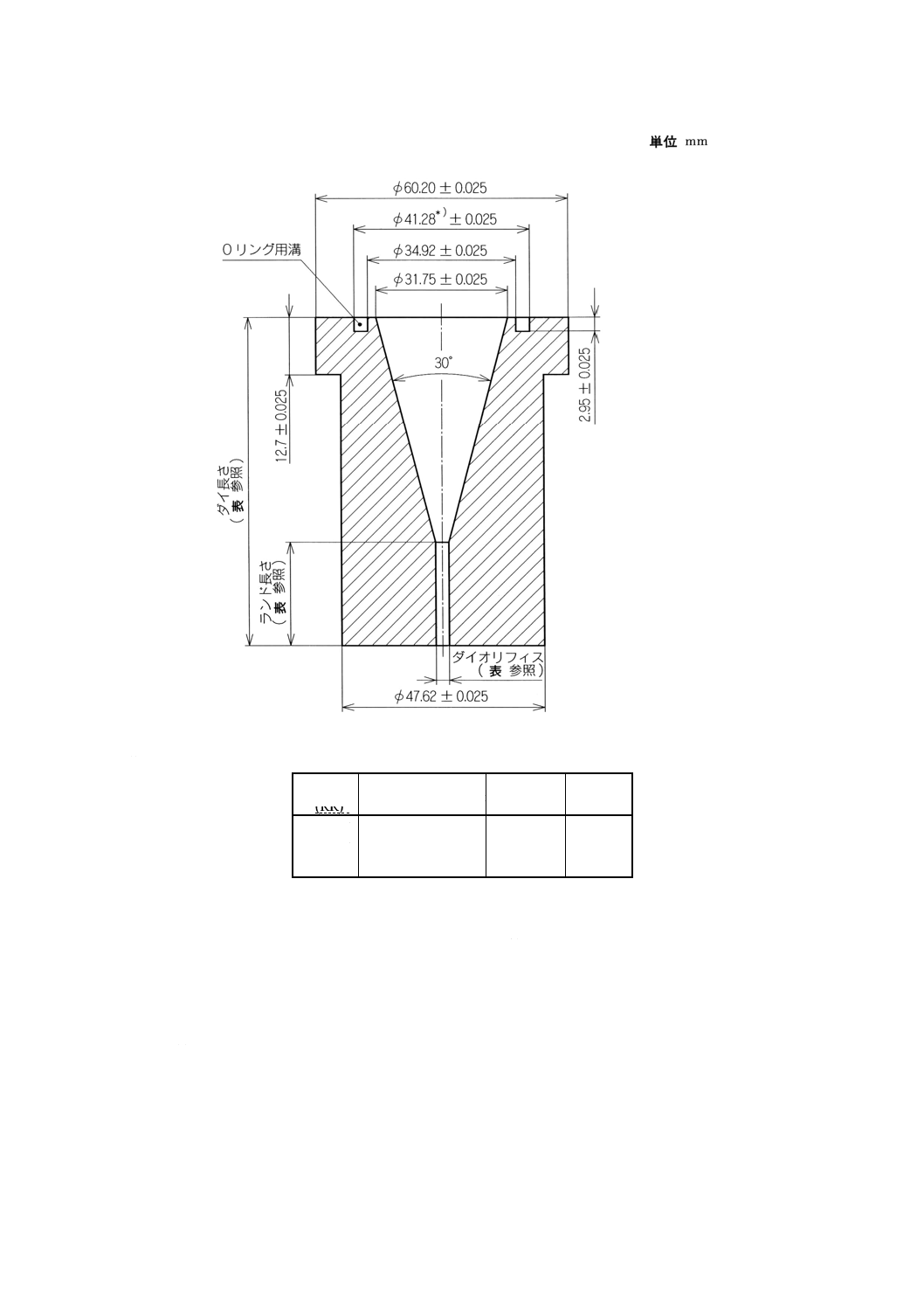
10.4.2.2 押出ダイ(図10) 30°のダイ角度をもつ交換可能な押出用ダイで,要望する縮少比 (reduction
ratio) の寸法を次に示す。
備考21. この規格で使用する縮少比 (reduction ratio) とは,押出機シリンダの断面積とダイの開口部の
断面積の比を示す。他で用いている縮少比は押出機シリンダの断面積と焼成押出品の断面積
の比の意味で,上記の定義と混同してはならない。
10.4.2.3 その他の装置 台ばかり,混合機,状態調節器 (30℃),予備成形機,押出機清浄設備。
10.4.3 手順
10.4.3.1 呼び寸法4.75mm (No.4) ふるいを通して,乾燥樹脂を清浄で乾いたけばがない紙の上に置く。
10.4.3.2 ふるった樹脂200g±0.5gを,清浄で,乾いた直径約92mm,容量約1lの密栓ふた付き広口ガラス
瓶,又は実験室規模のV字型混合器の中に移す。
図9 押出圧力測定用ペースト押出機
27
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10 押出圧力装置用円筒形ダイの断面図
*)
Oリングの寸法による。
縮少比
(RR) ダイオリフィス内径 ランド長さ ダイ長さ
100 : 1
3.18
25.35
78.66
400 : 1
1.59
4.78
61.06
1 600 : 1
0.79
0.38
58.15
10.4.3.3 潤滑剤としての灯油系炭化水素液の密度を測定する(備考22.参照)。密度はASTM D 4052によ
って25℃で測定する。4けたの有効数字の密度を測定できる市販密度計を使用する(備考23.参照)。
必要潤滑剤の質量は,密度×60.00の積で求められる。計算された質量±0.01gの潤滑剤を広口瓶又は混
合機の中の樹脂に注ぐ。
少なくとも0.01gまではかれる感度のはかりに粉末を入れた広口瓶を載せて潤滑剤を加える。
広口瓶を使用するときは,ふたをしてテープを巻き潤滑剤の損失を防ぐ。広口瓶の振動は短くして瓶の
壁のぬれを最小限にする。
備考22. Exxon社から入手できるアイソパーK (Isopar K) はこの目的に適する。この品種は揮発性が低
く,使用中及び潤滑粉末の移送中に損失が少ない。
備考23. メトラー/パールDMA40密度計 (Mettler/Paar DMA 40 density meter) は要求精度で密度を測
定できる。この情報は,この規格の使用者に有益であるが,この装置はISOによって規定さ
28
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
れていない。
10.4.3.4 広口瓶に入れた混合品をゴム塗装のミルローラの上に置き,毎分30回転の速度で25min±5min
回転する。時間を短縮するには, “windmill” (風車)型混合器(備考24.参照のこと。)で20min±1min
混合する。又はV字型混合器で15min±5min混合する。V字型混合器を使用する場合,樹脂を約1リット
ル (l) 容量の広口瓶の中に落とし封をする。
備考24. Gilson Spinning Wheel混合器は,この目的に適切である。この情報は,この規格の使用者に
有益であるが,この装置はISOによって規定されていない。
10.4.3.5 混合後,広口瓶容器に入れた樹脂を30℃±1℃の温度に一定にして最低2時間貯蔵する。恒温水
槽は,混合処理だけでは達成できない潤滑剤の個々の粒子内部及び粒子表面への拡散を可能にするのに適
している。
10.4.3.6 ペースト押出機に適正な望みどおりの縮少比(10.4.2.2に示す。)の押出ダイを付ける。
10.4.3.7 ぺースト押出機を使用して予備成形を行う(10.4.2.1参照)。
押出機シリンダだけでは所定量の樹脂が充てんできないので内径31.8mm,長さ約610mmのシリンダを
押出端末に装着する。直ちに,潤滑剤入り樹脂を漏斗を使ってシリンダにつぎ込み加圧する。加圧方法は,
樹脂を充てん棒を用いて手動でゆっくり均一に動かし加圧するか押出機駆動用油圧装置を使用し,最低
690kPaの圧力でゆっくりと均一の速度で加圧し,圧縮する。予備成形品を予備成形シリンダから取り出し
た後に,押出機シリンダに挿入し組立ダイを取り付ける。
10.4.3.8 シリンダキャビティにラムを押し下げるには高速駆動を使う。ひも状押出し物がオリフィスから
出はじめたらラムの降下を止める。
10.4.3.9 直ちに低速運転に切り換える。圧力記録計を作動させ潤滑剤入り樹脂を毎分19.0g±1.0g(乾燥樹
脂基準)の速度で押出しを開始する。
10.4.3.10 シリンダ中の樹脂と接触して発生するラムの面の圧力を記録する。押出圧力はサンプルを押し出
すのに必要な平均圧力で,押出し時間中の3分目と4分目の間に測定する。
10.4.4 精度及び偏り 試験結果の精度及び偏りは,継続試験によって決定することになっている。
10.5 粉末流れ時間
10.5.1 意義及び使い方 ポリテトラフルオロエチレン粉末の粉末取扱特性は,これらの材料を加工する多
くの手順において重要である。この試験方法は,一定容量の材料が,特定条件で振動している穴を通過す
るのに要する時間を定量化することによって,粒状PTFE粉末の流れ特性を測定する手順である。
この方法は,JIS K 6935-1で規定したPTFE-S及びPTFE-SSに特に適用する。
10.5.2 装置
10.5.2.1 10.3.2.2に従って作製した供給機。
10.5.2.2 図11に応じた漏斗でアルミニウム及びBS 4641 : 1986規格のA.2.1に規定している12μmの厚さ
の普通のクロム電気めっき品で構成する。
10.5.2.3 10.3.2.3に応じた制御装置。
10.5.2.4 振動機は,漏斗を振幅0.75mm±0.25mmで1秒間に50回振動できるものとする。
10.5.2.5 図12に容量カップ及びカップ台の詳細を示す。カップの上部及び底部並びにカップ台は平らで,
0.05mm以内の平行度を保たなければならない。カップの内部の底部の隅角は図に示したように直角とし,
カップ台中の穴の底は中心線に対し直角にする。
カップの容量は,100ml±1.0mlの精度まで調整できるもの。カップ台の外側の縁の鋭角部分は取り去っ
ておく。
29
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.5.2.6 作業面は振動に左右されない。供給機は,附属テーブル上か,機壁のブラケットに取り付ける。
10.5.2.7 材料がオリフィスを通過するのに要する時間を,0.1秒の精度まで記録できる時間測定装置。
10.5.2.8 水平化装置,装置は10.3.2.5による。
10.5.3 状態調節 材料は,23℃±2℃及び相対湿度50%±5%で6時間以上状態調節を行う。
10.5.4 手順 約200mlの材料試料を選ぶ。供給機のふるい(10.5.2.1参照)上に試料を置く。粉末は2回
ふるいを通して塊を完全にほぐす。カップ (10.5.2.5) をカップ台に納め,作業面 (10.5.2.6) の上に置く。
流動性のよい粉末が落下する供給機出口からカップの上部リムまでの距離は31.8mm±3.2mmである。20
秒〜30秒でカップに充てんするように制御装置 (10.5.2.3) を設定する。
カップの中のポリマーが山盛りとなり,あふれ出るまで振動機のふるいに試料をつぎ込み15秒間粉末を
落ち着かせ,徐々にカップ及びカップ台を,水平ならし機のブレード (10.5.2.8) の下まで押し付ける。
漏斗のオリフィス (10.5.2.2) を手動で閉め,容積カップから100mlの試料粉末を挿入する。振動機を起
動させる。漏斗のオリフィスを開くと同時に時間測定装置 (10.5.2.7) を始動させる。材料がオリフィスを
通して流れる時間tを0.1秒の精度で記録する。
10.5.5 精度及び偏り この方法の精度はまだ決められない。この試験方法の偏りを測定する基準になる認
められた標準はない。
30
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11 流れ時間測定用漏斗
10.6 標準比重 (SSG),拡張比重 (ESG) 及び熱不安定指数 (TII)
10.6.1 試験片の調製 PTFEのディスパージョンには,9.2.3.10によって得られた乾燥PTFEを用いる。そ
れ以外のPTFEの試験にはそのままの状態の粉末を使用する。
10.6.1.1 焼成前の予備成形品を作製するために円筒形の予備成形用金型が使用される。型は内径28.6mm,
最小76.2mmの深さ(長さ)をもつ筒で取り外しのできる差込み底とピストンが付いている。ピストンと
型壁の隙間は,加圧中に閉じ込められた空気を排気するために十分でなければならない。厚さ0.013mm,
直径28.6mmの平らなアルミニウムの円形はくを樹脂の両側(面)に置く。予備成形前の試験樹脂は,環
境温度に近づけておく。最高の精度を得るために,計量及び予備成形の操作は,23℃±1℃に温度制御した
恒温室内で行う。PTFEは室温付近に結晶移転があるので焼成試験片のき裂や密度の変化を生じさせない
ために22℃以下で試験を行ってはならない。詳細については,ASTM D 4895に規定する。
31
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図12 流れ時間測定用容量カップ及びカップ台
10.6.1.2 12.0g±0.1gの樹脂を計量し,予備成形型に入れる。流動性の悪い樹脂は目開き2mmのふるいを
通してふるう。固まり状態の冷たい樹脂を,密栓ガラス容器容量の半分まで入れ,手動振動させてほぐす。
密栓ガラス容器中の樹脂を冷凍庫又はドライアイス箱に入れておく。樹脂の塊を振動によってほぐした後,
環境に近い温度で平衡させる。ふるいにかけ12.0g±0.1gの試料を計量する。型を適切な油圧機に挿入し,
徐々に加圧,初期値に達するまで圧力を上げる。10.2.1.2に従って圧力は,使用するPTFEの型によるが,
15〜70MPaの間である。予備成形品に圧力を加える時間は2分間である。圧力を除き,型から予備成形品
を取り出す。予備成形品の上に書く試料識別の印にはろう鉛筆が使用される。
備考25. 一つの指針として,毎分3.5MPaの割合で圧力を増し要望する最大値に到達するまで上げる
ことが提案されている。
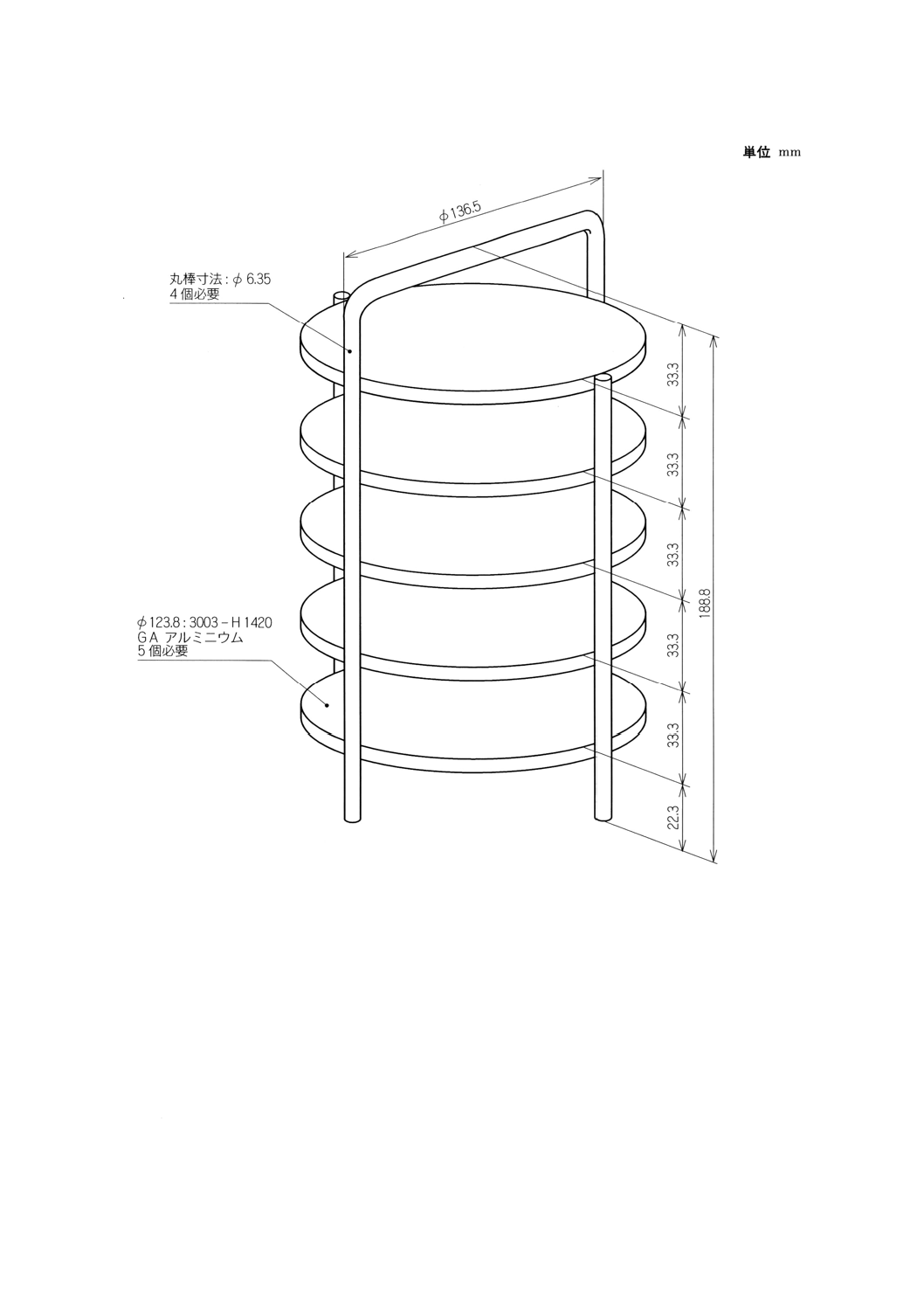
10.6.1.3 焼成炉は実験室のフードの中に設置する(又は適切な排気装置をもつ場所に設備する。)。焼成プ
ログラム(パターン)に従って予備成形品を焼成する。
注意
PTFE樹脂を260℃以上に加熱すると少量の諸気体が発生する。
これらの気体のなかには有毒なものがある。したがって,樹脂をこの温度を超えて加熱させる
ときには排気通風装置を使用すべきである。火のついたタバコの温度は260℃を超えるためPTFE
樹脂を取り扱う人は,タバコに樹脂が付着して汚染しないように安全を守ることが大切である。
予備成形品を作製するときに用いる加圧速度よりは,むしろ焼成時の冷却速度が最も重要である。
この手順に引用する条件は厳密に従わなければならない。もし条件どおりでなければ,円板の結晶性及
び物理的特性は著しく変化する。したがって,大部分の精密焼成サイクル制御には,自動時間プログラム
カム制御焼成炉を推奨している。自動制御は,重要な安全性を考慮して,全焼成手段中にフードの窓を閉
めたままにしておく。標準比重 (SSG) の測定値をより正確にするためにまっすぐに立てられた円筒状の炉
32
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
と焼成用のアルミニウム製棚板が用いられる。円筒状の炉は内径が140mm,深さが203mmのものでこれ
に合った深さ205.8mmのふたがついている。それに表6に示される条件で焼成するのに適したヒーターバ
ンドとコントローラーが付けられる。炉の中の棚は図13に示すような形状で,炉の中央に置かれる。棚の
上には6個の予備成形物を置く(もし予備成形品が焼成するのに6個より少ない場合は,試験用模擬体を
入れる。)。このとき試験用模擬体の試験片は上と下の棚に置くようにする。炉の負荷として試験片は追加
した試験用模擬体を含め18個より少ないものとする(試験用模擬片は焼成前で1個12gのものとし熱安定
性ロスと形状変化を考慮し2,3回の使用とするものとする。)。
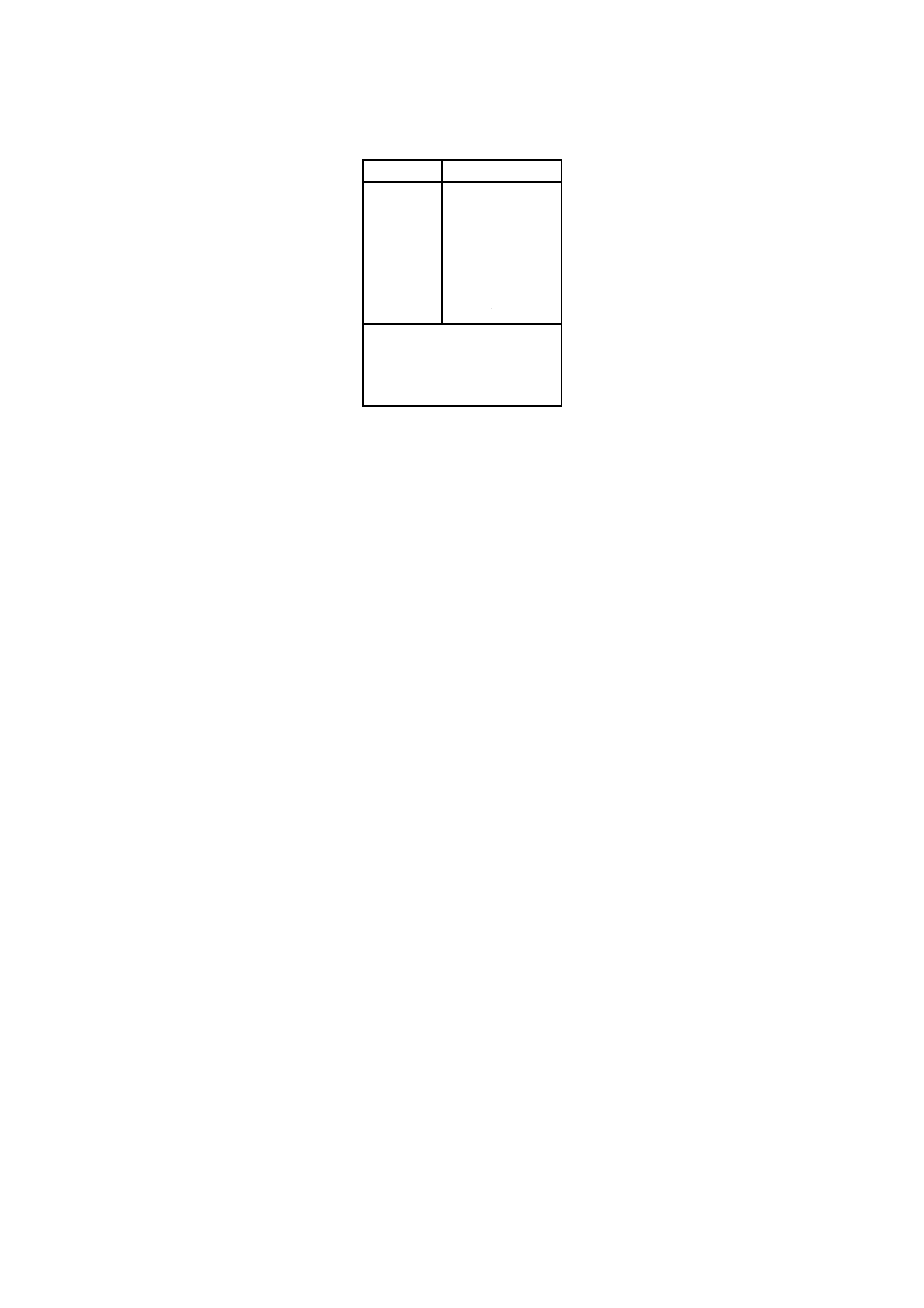
表6 SSG及びESG測定のための焼成条件
初期温度 ℃
290
加熱速度 ℃/h
120±10
保持温度 ℃
380±10
保持時間 min
SSG
20
30+
ESG
360±5
294℃までの冷却速度 ℃/h
60±5
2次保持温度 ℃
294±6
2次保持時間 min
5.00
24+
室温に戻るまでの冷却時間 min
>30
10.6.1.4 焼成品が冷却して室温と平衡になった後で,すべての試験片からばりを除く。これは溶液の中に
浸して重さをはかる比重測定中に試験片周縁に気泡が付かないようにするためである。清浄な木綿手袋を
はめて試験片を扱うことを推奨している。
10.6.2 SSG及びESGの決定 ISO 1183に規定する手順に従って型成形品の標準比重 (SSG) 又は拡張比
重 (ESG) を測定する。2滴の湿潤剤(8.6.3.3.1参照)を水中に加えると,表面張力が減少し,試験片が完
全にぬれる。
備考26. PTFEの比重又は密度の測定で,温度によって引き起こされる問題は,次のような浸せき手
順を守ることで防ぐことができる。すなわち,感度のよい温度計(例:最小目盛±0.1℃)は
液中で使用し,その温度を22℃に調節することである。
10.6.3 熱不安定指数 (TII) の決定 熱不安定指数 (TII) は,次のように計算する。
TII= (ESG−SSG) ×1 000
10.6.4 精度及び偏り この方法の精度は,決めていない。この試験方法の偏りの推定の基準となる認めら
れた標準はない。
33
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図13 焼成炉用器具
備考 アルミニウム棚板は,丸棒に溶接する。
10.7 延伸空げき(隙)指数 (SVI)
10.7.1 意義と使い方 この試験方法は,ある樹脂の無ひずみ比重 (USG) とひずみ比重(ひずみSG)の
比較である。一般の手順は,10.7.2の規定である。USGの計算方法は,10.7.2.4に,ひずみSGは10.7.2.6
に規定する。延伸空げき指数 (SVI) は,使用中の樹脂固体製品の中に含有されている誘発されてできた空
げきの可能性を示す一つの目安である。含有されている空げきの存在は,極度の延伸や応力下で又はある
種の環境で応力を受けるとき裂や不出来な物を作りやすくなる。類似の失敗は時々不適切な加工技術によ
る。
10.7.2 手順
10.7.2.1 延伸空げき指数の測定用試験円板 (SVI) 10.2.1に規定の試験片調製手順を使用する。
34
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.7.2.2 29gのPTFE樹脂を2.00mmのふるいを通じてダイに入れる。下方のプラグを調節して,樹脂が平
らになるように,ダイキャビティの上方に沿って直定規を型の上に当てて引く。ダイを適切な油圧機の間
に置き,7.0MPaに至るまで徐々に加圧する(10.6.1.2の備考を参照する。)。2分間保圧し,次に圧力を14MPa
まで増し更に2分間保持する。円板上に試料の識別をするために油性鉛筆を使う。予備成形品の焼成は,
10.6.1.3に規定するように行う。SSG測定に規定した焼成条件を使用する。
10.7.2.3 すべての試験片からばりを除く。これは溶液の中に浸して重さをはかる比重測定中に試験片周縁
に気泡が付かないようにするためである。清浄な木綿手袋をはめて試験片を扱うことを推奨する。
10.7.2.4 無ひずみ比重 (USG) の測定は,10.7.2.1及び10.7.2.2によって調製した試験片で,10.6.2の手順
に従って行う。
10.7.2.5 10.7.2.2によって調製した円板から引張試験片の切断は,8.2.2に規定する引張ミクロダイと図1
を用いて行う。引張試験機に試験片の両端をそれぞれのチャックに同じ長さだけ挟む。初期のチャック間
距離は12.5mm±0.1mmである。定速引張速度5.0mm/minで試験片を破壊するまで引っ張る。この引張速
度及び初期チャック間距離で,試験片の元の標線間距離を基礎にしたひずみ率は40%/minである。もし引
張破壊伸びが200%以下であれば,結果は破棄し新しい試験片を用い再試験を行う。
10.7.2.6 10.7.2.5の応力を除いた後,少なくとも10分待つ。延伸した箇所の一部分,最低0.2gを切り離す。
10.6.2に従ってこのひずみ試験片の比重(ひずみSG)を測定する。
10.7.3 結果の表示 延伸空げき指数 (SVI) の計算は,次の式による。
SVI=(USG−ひずみSG)×1 000
10.7.4 精度及び偏り この方法の精度は,決められていない。この試験方法の偏りの推定の基準となる認
められた標準はない。
11. はん用溶融加工型ふっ素ポリマーの試験
11.1 型成形による試験片の調製 諸試験には,JIS K 7151 (ISO 293) を原則として,その詳細は11.1.1に
よる1個の圧縮成形シートが必要である。射出成形の試験片も必要である。成形方法は,製造業者と協議
するのがよい。
11.1.1 厚さ1.5mm±0.25mmの成形シートを調製する。適切なキャビティ及び目標の厚みのシートを得る
ために,額縁のような型枠を使用する。樹脂と接触する部分に離型用はくを使用する(備考27.参照)。型
枠を覆う適当な大きさの,少なくとも1mm以上の厚さの鉄鋼製成形板を使用する。
備考27. 溶融温度が200℃以上のふっ素ポリマーには,ポリイミドフィルムが離型はくに適している。
より低い溶融温度をもつポリマーには,ポリエチレンテレフタレート (PET) フィルムが適し
ている。場合によっては,成形シートがはくにくっつくのを防ぐために,0.13mm〜0.18mm
の厚さのアルミニウムはくを単独又はそれに高温用離型剤を噴霧して使用する。
35
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 溶融成形可能なふっ素ポリマーの試験シートの成形及びメルトマスフローレイト
(MFR) を決めるための試験条件
ふっ素ポリ
マーの種類
成形温度℃
(コード文字)
メルトマスフローレイト
温度℃
(コード文字)
試験荷重kg
(コード番号)
オリフィス
直径mm
オリフイス
長さmm
FEP
325 (D)
372 (A)
2.16又は5.0
(3又は5)
2.095±0.005 8.000±0.025
PFA
380 (E)
372 (A)
5.0 (5)
2.095±0.005 8.000±0.025
ETFE
300 (C)
297 (B)
5.0 (5)
2.095±0.005
又は
1.588±0.005
8.000±0.025
又は
6.070±0.025
PVDF
205 (A)
230 (E)
21.6又は5.0
(8又は5)
2.095±0.005 8.000±0.025
PCTFE
265 (B)
265 (D)
21.6又は31.6
(8又は9)
2.095±0.005 8.000±0.025
ECTFE
265 (B)
271.5 (C)
2.16 (5)
2.095±0.005 8.000±0.025
備考 ほとんどの場合は,この表に与えられている荷重を使用することが望ましい。し
かしながらISO 1133の要求,すなわち,測定されたMFRは0.1g/minを下回らず,
かつ,100g/10minを超えないことに合致させるために,表8から選んだ荷重を選
定することが望ましい。
11.1.2 表面が滑らかな離型はくで低い方の金型を覆う。金型枠を型の上部に置く。シートを作るのに必要
十分な成形材料を金型枠の中央に置く。2枚目の離型シートをか粒材料の上に重ねる。使用するふっ素ポ
リマーに対し表7に規定した温度に加熱した金属板が装備されている圧縮成形機に組立型を設定する。
表8 MFRの決定に許容される荷重,kg(重いタイプを優先する,括弧内はコード)
0.325 (1)
3.8 (4) 12.5 (7)
1.20 (2)
5.0 (5) 21.6 (8)
2.16 (3) 10.0 (6) 31.6 (9)
11.1.3 圧縮板を組立型と最初に接触させ,加圧なしに5分間維持する。次に最低1MPaの圧力を加え,2
分間維持する。更に2MPa〜4MPa加圧し,1分〜1.5分維持する。圧縮成形機の温度を,使用するふっ素
ポリマーに対し表7で規定する温度に保つ。組立型を成形機から降ろし40℃以下の,厚さ20mm±7mmの
2枚の板の間に置く。代わりの方法は成形機の中で冷やすか,組立型を小形冷却箱に移動させる。材料の
種類によっては,加圧しながら規定の冷却速度で冷やす方が好ましいことがある。
11.1.4 組立型の温度が50℃〜60℃冷却すれば容易に処理できるようになる。離型はくを成形シートから
はがし,試験前に要求される状態に調製をする。
11.2 メルトマスフローレイト (MFR) 及びメルトボリュームフローレイト (MVR) メルトマスフロー
レイト又はメルトボリュームフローレイトはISO 1133によって測定するが,この規格は変更部分の詳細を
規定する。
自動化した又は計測化した計器で同等の結果を得たものは,この規格の手順の代案として受け入れるこ
とができる。もしメルトボリュームフローレイトが決まれば,メルトマスフローレイトはボリュームフロ
ーレイトと溶融密度から計算できる。
11.2.1 原則 メルトフローレイトは,表7に示したふっ素ポリマーの条件のISO 1133に規定するプラス
トメータの条件によって測定する。使用する試料は,ペレット又は粉末である。半製品(素材)又は成形
品を試料として使用する場合は成形品又は押出品から同一寸法の試料を切断して使用する。帯状試験片(ス
トリップ)も取扱いが便利である。
36
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.2.2 装置 装置はプラストメーターで,ISO 1133に試験方法が規定されているが,加熱筒のライニ
ング,オリフィス及びピストンチップは耐食性合金を使用するように変更しなければならない。
備考28. 耐食性金属のステライトNo.18合金 (“Stellite” Grade No.18) 及びデュラニッケルNo.301
(“Duranickel” No.301) はふっ素ポリマーに対する耐食性があることが知られている。
製造会社及び住所 : Stellite Div. of Cabot Corp. , kokomo IN 46901, USA
Huntington Alloy Co. , Huntington, W. V 25720, USA
この情報は,この規格の使用者に有益であるがこれらの材質はISOによって規定されていない。
通常のオリフィスは内径2.095mm,長さ8.000mmのものを使用するが,例外としてETFEのグレードの
中で内径1.588mm,長さ6.070mmのオリフィスを使うことがある。同等の結果を与えることが示された自
動化又は他の装置をここで述べた装置に代わって使用してよい。
11.2.3 手順
11.2.3.1 計測器の温度補正 指定溶融温度は,オリフィスより12.7mm上部の溶融体中で測定する。この
温度は,要求温度より約8℃上の温度で,管理された温度計筒内で測定する。
試験を始める前に,プラストメーターの温度を次のように設定する。オリフィスを通して,粘度計の底
からオリフィスの12.7mm上の点に,標準化熱電対(備考29.参照のこと。)を挿入する。5gのか粒プラス
チックをプラストメーターに注ぎ,ピストンで詰め込む,10分±0.5分待って,溶融温度が平衡になるま
で待つ。特定のポリマーには溶融温度±1℃の水準が要求され,溶融温度まで温度を上昇させるために温度
制御装置に必要な調整を行う。表7には各々のふっ素ポリマーの試験条件を示した。
この温度補正手順を繰り返し,温度対時間の記録を1分間隔で10分間記録する。樹脂は5分以内に必要
温度に達することが望ましい。可塑度計の中の樹脂には10分経過した後に各点で計測し,溶融温度を
6.4mm間隔で,オリフィスの上の6.4mmから51mmの範囲で測定する。全温度プロフィルは2℃以内にす
るのがよい。この温度精度維持はプラストメーターの側面,底部,及び上部の適切な断熱対策で容易に得
ることができる。
備考29. 熱電対の温度校正用適正物質としては溶融327℃の鉛,融点398℃の重クロム酸カリウム及び
融点419.4℃の亜鉛が適している。
37
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.2.3.2 メルトマスフローレイトの測定 測定器が清浄,かつ,平滑で,適切な寸法の清浄なオリフィス
であることを確認する(表7参照)。プラストメーターの温度が,前述の指定した溶融温度であることを確
認する。ヒーターのオン・オフ制御は一定の周期に設定する。試料の充てんは5.0g±0.5gとする。もし試
料がか粒ならば,プラストメーターにはロートを通して注ぎ込み,充てん棒で突き固める。試料が充てん
されると同時に,計器の上部をふき取り,ピストンを手で押し込めなくなるまで押し下げる。これは試料
をコンパクトにするためである。平衡条件を得るために試料の加熱時間は,ストップウオッチで正確に5
分間はかって決める。次にストップウオッチを止め再セットする。プラストメーターに適切な荷重を加え,
全荷重が表7の条件に合うようにする。試料をストップウオッチではかって30秒間押し出し,さらに時計
を止めることなく,秒針が60秒になった瞬間に押出し物をスパチュラできれいに採り出す。きれいに採り
出すためには,スパチュラのチップを傾斜穴の一方にそって上方へ動かす。その際穴の底を軽くこする。
正確な採り出しを行うためには,素早く,厳密に作業すること。力を余りかけないで行う理由は,オリフ
ィスの開口部を過度に摩耗させないためである。採り出しがきっちり行われたかどうかは,引き続き押し
出された物の状態を観察することでチェックできる。もし採り出しがきっちりできていればその部分はま
っすぐに押し出される。さもなければ,カールしたり,傾斜穴のいたる所に付着する。最良の結果を得る
ためには,スパチュラを再研磨することも必要である。次に1/2分間の間隔で5個のカットサンプルを採
取する。そのサンプルを室温まで冷却した後,その質量を1mgまではかる。フローレイトは,5個のカッ
トサンプルの平均質量を20倍することによってg/10min当たりの値として計算できる。
備考30. プラストメーターには,押出し試料をあらかじめ一定時間間隔で,自動切断する装置が付け
られる。
備考31. 継続的な切断と切断の間の時間は,メルトマスフローレイトの量によって選ぶことができる。
ISO 1133の表1の備考は,試験条件の選択について詳しい手引きになっている。
11.2.4 精度及び偏り メルトマスフローレイト及びメルトボリュウムフローレイトの測定値の精度及び
偏りは,ISO 1133でカバーする。
12. ふっ素ポリマーのその他の試験方法
12.1 ぜい化温度 プラスチック及びエラストマーのぜい化温度は,衝撃試験の一種で,ASTM D 746に
よって試験する。コード番号及びぜい化温度範囲を表9に示す。
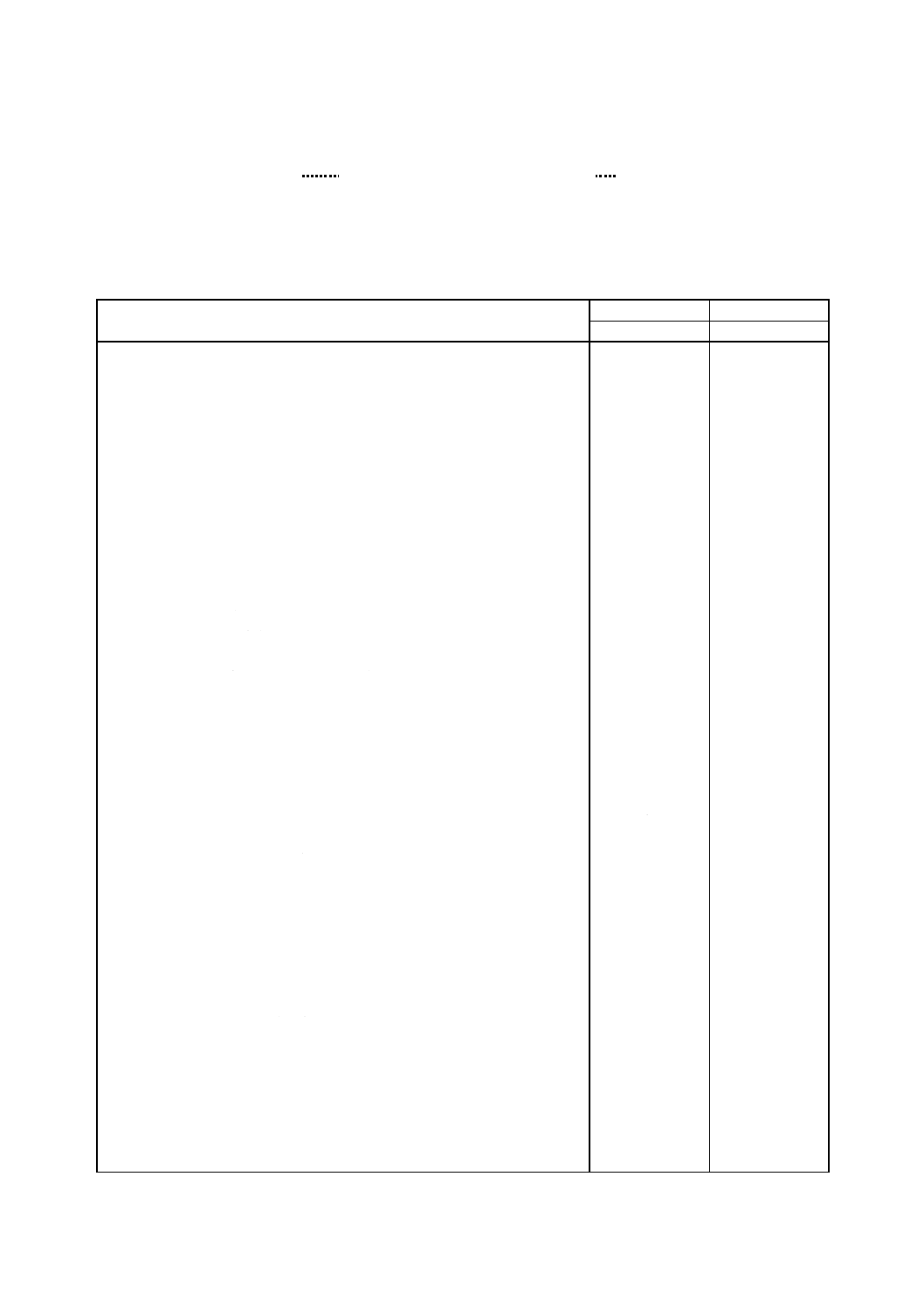
表9 プラスチックのぜい化温度のコード文字及び範囲
コード文字
ぜい化温度℃
A
<−30
B
−30≦〜<−20
C
−20≦〜<−10
D
−10≦〜<0
E
0≦
12.2 静摩擦係数及び動摩擦係数 静及び動摩擦係数は,ASTM D 1894の方法に従って測定する。コード
文字及び摩擦係数範囲を表10に示す。
38
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10 摩擦係数のコード文字及び範囲
コード文字
摩擦係数
A
<0.1
B
0.1≦〜<0.2
C
0.2≦〜<0.3
D
0.3≦〜<0.4
E
0.4≦〜<0.5
F
0.5≦〜<0.6
G
0.6≦
備考 静的摩擦係数はコード
文字Aで,動的摩擦係数
はコード文字Bでそれ
ぞれ示す。
12.3 ゼロ強度時間 ゼロ強度時間は,ASTM D 1430に規定する方法によって測定する。
39
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 関連試験方法リスト
項
ぜい化温度
12.1
かさ密度
10.3
ディスパージョン中の凝集物
9.4
摩擦係数
12.2
荷重たわみ温度
8.3.1
密度
8.4
誘電率
8.1.1
絶縁耐力
8.1.2
誘電正接
8.1.1
電気特性
8.1
誘電率及び誘電正接
8.1.1
絶縁耐力
8.1.2
表面抵抗
8.1.3
押出圧力
10.4
ガラス転移温度
8.3.2
衝撃特性
8.2.1
酸素指数
8.5
機械的特性
8.2
メルトフローレイト
11.2
溶融ピーク温度
8.3.3
曲げ弾性率
8.2.3
粒径
8.6
ディスパージョン中のポリマー及び界面活性剤の含有率
9.5
ディスパージョンのpH値
9.7
粉末流れ時間
10.5
相対密度,密度の項参照
8.4
比重 密度の項参照
8.4
標準比重 (SSG),拡張比重 (ESG),熱不安定性指数
10.6
延伸空げき指数 (SVI)
10.7
表面抵抗
8.1.3
引張特性
8.2.2
熱転移温度
8.3
ゼロ強度時間
12.3
40
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) JIS K 6935-1のコード番号,JIS K 6935-2の試験方法
のための一般的ふっ素ポリマーの種類及び表示特性に関す
る相互参照表
この規格は,主に次の材料に関連したものではあるが,これらに限定したものではない。
JIS K 6935-1
JIS K 6935-2
表番号
試験方法参照項目
PTFE-S
ポリテトラフルオロエチレン懸濁ポリマー粉末
溶融ピーク温度
3
8.3.3
標準比重 (SSG)
4
10.6
引張強さ
9
8.2.2
試験片厚さ
12
破壊伸び
10
8.2.2
粒径
湿式ふるい分析
16
8.6
乾式ふるい分析
16
8.6
かさ密度
17
10.3
粉末流れ時間
18
10.5
PTFE-E
ポリテトラフルオロエチレン乳化ポリマー
溶融ピーク温度
3
8.3.3
標準比重 (SSG)
4
10.6
引張強さ
9
8.2.2
破壊伸び
10
8.2.2
乾式ふるい分析による粒径
16
8.6
かさ密度
17
10.3
押出圧力
19
10.4
PTFE-SS
ポリテトラフルオロエチレン予備焼成材料
溶融ピーク温度
3
8.3.3
乾式ふるい分析による粒径
16
8.6
粉末流れ時間
18
10.5
かさ密度
17
10.3
PTFE-Z
再加工ポリテトラフルオロエチレン粉末
溶融ピーク温度
3
8.3.3
乾式ふるい分析による粒径
16
8.6
PTFE-F
ポリテトラフルオロエチレン添加用樹脂
溶融ピーク温度
3
8.3.3
メルトマスフローレイト
5
11.2
電気抵抗バリエーションテスターによる粒径
16
8.6.3
PTFE-D
ポリテトラフルオロエチレンディスパージョン
溶融ピーク温度
3
8.3.3
標準比重 (SSG)
4
10.6
ディスパージョン中のポリマー含有率
14.15
9.5
ディスパージョン中の界面活性剤含有率
14.15
9.5
TFE/PDD-AF
テトラフルオロエチレンパーフルオロジオキソールコポリ
マー(非晶性ふっ素ポリマー)
ガラス転移温度
3
8.3.3
引張特性(1)
9〜12
8.2.2
密度
13
8.4
41
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 6935-1
JIS K 6935-2
表番号
試験方法参照項目
ディスパージョン中のポリマー含有率(2)
14.15
9.5
ディスパージョン中の界面活性剤含有率(2)
14.15
9.5
粒径(3)
16
8.6
はん用熱可塑性ふっ素ポリマー……グループI
PFA
パーフルオロアルコキシアルカン
FEP
パーフルオロエチレンプロペンコポリマー
ETFE
エチレン−テトラフルオロエチレンコポリマー
E/TFE/HFP
エチレン−パーフルオロエチレンプロペン
(EFEP)
コポリマー
VDF/TFE
ふっ化ビニリデン−テトラフルオロエチレンコポリマー
VDF/TFE/HFP
ふっ化ビニリデン−テトラフルオロエチレン−ヘキサフル
オロプロペンコポリマー
ECTFE
エチレン−クロロトリフルオロエチレンコポリマー
溶融ピーク温度
3
8.3.3
メルトマスフローレート(3コード:数値,温度,荷重)
5
11.2
引張強さ(1)
9
8.2.2
破壊伸び
10
8.2.2
密度(1)
13
10.6
ディスパージョン中のポリマー含有率(2)
14.15
9.5
ディスパージョン中の界面活性剤含有率(2)
14.15
9.5
粒径(3)
16
8.6
はん用熱可塑性ふっ素ポリマー……グループII
PVDF
ポリふっ化ビニリデン
VDF/HFP
ふっ化ビニリデン−ヘキサフルオロプロペンコポリマー
VDF/CTFE
ふっ化ビニリデン−クロロトリフルオロエチレンコポリマ
ー
融解ピーク温度
3
8.3.3
メルトマスフローレート(3コード:数値,温度,荷重)
5
11.2
引張降伏応力(1)
9
8.2.2
破壊伸び(1)
10
8.2.2
引張弾性率
11
8.2.2
密度(1)
13
10.6
ディスパージョン中のポリマー含有率(2)
14.15
9.5
ディスパージョン中の界面活性剤含有率(2)
14.15
9.5
粒径(3)
16
8.6.3
PVF
ポリふっ化ビニル
溶融ピーク温度
3
8.3.3
メルトマスフローレイト(3コード:数値,温度,荷重)
5
11.2
引張強さ
9
8.2.2
破壊伸び
10
8.2.2
密度(1)
13
8.4
PCTFE
ポリクロロトリフルオロエチレン
溶融ピーク温度
3
8.3.3
ゼロ強度時間
8
12.3
引張強さ
9
8.2.2
破壊伸び
10
8.2.2
密度(1)
13
8.4
粒径(3)
16
8.6
42
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 6935-1
JIS K 6935-2
表番号
試験方法参照項目
注(1) はん用熱可塑性ふっ素ポリマーのペレットだけに適用。
(2) はん用熱可塑性ふっ素ポリマーのディスパージョンだけに適用。
(3) はん用熱可塑性ふっ素ポリマーの粉末だけに適用。
43
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考) 目録
[1] ISO 976 : (1986), Rubber and plastics−Polymer dispersions and rubber latices−Determination of PH
[2] ISO 4576 : (1978), Plastics−Polymer dispersions−Determination of sieveres residue (gross particle and
coagulum conknt)
[3] ASTM C690-86 (1992), Test method for particle size distribution of alumina or quartz by electric sensing
techniques
[4] ASTM D149-93a Test methods for dielectric Breakdown voltage and dielectric strength of solid electrical
insulat-ing materials at commercial power frequencies.
[5] ASTM D150-93 Test methods for A-C loss Characteristics and permittivity (dielectric constant) of solid
electrical insulating materials.
[6] ASTM D638M-93 Test method for tensile properties of Plastics (metric)
[7] ASTM D790M-92 Test methods for flexural Properties of unreinforced and reinforced plastics and electrical
insulating materials (Metric)
[8] ASTM D1238-90b Test method for flow rates of thermoplastics by extrusion plastometer.
[9] ASTM D1430-91a Specification for polychlorotrifluoroethylene (PCTFE) plastics.
[10] ASTM D1457-91a Specification for PTFE molding and extrusion materials.
[11] ASTM D1898-68 (1989), Practice for sampling of plastics
[12] ASTM D2116-91a Specification for FEP fluorocarbon molding and extrusion materials
[13] ASTM D2863-87 Test method for measuring the minimum oxygen concentration to support candle-like
combustion of plastics (oxygen index) .
[14] ASTM D2902-85 (1990), Specification for fluoropolymer resin heat-shrinkable tubing.
[15] ASTM D3159-91a Specification for modified ETFE fluoropolymer molding and extrusion materials.
[16] ASTM D3222-91a Specification for unmodified poly (vinylidene Fluoride) (PYDE) molding and extrusion and
coating materials.
[17] ASTM D3275-91a Specification for E−CTFE fluoroplastic Molding, extrusion and coating materials.
[18] ASTM D3307-93 Specification for PFA fluorocarbon molding and extrusion materials.
[19] ASTM D3892-93 Practice for packaging/packing of plastics.
[20] ASTM D4052-91 Test method for density and relative density of liquids by digital density meter.
[21] ASTM D4438-85 (1991) Test method for particle size distribution of catalytic material by electronic counting
[22] ASTM D4441-91b Specification for dispersions of polytetrafluoroethylene.
[23] ASTM D4591-93a Test Method for determining temperatures and heats of transitions of fluoropolymers by
differential scanning calorimetry.
[24] ASTM D4894-91a Specification for polytetrafluoroethy lene (PTFE) granular molding and ram extrusion
materials.
[25] ASTM D4895-91a Specification for polytetrafluoroethylene (PTFE) resins produced from dispersion.
[26] ASTM E11-87, Specification for wire-cloth sieves for testing purposes
44
K 6935-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[27] ASTM F660-83 (1993) Practice for comparing particle size in the use of alternative types of particle counters
[28] ASTM F662-86 Method for measurement of particle and size distribution in batch samples for filter evaluation
using an electrical resistance particle counter.
[29] ASTM F751-83 (1993), Method for measuring particle size of wide size range dry toners.
[30] BS6564 : Part 1 : Section 1.1 : 1989, Polytetrafluoroethylene (PTFE) materials and pronducts-part 1 :
Polytetrafluoroethylene powders for moulding and extrusion−Section 1.1 : Specification
[31] BS6564 : Part1 : Section 1.2 : 1989, Polytetrafluoroethylene (PTFE) materials and products−Part 1 :
Polytetrafluoroethylene powders for moulding and extrusion−Section 1.2 : Method of specifying.
[32] BS7485 : 1991, Method of specifying aqueous dispersions of polytetrafluoroethylene (PTFE) materials.
[33] JIS K 6891-1977, Testing methods for polytetrafluoroethylene molding powder.
四ふっ化エチレン樹脂成形粉試験方法
[34] JIS K 6892-1976, Testing methods for polytetrafluoroethylene powder for paste extrusion.
四ふっ化エチレン樹脂ペースト押出成形粉試験方法
[35] JIS K 6893-1976, Testing methods for polytetrafluoroethylene aqueous dispersion.
四ふっ化エチレン樹脂ディスパージョン試験方法