3
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
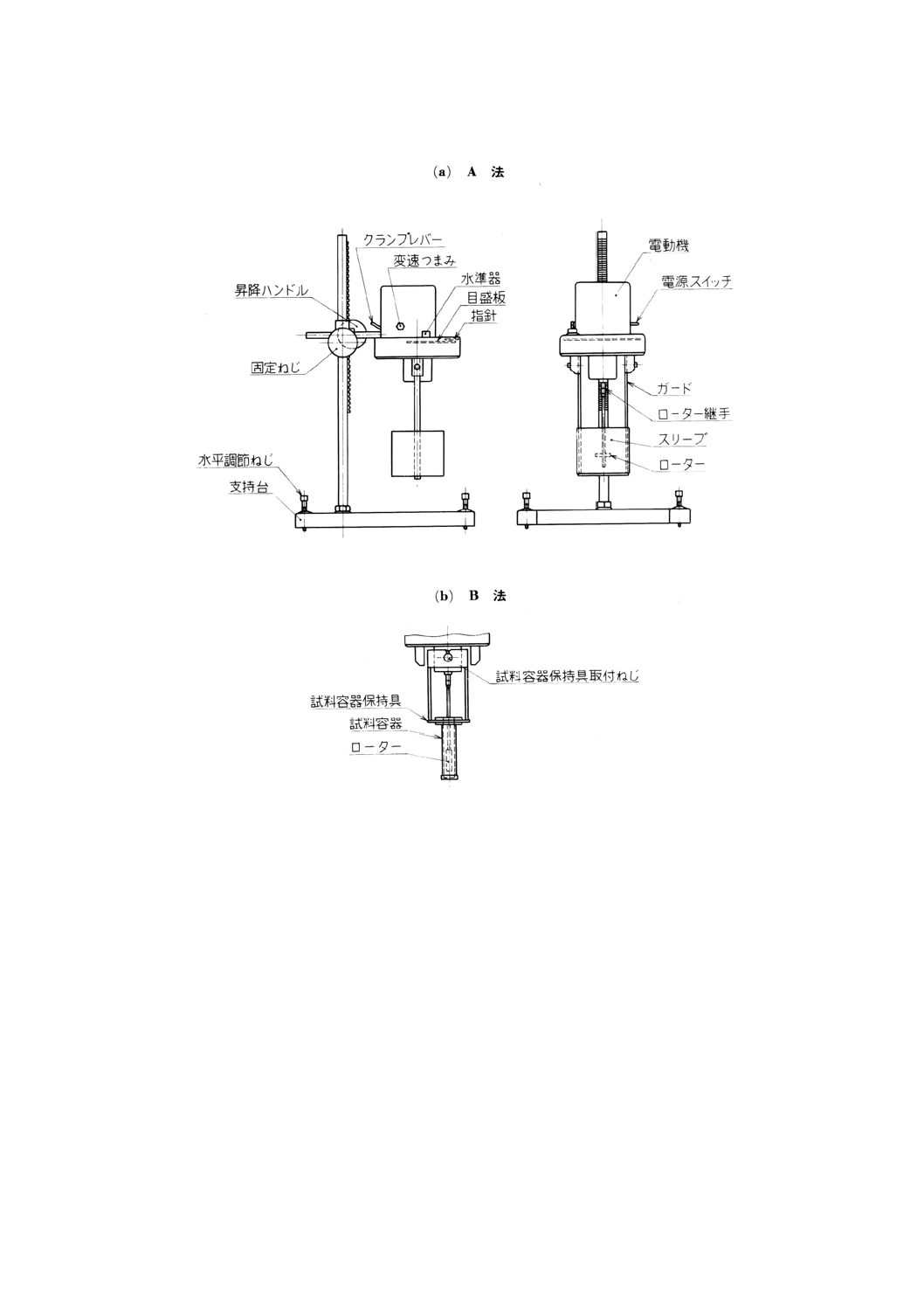
図1 粘度計の一例
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6862-1984
ホットメルト接着剤の
溶融粘度試験方法
Testing Methods for Melt Viscosity of Hot-melt Adhesives
1. 適用範囲 この規格は,ホットメルト接着剤(以下,接着剤という。)の溶融粘度試験方法について規
定する。
備考1. この方法は,ブルックフィールド形単一円筒回転粘度計及び二重円筒回転粘度計(以下,粘
度計という。)を用いて,試験温度180℃における接着剤の溶融粘度(この方法では,見掛け
粘度が求められる。以下,粘度という。)を測定する方法について規定する。この場合,当事
者間の協定によって他の試験温度を用いることができる。
なお,この方法で測定可能な粘度は,200Pa・s {200 000cP} までのものとする。
2. この規格では,試料の量によって,次の二つの方法を規定する。
A法:1回の試験に必要な試料の量が約200ml又は約500mlで,単一円筒回転粘度計を用
いる方法。
B法:1回の試験に必要な試料の量が約10mlで,二重円筒回転粘度計を用いる方法。
3. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
引用規格:
JIS B 7410 石油類試験用ガラス製温度計
JIS C 1603 指示抵抗温度計
JIS K 6900 プラスチック用語
JIS K 7100 プラスチックの状態調節及び試験場所の標準状態
JIS R 3503 化学分析用ガラス器具
JIS Z 8401 数値の丸め方
JIS Z 8809 粘度計校正用標準液
対応国際規格:
ISO 2555 Resins in the liquid state or as emulsions or dispersions−Determination of Brookfield RV
viscosity
関連規格:JIS K 6833 接着剤の一般試験方法
JIS Z 8203 国際単位系 (SI) 及びその使い方
2. 用語の意味 この規格で用いる主な用語の意味は,JIS K 6900(プラスチック用語)によるほかは,
次のとおりとする。
2
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ホットメルト接着剤 溶融状態で被着材の面に塗付し,冷却することによって固化し,固体状態での接
合を形成する熱可塑性接着剤。
3. 試料の状態調節並びに試験室の温度及び湿度 試料の状態調節並びに試験室の温度及び湿度は,次の
とおりとする。
(1) 試料は,原則として試験前にJIS K 7100(プラスチックの状態調節及び試験場所の標準状態)の標準
温度状態3級及び標準湿度状態3級(温度23±5℃及び相対湿度50
20
10
+
−%)において12時間以上状態
調節を行う。
備考 試料の状態調節の時間が,試験結果に影響しないことが分かっている場合は,当事者間の協定
によって他の時間を用いてもよい。この場合は,時間を報告する。
(2) 試験は,原則として(1)と同じ温度及び湿度(温度23±5℃及び相対湿度50
20
10
+
−%)の室内で行う。
4. 試験装置及び器具 試験装置及び器具は,次のとおりとする。
(1) 粘度計 粘度計は,電動機によってローターを溶融試料中で回転させ,その粘性トルクをスプリング
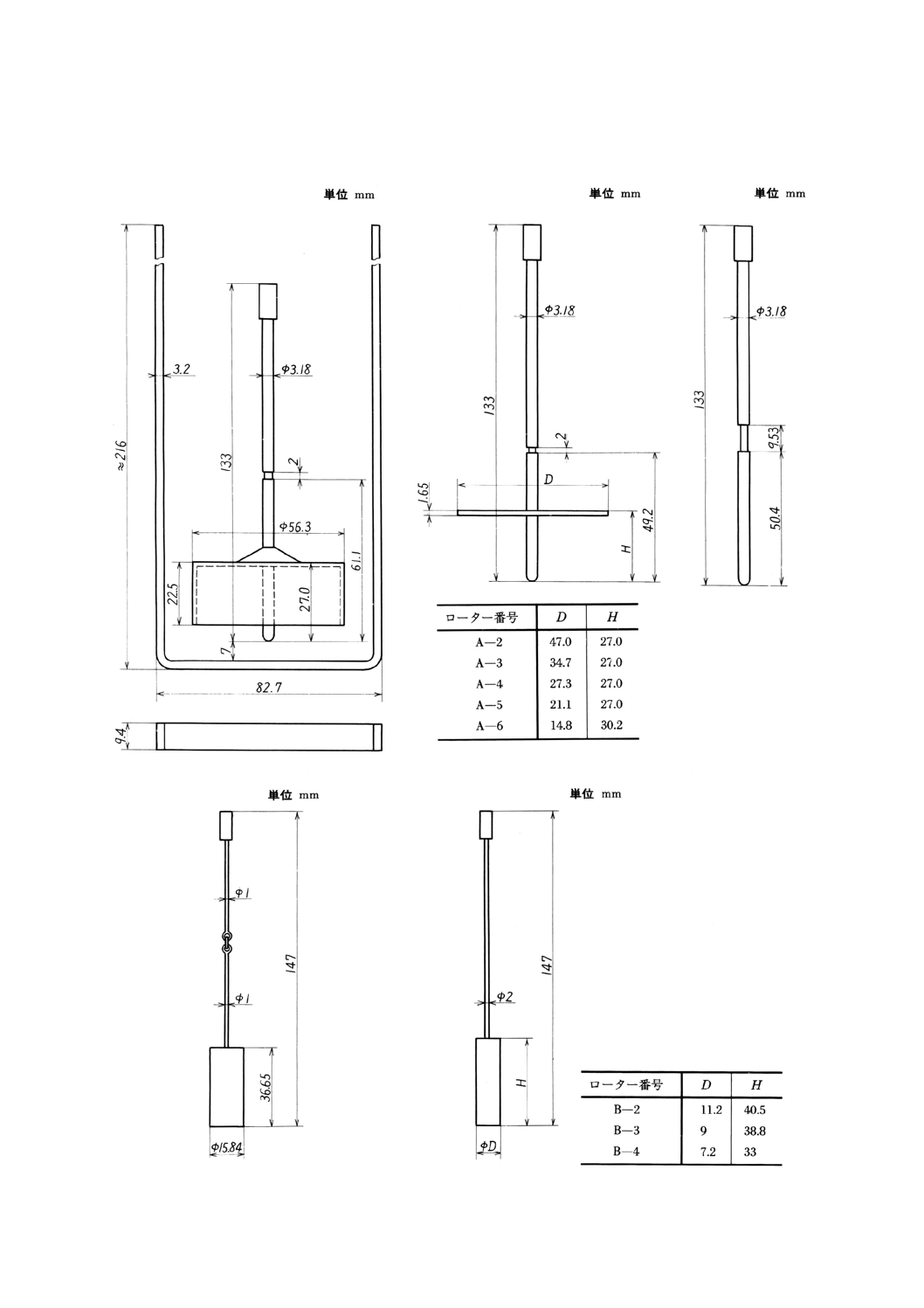
バランスによって測定する構造のもの。粘度計の一例を図1に,ローターの形状及び寸法を図2〜6
に,回転数,ローター番号及び上限粘度の関係を表1に示す。
3
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 粘度計の一例
4
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 A-1ローター
図3 A-2〜A-6ローター
図4 A-7ローター
図5 B-1ローター
図6 B-2〜B-4ローター
5
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 回転数,ローター番号 及び 上限粘度の関係
(a) A法
単位 mPa・s {cP}
回転数
ローター番号
20min−1
10min−1
4min−1
2min−1
A-1
500
{500}
1 000
{1 000}
2 500
{2 500}
5 000
{5 000}
A-2
2 000
{2 000}
4 000
{4 000}
10 000
{10 000}
20 000
{20 000}
A-3
5 000
{5 000}
10 000 {10 000}
25 000
{25 000}
50 000
{50 000}
A-4
10 000 {10 000}
20 000 {20 000}
50 000
{50 000}
100 000 {100 000}
A-5
20 000 {20 000}
40 000 {40 000}
100 000 {100 000}
200 000 {200 000}
A-6
50 000 {50 000}
100 000 {100 000}
250 000 {250 000}
500 000 {500 000}
A-7
200 000 {200 000}
400 000 {400 000}
1 000 000 {1 000 000}
2 000 000 {2 000 000}
(b) B法
単位 mPa・s {cP}
回転数
ローター番号
20min−1
10min−1
4min−1
2min−1
B-1
2 500 {2 500}
5 000
{5 000}
12 500 {12 500}
25 000 {25 000}
B-2
12 500 {12 500}
25 000 {25 000}
62 500 {62 500}
125 000 {125 000}
B-3
25 000 {25 000}
50 000 {50 000}
125 000 {125 000}
250 000 {250 000}
B-4
50 000 {50 000}
100 000 {100 000}
250 000 {250 000}
500 000 {500 000}
(2) 試料容器 試料容器は,円筒状のもので,ふた付きとする。
(a) 試料の量が約200mlの場合は,JIS R 3503(化学分析用ガラス器具)のトールビーカー300mlのもの
又はこれと同等の形状のものとする。
(b) 試料の量が約500mlの場合は,JIS R 3503のビーカー500mlのもの又はこれと同等の形状のものと
する。
(c) 試料の量が約10mlの場合は,内径が18mm,深さが95mm以上のものとする。
(3) 加熱浴槽 加熱浴槽は,試料の試験温度を均一に保持できるもので,伝熱媒体の液面が,溶融した試
料の液面より高くなければならない。
(4) 温度計 温度計は,A法の場合は,JIS B 7410(石油類試験用ガラス製温度計)のDISF-55又はこれ
と同等以上の精度があるものとし,B法の場合は,JIS C 1603(指示抵抗温度計)の0〜200℃,0.5級
指示計又はこれと同等以上の精度があるものとする。
(5) ストップウオッチ
5. 試験装置の校正 粘度計は,JIS Z 8809(粘度計校正用標準液)に定める既知粘度の標準液を用いて3
年に1回以上定期的に校正を行う。
6. 試料 試料は,試験を3回行うのに必要な量を用意する。
B法による試験の場合は,1回の測定に必要な試料の量及び使用ローター番号の関係を表2に示す。
表2 B法の場合の使用ローター番号 及び 試料の量
単位 ml
ローター番号
B-1
B-2
B-3
B-4
試料の量
5〜7
9〜10
10〜11
10〜11
6
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 操作
7.1
A法 A法は,次のとおりとする。
(1) あらかじめ試験温度近くまで溶融させた試料約200ml又は約500ml(1)を試料容器に入れる。
注(1) 試料の量が500 mlの場合は,原則としてガードを使用する(図1参照)。
(2) 試料容器を加熱浴槽中に浸せきし,保持する。必要に応じてかき混ぜ棒で溶融させた試料をかき混ぜ
ながら,温度計を試料中に入れて,試料の温度(2)を測定する。
注(2) 試料の温度の測定位置は,可能な限り試料の中央部とする。
備考 試料容器中の試料は,その底部,中間部及び上部間の温度差並びに試験温度との差がなくなる
ようにかき混ぜ続ける。かき混ぜるとき試料中に空気の泡が入らないように注意しなければな
らない。
(3) 試料の予測粘度(3)に応じて,表1(a)から適当なローターを選定し,粘度計のローター継ぎ手にロータ
ーを取り付ける。
注(3) 予測粘度は,予備実験を行うか,カタログ,データなどを参考にして決めるとよい。
(4) 支持台の昇降ハンドルを回して,空気の泡が入らないように注意しながら粘度計を静かに下降させ,
ローターの浸液マークの中心が液面に達した所で止める。
(5) ローターが試料容器の中心になるように,粘度計本体の位置を調節する。
(6) 粘度計を水平に調節する。
(7) 試料の温度が180±1℃になったのを確認してから測定を開始する。
(8) 溶融粘度の測定は,粘度計の指示値が目盛の15〜95%の範囲に入るように回転数を選び,ローターを
回転させ,粘度計の指針の位置が安定したときの目盛を読み取る。
備考1. 粘度計の指針の位置が安定するまでの時間は,粘度が10Pa・s {10 000cP} 程度のものでは約3
分,粘度が100Pa・s {100 000cP} 程度のものでは約5分である。
2. 測定は,試料が熱劣化を起こさない時間内に終了しなければならない。
(9) 試験は,毎回新しい試料を用いて,(1)から(8)までの操作を3回繰り返す。
7.2
B法 B法は,次のとおりとする。
(1) 試料の予測粘度に応じて表1(b)から適切なローターを選び,表2から試料の量を決定し,試料容器に
入れる。
(2) 試料容器を加熱浴槽に入れて試料が一様に溶融した後,試料容器を粘度計に取り付ける。
(3) 粘度計を下げ,試料容器を加熱浴槽に浸せきする。
(4) 粘度計を水平に調節する。
(5) 試料の温度が180±1℃になったのを確認(4)してから測定を開始する。
注(4) 試料の温度を確認する方法として,試料を入れた試料容器を加熱浴槽に入れて,あらかじめ経
過時間−試料の温度の関係を求めておき,その結果から規定の経過時間で試料温度は試験温度
に達したとみなしてもよい。通常,15分程度で十分である。
(6) 溶融粘度の測定は,粘度計の指示値が目盛の15〜95%の範囲に入るように回転数を選び,ローターを
回転させ,粘度計の指針の位置が安定したときの目盛を読み取る。
(7) 試験は,毎回新しい試料を用いて,(1)から(6)までの操作を3回繰り返す。
7
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 計算 計算は,次の式(1)のとおり,3個の試料について得られた数値に表3及び表5に規定する換算
乗数を乗じてそれぞれ粘度を算出し,3個の平均値を求め,JIS Z 8401(数値の丸め方)によって有効数字
2けたに丸める。
ηa=kN×θ ················································································ (1)
ここに, ηa: 粘度(見掛け粘度)mPa・s {cP}
kN: 表3及び表5に示された回転数とローター番号の組合せによる
換算乗数mPa・s {cP}
θ: 粘度計目盛板上で読み取った指示値
表3 回転数,ローター番号 及び 換算乗数の関係(A法)
単位mPa・s {cP}
回転数
ローター番号
20min−1
10min−1
4min−1
2min−1
A-1
5
{5}
10
{10}
25
{25}
50
{50}
A-2
20
{20}
40
{40}
100
{100}
200
{200}
A-3
50
{50}
100 {100}
250
{250}
500
{500}
A-4
100 {100}
200 {200}
500
{500}
1 000 {1 000}
A-5
200 {200}
400 {400}
1 000 {1 000}
2 000 {2 000}
A-6
500 {500}
1 000 {1 000}
2 500 {2 500}
5 000 {5 000}
A-7
2 000 {2 000}
4 000 {4 000}
10 000 {10 000}
20 000 {20 000}
備考 試料の量が500mlで,ガードを使用しない場合及び試料の量が200mlの場合は,表4の補正係数を乗じ
て,換算乗数を補正しなければならない。
表4 換算乗数の補正係数(500mlでガードを使用しない場合及び200mlの場合)
試料の量
ローター番号
補正係数
500ml
A-1
1.04
A-2
1.01
200ml
A-1(5)
−
A-2
0.86
A-3
0.96
A-4
0.98
A-5
0.98
注(5) 試料の量が200mlの場合は,ローター番号A-1は使用し
てはならない。
表5 回転数,ローター番号 及び 換算乗数の関係(B法)
単位 mPa・s {cP}
回転数
ローター番号
20min−1
10min−1
4min−1
2min−1
B-1
25 {25}
50
{50}
125 {125}
250 {250}
B-2
125 {125}
250 {250}
625 {625}
1 250 {1 250}
B-3
250 {250}
500 {500}
1 250 {1 250}
2 500 {2 500}
B-4
500 {500}
1 000 {1 000}
2 500 {2 500}
5 000 {5 000}
参考 試験結果は,平均偏差を平均値で除した値が,次に示した数値以内であることが望ましい。
繰返し性(同一人,同一装置):0.05
再現性(別人,別装置):0.1
平均偏差を平均値で除した値は,次の式(2)によって算出する。
8
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
x
n
x
x
X
n
i
i
∑
=1
−
=
········································································ (2)
ここに,
X: 平均偏差を平均値で除した値
xi: 個々の粘度
x: 粘度の平均値
n: 試験回数
9. 報告 報告には,必要に応じて次の事項を記入する。
(1) 接着剤の種類,記号及び製造ロット番号
(2) 試料の状態調節の温度,湿度及び時間
(3) 試験室の温度及び湿度
(4) 試験方法(A法・B法の区別,試料の量)
(5) 粘度計の種類,使用ローター番号,回転数及び回転させた時間
(6) 試験結果(粘度及び試験温度)
(7) 試験年月日
(8) その他必要とする事項
9
K 6862-1984
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
小 野 昌 孝
実践女子大学
中 軸 美智雄
通商産業省基礎産業局
藤 原 正 祥
(田 仲 信 夫)
工業技術院標準部
長 沢 長八郎
工業技術院製品科学研究所
松 本 庸 夫
農林水産省林業試験場
高 島 克 己
東京都立工業技術センター
宮 入 裕 夫
東京医科歯科大学医用器材研究所
高 野 忠 夫
財団法人日本プラスチック検査協会
高 島 米 司
財団法人接着剤研究所
岡 崎 久
日本接着剤工業会
佐 藤 勝 亮
旭化学合成株式会社
永 田 宏 二
セメダイン株式会社
本 田 正 男
ソニーケミカル株式会社
藤 木 時 男
東洋曹達工業株式会社
並 木 光 男
(中 島 常 雄)
コニシ株式会社
駒 峯 郁 夫
積水化学工業株式会社
中 野 豊 年
新田ゼラチン株式会社
友 村 紘 一
ボスチックジャパン株式会社
本 美 佳 秋
大日本印刷株式会社
大 石 尚
日本楽器製造株式会社
宮 本 勲
株式会社東京計器
都 筑 国 雄
アイカ工業株式会社
斉 藤 満
株式会社東洋精機製作所
松 見 成 俊
株式会社上島製作所
北 川 明 雄
日産化学工業株式会社
大 継 昭 三
シーアイ化成株式会社
片 寄 弘 之
レンゴー株式会社
鋪 野 太一郎
大日本製本加工株式会社
新 鍋 秀 文
(鹿 毛 紀久雄)
プラスチック標準試験方法研究会