K 6854-1 : 1999 (ISO 8510-1 : 1990)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
K 6854-1 : 1999
(ISO 8510-1 : 1990)
接着剤−はく離接着強さ試験方法
−第1部:90度はく離
Adhesives−Determination of peel strength of bonded assemblies−
Part 1 : 90°peel
序文 この規格は,1990年に第1版として発行されたISO 8510-1, Adhesives−Peel test for a
flexible-bonded-to−rigid test specimen assembly-Part1 : 90°peelを翻訳し,技術的内容及び規格票の様式を変
更することなく作成した日本工業規格である。
1. 適用範囲 この規格は,少なくとも一方の被着材が,たわみ性をもつ2枚の被着材の接着組立物のは
く離抵抗を,規定条件下で測定するための90度はく離試験方法について規定する。試験のために普通の引
張試験機を使用する場合,はく離角度は正確に90度を維持することはできない。正確に90度の定角を維
持する必要がある場合は,ローラ式はく離装置を使用する(4.1参照)。
90度はく離試験は,180度はく離試験で被着材にき裂を生じたり,破断したり,又は層間はく離するよ
うなたわみ性に乏しい被着材を使用する場合に特に適している。
180度はく離試験は,JIS K 6854-2(接着剤−はく離接着強さ試験方法−第2部:180度はく離)に規定
する。
T形はく離試験は,JIS K 6854-3(接着剤−はく離接着強さ試験方法−第3部:T形はく離)に規定する。
浮動ローラ法はく離試験は,JIS K 6854-4(接着剤−はく離接着強さ試験方法−第4部:浮動ローラ法)
に規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年(又は発行年)を記してあるものは,記載の年の版だけが,この
規格の規定を構成するものであって,その後の改正・追補には適用しない。発効年(又は発行年)を付記
していない引用規格は,その最新版(追補を含む)を適用する。
JIS K 6848-2 接着剤−接着強さ試験方法−第2部:金属の表面調整のための指針
備考 ISO 4588 : 1995 Adhesives−Guidelines for the surface preparation of metalsが,この規格と一致
している。
JIS K 6848-3 接着剤−接着強さ試験方法−第3部:プラスチックの表面調整のための指針
備考 ISO 13895 : 1996 Adhesives−Guidelines for the surface preparation of plasticsが,この規格と一
致している。
2
K 6854-1 : 1999 (ISO 8510-1 : 1990)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS K 6848-4 接着剤−接着強さ試験方法−第4部:金属,プラスチックを除く被着材の表面調整の
ための指針
JIS K 6866 接着剤−主要破壊様式の名称
備考 ISO 10365: 1992 Adhesives−Designation of main failure patternsが,この規格と一致している。
JIS K 7100 プラスチック−状態調節及び試験のための標準雰囲気
備考 ISO 291 : 1997, Plastics−Standard atmospheres for conditioning and testingが,この規格と一致し
ている。
ISO 5725 : 1986 Precision of test methods−Determination of repeatability and reproducibility for
a standard test method by inter-laboratory tests
3. 原理 2枚の被着材による接着組立物は,当該接着剤を用いて作製する。被着材は,接着部分の開放
端からはく離が始まり,被着材の長手方向に沿って分離が進行するように実質的な定速度で引きはがす。
接着面に,ほぼ垂直にたわみ性被着材の分離部分を通して力を加える。
4. 装置
4.1
引張試験機(正確に90度の定はく離角度が必要な場合,ローラ式はく離装置を装着する。) 一定
のつかみ移動速度で引張り力を与えることができるもの。試験機には,表示器及び/又は記録計を完備し
た力−計測系を装着していなければならない。表示された力は,真の加えた力から2%以上異なっていて
はならない。試験機の応答時間は,破壊時に加えられた力が正確に測定できるよう,十分に短くなければ
ならない。試験片の破壊時の力は,フルスケール読みの10%と80%との間に入るようにする。
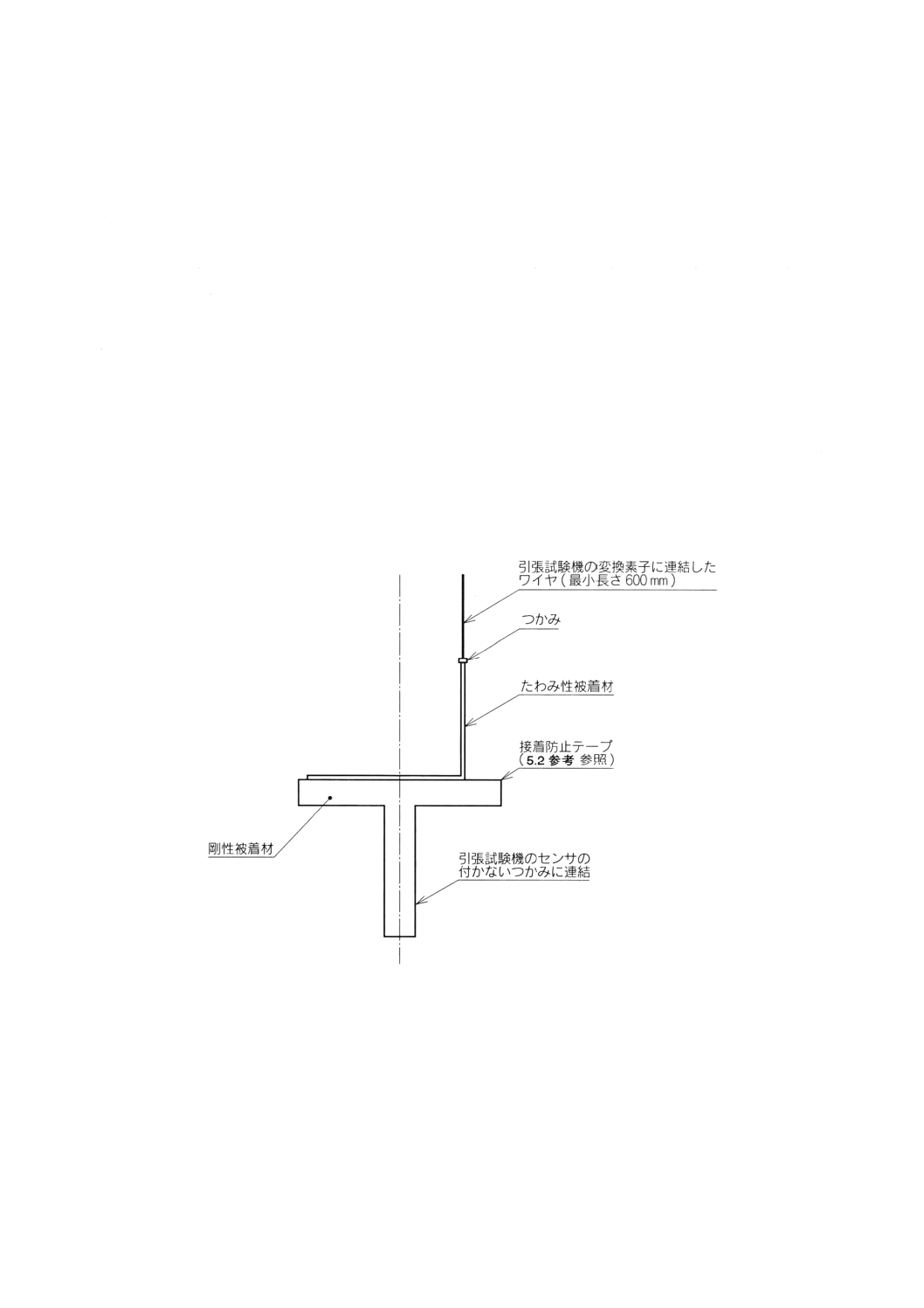
4.2
つかみ 図1に示すとおり,つかみの一方は剛性被着材(5.1.1参照)をしっかりつかむために適し
たものとし,もう一方は,たわみ性被着材(5.1.2参照)を保持するのに適したものとする。後者のつかみ
は,自動調心で,力が接着面に垂直に働くようにし,最小長さ600mmのワイヤによって引張試験機 (4.1) の
センサにつながる。
5. 試験片
5.1
被着材 被着材は,予想される引張り力に耐える十分な厚さをもち,その寸法は正確に測定して試
験報告書に詳細に報告しなければならない。
参考 試験片の推奨厚さは,金属1.5mm,プラスチック1.5mm,木材3mm,配合ゴム2mmである。
受渡当事者間の合意によって他の厚さを使用してもよい。
5.1.1
剛性被着材 接着する表面は,幅25.0mm±0.5mm,最小長さ150mmとする。
材料としては,軟鋼板が望ましく,この材料を使う場合75mm×25mm×10mmの寸法をもつT形軟鋼を
使うのがよい。
軟鋼以外の材料を使用する場合,幅25.0mm±0.5mm,最小長さ150mmの材料を上記のT形材の上に接
着する。この方法は,2枚のたわみ性被着材を用いて接着剤を試験する場合,その一方をT形材に接着す
る場合に用いることができる。この目的に使用する接着剤は,この接合がはがれない程度の適切な接着強
さをもつものでなければならない。
5.1.2
たわみ性被着材 たわみ性被着材は,90度より少し大きい角度まで曲げたときにも不可逆的寸法
変化を起こさないものでなければならない。たわみ性被着材の寸法は, (250mm×25.0mm) ±0.5mmとす
る。
3
K 6854-1 : 1999 (ISO 8510-1 : 1990)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
試験片の調製 試験片を調製する場合に用いる接着手順は,ばらつきを最小にするようにする。
1MPaまでの圧力を加えることができるもので,手動又は動力操作の空気圧プレス又は油圧プレスを使用
するとよい。
表面処理は,JIS K 6848-2,JIS K 6848-3及びJIS K 6848-4による。又は,それが適切でなければ製造業
者の指示に従う。接着剤は,塗布して固化させ,必要ならば接着剤製造業者の推奨に従って硬化させる。
参考 はっきりした接着剤境界を得る便利な方法は,はく離が始まる被着材の一方の端に,接着剤が
接着しないような薄い材料の細片(接着防止テープ)を置くことである(図1参照)。
5.1.1で記載したT形材以外の剛性被着材を使用する場合,適切な方法によって5.1.1でいうT形材に固
定する。
たわみ性被着材をT形材(又は,他の剛性被着材)に図1に示すように接着する。この場合,当該接着
剤の製造業者によって推奨される方法を用いるのがよい。
試験片を調製するためにプレスを使用する場合,接着面積全体に均一な圧力が加わるもので,タイマー
で解除時間が調節できる機構をもつものが望ましい。接着面積全体に均一な圧力分布を与えるためには,
プレスのプラテンが平行でなければならない。これが実用的でないときは,一方のプラテンを弾力性のあ
るパッドで覆う。ショアA硬さで約45の10mm厚さゴムパッドが,700kPaまでの圧力を加えられるプレ
スを用いたとき,満足できるものであることが分かっている。
塗布した接着剤の平均厚さは,質量法又は他の適切な方法によって,実用的な範囲で正確に測定する。
5.3
試験片の数 試験片の数は,5個以上とする。
6. 状態調節及び試験環境 試験片は,JIS K 7100に規定する標準条件の一つで状態調節及び試験を行う。
7. 手順 T形材の幹の部分を試験機のセンサが付いてない側にあるつかみに挾む(図1参照)。引張試験
機の中心線と接着面の中心が一致し,接着面に垂直になるように試験片を位置決めする。たわみ性被着材
の自由端を,そのつかみによってワイヤに連結する。この試験機が一定のつかみ移動速度で作動するよう
に設定する。
参考 推奨つかみ移動速度は,毎分50mm±5mmである。
つかみ移動速度を記録する。また,つかみ移動距離の関数として,望ましくは自記記録式で力を記録す
る。試験は,T形材の中心両側の接着長さが少なくとも50mmはく離するまで続ける。破壊の様式は,JIS
K 6866によって明記する。
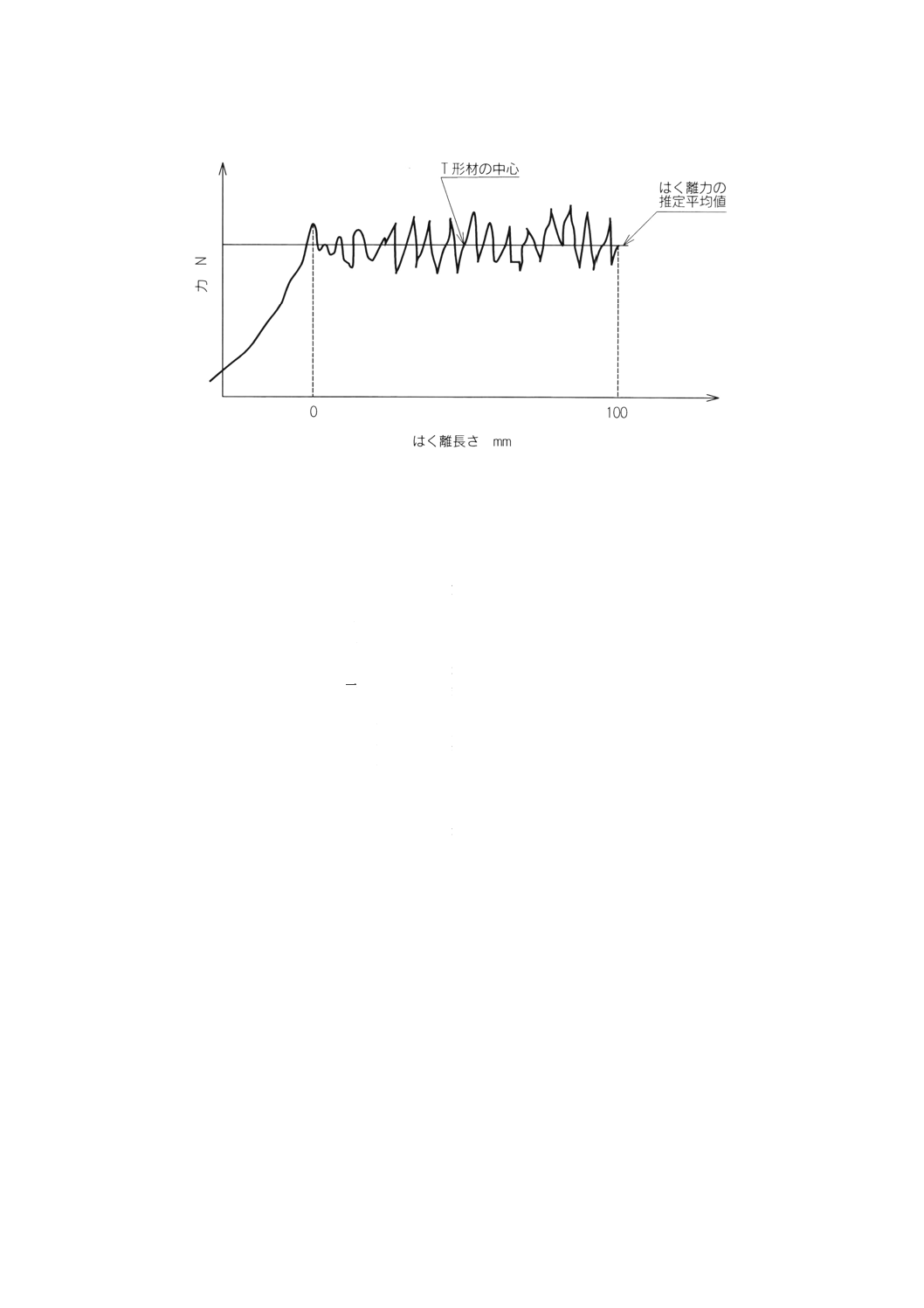
8. 結果の表示 各試験片について,T形材の中心両側50mmのはく離長さにわたって,力−つかみ移動
距離曲線から平均はく離力 (N) を求める。これには最適平均直線を引くことによって(図2参照),又は
面積計によるか,更に正確な結果が必要なら他の適切な方法によって行うとよい。この範囲にある最大力
及び最小力を記録する。試験した全試験片について,平均はく離力の算術平均及び同様に最大力と最小力
との算術平均を計算する。
参考 結果の統計的処理については,ISO 5725を参照。必要な場合,試験はく離長さの外側で起こる
初期ピーク値を個別に記録してもよいが,平均化の手順からは除外する。
9. 精度 この試験方法の精度は,試験室間のデータがないので不明である。精度は,そのデータが得ら
れた時点で,次の改正版に追加される。
4
K 6854-1 : 1999 (ISO 8510-1 : 1990)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 報告 試験報告には,次の事項を含まなければならない。
a) この規格の引用
b) 接着剤の種類,主成分,製造業者のコード番号,バッチ又はロット番号,形状,その他
c) 被着材の寸法,材質及び表面調整法
d) 接着剤の適用方法,乾燥又はプレキュア条件と硬化時間(適用した場合),接着温度及び圧力を含む接
着工程の記載
e) 接着後の接着剤層の平均厚さ
f)
試験片の寸法,作製方法,試験片の数
g) 試験前の状態調節手順及び試験環境
h) つかみ移動速度
i)
平均はく離力の算出方法
j)
各試験片に対するはく離力 (N) の最大値,最小値及び平均値並びに全試験片に対するこれらの値の算
術平均。
k) JIS K 6866による破壊の様式
l)
結果に影響を及ぼすと思われる規定手順からの変更
図1 たわみ性対剛性接着組立物の90度はく離試験の略図
5
K 6854-1 : 1999 (ISO 8510-1 : 1990)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 代表的はく離力曲線
原案作成委員会 構成表
氏名
所属
(委員長)
小 野 昌 孝
実践女子大学
(委員)
西 出 徹
通商産業省基礎産業局
八 田 勲
工業技術院標準部
長 沢 長八郎
工業技術院物質工学工業技術研究所
石 垣 康 三
財団法人日本規格協会
滝 沢 稔
日本接着学会
元 起 巌
富士電材株式会社総合研究所
尾 形 知 秀
ヤマハ株式会社
芦 田 正
日産自動車株式会社
池 田 修
日立化成ポリマー株式会社
石 田 茂
横浜ゴム株式会社
立 花 光 男
コニシ株式会社
永 田 宏 二
日本接着剤工業会
(事務局)
吉 木 健
日本プラスチック工業連盟