2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6896-1995
四ふっ化エチレン樹脂成形粉
Polytetrafluoroethylene powder for molding
and extrusion materials
1. 適用範囲 この規格は,圧縮成形,ラム押出成形及びペースト押出成形に用いられる四ふっ化エチレ
ン樹脂成形粉(1)(以下,成形粉という。)について規定する。
注(1) ここにいう四ふっ化エチレン樹脂成形粉とは,充てん剤及び顔料などを含まないものをいう。
備考1. ここにいう四ふっ化エチレン樹脂とは,慣用名であり,化学名はポリテトラフルオロエチレ
ン (PTFE) という。
2. この規格の引用規格を,次に示す。
JIS K 6891 四ふっ化エチレン樹脂成形粉試験方法
JIS K 6892 四ふっ化エチレン樹脂ペースト押出成形粉試験方法
3. この規格の中で { } を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
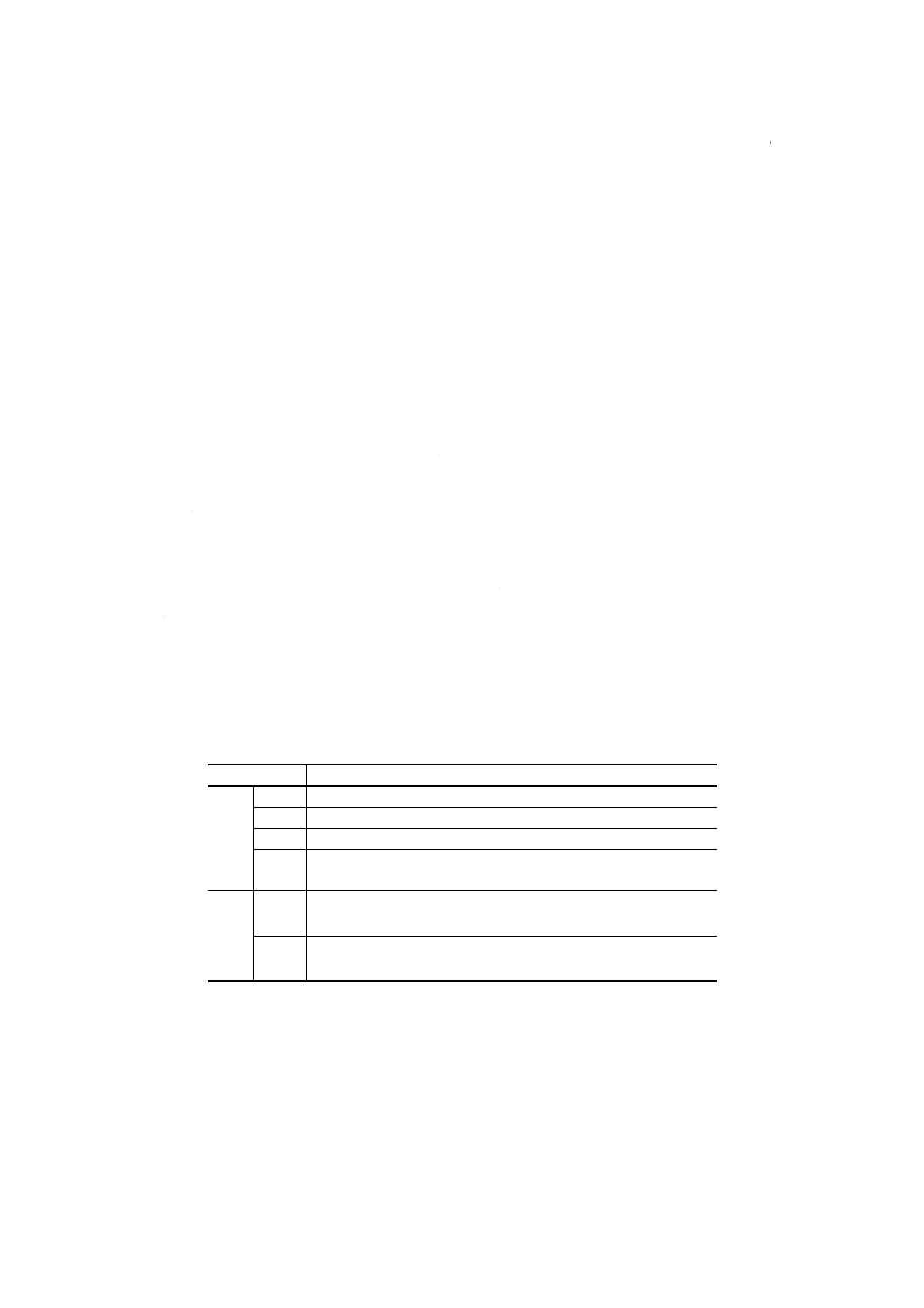
2. 種類 成形粉の種類は,表1のとおりとする。
表1 成形粉の種類
種類
性状
圧
縮
成
形
用
粉
I-1
一般圧縮成形用の成形粉
I-2
微粉末状に作られた一般圧縮成形用の成形粉
I-3
か粒状に作られた一般圧縮成形用の成形粉
I-4
主にラム押出成形に適するように作られた圧縮成形用の特殊成
形粉
成
形
用
粉
ペ
ー
ス
ト
押
出
II-1
比較的細いチューブの製造及び電線被覆に適するように作られ
たぺースト押出成形用の成形粉
II-2
比較的太いチューブの製造及び生テープの製造に適するように
作られたペースト押出成形用の成形粉
3. 品質
3.1
外観 成形粉は,純白色,不透明な,均一な組成の粉末であって,充てん剤や顔料のような添加物
や異物を含んではならない。
3.2
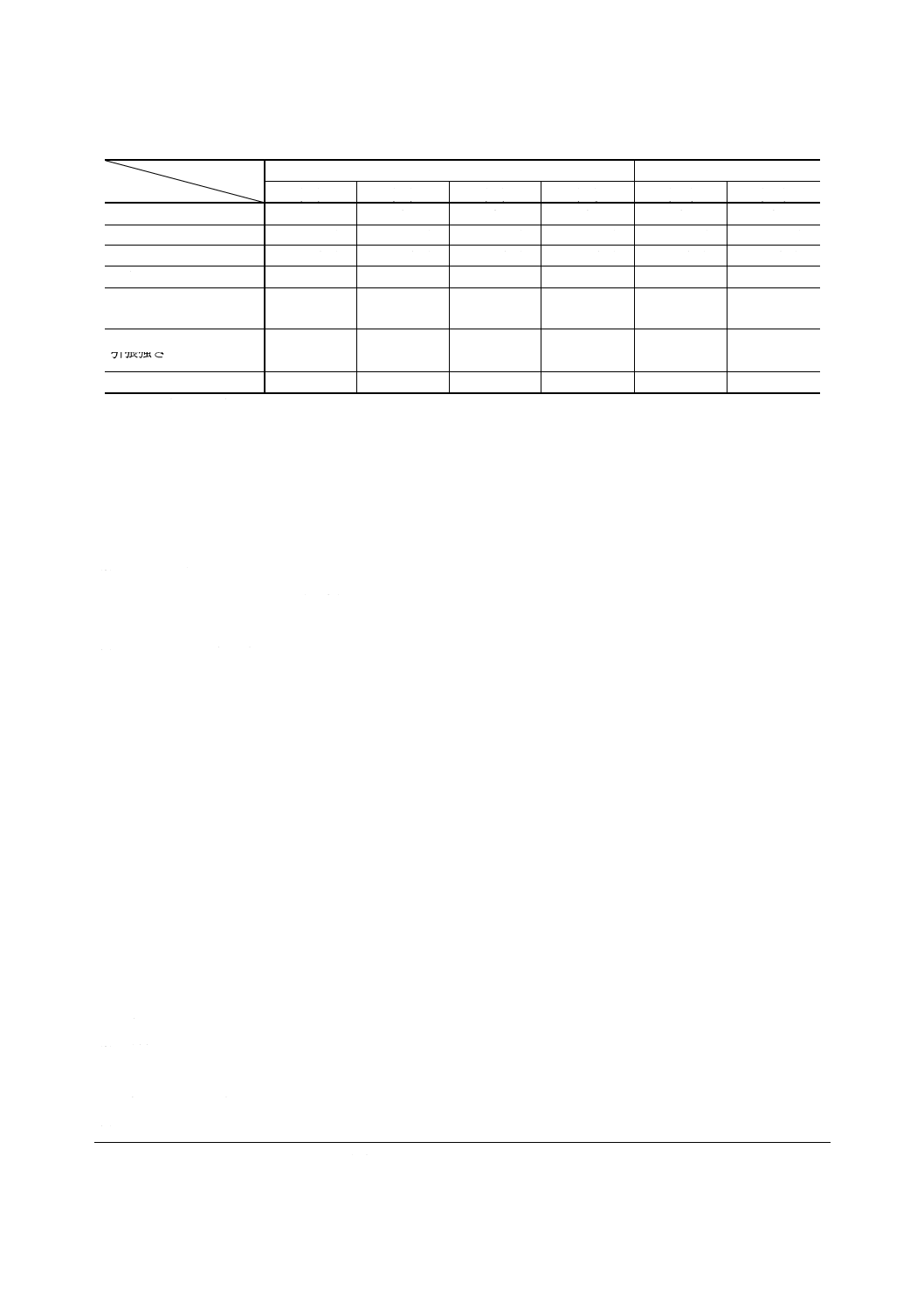
特性 成形粉の特性は4.によって試験し,表2に適合しなければならない。
2
K 6896-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2
種類
品質項目
圧縮成形用粉
ペースト押出成形用粉
(I-1)
(I-2)
(I-3)
(I-4)
(II-1)
(II-2)
見掛け密度
g/ml
0.32±0.10
0.40±0.20
0.80±0.25
0.75±0.25
0.50±0.15
0.50±0.15
水分
%
0.03以下
0.03以下
0.03以下
0.03以下
0.04以下
0.04以下
高温揮発分
%
0.03以下
0.03以下
0.03以下
0.03以下
0.1以下
0.1以下
融点(2)
℃
327±10
327±10
327±10
327±10
327±10
327±10
比重
最高
2.19
2.14
2.19
2.14
2.19
2.14
−
−
2.20
2.13
2.28
2.18
最低
引張強さ MPa
{kgf/mm2}(3)
14.7以上
{1.5以上}
24.5以上
{2.5以上}
18.6以上
{1.9以上}
−
−
17.6以上
{1.8以上}
17.6以上
{1.8以上}
伸び
%
180以上
250以上
200以上
−
200以上
200以上
注(2) 焼成物の融点。
(3) { } を付けて示してある単位及び数値は従来単位によるものであって参考値であり,換算は1MPa=
1.019 72×103kgf/mm2とする。
4. 試験方法
4.1
圧縮成形用粉 圧縮成形用粉の試験方法は,次の規定による。
(1) 見掛け密度 JIS K 6891の5.3(見掛け密度)による。
(2) 水分及び高温揮発分 JIS K 6891の5.5(水分及び高温揮発分)による。
(3) 融点 JIS K 6891の5.6(融点)による。
(4) 比重 JIS K 6891の5.7(比重)による。
(5) 引張強さ及び伸び JIS K 6891の5.8(引張強さ及び伸び)による。ただし試料は,JIS K 6891の3.2.1
(フリーベーキング法による板)による。
4.2
ペースト押出成形用粉 ペースト押出成形用粉の試験方法は,次の規定による。
(1) 見掛け密度 JIS K 6892の5.4(見掛け密度)による。
(2) 水分及び高温揮発分 JIS K 6892の5.5(水分及び高温揮発分)による。
(3) 融点 JIS K 6892の5.6(融点)による。
(4) 比重 JIS K 6891の5.7による。ただし試験片の成形圧力は29.42±2.94MPa {300±30kgf/cm2}(4)とす
る。
(5) 引張強さ及び伸び JIS K 6891の5.8による。ただし試験片はJIS K 6891の3.2.1で作られた板とし,
その成形圧力は29.42±2.94MPa {300±30kgf/cm2}(4)とする。
注(4) 1MPa=1.019 72×10kgf/cm2
5. 包装及び表示 成形粉は,異物混入のおそれがないように包装し,その容器の見やすい箇所に次の事
項を表示する。
(1) 名称
(2) 種類
(3) 正味質量
(4) 製造年月又は製造ロットを示す記号
(5) 製造業者名又はその略号
関連規格 JIS Z 8203 国際単位系 (SI) 及びその使い方
3
K 6896-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
高分子部会 四ふっ化エチレン樹脂成形粉専門委員会 構成表(昭和49年12月1日制定のとき)
氏名
所属
(委員会長)
太 田 清 水
ブリヂストンタイヤ株式会社
(臨時委員)
堀 三 陽
東邦大学
赤 羽 信 久
通商産業省基礎産業局
菊 地 邦 雄
工業技術院標準部
小 沢 丈 夫
工業技術院電子技術総合研究所
野間口 兼 良
野間口コンサルタント事務所
中 村 直 哉
ダイキン工業株式会社化学事業部業務部
岩 下 昭比古
三井フロロケミカル株式会社テフロン販売部
井 関 滋
旭硝子株式会社
仁戸部 鞆 彦
日本バルカー工業株式会社技術部
田 中 年 男
日本アスベスト株式会社鶴見工場
三 枝 幸次郎
日本ピラー工業株式会社
飯 田 耕 三
日本オイルシール工業株式会社第二事業本部
藤 井 一 正
日本ジョン・クレーン株式会社徳庵工場
森 山 康 弘
日東電気工業株式会社ニトフロン部関東工場
柳 瀬 昇
大日日本電線株式会社特品部研究室
勝 見 進
東邦化成株式会社本社製造部
永 峰 章 好
三菱商事株式会杜合成樹脂第二部
浅 田 光 雄
三井物産株式会社合成樹脂原料部
森 幹
株式会社阪上製作所本社製造部
斎 藤 領 職
日本弗素樹脂工業会
(事務局)
鎌 田 矩 夫
工業技術院標準部繊維化学規格課
石 川 哲之介
工業技術院標準部繊維化学規格課
(事務局)
小 林 勝
工業技術院標準部繊維化学規格課(平成7年4月1日改正のとき)
砂 川 輝 美
工業技術院標準部繊維化学規格課(平成7年4月1日改正のとき)