2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6930-1994
農業用ポリ塩化ビニルフィルム
再生か(顆)粒成形材料
Reclaimed granulare molding materials of
agricultural polyvinyl chloride film
1. 適用範囲 この規格は,使用済み農業用ポリ塩化ビニルフィルムに添加剤を加えることなく,再生処
理したか(顆)粒品[以下,か(顆)粒成形材料という。]について規定する。
備考1. この規格の引用規格を次に示す。
JIS B 7503 ダイヤルゲージ
JIS K 6900 プラスチック−用語
JIS K 7100 プラスチックの状態調節及び試験場所の標準状態
JIS Z 8401 数値の丸め方
JIS Z 8801 標準ふるい
2. この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって参
考値である。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS K 6900によるほか,次のとおりとする。
(1) か(顆)粒成形材料 表面がざらざらで,多孔質な粒状の成形材料。
3. 品質
3.1
外観 か(顆)粒成形材料の外観は4.2によって調べ,異物が25個以上あってはならない。
3.2
性能 か(顆)粒成形材料の性能は,4.によって試験し,表1の規定に適合しなければならない。
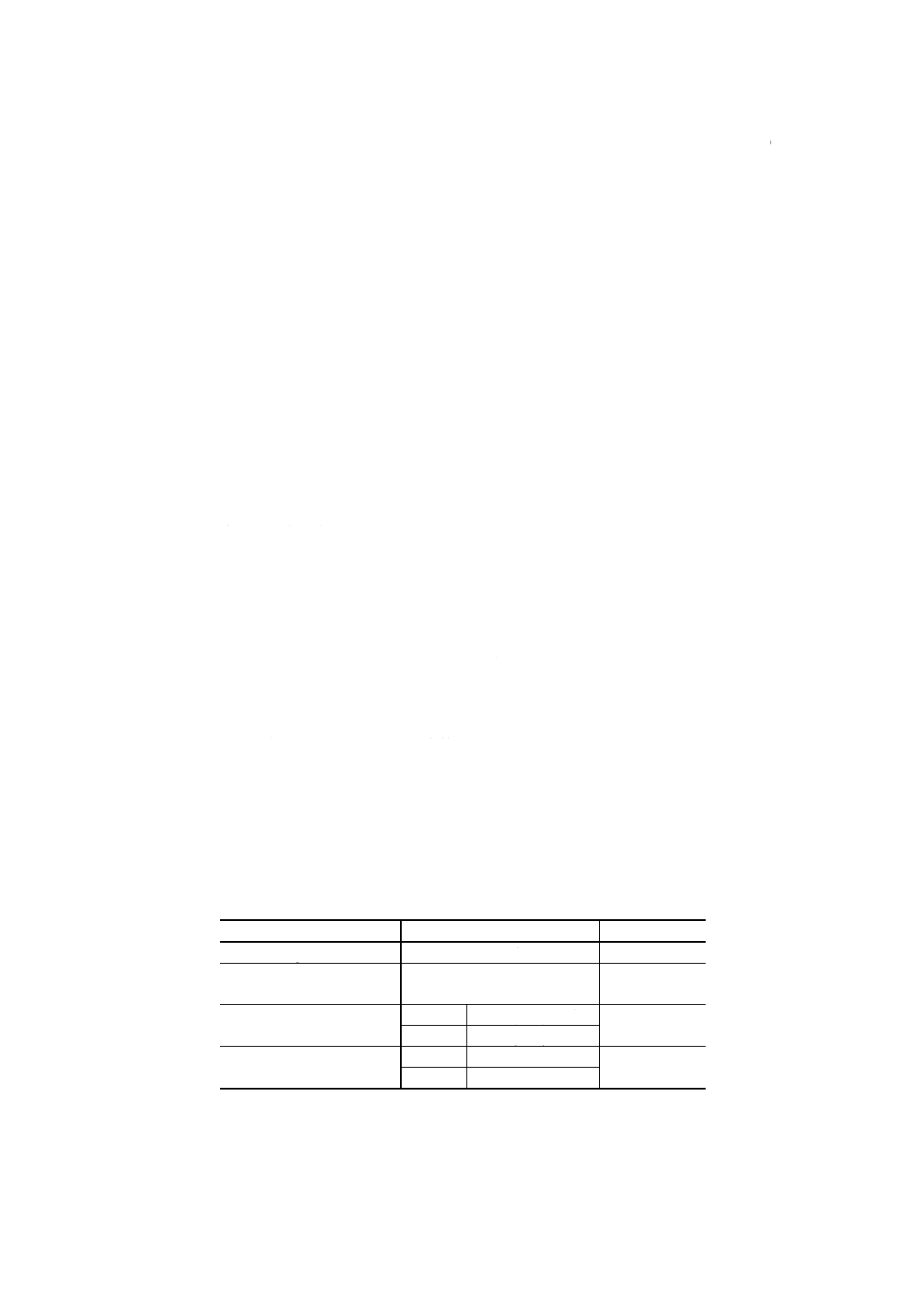
表1 性能
項目
性能
適用試験箇条
かさ密度kg/m3
300以上
4.3
500μmふるい
(微粉)通過率%
35以下
4.4
引張強さ MPa {kgf/mm2}
縦方向
16.7 {1.70} 以上
4.5
横方向
14.7 {1.50} 以上
伸び%
縦方向
160以上
4.5
横方向
140以上
4. 試験方法
4.1
試験の一般条件
2
K 6930-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1.1
試料の採取方法 試料は品質が同一とみなすことのできるロットから,ロット全体の品質を代表す
るように,ランダムにサンプリングし,その量は,4.2〜4.5の試験に必要な量とする。
4.1.2
試験場所の標準状態 引張強さ及び伸びの試験場所の標準状態は,JIS K 7100に規定する標準温度
状態2級 (23±2℃) とし,試験片を1時間以上,試験場所に保った後,試験を行うものとする。
4.1.3
試験結果の表し方 試験結果は規格値の1けた下の位まで求めて,JIS Z 8401によって丸める。
4.2
外観 4.1.1で採取した試料を温度160±10℃の熱ロールで,時間3±0.5分混練し,厚さ約0.5mmの
シートに成形する。そのシートから15×20cmの試験片を採取し,目から約60cm離し,面積0.5mm2以上
の異物の数を調べる。この操作を3回繰り返し,異物の数の平均値を求める。
4.3
かさ密度 4.1.1で採取した試料を上下をかき混ぜてカップですくい取り,直径約120mm,深さ約
150mmの縁の平滑なガラス又は金属の容器に静かに入れ,容器の縁からあふれる状態とし,容器の縁を軽
く3回たたく。次いで容器の縁に沿って定規で水平にならした後,試料の質量を0.1gまではかり,次の式
によってかさ密度を算出する。
V
W
W
Bd
2
1−
=
ここに,
Bd: かさ密度 (kg/m3)
W1: 容器と試料の質量 (kg)
W2: 容器の質量 (kg)
V: 容器の容積 (m3)
なお,容器の容積は容器に水を入れて質量を測定し容積に換算する。
4.4
500μmふるい(微粉)通過率 4.1.1で採取した試料を上下をかき混ぜてカップで約200gをすくい
とり,JIS Z 8801に規定する網ふるい,呼び寸法500μmでふるい分け,通過した微粉の質量を100分率で
算出する。
4.5
引張強さ及び伸び 引張強さ及び伸びの試験は次による。
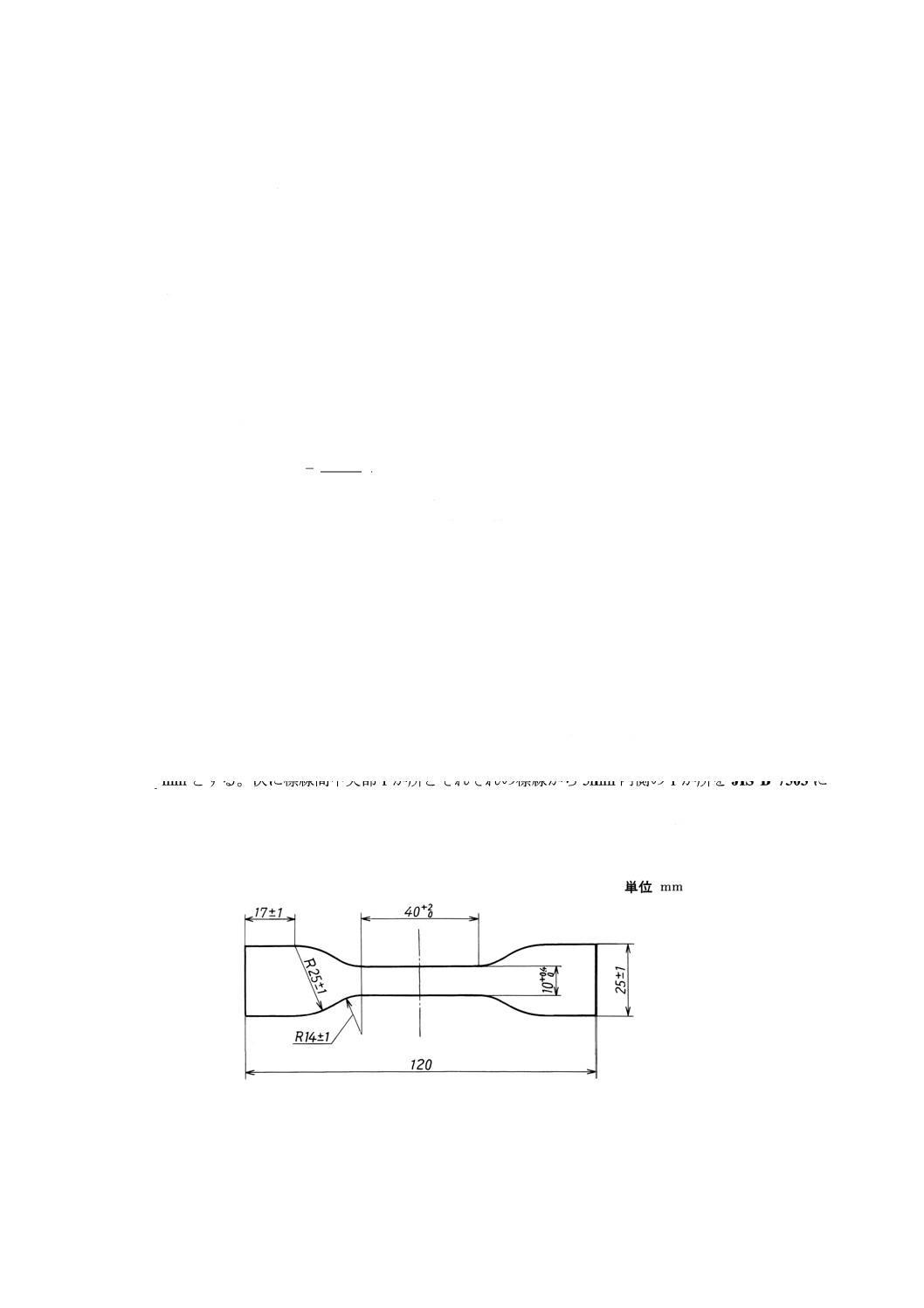
(1) 試験片 4.2によって成形したシートから図1に示す試験片を縦,横方向,各々5個を異物の少ない部
分から打ち抜く。試験片の中心から両側に正確に20mmずつ取り,標線を付ける。標線間距離は,
4020
+mmとする。次に標線間中央部1か所とそれぞれの標線から5mm内側の1か所をJIS B 7503に
規定する目量0.01mmのダイヤルゲージ,又は,これと同等以上の精度を有するダイヤルゲージで厚
さを測定し,打抜刃の平行部分の幅の平均値を試験片の幅として最小断面積を算出する。
図1 引張強さ及び伸び試験片の形状寸法
(2) 操作 試験片を引張試験機(1)に正確に取り付ける。試験速度は,毎分200±20mmとし,試験片が切
断したときの引張切断荷重及び標線間距離を測定する。標線間外で切断したときには無効とし,不足
分を補充して試験を行う。
3
K 6930-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(1) 試験機は,振子形,又はクロスヘッド分離速度一定形引張試験機を用い,自動的に締るつかみ
具,又は試験片が滑らないようにしたつかみ具を備えていること。荷重指示の許容差は,±1%
以下であり,試験片の切断荷重が,試験機容量の15〜85%であること。
(3) 計算 各試験片の引張強さ及び伸びを次の式(1)及び式(2)によって算出する。縦,横それぞれ5個の算
出値の平均値を求めて引張強さ及び伸びとする。
A
F
=
σ
····················································································· (1)
ここに,
σ: 引張強さ (MPa) {kgf/mm2}
F: 切断時における荷重 (N) {kgf}
A: 試験片の元の最小断面積 (mm2)
100
0
0×
−
L
L
L
l=
·········································································· (2)
ここに,
l: 伸び (%)
L: 切断時の標線間距離 (mm)
L0: 元の標線間距離 (mm)
5. 表示 包装には次の事項を表示しなければならない。
(1) 製造業者名又はその略号
(2) ロット番号又は製造番号
4
K 6930-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
(1) 本委員会
(委員長)
牧 廣
拓殖大学工学部
大 出 譲
財団法人高分子素材センター
松 野 健 一
工業技術院機械技術研究所
清 家 金 嗣
農林水産省食品流通局
細 川 幹 夫
通商産業省基礎産業局
倉 剛 進
工業技術院標準部
加 山 英 男
財団法人日本規格協会
太 田 成 美
社団法人日本施設園芸協会
牛 山 博 司
日本ビニル工業会
石 元 速 雄
高地ビニル株式会社
増 井 弘 美
第一化学工業株式会社
平 野 昇
株式会社タイボー
岩 上 江 笠
春野産業株式会社
海 津 洋
株式会社タジマ
須 藤 真
ロンシール工業株式会社
末 久 史 朗
日本プラスチック有効利用組合
(事務局)
飯 島 林 蔵
社団法人プラスチック処理促進協会
(2) 分科会
(委員長)
大 出 譲
財団法人高分子素材センター
増 井 弘 美
第一化学工業株式会社
平 野 昇
株式会社タイボー
海 津 洋
株式会社タジマ
飛 田 好 雄
日本ビニル工業会
酒 井 清 次
社団法人プラスチック処理促進協会
池 田 文三郎
日本プラスチック有効利用組合
(事務局)
飯 島 林 蔵
社団法人プラスチック処理促進協会